Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
9
16 PIPELINES IN TERNA TIONAL DIGEST | DECEMBER 201 1 TECHNICAL Aug menti ng ILI tools to assess external coating by J. Bruce Nestleroth 1 and Jason K. Van Velsor 2 1 Energy Systems, Battelle Memorial Institute, Columbus, OH, USA 2 FBS Inc., State Col lege, P A, USA Coatings used to protect oil and natural gas pipelines can degrade over time, enabling corrosion and stress-corrosion cracks to initiate and grow. Pipeline companies use in-line inspection (ILI) tools to detect these anomalies, and repair methods to mitigate the result of a failed coating. The following article describes a project which developed inspection sensors that could prevent these anomalies from occurring by monitoring the integrity of the external protective coating of the pipeline. This coating assessment can be performed during typical ILI and will help pipeline owners assess the general health of the coating protecting their pipeline system. A goal of the design was to keep these sensors simple so that an implementation would not add substantial cost or complexity to a typical magnetic flux leakage (MFL) or caliper survey. I n this development, a sensor system was designed to generate the proper wave type and modes to assess coating conditions. Non-contact elect romagnetic-acoustic transducers (EMATs) were designed to send guided waves around the circumference of the pipe. With the use of guided ultrasonic waves, as opposed to bulk- wave ultrasound, very few ultrasonic sensors were required for implementation. For pipes less than 20 inches in diameter, only two are required: one for sending the wave and a second for receiving. For larger diameter pipes, four EMATs were used for 100 per cent circumferential coverage – two EMATs reserved for the excitation of ultrasonic energy, and the remaining two reserved for receiving the signal. This number of EMATs is an entire order of magnitude less than the number of bulk-wa ve ultrasonic transducers that would be required to obtain only partial circumferential coverage. Coating-assessment capability was experimentally demonstrated using a prototype EMAT ILI tool. All three detection features were shown to perform well in an ILI environment. These demonstrations occurred in pull rigs at Battelle’s pipeline-simulation facility and at BJ Inspection Services. Improvement to the prototype occurred between each test; the most significant improvement was the design and construction of a novel set of thick-trace transmitting and receiving printed-circuit board (PCB) EMAT coils. These coils were specially designed to be capable of handling the high current densities created by the 1,200-volt (V) amplifier. Implementation variables such as moisture and soil loading were shown to have a minimal influence on results. Coating assessment using ultrasonic waves is not entirely new; ultrasonic pigs designed to detect stress-corrosion cracks are often influenced by coating condition. Most ultrasonic-based stress-corrosion cracking (SCC) tools are typically good coating- detection tools and sometimes marketed for this application. However , the implementa tion is typically complex with the number of sensors and wave properties chosen to detect and size small cracks. In contrast, this development was focused on developing a coating-assessment tool with modelling and experiments to establish an optimal configuration for coating assessment. The result of this approach was the fundamental improvement over existing methods. Figu re 1: L or entz EMA T tr ans duc er pri ncip le.
-
Upload
argentinoar01 -
Category
Documents
-
view
218 -
download
0
Transcript of Premium Digest December 11 Augmenting ILI Tools to Assess External Coating

7/27/2019 Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
http://slidepdf.com/reader/full/premium-digest-december-11-augmenting-ili-tools-to-assess-external-coating 1/9
16 PiPelines international digest | deCeMBer 2011
teChniCal
Augmenting ILI tools to
assess external coating by J. Bruce Nestleroth
1and Jason K. Van Velsor
2
1 Energy Systems, Battelle Memorial Institute, Columbus, OH, USA
2 FBS Inc., State College, PA, USA
Coatings used to protect oil and natural gas pipelines can degrade over time, enabling corrosion and stress-corrosion cracksto initiate and grow. Pipeline companies use in-line inspection (ILI) tools to detect these anomalies, and repair methods tomitigate the result of a failed coating. The following article describes a project which developed inspection sensors that couldprevent these anomalies from occurring by monitoring the integrity of the external protective coating of the pipeline. Thiscoating assessment can be performed during typical ILI and will help pipeline owners assess the general health of the coating protecting their pipeline system. A goal of the design was to keep these sensors simple so that an implementation would notadd substantial cost or complexity to a typical magnetic ux leakage (MFL) or caliper survey.
