Prediction of Cracks in Continuously Cast Steel Beam Blank...
13
Prediction of Cracks in Continuously Cast Steel Beam Blank through Fully Coupled Analysis of Fluid Flow, Heat Transfer, and Deformation Behavior of a Solidifying Shell JUNG-EUI LEE, TAE-JUNG YEO, KYU HWAN OH, JONG-KYU YOON, and U-SOK YOON A mathematical model has been developed for the prediction of cracks in the continuously cast steel beam blank through the fully coupled analysis of fluid flow, heat transfer, and deformation behavior of a solidifying shell. Fluid flow and heat transfer in the strand mold were analyzed with a three- dimensional (3-D) finite-volume method (FVM). For the complex geometry of the beam blank, a body-fitted coordinate (BFC) system was employed. Thermo-elastic-plastic deformation behavior in the strand was analyzed using the finite-element method (FEM) based on the two-dimensional (2-D) slice model. The thermal fields of the strand calculated with the FVM were used in the analysis of the deformation behavior of the strand. Through the iterative analysis of the fluid flow, heat-transfer, and deformation behavior, the coupling parameter of the heat-transfer coefficient between the strand and the mold was obtained. In order to describe the thermophysical properties and thermomechanical behavior of steel in the mushy zone, the microsegregation of solute elements was assessed. Conse- quently, some characteristic temperatures of steel as well as variations of phase fractions with tempera- ture were determined. The probability of cracking in the strand, originating from an interdendritic liquid film, was quantified as a crack susceptibility coefficient. Recirculating flows were developed in the web and flange-tip regions. The development of a solidifying shell in the flange-center region was retarded by the inlet flow from a submerged entry nozzle (SEN). An air gap was formed mainly near the flange-tip corner. Surface cracks in the web and fillet regions and internal cracks in the flange-tip region were predicted. I. INTRODUCTION general curvilinear coordinate system. [12,13] While it causes complexity in transforming governing equations and impos- THE recent trends in continuous casting technologies ing boundary conditions, the approach can describe exactly are being developed toward the near-net-shape casting [1,2] the boundary of a complexly shaped system without addi- in order to reduce production costs and to increase productiv- tional grids and computational resources. It also allows the ity and yield. Beam blank casting, [3,4] strip casting, [1,2,5] and general computational code based on the FVM to widen its thin slab casting [1,2,6] are typical examples. Beam blank cast- capability of applications. [12–15] ing is used as a starting material for hot-rolled H beams. The primary cause of defects in the cast strand has been The beam blank has a complex geometry, called a “dog- reported to be inhomogeneous solidification of steel in mold. bone” type. [3,4] The solidification of steel during casting is affected by the Even though the continuous casting process has many flow of molten steel, the formation of an air gap between advantages, the quality of the strand has suffered from the the mold and the strand, and other casting variables such as presence of various defects. Many mathematical models [7–11] casting speed, mold taper, mold flux, and mold oscilla- have been developed to understand the causes of defects in tion. [16,17] Because these factors have mutual interactions the cast strand. However, they have mainly focused on the during casting, in order to further understand transport phe- continuous casting of a simple geometry in products such nomena in the mold region, fluid flow, heat transfer, and as billet, [7,8] bloom, [9] and slab. [10,11] Numerical analysis of deformation behavior should be considered. Most models beam blank casting, strip casting, and thin slab casting has reported in the literature have focused on heat-transfer analy- been restricted by their complexly shaped strand. One of sis, [18,19] fluid flow heat-transfer analysis, [9,11] and heat-trans- the numerical approaches, based on finite-volume method fer stress analysis. [10,20–22] Recently, mathematical models (FVM), to overcoming the problem is the introduction of a for the coupled analysis of fluid flow and heat-transfer defor- mation behavior in round billet casting [7] and in thin slab casting [23] have been developed. However, the fully coupled JUNG-EUI LEE, formerly Graduate Student, School of Materials Science effects of fluid flow, heat transfer, and solidification were and Engineering, Seoul National University, is with the Kwangyang Iron not included in these models. and Steelmaking Research Group, Technical Research Laboratories, Pohang Our attention in mathematical modeling is to analyze the Iron and Steel Co., Ltd. TAE-JUNG YEO, Graduate Student, KYU HWAN OH, Associate Professor, and JONG-KYU YOON, Professor, are with the fluid flow, heat transfer, and stress in continuous casting of School of Materials Science and Engineering, Seoul National University, a complexly shaped strand in a fully coupled way. The Soul, 151-742, Korea. U-SOK YOON, Researcher, is with the Kwangyang authors have applied the fully coupled model to round billet Iron and Steelmaking Research Group, Technical Research Laboratories, casting [24] and to beam blank casting. [25] The necessity of a Pohang Iron and Steel Co., Ltd., Cheonnam, 545-090, Korea. Manuscript submitted September 11, 1998. coupled analysis is increased, especially in the continuous METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, JANUARY 2000—225
Transcript of Prediction of Cracks in Continuously Cast Steel Beam Blank...

Prediction of Cracks in Continuously Cast Steel Beam Blankthrough Fully Coupled Analysis of Fluid Flow, HeatTransfer, and Deformation Behavior of a Solidifying Shell
JUNG-EUI LEE, TAE-JUNG YEO, KYU HWAN OH, JONG-KYU YOON, and U-SOK YOON
A mathematical model has been developed for the prediction of cracks in the continuously cast steelbeam blank through the fully coupled analysis of fluid flow, heat transfer, and deformation behaviorof a solidifying shell. Fluid flow and heat transfer in the strand mold were analyzed with a three-dimensional (3-D) finite-volume method (FVM). For the complex geometry of the beam blank, abody-fitted coordinate (BFC) system was employed. Thermo-elastic-plastic deformation behavior inthe strand was analyzed using the finite-element method (FEM) based on the two-dimensional (2-D)slice model. The thermal fields of the strand calculated with the FVM were used in the analysis ofthe deformation behavior of the strand. Through the iterative analysis of the fluid flow, heat-transfer,and deformation behavior, the coupling parameter of the heat-transfer coefficient between the strandand the mold was obtained. In order to describe the thermophysical properties and thermomechanicalbehavior of steel in the mushy zone, the microsegregation of solute elements was assessed. Conse-quently, some characteristic temperatures of steel as well as variations of phase fractions with tempera-ture were determined. The probability of cracking in the strand, originating from an interdendriticliquid film, was quantified as a crack susceptibility coefficient. Recirculating flows were developedin the web and flange-tip regions. The development of a solidifying shell in the flange-center regionwas retarded by the inlet flow from a submerged entry nozzle (SEN). An air gap was formed mainlynear the flange-tip corner. Surface cracks in the web and fillet regions and internal cracks in theflange-tip region were predicted.
