
Presentation by TOPY Industries, Limited Kazuki Moriseaisi.org/file/8B-3 Presentation(Kazuki Mori)...
19
Presentation by TOPY Industries, Limited Kazuki Mori 1 26, JUNE, 2018
Transcript of Presentation by TOPY Industries, Limited Kazuki Moriseaisi.org/file/8B-3 Presentation(Kazuki Mori)...

Presentation by
TOPY Industries, Limited
Kazuki Mori
1
26, JUNE, 2018

General Section Steel
2
Vertical and bilateral
symmetry
bilateral symmetry
Flat bar
Equal Leg
Angles Channels
Rolling Material
Upper Roll
Lower Roll
Transform
Rolling Direction
Rolling Process
H-beam

3
Plasticine
model test
Lead
model test
FE
Simulator
(Analysis) Within 1days
1 week
1.5 month
Numerical analysis early
cost = 0 precisely
roll cost
2~3 persons
Comparison of analysis time
Test time Cost, Man power

4
FEM analysis
1/2 or 1/4 model analysis
fewer elements
FEM mesh
Short analysis time
Fine mesh
High Analysis accuracy
Roll contour
Element
1/4model of H-beam

Special section steel
Asymmetry shape
Rim bar Track Shoe bar Mast rail bar
Long Time
1/1 model
Low Accuracy
5
Analysis be
6
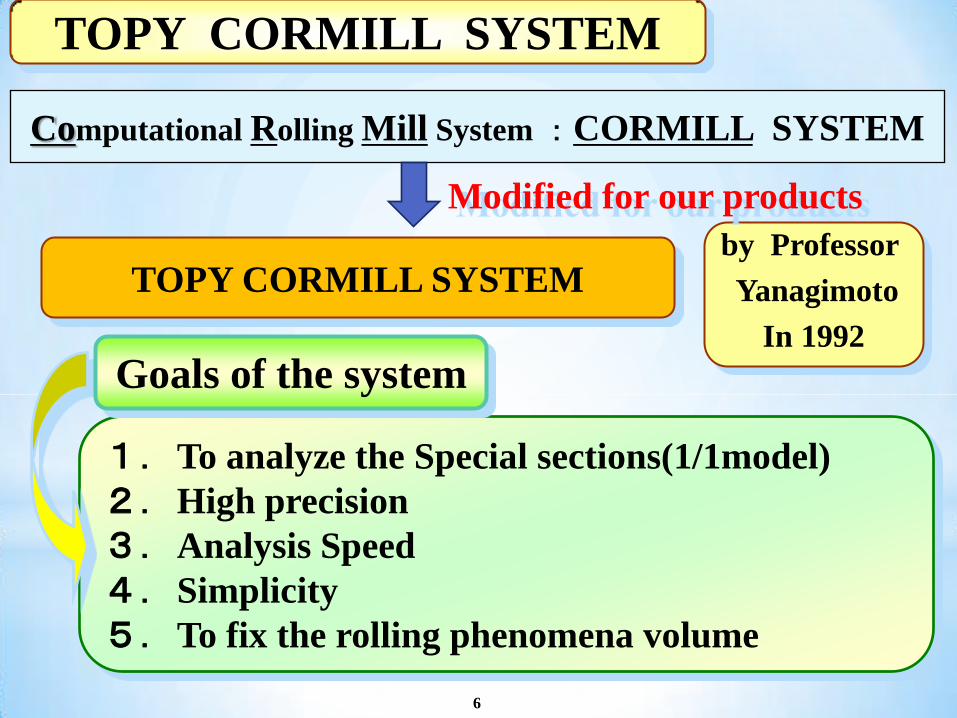
by Professor
Yanagimoto
In 1992
1.To analyze the Special sections(1/1model)
2.High precision
3.Analysis Speed
4.Simplicity
5.To fix the rolling phenomena volume
TOPY CORMILL SYSTEM
Goals of the system
Computational Rolling Mill System :CORMILL SYSTEM
TOPY CORMILL SYSTEM
Modified for our products

7
temperature
gap
Roll diameter FEM
Caliber profile Material profile
before rolling
Rolling
condition
Compression of file
2D・3D
Geometry
Stress
Strain
Distribution
Load・torque
thrust load
bending at exit
Characteristic
value
Meshed profile
Flow of the system