In this development, a sensor system was designed to
generate the proper wave type and modes to assess
coating conditions. Non-contact electromagnetic-acoustic
transducers (EMATs) were designed to send guided waves around
the circumference of the pipe. With the use of guided ultrasonic
waves, as opposed to bulk-wave ultrasound, very few ultrasonic
sensors were required for implementation. For pipes less than
20 inches in diameter, only two are required: one for sending the
wave and a second for receiving. For larger diameter pipes, four
EMATs were used for 100 per cent circumferential coverage – two
EMATs reserved for the excitation of ultrasonic energy, and the
remaining two reserved for receiving the signal. This numberof EMATs is an entire order of magnitude less than the number
of bulk-wave ultrasonic transducers that would be required to
obtain only partial circumferential coverage.
Coating-assessment capability was experimentally
demonstrated using a prototype EMAT ILI tool. All three
detection features were shown to perform well in an ILI
environment. These demonstrations occurred in pull rigs at
Battelle’s pipeline-simulation facility and at BJ Inspection
Services. Improvement to the prototype occurred between
each test; the most signicant improvement was the design
and construction of a novel set of thick-trace transmitting
and receiving printed-circuit board (PCB) EMAT coils. These
coils were specially designed to be capable of handling the
high current densities created by the 1,200-volt (V) amplier.
Implementation variables such as moisture and soil loading
were shown to have a minimal inuence on results.
Coating assessment using ultrasonic waves is not entirely
new; ultrasonic pigs designed to detect stress-corrosion cracks
are often inuenced by coating condition. Most ultrasonic-based
stress-corrosion cracking (SCC) tools are typically good coating-detection tools and sometimes marketed for this application.
However, the implementation is typically complex with the
number of sensors and wave properties chosen to detect and
size small cracks. In contrast, this development was focused
on developing a coating-assessment tool with modelling and
experiments to establish an optimal conguration for coating
assessment. The result of this approach was the fundamental
improvement over existing methods.
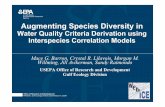
Figure 1: Lorentz EMAT transducer
principle.

7/27/2019 Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
http://slidepdf.com/reader/full/premium-digest-december-11-augmenting-ili-tools-to-assess-external-coating 2/9
17 PiPelines international digest | deCeMBer 2011
teChniCal
The most common approach to assessing coating
condition is to assess the amplitude of the received signal;
low amplitude means that the coating is good because the
ultrasonic energy has gone into the coating and has been
absorbed, while high signal amplitude means that coating
is not intact. While this works reasonably well, the pitfall in
this approach rests with the fact that the amplitude is affected
by many inspection variables including surface roughness,
pig speed, and debris. By taking a more fundamental
approach to the design, new features for assessing coating
were established. One unique feature identified in this
development is arrival time of the ultrasonic wave. For
the wave type and frequency selected, the wave velocity is
different for bare and coated pipe. Therefore, disbonded or
missing coating can be detected by monitoring arrival time of
the ultrasonic wave, a feature that is amplitude independent.
Another feature for assessing coating – absorption of selective
frequencies – was also demonstrated.
Along with the benefit of knowing the coating condition,
this technology could help justify longer re-inspectionintervals for corrosion surveys. For lines with a few
manageable corrosion anomalies as demonstrated by a
MFL survey, verifying that the protective coating is intact
would help justify that the threat is properly addressed. An
additional benefit would be improved assessment of the
SCC threat. One method to assess whether SCC is present
on a pipeline is to conduct bellhole excavations, and these
are sometimes focused by soil modelling to establish that a
susceptible environment is present. The coating-assessment
results available from this new technology could be used to
focus digs at locations with coating faults. Fewer excavations
could be performed to establish the viability of the threat.The project team was comprised of the United States
Department of Transportation, Pipeline Research Council
International, BJ Inspection Services, Battelle, and FBS Inc.
