Proc
27
Process Capability (Cp, Cpk) and Process Performance (Pp, Ppk) - What's the Difference? By Charles Waxer In the Six Sigma quality methodology, process performance is reported to the organization as a sigma level. The higher the sigma level, the better the process is performing. Another way to report process capability and process performance is through the statistical measurements of Cp, Cpk, Pp, and Ppk. This article will present definitions, interpretations and calculations for Cpk and Ppk though the use of forum quotations. Thanks to everyone below that helped contributed to this excellent reference. Jump To The Following Sections: Definitions Interpreting Cp, Cpk Interpreting Pp, Ppk Differences Between Cpk and Ppk Calculating Cpk and Ppk Definitions Cp = Process Capability. A simple and straightforward indicator of process capability. Cpk = Process Capability Index. Adjustment of Cp for the effect of non-centered distribution. Pp = Process Performance. A simple and straightforward indicator of process performance. Ppk = Process Performance Index. Adjustment of Pp for the effect of non-centered distribution. Interpreting Cp, Cpk "Cpk is an index (a simple number) which measures how close a process is running to its specification limits, relative to the natural variability of the process. The larger the index, the less likely it is that any item will be outside the specs." Neil Polhemus "If you hunt our shoot targets with bow, darts, or gun try this analogy. If your shots are falling in the same spot forming a good group this is a high cP, and when the sighting is adjusted so this tight group of shots is landing on the bullseye, you now have a high cpK." Tommy "Cpk measures how close you are to your target and how consistent you are to around your average performance. A person may be performing with minimum variation, but he can be away from his target towards one of the specification limit, which indicates lower Cpk, whereas Cp will be high. On the other hand, a person may be on average exactly at the target, but the variation in performance is high (but still lower than the tolerance band (i.e. specification interval). In such case also Cpk will be lower, but Cp will be high. Cpk will be higher only when you r meeting the target consistently with minimum variation." Ajit "You must have a Cpk of 1.33 [4 sigma] or higher to satisfy most customers." Joe Perito
Transcript of Proc

Process Capability (Cp, Cpk) and Process Performance (Pp, Ppk) - What's the Difference?
By Charles Waxer
In the Six Sigma quality methodology, process performance is reported to the organization as a sigma level. The higher the sigma level, the better the process is performing.
Another way to report process capability and process performance is through the statistical measurements of Cp, Cpk, Pp, and Ppk. This article will present definitions, interpretations and calculations for Cpk and Ppk though the use of forum quotations. Thanks to everyone below that helped contributed to this excellent reference.
Jump To The Following Sections:
Definitions Interpreting Cp, Cpk Interpreting Pp, Ppk Differences Between Cpk and Ppk Calculating Cpk and Ppk DefinitionsCp = Process Capability. A simple and straightforward indicator of process capability.Cpk = Process Capability Index. Adjustment of Cp for the effect of non-centered distribution.Pp = Process Performance. A simple and straightforward indicator of process performance.Ppk = Process Performance Index. Adjustment of Pp for the effect of non-centered distribution.
Interpreting Cp, Cpk"Cpk is an index (a simple number) which measures how close a process is running to its specification limits, relative to the natural variability of the process. The larger the index, the less likely it is that any item will be outside the specs." Neil Polhemus
"If you hunt our shoot targets with bow, darts, or gun try this analogy. If your shots are falling in the same spot forming a good group this is a high cP, and when the sighting is adjusted so this tight group of shots is landing on the bullseye, you now have a high cpK." Tommy
"Cpk measures how close you are to your target and how consistent you are to around your average performance. A person may be performing with minimum variation, but he can be away from his target towards one of the specification limit, which indicates lower Cpk, whereas Cp will be high. On the other hand, a person may be on average exactly at the target, but the variation in performance is high (but still lower than the tolerance band (i.e. specification interval). In such case also Cpk will be lower, but Cp will be high. Cpk will be higher only when you r meeting the target consistently with minimum variation." Ajit
"You must have a Cpk of 1.33 [4 sigma] or higher to satisfy most customers." Joe Perito
"Consider a car and a garage. The garage defines the specification limits; the car defines the output of the process. If the car is only a little bit smaller than the garage, you had better park it right in the middle of the garage (center of the specification) if you want to get all of the car in the garage. If the car is wider than the garage, it does not matter if you have it centered; it will not fit. If the car is a lot smaller than the garage (six sigma process), it doesn't matter if you park it exactly in the middle; it will fit and you have plenty of room on either side. If you have a process that is in control and with little variation, you should be able to park the car easily within the garage and thus meet customer requirements. Cpk tells you the relationship between the size of the car, the size of the garage and how far away from the middle of the garage you parked the car." Ben