I. INTRODUCTION general curvilinear coordinate system.[12,13] While it causescomplexity in transforming governing equations and impos-THE recent trends in continuous casting technologies ing boundary conditions, the approach can describe exactly
are being developed toward the near-net-shape casting[1,2]the boundary of a complexly shaped system without addi-
in order to reduce production costs and to increase productiv- tional grids and computational resources. It also allows theity and yield. Beam blank casting,[3,4] strip casting,[1,2,5] and general computational code based on the FVM to widen itsthin slab casting[1,2,6] are typical examples. Beam blank cast- capability of applications.[12–15]
ing is used as a starting material for hot-rolled H beams. The primary cause of defects in the cast strand has beenThe beam blank has a complex geometry, called a “dog- reported to be inhomogeneous solidification of steel in mold.bone” type.[3,4]
The solidification of steel during casting is affected by theEven though the continuous casting process has many flow of molten steel, the formation of an air gap between
advantages, the quality of the strand has suffered from the the mold and the strand, and other casting variables such aspresence of various defects. Many mathematical models[7–11]
casting speed, mold taper, mold flux, and mold oscilla-have been developed to understand the causes of defects in
tion.[16,17] Because these factors have mutual interactionsthe cast strand. However, they have mainly focused on theduring casting, in order to further understand transport phe-continuous casting of a simple geometry in products suchnomena in the mold region, fluid flow, heat transfer, andas billet,[7,8] bloom,[9] and slab.[10,11] Numerical analysis ofdeformation behavior should be considered. Most modelsbeam blank casting, strip casting, and thin slab casting hasreported in the literature have focused on heat-transfer analy-been restricted by their complexly shaped strand. One ofsis,[18,19] fluid flow heat-transfer analysis,[9,11] and heat-trans-the numerical approaches, based on finite-volume methodfer stress analysis.[10,20–22] Recently, mathematical models(FVM), to overcoming the problem is the introduction of afor the coupled analysis of fluid flow and heat-transfer defor-mation behavior in round billet casting[7] and in thin slabcasting[23] have been developed. However, the fully coupled
JUNG-EUI LEE, formerly Graduate Student, School of Materials Science effects of fluid flow, heat transfer, and solidification wereand Engineering, Seoul National University, is with the Kwangyang Iron not included in these models.and Steelmaking Research Group, Technical Research Laboratories, Pohang
Our attention in mathematical modeling is to analyze theIron and Steel Co., Ltd. TAE-JUNG YEO, Graduate Student, KYU HWANOH, Associate Professor, and JONG-KYU YOON, Professor, are with the fluid flow, heat transfer, and stress in continuous casting ofSchool of Materials Science and Engineering, Seoul National University, a complexly shaped strand in a fully coupled way. TheSoul, 151-742, Korea. U-SOK YOON, Researcher, is with the Kwangyang authors have applied the fully coupled model to round billetIron and Steelmaking Research Group, Technical Research Laboratories,
casting[24] and to beam blank casting.[25] The necessity of aPohang Iron and Steel Co., Ltd., Cheonnam, 545-090, Korea.Manuscript submitted September 11, 1998. coupled analysis is increased, especially in the continuous
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, JANUARY 2000—225

casting process of a beam blank, because the inherent geo- sij 5 Cijkl(«kl 2 «Pkl 2 «Th
kl ) [2]metrical characteristics of the strand influences the develop-
where Cijkl, «kl, «Pkl, and «Th
kl are the elastic constitutive matrix,ment of fluid flow, solidification, and stress field,[21,22] astotal infinitesimal strain, plastic strain, and thermal strain,well as their mutual interactions.[25]
respectively.During casting, the steel cannot solidify according to theUsing the Von Mises yield function and associated flowequilibrium binary Fe-C phase diagram. Nonequilibrium
rule, the increment of stress can be given as follows:[21,32]solidification is influenced by other solute elements and theirsegregation in the interdendritic region.[26–29] Variations of dsij 5 Ctan
ijkl(«kl 2 d«Thkl )
phase fractions with temperature and related characteristictemperatures in the mushy zone, given in a nonequilibrium
1 Fgij 2Cijklskl(smngmn 1 r)
sij Cijkl skl 2 2/3 SsG dTphase diagram, play a crucial role in describing the thermo-physical properties and thermomechanical behavior of steel.Therefore, the microsegregation of solute elements should
gij 5dCijkl
dTC21
klmnsmnbe included in the development of a mathematical model.The purpose of this study was to develop a mathematical
model for the fully coupled analysis of fluid flow, heat r 5 223
sdsdT
5 223
s 1ds0
dT1
dE Ptan
dT«P2 [3]
transfer, and deformation behavior of a solidifying shell inthe continuous casting process involving complex geometry.This is especially important in the casting of a beam blank. Ctan
ijkl 5 Cijkl 2CijmnsmnspqCpqkl
srsCrstustu 2 2/3 SsFluid flow heat transfer in the strand and heat transfer inthe mold were analyzed with the 3-D FVM based on the
s 5 s0(T ) 1 E Ptan(T )sP
body-fitted coordinate (BFC) system. The deformationbehavior of the strand was analyzed with the finite-element
S 5 223
sE Ptanmethod (FEM) based on the 2-D slice model using the tem-
perature of the strand calculated with the FVM. These twoprocedures were iteratively coupled. With this model, heat
d«Thkl 5 Fda
dT(T 2 Tref) 1 adTG dklflow between the strand and mold was evaluated and the
probability of cracking in the strand was predicted.where sij, s, s0, E P
tan, a, Tref, and sij are the deviatoric stress,effective flow stress, initial yield stress, plastic modulus,II. MATHEMATICAL FORMULATIONSeffective thermal expansion coefficient (which is dependenton temperature and d/g phase transformation), temperatureA. Fluid Flow Heat-Transfer Analysisat the stress-free state, and the Kronecker delta, respectively.The BFC system is defined as a general curvilinear coordi-
At time t, for equilibrium to be ensured, the total potentialnate system where the curvilinear coordinate line coincidesenergy, formulated as follows in Eq. [4], must be stationarywith the boundary of the physical domain.[12–15] The 3-Dfor admissible displacements:governing equations of turbulent vectorial and thermal fields
described in the Cartesian coordinate system (x, y, z) can be #V
sijdeij dV 5 #SF
Pi dUi dSF [4]transformed into those in the general coordinate system (j,h, z ) as follows:
where sij, eij, Pi , Ui , V, and SF are the Cauchy stress tensor,infinitesimal strain tensor, surface traction, displacement,1