ImplementationFor a practical ILI implementation, the sensors should not require
any type of coupling liquid and should be capable of eciently
generating shear-horizontal (SH) waves in the pipe wall. EMATs were
determined to be the most appropriate sensor type, as they generate
and receive ultrasound by coupling magnetic elds to the ow of
current within a specimen. EMATs can be non-contact, operate at
elevated temperatures, work on rough or oxidised surfaces, and
operate at high speeds. Depending on the conguration of the
magnetic eld and eddy currents, Lamb- and SH-guided waves can
be both generated and received.
The EMATs used in this project are Lorentz force EMATs, the
concept of which is illustrated in Figure 1. The rst component to the
Lorentz force transduction mechanism is an eddy current. An eddy
current (J) is induced in the part by passing a current (I) through
a wire or trace in close proximity to the specimen. The part to be
inspected must be conductive for this to occur. In addition to the
eddy current, a static magnetic eld (B) must be present. When the
current is pulsed in the presence of the magnetic eld a force (F) is
induced in the specimen, the direction of which can be determinedby the right-hand rule. The magnitude and direction of the force are
given by Equn 1, where F is the force per unit volume, J is the induced
dynamic current density, and B is the static magnetic induction.
F = J x B (1)
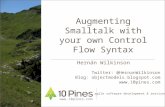
Figure 2 shows the typical conguration of an SH-wave EMAT. The
wavelength of the induced wave for an SH EMAT can be changed
by altering the thickness of the magnets. In both the Lamb-wave
and SH-wave EMATs, changing the wavelength of the sensor allows
the designer to sweep through the dispersion curve space. A given
wavelength activates a line on the dispersion curve that originates atthe origin, with a given slope. The slope of the line can be altered by
changing the spacing, and a specic mode can then be activated by
exciting the transducer at a set frequency.
Figure 2: SH-wave EMAT
transducer.

7/27/2019 Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
http://slidepdf.com/reader/full/premium-digest-december-11-augmenting-ili-tools-to-assess-external-coating 3/9
18 PiPelines international digest | deCeMBer 2011
teChniCal
Table 1 summarises the desired wavelengths and
corresponding magnet sizes for the 130-kilohertz (kHz) SH wave
that was proposed for disbond detection of coal-tar enamels.
The actual dimensions of the obtained magnets are 12.6 mm,
resulting in a frequency of 128 kHz. Photographs of the corecomponents of the EMAT components are shown in Figure 3:
Figure 3 (a) shows the dual-layer EMAT racetrack coil that was
designed specically for the coating disbond detection task;
Figure 3 (b) shows an array of 80 N-50 grade Neodymium rare-
earth magnets stacked in ten columns of eight. The individual
magnet dimensions are ½ inch × 1 inch
× ⅛ inch, resulting in a total array height of 1 inch and a sensor
wavelength of 25.7 m.A sensor conguration was adopted that allows for the
normalisation of all received pulses to an initial reference pulse.
An illustration of the sensor conguration is seen in Figure 4.
Figure 3: (a) Dual-layer EMAT racetrack coil; (b) Neodymium rare-earth magnet array.
Table 1: Illustration and table showing desired wavelength and magnet dimensions to generate 130-kHz SH0 mode in a bare pipe.
Figure 4: Sensor confguration which allows or the normalisation o the received circumerential pulses. The received reerence pulse (orange dot)
is used to normalise the frst complete traversal o the pipe circumerence (green dot). Note that the red pulse has not completely traversed the pipe
circumerence.