"The value itself can be thought of as the amount the process (car) can widen before hitting the nearest spec limit (garage door edge).Cpk=1/2 means you've crunched nearest the door edge (ouch!) Cpk=1 means you're just touching the nearest edge Cpk=2 means your width can grow 2 times before touching Cpk=3 means your width can grow 3 times before touching"

"The general rule of thumb states that if a Cpk value of a process is less than 1.33, then the process is incapable of producing a repeatable part." Larry Seibel
Interpreting Pp, Ppk"Process Performance Index basically tries to verify if the sample that you have generated from the process is capable to meet Customer CTQs (requirements). It differs from Process Capability in that Process Performance only applies to a specific batch of material. Samples from the batch may need to be quite large to be representative of the variation in the batch. Process Performance is only used when process control cannot be evaluated. An example of this is for a short pre-production run. Process Performance generally uses sample sigma in its calculation; Process capability uses the process sigma value determined from either the Moving Range, Range, or Sigma control charts." Praneet
Differences Between Cpk and Ppk"Cpk is for short term, Ppk is for long term." Sundeep Singh
"Ppk produces an index number (like 1.33) for the process variation. Cpk references the variation to your specification limits. If you just want to know how much variation the process exhibits, a Ppk measurement is fine. If you want to know how that variation will affect the ability of your process to meet customer requirements (CTQ's), you should use Cpk." Michael Whaley
"It could be argued that the use of Ppk and Cpk (with sufficient sample size) are far more valid estimates of long and short term capability of processes since the 1.5 sigma shift has a shaky statistical foundation." Eoin
"Cpk tells you what the process is CAPABLE of doing in future, assuming it remains in a state of statistical control. Ppk tells you how the process has performed in the past. You cannot use it predict the future, like with Cpk, because the process is not in a state of control. The values for Cpk and Ppk will converge to almost the same value when the process is in statistical control. that is because Sigma and the sample standard deviation will be identical (at least as can be distinguished by an F-test). When out of control, the values will be distinctly different, perhaps by a very wide margin." Jim Parnella
"Cp and Cpk are for computing the index with respect to the subgrouping of your data (different shifts, machines, operators, etc.), while Pp and Ppk are for the whole process (no subgrouping). For both Ppk and Cpk the 'k' stands for 'centralizing facteur'- it assumes the index takes into consideration the fact that your data is maybe not centered (and hence, your index shall be smaller). It is more realistic to use Pp & Ppk than Cp or Cpk as the process variation cannot be tempered with by inappropriate subgrouping. However, Cp and Cpk can be very useful in order to know if, under the best conditions, the process is capable of fitting into the specs or not.It basically gives you the best case scenario for the existing process." Chantal
"Cp should always be greater than 2.0 for a good process which is under statistical control. For a good process under statistical control, Cpk should be greater than 1.5." Ranganadha Kumar
"As for Ppk/Cpk, they mean one or the other and you will find people confusing the definitions and you WILL find books defining them versa and vice versa. You will have to ask the definition the person is using that you are talking to." Joe Perito
"I just finished up a meeting with a vendor and we had a nice discussion of Cpk vs PPk. We had the definitions exactly reversed between us. The outcome was to standardize on definitions and move forward from there. My suggestion to others is that each company have a procedure or document (we do not) which has the definitions of Cpk and Ppk in it. This provides everyone a standard to refer to for WHEN we forgot or get confused." John Adamo
"The Six Sigma community standardized on definitions of Cp, Cpk, Pp, and Ppk from AIAG SPC manual page 80. You can get the manual for about $7." Gary
Calculating Cpk and Ppk"Cp = (USL - LSL)/6*Std.DevCpl = (Mean - LSL)/3*Std.devCpu = (USL-Mean)/3*Std.devCpk = Min(Cpl,Cpu)" Ranganadha Kumar
"Cpk is calculated using an estimate of the standard deviation calculated using R-bar/d2. Ppk uses the usual form of the standard deviation ie the root of the variance or the square root of the sum of squares divided by n-1. The R-bar/D2 estimation of the standard deviation has a smoothing effect and the Cpk statistic is less sensitive to points which are further away from the mean than is Ppk." Eoin

"Cpk is calculated using RBar/d2 or SBar/c4 for Sigma in the denominator of you equation. This calculation for Sigma REQUIRES the process to be in a state of statistical control. If not in control, your calculation of Sigma (and hence Cpk) is useless - it is only valid when in-control." Jim Parnella
"You can have a 'good' Cpk yet still have data outside the specification, and the process needs to be in control before evaluating Cpk." Matt














Standard deviation
From Wikipedia, the free encyclopedia
(Redirected from Standard deviations)Jump to: navigation, searchIn probability and statistics, the standard deviation of a probability distribution, random variable, or population or multiset of values is a measure of the spread of its values. It is usually denoted with the letter σ (lower case sigma). It is defined as the square root of the variance.
