
PRELUCRAREA MATERIALELOR PRIN STRUNJIREmmut.mec.upt.ro/mvasile/Lab9_Strunjire.pdf · Pinolă...
13
Utilaje, Instalatii, Echipamente. Aplicaţii practice şi probleme 9. PRELUCRAREA MATERIALELOR PRIN STRUNJIRE 9.1. CONSIDERAŢII GENERALE La prelucrarea materialelor prin aşchiere obţinerea piesei la forma, dimensiunile şi rugozitatea prescrisă se face prin îndepărtarea surplusului de material (a adaosului de prelucrare) de pe suprafaţa semifabricatului sub formă de aşchii cu ajutorul unor scule adecvate. Strunjirea este prelucrarea prin aşchiere, executată cu cuţitul de strung, la care de obicei semifabricatul efectuează mişcarea de aşchiere de rotaţie, iar scula mişcări de avans rectilinii sau curbilinii. 9.2. STUDIUL PROCESULUI DE AŞCHIERE Prelucrarea prin strunjire decurge după schema prezentată în (fig.9.2.1.a) - în perspectivă, b) - vedere. Semifabricatul 2 execută mişcarea de aşchiere de rotaţie I cu turatia n, iar cuţitul mişcarea de avans II cu viteza de avans sl. În (fig.9.2.1.a.) se observă că tăişul cuţitului de strung asigură prelucrarea suprafeţei iniţiale Si prin contactul după linia a-b generând instantaneu suprafaţa de aşchiere Sa, rezultând suprafaţa prelucrată Sp. În (fig.9.2.2) este prezentată schema de solicitări la strunjirea longitudinală, observându-se generarea unui paralelipiped de trei forţe F după cele trei direcţii: verticală (tangenţială) z, orizontală (axială) x şi transversală (radială) y, de către cele două mişcări realizate de către ansamblul sculă- semifabricat. Componenta Fz este cea mai importantă ca mărime şi rol, determinând mărimea cuplului rezistent ce trebuie învins la arborele principal, deci puterea consumată în procesul de aşchiere. Componenta axială Fx este utilă la dimensionarea mecanismului de avans, a sculei etc. Componenta radială Fz influentează precizia formei geometrice şi precizia dimensională a piesei. Sculele folosite în cadrul diferitelor procedee de prelucrare prin aşchiere se pot grupa în funcţie de numărul dinţilor în: scule cu un singur dinte, numite cuţite şi scule cu mai mulţi dinţi (burghie, freze etc.). Cuţitul de strung are două părti importante: partea aşchietoare, activă sau capul sculei A, care contribuie direct la formarea şi îndepărtarea aşchiei, şi coada B este partea cuţitului prin care acesta se fixează pe maşina-unealtă (fig.9.2.1.a). În (fig.9.2.3.a) este prezentată acţiunea vârfului cuţitului asupra Fig.9.2.1. Schema prelucrării prin strunjire b)
Transcript of PRELUCRAREA MATERIALELOR PRIN STRUNJIREmmut.mec.upt.ro/mvasile/Lab9_Strunjire.pdf · Pinolă...
Utilaje, Instalatii, Echipamente. Aplicaţii practice şi probleme
9.
PRELUCRAREA MATERIALELOR PRIN STRUNJIRE
9.1. CONSIDERAŢII GENERALE La prelucrarea materialelor prin aşchiere obţinerea piesei la forma, dimensiunile şi rugozitatea
prescrisă se face prin îndepărtarea surplusului de material (a adaosului de prelucrare) de pe suprafaţa
semifabricatului sub formă de aşchii cu ajutorul unor scule adecvate. Strunjirea este prelucrarea prin
aşchiere, executată cu cuţitul de strung, la care de obicei semifabricatul efectuează mişcarea de aşchiere
de rotaţie, iar scula mişcări de avans rectilinii sau curbilinii.
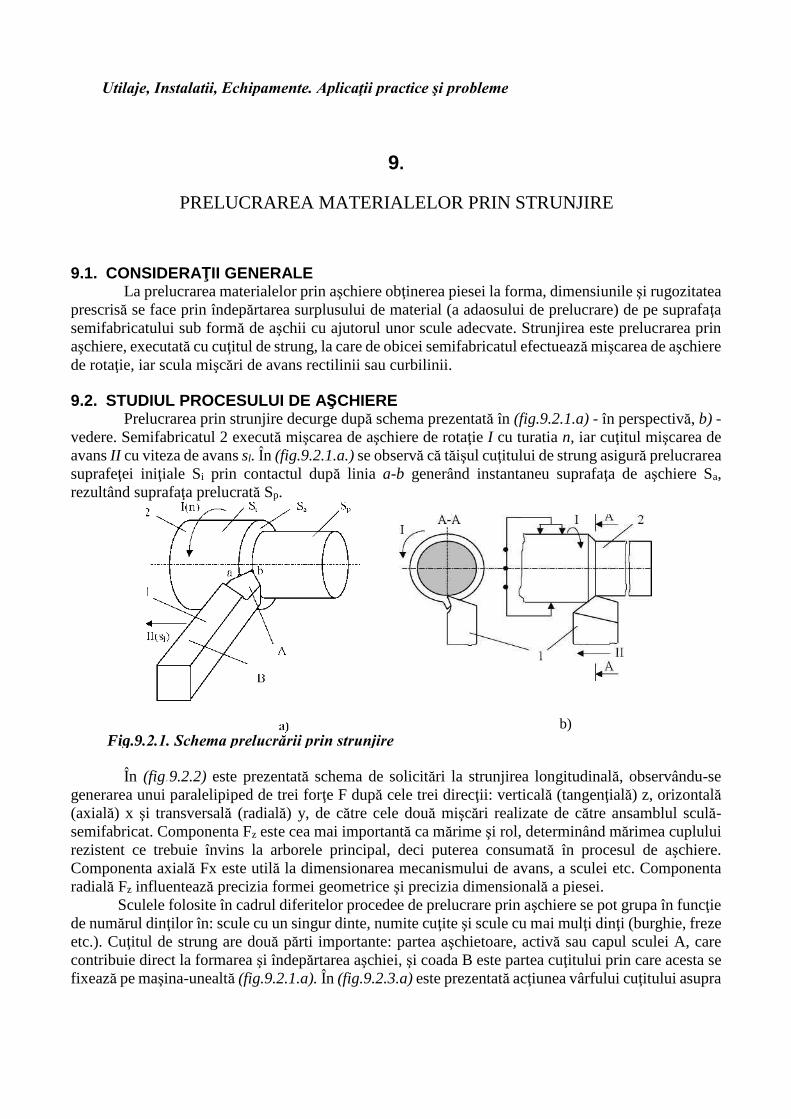
9.2. STUDIUL PROCESULUI DE AŞCHIERE Prelucrarea prin strunjire decurge după schema prezentată în (fig.9.2.1.a) - în perspectivă, b) -
vedere. Semifabricatul 2 execută mişcarea de aşchiere de rotaţie I cu turatia n, iar cuţitul mişcarea de
avans II cu viteza de avans sl. În (fig.9.2.1.a.) se observă că tăişul cuţitului de strung asigură prelucrarea
suprafeţei iniţiale Si prin contactul după linia a-b generând instantaneu suprafaţa de aşchiere Sa,
rezultând suprafaţa prelucrată Sp.