7/27/2019 Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
http://slidepdf.com/reader/full/premium-digest-december-11-augmenting-ili-tools-to-assess-external-coating 4/9
19 PiPelines international digest | deCeMBer 2011
teChniCal
Figure 5: Ultrasonic waveorms obtained rom a 20 inch diameter schedule 10 pipe with a coal-tar enamel coating with (a) a bare pipe, (b) a 2 t
disbond, and (c) a 1 t disbond.
Figure 6: STFTs o RF-waveorms or (a) a 1 t disbond, (b) a 2 t disbond, and (c) a bare pipe. Results obtained using a 64-point Hanning window
with 32-point overlap.

7/27/2019 Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
http://slidepdf.com/reader/full/premium-digest-december-11-augmenting-ili-tools-to-assess-external-coating 5/9
20 PiPelines international digest | deCeMBer 2011
teChniCal
In the conguration, the transmitter (T) and receiver (R) are
separated by some arc length (ΔS). The reference pulse is thepulse that travels directly from the transmitter to the receiver and
its point-of-reception is indicated by the orange dot in the gure.
The reference pulse can be used to normalise subsequently
received signals in the amplitude, time, and frequency domains.
Note that in Figure 4, the green signal is the rst signal to
completely traverse the circumference of the pipe, whereas the
red signal never traverses the area in between the transmitter
and receiver prior to rst reception. For this reason, the received
green pulse is the one used to extract information regarding
coating integrity.
Figure 5 shows the results from a coating-disbond detection
study that was completed using the initial prototype sensor withthe sensor conguration. A 20 inch diameter pipe with a coal-
tar enamel coating was used for the study, and disbonds were
created by removing coating in xed-size regions. In the gure,
the rst pulse to complete one traverse of the pipe circumference
is compared to the reference pulse (see crosshairs). It is seenthat (a) a bare pipe, (b) a 2 ft disbond, and (c) a 1 ft disbond are
easily distinguishable. The rst pulse seen in all three waveforms
is noise from the EMATs and electronics. From this gure it is
obvious that the disbond size aects both the received signal
amplitude and time-of-ight, as predicted by the theoretical and
numerical modelling.
There is more than a 20-μs dierence between the bare pipe
case and the 1 ft disbond case, and nearly a 10-μs dierence
between the 1 ft and 2 ft disbond cases. Accounting for the
noise level of the system and experimental error, time-of-ight
dierences in excess of 2 μs can be reliably measured.
The tendency of attenuation to increase with frequency canbe used as a coating-disbond detection feature. The absence of
coating will result in a frequency spectrum with higher frequency
content. As the amount of well-bonded coating increases, the
Figure 7: A plot showing the
time, requency, and amplitudedisband-detection eatures or
three dierent disbond sizes in
a coal-tar enamel coated pipe.
Figure 8: Scanned images o mylar flm (let), thick-trace PCB
(centre), and thin-trace PCB (right) coils.

7/27/2019 Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
http://slidepdf.com/reader/full/premium-digest-december-11-augmenting-ili-tools-to-assess-external-coating 6/9
21 PiPelines international digest | deCeMBer 2011
teChniCal
Figure 9: Plot showing the
received signal amplitudeversus sensor lito or the best
pulser/receiver combinations.
Figure 11: Three-dimensional
plot o analytic envelopes o ultrasonic data acquired on
Pipe 2, which is coated with a
fbrous coal-tar coating.
Figure 10: Photograph showing
our pipes used or pull-testing
at the PSF.

7/27/2019 Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
http://slidepdf.com/reader/full/premium-digest-december-11-augmenting-ili-tools-to-assess-external-coating 7/9
22 PiPelines international digest | deCeMBer 2011
teChniCal
higher frequency content will be ltered out by absorption. An
experimental demonstration of this concept is shown in Figure
6, in which the short-time Fourier transforms (STFTs) of the data
sets displayed in Figure 5 are plotted. The dierence between
the two white lines, marking the maximum frequency contentof the reference pulse and the rst counter-clockwise traverse,
represents the amount of lost frequency content after one
complete circumferential traverse of the pipe.
