
PROCEDIMIENTO TECNICO - IHMC Public...
60
PROCEDIMIENTO TECNICO SISTEMAS DE SUSPENSION INTRAAX ® TEMA: Procedimientos de Mantenimiento de la Terminal de la Rueda NO. PUBLICACION: L496SP FECHA: Agosto 2003 REVISION: C Substituye a versiones previas de L496. ® ™
Transcript of PROCEDIMIENTO TECNICO - IHMC Public...

PROCEDIMIENTOTECNICOSISTEMAS DE SUSPENSION INTRAAX®
TEMA: Procedimientos de Mantenimiento de la Terminal dela Rueda
NO. PUBLICACION: L496SPFECHA: Agosto 2003 REVISION: CSubstituye a versiones previas de L496.
®
™

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
2L496SP C
TABLA DE CONTENIDO
NOTAS DE SERVICIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
NOTICIA IMPORTANTE DE SEGURIDAD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
PREPARACION DEL REMOLQUE PARA EL SERVICIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
DESENSAMBLE DE ZAPATA DE FRENOS — TODOS LOS MODELOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Procedimiento de Desensamble de Zapatas de Freno HXS® . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Procedimiento de Desensamble de Zapatas de Freno Estándar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
INSPECCION DE LEVA-S — TODOS LOS MODELOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
IDENTIFICACION DEL MODELO DE INTRAAX® . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
PROCEDIMIENTOS DE LEVA-S — MODELOS “A” Y “B” . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Remoción de la Leva-S y Bujes de la Leva-S . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Instalación de la Leva-S y Bujes de la Leva-S . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
PROCEDIMIENTOS DE LEVA-S — MODELO “C” . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Remoción de la Leva-S y Bujes de la Leva-S . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Instalación de la Leva-S y Bujes de la Leva-S . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
PROCEDIMIENTOS DE LEVA-S — MODELOS CON SISTEMA DE LEVA EN TUBO. . . . . . . . . . . . . . . . . . . . . 18Remoción de la Leva-S y Ensamble del Tubo de la Leva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Instalación de la Leva-S y Ensamble del Tubo de la Leva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
INSTALACION DE LAS ZAPATAS DE FRENO — TODOS LOS MODELOS . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Procedimiento de Instalación de Zapatas de Freno HXS® . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Procedimiento de Instalación de Zapatas de Freno Estándar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
INSTALACION DE MATRACAS AUTOMATICAS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Información General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Preparación de todas las Matracas para la Instalación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Procedimiento de Instalación para Crewson Brunner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Procedimiento de Instalación para Gunite® . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Procedimiento de Instalación para Haldex® . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Procedimiento de Instalación para Meritor™ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
ENSAMBLES DE MAZA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Procedimientos para Maza Convencional. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35Remoción. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Estándar de Tres Piezas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35Stemco® PRO-TORQ® Una Pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36Tuerca de Espiga tipo Castillo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Instalación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36Estándar de Tres Piezas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Verificación del Juego Axial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38Stemco PRO-TORQ Una Pieza. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40Tuerca de Espiga tipo Castillo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Procedimientos para Maza ConMet PreSet™ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Intervalos de Inspección. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Inspecciones Visuales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
3L496SP C
ENSAMBLES DE MAZA (Continuación)Verificación del Juego Axial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43Remoción. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Estándar de Tres Piezas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43Stemco® PRO-TORQ® Una Pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Instalación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44Estándar de Tres Piezas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44Stemco PRO-TORQ Una Pieza. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
Procedimientos para Maza HUS™ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Inspecciones e Intervalos de Inspección. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Verificación de Fugas en los Sellos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Verificación de Rotación Libre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Verificación de Juego Axial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47Remoción. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48Instalación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Procedimiento de Inspección del Sello O-ring de la Tapa de la Maza . . . . . . . . . . . . . . . . . . . . . . 53Remoción y Reemplazo de los Birlos de la Maza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Preparación de la Maza HUS para la Instalación del Hubodómetro. . . . . . . . . . . . . . . . . . . . . . . . 53
INSTALACION DEL TAMBOR DE FRENOS Y EL ENSAMBLE LLANTA/RIN . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
RETRACCION DE LAS ZAPATAS DE FRENO O EL BRAZO(S) DE CONTROL DE LA MATRACA . . . . . . . . . . . . 57

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
4L496SP C
NOTAS DE SERVICIOEsta publicación proporciona instrucciones de desen-samble, instalación y mantenimiento de la terminalde la rueda para los sistemas de suspensiónHendrickson INTRAAX®. Antes de empezar:
• Lea y entienda todas las instrucciones yprocedimientos antes de dar servicio a algún componente.
• Lea y siga todas las Precauciones y Advertenciaspara evitar lesiones personales o daños a lapropiedad.
• Siga las prácticas de mantenimiento, servicio,instalación y diagnóstico de su compañía.
Hendrickson se reserva el derecho de realizar cam-bios y mejoras a sus productos y publicaciones encualquier momento. Consulte la página de internet (www.hendrickson-intl.com) para la versión másactualizada de este manual.
NOTICIA IMPORTANTE DE SEGURIDADEl adecuado mantenimiento, servicio y reparaciónson importantes para la operación adecuada de lasuspensión INTRAAX. Los procedimientos recomen-dados por Hendrickson y descritos en esta publi-cación, son métodos para realizar dicho mante-nimiento, servicio ó reparación.
Las advertencias y precauciones deben ser leídascuidadosamente para prevenir lesiones personales yasegurar que los métodos adecuados sean usados.Un mantenimiento, servicio ó reparación inadecuadopuede causar daños al vehículo ó a la propiedad,lesiones personales, una condición de operacióninsegura y cancelar la garantía del fabricante.
Cuidadosamente lea, entienda y siga toda la infor-mación de seguridad contenida en esta publicación.
EXPLICACION DE PALABRAS DE RIESGOLas palabras de riesgo (tales como Peligro,Advertencia y Precaución) aparecen en varioslugares a lo largo de la publicación. La informaciónindicada por alguna de estas palabras de riesgodebe de ser observada siempre. Notas adicionalesson utilizadas para enfatizar áreas de importancia enlos procedimientos y facilitar la reparación. Las si-guientes definiciones indican el uso de estas pala-bras de riesgo como aparecen en la publicación.
PELIGRO Indica una situación potencial de peligrola cual resultará en lesiones serias o lamuerte.
ADVERTENCIA Indica riesgos o prácticas inseguraslas cuales pueden resultar enlesiones personales severas o lamuerte.
PRECAUCION Indica riesgos o prácticas inseguraslas cuales pueden resultar en dañosa los equipos o lesiones personalesmenores.
IMPORTANTE Indica un procedimiento deoperación, condición o práctica quees esencial enfatizar.
ADVERTENCIA: NO MODIFIQUE O RETRABAJELOS COMPONENTES. NOSUSTITUYA PARTES Y/OCOMPONENTES DEL EJE YSUSPENSION. EL USO DEPARTES DE REEMPLAZO NOAUTORIZADAS PORHENDRICKSON PUEDEN NOIGUALAR LASESPECIFICACIONES YOCASIONAR FALLA DE LASPARTES, PERDIDA DECONTROL DEL VEHICULO,POSIBLES LESIONESPERSONALES O DAÑOS A LAPROPIEDAD. UTILICEUNICAMENTE PARTES DEREEMPLAZO AUTORIZADASHENDRICKSON. NOMODIFIQUE LAS PARTES SINAUTORIZACION DEHENDRICKSON.
PRECAUCION: Un mecánico que utilice unprocedimiento o herramientade servicio no recomendadopor Hendrickson deberáasegurarse que su seguridadni la del vehiculo se pondránen peligro por el método oherramienta seleccionado.Aquellas personas que sedesvíen de las instruccionesproporcionadas asumen todoslos riesgos y consecuenciassobre lesiones personales odaños al equipo.

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
5L496SP C
ADVERTENCIA: SIEMPRE UTILICEPROTECCION EN LOS OJOS YCUALQUIER OTRO EQUIPO DEPROTECCION PERSONAL QUEAYUDE A PREVENIR LESIONESPERSONALES CUANDO SEREALICE UN MANTENIMIENTO,SERVICIO O REPARACION DELVEHICULO.
ADVERTENCIA: LOS SOLVENTES DE LIMPIEZAPUEDEN SER FLAMABLES,VENENOSOS O CAUSARQUEMADURAS. PARA EVITARLESIONES PERSONALES SIGACUIDADOSAMENTE LASINSTRUCCIONES DELFABRICANTE DE ESTOSPRODUCTOS Y LOSSIGUIENTES LINEAMIENTOS:
• UTILICE PROTECCION ENLOS OJOS
• UTILICE ROPA QUEPROTEJA SU PIEL
• TRABAJE EN UN AREA VEN-TILADA ADECUADAMENTE
• NO UTILICE GASOLINA OSOLVENTES QUE CONTENGANGASOLINA. LA GASOLINAPUEDE EXPLOTAR
• TANQUES CON SOLUCIONESCALIENTES O SOLUCIONESALCALINAS DEBEN SER UTILI-ZADOS CORRECTAMENTE.SIGA LAS INSTRUCCIONESDEL FABRICANTE PARAPREVENIR LESIONES OACCIDENTES
PREPARACION DEL REMOLQUE PARAEL SERVICIO
ADVERTENCIA: PARA PREVENIR SERIASLESIONES EN LOS OJOS,SIEMPRE USE LENTES DESEGURIDAD CUANDO LLEVE A CABO MANTENIMIENTO YSERVICIO EN EL REMOLQUE.
1. Estacione el remolque en una superficie niveladalibre de obstáculos.
2. Aplique los frenos de estacionamiento delremolque.
3. Para prevenir que el remolque se mueva,bloquee las llantas del eje que no serálevantado.
4. Desfogue el aire de la suspensión del remolque.
5. Libere los frenos de estacionamiento delremolque.
6. Usando un gato hidráulico, levante el eje hastaque las llantas del remolque se despeguen de lasuperficie de trabajo.
7. Soporte el eje levantado con soportes deseguridad.
ADVERTENCIA: NO TRABAJE BAJO UNREMOLQUE SOPORTADOUNICAMENTE POR GATOSHIDRAULICOS. LOS GATOSHIDRAULICOS PUEDENRESBALARSE O CAERSERESULTANDO EN LESIONESPERSONALES SERIAS.

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
6L496SP C
Figura 1. Removiendo el rodillo y clip de retención de rodillo dela zapata de frenos inferior
Rodillo dela zapatade frenoinferior
Clip deretenciónde rodillo
Cabezade leva-S
Figura 2. Removiendo el resorte de retorno de frenos
Resorte deretorno defrenos
Figura 3. Removiendo el resorte de retención de frenos
Desenganche losresortes de retenciónde frenos (uno encada lado de la zapata de frenos)
Gire
Perno deanclaje
DESENSAMBLE DE ZAPATA DE FRENOS— TODOS LOS MODELOSTodas las suspensiones INTRAAX® permiten removery reemplazar las zapatas de frenos sin remover lamaza. Para obtener acceso a la zapata de freno:
1. Remueva el ensamble llanta/rin.
2. Remueva el tambor de freno.
En algunos casos, será necesario retraerligeramente las zapatas de freno para que eltambor pueda librar el ensamble de zapata defreno y pasta. Si esto es necesario, consulte lasección RETRACCION DE LA ZAPATA DE FRENO OEL BRAZO(S) DE CONTROL DE LA MATRACA enla página 57 para instrucciones completas pararetraer la zapata de frenos.
PROCEDIMIENTO DE DESENSAMBLE DEZAPATAS DE FRENO HXS®
1. Empuje hacia abajo en la zapata de freno inferiory remueva el rodillo y clip de retención de rodillode la zapata de freno inferior (figura 1).
IMPORTANTE: Las zapatas de freno deben de estarcompletamente retraídas pararemover el rodillo y clip inferiores.Cuando las zapatas de frenos estencompletamente retraídas, los rodillosde las zapatas de freno descansaránen el valle de la cabeza de la leva-Scomo se muestra en la figura 1. Pararetraer la zapata de freno, siga elprocedimiento descrito en la secciónRETRACCION DE LA ZAPATA DEFRENO O EL BRAZO(S) DE CONTROLDE LA MATRACA en la página 57.
2. Levante la zapata de freno superior y remueva elrodillo y el clip de retención del rodillo de lazapata de freno superior.
3. Levante la zapata de freno inferior y desengan-che el resorte de retorno de frenos (figura 2).
4. Gire la zapata de freno inferior hacia atrás paraque pivotee en el perno de anclaje (figura 3).
5. Desenganche los dos resortes de retención defrenos (figura 3).
6. Remueva las zapatas de freno.

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
7L496SP C
7. Deseche los componentes de freno usados. Loscomponentes de freno usados tales como losrodillos de la zapata de freno, los clips deretención de rodillo y los resortes de retorno delos frenos se fatigan durante su tiempo de vidanormal y pueden no tener las mismas caracterís-ticas de desempeño que los componentes nue-vos. Dado que la mayoría de estos componentesde frenos son suministrados con un kit de repa-ración mayor de frenos nuevo (si se obtiene deHendrickson), los componentes existentes nodeben de reusarse.
8. Con las zapatas de freno retiradas, inspeccionela leva-S y los bujes de la leva-S por desgaste.Consulte el procedimiento INSPECCION DE LEVA-S - TODOS LOS MODELOS para instruccio-nes completas de inspección.
PROCEDIMIENTO DE DESENSAMBLE DEZAPATAS DE FRENO ESTANDARIMPORTANTE: Este método requiere una herramienta
especial. Un desarmador de serviciopesado con un corte en V en la punta(figura 4) puede ser utilizado.
1. Usando el desarmador con la punta en V,desenganche ambos resortes de retención defreno de las zapatas de freno (figura 5).
2. Retire las zapatas de freno superior e inferior de lospernos de anclaje. Cuando se liberen de los pernosde anclaje, cuidadosamente retire la zapata defreno de la araña.
IMPORTANTE: El resorte de retorno de frenos, losrodillos y los clips de retención derodillos de la zapata de freno (figura5) se mantendrán en la zapata defreno durante este procedimiento.
3. Deseche los componentes de freno usados. Loscomponentes de freno usados tales como losrodillos de la zapata de freno, los clips deretención de rodillo y los resortes de retorno delos frenos se fatigan durante su tiempo de vidanormal y pueden no tener las mismas caracterís-ticas de desempeño que los componentes nue-vos. Dado que la mayoría de estos componentesde frenos son suministrados con un kit de repa-ración mayor de frenos nuevo (si se obtiene deHendrickson), los componentes existentes nodeben de reusarse.
4. Con las zapatas de freno retiradas, inspeccionela leva-S y los bujes de la leva-S por desgaste.Consulte el procedimiento INSPECCION DE LEVA-S - TODOS LOS MODELOS para instrucciones completas de inspección.
Figura 4. Herramienta especial
Figura 5. Removiendo el resorte de retención de frenos
Empuje hacia abajocon el desarmadorpara desenganchar elresorte
Resorte de retención defrenos (uno en cada ladode la zapata de frenos)
Rodillo dela zapatade frenos
Resorte de retorno de frenos
Clip de retención del rodillo
Pernos deanclaje
INSPECCION DE LEVA-S — TODOSLOS MODELOS Con las zapatas de freno removidas, la leva-S y losbujes de la leva-S (o leva-S y el tubo de la leva-S enlos modelos con el sistema de Leva en Tubo)pueden ser inspeccionados como sigue:
NOTA: El siguiente paso no es requerido en losmodelos con el sistema de Leva en Tubo.
1. En todos los modelos excepto el sistema de Levaen Tubo, verifique el juego axial de la leva-S (eljuego libre de la leva-S a lo largo de su eje,figura 6). El movimiento total no deberá exceder1/16 de pulgada (1.59 mm).

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
8L496SP C
5. Si el reemplazo de la leva-S o los bujes de laleva-S no es necesario, continúe con elmantenimiento de los frenos. Consulte laseccción INSTALACION DE LAS ZAPATAS DEFRENO — TODOS LOS MODELOS en la página22 para detalles completos.
Si el reemplazo de la leva-S o buje de la leva-Ses necesario, use el siguiente procedimientopara determinar los procedimientos de reempla-zo apropiados para su modelo INTRAAX®.
IDENTIFICACION DEL MODELO DEINTRAAX®
El procedimiento usado para remover y reemplazar laleva-S y los bujes de la leva-S varía dependiendo delnivel de revisión del modelo de INTRAAX. Use el siguiente procedimiento para identificar el nivel derevisión particular para su modelo de INTRAAX.
1. Tiene su suspensión un ensamble del tubo de laleva (número 4, figura 21)?
Si es así, siga los PROCEDIMIENTOS DE LEVA-S— MODELOS CON SISTEMA DE LEVA EN TUBOque empiezan en la página 18 para remover oreemplazar el ensamble del tubo de la leva y laleva-S.
Si no, proceda con el paso 2.
2. Localice la placa de identificación de lasuspensión. Esta placa puede ser encontrada:
•en la parte interna de la viga derecha de lasuspensión
•en el larguero izquierdo del cuadro deslizableK-2® arriba de la percha delantera
•en el travesaño frontal del cuadro deslizableHS
Esta placa contiene tres líneas de informaciónimportante: número de modelo, descripción delmodelo y número de serie.
2. En todos los modelos, verifique el juego radialentre la leva-S y los bujes de la leva-S. Use unindicador de carátula asegurado apropiadamenteal eje ó a la viga de la suspensión para medir elmovimiento hacia arriba y hacia abajo de laleva-S (figura 7).
La experiencia en campo y pruebas extensashan determinado que el juego radial de hasta0.060 pulgadas no tiene un efecto adversosignificativo en el desempeño de los frenos. Siusted esta llevando a cabo una inspección derutina sin reemplazar las zapatas de freno ó laspastas y encuentra menos de 0.060 de juegoradial, no requiere reemplazar los bujes de laleva-S (ó el ensamble del tubo de la leva en losmodelos más recientes).
Si usted esta reemplazando las zapatas de frenoó las pastas y encuentra el juego radial entre0.040 y 0.060 pulgadas, se sugiere que losbujes de la leva-S (ó el ensamble del tubo de laleva en modelos más recientes) sean reempla-zados, debido a que la vida remanente de losbujes puede no igualar el siguiente intervalo dereemplazo de zapatas de freno ó cambio depastas.
Si se encuentra un juego radial mayor que 0.060pulgadas, los bujes (ó el ensamble del tubo de laleva en modelos más recientes) deben ser reem-plazados. La leva-S debe ser inspeccionada porseñales de desgaste en el área de contacto con losbaleros, corrosión y fracturas.
3. En todos los modelos excepto el sistema de Levaen Tubo, inspeccione la leva-s por fracturas,desgaste excesivo y corrosión.
4. En todos los modelos verifique la cabeza de laleva-S por daños o desgaste excesivo.
Figura 6. Verificando el juego axial de la leva-S (todos losmodelos excepto el sistema de Leva en Tubo)
Juego axialFigura 7. Verificando el desgaste del buje
Mueva la leva-S hacia arribay hacia abajo

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
9L496SP C
En el primer cuarto de 2002, un nuevo sistemade identificación de modelos fue implementado.Este nuevo sistema de identificación proporcionala mayor parte de la información deidentificación de la suspensión en la línea dedescripción, mientras que el sistema anteriorproporcionaba la mayor parte de la informaciónde identificación de la suspensión en la línea demodelo. Consulte la publicación L760SP, NuevoSistema de Identificación de Producto INTRAAX yVANTRAAX, para detalles completos del sistemade identificación.
���������������������������
�� ������ �� ����������������������
����������������������������������������������������
����������������������������������������������������
�������
����� !��
�����"�
�����"�
�����"�
����� !"�
#$�%&��
#$������
#$�����
#�$���
#�$���
#�$���
#�����
#�����
'�('�('�(
'�('�('�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
������������ ����������
���������������������������
�������������������$��
������$��
������$��
�� !����$��
��"���$��
��"���$��
��"���$��
�� !"���$��
���������������#$����)�$��
#$���)*$��
#$�����$��
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
'�(
������������ �����������
�� ������ �� ����������������������
3. Lea la línea de modelo (sistema de identificaciónviejo) ó la línea de descripción (sistema deidentificación nuevo) en la placa deidentificación. Luego consulte la tabla para laidentificación de modelos de INTRAAX.
Si usted no puede determinar el número demodelo de INTRAAX con la información de laplaca de identificación, contacte a HendricksonMexicana al tel. (81) 8156-1300 para obtenerayuda y determinar el modelo de INTRAAX queusted tiene.
Modelos INTRAAX “A” y “B” — Para remover yreemplazar la leva-S y los bujes de la leva-S enlos modelos INTRAAX “A” ó “B”, la maza debeser primero removida. Remueva la maza usandolos procedimientos de remoción de mazaapropiados que empiezan en la página 34,luego consulte los PROCEDIMIENTOS DE LEVA-S— MODELOS “A” y “B” que empiezan en lapágina 10 para instrucciones completas de remoción y reemplazo de leva-S y bujes de leva-S.