J F
ji( p GiF)G 5
1J H
jjFGF J1g jk F
jk2GJ 1 SF [1]
volume, and surface area, respectively.Invoking the stationarity of total potential energy willwhere Gi 5 J([ji /xj]uj), gjk 5 (jj /xl)(jk /xl), J is the
give the following matrix equation through discretizationJacobian of coordinate transformation matrix from theand linearization:Cartesian into a general curvilinear coordinate system, r is
the density, ui is the velocity component in the xi direction, K n U 5 F [5]and F can be the dependent variables such as velocity ui ,
where K, nU, and F are the stiffness matrix, displacementtemperature T, turbulent kinetic energy k, and rate of energyvector, and load vector, respectively.dissipation «. The GF is the effective diffusion coefficient
of F and SF is the source term of F. The source term includesnonorthogonal terms due to coordinate transformation,[30,31]
C. Microsegregation Analysisbesides the pressure term and the buoyance force. The grav-
The solidification of steel during the continuous castingity direction was taken as the z direction.process cannot follow the path of the equilibrium binary Fe-By the introduction of the BFC system, transport phenom-C phase diagram due to the effect of other solute elementsena in the complexly shaped system can be analyzed by aand microsegregation of the solute elements between den-straightforward application of the FVM without additionaldrites.[27,28] In order to obtain a nonequilibrium psuedo–Fe-grids and computational resources.[12,13]
C phase diagram and to determine the variation of solid, d-Fe, and g-Fe fractions with temperature, the microsegrega-
B. Deformation Behavior Analysis tion of solute elements was analyzed using the direct differ-ence method suggested by Kim et al.[26] and Ueshima etIn a thermo-elasto-plastic material, stress sij can be
expressed as follows: al.[27] The assumed conditions in this analysis are listed in
226—VOLUME 31A, JANUARY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

Table I. Thermophysical Properties Used in ThisStudy[9,25,43]
Parameters
SteelLatent heat of fusion (J/kg) 2.72 3 105
Laminar viscosity (Pa) 6.7 3 1023
Density (kg/m3) 7020Thermal conductivity of Liquid (W/m 8C) 30Thermal conductivity of solid (W/m 8C) 30Heat capacity of liquid (J/kg 8C) 682Heat capacity of solid (J/kg 8C) 710Emissivity 0.8Microsegregation analysisCooling rate (8C/s) 0.17Dendrite arm spacing (mm) 1000MoldDensity of mold (kg/m3) 8890Thermal conductivity of mold (W/m 8C) 380
Fig. 1—Calculated solid fraction fs , d-Fe fraction, and g-Fe fraction as aSpecific heat of mold (J/kg 8C) 321.2 function of temperature for the carbon steel given in Table II.Emissivity of mold 0.5
Table II. Equilibrium Distribution Coefficients and Diffusion Coefficients of Solute Elements[27]
Element kd /L kg /L kd /g Dd(1024 3 m2/s) Dg(1024 3 m2/s)
C 0.19 0.34 1.79 0.0127 exp (281,379/RT ) 0.0761 exp (2143,511/RT )Si 0.77 0.52 0.68 8.0 exp (2248,948/RT ) 0.3 exp (2251,458/RT )
Mn 0.76 0.78 1.03 0.76 exp (2224,430/RT ) 0.055 exp (2249,366/RT )P 0.23 0.13 0.57 2.9 exp (2230,120/RT ) 0.01 exp (2182,841/RT )S 0.05 0.035 0.70 4.56 exp (2214,639/RT ) 2.4 exp (2223,425/RT )
Table III. Chemical Composition of the Carbon Steel in at the temperature of 1483 8C, at which the solid fractionThis Study is 0.91. For steel in this study, the d/g phase transformation
and solidification occur together in the temperature rangeElement C Si Mn P Sbetween 1435 8C (ZDT) and 1483 8C. The results of microse-
wt pct 0.12 0.15 0.5 0.03 0.025 gregation analysis were used for the determination of thethermophysical properties and thermomechanical behaviorof steel in the mushy zone, as shown in Appendices Athrough C and F.Table IV. The Calculated Characteristic Temperatures of
the Carbon Steel
D. Effective Plastic Strain Rate and Flow Stress inTemperature LiquidusDescription ZDT LIT ZST Temperature Carbon Steel
Solid fraction 1 0.9 0.6491 0 In order to describe the flow curves in fully solidifiedTemperature (8C) 1435 1485 1507 1521 carbon steel at various temperatures and strain rates, the
constitutive equation proposed by Han et al.[33] was adopted.Kim et al.[21] and Han et al.[29] showed good agreement ofthe proposed model with experimental data.Table I. Equilibrium distribution coefficients and diffusion
For the mechanical behavior of steel in the mushy zonecoefficients of solute elements are given in Table II. Throughbetween the ZDT and the liquidus temperature, Lee andthe analysis, the related characteristic temperatures[26] suchKim’s yield criterion[34] for porous metals was used.as zero ductility temperature (ZDT) (fully solidified tempera-
The effects of the d/g phase transformation and ferrostaticture), liquid impenetrable temperature (LIT), zero strengthpressure were included in the developed model.[21,32] Moretemperature (ZST), and liquidus temperature (fully melteddetailed equations are described in Appendix A.temperature) could be obtained. The composition of steel
used in this study and the calculated ZDT, LIT, ZST, andliquidus temperature are listed in Tables III and IV, respec-
E. Criteria of Cracks and Stress Concentration in thetively. The calculated ZDT was about 38 8C lower than theThin Shelltemperature given by the equilibrium Fe-C binary phase
diagram. The temperature at the solid fraction of 0.9 was Solidification cracking or hot tearing may occur when thesteel in the mushy zone is under tension beyond the yielddefined as the LIT.[26–29] Figure 1 shows solid, d-Fe, and g-
Fe fractions calculated through the microsegregation analy- strength due to the existence of a liquid film. In the rangeof temperature higher than the LIT, liquid can penetrate intosis. As shown in this figure, d/g phase transformation begins
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, JANUARY 2000—227

the broken interdendritic region and refill the crevice withmolten steel. Therefore, this region can be regarded as astress-free region. However, in the range of temperaturebetween the ZDT and LIT, the broken region is left withoutfilling with molten steel. Therefore, solidification crackingor hot tearing may occur. According to Kim et al.,[26] whenthe d/g phase transformation occurs during solidification,the strain applied to the steel in the mushy zone is increasedand the possibility of cracking is also higher.
In order to predict the cracking probability in the stranddue to the crevice in the segregated interdendritic liquidfilm, the crack susceptibility coefficient SC was defined asfollows:[29,32]
SC 5YM
YCfor TfS # fS , 1
5 0 for 0 # fS , TfS [6]
5 0 for YM # 0Fig. 3—Schematic illustration of the two-dimensionally sectioned calcula-where TfS is the solid fraction that corresponds to the LIT,tion domain.