To understand standard deviation, keep in mind that variance is the average of the squared differences between data points and the mean. Variance is tabulated in units squared. Standard deviation, being the square root of that quantity, therefore measures the spread of data about the mean, measured in the same units as the data.
Said more formally, the standard deviation is the root mean square (RMS) deviation of values from their arithmetic mean.
For example, in the population {4, 8}, the mean is 6 and the deviations from mean are {−2, 2}. Those deviations squared are {4, 4} the average of which (the variance) is 4. Therefore, the standard deviation is 2. In this case 100% of the values in the population are at one standard deviation of the mean.
The standard deviation is the most common measure of statistical dispersion, measuring how widely spread the values in a data set are. If many data points are close to the mean, then the standard deviation is small; if many data points are far from the mean, then the standard deviation is large. If all the data values are equal, then the standard deviation is zero.
For a population, the standard deviation can be estimated by a modified standard deviation (s) of a sample. The formulas are given below.
Given a random variable (in blue), the standard deviation σ is a measure of the spread of the values of the random variable away from its mean μ.
[edit] Definition and calculation
[edit] A simple exampleSuppose we wished to find the standard deviation of the set of the numbers 4 and 8.
Step 1: find the arithmetic mean (or average) of 4 and 8,
(4 + 8) / 2 = 6. Step 2: find difference between each number and the mean,
4 − 6 = − 2 8 − 6 = 2.
Step 3: square each of the differences
( − 2)2 = 422 = 4.
Step 4: sum the obtained differences,
4 + 4 = 8. Step 5: divide the sum by the count of numbers (here we have two numbers),

8 / 2 = 4. Step 6: take the non-negative square root of the quotient,
So, the standard deviation is 2.
[edit] Standard deviation of a random variableThe standard deviation of a random variable X is defined as:
where E(X) is the expected value of X, and Var(X) is the Variance of X.
Not all random variables have a standard deviation, since these expected values need not exist. For example, the standard deviation of a random variable which follows a Cauchy distribution is undefined because its E(X) is undefined.
If the random variable X takes on the values (which are real numbers) with equal probability, then its standard deviation can be computed as follows. First, the mean of X, , is defined as a summation:
where N is the number of samples taken. Next, the standard deviation simplifies to
In other words, the standard deviation of a discrete uniform random variable X can be calculated as follows:
1. For each value xi calculate the difference between xi and the average value . 2. Calculate the squares of these differences. 3. Find the average of the squared differences. This quantity is the variance σ2. 4. Take the square root of the variance.
The above expression can also be replaced with
Equality of these two expressions can be shown by a bit of algebra:
[edit] Estimating population standard deviation from sample standard deviationIn the real world, finding the standard deviation of an entire population is unrealistic except in certain cases, such as standardized testing, where every member of a population is sampled. In most cases, the standard deviation is estimated by examining a random sample taken from the population. The most common measure used is the sample standard deviation, which is defined by
where is the sample and is the mean of the sample. The denominator N − 1 is the number of degrees of freedom in the vector .
The reason for this definition is that s2 is an unbiased estimator for the variance σ2 of the underlying population, if that variance exists and the sample values are drawn independently with replacement. However, s is not an unbiased estimator for the standard deviation σ; it tends to underestimate the population standard deviation. Although an unbiased estimator for σ is known when the random variable is normally distributed, the formula is complicated and amounts to a minor correction. Moreover, unbiasedness, in this sense of the word, is not always desirable; see bias of an estimator.