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
10L496SP C
8. Soporte la leva-S para remover la tensión delseguro de la araña. Usando las pinzas paraseguros, cuidadosamente abra el seguro de laaraña (número 8, figura 8) y remuévalo de laranura de la leva-S (número 2, figura 8).
IMPORTANTE: Si el seguro de la araña escuidadosamente removido, puede serreusado cuando la nueva leva-S seainstalada. Sin embargo, si fuedoblado o dañado durante laremoción, deberá ser reemplazado.
9. Remueva parcialmente la leva-s estirándola porla cabeza. Estire la leva-S hacia afuera del bujede soporte de la leva-S (número 9, figura 8) paraque el seguro de la araña (número 8, figura 8) ylas arandelas de la leva-S (número 7, figura 8)puedan ser deslizadas por el lado de los dientesde la leva-S. Cuando el seguro de la araña y lasarandelas de la leva-S son removidas, termine deremover la leva-S y la arandela externa de la leva(número 3, figura 8).
10. Afloje y remueva los cuatro tornillos que sujetanel buje de soporte de la leva-S (número 9, figura8) a la viga de la suspensión.
11. Deseche el buje de soporte de la leva-S usado.
12. Utilizando un desarmador pequeño,cuidadosamente remueva el sello interno de laaraña (número 6, figura 8).
13. Usando una herramienta para el buje*, golpee elbuje de la araña (número 5, figura 8) y el selloexterno de la araña (número 4, figura 8) haciaafuera de la araña (figura 9).
14. Guarde el seguro de la araña (número 8, figura8), el seguro de los dientes (número 13, figura8), las arandelas de la leva-S (número 7 y 10,figura 8), arandelas internas de los dientes(número 14, figura 8) y arandela externa de laleva-S (número 3, figura 8). Si no fuerondañados durante la remoción, pueden serreusados cuando se instale la nueva leva-S y losbujes de la leva-S. Deseche todas las partesdesgastadas.
INSTALACION DE LA LEVA-S Y BUJES DE LALEVA-SNOTA: Cuando se indique aplicar grasa a los
componentes en el siguiente procedimiento,use lubricante de chasis #2EP NLGI.
1. Usando un solvente aprobado, limpie la espiga y laaraña. Para remover grandes cantidades de suciedado grasa, limpie la espiga y la araña con vapor.
INTRAAX® Modelo “C” — todos los modelosINTRAAX “C” permiten remover y reemplazar laleva-S y los bujes de la leva-S sin remover lamaza. Para remover y reemplazar la leva-S y losbujes de la leva-S en los modelos INTRAAX “C”,use los PROCEDIMIENTOS DE LEVA-S —MODELO “C” que empiezan en la página 14.
PROCEDIMIENTOS DE LEVA-S —MODELOS “A” Y “B”REMOCION DE LA LEVA-S Y BUJES DE LALEVA-SConsulte la figura 8 para identificación de partes.
1. Remueva el ensamble llanta/rin, el tambor defrenos y la maza.
2. Usando unas pinzas para seguro,cuidadosamente remueva el seguro de losdientes (número 13, figura 8).
IMPORTANTE: Si el seguro de los dientes escuidadosamente removido, puede serreusado cuando la nueva leva-S seainstalada. Sin embargo, si fuedoblado o dañado durante laremoción, no podrá ser reusado.
3. Remueva las arandelas de los dientes (número14, figura 8).
4. Desconecte la varilla de empuje de la cámara defrenos (número 11, figura 8) de la matraca(número 12, figura 8) removiendo la chaveta yel perno de la matraca. NO ajuste o remueva latuerca seguro de la varilla de empuje en estemomento.
5. Retraiga el brazo(s) de control de la matraca dela orquilla. Consulte la sección RETRACCION DELAS ZAPATAS DE FRENO O EL BRAZO(S) DECONTROL DE LA MATRACA en la página 57 paradetalles completos de como retraer la matraca.Con el brazo de control de la matraca retraído dela orquilla, remueva la matraca de la leva.
6. Remueva la arandela de la leva-S (número 10,figura 8).
7. Inspeccione la leva-S por contaminación(suciedad, oxidación, costra). Si existe cualquiercontaminación, remuévala de la leva-S en estemomento.
IMPORTANTE: Remover la contaminación de la leva-S en este momento hará másfácil remover la leva-S en lossiguientes pasos.

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
11L496SP C
ADVERTENCIA: NO USE GASOLINA U OTROSSOLVENTES DE LIMPIEZA FLAMA-BLES PARA LIMPIAR LA ESPIGA YLA ARAÑA. ESTOS SOLVENTESPUEDEN EXPLOTAR, QUEMAR ODISPERSAR VAPORES DAÑINOS.
2. Seque la espiga y la araña inmediatamentedespués de limpiarlas con vapor para preveniroxidación o corrosión en las áreas maquinadas.Utilice trapos, toallas ó aire a baja presión parasecar las partes.
ADVERTENCIA: PROTEJA LOS OJOS Y LA PIEL DEPENETRACION DE PARTICULASCUANDO USE AIRE A BAJAPRESION.
3. Inspeccione las áreas maquinadas de la espigapor abolladuras, rasgaduras, rebabas ó marcas.De ser necesario, use una lija para repararcualquier área dañada.
Leva-S
Leva-S
Araña
Araña
Arandelaexternade laleva-S
Arandela externade la leva
Selloexternode laaraña
Arandela de leva-S
Arandela dela leva-S
Arandela de la leva-S
Seguro de la araña
Seguro de la araña
Buje de soporte dela leva-S
Buje de soporte de la leva-S
Arandelade leva-S
Matraca
Varilla de empuje decámara de frenos
Arandelas delos dientes
Arandelas de los dientes
Segurode losdientes
Seguro de los dientes
Buje dela araña(adentrode laaraña)
Buje de la araña
Sello interno de la araña
Sellos de arañainterno y externo
Figura 8. Identificación de partes INTRAAX® modelos A, B y C
1
2
3
4
5
6
7
8
9
10
11
12
13
14

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
12L496SP C
4. Inspeccione la cuerda de la tuerca de la espiga.Utilice un dado del tamaño correcto para repararcualquier cuerda dañada.
5. Inspeccione la espiga. Si encuentra fracturas enla espiga, reemplace el ensamble eje-viga conun ensamble HALF-TRAAX. Consulte lapublicación L533SP, Procedimientos deRemoción/Reemplazo de Eje y Viga HALF-TRAAXpara instrucciones completas de reemplazo delHALF-TRAAX.
6. Ligeramente cubra el diámetro interno del nuevobuje de soporte de la leva-S (número 8, figura8) con grasa nueva (lubricante de chasis #2EPNLGI). Instale el nuevo buje de soporte de laleva-S con los cuatro tornillos y tuercas desujeción nuevos. Solamente apriete a mano loscuatro tornillos y tuercas de sujeción en estemomento.
IMPORTANTE: Hendrickson recomienda usarúnicamente los kits de reparación deleva-S Hendrickson. Estos kitscontienen partes de calidad OEM paraproporcionar una máxima vida de laleva-S y los bujes de la leva-S.
7. Usando una herramienta para bujes (la mismausada en el paso 13 del procedimiento deremoción), cuidadosamente inserte un buje dearaña nuevo en la araña. Oriente el buje nuevopara que los agujeros de lubricación se aliniencon las graseras en la araña (figura 10).
PRECAUCION: El no alinear los agujeros delubricación del buje con lasgraseras de la araña puederesultar en la falta delubricación que puede causarfalla prematura del buje.
8. Instale nuevos sellos de grasa de araña internosy externos (número 4 y 6, figura 8) en cadalado del buje de la araña. Los labios de ambossellos deben ver hacia adentro, hacia la cámarade frenos (figura 11). Esta orientación de lossellos aleja cualquier exceso de grasa de laszapatas de frenos.
9. Ligeramente cubra los labios de los sellos connueva grasa (lubricante de chasis #2EP NLGI)para ayudar a la instalación de la leva-S.
IMPORTANTE: Las levas-S tienen orientaciones demano izquierda (lado del conductor)ó mano derecha (lado del pasajero).
Araña
Buje de la araña
Alinie el agujero delubricación con la grasera
Figura 10. Detalles de instalación del buje de la araña
Herramienta delbuje*
Golpee aquí para sacarel sello externo y el bujede la araña
Selloexternode laaraña
Buje dela araña
Figura 9. Remoción del buje y el sello externo de la araña
* La herramienta usada para remover el sello externo y el bujede la araña puede ser cualquier cosa (por ejemplo, un bloquede madera) mientras no dañe el diámetro interno de la araña.La herramienta debe tener un diámetro suficientementepequeño para caber dentro de la araña pero suficientementegrande para empujar hacia afuera el buje de la araña.

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
13L496SP C
Asegúrese de instalar la leva-Sadecuada para la posición de larueda para que los rodillos de lazapata de freno puedan engancharadecuadamente las puntas de laleva-S.
Para diferenciarlas, agarre la leva-Shorizontalmente con los dientesalejándose de usted y vea la cabezade la leva-S. Con la leva-S en estaposición (figura 12), la punta de laleva-S que apunte hacia arriba indicala orientación.
10. Deslice la arandela externa de la leva-S (número3, figura 8) en la leva-S nueva hasta que hagacontacto con la cabeza de la leva-S.
PRECAUCION: Tenga cuidado cuando instalela leva-S en el siguiente pasopara prevenir daños a lossellos de la araña.
11. Instale la nueva leva-S (primero los dientes) através de los bujes de la araña. Pare antes deque los dientes alcancen el buje de soporte de laleva-S (número 9, figura 8) para que lasarandelas de la leva-S (número 7, figura 8) y elseguro de la araña (número 8, figura 8) puedanser instalados en el extremo de la leva-S.
12. Deslice la arandela de la leva-S (número 7,figura 8) en la leva-S y colóquela contra laaraña.
13. Utilizando las pinzas para seguros, abra elseguro de la araña (número 8, figura 8) y
deslícelo hasta el final de la leva-S. Empuje laleva-S hasta el tope a través del buje de soportede la leva-S (número 9, figura 8) hasta que topecontra la araña. Colóque el seguro de la araña(número 8, figura 8) en la ranura de la leva-S.
14. Gire la leva-S para verificar que gire libremente.Si la leva-S se atora, ajuste el buje de soporte dela leva-S (utilice los cuatro tornillos) hasta quegire libremente.
15. Apriete los cuatro tornillos del buje de soporte dela leva-S a 35-45 pies-lbs (48-61 N•m) detorque.
16. Instale la arandela de la leva-S (número 10, figura 8).
17. Lubrique los dientes de la nueva leva-S con uncompuesto lubricante aflojatodo.
18. Siguiendo el procedimiento adecuado empezan-do en la página 26, instale la matraca (número12, figura 8) en la leva-S.
19. Instale las arandelas de los dientes (número 14,figura 8).
20. Usando las pinzas para seguros, instale elseguro de los dientes (número 13, figura 8).
21. Lubrique los bujes de la araña, el buje desoporte de la leva-S y la matraca con lubricantede chasis #2EP NLGI como sigue:
• Limpie todas las graseras antes de lubricar.Esto ayudará a prevenir que contaminantessean inyectados en la grasera junto con lagrasa.
Labios del sello de la araña
Cámara de frenos
Figura 11. Orientación del sello de la araña
Si la punta en el ladoizquierdo de la cabeza dela leva-S apunta haciaarriba, es una leva-Sizquierda (lado delconductor).
Si la punta en el ladoderecho de la cabeza de laleva-S apunta hacia arribaes una leva-S derecha (ladodel pasajero).
Figura 12. Identificando la orientación de la leva-S
Leva-S izquierda (lado delconductor)
Leva-S derecha (lado delpasajero)

PROCEDIMIENTOS DE LEVA-S –MODELO “C”REMOCION DE LA LEVA-S Y LOS BUJES DELA LEVA-SConsulte la figura 8 para identificación de partes.
NOTA: En los modelos INTRAAX® “C”, no esnecesario remover la maza para remover laleva-S y el buje de la araña. Sin embargo, elprocedimiento de remoción requiere unaherramienta para bujes con la parte internahueca. La herramienta debe de poder quedarsimultáneamente sobre la leva-S y dentro dela araña. Una herramienta de ese tipo puedefácilmente ser fabricada siguiendo lasespecificaciones en la figura 13. Si un tuboniple es usado, la cuerda en el extremo notapado debe ser pulida para prevenir que sedañe el diámetro interno de la araña.
1. Remueva el ensamble llanta/rin y el tambor defreno.
2. Usando unas pinzas para seguro, cuidadosa-mente remueva el seguro de los dientes (número13, figura 8).
IMPORTANTE: Si el seguro de los dientes escuidadosamente removido puede serreusado cuando la nueva leva-S seainstalada. Sin embargo, si fue dobladoo dañado durante la remoción, nopodrá ser reusado.
3. Remueva las arandelas de los dientes (número14, figura 8).
4. Desconecte la varilla de empuje de la cámara defrenos (número 11, figura 8) de la matraca(número 12, figura 8) removiendo la chaveta yel perno de la matraca. NO ajuste o remueva latuerca seguro de la varilla de empuje en estemomento.
5. Retraiga el brazo(s) de control de la matraca dela orquilla. Consulte la sección RETRACCION DELAS ZAPATAS DE FRENO O EL BRAZO(S) DECONTROL DE LA MATRACA en la página 57 paradetalles completos de como retraer la matraca.Con el brazo de control de la matraca retraído dela orquilla, remueva la matraca de la leva.
6. Remueva la arandela de la leva-S (número 10,figura 8).
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
14L496SP C
• Aplique grasa al buje de la araña y al bujede soporte de la leva-S hasta que la nuevagrasa se purgue por los sellos internos.Cuando los sellos están correctamenteinstalados, la grasa purgará por el ladointerno del buje, alejada de los frenos yhacia la matraca.
• Aplique grasa a la matraca según lasrecomendaciones del fabricante de lamatraca.
• Limpie cualquier exceso de grasa purgadade las uniones. Esto ayudará a prevenir quelos contaminantes sean atraídos a lospuntos de lubricación y que la grasa lleguea las pastas de frenos.
22. Instale la maza. Consulte los procedimientosadecuados empezando en la página 34 paradetalles completos de instalación de maza.
23. Continúe dando servicio a los frenos. Consulte lasección INSTALACION DE LAS ZAPATAS DEFRENO — TODOS LOS MODELOS en la página22 para detalles completos.
24. Instale el tambor de freno y el ensamblellanta/rin. Consulte la sección INSTALACION DELTAMBOR DE FRENOS Y EL ENSAMBLELLANTA/RIN en la página 55 para detallescompletos.
1½" × 12" tubo niple Tapón
Disponible en la sección de plomería de la mayoría de lasferreterías (elimine la rosca del lado sin tapón)
Herramienta para Buje
Figura 13. Especificaciones de la herramienta para buje

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
15L496SP C
7. Inspeccione la leva-S por contaminación(suciedad, oxidación, costra). Si existe cualquiercontaminación, remuévala de la leva-S en estemomento.
IMPORTANTE: Remover la contaminación de la leva-S en este momento hará másfácil remover la leva-S en lossiguientes pasos.
8. Soporte la leva-S para remover la tensión delseguro de la araña. Usando las pinzas paraseguros, cuidadosamente abra el seguro de laaraña (número 8, figura 8) y remuévalo de laranura de la leva-S (número 2, figura 8).
IMPORTANTE: Si el seguro de la araña escuidadosamente removido, puede serreusado cuando la nueva leva-S seainstalada. Sin embargo, si fuedoblado o dañado durante laremoción, deberá ser reemplazado.
9. Remueva parcialmente la leva-S estirándola porla cabeza. Estire la leva-S hacia afuera del bujedel soporte de la leva-S (número 9, figura 8)para que el seguro de la araña (número 8,figura 8) y las arandelas de la leva-S (número7, figura 8) puedan ser deslizadas por el ladode los dientes de la leva-S.
10. Afloje y remueva los cuatro tornillos que sujetanel buje de soporte de la leva-S (número 9, figura8) a la viga de la suspensión.
11. Deseche el buje de soporte de la leva-S usado.
12. Deslice la herramienta del buje sobre el extremode la leva-S y presiónelo contra el sello internode la araña (figura 14).
13. Golpee el extremo de la herramienta del bujepara sacar el sello interno de la araña, el buje dela araña y el sello externo de la araña fuera de laaraña (figura 14).
PRECAUCION: Tenga cuidado cuando remuevael sello interno, el buje y el selloexterno de la araña. Si la herra-mienta para remover el buje noesta descansando contra el sellointerno de la araña cuando segolpee la herramienta, eldiámetro interno de la arañapuede ser dañado.
14. Después de sacar el sello interno de la araña(número 6, figura 8), el buje de la araña(número 5, figura 8) y el sello externo de laaraña (número 4, figura 8) fuera de la araña,termine de remover la leva-S y la arandelaexterna de la leva-S (número 3, figura 8).
15. Guarde el seguro de la araña (número 8, figura8), el seguro de los dientes (número 13, figura8), las arandelas de la leva-S (número 7 y 10,figura 8), las arandelas de los dientes (número14, figura 8) y la arandela externa de la leva-S(número 3, figura 8). Si no fueron dañadosdurante la remoción, pueden ser reusadoscuando sea instalada la nueva leva-S y los bujesde la leva-S. Deseche las demás piezasdesgastadas.
INSTALACION DE LA LEVA-S Y BUJES DE LALEVA-SNOTA: Cuando se indique aplicar grasa a los
componentes en el siguiente procedimiento,use lubricante de chasis #2EP NLGI.
NOTA: En los modelos INTRAAX® “C” no es necesarioremover la maza para instalar la leva-S y elbuje de la araña. Sin embargo, elprocedimiento de remoción requiere unaherramienta para bujes con la parte internahueca. Consulte la figura 13 para detallescompletos de la herramienta para bujes.
1. Usando un solvente aprobado, limpie la araña.Para remover grandes cantidades de suciedad ograsa, limpie la araña con vapor.
ADVERTENCIA: NO USE GASOLINA U OTROSSOLVENTES DE LIMPIEZAFLAMABLES PARA LIMPIAR LAARAÑA. ESTOS SOLVENTESPUEDEN CAUSAR FUEGO ODISPERSAR VAPORES DAÑINOS.
Araña
Buje de laaraña
Herramienta para bujes(golpee aquí)Sello externo de la araña
Leva-S
Figura 14. Remoción del buje de la araña y los sellos
Sello interno de la araña