YM is the calculated maximum principal stress, and YC is thecritical yield strength for cracking, which is described inAppendix C.
tension is concentrated on the thinner shell, increasing crack-In the continuous casting process, because thermal con-ing probability. Therefore, the higher probability of crackingtraction toward the thickness direction of the solidifyingin the strand may result from inhomogeneous solidificationshell has no restriction, the direction of maximum principalof the strand, which is due to the nonuniform heat removalstress coincides with the circumferential direction of theby the formation of an air gap, the nonuniform cooling fromshell.[32] Therefore, the maximum principal stress can repre-the water channel in the mold, and the local convectivesent the stress exerted on liquid film between dendrite arms,heat transfer.as in Eq. [6]. When the steel is fully solidified, colder than
the ZDT, the possibility of crack occurrence due to hot tearsin the mushy zone disappears. The prediction of cracking F. Specifications of Strand and Moldprobability, originating and developed from solid steel,
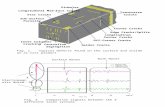
Figure 3 shows the cross sections of the strand and theshould be expressed based on new criteria considering othermold in beam blank casting normal to the casting direction.factors such as the ductility of solid steel and hardeningThe sizes and names of the various parts are illustrated.[3,36]by precipitates.[6,25]
The dimensions of the beam blank are 480 by 420 by 120Figure 2 shows the schematic diagram that depicts themm3. The mold has 44 cooling channels along the circumfer-mechanism of stress development in a solidifying shell dur-ence of the strand. The casting conditions under consider-ing casting.[35] When a solidifying shell is formed uniformly,ation are listed in Table V.the stress in the solid shell develops like Figure 2(a). Initially,
Figure 4(a) shows the FVM grids for the analysis of fluidin the surface region, the upper part of the two bodies isflow heat transfer. These were generated using the elliptichot. Cooled into a cold solid, it then shrinks. Due to thePoisson equation[14,15] in the 2-D sectioned domain normalconstraints of the surroundings, tension in the cold solidto the casting direction. Symmetry conditions allow a quarterdevelops as shown in Figure 2(a). When a part of the solidify-
ing shell is thinner than its neighboring parts (Figure 2(b))
Table V. The Simulation Conditions
Parameters
Cast strand (mm3) 480 3 420 3 120Mold length (mm) 700Wide face mold taper (pct) 1.0Inner/outer radius of SEN (mm) 20/42.5Submerged depth of SEN (mm) 100Distance between mold top and
meniscus (mm) 140Radius of cooling channel in
mold (mm) 12.5Cut length below mold exit(a) (b)
(mm) 100Fig. 2—The schematic mechanism of stress development in the solidifying Casting speed (m/min) 1.0shell during continuous casting when the shell forms (a) uniformly and Superheat (8C) 30(b) nonuniformly.
228—VOLUME 31A, JANUARY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

conditions for the analysis of fluid flow heat transfer aresummarized in Appendix E.
III. NUMERICAL CALCULATIONS
A. Strategy of Fully Coupled Analysis
The strategy for the fully coupled analysis of fluid flow,heat transfer, and deformation behavior of a solidifying shellin the continuous casting process is as follows.[24,25]
(1) Calculate the solid, d-Fe, and g-Fe fractions as a func-tion of temperature and determine some characteristictemperatures at a given composition of steel throughmicrosegregation analysis.
(2) Estimate the initial heat-transfer coefficient betweenthe solidifying shell and the mold wall.
(3) Analyze fluid flow and heat transfer in the strand (byFVM), including turbulence and natural convection ofmolten steel.(a)
(4) Analyze heat transfer in the mold (by FVM).(5) Repeat steps (3) and (4) until converged solutions are
obtained under a given heat-transfer coefficient.(6) Analyze thermo-elasto-plastic deformation behavior in
the strand based on the slice model (by FEM) usingboth the strand temperature calculated in step (5) andthe mold geometry with mold taper.
(7) Calculate the formation of an air gap between the strandand the mold from the deformed strand geometryobtained in step (6).
(8) Calculate the heat-transfer coefficient between a solidi-fying shell and the mold wall taking the size of air gapand the thermal resistance of the mold flux into account.
(9) Repeat the procedures in steps (3) through (8) until aset of converged solutions are obtained.
(10) Analyze the yield strength of steel in the mushy zoneand calculate the crack susceptibility coefficient.
In fully coupled way, this procedure can calculate the fluidflow, heat transfer, and deformation behavior of a solidifyingshell in the strand, the heat transfer in the mold, and thesize of the air gap between the solidifying shell and the
(b) mold wall during the continuous casting of beam blank. Thisstrategy was verified in several cases.[24,25]
Fig. 4—(a) The generated grid system for fluid flow–heat-transfer analysisand (b) the initial mesh system for deformation behavior analysis.
B. Procedure Details
The transformed governing equation in Eq. [1] was dis-section of the domain to be taken. To describe the round cretized based on the finite-control volume method proposedshape of the cooling channels, the mold region was divided by Patankar.[37] The solution of the matrix was obtained withinto four domains (59 by 12 by 57 grids, 12 by 34 by 57 the well-known tridiagonal matrix algorithm. The dependentgrids, 59 by 17 by 57 grids, and 17 by 34 by 57 grids). variables in the momentum equations should be changedThe grid toward the casting direction was generated with a into velocity components in the computational domain usingtranslation of the grid system in Figure 4(a) into the z direc- the coordinate transformation between the Cartesian andtion. The strand region was divided into 59 by 34 by 57 general coordinate systems. In this study, the dependentgrids. In order to obtain the near-orthogonal grid system for variables for the velocity fields were the covariant velocitygood convergence and stability of the numerical analysis, components.[12] This feature leads to the diagonal dominance[14,15,25] the SEN was considered to have a rectangular shape of the matrix in pressure correction equations.[12] The stag-with the same cross-sectional area of the original round gered grid system for velocity variables was used. In ordershape. Figure 4(b) shows the FEM meshes for the analysis to consider the diffusive/convective transport effectively, aof the deformation behavior, which contain 3000 nodes and power-law scheme[37] was adopted. The pressure gradient2842 isoparametric elements for the strand and 1140 nodes terms in the momentum equation were treated by the SIM-
PLER algorithm proposed by Karki.[12] The evolution ofand 1034 isoparametric elements for the mold. The boundary
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, JANUARY 2000—229

latent heat during the solidification of liquid steel was taken strand at the various distances from the meniscus are showninto account by using the effective heat capacity method.[31] in Figure 6. The deformation in Figure 6 is shown in theThe effect of natural convection of molten steel was incorpo- flange-tip region and is magnified five times. After it israted into the source term of the momentum equation.[31] poured into the mold, the steel starts to solidify uniformlyThe turbulence of molten steel was also considered with the along the circumference of the strand except the flange-tiphelp of the standard k-« turbulence model. region (Figure 6(a)), which shows the deformed geometry
The temperature distribution of the strand at time t in the and temperature distribution of the strand 50 mm below theFEM analysis, denoted as step (6), was obtained through meniscus. In this stage, the steel in the flange-tip region isthe interpolation of temperature fields at a distance from the solidified faster due to its geometric characteristics than themeniscus, which were previously calculated by the FVM, other parts of the strand, and a larger air gap then formsdenoted as step (3).[25] The deformation behavior of the mold between the strand and the mold wall. The heat extractionwas not included in this study.[21] from strand to mold is resisted by the air gap, resulting in
For the convergence of turbulent velocity fields, the fol- the retardation of solidified shell development. This causeslowing criterion was used:[38] a hot tear in the flange-tip corner (Figure 6(b)), which can
induce longitudinal surface cracks in the cast strand.[35]residual sources of F , 1 3 1022