Another estimator sometimes used is the similar expression
This form has a uniformly smaller mean squared error than does the unbiased estimator, and is the maximum-likelihood estimate when the population is normally distributed.
[edit] Standard deviation of a continuous random variableContinuous distributions usually give a formula for calculating the standard deviation as a function of the parameters of the distribution. In general, the standard deviation of a continuous random variable X with probability density function p(x) is
Where

[edit] ExampleWe will show how to calculate the standard deviation of a population. Our example will use the ages of four young children: { 5, 6, 8, 9 }.
Step 1. Calculate the mean average, :
We have N = 4 because there are four data points:
Replacing N with 4 This is the mean.
Step 2. Calculate the standard deviation, . (Since the four values represent the entire population, we do not use the formula for estimated standard deviation in this case):
Replacing N with 4 Replacing with 7
So the standard deviation of the ages of the four children is the square root of 2.5, or approximately 1.58.
Were this set a sample drawn from a larger population of children, and the question at hand was an estimate of the standard deviation of the population, convention would replace the denominator N (or 4) in step 2 here with N−1 (or 3).
[edit] Interpretation and applicationA large standard deviation indicates that the data points are far from the mean and a small standard deviation indicates that they are clustered closely around the mean.
For example, each of the three data sets {0, 0, 14, 14}, {0, 6, 8, 14} and {6, 6, 8, 8} has a mean of 7. Their standard deviations are 7, 5, and 1, respectively. The third set has a much smaller standard deviation than the other two because its values are all close to 7. In a loose sense, the standard deviation tells us how far from the mean the data points tend to be. It will have the same units as the data points themselves. If, for instance, the data set {0, 6, 8, 14} represents the ages of four siblings in years, the standard deviation is 5 years.
As another example, the data set {1000, 1006, 1008, 1014} may represent the distances traveled by four athletes in 3 minutes, measured in meters. It has a mean of 1007 meters, and a standard deviation of 5 meters.
Standard deviation may serve as a measure of uncertainty. In physical science for example, the reported standard deviation of a group of repeated measurements should give the precision of those measurements. When deciding whether measurements agree with a theoretical prediction, the standard deviation of those measurements is of crucial importance: if the mean of the measurements is too far away from the prediction (with the distance measured in standard deviations), then we consider the measurements as contradicting the prediction. This makes sense since they fall outside the range of values that could reasonably be expected to occur if the prediction were correct and the standard deviation appropriately quantified. See prediction interval.
[edit] Real-life examplesThe practical value of understanding the standard deviation of a set of values is in appreciating how much variation there is from the "average" (mean).
[edit] WeatherAs a simple example, consider average temperatures for cities. While two cities may each have an average temperature of 60 °F, it's helpful to understand that the range for cities near the coast is smaller than for cities inland, which clarifies that, while the average is similar, the chance for variation is greater inland than near the coast.
So, an average of 60 occurs for one city with highs of 80 °F and lows of 40 °F, and also occurs for another city with highs of 65 and lows of 55. The standard deviation allows us to recognize that the average for the city with the wider variation, and thus a higher standard deviation, will not offer as reliable a prediction of temperature as the city with the smaller variation and lower standard deviation.
[edit] SportsAnother way of seeing it is to consider sports teams. In any set of categories, there will be teams that rate highly at some things and poorly at others. Chances are, the teams that lead in the standings will not show

such disparity, but will be pretty good in most categories. The lower the standard deviation of their ratings in each category, the more balanced and consistent they might be. So, a team that is consistently bad in most categories will have a low standard deviation. A team that is consistently good in most categories will also have a low standard deviation. A team with a high standard deviation might be the type of team that scores a lot (strong offense) but also concedes a lot (weak defense), or, vice versa, that might have a poor offense but compensates by being difficult to score on—teams with a higher standard deviation will be more unpredictable.
Trying to predict which teams, on any given day, will win, may include looking at the standard deviations of the various team "stats" ratings, in which anomalies can match strengths vs. weaknesses to attempt to understand what factors may prevail as stronger indicators of eventual scoring outcomes.
In racing, a driver is timed on successive laps. A driver with a low standard deviation of lap times is more consistent than a driver with a higher standard deviation. This information can be used to help understand where opportunities might be found to reduce lap times.
