Processing Shale Oil in an FCC Unit Catalyst and Profit Optimisation
6
Processing shale oil in an FCC unit: catalyst and profit optimisation C rude oil has been exploited since Baby- lonian times, but the modern petroleum industry began in the 1850s when the first commercial oil wells were drilled and the crude was distilled to produce lamp and lubricating oils. The convenience and greater energy density of refined petroleum products led to oil replacing coal as the primary energy source within 100 years. Demand growth was exponential from 1930 until the temporary decline in the 1973 oil crisis, driven by increased applications and economic growth. This in turn has spurred technical innovations in both production and refining. Interestingly, it is esti- mated that throughout all of oil’s commercial exploitation, with substantial consumption increases year over year, only 30-50 years of proven reserves were available (see Figure 1). 1 The latest innovation to significantly increase supply has been horizontal drilling combined with hydraulic fracturing to yield oil and gas from shale formations. Initially, the primary impact was in the US. From the summer of 2010, the price of West Texas Intermediate (WTI) at the Cushing, Oklahoma, pipeline hub dropped relative to Brent (see Figure 2) 2 due to increased availability of shale oils, combined with both the US crude export ban and pipeline constraints. This provided a major boost to US refining margins. Similarly, the petrochemical and other Bart de Graaf, Charles Radcliffe, Martin Evans and Paul Diddams Johnson Matthey Process Technologies energy intensive industries also benefited from the big drop in natural gas and ethane prices coming from new production from shale plays. Because of additional shale oil production coming on stream, the US now ranks among the largest crude producers, significantly backing out imported crudes (see Figure 3). This displaced volume has combined with slowing demand growth and unwillingness of Saudi Arabia to lose market share, resulting in a supply surplus and the recent dramatic fall in global crude prices. This has realigned world prices with the US and eliminated the cost benefit for WTI versus Brent (see Figure 2). Investments in shale oil exploration are declin- ing rapidly. A Wood Mackenzie survey over oil fields representing total liquids output of 75 million bpd showed that only 190 000 bpd of oil production is cash negative at $50/bbl, 400 000 www.digitalrefining.com/article/1001071 Processing Shale Feedstocks 2015 1 Adjustments in base catalyst, use of ZSM-5 additives and metal traps enable efficient processing of paraffinic and heavy crude in the presence of metals contaminants 60 000 100 000 80 000 40 000 20 000 50 000 90 000 70 000 30 000 10 000 World oil consumption, 1000 bbl/day 0 45 55 50 40 35 Oil reserves, years 30 1960 1970 1980 1990 2000 2010 2020 Reserves Consumption Figure 1 World oil demand per 1000 bpd and world proven reserves at annual production levels Data: BP Statistical Review of World Energy
-
Upload
lesabre-jack -
Category
Documents
-
view
230 -
download
0
description
Processing Shale Oil in an FCC Unit
Catalyst and Profit Optimisation
Transcript of Processing Shale Oil in an FCC Unit Catalyst and Profit Optimisation

Processing shale oil in an FCC unit: catalyst and profit optimisation
Crude oil has been exploited since Baby-lonian times, but the
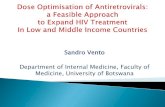
modern petroleum industry began in the 1850s when the first commercial oil wells were drilled and the crude was distilled to produce lamp and lubricating oils. The convenience and greater energy density of refined petroleum products led to oil replacing coal as the primary energy source within 100 years. Demand growth was exponential from 1930 until the temporary decline in the 1973 oil crisis, driven by increased applications and economic growth. This in turn has spurred technical innovations in both production and refining. Interestingly, it is esti-mated that throughout all of oil’s commercial exploitation, with substantial consumption increases year over year, only 30-50 years of proven reserves were available (see Figure 1).1
The latest innovation to significantly increase supply has been horizontal drilling combined with hydraulic fracturing to yield oil and gas from shale formations. Initially, the primary impact was in the US. From the summer of 2010, the price of West Texas Intermediate (WTI) at the Cushing, Oklahoma, pipeline hub dropped relative to Brent (see Figure 2)2 due to increased availability of shale oils, combined with both the US crude export ban and pipeline constraints. This provided a major boost to US refining margins. Similarly, the petrochemical and other
Bart de Graaf, Charles Radcliffe, Martin Evans and Paul Diddams Johnson Matthey Process Technologies
energy intensive industries also benefited from the big drop in natural gas and ethane prices coming from new production from shale plays. Because of additional shale oil production coming on stream, the US now ranks among the largest crude producers, significantly backing out imported crudes (see Figure 3). This displaced volume has combined with slowing demand growth and unwillingness of Saudi Arabia to lose market share, resulting in a supply surplus and the recent dramatic fall in global crude prices. This has realigned world prices with the US and eliminated the cost benefit for WTI versus Brent (see Figure 2).