În (fig.9.2.2) este prezentată schema de solicitări la strunjirea longitudinală, observându-se
generarea unui paralelipiped de trei forţe F după cele trei direcţii: verticală (tangenţială) z, orizontală
(axială) x şi transversală (radială) y, de către cele două mişcări realizate de către ansamblul sculă-
semifabricat. Componenta Fz este cea mai importantă ca mărime şi rol, determinând mărimea cuplului
rezistent ce trebuie învins la arborele principal, deci puterea consumată în procesul de aşchiere.
Componenta axială Fx este utilă la dimensionarea mecanismului de avans, a sculei etc. Componenta
radială Fz influentează precizia formei geometrice şi precizia dimensională a piesei.
Sculele folosite în cadrul diferitelor procedee de prelucrare prin aşchiere se pot grupa în funcţie
de numărul dinţilor în: scule cu un singur dinte, numite cuţite şi scule cu mai mulţi dinţi (burghie, freze
etc.). Cuţitul de strung are două părti importante: partea aşchietoare, activă sau capul sculei A, care
contribuie direct la formarea şi îndepărtarea aşchiei, şi coada B este partea cuţitului prin care acesta se
fixează pe maşina-unealtă (fig.9.2.1.a). În (fig.9.2.3.a) este prezentată acţiunea vârfului cuţitului asupra
Fig.9.2.1. Schema prelucrării prin strunjire b)
Utilaje, Instalatii, Echipamente. Aplicaţii practice şi probleme
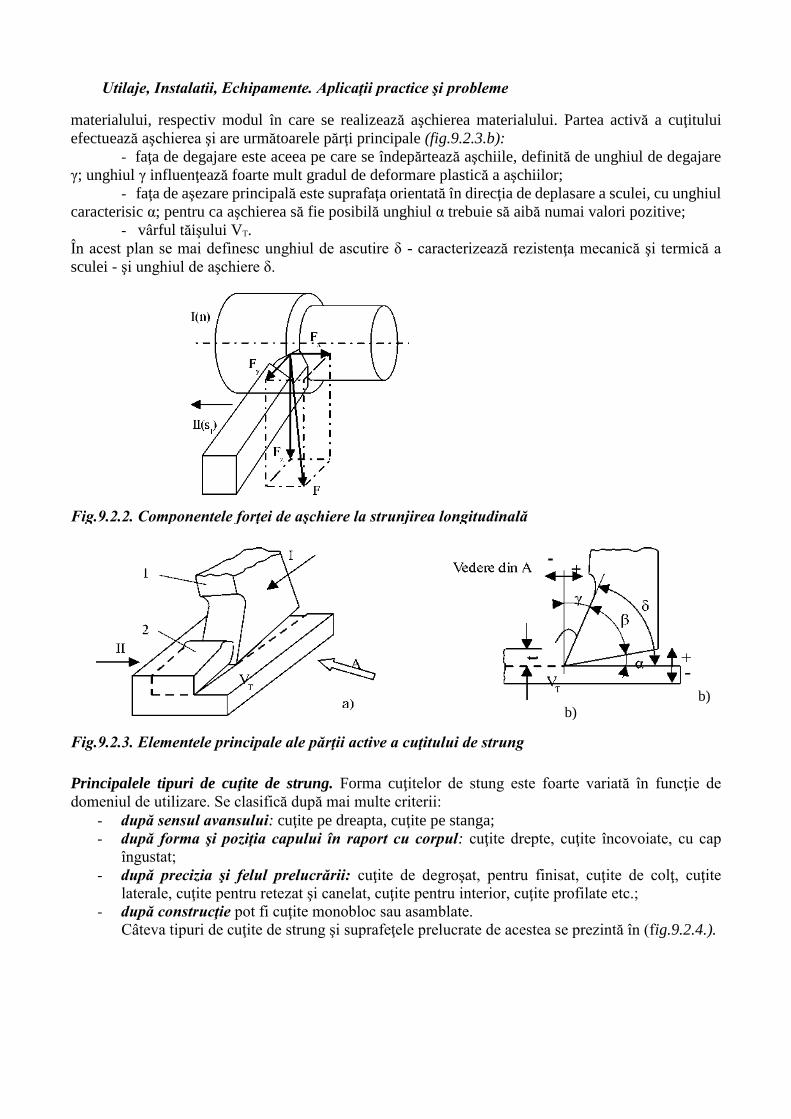
materialului, respectiv modul în care se realizează aşchierea materialului. Partea activă a cuţitului
efectuează aşchierea şi are următoarele părţi principale (fig.9.2.3.b):
- faţa de degajare este aceea pe care se îndepărtează aşchiile, definită de unghiul de degajare
γ; unghiul γ influenţează foarte mult gradul de deformare plastică a aşchiilor;
- faţa de aşezare principală este suprafaţa orientată în direcţia de deplasare a sculei, cu unghiul
caracterisic α; pentru ca aşchierea să fie posibilă unghiul α trebuie să aibă numai valori pozitive;
- vârful tăişului VT.
În acest plan se mai definesc unghiul de ascutire δ - caracterizează rezistenţa mecanică şi termică a
sculei - şi unghiul de aşchiere δ.
Principalele tipuri de cuţite de strung. Forma cuţitelor de stung este foarte variată în funcţie de
domeniul de utilizare. Se clasifică după mai multe criterii:
- după sensul avansului: cuţite pe dreapta, cuţite pe stanga;
- după forma şi poziţia capului în raport cu corpul: cuţite drepte, cuţite încovoiate, cu cap
îngustat;
- după precizia şi felul prelucrării: cuţite de degroşat, pentru finisat, cuţite de colţ, cuţite
laterale, cuţite pentru retezat şi canelat, cuţite pentru interior, cuţite profilate etc.;
- după construcţie pot fi cuţite monobloc sau asamblate.
Câteva tipuri de cuţite de strung şi suprafeţele prelucrate de acestea se prezintă în (fig.9.2.4.).
Fig.9.2.2. Componentele forţei de aşchiere la strunjirea longitudinală
Fig.9.2.3. Elementele principale ale părţii active a cuţitului de strung
b) b)

Utilaje, Instalatii, Echipamente. Aplicaţii practice şi probleme
Fig.9.2.4. Tipuri de cuţite
În (fig.9.2.5.) este prezentată soluţia constructivă a unui cuţit cu plăcuţă mineralo-ceramică montată.