[edit] FinanceIn finance, standard deviation is a representation of the risk associated with a given security (stocks, bonds, property, etc.), or the risk of a portfolio of securities. Risk is an important factor in determining how to efficiently manage a portfolio of investments because it determines the variation in returns on the asset and/or portfolio and gives investors a mathematical basis for investment decisions. The overall concept of risk is that as it increases, the expected return on the asset will increase as a result of the risk premium earned - in other words, investors should expect a higher return on an investment when said investment carries a higher level of risk.
For example, you have a choice between two stocks: Stock A historically returns 5% with a standard deviation of 10%, while Stock B returns 6% and carries a standard deviation of 20%. On the basis of risk and return, an investor may decide that Stock A is the better choice, because Stock B's additional percentage point of return generated (an additional 20% in dollar terms) is not worth double the degree of risk associated with Stock A. Stock B is likely to fall short of the initial investment more often than Stock A under the same circumstances, and will return only one percentage point more on average. In this example, Stock A has the potential to earn 10% more than the expected return, but is equally likely to earn 10% less than the expected return.
Calculating the average return (or arithmetic mean) of a security over a given number of periods will generate an expected return on the asset. For each period, subtracting the expected return from the actual return results in the variance. Square the variance in each period to find the effect of the result on the overall risk of the asset. The larger the variance in a period, the greater risk the security carries. Taking the average of the squared variances results in the measurement of overall units of risk associated with the asset. Finding the square root of this variance will result in the standard deviation of the investment tool in question. Use this measurement, combined with the average return on the security, as a basis for comparing securities.
[edit] Geometric interpretationTo gain some geometric insights, we will start with a population of three values, x1, x2, x3. This defines a point P = (x1, x2, x3) in R3. Consider the line L = {(r, r, r) : r in R}. This is the "main diagonal" going through the origin. If our three given values were all equal, then the standard deviation would be zero and P would lie on L. So it is not unreasonable to assume that the standard deviation is related to the distance of P to L. And that is indeed the case. Moving orthogonally from P to the line L, one hits the point:
whose coordinates are the mean of the values we started out with. A little algebra shows that the distance between P and R (which is the same as the distance between P and the line L) is given by σ√3. An analogous formula (with 3 replaced by N) is also valid for a population of N values; we then have to work in RN.
[edit] Rules for normally distributed data
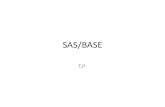
Dark blue is less than one standard deviation from the mean. For the normal distribution, this accounts for 68.27 % of the set; while two standard deviations from the mean (medium and dark blue) account for 95.45 %; and three standard deviations (light, medium, and dark blue) account for 99.73 %.In practice, one often assumes that the data are from an approximately normally distributed population. This is frequently justified by the classical central limit theorem, which says that sums of many independent, identically-distributed random variables tend towards the normal distribution as a limit. If that assumption is justified, then about 68 % of the values are within 1 standard deviation of the mean, about 95 % of the values

are within two standard deviations and about 99.7 % lie within 3 standard deviations. This is known as the 68-95-99.7 rule, or the empirical rule
The confidence intervals are as follows:
σ 68.26894921371%
2σ 95.44997361036%
3σ 99.73002039367%
4σ 99.99366575163%
5σ 99.99994266969%
6σ 99.99999980268%
7σ 99.99999999974%
For normal distributions, the two points of the curve which are one standard deviation from the mean are also the inflection points.
[edit] Chebyshev's inequalityChebyshev's inequality proves that in any data set, nearly all of the values will be nearer to the mean value, where the meaning of "close to" is specified by the standard deviation. Chebyshev's inequality entails that for (nearly) all random distributions, not just normal ones, we have the following weaker bounds:
At least 50% of the values are within 1.41 standard deviations from the mean. At least 75% of the values are within 2 standard deviations from the mean. At least 89% of the values are within 3 standard deviations from the mean. At least 94% of the values are within 4 standard deviations from the mean. At least 96% of the values are within 5 standard deviations from the mean. At least 97% of the values are within 6 standard deviations from the mean. At least 98% of the values are within 7 standard deviations from the mean.
And in general:
At least (1 − 1/k2) × 100% of the values are within k standard deviations from the mean.