Investments in shale oil exploration are declin-ing rapidly. A Wood Mackenzie survey over oil fields representing total liquids output of 75 million bpd showed that only 190 000 bpd of oil production is cash negative at $50/bbl, 400 000
www.digitalrefining.com/article/1001071 Processing Shale Feedstocks 2015 1
Adjustments in base catalyst, use of ZSM-5 additives and metal traps enable efficient processing of paraffinic and heavy crude in the presence of metals contaminants
60 000
100 000
80 000
40 000
20 000
50 000
90 000
70 000
30 000
10 000
Wo
rld
oil
cons
ump
tio
n,
1000
bb
l/d
ay
0
45
55
50
40
35 Oil
rese
rves
, yea
rs
301960 1970 1980 1990 2000 2010 2020
ReservesConsumption
Figure 1 World oil demand per 1000 bpd and world proven reserves at annual production levels Data: BP Statistical Review of World Energy

bpd at $45/bbl, and 1.5 million bpd at $40/bbl.3-5 Production from existing wells will continue since their development costs are sunk, but small producers and their financers are exposed to any prolonged low price. Both drilling and well life cycles are much shorter for shale oil than for conventional oil, with production decline rates much steeper than for conventional oil. It is not unusual for a well to show a decline of 65% in its first year, and an additional 35% in the second year. Thus, the current low price is postponing new investments and temporarily putting a brake on the shale oil revolution.
Processing shale oils For decades, the trend in refining was clear:
2 Processing Shale Feedstocks 2015 www.digitalrefining.com/article/1001071
crudes were becoming heavier and sourer as wells matured. However, since 2011 the advent of significant shale oil produc-tion has reversed this trend in the US. Compared to previously processed (and anticipated) crudes, these shale oil crudes are very light and sweet, hence refineries need to adapt their operation and may also need modifications to process these crudes efficiently.
Shale oils typically contain much less vacuum gas oil (VGO) and little vacuum residue, and substantial amounts of naphtha, with gravities of 55 °API or
greater (see Figure 4).6 These high gravity, high naphtha feeds bottleneck crude distillation units designed for heavier crudes. To regain lost capacity and thermal and separation efficiency, pre-flash towers, tower internal upgrades and re-optimisation of the unit heat integration networks is required. Shale oils are also highly paraffinic, reducing reformer gasoline and hydro-gen yields. Many contain waxes, which can form deposits that foul storage tanks and process units. Blending shale crudes with heavier asphaltenic crudes can result in asphaltenes becoming insoluble and precipitating out, increasing fouling in process equipment such as heat exchangers.7 Shale oil sulphur content is usually low, but they do also show a wide varia-
tion in composition from basin to basin, and sometimes even from within the same formation. H
2S can be a problem more
frequently than with conven-tional crudes, and can result in contamination with tramp amines from added H
2S scaven-
gers. These are liable to deposit as corrosive salts in the atmos-pheric column overhead system. Additionally, the distribution and content of metal contami-nants in shale oil differ to conventionally produced crudes; iron, calcium and sometimes potassium can be abundantly present as well as the more
75
125
150
100
50
25Sp
ot
pri
ce F
OB
, $
/bb
l
0
20
40
50
30
10
0
Pri
ce d
iffe
ren
ce B
ren
t-W
TI,
sp
ot
pri
ce $
/bb
l
−10
May
198
7
May
199
2
May
199
7
May
200
2
May
200
7
May
201
2
May
201
7
WTIBrent
Difference
Figure 2 Spot prices for WTI (Cushing, OK) vs Brent and the price difference between both Data: US Energy Information Administration
15 000
25 000
20 000
10 000
5000US
cru
de,
100
0 b
bl/
day
01960 1970 1980 1990 2000 2010 2020
US productionUS consumption
Figure 3 US crude consumption and production per 1000 bpd. The surge in production is due to the shale oil revolution
Data: US Energy Information Administration

2 Processing Shale Feedstocks 2015 www.digitalrefining.com/article/1001071
usual nickel and vanadium. Potassium and other alkaline metals should be removed in the desalter, but other metals concentrate in the FCC feed and present a problem for FCC prod-uct selectivities and unit operation: reformulation of the FCC unit catalyst system (base catalyst and additives) becomes important.