Therefore, the present condition of the wide-face mold taperwhere F is a dependent variable such as uj, uh, uz, k, and or the cooling intensity of the mold near the flange-tip region«, and uj, uh, and uz are the components of covariant velocity should be modified to match the shrinkage of the strand.in j, h, and z respectively. For temperature fields, the follow- Kim[32] reported that the change of mold taper and/or ofing criterion was used: water flow rate in cooling channels could decrease the possi-
bility of a hot tear in the flange-tip region.( ZT new 2 T old
T new Z , 1 3 1023 As casting continues, the shrinkage of the solidifying shellis compensated by the wide-face mold taper of 1 pct. As aresult, the flange-tip center comes close to the mold wallFor the fully coupled analysis, the variation of in the airand shell development in this region proceeds. Figure 6(b)gap was adopted as the convergence criterion, as follows:[7]
shows the deformed geometry of the strand 300 mm belowthe meniscus. In the fillet region, the shell development,!((d old
air gap 2 d newair gap)2
!((d newair gap)2
, 1 3 1022
denoted as “D”, is not as slow as expected by other research-ers[3,4] until the inlet flow impinges on it. However, its closestwhere dair gap is the size of the air gap at a node in the surfacelocation to the SEN and its concave geometric characteristicsof the strand. The analyzed air-gap size during the iterativeto the mold influence the formation of the shell. Figure 6(c)calculation was underrelaxed to take the stable analysis, andshows the temperature distribution of the strand 560 mmthe underrelaxation factor was taken as 0.7.[25]
below the meniscus. At the lower part of the mold, theimpingement of inlet flow caused slower shell development
IV. RESULTS AND DISCUSSION in the fillet region than in other parts of the strand. Thehighest temperature profile, denoted as “F” in Figure 6,The thermophysical and mechanical properties and theappears due to both the inlet flow from the SEN and thecasting conditions are summarized in Tables I and V,recirculating flow developing in the web region (Figure 5)respectively.Near the mold exit, the flange-tip center comes into contactwith the mold wall due to the imposed mold taper. As a
A. Fluid Flow, Heat Transfer, and Deformation Behavior result, the air gap near the flange-tip corner region remains.The distribution of shell thickness in three parts of theFigure 5 shows the 3-D pattern of fluid flow in the various
strand is compared with the measured values[3,4] in Figuresections of the strand at a casting speed of 1.0 m/min. The7. The measured values were reported to have been obtainedinlet flow poured from the SEN is propagated into the moldfrom the breakout shell. In the initial stage of solidification,with a parabolic pattern. The recirculating flows appear inas the heat flow from strand to mold is resisted by the airthe web and flange-tip regions. In the web region, the fluidgap in the flange-tip region, shell development in the flange-flow normal to the casting direction makes a detour aroundtip center is slowest. In the flange center, because recirculat-the SEN and is denoted “A” in Figure 5(a). This detouringing flow does not develop as shown in Figure 5(a), shellflow supplies the flange-tip region with hot molten steel. Inthickness increases monotonically until the inlet flow fromthe flange-tip region, molten steel just below the SEN movesthe SEN collides on the shell. At 250 mm below the menis-toward the SEN by the poured inlet flow. At a further distancecus, hot molten steel from the SEN impinges on this region,below the SEN, the propagated molten steel moves towardresulting in the remarkable retardation of shell development.the mold wall. It then collides on the fillet region and isIn the web, the shell grows continuously up to the moldbifurcated toward the web and flange-tip regions.[31] As canexit. Because the recirculating flow in this region is upward,be seen in Figure 5(b), the recirculating flow developed inwhich is normal to the growth direction of the solidifyingthe web region goes up to the meniscus and supplies theshell, the recirculating flow could not cause a retardation ofupper part of the flange-tip region with hot molten steel asshell development directly.mentioned previously. In the flange-center region, however,
Figure 8 compares the calculated solidifying shell thick-recirculating flow could not be seen. The upward flow inness at the mold exit and actual macroetched products takenthe flange-tip region, as shown in Figure 5(c), is developedat the same casting conditions. The line in actualin the region far below the SEN.
The temperature profile and deformation behavior in the macroetched product is drawn along the boundary of the
230—VOLUME 31A, JANUARY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

(b)(a)
(c)
Fig. 5—The calculated fluid flow in the strand: (a) at z 5 56, 245, 407, and 551 mm from the meniscus; (b) at x 5 0 mm from the symmetric center; and(c) at y 5 60 mm from the symmetric center.
chilled zone. This line is believed to indicate the solidifying cooling rate between the mold region and the secondarycooling zone. The calculated shape of the solidifying shellshell developed within the mold. Inner and outer structures
along this line are different due to the difference in the is reasonably consistent with the drawn line.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, JANUARY 2000—231

Fig. 7—The distributions of solidifying shell thickness along the castingdirection from the meniscus at three parts of the strand compared with thereported experimental data.[3,4]
Fig. 8—The comparison of the calculated solidifying shell at the mold exitwith the macroetched real products.
the rate of gap development decreases due to the imposedFig. 6—The temperature distributions in the strand and the deformation wide-face mold taper. In other regions, the size of the airgeometry of the strand near the flange-tip region at various distances from gap is also negligible.the meniscus (the deformation of the strand is magnified 5 times): (a) at50 mm, (b) at 300 mm, and (c) at 560 mm.
B. Evaluation of Heat Flow between Strand and Mold
Using the air-gap size and the thermal resistance of themold flux, the heat-transfer coefficient at any positionFigure 9(a) shows the distribution of the air gap along
the strand surface at various distances from the meniscus. between the strand and the mold wall can be calculated fromEq. [D1] in Appendix D. With this heat-transfer coefficientA large air gap forms in the flange-tip corner (Figure 6).
The largest air gap in the inner flange-tip corner is caused and the surface temperatures of the strand and the mold, theheat flux between the strand and the mold wall can also beby strong cooling. This strong cooling condition is the result
of the close proximity to the water channel in the mold evaluated under the given casting conditions. The calculatedheat-transfer coefficient and heat flux along the casting direc-and its geometric characteristics. As casting continues, the
development of the air gap is retarded as consequence of tion at the web, fillet, flange-tip center, and flange centerare shown in Figure 10(a). The heat flux by Savage andcompensation by the mold taper. In the fillet, the air gap is
negligible. The distribution of the air gap along the casting Prichard[39] and by Davies et al.[40] are shown together inFigure 10(b). The heat-transfer coefficient and heat flux indirection is shown in Figure 9(b). In the flange-tip center,
the air gap is small at the initial stage of casting. It grows the web decrease monotonically. In the fillet, they show thesame trends up to 200 to 250 mm from the meniscus. Theirmonotonically up to 300 mm from the meniscus. From 300
to 450 mm, the gap increases sharply. Toward the mold exit, values make a jump near 200 to 250 mm from the meniscus
232—VOLUME 31A, JANUARY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

(a)
(a)
(b)
Fig. 10—The calculated (a) heat-transfer coefficient and (b) heat flux alongthe casting direction at the web, fillet, flange-tip center, and flange center.(b)
Fig. 9—The distributions of air gap between the strand and mold wall: (a)along the circumferential distance from the flange center at various distancesfrom the meniscus and (b) along the casting direction at the web, fillet, in the flange-tip region.[32] At 50 mm below the meniscusflange-tip center, and flange-center. (Figure 11(a)), the flange-tip region is not under tension
because the shell does not form enough to shrink (Figure6(a)). In the flange-center region, tension developed at theinitial stage disappears toward the mold exit. As castingdue to the impinging flow of hot molten steel from the SEN.