8
entrance height = 0 Entrance height =+15
(automatic adjustment)
15
The lead
model RD
Influence of Entrance position
Not touched
area
9
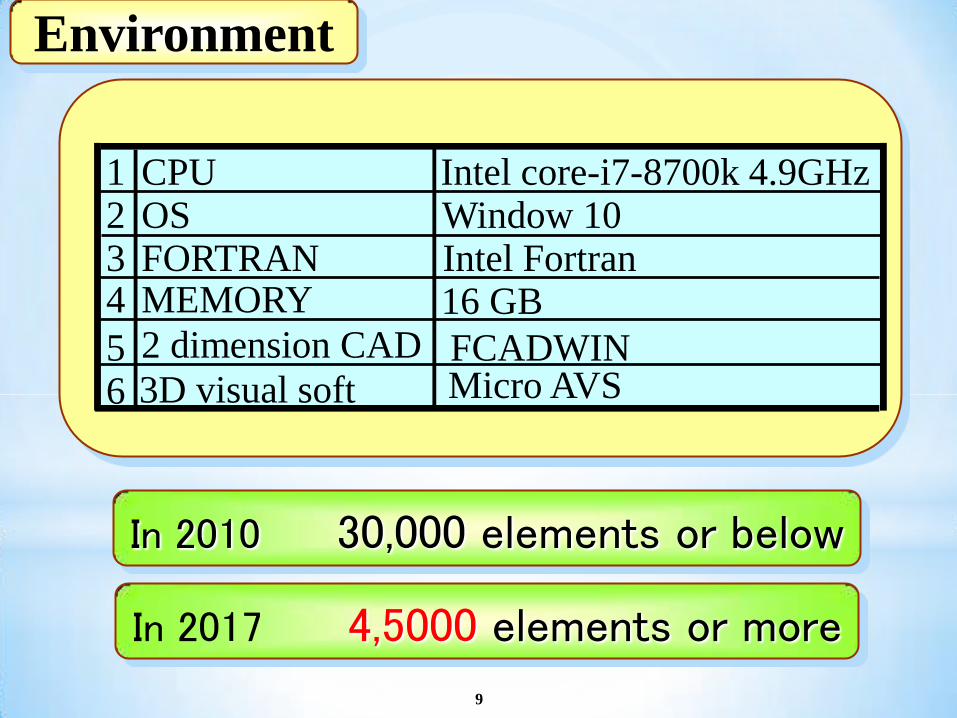
1 CPU Intel core-i7-8700k 4.9GHz 2 OS Window 10 3 FORTRAN Intel Fortran 4 MEMORY 16 GB
5 2 dimension CAD FCADWIN 6 3D visual soft Micro AVS
In 2017 4,5000 elements or more
In 2010 30,000 elements or below
Environment

0.0
0.5
1.0
1.5
2.0
2.5
3.0
1995 2000 2005 2010 2015 2020
Analy
sis
tim
e(h
r)
Year
10
1/1model
6,720 elements
853 MB
2.6 hr
0.4 hr
Transition of analysis time

11
7pass
1pass 4pass 6pass
2pass 5pass
3pass
Analysis Result of Unequal Angles
Each pass analysis separately Possible

12
Application example for existing product ・Conventional process
・Improved process
B D
Mill
R
Mill
Mill
Mill
MIll
Mill
Pace:74sec. / piece
Pace:84sec./ piece
B D
Mill
Mil
l
Mill
Mill
Mill
Mill
Mill
material
material
product
product
Total: 18 Passes
Total: 14 Passes
Reversing:3pass BreakDown:9pass
:Roling pass
BreakDown:7pass 1pass
Improved Productivity

13
1. R-size inside a roll is small,
(currently difficult)
2. More Simplification of pre-processing
3. Quantification for such phenomena,
Flapping, Roll abrasion, Baking
Policy in the future
14
Thank you for your attention
15
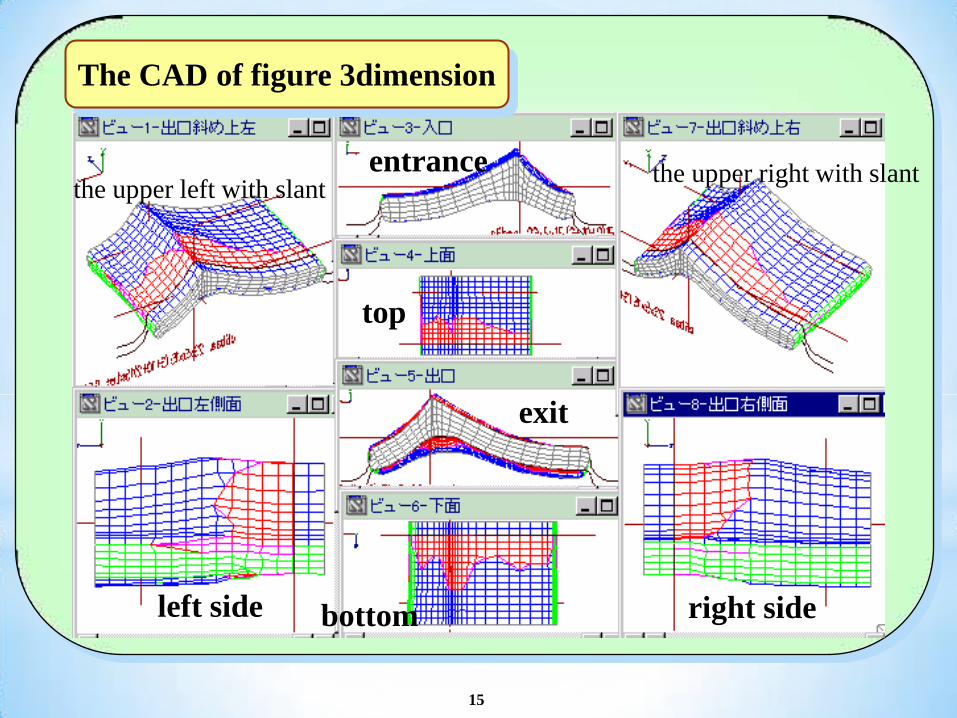
entrance
top
bottom
the upper left with slant the upper right with slant
left side right side
The CAD of figure 3dimension
exit

16
before
improvement
after
improvement
Analysis example ; the warp measure by BD

17
0
500
1,000
1,500
2,000
2,500
3,000
3,500
4,000
92 93 94 95 96 97 98 99 0 1
Transition of the number of analysis
YEAR

18
The rolling transfortation of unequal-angle
19
Development of special section steel
Rolling products
Designing Roll caliber


