FCC heat balance effects Because shale oil sourced FCC feeds are highly paraffinic, they are readily crackable, with low additive coke production, result-ing in lower delta coke. The consequently lower regenerator temperatures lead to increased catalyst circulation, further enhancing FCC conversion, and resulting in an increase in LPG and naphtha yields. This is positive for volume gain, but can be an issue where distillates are high value. To compensate for the lower delta coke, catalyst activity needs to be high, particu-larly where the unit is preheat and circulation constrained. This is typically achieved by:• Increasing Y-zeolite content and maximising rare earth on zeolite (a standard option when processing hydrotreated feeds with similar crackability)• Increasing catalyst addition rate to achieve the required activity.
Operating the FCC unit in distillate mode at a low riser outlet temperature (ROT) reduces the catalytic coke contribution to delta coke. Ultimately, this may force the use of torch oil to maintain the unit in heat balance, which will be discussed in further detail. Adjusting both zeolite and matrix activity as well as the addition rate can allow flexibility to move the product slate more towards mid-distillate (LCO).
Gasoline octane and LPG olefinicityThe combined effect of abundant hydrogen donors from the paraffinic (and naphthenic) nature of their VGOs together with high rare earth base catalyst characteristics demonstrates shale oils’ high hydrogen transfer rates in FCC units. The high conversion gives high gasoline and LPG yields, but octanes and LPG olefinicity
www.digitalrefining.com/article/1001071 Processing Shale Feedstocks 2015 3
are low. The corollary is that propane, butane and isobutane yields are relatively high. The changes have a significant effect on alkylation and etherification unit feed availability, and therefore the gasoline pool octane.
ZSM-5 additives are well known and frequently used to improve LPG olefinicity and gasoline octane. The shape-selective ZSM-5 zeolite isom-erises and selectively cracks lower octane gasoline range molecules to light olefins (propyl-ene and butylenes). The gasoline pool octane increases via isomerisation and concentration of higher octane components. However, the already high LPG yield further increases when using ZSM-5 additives with highly crackable light feeds, which may require upgrading of the wet gas compressor (WGC) and gas concentration unit (GCU). Specialty ZSM-5 additives, which improve octanes at minimum increase in LPG, can help alleviate this problem and may be espe-cially beneficial for shale oil applications. The refiner is able to optimise the FCC feed rate within the WGC and GCU limits while maximis-ing octane barrels through the isomerisation and lower gasoline conversion these additives provide.
Low severity operationWhere refiners have high distillate values the FCC unit is normally operated at reduced sever-ity in order to increase LCO yield. Raising the LCO yield means reducing conversion (and
60
100
90
80
70
50
40
30
20
10
0
Residuals
NaphthaKerosene
LPG
VGODistillate
Brent WTI Bakken Eagle Ford
Figure 4 Assays of conventional crudes Brent (38.5 °API) and WTI (39.9 °API) compared to shale oils Bakken (41.7 °API) and Eagle Ford (58 °API) Source: Wood Mackenzie6

volume gain as well). This usually means lower-ing ROT, which will increase LCO yield, but unfortunately this will also increase slurry yield. To optimise this operation, the refiner needs to minimise the slurry to LCO ratio (that is, maxim-ise slurry conversion to LCO while minimising LCO conversion to gasoline and LPG). Slurry conversion is a matrix function, whereas LCO conversion is primarily a Y-zeolite function. It follows that a catalyst reformulation which increases matrix relative to zeolite activity helps achieve this. This is typically achieved by reduc-ing the fresh catalyst zeolite to matrix ratio (Z/M). Matrix is, however, less active than zeolite. So, simply lowering the Z/M will also lower the catalyst activity. This is normally better for LCO maximisation operations, but when processing shale oils the heat balance can be already at a precarious point, which prevents any activity reduction. If this is the case, catalyst activity can be boosted either by increasing rare earth on catalyst (more specifically, on zeolite) or by increased matrix content and catalyst addition rates at a constant rare earth on zeolite level. Another advantage for enhanced matrix is that unlike high rare earth zeolite, it contributes little to hydrogen transfer. Since ROT and conversion strongly correlate with gasoline octane, lower severity operation typically yields poor gasoline octane.