Prin strunjire se pot realiza diferite forme ale suprafeţei prelucrate, combinând în mod
corespunzător mişcarea de aşchiere de rotaţie cu una sau mai multe mişcări de avans, de obicei
rectilinii, şi alegând o formă potrivită pentru partea activă a cuţitului. Se pot genera suprafeţe ale unor
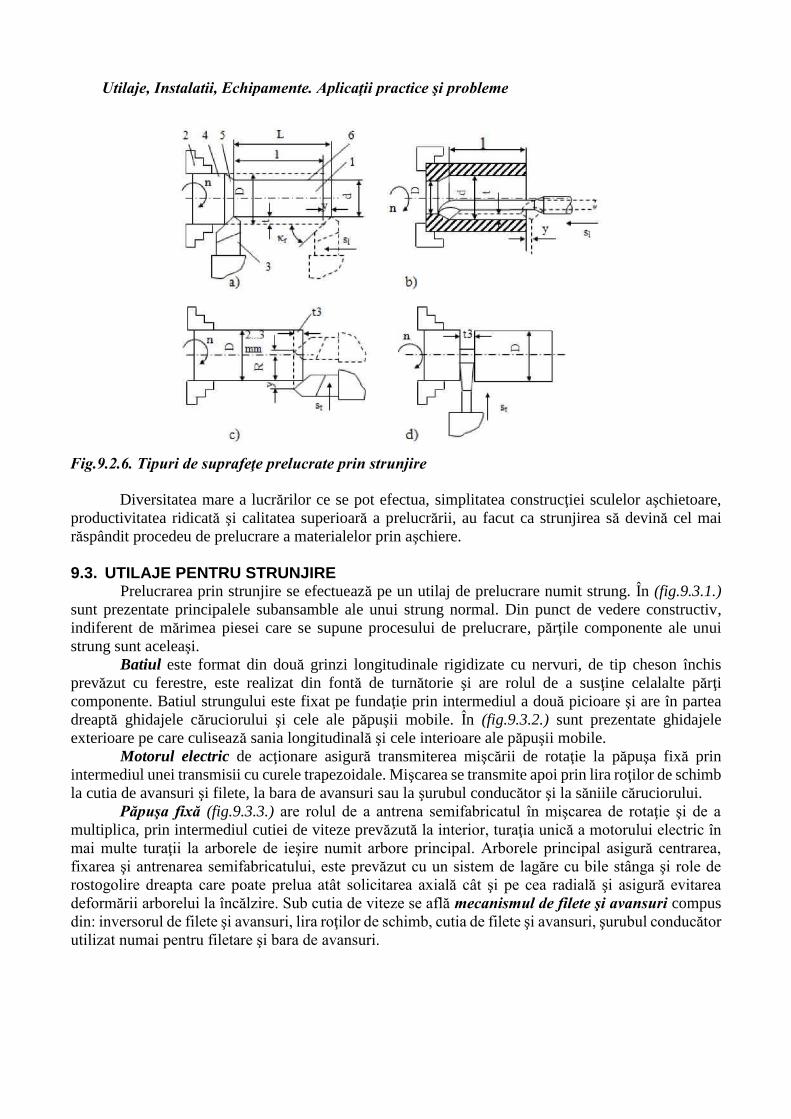
corpuri de rotaţie cilindrice, conice, profilate şi suprafete plane frontale. În (fig.9.2.6.) sunt prezentate
principalele tipuri de prelucrări care se pot executa pe strung. Astfel în detaliul a). este prezentată
strunjirea cilindrică exterioară, observându-se că scula aşchietoare 3 se deplasează cu avansul sl, cu
pătrunderea t în materialul supus procesului de prelucrare pe lungimea l realizând prelucrarea suprafeţei
6 a semifabricatului 1. Pe suprafaţa neprelucrată 4 este fixat semifabricatul în dispozitivul de prindere
2, care asigură rotirea cu turaţia n. În detaliul b. este prezentată strunjirea cilindrică interioară cu
ajutorul unui cutit de interior, parametrii specifici prelucrării fiind identici cu cei de la prelucrarea
anterioară. Detaliul c. conţine prelucrarea de strunjire frontală unde cuţitul de prelucrare se deplasează
cu un avans transversal (perpendicular pe axa de rotaţie a semifabricatului). În ultimul detaliu este
reprezentată retezarea, în care cuţitul se deplasează cu avans transversal realizând separarea piesei în
două părţi distincte. Se observă că pentru prelucrările din primele trei detalii cuţitul de strung începe
procesul de deplasare de la o distanta y, care uzual este de 2...3 mm, necesară pentru consumarea
jocurilor din sistemul de transmitere a mişcării.
Fig.9.2.5. Cuţit de strung cu plăcuţă mineralo-ceramică
Utilaje, Instalatii, Echipamente. Aplicaţii practice şi probleme
Diversitatea mare a lucrărilor ce se pot efectua, simplitatea construcţiei sculelor aşchietoare,
productivitatea ridicată şi calitatea superioară a prelucrării, au facut ca strunjirea să devină cel mai
răspândit procedeu de prelucrare a materialelor prin aşchiere.
9.3. UTILAJE PENTRU STRUNJIRE Prelucrarea prin strunjire se efectuează pe un utilaj de prelucrare numit strung. În (fig.9.3.1.)
sunt prezentate principalele subansamble ale unui strung normal. Din punct de vedere constructiv,
indiferent de mărimea piesei care se supune procesului de prelucrare, părţile componente ale unui
strung sunt aceleaşi.
Batiul este format din două grinzi longitudinale rigidizate cu nervuri, de tip cheson închis
prevăzut cu ferestre, este realizat din fontă de turnătorie şi are rolul de a susţine celalalte părţi
componente. Batiul strungului este fixat pe fundaţie prin intermediul a două picioare şi are în partea
dreaptă ghidajele căruciorului şi cele ale păpuşii mobile. În (fig.9.3.2.) sunt prezentate ghidajele
exterioare pe care culisează sania longitudinală şi cele interioare ale păpuşii mobile.
Motorul electric de acţionare asigură transmiterea mişcării de rotaţie la păpuşa fixă prin
intermediul unei transmisii cu curele trapezoidale. Mişcarea se transmite apoi prin lira roţilor de schimb
la cutia de avansuri şi filete, la bara de avansuri sau la şurubul conducător şi la săniile căruciorului.
Păpuşa fixă (fig.9.3.3.) are rolul de a antrena semifabricatul în mişcarea de rotaţie şi de a
multiplica, prin intermediul cutiei de viteze prevăzută la interior, turaţia unică a motorului electric în
mai multe turaţii la arborele de ieşire numit arbore principal. Arborele principal asigură centrarea,
fixarea şi antrenarea semifabricatului, este prevăzut cu un sistem de lagăre cu bile stânga şi role de
rostogolire dreapta care poate prelua atât solicitarea axială cât şi pe cea radială şi asigură evitarea
deformării arborelui la încălzire. Sub cutia de viteze se află mecanismul de filete şi avansuri compus
din: inversorul de filete şi avansuri, lira roţilor de schimb, cutia de filete şi avansuri, şurubul conducător
utilizat numai pentru filetare şi bara de avansuri.