In the flange-tip center, at the initial stage of casting, the proceeds, the inner flange-tip corner region is under tension,whereas the outer flange-tip corner region is not. Beyondheat flux is higher than that in other regions. However, after
the air gap forms (Figure 9(b)), heat flux decreases sharply. the middle stage of casting, the surface region of the flange-tip corner region is under tension.In the flange center, they have a high value and decrease
smoothly, unlike those in the fillet. Near 250 mm from the The cracking of the strand cannot be predicted with onlythe stress fields because the thermomechanical properties ofmeniscus, there is just a small change in their slope due to
the propagated flow from the SEN. Because the shell in the steel vary with temperature. Therefore, the probability ofcracks, originating from the interdendritic liquid film, wasflange center is thicker than that in the fillet, the thermal
resistance of the solidifying shell is larger. Therefore, the calculated with the help of Eq [6]. At 50 mm below themeniscus (Figure 11(a)), the strand in the web, fillet, andeffects of impinging flow on heat flow between the strand
and the mold are smaller. flange-center regions is under tension. In addition, the tem-peratures are in the brittle temperature range of steel. There-With this coupled model, the heat flux and the heat-trans-
fer coefficient between the strand and the mold wall at any fore, the possibility of surface cracking in these regions ishigher. Cracking in the early stage of solidification has closeposition along the surface of the strand can be evaluated
without direct measurement in the plant. relationships with the longitudinal surface cracks in the caststrand. At 200 mm from the meniscus, the middle stage ofcasting, internal cracking between the fillet and the inner
C. Prediction of Cracking flange-tip corner regions in addition to the surface crackingin the outer flange-tip corner region can be predicted (FigureThe calculated maximum principal stress fields in the
strand at various distances from the meniscus are shown in 11(b)) At 500 mm from the meniscus, the higher probabilityof internal cracking in the flange-tip region in addition toFigure 11. The web and fillet regions are under tension
during casting. This is due to the geometric characteristics surface cracking in the outer flange-tip corner region canbe found (Figure 11(c)). This higher probability of crackingof the strand such that the fillet region can play the role of
an obstacle to the thermal shrinkage of the solidifying shell is due to hot tear (Figure 6(c)). As the strand goes toward
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, JANUARY 2000—233

Fig. 12—The summarized probability of cracking in the strand during(a) casting.
(b)
Fig. 13—The reported typical defects in the casting of the beam blank.[3,4]
cracking in the strand show good agreement with thereported experimental observations.
V. CONCLUSIONS
A mathematical model was developed for the fully cou-pled analysis of fluid flow, heat transfer, and deformationbehavior in the continuously cast steel beam blank. Three-
(c) dimensional fluid flow heat transfer in the strand and heattransfer in the mold were analyzed by FVM based on theFig. 11—The analyzed maximum principal stress and calculated crack
susceptibility coefficient in the strand at various distances from the meniscus BFC system. The deformation behavior of the strand was(a) at 50 mm, (b) at 200 mm, and (c) at 500 mm. analyzed by FEM. In order to obtain a nonequilibrium solidi-
fication path, the microsegregation analysis of solute ele-ments of steel was assessed. Through this iterativeprocedure, a fully coupled analysis model in the complexly
the mold exit, internal cracking can be found in the flange- shaped strand casting, especially beam blank casting, wastip region. developed. The prediction of the cracking probability in a
After the middle stage of casting (Figures 11(b) and (c)), strand was quantified with the calculated crack susceptibilitythe SC distributions are different from those of maximum coefficient. The important results in this study can be sum-principal stress. Although the web and fillet regions are marized as follows.under high tension, because the shells developed in theseregions have a strength enough to resist the applied tension, (1) The heat flow between the strand and the mold wallnegligible probability of cracking is expected. In the middle along the boundary of the strand could be evaluatedstage of casting (Figure 11(b)), notwithstanding the low through the developed mathematical model under thetensile maximum principal stress value, cracking can be given casting conditions.predicted because the temperature is in the brittle tempera- (2) It was shown that the recirculating flow developed inture region. The probability of cracking of each location the web and flange-tip regions. The shell developmentwithin the mold during casting is summarized in Figure 12. at the flange-center region was retarded by the impinge-
Figure 13 shows the reported typical defects in beam ment of hot molten steel from the SEN.blank casting.[3,4] The surface cracks in the web and flange- (3) The profile of the calculated solidifying shell at thecenter regions and internal cracks in the flange-tip region mold exit was reasonably consistent with that of the
macroetched actual product.were found. From Figures 12 and 13, the predictions of
234—VOLUME 31A, JANUARY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

(4) The air gap was mainly formed in the flange-tip corner The flow stress of fully solidified steel composed of dand g phases has been calculated with the mixture rule asregion. Therefore, shell development in this region was
slowest during casting. the following equation:(5) Cracking in the strand, originating from the interden-
Y0 5 dfSYd 1 gfSYg 5 dfSYd 1 (1 2 dfS)Yg [A3]dritic liquid film, could be predicted with the cracksusceptibility coefficient. In the web and fillet regions, where Yd and Yg represent the flow stress of fully solidifiedsurface cracking at the early stage of casting and internal d and g phases, respectively.cracking at the middle stage were predicted. In theflange-tip center region, internal cracking from the mid-
B. Mechanical Property Model in the Mushy Zone[21,29,32]dle stage to the mold exit and surface cracking beyondthe middle stage could be found. In the flange-center
3J82 5 hY 20 5 Y 2
fs [B1]region, surface cracking in the early stage was alsopredicted. The analyzed prediction of the cracking prob-ability in the strand shows good agreement with the h 5 F( fS 2 cfS)
(1 2 cfS)G2
for ZDT # T , ZST
[B2]reported experimental observations in the cast strand.
In this study, cracking in solid steel was not considered. 5 0 for ZST , TTherefore, in further studies, new criteria for cracking predic-
where J82 is the quadratic deviatoric stress invariant and cfStion, which can accomodate other factors such as ductility,is the critical solid fraction at the ZST. For work-hardeninggrain size, precipitates, etc. in the fully solidified shell asmetals, Yfs and Y0 are the flow stresses in the mushy zonewell as the mushy zone, are necessary.and in fully solidified steel, respectively.