The combination of lower LPG production due to reduced severity and reduction in catalyst zeolite content offers the possibility for regaining some of the lost pool octane (increased FCC gasoline octane, alkylate and ether production) by using ZSM-5 additives. Each refiner needs to evaluate the optimum balance between ROT, fresh catalyst properties (such as, rare earth content, zeolite and matrix surface areas), and fresh catalyst and ZSM-5 addition rates. Adjusting the Z/M using a high matrix additive allows extra flexibility to respond much more rapidly to relative product value and feed quality changes.
Shale oil metal effectsMetal contamination in shale oil brings ‘new’ challenges for FCC operation. Iron and calcium are metals that are only rarely found in conven-tionally produced feedstocks, but frequently appear in shale oils. Iron deposits on catalyst external surface and becomes a problem when
the concentration exceeds a threshold level. Typically, this is at about 0.4 wt% added iron, which is low compared to a contaminant like vanadium. The reason for this is because whereas vanadium distributes more or less homogene-ously throughout the particle, iron lays down on the surface, being present locally in several wt% concentrations. The surface iron reacts with the highly mobile silica from the base catalyst, form-ing a eutectic, which seals off the interior of the catalyst. This alters the catalyst surface from being smooth and open to being covered with a thick, rough coating that smothers most of the mesopores. At this point, slurry yield increases sharply as catalyst activity decreases due to the diffusion barrier created by the iron-enriched shell on catalyst, which inhibits the movement of both feed into the catalyst and products out of the catalyst particle. In addition, because of surface roughening, catalyst apparent bulk density drops and catalyst circulation rates can become erratic.
In addition, hydrogen sulphide in the riser can react with iron oxide (and reduced iron metal) to form iron sulphide. In the regenerator, iron sulphide is oxidised to form iron oxide and sulphur oxides. An increase in SOx emissions is commonly observed with elevated iron on cata-lyst, but this can effectively be countered by using SOx additional additives. In those cases where shale oil is being processed for enhanced distillate production (at low reactor tempera-ture), standard SOx additives are less effective. In this case, ‘distillate mode’ SOx additives are preferred because these specialty additives can substantially lower addition rates compared to standard SOx additives.
The presence of calcium accelerates iron poisoning by acting as a fluxing agent, and can also have an effect on the particle morphology. When a catalyst is suffering from iron and calcium poisoning, the catalyst surface is smooth at intermediate calcium levels (0.1-0.3 wt% calcium). At lower or higher calcium levels on the equilibrium catalyst, the surface exhibits the typical rough iron-poisoned surface.
Iron poisoning does also occur with conven-tional feedstocks, and is a well-known problem. Typically, responses to mitigate iron poisoning are to increase the catalyst addition rate, use equilibrium flushing catalyst, and/or use a metal trap effective for iron or iron/calcium poisoning.
4 Processing Shale Feedstocks 2015 www.digitalrefining.com/article/1001071

Reformulation of the base catalyst is a typical first step, with the objectives of reducing mobile silica by reducing zeolite intake, eliminating silica binders and increasing the alumina concen-tration and mesoporous surface area. A reduction in the sodium content of the base catalyst is also beneficial since it is another fluxing agent. Many articles have demonstrated the commercial bene-fits of this approach.
Using flushing catalyst to mitigate iron poison-ing allows the heat balance to be better controlled by maintaining the catalyst activity target at every level of iron poisoning, which is not the case with increasing catalyst addition rate. A substantial secondary benefit is the lower costs of flushing catalyst compared to fresh cata-lyst. There is, however, a hidden price, because the flushing catalyst is designed to target differ-ent yields in a different FCC unit. Most flushing catalysts that are used come from units that have low levels of common FCC metal poisons such as vanadium and nickel in their feed.