2. Seque la araña inmediatamente después delimpiarla con vapor para prevenir oxidación ócorrosión de las áreas maquinadas. Utilicetrapos, toallas o aire a baja presión para secarlas partes.
ADVERTENCIA: PROTEJA SUS OJOS Y LA PIELDE PENETRACION DEPARTICULAS CUANDO USE AIREA BAJA PRESION.
3. Deslice la arandela externa de la leva-S en lanueva leva-S hasta que haga contacto con lacabeza de la leva-S (figura 15).
IMPORTANTE: Las levas-S tienen orientaciones demano izquierda (lado del conductor)ó mano derecha (lado del pasajero).Asegúrese de instalar la leva-Sadecuada para la posición de larueda para que los rodillos de laszapatas de freno puedan engancharadecuadamente las puntas de laleva-S.
Para diferenciarlas, agarre la leva-Shorizontalmente con los dientesalejándose de usted y vea la cabezade la leva-S. Con la leva-S en estaposición (figura 12), la punta de laleva-S que apunte hacia arriba indicala orientación.
4. Ligeramente aplique grasa nueva (grasa dechasis #2EP NLGI) al labio del nuevo selloexterno de la araña (número 4, figura 8) ydeslice el sello de la araña en la leva-S (figura16).
IMPORTANTE: El labio del sello externo de la arañadebe orientarse hacia adentro, hacialos dientes de la leva-S. Estaorientación del sello dirige cualquierexceso de grasa hacia el ladocontrario de las zapatas de freno.
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
16L496SP C
5. Incline y deslice la leva-S a través de la araña yla viga (figura 17). Aún con la maza en sulugar, hay suficiente espacio para inclinar einsertar la leva-S mientras el buje de la araña nohaya sido instalado.
6. Ligeramente cubra la parte interna del nuevobuje de la araña con grasa nueva (grasa dechasis #2EP NLGI) y deslice el buje de la arañaen la leva-S (figura 18).
7. Utilice la herramienta para bujes para instalar elbuje de la araña en la araña (figura 19). Golpeeel tapón de la herramienta para bujes con un martillo hasta que el agujero de lubricación delbuje se alinie con la grasera en la araña (figura19). Cuando este alineado, remueva laherramienta para bujes.
Figura 15. Instalando la arandela externa de la leva-S
Arandelaexterna de laleva-SLeva-S
Cabeza dela leva-S
Figura 16. Instalando el sello externo de la araña
Lbio del sello
Dientes de la leva-S
Sello externo de la araña
Figura 17. Instalando la leva-S

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
17L496SP C
PRECAUCION: El no alinear el agujero delubricación del buje con lagrasera de la araña puederesultar en falta de lubricaciónque puede causar falla prematuradel buje.
8. Asiente el sello externo de la araña (número 4,figura 8) en la araña golpeando en la cabeza dela leva-S con un martillo (figura 20). Golpeehasta que el sello esté al ras con la araña.
9. Ligeramente aplique grasa nueva (grasa dechasis #2EP NLGI) al labio del nuevo sellointerno de la araña (número 6, figura 8). Desliceel sello en la leva-S y siéntelo en la araña.
IMPORTANTE: El labio del sello interno de la arañadebe instalarse hacia adentro, hacialos dientes de la leva-S (consulte lafigura 16 para la orientación delsello). Esta orientación del sello dirigecualquier exceso de grasa hacia ellado contrario de las zapatas de freno.
10. Deslice la arandela de la leva-S (número 7,figura 8) en la leva-S y colóquela contra laaraña.
11. Usando las pinzas para seguros, mantengaabierto el seguro de la araña (número 8, figura8) y deslícelo en el extremo de la leva-S.Coloque el seguro de la araña en la ranura de laleva-S.
12. Ligeramente cubra el diámetro interno del nuevobuje de soporte de la leva-S (número 9, figura8) con grasa nueva (grasa de chasis #2EPNLGI). Deslice el nuevo buje de soporte en laleva-S y asegúrelo en la viga con cuatro tornillosy tuercas de sujeción nuevos. Solamente aprietea mano los cuatro tornillos y tuercas de sujeciónen este momento.
13. Gire la leva-S para verificar que gire libremente.Si la leva-S se atora, ajuste el buje de soporte dela leva-S (utilice los cuatro tornillos) hasta quegire libremente.
14. Apriete los cuatro tornillos del buje de soporte dela leva-S a 35-45 pies-lbs (48-61 N•m) detorque.
15. Instale la arandela de la leva-S (número 10, figura 8).
16. Lubrique los dientes de la nueva leva-S con uncompuesto lubricante aflojatodo.
Buje dela araña
Figura 18. Instalando el buje de la araña
ArañaBuje de laaraña
Herramienta del buje (golpee aquí)
Leva-S
Figura 19. Instalación del buje de la araña
Buje de la araña
Alinie el agujero delubricación con la grasera
Araña
Sello extremo de laaraña asentado (alras con la araña)
Leva-S
Golpee aquí (use la leva-S y la arandela externacomo herramienta de instalación)
Figura 20. Técnica de instalación del sello externo de la araña
Arandela externade la leva

17. Siguiendo el procedimiento adecuado empezan-do en la página 25, instale la matraca (número12, figura 8) en la leva-S.
18. Instale las arandelas de los dientes (número 14,figura 8).
19. Usando las pinzas para seguros, instale elseguro de los dientes (número 13, figura 8).
20. Lubrique los bujes de la araña, el buje desoporte de la leva-S y la matraca con lubricantede chasis #2EP NLGI como sigue:
• Limpie todas las graseras antes de lubricar.Esto ayudará a prevenir que contaminantessean inyectados en la grasera junto con lagrasa.
• Aplique grasa al buje de la araña y al bujede soporte de la leva-S hasta que la nuevagrasa se purgue por los sellos internos.Cuando los sellos están correctamenteinstalado, la grasa purgará por el ladointerno del buje, alejado de los frenos yhacia la matraca.
• Aplique grasa a la matraca según lasrecomendaciones del fabricante de lamatraca.
• Limpie cualquier exceso de grasa purgadade las uniones. Esto ayudará a prevenir quelos contaminantes sean atraídos a lospuntos de lubricación y que la grasa lleguea las pastas de frenos.
21. Continúe dando servicio a los frenos. Consulte lasección INSTALACION DE LAS ZAPATAS DEFRENO — TODOS LOS MODELOS en la página22 para detalles completos.
22. Instale el tambor de freno y el ensamblellanta/rin. Consulte la sección INSTALACION DELTAMBOR DE FRENO Y EL ENSAMBLE LLANTA/RINen la página 55 para detalles completos.
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
18L496SP C
PROCEDIMIENTOS DE LEVA-S —MODELOS CON SISTEMA DE LEVA ENTUBOREMOCION DE LA LEVA-S Y ENSAMBLE DELTUBO DE LA LEVAConsulte la figura 21 para identificación de partes.
NOTA: En los modelos con el Sistema de Leva enTubo, no es necesario remover la maza pararemover la leva-S. Una vez que el ensambledel tubo de la leva es removido, la leva-Spuede deslizarse por un lado de la maza.
Si solamente el ensamble del tubo de la leva-S(número 4, figura 21) es removido (no laleva-S), esto puede ser realizado por el ladointerno de la terminal sin remover el ensamblellanta/rin ó el tambor de frenos.
1. Remueva el ensamble llanta/rin y el tambor defrenos.
2. Usando unas pinzas para el seguro,cuidadosamente remueva el seguro de losdientes de la leva-S (número 11, figura 21).
IMPORTANTE: Si el seguro de los dientes escuidadosamente removido, puede serreusado cuando la nueva leva-S seainstalada. Sin embargo, si fuedoblado o dañado durante laremoción, no podrá ser reusado.
3. Remueva las arandelas de los dientes (número12, figura 21).
4. Desconecte la varilla de empuje de la cámara defrenos (número 9, figura 21) de la matraca(número 10, figura 21) removiendo la chaveta yel perno de la matraca. NO ajuste o remueva latuerca seguro de la varilla de empuje en estemomento.
5. Retraiga el brazo(s) de control de la matraca dela orquilla. Consulte la sección RETRACCION DELAS ZAPATAS DE FRENO O EL BRAZO(S) DECONTROL DE LA MATRACA en la página 57 paradetalles completos de como retraer la matraca.Con el brazo de control de la matraca retraído dela orquilla, remueva la matraca de la leva.
6. Remueva la arandela de la leva-S (número 8,figura 21).

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
19L496SP C
7. Usando las pinzas para seguros, cuidadosamenteabra el seguro (número 7, figura 21) y remuévalode la ranura de la leva-S (número 2, figura 21).
IMPORTANTE: Si el seguro de la araña escuidadosamente removido, puede serreusado cuando la nueva leva-S seainstalada. Sin embargo, si fuedoblado o dañado durante laremoción, deberá ser reemplazado.
8. Remueva la segunda arandela de la leva-S(número 6, figura 21).
9. Afloje y remueva los tornillos que sujetán lasplacas-D (número 5, figura 21) a la viga de lasuspensión.
10. Remueva las placas-D (número 5, figura 21).
Leva-S
Araña
Arandela externa de laleva-S
Arandelade laleva-S
Matraca
Varilla de empuje dela cámara de frenos
Arandelas de los dientes
Segurode losdientes
1
2
3
8
9
10
11
12
Ensamble del tubo dela leva
4
Placas-D5
Arandelade laleva-S
6
Seguro7
Leva-S
Araña
Arandela externa de laleva-S
Arandelas dela leva-S
Seguro
Arandelas de losdientes
Segurode losdientes
Ensamble del tubo de la leva
Placas-D
Figura 21. Identificación de partes del Sistema de Leva en Tubo de INTRAAX®
Grasera
Añada grasa hasta que purgue por esta área
SelloO-ring
Placa de la Viga(más delgada)
Placa Interna(más gruesa,con ranura parael sello O-ring)
Ensamble Alterno de Placa-D

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
20L496SP C
NOTA: Algunos modelos del sistema de leva en tubousan un sello O-ring entre las dos placas-D.Si su supensión tiene un sello O-ring,remuévalo en este momento.
11. Libere el ensamble del tubo de la leva de laaraña (use un movimiento de rotación haciaadelante y hacia atrás) y deslícelo a través delagujero de montaje en la viga de la suspensión(figura 22). Debido a que el ensamble del tubode la leva es un componente modular (unapieza), todos los bujes y sellos permanecendentro de él.
12. Remueva la leva-S y la arandela externa de laleva-S por el lado externo de la araña (figura 23).
13. Deseche la leva-S desgastada (número 2, figura21) y el ensamble del tubo de la leva (número4, figura 21). Guarde el resto de los componen-tes del sistema de Leva en Tubo. Si no fuerondañados durante la remoción, pueden ser reusa-dos cuando la nueva leva-S y el ensamble deltubo de la leva sean instalados.
INSTALACION DE LA LEVA-S Y ENSAMBLEDEL TUBO DE LA LEVANOTA: Cuando se indique aplicar grasa a los
componentes en el siguiente procedimiento,use lubricante de chasis #2EP NLGI.
NOTA: En los modelos con el sistema de leva entubo no es necesario remover la maza parainstalar la leva-S.
Si solamente el ensamble del tubo de la leva-S(número 4, figura 21) esta siendo instalado(no la leva-S), esto puede ser realizado por ellado interno de la terminal sin remover elensamble llanta/rin ó el tambor de frenos.
1. Usando un solvente aprobado, limpie la araña.Para remover grandes cantidades de suciedad ograsa, limpie la araña con vapor.
ADVERTENCIA: NO USE GASOLINA U OTROSSOLVENTES DE LIMPIEZAFLAMABLES PARA LIMPIAR LAARAÑA. ESTOS SOLVENTESPUDEN EXPLOTAR, QUEMAR ODISPERSAR VAPORES DAÑINOS.
2. Seque la araña inmediatamente despúes delimpiar con vapor para prevenir oxidación ocorrosión en las áreas maquinadas. Utilicetrapos, toallas ó aire a baja presión para secarlas partes.
ADVERTENCIA: PROTEJA LOS OJOS Y LA PIELDE PENETRACION DEPARTICULAS CUANDO USEAIRE A BAJA PRESION.
3. Deslice la arandela externa de la leva-S en lanueva leva-S hasta que haga contacto con lacabeza de la leva-S (figura 15).
Leva-S
Arandela externa dela leva-S
Figura 23. Remoción de la leva-S y la arandela externa de laleva-S
Figura 22. Remoción del ensamble del tubo de la leva-S
Agarre el ensambledel tubo de la levaaquí
Rote yestire pararemover elensambledel tubode la leva

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
21L496SP C
IMPORTANTE: Las levas-S tienen orientaciones demano izquierda (lado del conductor)ó mano derecha (lado del pasajero).Asegúrese de instalar la leva-Sadecuada para la posición de larueda para que los rodillos de laszapatas de freno puedan engancharadecuadamente las puntas de laleva-S.
Para diferenciarlas, agarre la leva-Shorizontalmente con los dientesalejándose de usted y vea la cabezade la leva-S. Con la leva-S en estaposición (figura 12), la punta de laleva-S que apunte hacia arriba indicala orientación.
4. Incline y deslice la leva-S a través de la araña yla viga (figura 24).
5. Para facilitar el ensamble, ligeramente lubriquelos sellos dentro del nuevo ensamble del tubo dela leva con grasa de chasis #2EP NLGI.
6. Por la parte interna de la viga de lasuspensión, deslice el nuevo ensamble deltubo de la leva en la nueva leva-S, a travésdel agujero de montaje en la viga de lasuspensión y en la araña (figura 25).
Asegúrese que el extremo del tubo de la leva conel sello en color azul entre primero en la leva-S.
IMPORTANTE: No solde ó sujete de otra forma elensamble del tubo de la leva en laaraña. El ensamble del tubo de la levasimplemente “se inserta” en la araña.
7. Deslice las placas-D (número 5, figura 21) en elextremo del ensamble del tubo de la leva hastaque se haga contacto con la viga de lasuspensión.
NOTA: Algunos modelos del sistema de leva en tubousan un sello O-ring entre las dos placas-D.Si usted removió un sello O-ring con las dosplacas del ensamble, instálelo entre lasplacas-D en este momento.
8. Gire el ensamble del tubo de la leva de talmanera que la ranura de orientación para placas-D apunte hacia atrás y se alinie con losagujeros en la viga de la suspensión. El cuartoagujero ciego debe ser alineado como se muestraen la figura 25.
9. Instale los tres tornillos y tuercas de sujeción delas placas-D. Apriete los tornillos y las tuercas a35-45 pies-lbs (48-61 N•m) de torque.
10. Deslice la arandela de la leva-S (número 6,figura 21) en la leva-S y asiéntela contra elensamble del tubo de la leva.
11. Usando las pinzas para seguros, mantengaabierto el seguro de la araña (número 7, figura8) y deslícelo en el extremo de la leva-S.Coloque el seguro de la araña en la ranura de laleva-S.
12. Deslice la segunda arandela de la leva-S(número 8, figura 21) en la leva-S y asiéntelacontra el seguro (número 7, figura 21).
13. Lubrique la grasera sencilla central con grasa dechasis #2EP NLGI como sigue:
• Limpie todas las graseras antes de lubricar.Esto ayudará a prevenir que contaminantessean inyectados en la grasera junto con lagrasa.
Figura 24. Instalando la leva-S en los modelos con el sistema deLeva en Tubo

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
22L496SP C
• Llene el ensamble del tubo de la leva conaproximadamente cuatro onzas de grasa dechasis #2EP NLGI. Añada grasa hasta quepueda ser vista purgando por el sello internodel tubo de la leva (figura 21).
• Limpie cualquier exceso de grasa purgadade las uniones. Esto ayudará a prevenir quelos contaminantes sean atraídos a lospuntos de lubricación y que la grasa lleguea las pastas de frenos.
14. Lubrique las cuerdas de la nueva leva-S con uncompuesto lubricante aflojatodo.
15. Siguiendo el procedimiento adecuado empezan-do en la página 25, instale la matraca (número10, figura 21) en la leva-S.
16. Instale las arandelas de los dientes (número 12,figura 21).
17. Usando las pinzas para seguros, instale elseguro de los dientes (número 11, figura 21).
18. Continúe dando servicio a los frenos. Consulte lasección INSTALACION DE LAS ZAPATAS DEFRENO — TODOS LOS MODELOS en estapágina para detalles completos.
19. Instale el tambor de freno y el ensamblellanta/rin. Consulte la sección INSTALACION DELTAMBOR DE FRENO Y EL ENSAMBLE LLANTA/RINen la página 55 para detalles completos.
INSTALACION DE LAS ZAPATAS DEFRENO — TODOS LOS MODELOSHendrickson recomienda usar solamente zapatas defreno y kits de reemplazo de frenos Hendrickson.Estos kits contienen partes de calidad OEM que maximizan la vida de los frenos y optimizán eldesempeño de los frenos.
PRECAUCION: Para prevenir un posible daño a la salud, utilice protecciónaprobada en los ojos y unrespirador cuando trabaje en ócerca de los frenos.
PROCEDIMIENTO DE INSTALACION DEZAPATAS DE FRENO HXS®
IMPORTANTE: No instale zapatas de freno HXS en unensamble de frenos con una leva-Sestándar. Las zapatas de freno HXSdeben ser instaladas con una leva defrenos HXS. El extremo con los dientesde la leva de frenos HXS tendrágrabado las letras “HXS” paraidentificarla como una leva de frenosHXS (figura 26). La leva de frenosHXS tiene un diseño diferente paracomodar las pastas de las zapatas defreno HXS más gruesas. De sernecesario, cambie la leva de frenos aun modelo HXS si se están instalandozapatas de freno HXS.
El extremo del tubocon el sello encolor azul sedesliza primero yasienta en laaraña.
El extremo del tubo con laranura de orientaciónplaca-D se empata con lasplacas-D, proporcionandola orientación adecuada dela grasera.
Ranura de orientación para placa-D
El ensamble del tubo de la leva “seinserta” en la araña. NO SOLDE O SUJETEDE OTRA FORMA EL ENSAMBLE DEL TUBODE LA LEVA EN LA ARAÑA
Figura 25. Detalles de orientación e instalación del ensamble del tubo de la leva
SelloO-ring
Placa de la viga(más delgada)
Placa interna(más gruesa, con ranura para elsello O-ring)
Opciones de ensamble de las placas-D:

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
23L496SP C
1. De ser necesario, instale un nuevo perno para elresorte de retorno (figura 29) en las zapatas defreno de reemplazo superior e inferior.
2. Inspeccione los bujes de los pernos de anclajeen la araña. Remueva y reemplace de sernecesario (figura 27).
3. Lubrique e instale los pernos de anclaje (figura 27).
4. Coloque la zapata de freno superior en posición,descansando un extremo de la zapata de frenoen el perno de anclaje y el otro extremo en laleva-S (figura 28).
5. Coloque la zapata de frenos inferior en posiciónen el perno de anclaje y gire la zapata haciaatrás (figura 28). Enganche ambas zapatas condos nuevos resortes de retención de frenos (unoa cada lado).
6. Rote la zapata inferior hacia adelante.
7. Levante la zapata de frenos inferior y engancheel resorte de retorno de frenos a los pernos delresorte de retorno superior e inferior (figura 29).
8. En la zapata de frenos, lubrique las ranuras delos rodillos de las zapatas de frenos (figura 30).
IMPORTANTE: El lubricante es solo necesario en losextremos de los rodillos de laszapatas de freno. Evite colocarlubricante en la sección media de losrodillos donde hacen contacto con laleva-S (figura 30).
9. Instale el clip retenedor de rodillo en los rodillosde la zapata de freno (figura 31).
10. Aleje la zapata de frenos inferior de la leva-S,apriete el clip retenedor del rodillo e inserte elensamble de rodillo de freno/clip retenedor entrelas almas de la zapata de freno (figura 31).
11. Asegure las orejas del clip retenedor en losagujeros en el alma de la zapata de frenos.
Enganche el resorte de retornoal perno del resorte de retorno(también en la zapata superior)
Figura 29. Colocando el nuevo resorte de retorno de frenos
Pernodelresortederetorno
Perno del resorte de retorno
Perno delresorte deretorno
Figura 26. Identificando el tipo de leva de frenos
Leva estándarLeva HXS
NOTA: Las suspensiones con frenos estándar fabricados antesde Marzo 14 del 2000 usaban la leva estándarmostrada abajo. Sin embargo, la leva de frenos HXS esahora usada en toda la producción actual y paracualquier reemplazo en campo de INTRAAX.
Figura 27. Instalando los nuevos pernos de anclaje y los bujesde los pernos de anclaje
Bujes de los pernos de anclaje
Pernos deanclaje
Figura 28. Colocando los nuevos resortes de retención de frenos
Rote la zapata de freno hacia atrás

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
24L496SP C
ADVERTENCIA: MANTENGA LAS MANOSALEJADAS DEL AREA DE LOSRODILLOS DE LA ZAPATA DEFRENO TANTO COMO LE SEAPOSIBLE DURANTE ESTEPROCEDIMIENTO. LA ZAPATA DEFRENO ESTARA BAJO TENSIONDEL RESORTE. LA ZAPATA DEFRENO PUEDE RETRAERSE YCAUSAR LESIONESPERSONALES.
12. Repita los pasos 8, 9, 10 y 11 con la zapata defrenos superior.
13. Instale el tambor de freno y el ensamblellanta/rin. Consulte la sección INSTALACION DELTAMBOR DE FRENO Y EL ENSAMBLE LLANTA/RINen la página 55 para detalles completos.
ADVERTENCIA: CUANDO LLEVE A CABO LOSSIGUIENTES PASOS,MANTENGA LAS MANOSALEJADAS DEL AREA DE LOSRODILLOS DE LAS ZAPATAS DEFRENO TANTO COMO LE SEAPOSIBLE PARA PREVENIRLESIONES PERSONALES.
14. Manualmente ajuste los frenos rotando la tuercade ajuste manual de 7/16 de pulgada (localizadaen la matraca) a favor de las manecillas del relojhasta que las pastas de frenos hagan contactocon el tambor de frenos. Cuando ocurra elcontacto, regrese la matraca rotando la tuerca deajuste manual de 7/16 de pulgada en contra delas manecillas del reloj una vuelta y media.
Cuando le de vueltas en contra de lasmanecillas del reloj a la tuerca de ajustemanual, aplique una presión ligera constantepara evitar daños al mecanismo interno.
Información adicional específica para lasmatracas:
Crewson Brunner — NO use una pistola deimpacto o de lo contrario ocurrirán daños almecanismo interno.
Gunite® — El retraer una matraca nueva puederequerir hasta 50 pies-lbs (68 N•m) de torque.Un sonido se escuchará a medida que la tuercade ajuste manual es rotada en contra de lasmanecillas del reloj.
Haldex® — Un mínimo de 13 pies-lbs (17.6N•m) de torque es necesario para vencer elmecanismo interno de ajuste. NO use unapistola de impacto o de lo contrario ocurrirándaños al mecanismo de ajuste interno.
Meritor™ — Usted deberá desenganchar el trin-quete ó remover el trinquete convencional antesde rotar la tuerca de ajuste manual o de lo con-trario se dañará el mecanismo interno.
PROCEDIMIENTO DE INSTALACION DEZAPATAS DE FRENO ESTANDARIMPORTANTE: Este método requiere una herramienta
especial. Un desarmador de serviciopesado con un corte en V en la punta(figura 4) puede ser utilizado.
1. De ser necesario, instale un perno de resorte deretorno (ver figura 29) en las zapatas de frenode reemplazo superior e inferior.
Figura 30. Aplicando lubricante a los rodillos de las zapatas defreno y las ranuras.
Ranuras de los rodillos dela zapta de freno
Evite poner lubricanteaquí
Lubrique los extremos solamente
Figura 31. Instalando los rodilos de la zapata de frenos y el clipretenedor de los rodillos
Apriete
Alma de lazapata

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
25L496SP C
10. Instale el tambor de frenos y el ensamblellanta/rin siguiendo el procedimientorecomendado del fabricante.
11. Ajuste los frenos siguiendo el procedimientorecomendado del fabricante de matracas.
INSTALACION DE MATRACASAUTOMATICASINFORMACION GENERALMatracas automáticas manufacturadas por CrewsonBrunner, Gunite®, Haldex® ó Meritor™ pueden ser encon-tradas en las suspensiones INTRAAX® (consulte la figura88 para identificación de los tipos de matracas).
Una matraca automática lleva acabo dos funcionesbásicas: (1) transforma la fuerza lineal de la cámarade frenos en torque, el cual aplica los frenos y (2)automáticamente se ajusta para compensar por eldesgaste de la pasta de frenos. Un mecanismo deajuste interno monitorea y mantiene el claro adecua-do entre las pastas de frenos y el tambor de frenos.Para operar adecuadamente, una matraca automáti-ca debe de tener un punto de referencia fijo. Estepunto de referencia fijo permite al mecanismo deajuste interno determinar cuando es apropiado iniciarel ajuste de frenos.
En las suspensiones INTRAAX, dos métodos son usa-dos para establecer este punto de referencia fijo: elmétodo del perno fijo y el método del ángulo de inicio.
Las matracas Haldex usan el método de perno fijo. Unperno de anclaje (ó perno fijo) atornillado a la viga dela suspensión (figura 33) establece el punto de refe-rencia para la matraca. Un brazo de control con ranu-ra en la matraca Haldex (figura 33) recibe el perno deanclaje y establece el punto de referencia.
Las matracas Crewson Brunner, Gunite y Meritorusan el método de ángulo de inicio. Este métodorequiere que un ángulo específico sea establecidoentre el cuerpo de la matraca y la varilla de empujede la cámara de frenos. Todos los ajustes hechospor el mecanismo de ajuste interno están basadosen este ángulo de inicio específico.
PREPARACION DE TODAS LAS MATRACASPARA LA INSTALACION1. Asegúrese que la varilla de empuje de la cámara
de frenos esta completamente retraída. Si unafuente de aire esta disponible, aplique aire alfreno de resorte para retraer completamente lavarilla de empuje. Si una fuente de aire no esta
2. En la zapata de freno, lubrique las ranuras delos rodillos de las zapatas de frenos (figura 30).
IMPORTANTE: El lubricante es solo necesario en losextremos de los rodillos de laszapatas de freno. Evite colocarlubricante en la sección media de losrodillos donde hacen contacto con laleva-S (figura 30).
3. Instale los rodillos de la zapata de freno y losclips retenedores de los rodillos en las zapatasde freno.
4. Asegure las orejas de los clips retenedores enlos agujeros en el alma de las zapatas de freno(figura 32).
5. Ponga la zapata de freno superior en posicióndescansando el alma de la zapata de freno en elperno de anclaje.
6. Enganche el resorte de retorno al perno delresorte de retorno en la zapata de freno superior.
7. Coloque el resorte de retorno a la zapata defreno inferior.
8. Coloque el rodillo inferior de la zapata de frenoen la leva-S. Gire la zapata de freno inferior ensu posición sobre los pernos de anclaje usandoel contacto del rodillo y la leva-S como puntopivote.
9. Utilizando el desarmador especial, coloque losdos nuevos resortes de retención de frenos en elextremo de anclaje de las zapatas de freno.
Figura 32. Colocando el nuevo resorte de retorno de frenos
Agujero en el almade la zapata

INTRAAX® con matracas Crewson Brunner,esta tendrá la orquilla de longitud extendida.Si usted esta instalando sus propias matracasCrewson Brunner, usted debe instalar lasorquillas de longitud extendida.
1. Instale el nuevo perno de ½ pulgada en la nuevaorquilla.
2. Instale la nueva orquilla en la varilla de empujehasta topar con la tuerca candado. No apriete latuerca candado en este momento.
3. Coloque la plantilla de instalación en los dientesde la leva de tal manera que los dos semicírcu-los de ½ de pulgada estén orientados hacia laorquilla (figura 34).
4. Rote la plantilla de instalación hacia la horquillahasta que el semicírculo superior e inferior seacomode completamente en el perno de ½pulgada de la orquilla (figura 35).
5. Vea hacia el apuntador de la plantilla deinstalación (figura 36):• Si el apuntador esta arriba de la orquilla, rote
la orquilla en contra de las manecillas del relojpara alinearla.
• Si el apuntador esta abajo de la orquilla, rotela orquilla a favor de las manecillas del relojpara alinearla.
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
26L496SP C
disponible, el freno de resorte debe de sermanipulado manualmente para retraer la varillade empuje. Consulte las instrucciones delfabricante de la cámara de frenos para detallescompletos de manipulación manual del freno deresorte.
2. Verifique las condiciones de operación de todoslos frenos mecánicos incluyendo tambores,zapatas y pastas, levas, bujes, rodillos, etc.Reemplace ó repare de ser necesario.
3. Remueva el ensamble de la orquilla existente dela varilla de empuje. Una nueva orquilla seráinstalada con la nueva matraca. No ajuste oremueva la tuerca candado de la varilla deempuje.
PROCEDIMIENTO DE INSTALACION PARACREWSON BRUNNERNOTA: Una plantilla de instalación será requerida
para instalar la matraca automática CrewsonBrunner. Si usted no tiene esta plantilla deinstalación, contacte a Crewson Brunner al tel.716-894-1044 en U.S. para obtener una.
NOTA: Como otros fabricantes de matracas, CrewsonBrunner ofrece longitudes de orquilla estándaro extendidas. Para ser adecuadamenteinstalada en las suspensiones INTRAAX, lasmatracas Crewson Brunner deben de tener laorquilla de longitud extendida. CuandoHendrickson proporciona una suspensión
Figura 33. Matraca Haldex con el método de referencia de perno fijo
MatracaHaldex®
Perno de anclaje Viga de la suspensión
Brazo de controlTuerca del pernode anclaje
Tuerca de seguridad

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
27L496SP C
6. Rote la orquilla hasta que el apuntador de laplantilla de instalación se alinie con el apuntadorde la orquilla (figura 36).
7. Verifique la alineación insertando el perno de ¼de pulgada de la orquilla a través de la orquillay la plantilla de instalación (figura 36).
8. Apriete la tuerca candado contra la orquillaaplicando 50 pies-lbs (68 N•m) de torque.
9. Remueva los pernos de la orquilla y la plantillade instalación de los dientes de la leva.
IMPORTANTE: Cuando Hendrickson proporciona unasuspensión INTRAAX® con matracasCrewson Brunner, la varilla de empujede la cámara de frenos estará a lalongitud correcta para engancharsecompletamente con el cuerpo de laorquilla. Si usted esta reemplazando lacámara de frenos original con unacámara de frenos de servicio, usteddebe primero ajustar la longitud de lavarilla de empuje como se indica en elsiguiente paso.
10. Solamente cámaras de freno de Aftermarket.Examine la posición de la orquilla en la varillade empuje. Si la varilla de empuje no estacompletamente roscada en el cuerpo de laorquilla (figura 37), instale una nueva varilla deempuje y córtela a la longitud. Si la cuerda de lavarilla de empuje se extiende a través de laorquilla más de 1/16 de pulgada (figura 37),marque la varilla de empuje, remueva la orquillay corte la varilla de empuje a la longitudcorrecta.
11. Instale la matraca en los dientes de la leva detal manera que la tuerca de ajuste manual de7/16 de pulgada esté orientada al lado contrariode la cámara de frenos.
12. Rote la tuerca de ajuste manual de 7/16 depulgada a favor de las manecillas del reloj hastaque los agujeros del brazo de la matraca sealinien con los agujeros de la orquilla.
13. Aplique un compuesto anticorrosivo a los pernosde la orquilla de ½ y ¼ de pulgada e instálelosen la orquilla. Asegure los pernos de la orquillacon nuevas chavetas. Cuando estan correcta-mente instalados, la varilla de empuje, el pernode ½ de pulgada de la horquilla y el brazo de lamatraca forman un ángulo de 105° (figura 38).
Figura 34. Colocando la plantilla de instalación en la leva
Plantilla(los semicírculos se orientan hacia la
orquilla)
OrquillaTuerca deseguridad
Dientesde la leva
Figura 35. Verificando la alineación de la orquilla
Perno de ½ pulgadade la orquilla
Plantilla
Figura 36. Alineación verificada
Apuntador de la orquilla
Apuntador dela plantilla
Perno de ¼ de pulgada de laorquilla

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
28L496SP C
14. Verifique interferencias. Aplique completamente ylibere los frenos varias veces permitiendo que lavarilla de empuje haga su viaje máximo. Nodebe haber interferencias entre la matraca ycualquier componente adyacente del chasis.
15. Desenganche el freno de resorte.
16. Complete la instalación de la matraca CrewsonBrunner instalando las arandelas de los dientesy el seguro. Regrese a los pasos en lassiguientes páginas para detalles completos:• Página 13, pasos 19 y 20 para modelos “A”
y “B”• Página 18, pasos 18 y 19 para modelos “C”• Página 22, pasos 16 y 17 para los modelos
con Sistema de Leva en Tubo.
PROCEDIMIENTO DE INSTALACION PARAGUNITE®
NOTA: Una plantilla de instalación es requerida parainstalar las matracas automáticas Gunite. Siusted no tiene esta plantilla de instalación,contacte a Gunite al tel. 800-677-3786 enU.S. para obtener una.
NOTA: Como otros fabricantes de matracas, Guniteofrece orquillas estándar ó de longitudextendida. Para ser adecuadamente instaladasen las suspensiones INTRAAX®, las matracasGunite deben de tener la orquilla de longitudextendida. Cuando Hendrickson proporcionauna suspensión INTRAAX con matracasGunite, esta tendrá la orquilla de longitudextendida. Si usted esta instalando su propiamatraca Gunite, usted debe instalar la orquillade longitud extendida.
1. Coloque la tuerca externa de 1¼ de pulgada enla varilla de empuje y deslícela contra la tuercacandado de la varilla de empuje (figura 39). Latuerca candado de la varilla de empuje essiministrada con la cámara de frenos y debeestar ya instalada.
2. Aplique compuesto anticorrosivo a la cuerda de lavarilla de empuje y rosque la tuerca interna de ¾de pulgada en la varilla de empuje (figura 39).
3. Instale la matraca en los dientes de la leva detal manera que la tuerca de ajuste manual de7/16 de pulgada esté orientada al lado contrariode la cámara de frenos.
4. Rote la tuerca de ajuste manual de 7/16 depulgada a favor de las manecillas del reloj hastaque la tuerca interna de ¾ de pulgada en elextremo de la varilla de empuje se deslice adentrodel cuerpo hueco de la orquilla (figura 40).
IMPORTANTE: Cuando Hendrickson proporciona una suspensión INTRAAX con matracas Gunite, la varilla de empuje de la cámara de frenos estará a su longitud correcta para enganchar completamente con la tuerca interna de ¾ de pulgada. Si esta reemplazando la cámara de frenos original con una cámara de frenos de aftermarket, usted debe ajustar la longitud de la varilla de empuje como se indica en el siguiente paso.
Figura 37. Enganche de la varilla de empuje y la cuerda de laorquilla para Crewson Brunner
Varilla de empuje completamente roscada
Máximo 1/16 de pulgada
105°
Figura 38. Angulo de instalación adecuado para CrewsonBrunner

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
29L496SP C
5. Solamente cámaras de frenos de aftermarket.Verifique la tuerca interna de ¾ de pulgada paraasegurar que este completamente enroscada enla varilla de empuje.
Si la varilla de empuje no esta completamenteenganchada en la tuerca interna de ¾ depulgada, una nueva varilla de empuje deberá serinstalada y cortada a la longitud. Consulte elmanual de servicio de matracas Gunite(www.gunite.com ó 800-677-3786) paradetalles completos de corte de las varillas deempuje.
6. Rosque la tuerca externa de 1¼ de pulgada enel cuerpo de la orquilla. Solamente apriete amano la tuerca en este momento.
7. Coloque la plantilla de instalación sobre lospernos pequeño y largo de la orquilla como semuestra en la figura 41.
8. Alinie la matraca ajustando la tuerca interna de¾ de pulgada en la varilla de empuje hasta queel agujero de centrado apropiado en la plantillase alinie con el agujero central de la leva, (laplantilla tiene agujeros de centrado paramatracas de 5, 5½, 6 y 6½ pulgadas).Para accesar a la tuerca interna de ¾ depulgada, será necesario retirar la tuerca externade 1¼ de pulgada del cuerpo de la orquilla yrotar la tuerca de ajuste manual de 7/16 depulgada en contra de las manecillas del relojpara quitar el brazo de la matraca. Repita lospasos 5 a 8 hasta que el agujero de centradoapropiado en la plantilla se alinie con el agujerocentral de la leva.
Cuando rote la tuerca de ajuste manual encontra de las manecillas del reloj, aplique unapresión baja uniforme para evitar daños almecanismo interno. Esto puede requerir hasta50 pies-lbs de torque en una matraca Gunite®
nueva. Un sonido se escuchará a medida que latuerca de ajuste manual es rotada en contra delas manecillas del reloj.
Cuando este instalada apropiadamente, la varillade empuje, el perno grande de la orquilla y elbrazo de la matraca formarán un ángulo de104° (figura 42).
Si la cuerda de la varilla de empuje se extiendena través de la orquilla más de 1/16 de pulgadadespués de ajustar la tuerca interna (figura 43),marque la varilla de empuje, remueva la orquillay corte la varilla de empuje a la longitudadecuada.
Figura 41. Colocando la plantilla de instalación en los pernos dela orquilla
Plantilla de instalación
Agujero de centrado de laplantilla
Figura 39. Instalando la tornillería para el collar Gunite
Tuerca candado
Tuerca interna de¾ de pulgada
Tuerca externa de1¼ de pulgada
Tuerca de ajuste manualde 7/16 de pulgada
Figura 40. Alineando la matraca y la tornillería del collar
Cuerpo de laorquilla
Tuerca interna de¾ de pulgada
Tuerca externa de 1¼-in
Varilla de empuje