Fig.9.2.6. Tipuri de suprafeţe prelucrate prin strunjire
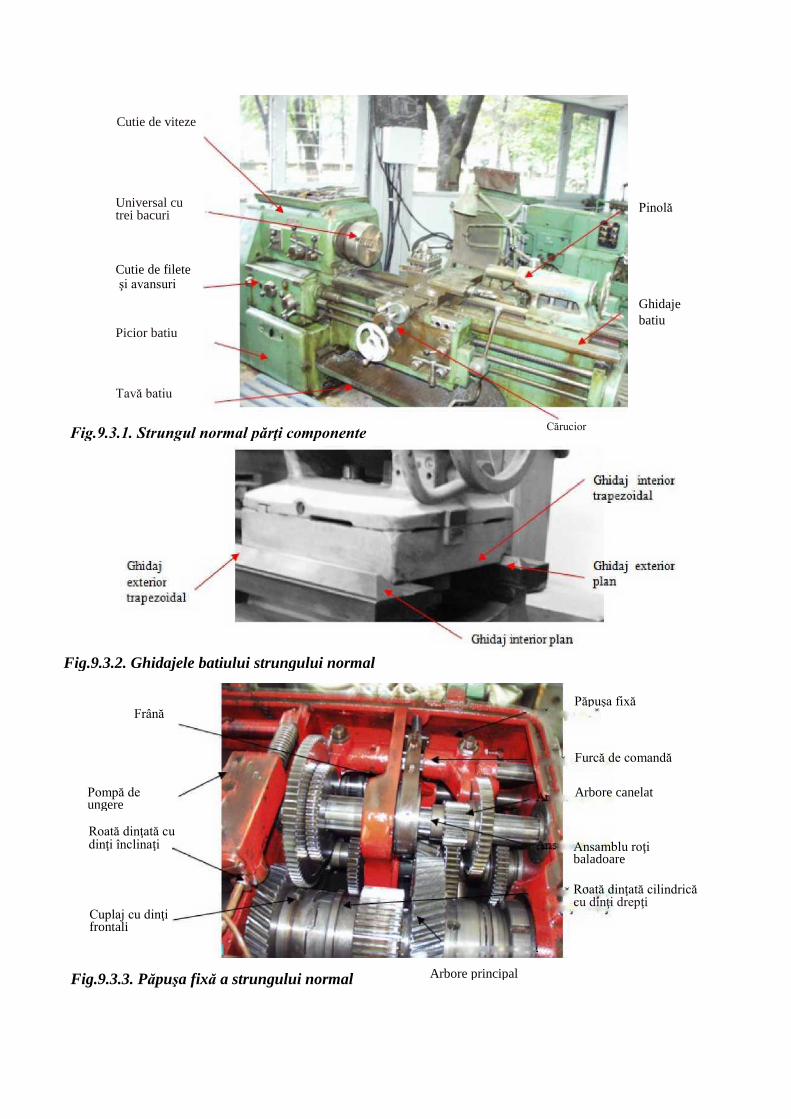
Pinolă
Ghidaje
batiu
Cutie de filete şi avansuri
Cutie de viteze
Cărucior
Picior batiu
Tavă batiu
Universal cu trei bacuri
Fig.9.3.1. Strungul normal părţi componente
Frână
Pompă de ungere
Roată dinţată cu dinţi înclinaţi
Cuplaj cu dinţi frontali
Păpuşa fixă
Furcă de comandă
Arbore canelat
Ansamblu roţi baladoare
Roată dinţată cilindrică cu dinţi drepţi
Arbore principal
Fig.9.3.3. Păpuşa fixă a strungului normal
Fig.9.3.2. Ghidajele batiului strungului normal
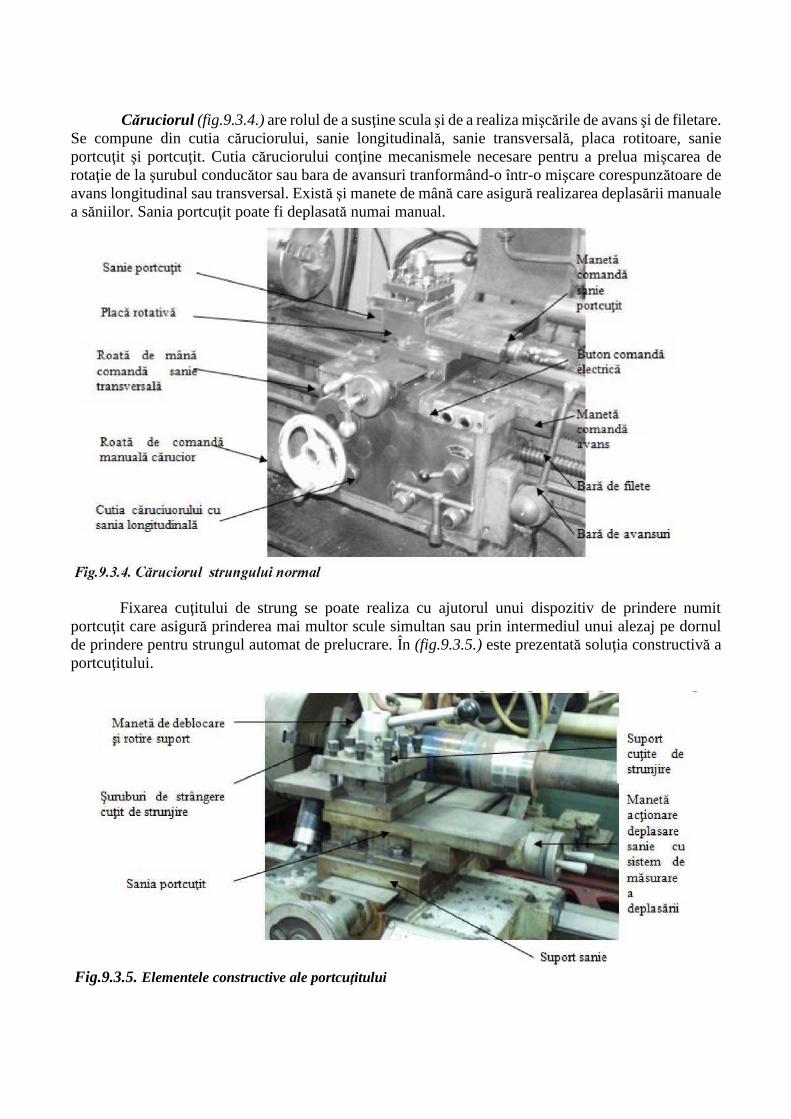
Fig.9.3.5. Elementele constructive ale portcuţitului
Căruciorul (fig.9.3.4.) are rolul de a susţine scula şi de a realiza mişcările de avans şi de filetare.
Se compune din cutia căruciorului, sanie longitudinală, sanie transversală, placa rotitoare, sanie
portcuţit şi portcuţit. Cutia căruciorului conţine mecanismele necesare pentru a prelua mişcarea de
rotaţie de la şurubul conducător sau bara de avansuri tranformând-o într-o mişcare corespunzătoare de
avans longitudinal sau transversal. Există şi manete de mână care asigură realizarea deplasării manuale
a săniilor. Sania portcuţit poate fi deplasată numai manual.