This catalyst will be optimised to perform well at low metal levels and to give a certain yield pattern, targeting maximum gasoline, LCO or more LPG. This tactic is a poor (but cheap) approach to mitigating iron poisoning effects, because yields will vary, as zeolite content and type, rare earth on zeolite, and matrix content of the average equilibrium catalyst change with the addition of the flushing catalyst. These differ-ences often go largely unnoticed because they occur at the same time as the unit is recovering from the extremely poor performance caused by iron poisoning.
Metal traps that successfully mitigate iron poisoning have only recently been identified. The benefit of using these effective iron metal traps is that the characteristics of the base catalyst formulation can be retained and not diluted by flushing catalyst characteristics. This enables the refinery to improve FCC margins by maintaining the product yields for which the base catalyst was formulated.
Where shale oils contain higher concentrations of metals that are rarely found in ‘standard’ feeds, they contain less conventional metals such as nickel and vanadium. However, the concen-trations of these conventional metals can be still relatively high for such light feedstocks. The emphasis here is on ‘can’ as shale oil composi-tion is very variable. Secondly, blends of shale
oils with conventional feedstocks will reflect the average nickel and vanadium levels.
Adjusting for optimal performanceShale oils are generally much lighter feedstocks than conventional crudes exhibiting highly varia-ble properties. The sudden abundance of shale oils and lack of alternative outlets dramatically lowered crude costs for US refineries, making it the preferred choice for many. However process-ing these oils in refineries designed for heavier conventional crudes presents some challenges, notably in the crude and FCC units.
In the FCC unit both the operating conditions and fresh catalyst and additives need to be adjusted for optimal performance. This process is akin to feed type switches with conventional feeds, and many catalyst modifications can be copied directly. What makes processing shale oils different is the combination of the high cracka-bility (due to paraffinicity and the very low high API gravity) and the presence of very detrimental metals such as iron and calcium. Adjustments in base catalyst, the use of ZSM-5 additives, flush-ing catalyst and metal traps enable efficient processing of this welcome new part of the refin-ery crude diet.
References1 BP Statistical Review of World Energy 2014, Jun 2014, www.bp.com/en/global/corporate/about-bp/energy-economics/statistical-review-of-world-energy.html2 Data US Energy Information Administration, Spot Prices for Crude Oil and Petroleum Products www.eia.gov3 www.woodmac.com/public/views/low-oil-prices-halt-production 4 blogs.platts.com/2015/01/29/shale-conventional-oil/5 www.wsj.com/articles/saudi-arabias-cure-for-shale-could-entail-shock-therapy- 14208248646 Davis S, Wood Mackenzie, Can US Refiners Invest for Success?, AM-14-53, AFPM AM, 23-25 Mar 2014, Orlando.7 blogs.platts.com/2013/06/21/oil-cocktail/
Bart de Graaf is FCC R&D Director with Johnson Matthey Process Technologies, Inc. He holds an MSc in chemical engineering and a PhD in heterogeneous catalysis and chemical processes. Email: [email protected] Radcliffe is an Intercat Europe, BV Senior Technical Consultant, FCC and Refining for Europe. He holds a BSc in chemical engineering from Birmingham University, UK, and an MBA from The Open University, UK.Email: [email protected] Evans is Vice President of Engineering Technical Services with Johnson Matthey Process Technologies, Inc. He holds 22 patents in FCC catalyst addition systems and a BSc in chemical
www.digitalrefining.com/article/1001071 Processing Shale Feedstocks 2015 5 4 Processing Shale Feedstocks 2015 www.digitalrefining.com/article/1001071

engineering from the University of Wales. Email: [email protected] Diddams is Vice President for FCC Additives with Johnson Matthey’s Refineries Division. He holds a BSc in chemistry from the University of Newcastle-upon-Tyne, UK, and a PhD in physical chemistry from the University of Cambridge, UK.Email: [email protected]
6 Processing Shale Feedstocks 2015 www.digitalrefining.com/article/1001071
Links
More articles from: Johnson Matthey
More articles from the following categories: Catalysts & Additives Fluid Catalytic Cracking Heavy/sour Crudes shale/Tight Oil & Gas