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
30L496SP C
9. Cuando la matraca está alineada adecuadamente,apriete la tuerca externa de 1¼ de pulgadaaplicando un torque de 40-50 pie-lbs (54 a 68N•m) de torque.
10. Apriete la tuerca candado de la varilla de empujeen contra de la tuerca externa de 1¼ de pulgadaaplicando un torque de 40 a 50 pies-lbs (54 a68 N•m) de torque.
NOTA: El no apretar la tuerca candado permitirá quela varilla de empuje de la cámara de frenosrote en la orquilla y cambie la posicióninstalada de la matraca.
11. Verifique interferencias. Aplique completamente ylibere los frenos varias veces permitiendo que lavarilla de empuje haga su viaje máximo. Nodebe haber interferencias entre la matraca ycualquier componente adyacente del chasis.
12. Desenganche el freno de resorte.
13. Complete la instalación de la matraca Guniteinstalando las arandelas de los dientes y elseguro. Regrese a los pasos en las siguientespáginas para detalles completos:
• Página 13, pasos 19 y 20 para modelos “A” y “B”
• Página 18, pasos 18 y 19 para modelos “C”• Página 22, pasos 16 y 17 para los modelos
con Sistema de Leva en Tubo.
PROCEDIMIENTO DE INSTALACION PARAHALDEX®
1. Afloje la tuerca del perno de anclaje de talmanera que el perno de anclaje pueda sermovido fácilmente dentro de la ranura en la vigade la suspensión (consulte la figura 33).
2. Rote el brazo de control de la matraca hasta queel indicador de instalación se alinie con el huecoindicador (figura 44).
3. Oriente la matraca de tal manera que:• La tuerca de ajuste manual de 7/16 de pulgada
este orientada en contra de la cámara defrenos (figura 45).
• El brazo de la matraca libra la orquilla de lavarilla de empuje (figura 45).
104°
Figura 42. Angulo de instalación adecuado para Gunite
Figura 43. Enganche máximo de la varilla de empuje y laorquilla para Gunite
Máximo 1/16 de pulgada
Correcto Incorrecto
Brazo decontrol
Indicador deinstalación Hueco indicador
Figura 44. Alineando la matraca Haldex®

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
31L496SP C
4. Instale la matraca en los dientes de la leva ycoloque el brazo de control en el perno deanclaje (figura 45). Asegúrese que el indicadorde instalación no se desalinie con el huecoindicador (figura 44).
5. Rote la tuerca de ajuste manual de 7/16 depulgada a favor de las manecillas del reloj hastaque los agujeros de la orquilla se alinien con elagujero del brazo de la matraca.
NOTA: Si se requiere ajuste en contra de lasmanecillas del reloj, aplique presión bajauniforme para evitar daños al mecanismointerno. Un mínimo de 13 pies-lbs (17.6N•m) de torque es requerido para vencer elmecanismo interno. Después de hacercualquier ajuste en contra de las manecillasdel reloj, asegúrese que el indicador deinstalación y el hueco indicador se mantenganalineados.
6. Aplique un compuesto anticorrosivo al perno dela orquilla. Instale el perno de la orquilla y lachaveta.
7. Apriete la tuerca del perno de anclaje a 40-50pies-lbs de torque.
8. Apriete la tuerca candado de la varilla de empujede la cámara de frenos en contra de la orquilla.Apriete a 45 pies-lbs (61 N•m) de torque.
9. Complete la instalación de la matraca Haldex®
instalando las arandelas de los dientes y elseguro. Regrese a los pasos en las siguientespáginas para detalles completos:• Página 13, pasos 19 y 20 para modelos “A”
y “B”• Página 18, pasos 18 y 19 para modelos “C”• Página 22, pasos 16 y 17 para los modelos
con Sistema de Leva en Tubo.
Figura 45. Orientando la matraca Haldex® para una instalación adecuada
La tuerca deajuste manualse orienta encontra de lacámara defrenos
El brazo de la matracaapenas libra la orquilla
Brazo de controlPerno de anclajeDientes de la leva
Tuerca candado de lavarilla de empuje
Orquilla
Cámarade frenos

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
32L496SP C
PROCEDIMIENTO DE INSTALACION PARAMERITOR™
NOTA: Una plantilla de instalación es requerida parainstalar las matracas automáticas Meritor. Siusted no tiene esta plantilla de instalación,contacte a Meritor al tel. 800-535-5560 enU.S. para obtener una.
PRECAUCION: La mayoría de las matracasautomáticas Meritor fabricadasdespués de Enero de 1990 tienenagujeros de lubricación en losdientes de la leva. No rote latuerca de ajuste manual u opereel actuador antes de instalarestas matracas. El lubricantepuede salirse a través de losagujeros vaciando el lubricanteinterno pre-llenado.
1. Instale la orquilla en la varilla de empuje hastaque tope con la tuerca candado. No apriete latuerca candado en este momento.
2. Coloque la plantilla de instalación (figura 46)por dentro de la orquilla, alineando el agujerogrande de la orquilla con el agujero grande de laplantilla.
3. Instale el perno grande de la orquilla a través delos agujeros grandes en la plantilla y de laorquilla.
4. Seleccione el agujero en la plantilla que iguale lalongitud de la matraca (ya sea 5½ o 6 pulga-das). Mantenga el agujero en el centro de laleva (figura 47).
NOTA: Si usted no conoce la longitud de su matraca,usted puede medirla con la plantilla.Mantenga la plantilla a un lado de la matracacomo se muestra en la figura 48. Las marcasa un lado de los agujeros en el extremopequeño de la plantilla indican la longitud dela matraca.
5. Vea a través de la ranura de la plantilla (figura46). De ser necesario, rote la orquilla hasta queel agujero pequeño en la orquilla seacompletamente visible a través de la ranura dela plantilla.
6. Cuando los agujeros en la plantilla y la orquillaesten propiamente alineados, apriete la tuercacandado contra la orquilla aplicando 35 a 50pies-lbs (47 to 68 N•m) de torque.
7. Remueva el perno grande de la orquilla yremueva la plantilla de instalación.Figura 46. Colocando la plantilla de instalación por dentro de la
orquilla
Plantilla deinstalación
Leva
Orquilla
Ranura
Figura 47. Alineando la plantilla
Coloque el agujeroadecuado en elcentro de la leva
Figura 48. Usando la plantilla para medir la longitud de lamatraca
Indica lalongitudde lamatraca

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
33L496SP C
IMPORTANTE: Cuando Hendrickson proporciona unasuspensión INTRAAX® con matracasMeritor, la varilla de empuje de lacámara de frenos estará a la longitudcorrecta para engancharsecompletamente con el cuerpo de laorquilla. Si usted esta reemplazando lacámara de frenos original con unacámara de frenos de servicio, usteddebe primero ajustar la longitud de lavarilla de empuje como se indica en elsiguiente paso.
8. Solamente cámaras de frenos de Aftermarket.Examine la posición de la orquilla en la varillade empuje. La cuerda roscada entre la orquilla yla varilla de empuje debe ser al menos ½pulgada (figura 49). Si la varilla de empuje nocumple la especificación, instale una nuevavarilla de empuje y corte a la medida. Si lacuerda de la varilla de empuje se extiende através de la orquilla más de 1/8 de pulgada(figura 49), marque la varilla de empuje,remueva la orquilla y corte la varilla de empuje ala longitud adecuada.
9. Instale la matraca en los dientes de la leva detal manera que la tuerca de ajuste manual y eltrinquete se orienten en contra de la cámara defrenos.
PRECAUCION: Usted debe desenganchar eltrinquete o remover el trinqueteconvencional antes de rotar lastuercas de ajuste manual odañará el mecanismo interno. Un trinquete dañado no permitiráa la matraca ajustar automática-mente el claro de los frenos.Reemplace los trinquetesdañados antes de poner elremolque en servicio.
10. Remueva o desenganche el trinquete:
• Si la matraca tiene un trinquete convencionalroscado, (ver figura 88d), remueva el trinquetepara desenganchar el mecanismo interno.
• Si la matraca tiene un trinquete de estiramiento(ver figura 88d), use un desarmador paralevantar el botón del trinquete al menos 1/32 depulgada para desenganchar el mecanismointerno.
11. Rote la tuerca de ajuste manual a favor de lasmanecillas del reloj hasta que los agujeros delbrazo de la matraca se alinien con los agujerosde la orquilla.
12. Aplique un compuesto anticorrosivo a los pernosde la orquilla. Instale los pernos de la orquilla através de la orquilla y la matraca.
Cuando esten instalados adecuadamente, lavarilla de empuje, el perno grande de la orquillay el brazo de la matraca formarán un ángulo de105° (figura 50).
13. Instale los seguros del perno nuevos de laorquilla para mantener la orquilla en su lugar.
Figura 49. Enganche de la varilla y la orquilla para Meritor™
Mínimo de ½ pulgada
Máximo de 1/8 de pulgada
Figura 50. Angulo de instalación adecuado para Meritor
105°

ENSAMBLES DE MAZANOTA: La maza debe ser removida en los modelos
INTRAAX® “A” y “B” antes de que la leva y losbujes de la leva puedan ser removidos yreemplazados. Si usted tiene una INTRAAX®
modelo “A” o “B”, use el procedimientoapropiado descrito en las siguientes páginaspara primero remover la maza. Luegoconsulte el tema PROCEDIMIENTOS DE LEVA-S— MODELOS “A” Y “B” que empiezan en lapágina 10 para remover y reemplazar la levay los bujes de la leva.
Tres tipos básicos de mazas pueden ser encontradasen las suspensiones INTRAAX:
• Convencional - La maza, sellos, lubricantes ybaleros son instalados, alineados y ajustadoscomo componentes individuales. Consulte la página 35 para procedimientos para mazas convencionales.
• ConMet PreSet™ - La maza, el sello, el espacia-dor y los baleros son ensamblados en fábrica einstalados como un subensamble completo, elimi-nando la necesidad de una instalación y ajusteindividual de los sellos y baleros. Todos los com-ponentes pueden ser reemplazados en campo.Consulte la página 43 para los procedimientospara maza ConMet PreSet™.
• HUS™ (Sistema Sellado Hendrickson) - Un sis-tema sellado de maza que está completamenteintegrado, pre-ajustado y permanentemente selladoy lubricado. También es instalado como un suben-samble completo, eliminando la necesidad deinstalación y ajuste de los sellos y baleros. Exceptopor el sello interno, la tapa de la maza, el sello dela tapa de la maza, los birlos de la maza y lastuercas, ningún componente puede ser reemplaza-do en campo. De ser necesario, la maza completadebe ser reemplazada como un ensamble.Consulte la página 46 para los procedimientospara maza HUS™.
PRECAUCION: No reuse los seguros del perno dela orquilla después de removerlos.Cuando se remueven, los segurosde los pernos de la orquilla sepueden doblar o “separar” yperder retención. Pueden resultardaños a los componentes.
14. Verifique interferencias. Aplique completamente ylibere los frenos varias veces permitiendo que lavarilla de empuje haga su viaje máximo.No debe haber interferencias entre la matraca ycualquier componente del chasis adyacente.
15. Desenganche el freno de resorte.
16. Si la matraca tiene un trinquete convencionalroscado, (figura 88d), reinstale el trinquete.
17. Complete la instalación de la matraca Meritorinstalando la arandela interna de los dientes y elseguro. Regrese a los pasos en las siguientespáginas para detalles completos:
• Página 13, pasos 19 y 20 para modelos “A” y “B”
• Página 18, pasos 18 y 19 para modelos “C”• Página 22, pasos 16 y 17 para los modelos
con Sistema de Leva en Tubo.
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
34L496SP C

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
35L496SP C
Figura 51. Identificación de partes de la terminal de la rueda convencional
Maza convencional:Aluminio/ConMet®
Acero dúctil austemperizado/WaltherEMC
Acero dúctil /Meritor™Acero dúctil/Webb
Espiga HN
Espiga HP
*Tuerca interna*Arandela de seguridad
*Tuerca externa
Tuerca de espiga de unapieza Stemco®
PRO-TORQ®
*Tornillo de seguridad Tapa de la
maza
Sello de la tapade la maza
*Componentes que forman el sistema detuercas de espiga de tres piezas
Sello de la maza
Balero interno
Balero externo
†Chaveta
† Componentes que forman el sistema de tuerca castillo (usado en espigas HP solamente)
†Tuerca castillo
†Arandela de la tuerca castillo
PROCEDIMIENTOS PARA MAZACONVENCIONALINTRODUCCIONCuando es usado aquí, el término “convencional”describe el proceso de ensamble de la maza. En unamaza convencional, los componentes que componenel ensamble de la maza (la maza, el sello y losbaleros interno y externo) son instalados uno a lavez en la espiga (ó en el agujero de la maza) comocomponentes separados. Esto difiere de otras mazasINTRAAX® que son instaladas como subensamblescompletos, como la maza ConMet PreSet™ ó lamaza HUS™.
Las mazas convencionales INTRAAX pueden ser fa-bricadas de aluminio, acero dúctil austemperado óacero dúctil y son manufacturadas por ConMet®,Walther EMC, Meritor™ ó Webb. En estos proce-dimientos, todas las mazas INTRAAX, excepto lamaza ConMet PreSet y la maza HUS, son conside-radas mazas convencionales y son ensambladas dela misma manera.
REMOCION1. Remueva el ensamble llanta/rin.
2. Libere los frenos y remueva el tambor de frenos.
3. Remueva los tornillos de la tapa de la maza yremueva la tapa de la maza.
4. Identifique el sistema de tuercas de espiga. Tres diferentes sistemas de tuercas de espiga(consulte la figura 51) pueden ser encontradasasegurando la maza convencional al eje:
• Tuerca de espiga estándar de tres piezas• Tuerca de espiga de una pieza Stemco®
PRO-TORQ®
• Tuerca de espiga tipo castillo (espigas HP solamente)
Cada uno de estos sistemas de tuercas deespiga tiene un diferente mecanismo de bloqueoque debe de ser primero liberado antes de que latuerca(s) de la espiga pueda ser removida.
5. Libere el mecanismo de bloqueo de la tuerca dela espiga como sigue:
Estándar de tres piezas - Usando una llavehexagonal de 5/64 de pulgada, remueva el tornillode seguridad de la arandela de seguridad (figura52).

Stemco® PRO-TORQ® una pieza - Remueva elseguro naranja de la tuerca. Usando undesarmador de punta plana, cuidadosamentelibere ambos brazos del seguro de la ranura enla tuerca hasta que el seguro se libere (figura53). Deslice el seguro hacia afuera de la espiga.
Tuerca de espiga tipo castillo (espigas HPsolamente) - Remueva la chaveta (figura 54).
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
36L496SP C
6. Remueva la tuerca(s) de la espiga y arandelas óarandela de seguridad (si está instalada).
7. Cuidadosamente estire la maza convencionalhacia afuera de la espiga. A medida que lamaza es removida, prevenga que el baleroexterno caiga fuera de la maza.
8. Remueva y deseche el sello de la maza:
Si el sello esta en la maza - una barra depresión puede ser usada para cuidadosamentemover el sello del agujero de la maza.
Si el sello esta en la espiga - retire el sello de laespiga golpeando cuidadosamente el sello porla parte trasera con un mazo de bronce, piel uotro material suave.
INSTALACION1. Asegúrese que todas las orillas filosas, nicks y
rebabas sean removidas de la maza.
2. Limpie completamente el agujero de la maza porcualquier suciedad, grasa, oxidación o cualquierotra sustancia que pueda estar presente.
3. Inspeccione la superficie maquinada de laespiga para el sello por nicks, razgaduras,rebabas o marcas. De ser necesario, utilice unalija para reparar cualquier área dañada.
4. Limpie las cuerdas y la ranura de orientacióncompletamente con un cepillo de alambre para
Presioneaquí con eldesarmador
Ranura
Seguro
Figura 53. Mecanismo de bloqueo de seguro en sistema detuercas de espiga de una pieza Stemco® PRO-TORQ®
Espiga
Tornillo deseguridad
Tuercaexterna
Arandela de seguridad
Tuerca interna
Espiga
Figura 52. Tornillo de seguridad en los sistemas de tuercas deespiga estándar de tres piezas
Figura 54. Mecanismo de bloqueo de chaveta en los sistemas detuercas de espiga tipo castillo (espigas HP solamente)
Espiga
Chaveta

