proceso de embutido industrial
16
PROCESO DE EMBUTIDO Titular de la materia: Ing. Rafael Leija Tolentino. Módulo: Procesos de manufactura II. Integrantes de equipo: Jaime Zurita Durón. Karen Yazmin Rivas Calderón. Fabián Gallegos Macías
-
Upload
yaz-de-zurita -
Category
Education
-
view
278 -
download
14
Transcript of proceso de embutido industrial

PROCESO DE EMBUTIDO
Titular de la materia: Ing. Rafael Leija Tolentino.Módulo: Procesos de manufactura II.
Integrantes de equipo:Jaime Zurita Durón.
Karen Yazmin Rivas Calderón.Fabián Gallegos Macías


¿Qué Es?
Proceso de Embutido.
El embutido se realiza para lafabricación de elementoshuecos a partir de planchas deacero u otros metales.
La embutición es una operación mecánica mediante la cuál se transforma una superficie plana en un pieza cóncava a través de la deformación plástica de un material.

Características:
Este proceso es:
• Es económico
• Es rápido
• Buena calidad del producto.
Varia:
Diámetro de la pieza
Diámetro del punzón
El radio del punzón
La fuerza del sujetador
Material

El embutido es una operación compleja, y pueden presentarse numerosos defectos en un producto.
Desgarrado
Ralladuras
Atascamiento.
Defectos:

Proceso De Embutido
Es ampliamente usado en la industria para:
Tapas
Latas de cerveza o gaseosa
Ollas
Tanques de gasolina
Embutido de formas no cilíndricas
La variedad de formas embutidas incluyen:
o formas cuadradas
o cajas rectangulares
o copas escalonadas
o Conos
o copas con bases esféricas
o Formas curvas irregulares (carrocerías de automóviles)

Proceso:
El proceso se inicia a partir de un disco de un
material especifico el cual
es empujado dentro de una matriz hueca.

1. Se coloca una lámina de metal sobre la cavidad de un dado y empujando el metal hacia la cavidad de éste con un punzón.

2-El punzón aplica una fuerza F hacia abajo para realizar la deformación del metal .
3-Cuando el punzón empieza a empujar al material de trabajo, somete al metal a una operación de doblado. La lámina es doblada simplemente sobre la esquina del punzón y la esquina del dado .
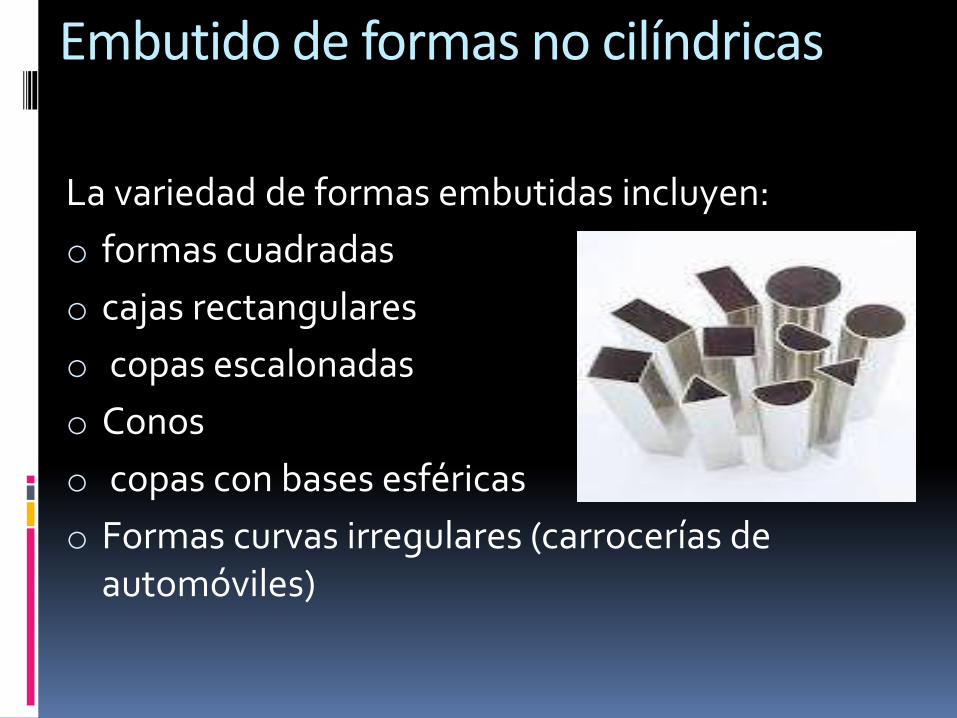
4-El metal en el fondo de la copa, así como a lo largo del radio del punzón, se ha movido hacia abajo junto con el punzón, pero el metal que se había doblado sobre el radio del dado se endereza para que pueda jalarse y formar la pared del cilindro.
5- El metal en la porción exterior de la forma se jala o embute hacia la apertura del dado para sustituir al metal previamente doblado y enderezado que ahora forma la pared del cilindro. De este tipo de flujo de metal a través de un espacio restringido es de donde toma su nombre el proceso de embutido.
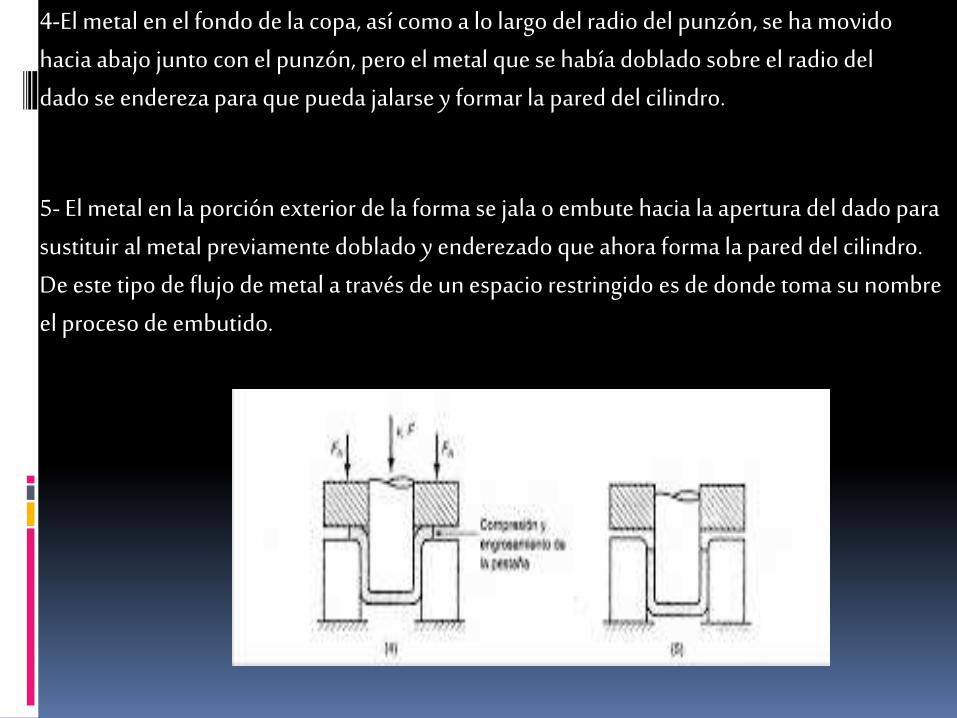
Selección de materia prima
Se coloca la pieza en un dado
circular
Se fija un sujetador o
anillo de sujeción
Se enciende el punzón y este desciende y empuja la lamina
Se le da forma a la materia prima
Se obtiene el producto final con el diseño deseado