Fixarea cuţitului de strung se poate realiza cu ajutorul unui dispozitiv de prindere numit
portcuţit care asigură prinderea mai multor scule simultan sau prin intermediul unui alezaj pe dornul
de prindere pentru strungul automat de prelucrare. În (fig.9.3.5.) este prezentată soluţia constructivă a
portcuţitului.

Sanie portcuţit
Manetă comandă manual sanie transversală
Sanie transversală
Platou
Păpuşa mobilă are rolul de a susţine semifabricatele lungi prinse între vârfuri şi de a deplasa
axial sculele de tipul burghie, tarozi, filiere etc. Construcţia păpuşii mobile este prezentată în (fig.9.3.6.).
Aceasta este formată dintr-o pinolă care se poate deplasa axial prin intermediul unui mecanism şurub-
piuliţă acţionat cu o roată de mână. Pinola este de formă cilindrică având la interior un alezaj conic în
care se introduc vârfuri de fixare, reducţii conice sau mandrina de fixare a sculelor. Blocarea pinolei se
realizează cu ajutorul unei manete. Corpul păpuşii se poate deplasa în plan orizontal, perpendicular pe
axa arborelui principal (la strunjirea suprafeţelor conice lungi prinse între vârfuri) prin intermediul unui
mecanism şurub-piuliţă fixat în corpul păpuşii. Păpuşa se poate bloca pe ghidajele interioare ale batiului
prin intermediul unui sistem de prindere format din patină, şuruburi de strângere cu piuliţe.
Fig.9.3.6. Păpuşa mobilă a strungului normal
În afară de strungul normal prezentat şi analizat, în practică se întâlnesc şi alte tipuri de
strunguri. Strungul frontal (fig.9.3.7.) este construit pentru prelucrarea pieselor de tip disc. Piesa este
fixată în universal cu patru bacuri acţionat de la cutia de viteze comandată de motorul electric. Tot de
la motorul electric se transmite mişcarea prin bara de filete sau avansuri la sania transversală şi la sania
portcutit, mişcarea ajungând la scula aşchietoare.
Fig. 9.3.7. Strung frontal
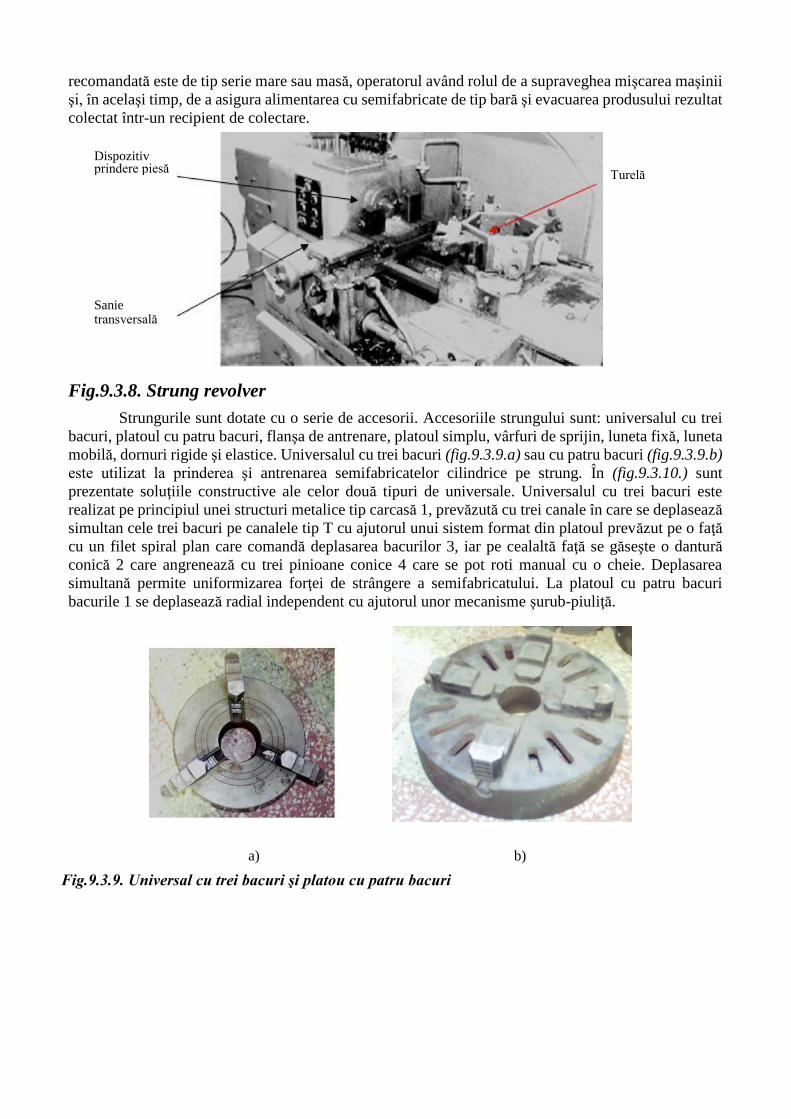
În (fig.9.3.8.) este prezentat strungul revolver. La acesta piesa este fixată în dispozitivul de
prindere automat de tip mecanic sau hidraulic. Scula se fixează în turela din partea dreaptă, care este
prevăzută cu mai multe locaşuri. Comanda de rotire a turelei se realizează la fiecare schimbare de sculă
prin intermediul unui sistem de came şi şuruburi de reglare a lungimii cursei de avans. Seria de fabricaţie
Şuruburi strângere păpuşa mobilă
Ghidaj pentru deplasare transversală
Dispozitiv prindere piesă
Turelă
Sanie transversală
recomandată este de tip serie mare sau masă, operatorul având rolul de a supraveghea mişcarea maşinii
şi, în acelaşi timp, de a asigura alimentarea cu semifabricate de tip bară şi evacuarea produsului rezultat
colectat într-un recipient de colectare.