Figure 7 summarises the results of the coating-disbond proof-
of-concept study; all three features are plotted on the same scale.
The sensitivity of the technique can be increased by combining
the three features into a single feature, such as through addition
or multiplication. It should be noted that no discernablereections were obtained from the boundaries of the disbonded
coating regions. It is highly likely that they are very small in
amplitude and are absorbed or otherwise lost in the noise oor.
No. of layers Turns/inTrace width
(inches)
Trace thickness
(inches)
Substrate
thickness (inches)
Film 2 ~25 ~0.03 ~0.00125 ~0.005
PCB 1 1 ~50 ~0.01 ~0.01 ~0.03
PCB 2 1 ~21 ~0.035 ~0.01 ~0.03
PCB 3 2 ~50 ~0.01 ~0.01 ~0.015
PCB 4 2 ~21 ~0.035 ~0.01 ~0.015
Table 2: Specifcations o dierent EMAT coils used in perormance evaluation.
Figure 12: Two-dimensional plot o analytic envelopes o ultrasonic data acquired on Pipe 2 at 1 inches into the pull length (blue) where
the pipe was bare, and 27 inches into the pull length (red) where an approximate 50 per cent circumerence disbond existed.
Figure 13: Short-time Fourier transorm o ultrasonic data acquired on Pipe 2 at 1 inch into the pull length (let) where the pipe was bare,
and at 27 inches into the pull length (right) where an approximate 50 per cent circumerence disbond existed. A 64-point Hanning window
with 32-point overlap was used to obtain these plots.

7/27/2019 Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
http://slidepdf.com/reader/full/premium-digest-december-11-augmenting-ili-tools-to-assess-external-coating 8/9
23 PiPelines international digest | deCeMBer 2011
teChniCal
Sensor designOne of the most critical design factors in EMAT heads was
optimising the penetration power and maximising sensor lifto.
Table 2 includes the specication of all the coils tested. The coils
consisted of one printed on mylar lm and four on PCB.
Figure 8 shows scanned images of the three primary coil
geometries. From Table 2 it is seen that the primary dierences
between the PCB coils were the width of the traces and whether
or not the PCB had traces printed on both sides (two-layer). The
most signicant dierence between the lm coils and the PCB
coils is the trace thickness, with the PCB traces nearly ten times
thicker than that of the lm coils. By changing the cross-sectional
area of the traces, the electrical impedance and current density of
the coil are changed.
Sensor lifto experiments were performed with an arbitrary
wave generator connected to a 1,200-V amplier. It was found that
the load applied by the amplier was very near the operational
limit of the lm coils. For this reason, the lm coils were not used
for pulsing in the 1,200-V tests. An impedance matching network
was used between the amplier and pulsing coil in all tests.
Figure 9 shows the results of the sensor lifto study for several
of the best combinations of pulsing and receiving coils. It is seen
that the single-layer, thick-trace PCB coil – used as a pulser –and the lm coil – used as a receiver – are the optimal sensor
pair. For nearly all lifto distances, this combination of coils
provided the highest amplitude. Also of interest is the PCB2/
PCB3 coil combination. This is because these two coils are very
similar in construction and are, in general, slightly more robust
than the lm coils. From an implementation standpoint, a more
robust coil may be preferred over several decibels (dBs) of signal
amplitude.
A comparison of the PCB2/lm coil combination for both the
1,000-V and 1,200-V systems was also performed. By switching
from the 1,000-V system to the 1,200-V system, there is a gain of
nearly 8 dB in signal amplitude. This proves that moving froma 1,000-V system to a 1200-V system is incredibly advantageous
despite the need for a more ‘heavy-duty’ pulsing coil.