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
37L496SP C
evitar falsos ajustes del balero y para evitar laintroducción de contaminantes a la cavidad dellubricante.
5. Limpie completamente la espiga y las cuerdasde la espiga de oxidación, suciedad, grasa o decualquier otro contaminante que pudiera dañarel sello de la maza y causar que fugue.
6. Lubrique la espiga con un lubricante limpio — elmismo tipo usado en la maza.
7. Ensamble la maza:
Sello de la maza montado en la espiga:Lubrique el sello de acuerdo a las recomenda-ciones del fabricante del sello, luego colóqueloen la espiga. Coloque la herramienta deinstalación en la espiga y lleve el sello hasta queeste al ras con el tope del balero. Rote laherramienta de instalación y aplique variosgolpes ligeros para asegurar que el sello estecompletamente asentado contra el tope delbalero. Lubrique la maza. Consulte la publica-ción TMC RP 631A para detalles completos delubricación. Instale el balero interno en la espiga.Si se desalinea, golpee ligeramente en la parteno maquinada del tubo del eje con un martillo.Esto creará vibración que ayudará a realinear elbalero en la espiga y facilitar la instalación.Inserte el balero externo en el agujero de lamaza y asegúrelo con el seguro del balero.Cuidadosamente deslice la maza en la espiga.
Sello montado en la maza: Lubrique la maza.Consulte la publicación TMC RP 631A paradetalles completos de lubricación. Instale elbalero interno en la maza. Lubrique el sello deacuerdo a las recomendaciones del fabricantedel sello, luego colóquelo en la herramienta deinstalación. Alinie la herramienta con el agujerodel sello de la maza y lleve el sello hasta quetope en el agujero del sello de la maza. Rote laherramienta de instalación y aplique variosgolpes ligeros para asegurar que el sello esteadecuadamente asentado. Verifique el balerointerno para asegurar que rote libremente. Inserteel balero externo en el agujero de la maza yasegúrelo con el seguro del balero.Cuidadosamente deslice la maza en la espiga.
PRECAUCION: NO aprisione el sello de la mazaen el tope del balero de la espi-ga. Esto puede dañar el sello dela maza.
PRECAUCION: NO deje que el seguro del balerose deslice fuera del balero externo.Si esto pasa, permitirá que el
balero externo se separe de lamaza, causando que la mazasea soportada en la espigasolamente por el balero interno yel sello. Esto puede dañar odesalinear el sello en el agujerode la maza, causando una fallaprematura del sello.
8. Instale el sistema de tuercas de la espiga:
En las suspensiones INTRAAX®, uno de tressistemas de tuerca de espiga es usado paraasegurar la maza convencional al eje (consultela figura 51):
• Tuerca de espiga estándar de tres piezas• Tuerca de espiga de una pieza Stemco®
PRO-TORQ®
• Tuerca de espiga tipo castillo (espigas HP solamente)
Cada uno de estos sistemas de tuercas de laespiga tienen diferentes requerimientos deinstalación.
Estándar de tres piezasa.) Instale la tuerca interna (figura 55) en la
espiga, con el perno localizador haciaafuera y apriete a 200 pies-lbs de torque(271 N•m) mientras rota la maza.
b.) Regrese la tuerca interna una vueltacompleta. Rote la maza.
c.) Apriete la tuerca interna a 50 pies-lbs detorque (68 N•m) mientras rota la maza.
d.) Regrese la tuerca interna ¼ de vuelta.
e.) Instale la arandela de seguridad (figura 55).Asegúrese que el localizador de la arandela deseguridad entre en la ranura de localización dela espiga y el perno localizador de la tuercainterna entre en uno de los agujeros de laarandela de seguridad (figura 55). Si no sepuede lograr la alineación, remueva la arandela
Figura 55. Detalles de instalación de la arandela de seguridad yla tuerca interna
Localizador
Tuerca interna
Perno localizador
Arandela de seguridad
Ranura delocalizaciónde la espiga

extremo de la espiga con su línea deacción aproximadamente paralelo al ejede la espiga (figura 57).
3. Agarre la maza en las posiciones de lastres y las nueve horas. Rote la maza enambas direcciones mientras empuja lamaza hacia adentro hasta que lalectura del indicador de carátulapermanezca constante (figura 58).
4. Coloque el indicador en cero.
5. Agarre la maza en las posiciones de lastres y las nueve horas. Rote la maza enambas direcciones mientras estira lamaza hacia afuera o hasta que la
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
38L496SP C
de seguridad, rotela 180° y reinstale la arandelade seguridad en la espiga (figura 56).
PRECAUCION: No apriete la tuerca interna paraalinear el perno localizador. Estopuede pre-cargar excesivamentelos baleros, resultando en fallaprematura.
Si el perno localizador y el agujero todavíano se alinean, afloje la tuerca internaligeramente hasta que se puedan alinear.
f.) Instale la tuerca externa (figura 51). Aprietea 315 pies-lbs de torque (427 N•m) enespigas HN o a 385 pies-lbs de torque(522 N•m) en espigas HP.
g.) Verifique el juego axial de los baleros comosigue:
NOTA: El juego axial debe estar entre 0.001y 0.005 pulgadas. Un juego axialfuera de este rango puede reducir lavida de los baleros, incrementar eldesgaste de la espiga y causarfugas por el sello.
NOTA: El juego axial puede ser verificadocon el tambor de frenos instalado oremovido. Si usted utiliza el siguienteprocedimiento para verificar el juegoaxial con el tambor de frenosinstalado, asegúrese que las tuercasque sujetan el tambor de freno a lamaza esten apretadas a lasespecificaciones del fabricante antesde verificar el juego axial.
1. Coloque la base magnética delindicador de carátula en la maza o enel tambor de freno.
2. Ajuste el indicador de carátula de talmanera que el apuntador toque el
Figura 56. Alinie el perno localizador de la tuerca interna con elagujero de la arandela de seguridad
Si el perno localizador y el agujerono se alinean rote la arandela deseguridad Perno y agujero alineados
Indicador
Puntero
Base magnética
Figura 57. Colocando el indicador de carátula para verificar eljuego axial
Figura 58. Empuje la maza hacia adentro mientras rota enambas direcciones
Rote la mazay empuje
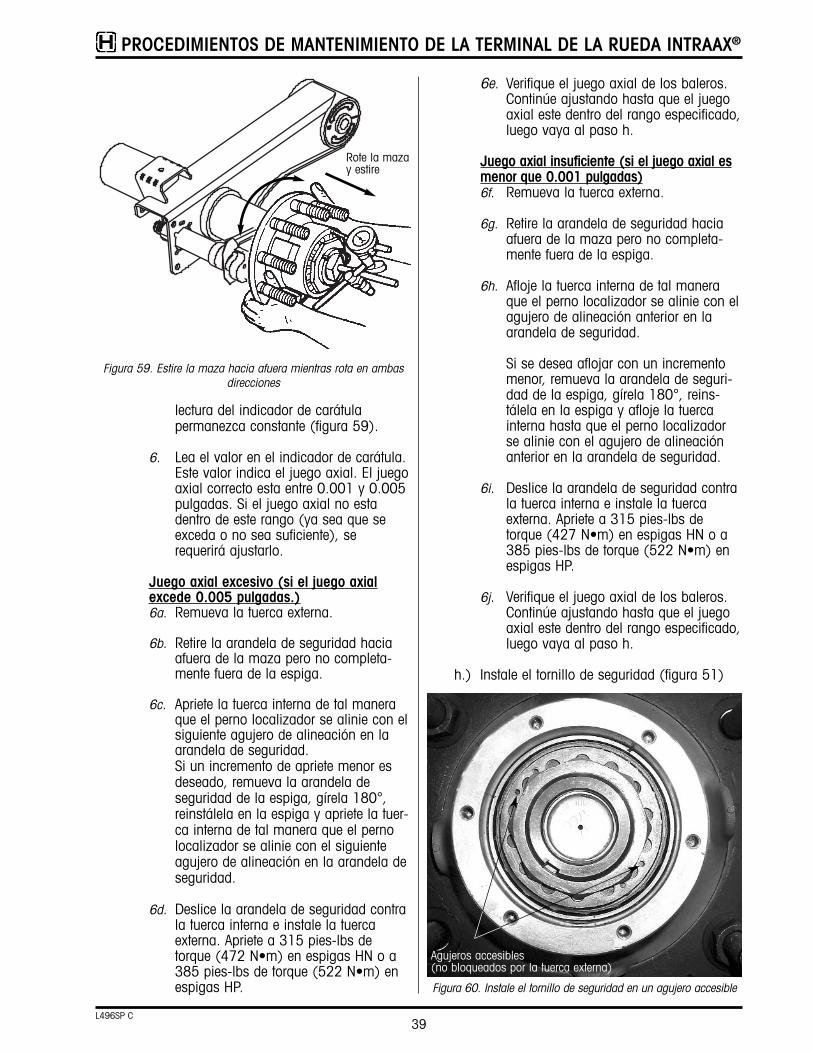
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
39L496SP C
lectura del indicador de carátulapermanezca constante (figura 59).
6. Lea el valor en el indicador de carátula.Este valor indica el juego axial. El juegoaxial correcto esta entre 0.001 y 0.005pulgadas. Si el juego axial no estadentro de este rango (ya sea que seexceda o no sea suficiente), serequerirá ajustarlo.
Juego axial excesivo (si el juego axialexcede 0.005 pulgadas.)6a. Remueva la tuerca externa.
6b. Retire la arandela de seguridad haciaafuera de la maza pero no completa-mente fuera de la espiga.
6c. Apriete la tuerca interna de tal maneraque el perno localizador se alinie con elsiguiente agujero de alineación en laarandela de seguridad.Si un incremento de apriete menor esdeseado, remueva la arandela deseguridad de la espiga, gírela 180°,reinstálela en la espiga y apriete la tuer-ca interna de tal manera que el pernolocalizador se alinie con el siguienteagujero de alineación en la arandela deseguridad.
6d. Deslice la arandela de seguridad contrala tuerca interna e instale la tuercaexterna. Apriete a 315 pies-lbs detorque (472 N•m) en espigas HN o a385 pies-lbs de torque (522 N•m) enespigas HP.
6e. Verifique el juego axial de los baleros.Continúe ajustando hasta que el juegoaxial este dentro del rango especificado,luego vaya al paso h.
Juego axial insuficiente (si el juego axial esmenor que 0.001 pulgadas)6f. Remueva la tuerca externa.
6g. Retire la arandela de seguridad haciaafuera de la maza pero no completa-mente fuera de la espiga.
6h. Afloje la tuerca interna de tal maneraque el perno localizador se alinie con elagujero de alineación anterior en laarandela de seguridad.
Si se desea aflojar con un incrementomenor, remueva la arandela de seguri-dad de la espiga, gírela 180°, reins-tálela en la espiga y afloje la tuercainterna hasta que el perno localizadorse alinie con el agujero de alineaciónanterior en la arandela de seguridad.
6i. Deslice la arandela de seguridad contrala tuerca interna e instale la tuercaexterna. Apriete a 315 pies-lbs detorque (427 N•m) en espigas HN o a385 pies-lbs de torque (522 N•m) enespigas HP.
6j. Verifique el juego axial de los baleros.Continúe ajustando hasta que el juegoaxial este dentro del rango especificado,luego vaya al paso h.
h.) Instale el tornillo de seguridad (figura 51)
Rote la mazay estire
Figura 59. Estire la maza hacia afuera mientras rota en ambasdirecciones
Figura 60. Instale el tornillo de seguridad en un agujero accesible
Agujeros accesibles(no bloqueados por la tuerca externa)

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
40L496SP C
en un agujero roscado accesible de la arandelade seguridad (figura 60) y apriete a 8-12 (0.9- 1.4 N•m) pulgadas-lbs de torque.
Stemco® PRO-TORQ® una piezaa.) Con el seguro removido de la tuerca
PRO-TORQ®, instale la tuerca en la espiga yapriete la tuerca a 200 pies-lbs de torque(271 N•m) mientras rota la maza al menosuna vuelta completa.
b.) Regrese la tuerca hasta que se empiece asentir floja. No exceda 1/3 de vuelta (espigasHN) o 1/2 vuelta (espigas HP).
c.) Apriete la tuerca a 100 pies-lbs de torque(136 N•m) mientras rota la maza al menosuna vuelta completa.
d.) En espigas HN, regrese la tuerca ¼ devuelta.En espigas HP, regrese la tuerca 1/8 devuelta.
e.) Instale el seguro con las piernas dobladasapuntando hacia afuera. Inserte el seguro enla ranura de la tuerca y coloque ellocalizador del seguro en la ranura delocalización de la espiga (figura 61).
Si el localizador del seguro no se alinea conla ranura de localización de la espiga, aflojela tuerca ligeramente hasta que se alinie.NO afloje la tuerca PRO-TORQ® más de elancho de un diente (6 grados).
f.) Enganche los dientes de acople.
g.) Usando un desarmador, comprima e insertelos brazos del seguro, uno a la vez, en laranura de la tuerca.
ADVERTENCIA: NO DOBLE O MANIPULE ELLOCALIZADOR DEL SEGURO. ELHACERLO PUEDE CAUSAR QUEEL LOCALIZADOR SE ROMPA,PERMITIENDO QUE LA RUEDASE SALGA Y CAUSE DAÑOSPERSONALES.
h.) Inspeccione la instalación. Asegúrese que ellocalizador del seguro y los brazos delseguro estén completamente insertados enla ranura de la tuerca. Inspeccione ellocalizador del seguro para verificar que nohaga contacto con la parte inferior de laranura de localización de la espiga. Siexiste contacto, notifique inmediatamente asu representante de PRO-TORQ®.
i.) Verifique que la maza rote libremente.
ADVERTENCIA: EL NO SEGUIR ESTASINSTRUCCIONES PUEDEPROVOCAR QUE LA RUEDA SESALGA Y CAUSE DAÑOSPERSONALES. EL NO REGRESARLA TUERCA PUEDE PROVOCARQUE LOS BALEROS SECALIENTEN Y SE DAÑEN.
Tuerca de espiga tipo castillo (espigas HPsolamente)a.) Instale la arandela de la tuerca castillo y la
tuerca castillo en la espiga. Apriete a 200pies-lbs de torque (271 N•m) mientras rotala maza al menos una vuelta completa.
b.) Regrese la tuerca castillo hasta que seempiece a sentir floja. No exceda de ½vuelta.
c.) Apriete la tuerca castillo a 50 pies-lbs detorque (68 N•m) mientras rota la maza almenos una vuelta completa.
d.) Regrese la tuerca 1/8 de vuelta.
e.) Inserte la chaveta a través de la ranura en latuerca castillo y en el agujero de la espiga.
Seguro
Seguro
Ranura delocalizaciónde la espiga
Figura 61. Detalles de instalación del seguro y de la tuerca paraespigas Stemco® PRO-TORQ®
Localizador
Estos seguros (y elseguro superior)encajan en la ranurade la tuerca paraespigas PRO-TORQ®

Doble la pata larga de la chaveta paraminimizar el movimiento de la tuercacastillo. La chaveta debe de extendersehacia el centro de la espiga. Si un agujeroen la espiga no se alinea con la tuercacastillo, afloje la tuerca ligeramente hastaque el agujero más cercano de la espiga sealinie con una ranura de la tuerca castillo.
f.) Verifique que la maza rote libremente.
ADVERTENCIA: EL NO SEGUIR ESTASINSTRUCCIONES PUEDEPROVOCAR QUE LA RUEDA SESALGA Y CAUSE DAÑOSPERSONALES. EL NO REGRESARLA TUERCA PUEDE PROVOCARQUE LOS BALEROS SECALIENTEN Y SE DAÑEN.
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
41L496SP C

PROCEDIMIENTOS PARA MAZA ConMetPreSet™INTRODUCCIONLa maza ConMet PreSet™ (figura 62) viene completacon baleros, copas, conos y sellos de aceite pre-instalados. Estas mazas son únicas ya que un espa-ciador tubular de precisión es usado entre los baleros,eliminando la necesidad de un ajuste manual debaleros.
La maza ConMet PreSet™ es construida de aluminioy puede ser diferenciada de una maza de aluminioConMet no-PreSet™ (o convencional) por la tapa dela maza (figura 63). La maza ConMet PreSet™ tienelas palabras “ConMet PRESET” en alguna parte de latapa de la maza mientras que la maza de aluminioConMet no-PreSet™ (o convencional) no las tiene. Siun sistema de inflado de llanta es instalado, usted nopodrá diferenciar entre las dos mazas viendo a latapa de la maza debido a que se usan tapas demaza especiales con el sistema de inflado de llantas.Contacte al departamento de servicios técnicos deHendrickson al tel. (81) 8156-1300 en México paraayuda en identificación de las mazas ConMet.
INTERVALOS DE INSPECCIONUna inspección completa es recomendada a cadaintervalo de servicio de frenos y/o llantas.
Adicionalmente a realizarle una inspección al darservicio a los frenos y/o llantas, siga las prácticasactuales de mantenimiento preventivo y de inspec-ciones previas a los viajes.
INSPECCIONES VISUALESComo parte de una inspección completa, visual-mente inspeccione el sistema de maza por fugas ocontaminación de aceite:
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
42L496SP C
Figura 63. Identificando la maza ConMet PreSet™
Tapa de maza paralubricante de aceite
Tapa de maza para lubricantede grasa semifluída
Figura 62. Identificación de partes de la terminal de la rueda ConMet PreSet™
Maza ConMet PreSet™(unidad pre-ensamblada)
Espiga HN
Tapón de llenado de lubricante
*Tuerca interna
*Arandela de seguridad
*Tuerca externa
Tuerca para espiga de unapieza Stemco® PRO-TORQ®
*Tornillo de seguridad
Tapa de la mazaSello de la tapade la maza
*Estos componentes se forman en el sistemade tuerca de espiga estándar de tres piezas.
Espiga HP

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
43L496SP C
1. Verifique la presencia de aceite alrededor de latapa de la maza o en el rin. Si hay aceitepresente, investigue la causa y tome accionescorrectivas. Contacte a ConMet® al tel. 800-547-9473 (o www.conmet.com) para la acción deservicio recomendado.
2. Verifique la presencia de aceite en la maza,componentes de frenos o en las zapatas. Si hayaceite presente, el sello de aceite puede estardefectuoso, instalado inadecuadamente odesgastado. Reemplace el sello. Contacte aConMet® al tel. 800-547-9473 (o www.conmet.com) para los procedimientosde reemplazo de sello recomendados.
3. Visualmente inspeccione el lubricante pordescoloración.
Bajo condiciones normales, el aceite puedeobscureserce ligeramente. Una apariencia blancao lechosa indica contaminación por agua. Si lainspección indica contaminación, dé serviciocompletamente al sistema de maza PreSet™.Contacte a ConMet al tel. 800-547-9473 (o www.conmet.com) para instruccionescompletas de servicio.
4. Verifique la temperatura de operación de lamaza.
Al momento que el remolque entre al área deservicio después de un viaje típico, verifique latemperatura de la maza. Si la temperatura de lamaza es 150° F o más arriba de la temperaturaambiente en condiciones de operación normales,se requiere dar servicio. Contacte a ConMet altel. 800-547-9473 (o www.conmet.com) paradetalles completos de servicio.
5. Rote la maza y verifique que rote libre, suave ysilenciosamente.
Si la maza se atora al rotarla, se le debe de darservicio inmediatamente. Contacte a ConMet altel. (800-547-9473 o www.conmet.com).
VERIFICACION DEL JUEGO AXIALLas mazas ConMet PreSet™ no requieren verificacióndel juego axial de los baleros.
REMOCIONConMet recomienda dar servicio a la maza PreSet™a intervalos de aproximadamente 500,000 millas.Contacte a ConMet al tel. 800-547-9473 (o www.conmet.com) para detalles completos deservicio de 500,000 millas.
1. Remueva el ensamble llanta/rin.
2. Libere los frenos y remueva el tambor de frenos.
3. Remueva los tornillos de la tapa de la maza yremueva la maza.
4. Identifique el sistema de tuercas de espiga. Dosdiferentes sistemas de tuerca de espiga puedenser encontradas asegurando la maza al eje(consulte la figura 62):
• Tuerca de espiga estándar de tres piezas• Tuerca de espiga de una pieza Stemco®
PRO-TORQ®
Cada uno de estos sistemas de tuerca de espigatiene un diferente mecanismo de bloqueo quedebe de ser primero liberado antes de que latuerca(s) de la espiga pueda ser removida.
5. Libere el mecanismo de sujeción de la tuerca dela espiga como sigue:
Estándar de tres piezas - Usando una llavehexagonal de 5/64 de pulgada, remueva eltornillo de seguridad de la arandela de seguridad(figura 52).
Stemco® PRO-TORQ® una pieza - Remueva elseguro naranja de la tuerca. Usando undesarmador de punta plana, cuidadosamentelibere ambos brazos del seguro de la ranura enla tuerca hasta que el seguro se libere (figura53). Deslice el seguro hacia afuera de la espiga.
6. Remueva la tuerca(s) de la espiga y arandelas óarandela de seguridad (si está instalada).
7. Cuidadosamente estire la maza ConMet PreSet™hacia afuera de la espiga. A medida que lamaza es removida, prevenga que el baleroexterno caiga fuera de la maza.
PRECAUCION: Ocasionalmente el sello deaceite puede atorarse en laespiga dificultando remover lamaza ConMet PreSet. Si serequiere asistencia mecánicapara remover la maza ConMetPreSet, tenga cuidado de nodañar la maza y la espiga (useel procedimiento del removedorde tres brazos descrito en lapágina 50).
ConMet® ofrece variasherramientas para ayudar en laremoción de los componentes dela terminal de la rueda. Contacte

PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
44L496SP C
En las suspensiones INTRAAX®, uno de dossistemas de tuerca de espiga es usado paraasegurar la maza ConMet PreSet al eje (figura62):
• Tuerca de espiga estándar de tres piezas• Tuerca de espiga de una pieza Stemco®
PRO-TORQ®
Cada uno de estos sistemas de tuercas de laespiga tienen diferentes requerimientos deinstalación.
Estándar de tres piezas:a.) Instale la tuerca interna (figura 55) en la
espiga, con el perno localizador haciaafuera y apriete a 300 pies-lbs de torque(407 N•m) mientras rota la maza. Noregrese la tuerca interna.
b.) Instále la arandela de seguridad (figura 55).Asegúrese que el localizador de la arandelade seguridad entre en la ranura de localiza-ción de la espiga y el perno localizador dela tuerca interna entre en uno de losagujeros de la arandela de seguridad (figura55). Si no se puede lograr la alineación,remueva la arandela de seguridad, rótela180° y reinstale la arandela de seguridad(figura 56).
PRECAUCION: NO afloje la tuerca interna paraalinear el perno localizador.
De ser necesario, apriete la tuerca internaligeramente hasta obtener alineación.
c.) Instale la tuerca externa (figura 62) y aprietea 200-250 pies-lbs de torque (271-339 N•m).
d.) Instale el tornillo de seguridad (figura 62)en un agujero roscado accesible de laarandela de seguridad y apriete a 8-12pulgadas-lbs de torque (0.9-1.4 N•m).
Stemco® PRO-TORQ® una piezaa.) Con el seguro removido de la tuerca
PRO-TORQ®, instale la tuerca en la espiga yapriete a mano. Mientras rota la maza,apriete la tuerca a 300 pies-lbs de torque(407 N•m). No regrese la tuerca.
b.) Instale el seguro con las piernas dobladasapuntando hacia afuera. Inserte el seguro enla ranura de la tuerca y coloque ellocalizador del seguro en la ranura delocalización de la espiga. Si el localizadordel seguro no se alinea con la ranura delocalización de la espiga, apriete la tuerca
a ConMet al 800-547-9473 o www.conmet.com) paradetalles completos.
En algunos casos parte del sellopuede permanecer en la espigadespués de que la maza ha sidoremovida. Cuando remueva estaparte del sello debe tenercuidado de no raspar, marcar odañar la espiga o el tope delbalero.
INSTALACIONEl siguiente procedimiento describe la instalación deuna maza ConMet PreSet™ como un subensamblecompleto. No incluye la reparación, reconstrucción oservicio de componentes de la maza PreSet™.Contacte a ConMet® al tel. 800-547-9473 (o www.conmet.com) para detalles de inspección,servicio y reemplazo de componentes individuales dela maza PreSet.
1. Todas las mazas PreSet son embarcadas listaspara instalación con una capa fina de lubricanteen los baleros (lubricante adicional será añadidodespués de la instalación).
2. Lubrique la espiga con grasa NLGI #2.
PRECAUCION: No permita que la maza PreSetsea soportada en la espiga solopor el balero interno y el sello.Esto puede desalinear el selloen el agujero de la maza ycausar falla prematura.
3. Mientras sujeta el balero externo en su lugar,instale la maza PreSet completamente en laespiga del eje con un movimiento suave y firme.Permita que el tubo de alineación temporalplástico, si esta presente, sea empujado haciaafuera de la maza PreSet mientras esta seainstalada en la espiga. Deseche el tubo dealineación plástico (si esta instalado).
NOTA: Una vez que la maza esta en la espiga, nuncaremueva el balero externo. El remover elbalero externo puede causar que el sello sedesalinie, resultando en la falla prematura delsello.
4. Remueva y deseche la cubierta plástica de losbaleros para que se pueda instalar el sistema detuercas de la espiga.
5. Instale el sistema de tuercas de la espiga.

45L496SP C
ligeramente hasta que se alinie. No aprietela tuerca PRO-TORQ más de el ancho de undiente (6 grados).
c.) Enganche los dientes iguales.
d.) Usando un desarmador, comprima e insertelos brazos del seguro, uno a la vez, en laranura de la tuerca.
ADVERTENCIA: NO DOBLE O MANIPULE ELLOCALIZADOR DEL SEGURO. ELHACERLO PUEDE CAUSAR QUEEL LOCALIZADOR SE ROMPA,PERMITIENDO QUE LA RUEDASE SALGA Y CAUSE DAÑOSPERSONALES.
e.) Inspeccione la instalación. Asegúrese que ellocalizador del seguro y los brazos delseguro estén completamente insertados enla ranura de la tuerca. Inspeccione ellocalizador del seguro para verificar que nohaga contacto con la parte inferior de laranura de localización de la espiga. Siexiste contacto, notifique inmediatamente asu representante de PRO-TORQ®.
f.) Verifique que la maza rote libremente.
6. Instale un nuevo sello de la tapa de la maza y latapa de la maza.
NOTA: Los agujeros para los tornillos de la tapade la maza deben estar libres desuciedad, tal como sellador, paraasegurar que los tornillos se aprietenadecuadamente y evitar fugas. El tapónde ventilación debe estar también limpio ylibre de suciedad. Remueva cualquierrebaba u orilla filosa de la tapa de lamaza. Siempre use un sello nuevo.
7. Usando un patrón en cruz, apriete los tornillosde la tapa de la maza a 12-18 pies-lbs detorque (16-24 N•m).
8. Añada lubricante. Las mazas ConMet PreSet™pueden ser lubricadas con aceite o grasasemifluída:
Aceite Lubricante:Use cualquier aceite aprobado para uso conbaleros de ajuste manual (consulte lapublicación TMC RP 631 para recomendacionesde aceite).
Algunas mazas ConMet PreSet tienen un agujerode llenado, localizado en un costado de la mazaaproximadamente entre ambos baleros, paraañadir el lubricante. Si usted esta utilizando unaceite lubricante, llene la maza con aceite, yasea a través de la tapa de la maza o a travésdel agujero de llenado.
Asegúrese que la tapa de la maza es llenadaadecuadamente a la marca de “oil level” en lacara frontal de la tapa de la maza. Note quedebe de darle suficiente tiempo al aceite paraque se asiente antes de hacer una verificaciónfinal del nivel de aceite (puede ser necesarioañadir aceite más de una vez para llenaradecuadamente la maza).
Lubricante Grasa SemifluídaLa grasa semifluída debe ser únicamente usadaen las mazas ConMet PreSet que tienen unagujero de llenado en un costado de la maza.
Remueva el tapón del agujero de llenado en elcostado de la maza. Llene la maza con lacantidad especificada de grasa semifluída atemperatura ambiente (60° F, 16° C):
Instale el tapón en el agujero de llenado yapriete a 20-25 pies-lbs de torque (27-34N•m).
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
��
��
�������� ����������� ��������� �������
%+�
�+�
%&+&
)%+)

46L496SP C
PROCEDIMIENTOS PARA MAZA HUS™INTRODUCCIONLa maza HUS™ (figura 64) es un ensamble perma-nentemente sellado y lubricado diseñado para ayu-dar a reducir el mantenimiento de la terminal de larueda.
Las siguientes características son únicas de la mazaHUS y ayudan a distinguirla de otras mazas encon-tradas en las suspensiones INTRAAX®:
• Esta construída de acero y es manufacturada por SKF.• La tapa de la maza se atornilla a la maza y no
esta preparada para añadir lubricante.• Información de garantía y servicio esta estampada
en la tapa de la maza.• El sistema de tuercas de la espiga del eje de
cuatro piezas consiste de una arandela, una tuer-ca interna gruesa, una arandela de seguridad conpestañas doblables y una tuerca externa delgada.La tuerca interna también tiene información deinstalación estampada.
Debido a que el sistema de tuercas de la espiga esúnico para la maza HUS, no es intercambiable conotros ensambles de maza INTRAAX u otras mazasselladas.
A excepción del sello interno, la tapa de la maza, elsello O-ring de la tapa de la maza, los birlos y las
tuercas, no hay componentes de servicio en la mazaHUS. De ser necesario, la maza HUS deberá serreemplazada como un ensamble completo.
INSPECCIONES E INTERVALOS DE INSPECCIONA intervalos regulares, la maza HUS deberá ser verifi-cada por fugas en los sellos, rotación libre y juegoaxial.
Adicionalmente a los intervalos listados abajo, lastres inspecciones deberán ser realizadas en cadacambio de pastas de frenos, debido a que la terminalde la rueda estará desensamblada suficientementepara que estas inspecciones puedan realizarse.Adicionalmente a las inspecciones en el cambio defrenos, siempre mantenga las prácticas de manteni-miento preventivo e inspecciones antes de los viajes.
Cada Tres MesesVisualmente inspeccione la parte trasera de la mazay la tapa de la maza por fugas. Consulte la secciónVERIFICACION DE FUGAS EN LOS SELLOS paradetalles completos de inspección.
Cada 12 meses o 100,000 millas (160,000 km), loque ocurra primeroVisualmente inspeccione la parte trasera de la mazay la tapa de la maza por fugas y verifique la mazaHUS por rotación libre. Consulte la sección
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
Sello interno
Figura 64. Identificación de partes de la terminal de la rueda HUS™
Maza HUS™(unidad pre-ensamblada)
Arandela
Tuerca interna (más gruesa que la tuerca externa)
Arandela de seguridad
Tuerca externa
Sello O-ring de la tapa de la maza
Tapa de lamaza
Partes de Reemplazo de la Terminal de la RuedaHUS™(BTF-0083)
(contacte a Chicago Rawhide al tel. 800-882-0008)
# Parte DescripciónST91 Birlo, corto (91mm)ST113 Birlo, largo (113mm)SK831 Kit de servicio (incluye el sello O-ring de la
tapa de la maza, sello interno y lubricante)SK832 Kit de tuercas de la espiga (incluye aran-
dela, tuerca interna, arandela de seguridady tuerca externa)
1390 Tapa de la maza con sello O-ring454051 Sello O-ring de la tapa de la maza solamenteLH0083A Maza, birlos cortos con ABS (incluye SK831)LH0083B Maza, birlos largos con ABS (incluye SK831)
Espiga HUS™

47L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
VERIFICACION DE ROTACION LIBRE para detalles completos de inspección. Si la maza se siente dura,sonajea o no rota libremente, contacte al departamento de servicios técnicos de Hendricksonal tel. (81) 8156-1300 para mayor asistencia.
VERIFICACION DE FUGAS EN LOS SELLOS 1. Verifique la parte trasera de la maza.
La maza HUS™ se llena de grasa en la fábricadurante el proceso de ensamble. La grasa es con-tenida dentro de la maza por un sello de grasa inter-no integral. Una pequeña cantidad de grasa puedeser visible en este sello. Esto se considera normal yno indica una fuga del sello. Si el sello esta fugan-do, una gran cantidad de grasa estará presente en laparte trasera de la maza (figura 65). Si usted ve estacondición, reemplace la maza.
Durante la instalación de la maza, una pequeña can-tidad de grasa puede aparecer en la unión del topedel balero interno y la maza (figura 66). Esto también es normal y no indica una fuga del sello.
Pequeñas cantidades de grasa pueden también servisibles en el otro lado de la maza en el sello externode la maza (figura 67). Esto también es normal yno indica una fuga del sello. Sin embargo, si unacantidad grande de grasa es visible, el sello estafugando y la maza debe ser reemplazada.
VERIFICACION DE ROTACION LIBRE1. Rote la maza en ambas direcciones. Verifique
que la rotación sea libre y silenciosa.
2. Si los baleros se sienten duros o sonajean,contacte al departamento de servicios técnicosde Hendrickson.
VERIFICACION DE JUEGO AXIALEste procedimiento debe ser llevado a cabo cuandola verificación de rotación revela una rotación dura oruidosa y el departamento de servicios técnicos deHendrickson le ha indicado que lleve a cabo estaverificación.
Figura 65. Verifique la parte trasera de la maza por fugas degrasa por el sello
Figura 66. Grasa normalmente presente en el tope del balerointerno
Grasa puedeaparecer enesta área
Tope del balerointerno
Figura 67. Grasa normalmente presentente en el sello externo dela maza
Sello externo de la maza Grasa
Indicadorde carátula
Puntero
Base magnética
Figura 68. Colocando el indicador de carátula para verificar eljuego axial

48L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
6. Lea el valor en el indicador de carátula. Estevalor indica el juego axial. El juego axialcorrecto deberá estar entre 0.000 y 0.005pulgadas. Si el juego axial es excesivo (más de0.005 pulgadas), contacte al departamento deservicios técnicos de Hendrickson para recibirmayor asistencia. NO intente remover la mazasin antes contactar a Hendrickson.
REMOCIONLa maza HUS™ es un emsable permanente selladoy lubricado diseñado para ayudar a reducir el man-tenimiento de la terminal de la rueda. A excepcióndel sello interno, la tapa de la maza, el sello O-ringde la tapa de la maza, los birlos y las tuercas, nohay componentes de servicio en la maza HUS. Deser necesario, la maza HUS deberá ser reemplazadacomo un ensamble completo.
IMPORTANTE: NO intente remover los baleros de lamaza, sellos o lubricante del ensam-ble. El remover cualquiera de estoscomponentes cancelará la garantía.
Bajo condiciones normales de operación, no esnecesario remover la maza HUS del eje. La únicaexcepción es cuando se requiera reemplazar birlosdañados o rotos. Si ese es el caso, utilice el si-guiente procedimiento para remover la maza HUS.
1. Obtenga un kit de servicio para maza HUS.Contacte a Chicago Rawhide al tel. 800-882-0008 y solicite el número de parte SK831.
El kit de servicio consiste de un tubo lubricantemarca Molykote D, un sello interno y un sello O-ring de la tapa de la maza. Siempre que lamaza HUS es removida de la espiga, el sellointerno debe ser reemplazado, toda la espiga(con excepción de las cuerdas de la espiga) y elagujero de la maza deben ser limpiados yrelubricados con Molykote D y el sello O-ring dela tapa de la maza debe ser inspeccionado yreemplazado (de ser necesario. Consulte elPROCEDIMIENTO DE INSPECCION DEL SELLO O-RING DE LA TAPA DE LA MAZA en la página53 para más detalles de inspección).
2. Remueva el ensamble llanta/rin.
PRECAUCION: Remueva las tuercas del rinpara remover el ensamblellanta/rin. No remueva lastuercas de la espiga interna yexterna y luego intente remover
1. Coloque la base magnética del indicador decarátula en el extremo de la espiga.
2. Ajuste el indicador de carátula de tal manera queel apuntador toque la maza (figura 68).
3. Ligeramente rote la maza en ambas direccionesmientras empuja la maza hacia adentro hastaque la lectura del indicador de carátulapermanezca constante (figura 69).
4. Coloque el indicador en cero.
5. Estire la maza hacia afuera hasta que la lecturadel indicador de carátula permanezca constante(figura 70). NO rote la maza.
Figura 69. Empuje la maza hacia adentro mientras rota enambas direcciones
Rote la mazay empuje
Estire la maza(NO rote)
Figura 70. Estire la maza hacia afuera

49L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
el ensamble llanta/rin, tamborde freno y maza como unensamble. El clip dentro delagujero de la maza (figura 73)puede desengancharsecausando que se desensamblela maza. Pueden resultar dañosa los componentes.
3. Libere las zapatas de freno y remueva el tamborde freno.
4. Remueva la tapa de la maza rotándola en contrade las manecillas del reloj (figura 71).
5. Usando un desarmador u otra herramientaadecuada, desdoble las dos pestañas de laarandela de seguridad para que no interfierancon la tuerca externa (figura 72).
PRECAUCION: Mantenga la herramienta encontacto con las pestañas de laarandela de seguridad. Si laherramienta se resbala de laspestañas, pueden ocurrir dañosal sello externo de la maza.
NOTA: Debido al alto torque de instalación (700pies-lbs, 949 N•m), un multiplicador detorque puede ser útil cuando se remuevan lastuercas de la espiga interna y externa en elsiguiente paso.
6. Remueva la tuerca externa de la espiga,arandela de seguridad, tuerca interna de laespiga y la arandela (todas las partes puedenser vistas en la figura 64). Tenga cuidadocuando remueva la tuerca interna de la espigapara prevenir daños al sello externo de la maza.
NOTA: Con la tuerca externa, arandela de seguridad,tuerca interna y arandela removidas, es posiblever la mayor parte del sello externo de lamaza. Pequeñas cantidades de grasa puedenser visibles (figura 67). Esto se consideranormal y no indica una fuga del sello.Sin embargo, si el sello esta fugando, unagran cantidad de grasa es visible y la mazadebe ser reemplazada.
ADVERTENCIA: CUANDO REMUEVA LA MAZA DELA ESPIGA DEL EJE EN ELSIGUIENTE PASO, ESTIRECUIDADOSAMENTE LA MAZA DELA ESPIGA TAN RECTO COMOSEA POSIBLE PARA EVITAR QUESE DESENGANCHE EL CLIPDENTRO DEL AGUJERO DE LAMAZA (FIGURA 73). SI EL CLIPSE DESENGANCHA, LA MAZA SEDESENSAMBLARA, LO QUEPUEDE CONTAMINAR ELLUBRICANTE Y CANCELAR LAGARANTIA. DAÑOS A LOSCOMPONENTES PUEDENRESULTAR.
Figura 71. Removiendo la tapa de la maza
Tapa dela maza
Pestañas
Figura 72. Desdoblando las pestañas de la arandela deseguridad
Tuercaexterna
Figura 73. Evite desenganchar el clip dentro del agujero de lamaza
Clip
Agujero de lamaza
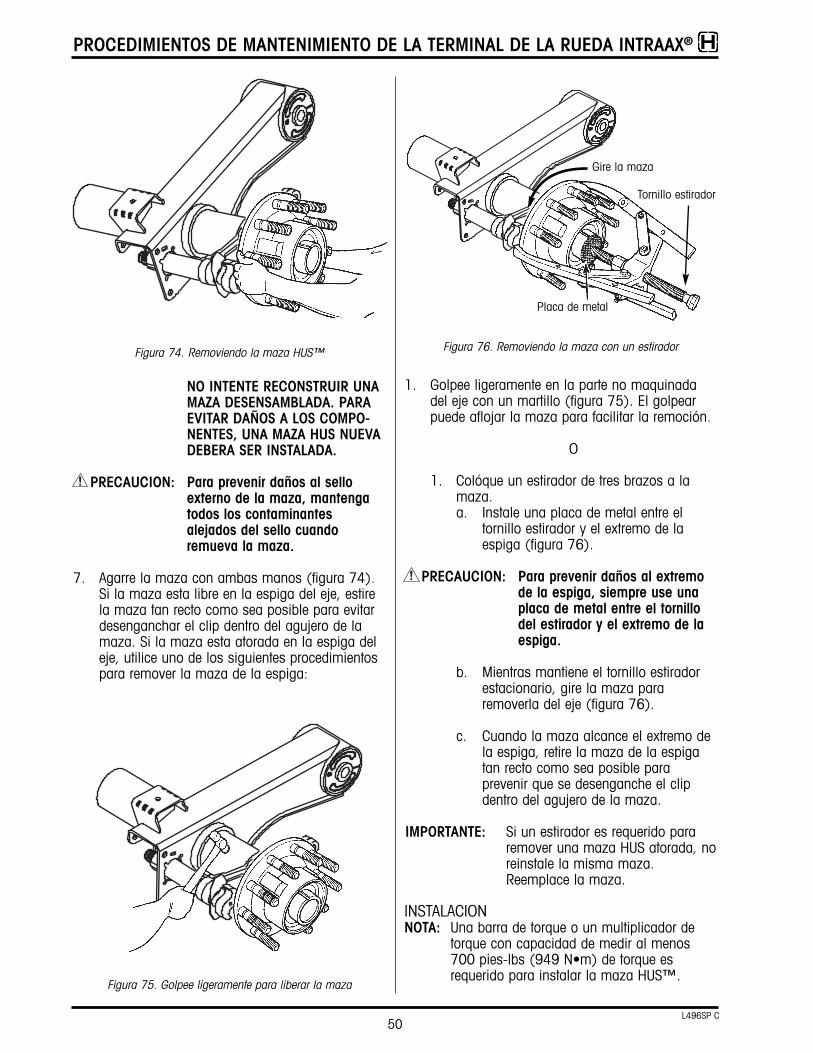
50L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
NO INTENTE RECONSTRUIR UNAMAZA DESENSAMBLADA. PARAEVITAR DAÑOS A LOS COMPO-NENTES, UNA MAZA HUS NUEVADEBERA SER INSTALADA.
PRECAUCION: Para prevenir daños al selloexterno de la maza, mantengatodos los contaminantesalejados del sello cuandoremueva la maza.
7. Agarre la maza con ambas manos (figura 74).Si la maza esta libre en la espiga del eje, estirela maza tan recto como sea posible para evitardesenganchar el clip dentro del agujero de lamaza. Si la maza esta atorada en la espiga deleje, utilice uno de los siguientes procedimientospara remover la maza de la espiga:
1. Golpee ligeramente en la parte no maquinadadel eje con un martillo (figura 75). El golpearpuede aflojar la maza para facilitar la remoción.
O
1. Colóque un estirador de tres brazos a lamaza.a. Instale una placa de metal entre el
tornillo estirador y el extremo de laespiga (figura 76).
PRECAUCION: Para prevenir daños al extremode la espiga, siempre use unaplaca de metal entre el tornillodel estirador y el extremo de laespiga.
b. Mientras mantiene el tornillo estiradorestacionario, gire la maza pararemoverla del eje (figura 76).
c. Cuando la maza alcance el extremo dela espiga, retire la maza de la espigatan recto como sea posible paraprevenir que se desenganche el clipdentro del agujero de la maza.
IMPORTANTE: Si un estirador es requerido pararemover una maza HUS atorada, noreinstale la misma maza.Reemplace la maza.
INSTALACIONNOTA: Una barra de torque o un multiplicador de
torque con capacidad de medir al menos700 pies-lbs (949 N•m) de torque esrequerido para instalar la maza HUS™.
Figura 74. Removiendo la maza HUS™ Figura 76. Removiendo la maza con un estirador
Placa de metal
Gire la maza
Tornillo estirador
Figura 75. Golpee ligeramente para liberar la maza