Fig.9.3.8. Strung revolver
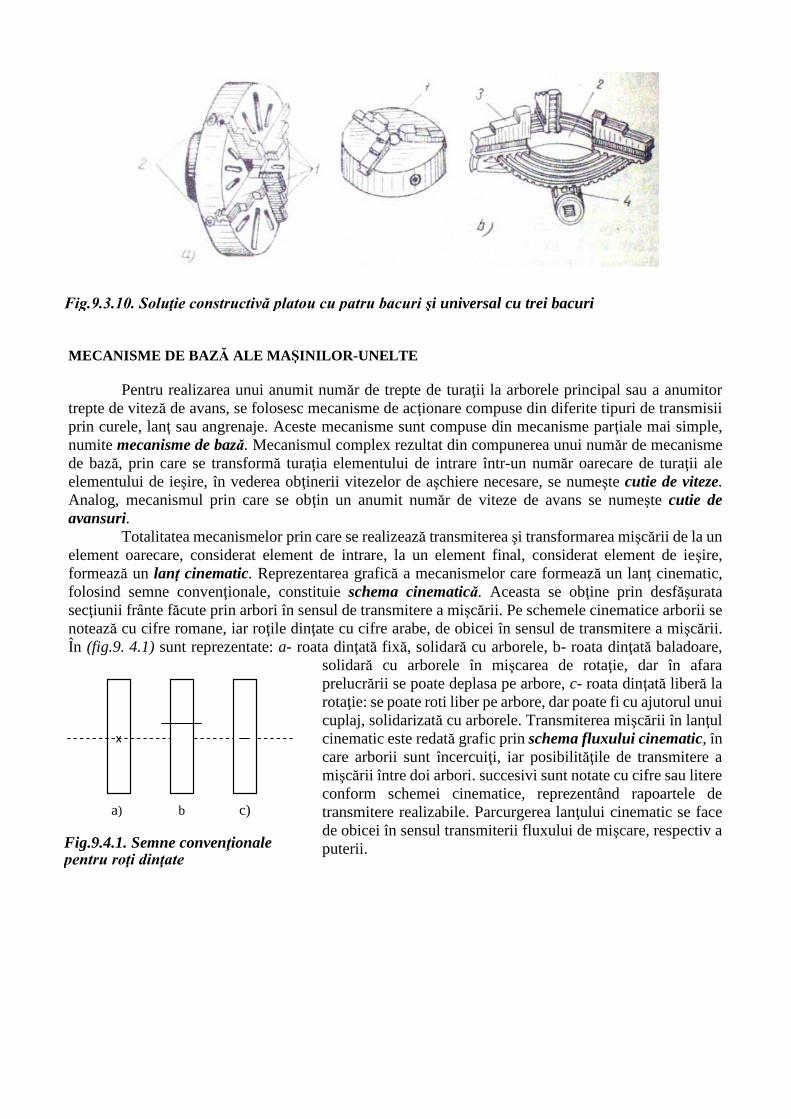
Strungurile sunt dotate cu o serie de accesorii. Accesoriile strungului sunt: universalul cu trei
bacuri, platoul cu patru bacuri, flanşa de antrenare, platoul simplu, vârfuri de sprijin, luneta fixă, luneta
mobilă, dornuri rigide şi elastice. Universalul cu trei bacuri (fig.9.3.9.a) sau cu patru bacuri (fig.9.3.9.b)
este utilizat la prinderea şi antrenarea semifabricatelor cilindrice pe strung. În (fig.9.3.10.) sunt
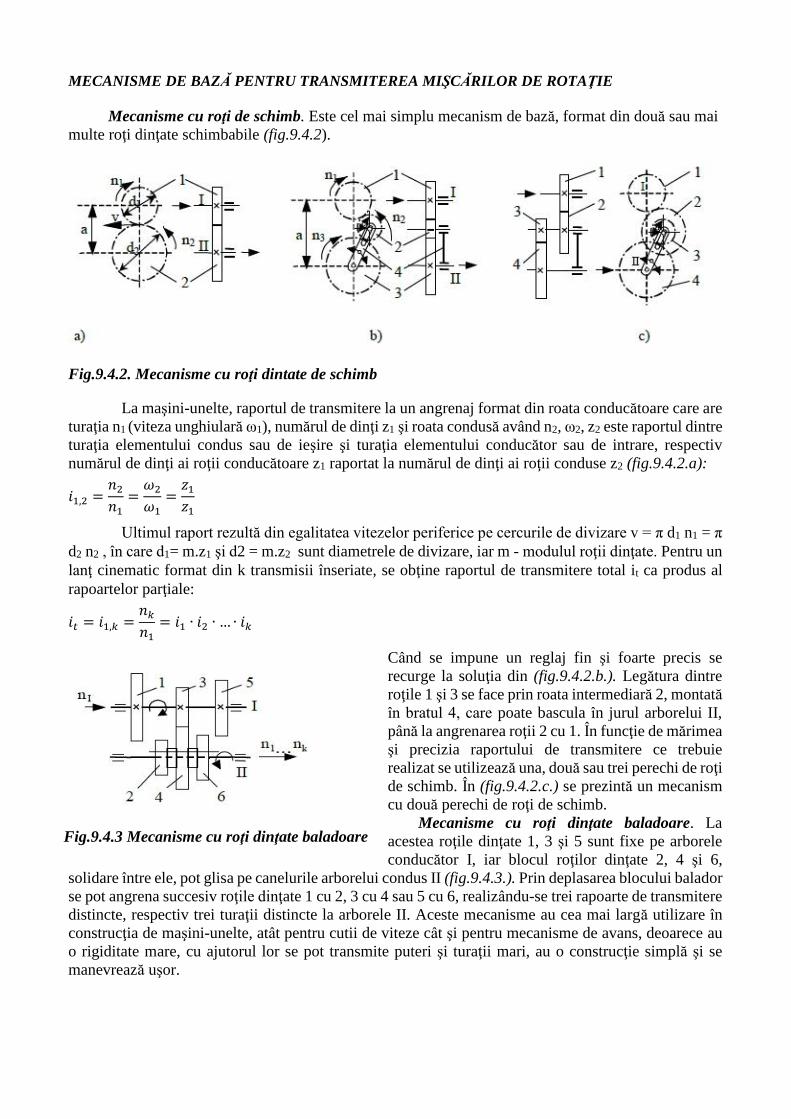
prezentate soluţiile constructive ale celor două tipuri de universale. Universalul cu trei bacuri este
realizat pe principiul unei structuri metalice tip carcasă 1, prevăzută cu trei canale în care se deplasează
simultan cele trei bacuri pe canalele tip T cu ajutorul unui sistem format din platoul prevăzut pe o faţă
cu un filet spiral plan care comandă deplasarea bacurilor 3, iar pe cealaltă faţă se găseşte o dantură
conică 2 care angrenează cu trei pinioane conice 4 care se pot roti manual cu o cheie. Deplasarea
simultană permite uniformizarea forţei de strângere a semifabricatului. La platoul cu patru bacuri
bacurile 1 se deplasează radial independent cu ajutorul unor mecanisme şurub-piuliţă.
a) b)
Fig.9.3.9. Universal cu trei bacuri şi platou cu patru bacuri
MECANISME DE BAZĂ ALE MAŞINILOR-UNELTE
Pentru realizarea unui anumit număr de trepte de turaţii la arborele principal sau a anumitor
trepte de viteză de avans, se folosesc mecanisme de acţionare compuse din diferite tipuri de transmisii
prin curele, lanţ sau angrenaje. Aceste mecanisme sunt compuse din mecanisme parţiale mai simple,
numite mecanisme de bază. Mecanismul complex rezultat din compunerea unui număr de mecanisme
de bază, prin care se transformă turaţia elementului de intrare într-un număr oarecare de turaţii ale
elementului de ieşire, în vederea obţinerii vitezelor de aşchiere necesare, se numeşte cutie de viteze.