ACKNOWLEDGMENTSC. Critical Yield Strength for Cracking in the Mushy
The authors are grateful to The Research Institute of Zone[32]
Advanced Materials, which supported this work at SeoulThe brittle temperature region TB is expressed as follows:National University (Seoul, Korea) through KangWon
Industries, Ltd. (Pohang, Korea). They also thank Dr. K. TB 5 LIT 2 ZDT [C1]Kim, Technology Development Group, M/U FAB., Samsung
The critical strain for cracking «C is as follows:Electronics (Yongin, Korea), and Dr. H.N. Han, Sheet Prod-ucts & Process Research Team, Technical Laboratories,POSCO (Pohang, Korea), for helpful discussions. «C 5
c«kTB
[C2]
where c and k are constant and « is assumed to be 1 3APPENDIX10221 s21 in this calculation of critical yield strength.
A. Flow Curve of Steel in the Fully Solidified With Eqs. [A1 and A2], the following holds:Region[21,29,32]
The following constitutive equation proposed by Han et YC 5wn
T nBb Fexp (Q/RT )
A Gm
«1, where l 5 m 2 k ? n [C3]al. has been used to evaluate the flow stress of the d andg phases: The values of k and w are 0.2739 and 0.07104, respec-
tively. These values have been obtained through the best fit«P 5 A exp 12
QRT2 [sinh (bK )]1/m [A1] of reported data.[41,42]
In the d /g two-phased zone, the following holds:Y 5 K«n
P [A2] YC 5 dfSYdC1
g fSYgC [C4]
where A, b, and m are constants, R is the gas constant, Q where Y dC and Y g
C are the critical yield stresses of the d andis the activation energy for deformation, K is the strength g phases, respectively.coefficient parameter, Y is the flow stress, «P is the effectiveplastic strain, and n is the strain-hardening exponent.
D. Heat-Transfer Coefficient between the SolidifyingShell and the Mold
Table AI. Parameters in Equation [A1] of d Ferritic Steel The heat-transfer coefficient between the solidifying shelland the mold wall was calculated with the series concept ofA (s21) b (MPa21) Q (kJ/mol) m nthermal resistance through the following equation consider-9.997 3 108 0.0552 202.1 0.2657 0.0ing the radiative heat transfer:[7,21,43]
h 51
1/h1 1 1/h2 1 1/h3 1 1/h41 hr [D1]
Table AII. Parameters in Equation [A1] of g AusteniticSteel The heat-transfer coefficient between the mold and the
mold flux h1 was assumed to be 3000 W/m2 8C[43] and theA (s21) b (MPa21) Q (kJ/mol) m nheat-transfer coefficient through air gap h2 was calculated
9.997 3 108 0.0552 202.1 0.2657 0.0 with the analyzed thickness of the air gap and the thermal
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, JANUARY 2000—235

Table AIII. Specific Volume of d-Ferritic, g-Austenitic,conductivity of air, which was set to be 0.1 W/m 8C.[7,21,32]
and Liquid SteelsThe heat-transfer coefficient through the mold flux h3 wasevaluated with the thickness and thermal conductivity of the Kind of Phase Specific Volume (cm3/g)mold flux, which were assumed to be 100 m mm[32] and
d-ferritic steel 0.1234 1 9.38 3 1026(T 2 20) 8C1.0 W/m 8C, [43] respectively. The heat-transfer coefficientg-austenitic steel 0.1225 1 9.45 3 1026 (T 2 20)between the mold flux and the solidifying shell h4 is affected
8C 1 7.688 3 1026 8C (wt pct)by the physical state of the mold flux and is listed in several Liquid steel 1/7.035articles,[25,29,43] and hr is the heat-transfer coefficient by radia-tion through the air gap.[25]
E. Boundary Conditions and Treatment of Viscosity inm(u ) 5 Hml 3 106fS for 0 # fS # 0.6
ml 3 1011fS23 for 0.6 , fS # 1the Mushy Zone
1. Inlet at SEN[38]
where ml is the laminar viscosity and fS is the solid fractionux 5 0, uy 5 0, uz , 5 uinlet, Tinlet 5 TL 1 nT corresponding to the temperature u (8C). This profile was
obtained from interpolation of the reported viscosity inkinlet 5 0.03u2
inlet, einlet 5 k1.5inlet /(0.005D) the literature.[44,45]
where uinlet is the inlet velocity at SEN, TL is the liquidustemperature of steel, nT is the superheat temperature of F. Thermal Expansion Coefficient of Steelmolten steel, and D is the inner diameter of SEN.
The effective thermal expansion coefficient has been cal-2. Symmetric Plain of Strand[13]
culated with the following equation:V ? n 5 0, (n ? ,) . V . 5 0, n ? , F 5 0
where V is the velocity vector in the Cartesian coordinatea 5
1V(T )Vref 2
1/3
2 1
T 2 Tref[F1]system, n is the normal unit vector to the symmetric plain,
and F is the scalar-dependent variable such as T, k, and «.where Vref and V are the specific volumes of the material at3. Outlet of Strandthe reference temperature Tref and at temperature T, respec-
n ? , F 5 0, (n ? ,) . V . 5 0 tively. The reference temperature for steel is assumed to bethe temperature at which the solid fraction reaches 0.8.[26]
for the u and v velocity componentsThe specific volumes for liquid d and g steels are given in
[((rV ? A)]outlet 5 [((rV ? A)]inlet Table AIII.[46]
for the w velocity componentREFERENCESwhere u, v, and w are velocity components in the Cartesian
coordinate system, and A is an area vector. 1. Y. Sahai, J.E. Battles, R.S. Carbonara, and C.E. Mobley: Proc. Int.Symp. on Casting of Near Net Shape Products, Honolulu, HI, Nov.
4. In the Strand Surface below the Mold Exit[7,23]1988, TMS, Warrendale, PA.
2. K.-A. Zimmermann: Proc. 2nd Eur. Continuous Casting Conf. & 6thV ? n 5 0, t ? V 5 Vcast, h 5 700 W/m2 8C, T` 5 30 8C Int. Rolling Conf., German Iron and Steel Institute, Dusseldorf, 1994,pp. 329-468.where t is the tangential vector to the strand surface. 3. M. Onish, T. Ueda, H. Mizota, M. Yao, Y. Shinjo, and T. Fujimura:Kawasaki Steel Tech. Rep., 1981, Sept., No. 3, pp. 13-25.5. Mold Surface[7,23]
4. H. Omori, T. Ueda, H. Mizota, M. Yao, Y. Shinjo, and T. Fujimura:Testu-to-Hagane, 1981, vol. 67, pp. 1321-30.h 5 1.1 W/m2 8C, T` 5 30 8C
5. J.T. Choi: Ph.D. Thesis, Seoul National University, Seoul, 19966. J.K. Brimacombe and I.V. Samarasekera: I&SM, 1994, Nov., pp. 29-39.for the bottom and the top of the mold7. J.E. Kelly, K.P. Michalek, T.G. O’Connor, B.G. Thomas, and J.A.
h 5 11 W/m2 8C, T` 5 1500 8C Dantzig: Metall. Trans. A, 1988, vol. 19A, pp. 2589-2602.8. M.R. Aboutalebi, M. Hasan, and R.I.L. Guthrie: Metall. Mater. Trans.
for the hot face of the mold above the meniscus B, 1995, vol. 26B, pp. 731-44.9. S.I. Chung and J.K. Yoon: Ironmaking and Steelmaking, 1996, vol.