51L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
Siempre que una maza HUS™ es removida de laespiga, el sello interno debe ser reemplazado antesde instalar la maza. Utilice el siguiente procedimientopara reemplazar el sello interno.
1. Cuidadosamente remueva el sello internoexistente (figura 77). Tenga cuidado de no rayar,golpear o marcar el agujero de la maza cuandoremueva el sello.
2. Instale el nuevo sello interno en la ranura interna(figura 78) en la maza. Cuando esta orientadoadecuadamente para la instalación, el diámetrointerno del sello interno se inclina hacia el cen-tro. No force el sello interno en la ranura interna.
PRECAUCION: Para prevenir daños al selloexterno de la maza, mantengatodos los contaminantesalejados del sello cuando instalela maza.
Para prevenir daños a loscomponentes de la maza HUS,no utilice solventes para limpiarel agujero de la maza. Lossolventes pueden entrar a lamaza y contaminar el lubricante.
No intente instalar la maza,tambor de frenos y ensamblellanta/rin como un soloensamble. El clip dentro delagujero de la maza puededesengancharse causando quese desensamble la maza.Pueden resultar daños a loscomponentes.
3. Remueva la grasa usada de la espiga del eje,cuerdas del eje y agujero de la maza limpiandocon una toalla limpia.
4. Verifique la espiga del eje y el agujero de lamaza por rayaduras, golpes o marcas. De sernecesario, repárelos con una lija.
5. Utilice sus dedos para verificar que el lado deltope del balero en el eje y el lado de la mazaque hace contacto con este tope estencompletamente libres de suciedad (figura 79).
PRECAUCION: Prevenga que la suciedad entreen la unión entre la maza y eltope del balero en el eje. Si lasuciedad es atrapada en estaunión, puede crear un espacioque permitira que entre agua alárea de la espiga del eje y causecorrosión.
6. Use grasa para espigas Molykote D para lubricartoda la espiga del eje (excepto las cuerdas),incluyendo el área de los baleros y el lado de lamaza del tope del balero. NO permita que ellubricante haga contacto con las cuerdas de laespiga.
PRECAUCION: Cuando instale la maza en laespiga en el siguiente paso,alinie el agujero de la maza enforma recta en la espiga paraevitar que el clip dentro delagujero de la maza sedesenganche (figura 73). Si elclip se desengancha, la maza sedesensamblará, lo cualcontaminará el lubricante ycancelará la garantía.
Sello interno
Maza HUS™
Figura 77. Ubicación del sello interno
Sello interno
Ranura interna
Figura 78. Detalles de Instalación del sello interno
Diámetro interno(debe inclinarse haciael centro)

52L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
No intente reconstruir una mazadesensamblada. Para evitardaños a los componentes, unamaza HUS™ nueva deberá serinstalada.
PRECAUCION: Cuando instale la maza en laespiga en el siguiente paso, noforce la maza para que entre enla espiga. La maza puedeatorarse en la espiga resultandoen daños a los componentes.También asegúrese que el sellointerno no se salga de la ranurainterna. Si el sello interno sesale de la ranura, remueva lamaza e inspeccione el sellointerno por razgaduras antes dereinstalar el sello interno yreintentar la instalación de lamaza.
7. Cuidadosamente alinie el agujero de la maza enla espiga y deslice la maza en forma recta en laespiga. Golpee ligeramente en la parte nomaquinada del eje con un martillo para ayudara facilitar la instalación de la maza. La mazaesta correctamente instalada cuando hacecontacto con el tope del balero.
No force la maza a que entre en la espiga. Si lamaza no se desliza fácilmente en la espiga,cuidadosamente remueva la maza de tal maneraque no desenganche el clip dentro del agujerode la maza o dañe el sello interno y repita elpaso 7 hasta que la maza este correctamentealineada.
NOTA: Es normal ver una poca cantidad de grasa enel tope del balero de la espiga cuando lamaza es instalada en la espiga.
8. Instale la arandela interna (figura 64).
NOTA: Cuando instale las tuercas de la espiga en lossiguientes pasos, rote la maza mientrasaprieta las tuercas al torque especificado.
9. Instale la tuerca interna (figura 64). Mientrasrota la maza, use un torquímetro para apretar latuerca interna a 700 pies-lbs de torque (949 N•m). Tenga cuidado de no dañar el selloexterno de la maza cuando apriete la tuercainterna.
10. Instale la tuerca de seguridad (figura 64) yverifique que el localizador este correctamenteinsertado en el localizador de la espiga.
11. Instale la tuerca externa (figura 64). Use untorquímetro para apretar la tuerca externa a 250pies-lbs de torque (340 N•m).
12. Doble dos pestañas de la tuerca externa (figura80).
PRECAUCION: Cuando doble las pestañas de laarandela de seguridad, mantengala herramienta haciendo contac-to con las pestañas. Si laherramienta se resbala de laspestañas, pueden ocurrir dañosal sello externo de la maza.
13. Inspeccione el sello O-ring de la tapa de lamaza y reemplace de ser necesario. Consulte lasección PROCEDIMIENTO DE INSPECCION DELSELLO O-RING DE LA TAPA DE LA MAZA en lapágina 53 para mayores detalles de inspección.
Tope del balero
Figura 79. Asegúrese que el tope del balero este libre desuciedad
Pestañas
Figura 80. Doblando pestañas opuestas de la arandela deseguridad sobre la tuerca externa

53L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
14. Si un nuevo sello O-ring es requerido, instáleloenrollándolo sobre las cuerdas de la tapa de lamaza (figura 81).
15. Instále la tapa de la maza y apriete a 50-75pies-lbs de torque (68-102 N•m).
PROCEDIMIENTO DE INSPECCION DEL SELLO O-RING DE LA TAPA DE LA MAZAEl sello O-ring de la tapa de la maza ayuda a prevenir que la humedad entre a la maza. Un selloO-ring fracturado o cortado permitirá que la humedadpase a la parte interna de la maza lo cual puedereducir la vida de la maza. Por lo tanto, el sello O-ring de la tapa de la maza debe ser reemplazadosi son observadas partes planas, cortes, razgaduraso daños en la superficie.
REMOCION Y REEMPLAZO DE LOS BIRLOS DE LAMAZAReemplazar un birlo fracturado o dañado es el únicoprocedimiento de servicio que requiere remover lamaza HUS™ del eje (excepto por el reemplazo de lamaza). Cuando reemplace un birlo, utilice solo birlosmanufacturados para usarse con la maza HUS(número de parte ST91 para birlos cortos o ST113para birlos largos). Contacte a Chicago Rawhide altel. 800-882-0008 o visite la página www.chicago-rawhide.com para detalles completosde tamaño y para ordenar. Utilice el siguiente proced-imiento para reemplazar un birlo dañado en la mazaHUS.
ADVERTENCIA: EL SIGUIENTE PROCEDIMIENTOREQUIERE EL USO DE UNAPRENSA HIDRAULICA. PARAEVITAR LESIONES PERSONALESSERIAS Y DAÑOS A LOS COMPO-NENTES, SIGA TODAS LASADVERTENCIAS Y PRECAUCIO-NES PROPORCIONADAS POR ELFABRICANTE DE LA PRENSAHIDRAULICA.
1. Remueva la maza utilizando las instrucciones deREMOCION en la página 48.
2. Soporte el lado interno del borde de la mazaperpendicular al cilindro de la prensa.
3. Use el cilindro de la prensa para empujar en elextremo roscado del birlo y forzarlo hacia afuerade la maza (figura 82).
4. Voltee la maza. Soporte el lado externo del bordede la maza perpendicular al cilindro de laprensa.
5. Utilice el cilindro de la prensa para empujar enla cabeza del birlo, aplicando no más de10,000 libras (44,500N) de fuerza para asentarel nuevo birlo.
6. Instale la maza siguiendo las instrucciones deINSTALACION en la página 50.
PREPARANDO LA MAZA HUS PARA LAINSTALACION DEL HUBODOMETROUtilice el siguiente procedimiento para preparar lamaza HUS para la instalación del hubodómetro.
1. Remueva la tapa de la maza.
2. Utilizando la guía en el centro de la tapa de lamaza (figura 83), barrene un agujero de 9/16 depulgada a través de la tapa de la maza.Remueva todos los residuos del barrenado de latapa de la maza.
3. Instale el perno del hubodómetro en el agujerorecién barrenado. Apriete el perno a laespecificación de torque del fabricante.
4. Remueva y deseche el sello O-ring usado de latapa de la maza.
Empiece la instalación del sello O-ring aquí…
Figura 81. Detalles de instalación del sello O-ring de la tapa dela maza
…enrolle sobre las cuerdas de la tapade la maza a su posición final
Figura 82. Removiendo un birlo de la maza
Cilindro dela prensa

54L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
NOTA: Un nuevo sello O-ring de la tapa de la mazadebe ser instalado siempre que la tapa de lamaza sea removida.
5. Instale el nuevo sello O-ring enrollándolo sobrelas cuerdas de la tapa de la maza (figura 81).
6. Instale la tapa de la maza y apriétela a 50-75pies-lbs de torque (68-102 N•m).
Figura 83. Preparación para la instalación del hubodómetro
Guía

55L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
INSTALACION DEL TAMBOR DEFRENOS Y EL ENSAMBLE LLANTA/RINSistemas de montaje piloteado en maza y tuerca-capuchón están disponibles en las suspensionesINTRAAX®.
Con el sistema piloteado en maza, unos bordes depilotaje (los cuales estan maquinados en la maza)centran el tambor de frenos y el ensamble llanta/rinen la maza. El ensamble de la llanta es atornilladopor una tuerca sencilla en cada birlo de la mazapara ambas aplicaciones de llanta sencilla y dual(figura 84).
Con el sistema de tuerca-capuchón (también conoci-da como asiento de bola, tuerca de bola o sistemade doble tuerca), el tambor de freno es centrado enun borde piloteador igual que en el sistema depiloteado en maza, pero un área de contacto deradio esférico entre la tuerca de montaje y el rin cen-tra el rin en la maza (figura 85). Todo el ensamblees apretado por una tuerca sencilla en cada birlo dela maza (para aplicaciones de llanta sencilla) o poruna tuerca interna y externa en cada birlo de lamaza (para aplicaciones de llanta dual).
Figura 84. Sistema de montaje de rin piloteado en maza
TuercaSencillo Dual
Bordes Piloteadores
Maza
Ensamble llanta/rin
Tambor de frenos
Figura 85. Sistema de montaje de rin tuerca-capuchón
Sencillo Dual
Maza
Ensamble llanta/rin
Tambor de frenosArea decontactode radioesférico
Tuerca internaTuerca externa

56L496SP C
La siguiente información intenta proporcionar instruc-ciones de instalación básicas del tambor de frenos yde las llantas. Detalles más finos como usar o nousar inhibidores de corrosión, lubricar o no lubricarlos pilotos de la maza, usar o no usar un soporte dellantas o una cadena de suspensión, etc, son deja-dos a la discreción del lector. Consulte las instruc-ciones de instalación del fabricante de la maza y lasprácticas de mantenimiento de servicio e instalaciónde su compañia para detalles completos de insta-lación.
PROCEDIMIENTOS DE INSTALACION1. Limpie todas las superficies de contacto de la
maza, tambor, rines y tuercas.
2. Rote la maza para colocar un borde piloteadoren la posición superior (12 horas).
3. Monte el tambor de frenos en la mazaasentándolo en el piloto del tambor y contra lacara de la maza.
4. Monte el rin en la maza. Una o más tuercas delrin pueden ser colocadas para mantener el rin yel tambor en posición.
5. Apriete la tuerca superior primero. Aplique 50pies-lbs de torque para forzar el rin y el tamborde frenos completamente contra la maza.
6. Instale las siguientes tuercas del rin. Utilizandola secuencia mostrada en la figura 86 u 87,apriete todas las tuercas a 50 pies-lbs de torque(68 N•m).
7. Usando la secuencia mostrada en la figura 86 u87, apriete todas las tuercas a 450-500 pies-lbsde torque (610-678 N•m)
8. Verifique el asentamiento del rin y el tambor defrenos en los bordes piloteadores. Rote la llantay verifique cualquier irregularidad de rotación.
9. Siga los siguientes pasos para la llanta externasi esta equipada.
PRECAUCION: Reapriete todas las tuercas delrin después de 50 a 100 millas.El torque adecuado es esencialpara el servicio, vida e integridadde la terminal de la rueda.
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
Figura 86. Secuencia de apriete para 10 birlos
1
2
8
6
4
97
5
3
10
Figura 87. Secuencia de apriete para 8 birlos
1
2
8
6
4
7
5
3

57L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
RETRACCION DE LAS ZAPATAS DEFRENO O EL BRAZO(S) DE CONTROLDE LA MATRACACuando se remueve el tambor de frenos, en algunassituaciones será necesario retraer ligeramente las za-pata de frenos para que el tambor pueda librar elensamble zapata de frenos/pasta.
Cuando se da servicio a los frenos, en algunas situa-ciones será necesario completamente retraer las za-patas de freno para remover los rodillos de las za-patas de freno y los clips de retención de los rodillos.
Cuando se remueve la leva-S, es necesario retraer elbrazo de control de la matraca de la orquilla paraque la matraca pueda ser removida de la leva-S.
En cada uno de estos casos, la zapata de frenos o elbrazo de control de la matraca son retraídos rotandola tuerca de ajuste manual en la matraca automáti-ca. Matracas manufacturadas por Crewson Brunner,Gunite®, Haldex® o Meritor™ pueden ser encontradasen las suspensiones INTRAAX®. Consulte la figura 88para identificación de los tipos de matraca y las ubi-caciones de las tuercas manuales de ajuste.
1. Para retraer las zapatas de frenos:
Crewson Brunner - Rote la tuerca de ajustemanual de 7/16 de pulgada (figura 88a) encontra de las manecillas del reloj. Cuando rotela tuerca de ajuste utilice presión baja uniformepara evitar dañar el mecanismo interno.
Gunite® - Rote la tuerca de ajuste manual de 7/16
de pulgada (figura 88b) en contra de lasmanecillas del reloj. Cuando rote la tuerca deajuste utilice presión baja uniforme para evitardañar el mecanismo interno. Un sonido puedeser escuchado mientras la tuerca es rotada.
Haldex® - Rote la tuerca de ajuste manual de7/16 de pulgada (figura 88c) en contra de lasmanecillas del reloj. Cuando rote la tuerca deajuste utilice presión baja uniforme para evitardañar el mecanismo interno. Un sonido puedeser escuchado mientras la tuerca es rotada.PARA PREVENIR DAÑOS INTERNOS, NO USE UNAPISTOLA DE IMPACTO.
Meritor™ - La matraca Meritor tiene un ensambledel trinquete que debe ser primero removido o
desenganchado antes de rotar la tuerca deajuste manual.
Si la matraca tiene un ensamble de trinqueteconvencional (roscado, ver figura 88d),remueva el trinquete para desenganchar elmecanismo interno.
Si la matraca tiene un ensamble de trinquete deestiramiento (ver figura 88d), use undesarmador para levantar el botón del trinqueteal menos 1/32 de pulgada para desenganchar elmecanismo interno.
Con el mecanismo interno desenganchado, rotela tuerca de ajuste manual en contra de lasmanecillas del reloj (figura 88d).

58L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®
Ubicación de la matraca
a. Crewson Brunner b. Gunite
c. Haldex d. Meritor
Tuercade ajustemanual
Tuercade ajustemanual
Tuercade ajustemanual
Tuercade ajustemanual
Empuje eltrinquetehaciaarribaTrinquete de
EstiramientoTrinquete convencional
Ensambledel trinquete
Figura 88. Opciones de matracas para INTRAAX®

59L496SP C
PROCEDIMIENTOS DE MANTENIMIENTO DE LA TERMINAL DE LA RUEDA INTRAAX®

www.hendrickson-intl.com
La información contenida en esta literatura era exacta a la fecha de impresión. Cambios en la información pueden haber ocurrido después de la fecha de copyright que no están incluídos.© 2005 Hendrickson USA, L.L.C. (U.S. Rights) Hendrickson International Corporation (Rights Outside U.S.) Derechos ReservadosL496SP Rev C 02-05
Trailer Suspension Systems250 Chrysler Drive, Unit #3Brampton, ON Canada L6S 6B6905.789.1030Fax 905.789.1033
Hendrickson MexicanaAve. Rogelio González Caballero #850-B Parque Industrial Stiva Apodaca, N.L., C.P. 66600 México(52) 81 8156-1300Fax (52) 81 8156-1301
Trailer Suspension Systems2070 Industrial Place SECanton, OH 44707-2641 USA
866.RIDEAIR (743.3247)330.489.0045Fax 800.696.4416


