Reembutido
Una operación relacionada es el embutidoinverso, en el cual se coloca una parte embutidahacia abajo en el dado y una segunda operaciónde embutido produce una configuración. Enesta operación la reducción es más fácil para elmetal.

El espacio entre el punzón y la matriz
Este espacio va a determinar la calidad superficial de la pieza embutida. Cuando el espacio es pequeño se produce un "planchado" del material obteniéndose mayor calidad y precisión mientras que al aumentar este espacio pueden producirse arrugas debidas al efecto de pandeo en algunas zonas de la pieza. Debemos considerar que cuanto mayor sea este espacio o separación menor será el desgaste y la fatiga de las herramientas.

EXTRACTOR CON ANILLO Y RESORTE
Es común el uso de anillos partidos unidos por un resorte que actúan como extractor, el diámetro interior del anillo deberá llevar u redondamientoadecuado que permita el paso del punzón y el material, estirando el resorte durante el descenso del mismo, durante es ascenso del punzón el resorte se comprime y actúa el anillo como extractor

- Límites del Embutido
Dependiendo del tipo de material, del espesor del mismo, existe un límite en el diámetro a embutir, entendiendo que es necesario en la mayoría de los casos, realizar varias operaciones de estampación, seguidas de una serie de tratamientos térmicos con la finalidad de conseguir el diámetro y altura adecuada







![Embutido [Modo de compatibilidad]190.105.160.51/~material/tecmecanica/material/embutido.pdfSecuencia de Embutido 6 7 Trabajo de Lám. Metálicas: Embutido Embutido de acción simple](https://static.fdocuments.net/doc/165x107/5f6e9fa7369f5801e51a7413/embutido-modo-de-compatibilidad19010516051materialtecmecanicamaterial.jpg)



![Embutido [Modo de compatibilidad] - UNLPaming.unlpam.edu.ar/~material/tecmecanica/material/embutido.pdf · 13 Trabajo de Lám. Metálicas: Embutido Fuerza del embutido max p o ( )](https://static.fdocuments.net/doc/165x107/5e8e3ba33f5a6363420fce72/embutido-modo-de-compatibilidad-materialtecmecanicamaterialembutidopdf.jpg)