6. Between the Mold and the Cooling Channel[43]23, pp. 425-32.
10. A. Grill, K. Sorimachi, and J.K. Brimacombe: Metall. Trans. B, 1976,vol. 7B, pp. 177-89.hDH
kw5 0.23 Re0.8
w Pr0.4w
11. X. Huang, B.G. Thomas, and F.M. Najjar: Metall. Trans. B, 1992,vol. 23B, pp. 339-56.
where DH is the hydraulic diameter of the cooling channel, 12. K.C. Karki: Ph.D. Thesis, University of Minnesota, Twin Cities, 1986.13. M. Peric: Ph.D. Thesis, Imperial College, London, 1985.kw is the thermal conductivity of cooling water, and Rew and14. J.F. Thompson, Z.U.A. Warsi, and C.W. Mastin: Numerical Grid Gen-Prw are the Reynolds number and the Prandtl number in the
eration, North-Holland, New York, NY, 1985cooling channel, respectively. 15. J.F. Thompson, Z.U.A. Warsi, and C.W. Mastin: J. Comp. Phys., 1982,vol. 47, pp. 1-108.7. Treatment of Viscosity in the Mushy Zone
16. A.W. Cramb and E.S. Szekeres: Mold Operations for Quality andThe viscosity of steel in the mushy zone was treated by Productivity, ISS–AIME, Warrendale, PA, 1992, pp. 37-82.the assumed profile of increasing viscosity with the solid 17. J.K. Brimacombe, I.V. Samarasekera, and J.E. Lait: Continuous Cast-
ing, ISS-AIME, Warrendale, PA, 1984, vol. 2, pp. 29-104.fraction as follows:
236—VOLUME 31A, JANUARY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

18. J.E. Late, J.K. Brimacombe, and F. Weinberg: Ironmaking Steelmaking 33. H.N. Han, Y. Lee, K.H. Oh, and D.N. Lee: Mater. Sci. Eng. A, 1996,vol. 206, pp. 81-89.Q., 1974, No. 2, pp. 90-97.
19. B. Lally, L. Biegler, and H. Henein: Metall. Trans. B, 1990, vol. 21B, 34. D.N. Lee and H.S. Kim: Powder Metall., 1992, vol. 35, pp. 275-79.35. B.G. Thomas: Iron Steel Inst. Jpn., 1995, vol. 35, pp. 737-43.pp. 761-70.
20. J.O. Kristiansson: J. Thermal Stresses, 1984, vol. 7, pp. 209-26. 36. J.S. Park: Kwangwon Industry, Pohang, Korea, private communica-tion, 1995.21. K. Kim, H.N. Han, T. Yeo, Y. Lee, K.H. Oh, and D.N. Lee: Ironmaking
and Steelmaking, 1997, vol. 24, pp. 249-56. 37. S.V. Patankar: Numerical Heat Transfer and Fluid Flow, McGraw-Hill, New York, NY, 1980.22. K. Kim, Y. Lee, H.N. Han, K.H. Oh, and D.N. Lee: Proc. Int. Conf.
on Modeling of Casting and Solidification Processes, Hitachi Metals 38. A.D. Gosman and F.J.K. Ideriah: Manual of a General ComputerProgram for Two-Dimensional, Turbulent, Recirculating Flows, Impe-LTD., Japan, 1995, pp. 37–50.
23. T.G. O’Connor and J.A. Dantzig: Metall. Mater. Trans. B, 1994, vol. rial College, London, 198339. J. Savage and W.H. Prichard: J. Iron Steel Inst. 1954, Nov., pp. 269-77.25B, pp. 443-57.
24. J.-E. Lee, H.N. Han, K.H. Oh, and J.K. Yoon: Iron Steel Inst. Jpn. 40. R. Davies, N. Blake, and P. Campbell: Proc. of 4th Int. Conf. onContinuous Casting, Brussels, May 1988, Verlag Stahleisen, pp.Int., 1999, vol. 39, pp. 435-44.
25. J.-E. Lee, T.-J. Yeo, H.N. Han, K.H. Oh, and J.K. Yoon: Proc. 4th 645-54.41. T. Matsumiya, M. Ito, H. Kajioka, S. Yamaguchi, and Y. Nakamura:Int. Colloquium on Process Simulation, Espoo, Finland, June 1997,
Helsinki University of Technology, pp. 23-44. Iron Steel Inst. Jpn. Int., 1986, vol. 26, pp. 540-46.42. J. Miyazaki, K. Narita, T. Nozaki, and T. Mori: Iron Steel Inst. Jpn.26. K. Kim, T.-J. Yeo, K.H. Oh, and D.N. Lee: Iron Steel Inst. Jpn. Int.,
1996, vol. 36, pp. 284-89. Int., 1981, vol. 21, vol. B210.43. W.R. Storkman: Master’s Thesis, University of Illinois, 198627. Y. Ueshima, S. Mizoguchi, T. Matsumiya, and H. Kajioka: Metall.
Trans. B, 1986, vol. 17B, pp. 845-59. 44. P. Kumar, C.L. Martin, and S. Brown: Proc. 3rd Int. Conf. on Pro-cessing of Semi-Solid Alloys and Composite, Tokyo, June 1994, pp.28. S. Kobayashi: Iron Steel Inst. Jpn. Int., 1988, vol. 28, pp. 535-42.
29. H.N. Han, J.-L. Lee, T.-J. Yeo, Y.M. Won, K. Kim, K.H. Oh, and J.K. 37-46.45. M. Hirai, K. Takebayashi, Y. Yoshikawa, M. Furukawa, Y. Fujikawa,Yoon: Iron Steel Inst. Jpn. Int., 1999, vol. 39, pp. 445-54.
30. J.K. Yoon and J.-E. Lee: Proc. Int. Conf. on Modeling and Simulation and A. Nanba: Abstract Books of International Conference on Semi-Solid Processing of Alloys and Composites, Sophia-Antipolis, France,in Metallurgical Engineering and Materials Science, The Chinese
Society for Metals, Beijing, 1996, pp. 341-50. April 1990, pp. 1-3.46. P.J. Wray: Proc. Modeling of Casting, Welding Process, H.D. Brody31. J.-E. Lee, H.N. Han, and J.K. Yoon: Iron Steel Inst. Jpn. Int., 1998,
vol. 38, pp. 132-41. and D. Apelian, eds., TMS-AIME, Warrendale, PA, 1980, pp.245–57.32. K. Kim: Ph.D. Thesis, Seoul National University, Seoul, 1996
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, JANUARY 2000—237