[edit] Relationship between standard deviation and meanThe mean and the standard deviation of a set of data are usually reported together. In a certain sense, the standard deviation is a "natural" measure of statistical dispersion if the center of the data is measured about the mean. This is because the standard deviation from the mean is smaller than from any other point. The precise statement is the following: suppose x1, ..., xn are real numbers and define the function:
Using calculus, or simply by completing the square, it is possible to show that σ(r) has a unique minimum at the mean:
(This can also be done with fairly simple algebra alone, since σ2(r) is equated to a quadratic polynomial).

The coefficient of variation of a sample is the ratio of the standard deviation to the mean. It is a dimensionless number that can be used to compare the amount of variance between populations with different means.
[edit] Rapid calculation methodsA slightly faster (significantly for running standard deviation) way to compute the population standard deviation is given by the following formula (though considerations must be made for round-off error, arithmetic overflow, and arithmetic underflow conditions):
or
where the power sums s0, s1, s2 are defined by
Similarly for sample standard deviation:
Or from running sums:
Cpk index
Cpk index is a type of process capability index used in statistical process control (SPC). It is sensitive to whether the process is centered, but insensitive to special cause. As a formula:
(where USL is Upper Spec Limit and LSL is Lower Spec Limit and sigma is the standard deviation of the process)
In simplest terms, Cpk indicates how many times you can fit three standard deviations of the process between the mean of the process and the nearest specification limit. Assuming that the process is stable and predictable, if you can do this once, Cpk is 1, and your process probably needs attention. If you can do it 1.5 times, your process is excellent, and you are on the path to being able to discontinue final inspection. If you can do it 2 times, you have an outstanding process. If Cpk is negative, the process mean is outside the specification limits.
There is a more sophisticated way to calculate Cpk, using a sum of squares estimate of within-subgroup standard deviation. In the more common case shown here, the same formula is used to calculate both Cpk and Ppk. The difference is in how standard deviation is estimated. For Cpk, the moving range method is used, and for Ppk the sum of squares for all the data is used.
Since the moving range method of estimating standard deviation is insensitive to "shifts and drifts" (special cause), Cpk tends to be an estimate of the capability of the process assuming special cause is not present. Anyone who wants you to accept Cpk as an indicator of process capability automatically owes you a Control Chart (Process Behavior Chart) demonstrating that the process is stable and predictable. ( Ppk will equal Cpk.) If not, Ppk is the correct indicator of capability.
The confidence interval around an estimate of standard deviation tends to be larger than many users expect. This uncertainty becomes part of the calculation. Even with a few dozen samples, the estimates of any of the quality indices may not be very precise.
While normality of the data is not a concern in Control Charts (Wheeler, Normality and the Process Behavior Chart), it is of concern in interpreting the results of a Process Capability Study. Data should be tested for non-normality. If the data are non-normal, estimates of defective parts per million may be improved by applying the Box-Cox transform to the data.

Process performance index
In process improvement efforts, the process performance index is an estimate of the process capability of a process during its initial set-up, before it has been brought into a state of statistical control.
Formally, if the upper and lower specifications of the process are USL and LSL, the estimated mean of the process is , and the estimated variability of the process is , then the process performance index is defined as:
is estimated using the sample standard deviation. Ppk may be negative if the process mean falls outside the specification limits (because the process is producing a large proportion of defective output).
Some specifications may only be one sided (for example, strength). For specifications that only have a lower limit, ; for those that only have an upper limit, .
Practitioners may also encounter , a metric that does not account for process performance that is not exactly centered between the specification limits, and therefore is interpreted as what the process would be capable of achieving if it could be centered and stabilized.
[edit] InterpretationLarger values of Ppk may be interpreted to indicate that a process that is more capable of producing output within the specification limits, though this interpretation is controversial.
Strictly speaking, from a statistical standpoint, Ppk is meaningless if the process under study is not in control because one cannot reliably estimate the process underlying probability distribution, let alone parameters like and . Furthermore, using this metric of past process performance to predict future performance is highly suspect.
From a management standpoint, when an organization is under pressure to set up a new process quickly and economically, Ppk is a convenient metric to gauge how set-up is progressing (increasing Ppk being interpreted as "the process capability is improving"). The risk is that Ppk is taken to mean a process is ready for production before all the kinks have been worked out of it.
Once a process is put into a state of statistical control, process capability is described using process capability indices, which are formulaically identical to Ppk (and Pp). The indices are named differently to call attention to whether the process under study is believed to be in control or not.