Analog, mecanismul prin care se obţin un anumit număr de viteze de avans se numeşte cutie de
avansuri.
Totalitatea mecanismelor prin care se realizează transmiterea şi transformarea mişcării de la un
element oarecare, considerat element de intrare, la un element final, considerat element de ieşire,
formează un lanţ cinematic. Reprezentarea grafică a mecanismelor care formează un lanţ cinematic,
folosind semne convenţionale, constituie schema cinematică. Aceasta se obţine prin desfăşurata
secţiunii frânte făcute prin arbori în sensul de transmitere a mişcării. Pe schemele cinematice arborii se
notează cu cifre romane, iar roţile dinţate cu cifre arabe, de obicei în sensul de transmitere a mişcării.
În (fig.9. 4.1) sunt reprezentate: a- roata dinţată fixă, solidară cu arborele, b- roata dinţată baladoare,
solidară cu arborele în mişcarea de rotaţie, dar în afara
prelucrării se poate deplasa pe arbore, c- roata dinţată liberă la
rotaţie: se poate roti liber pe arbore, dar poate fi cu ajutorul unui
cuplaj, solidarizată cu arborele. Transmiterea mişcării în lanţul
cinematic este redată grafic prin schema fluxului cinematic, în
care arborii sunt încercuiţi, iar posibilităţile de transmitere a
mişcării între doi arbori. succesivi sunt notate cu cifre sau litere
conform schemei cinematice, reprezentând rapoartele de
transmitere realizabile. Parcurgerea lanţului cinematic se face
de obicei în sensul transmiterii fluxului de mişcare, respectiv a
puterii.
a) b c)
Fig.9.4.1. Semne convenţionale pentru roţi dinţate
Fig.9.3.10. Soluţie constructivă platou cu patru bacuri şi universal cu trei bacuri
x
MECANISME DE BAZĂ PENTRU TRANSMITEREA MIŞCĂRILOR DE ROTAŢIE
Mecanisme cu roţi de schimb. Este cel mai simplu mecanism de bază, format din două sau mai
multe roţi dinţate schimbabile (fig.9.4.2).
Fig.9.4.2. Mecanisme cu roţi dintate de schimb
La maşini-unelte, raportul de transmitere la un angrenaj format din roata conducătoare care are
turaţia n1 (viteza unghiulară ω1), numărul de dinţi z1 şi roata condusă având n2, ω2, z2 este raportul dintre
turaţia elementului condus sau de ieşire şi turaţia elementului conducător sau de intrare, respectiv
numărul de dinţi ai roţii conducătoare z1 raportat la numărul de dinţi ai roţii conduse z2 (fig.9.4.2.a):
𝑖1,2 =𝑛2𝑛1
=𝜔2
𝜔1
=𝑧1𝑧1
Ultimul raport rezultă din egalitatea vitezelor periferice pe cercurile de divizare v = π d1 n1 = π
d2 n2 , în care d1= m.z1 şi d2 = m.z2 sunt diametrele de divizare, iar m - modulul roţii dinţate. Pentru un
lanţ cinematic format din k transmisii înseriate, se obţine raportul de transmitere total it ca produs al
rapoartelor parţiale:
𝑖𝑡 = 𝑖1,𝑘 =𝑛𝑘𝑛1
= 𝑖1 ∙ 𝑖2 ∙ … ∙ 𝑖𝑘
Când se impune un reglaj fin şi foarte precis se
recurge la soluţia din (fig.9.4.2.b.). Legătura dintre
roţile 1 şi 3 se face prin roata intermediară 2, montată
în bratul 4, care poate bascula în jurul arborelui II,
până la angrenarea roţii 2 cu 1. În funcţie de mărimea
şi precizia raportului de transmitere ce trebuie
realizat se utilizează una, două sau trei perechi de roţi
de schimb. În (fig.9.4.2.c.) se prezintă un mecanism
cu două perechi de roţi de schimb.
Mecanisme cu roţi dinţate baladoare. La
acestea roţile dinţate 1, 3 şi 5 sunt fixe pe arborele
conducător I, iar blocul roţilor dinţate 2, 4 şi 6,
solidare între ele, pot glisa pe canelurile arborelui condus II (fig.9.4.3.). Prin deplasarea blocului balador
se pot angrena succesiv roţile dinţate 1 cu 2, 3 cu 4 sau 5 cu 6, realizându-se trei rapoarte de transmitere
distincte, respectiv trei turaţii distincte la arborele II. Aceste mecanisme au cea mai largă utilizare în
construcţia de maşini-unelte, atât pentru cutii de viteze cât şi pentru mecanisme de avans, deoarece au
o rigiditate mare, cu ajutorul lor se pot transmite puteri şi turaţii mari, au o construcţie simplă şi se
manevrează uşor.
Fig.9.4.3 Mecanisme cu roţi dinţate baladoare

Mecanisme cu ambreiaje. Elimină
parţial dezavantajul mecanismelor cu
roţi baladoare, legat de posibilitatea
angrenării şi dezangrenării numai în
repaus. Pe arborele conducător I
(fig.9.4.4.a) sunt montate roţile fixe 1 şi
3, iar pe arborele condus II, roţile
dinţate libere 2 şi 4, care se pot
solidariza succesiv cu arborele
respectiv prin intermediul ambreiajului
cu dinţi K, care glisează pe o porţiune
canelată a arborelui II. În fig.9.4.4.b
este prezentată o altă variantă:
mecanismul cuplabil cu reductor. Prin
deplasarea ambreiajului K spre stânga,
mişcarea se transmite direct la roata conducătoare 1 la arborele I, iar spre dreapta mişcarea se transmite
prin mecanismul reductor.
Mecanisme cu pană glisantă. Mecanismul este alcătuit dintr-un grup de roţi dinţate etajate 1,
2,..., k (fig.9.4.5.) fixate pe arborele I şi angrenate permanent cu un număr egal de roţi dinţate 1', 2',..,
k', montate liber pe arborele tubular II. Roţile 1', 2',.., k' se pot solidariza succesiv cu arborele II prin
intermediul penei glisante Pg, care se poate deplasa axial într-un canal practicat în arborele respectiv.
Datorită rigidităţii mici a sistemului, mecanismele cu pană glisantă se folosesc numai pentru cutii de
avansuri, unde puterile şi turaţiile sunt mici, mai ales la maşinile de găurit.
Mecanisme cu roţi dinţate în trepte şi roata basculantă - mecanisme Norton. Sunt formate
dintr-un bloc de k roţi dinţate (6...13) fixe pe arborele I şi perechea de roţi dinţate z0 şi zi , permanent
angrenate între ele, care pot glisa, şi se pot bascula în jurul arborelui II prin intermediul braţului b în
care sunt montate (fig.9.4.6). Se obţin astfel k rapoarte de transmitere cu numai k+2 roţi dinţate (faţă de
2k la mecanismele baladoare) şi permit o etajare fină a rapoartelor de transmitere. Se întâlnesc în
lanţurile cinematice de filetare şi avansuri ale strungurilor normale.