Pull-test resultsFour pipes were prepared for pull testing at Battelle’s pipeline-
simulation facility (PSF). All pipes were 24 inches in diameter,
and three had coating applied to the outer surface of the pipe.
A photograph of the four samples can be seen in Figure 10, and
a description of each pipe can be found in Table 3. The internal
surfaces of all four pipes had been sandblasted and coated with
primer to prevent corrosion.
Runs were completed on each of the four pipes. To generate the
plots, the analytic envelope of the RF signal is plotted versus the
axial location at which it was obtained. The result serves as a quick
reference for the evaluation of each data set. Figures 11, 12, and 13
show the results obtained from Pipe 2, coated with a brous coal-tar
wrap; several disbond regions as well as other features can be seen.
Table 4 summarises these results along with the results for several
other axial locations containing disbonds. It is seen from these gures
that, though the amplitude is low, the traverse that travels around the
full circumference is successfully able to detect all 24 inch disbonds
using the amplitude-, time-, and frequency-based detection features.
An 8 inch disbond present in between 53 inches and 92 inches was
not detected because the signal was completely attenuated by the
coating that was well bonded. This is an indication that an actual
implementation will need at least two sets of sensor heads.
Conclusion and future directionThe primary goal of this research eort was the development
of a more reliable and robust guided-wave coating-disbond
detection technique than is currently available. Some of the key
contributions of this work are outlined below:
• Identication and experimental verication of time-,
frequency-, and amplitude-based disband-detection
features. Prior to this work, the time- and frequency-based
features were never used for disbond detection.
• Development of a sensor arrangement such that all
amplitudes can be normalised to some reference pulse,allowing for the more reliable use of amplitude-based
features. This eectively accounts for such aspects as
variation in sensor lifto.
Name DescriptionSize (outer diameter, length, thickness)
(inches)
Pipe 1 Bare pipe, free of defects. 24 × 270.75 × 0.300
Pipe 2Coated in a brous coal-tar wrap with several large disbonded
sections, dents, and several simulated and real cracks.24 × 274 × 0.270
Pipe 3 Tape wrap with one disbonded section, no defects noted. 24 × 254 × 0.310
Pipe 4Fusion-bonded epoxy coating with several disbonded regions
and simulated defects.24 × 203.5 × 0.362
Pull location (inches) Disbond size (%) Amplitude loss (dB) Time-of-ight (μs)Lost frequency
content (%)
1 100 -13.5 589.2 19
27 ~ 30 -29.1 601.3 46
99 ~ 30 - 25.9 596.5 41
170 ~ 30 -27.8 599.9 46
Table 3: Description o pipe samples used or pull tests at the PSF.
Table 4: Summary o disband-detection results or several pull locations or Pipe 2 (fbrous coal-tar coating).

7/27/2019 Premium Digest December 11 Augmenting ILI Tools to Assess External Coating
http://slidepdf.com/reader/full/premium-digest-december-11-augmenting-ili-tools-to-assess-external-coating 9/9
24 PiPelines international digest | deCeMBer 2011
teChniCal
• Design and construction of a novel set of thick-trace
transmitting and receiving PCB EMAT coils. These coils
were designed very specially to be capable of handling the
high current densities created by the 1,200-V amplier.
• Experimental demonstration of coating disband-detection
capability using an actual prototype EMAT ILI tool. All
three disband-detection features were shown to perform
well in an ILI environment
• Experimental demonstration of coating-disbond detection
capability for thin (<1 mm) coatings using a time-based
detection feature. Future work will be needed to optimise
this technique through the selection of the ideal wave
mode and frequency.
Though a significant contribution toward the reliable
detection of coating disbonds using guided waves has been
made, there is always more work to be completed. Because
the guided-wave ILI market is still in its early developmental
stages, and there are not many competing technologies
available, there is significant opportunity to make lasting
contributions in this area. It is strongly believed that some of
the results of this work will eventually be incorporated into an
industrial inspection technology.