MECANISME DE BAZĂ PENTRU TRANSMITEREA MIŞCĂRILOR RECTILINII
Mecanisme cu roată dinţată-cremalieră. Sunt formate dintr-o roată dinţată 1 angrenată cu cremaliera
2 (fig.9.4.7.). Când roata dinţată este elementul conducător, mişcarea rectilinie este executată de către
cremalieră, dacă aceasta se solidarizează cu elementul mobil al maşinii şi lagărele arborelui pe care este
montată roata sunt fixe (acţionarea meselor de rabotat cu masa mobilă). Când cremaliera este fixă şi
lagărele arborelui pe care este montată roata dinţată sunt solidarizate cu elementul mobil al maşinii,
Fig.9.4.4. Mecanisme cu ambreiaj cu ghiare
Fig.9.4.5. Mecanisme cu pană glisantă Fig.9.4.6. Mecanisme Norton

roata dinţată execută mişcarea rectilinie (acţionarea căruciorului strungurilor normale).
Mecanisme cu şurub-piuliţă. Se utilizează pentru
realizarea mişcărilor de avans de mare precizie (fig.9.4.8).
Se întâlnesc două cazuri:
- şurubul, ca element conducător, execută mişcarea de rotaţie
şi este asigurat împotriva deplasării axiale, iar piuliţa
asigurată contra rotirii şi solidară cu elementul mobil al
maşinii-unelte, se deplasează axial, antrenând cu sine şi
elementul respectiv;
- şurubul conducător execută atât mişcarea de rotaţie cât şi
cea de translaţie, piuliţa fiind asigurată contra rotirii şi
deplasării axiale.
Mecanisme cu camă. Se utilizează pentru realizarea
mişcării rectilinii alternative şi pot fi cu camă disc şi tachet
(fig.9.4.9) sau cu came cilindrice. Mecanismele cu camă au
avantajul de a asigura tachetului o viteză variabilă, după o
anumită lege, la o turaţie n constantă a camei 1, prin alegerea corespunzătoare a camei disc, respectiv a
canalului de pe suprafaţa camei cilindrice, utilizându-se pe scară largă în construcţia maşinilor-unelte
automate şi semiautomate.
Mecanisme hidraulice. Se utilizează pentru realizarea mişcărilor rectilinii şi au o construcţie foarte
variată. Au mai multe avantaje: posibilitatea de a varia continuu
viteza de deplasare în timpul mersului, inversarea sensului de
mişcare fără şocuri, siguranţa în funcţionare etc.
În afara acestor mecanisme, în construcţia maşinilor-
unelte mai există şi mecanisme pentru inversarea sensului
mişcărilor de rotaţie: mecanisme inversoare cu roţi dintate
cilindrice (inversoare cu roţi dinţate intermediare schimbabile, cu
roţi dinţate baladoare şi cu roţi dinţate cuplabile) şi mecanisme
pentru realizarea mişcărilor periodice intermitente de rotaţie şi
rectilinii (mecanisme cu clichet, mecanisme cu cruce de Malta).
9.5. LUCRĂRI PREGĂTITOARE ÎN VEDEREA AŞCHIERII
Obţinerea unei piese prin aşchiere necesită lucrări pregătitoare şi aşchierea propriu-zisă. După
elaborarea procesului tehnologic necesar executării piesei se parcurg următoarele etape, cu
exemplificări pentru cazul strunjirii:
a. Alegerea dispozitivelor de prindere a semifabricatului: se face în funcţie de raportul între
lungimea semifabricatului şi diametrul său astfel:
- pentru l/d < 4 prinderea se face în consolă: universal cu trei bacuri, platou cu patru bacuri;
- pentru l/d = 4 ... 10 prinderea se face între vârfuri (antrenarea în flanşă şi dorn de antrenare)
sau universal şi vârful din păpuşa mobilă;
- pentru l/d > 10 între vârfuri cu rezemare suplimentară în lunetă.
b. Alegerea şi fixarea corectă a sculei: Cuţitul se alege în funcţie de felul suprafeţei şi tipul
prelucrării. Acesta se fixează, pentru cutite profilate, în portcuţitul multiplu cu vârful la nivelul
axei arborelui principal; la 1/100 d deasupra axei penrtu degroşare şi cu aceeaşi cantitate sub
axă pentru finisare la cuţitele normale. Lungimea în consolă se impune să fie mai mică decât
1,5 ori înălţimea corpului cuţitului pentru a nu vibra. Strângerea şuruburilor de fixare se face
uniform, iar adaosurile de fixare să fie în număr minim, să aibe grosimea uniformă şi lungimea
egală cu partea de fixare a sculei. Sculele se fixează în portcuţit în ordinea folosirii lor. Sculele
de tipul burghie, tarozi, filiere etc. se fixează în alezajul conic al pinolei păpuşii mobile direct
Fig.9.4.7. Mecanisme cu roată dinţată-cremalieră
Fig.9.4.8. Mecanisme şurub-piuliţă

sau prin intermediul reducţiilor, mandrinelor sau a altor dispozitive intermediare.
c. Alegerea instrumentelor şi aparatelor de măsurare şi control pentru fiecare operaţie şi fază în
parte.
d. Alegerea elementelor regimului economic de aşchiere: Pornind de la dimensiunile
semifabricatului şi ale piesei se determină adâncimea de aşchiere, avansul, viteza de aşchiere,
respectiv turatia.
9.6. CONCLUZII FINALE În lucrare se urmăreşte familiarizarea studenţilor cu prelucrarea materialelor prin strunjire, cu
tipurile de cuţite, de suprafeţe şi cu utilajele folosite la realizarea acestui tip de prelucrare, atât din punct
de vedere constructiv, cât şi funcţional. Se va analiza fluxul cinematic al mişcării la un strung normal
şi la unul de tip revolver, modul în care se prelucrează diferite tipuri de piese.
Fig.9.6.1. Piesă prelucrată în cadrul lucrării
După prelucrare, piesa se va măsura din punct de vedere dimensional şi din punct de vedere al
calităţii suprafeţei. Se vor determina prin cronometrare timpii necesari pentru fiecare operaţie de
prelucrare.
Strunjire canal patrat
Strunjire cilindrică
exterioară
Strunjire conică
exterioară
Găurire urmată de
strunjire cilindrică
interioară
Retezare
Strunjire canal
semicircular
Randalinare
Strunjire frontală










![2008 1 1 am-I Oprn 06 @ Cutie Honey Cutie Honey Orochi Sheryl … · 2014-01-25 · Cutie Honey Cutie Honey Orochi Sheryl Macross Frontier TSUBASA föJM]B Gwendolyn Odin Sphere Monster](https://static.fdocuments.net/doc/165x107/5f84891f4522ec2509354819/2008-1-1-am-i-oprn-06-cutie-honey-cutie-honey-orochi-sheryl-2014-01-25-cutie.jpg)







