Pre Feasibility Report For Proposed Area Development ... · For Proposed Area Development Project...
51
Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal 1 Pre Feasibility Report For Proposed Area Development Project Prepared By M/s Kirloskar Oil Engines Limited D – 1, Five Star M.I.D.C Kagal-Hatkanangale, Dist : Kolhapur – 416236 Maharashtra, India Tel.: 9011017662 Web: www.koel.co.in
-
Upload
truongmien -
Category
Documents
-
view
213 -
download
0
Transcript of Pre Feasibility Report For Proposed Area Development ... · For Proposed Area Development Project...

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
1
Pre Feasibility Report
For
Proposed Area Development Project
Prepared By
M/s Kirloskar Oil Engines Limited D – 1, Five Star M.I.D.C Kagal-Hatkanangale,
Dist : Kolhapur – 416236 Maharashtra, India Tel.: 9011017662
Web: www.koel.co.in

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
2
INDEX
ANNEXURES
Sr No Description No of
pages
I Copy of Plot plan receipt letter 1
II KOEL site google image & site layout 3
III Combined ETP block diagram 1
IV Petroleum licenses 2
V On site emergency plan 3
Sr
No
Description Page no
1 Executive Summary 3-7
2 Introduction of Project and background information 8-9
3 Project Description 10-29
4 Site Analysis 30-31
5 Planning Brief 32
6 Proposed Infrastructure 33-38
7 Rehabilitation and resettlement 39
8 Project schedule & Cost Estimate 40
9 Analysis of Proposal (Final Recommendation) 41

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
3
Chapter 1
Executive Summary
Kirloskar Oil Engines Limited (KOEL) is an acknowledged market leader in India for designing, manufacturing & service of diesel engines, gensets & pump sets. Incorporated in 1946 as a part of Kirloskar Group of Companies, KOEL is a leading engineering conglomerate, which was founded by late Mr Laxmanrao Kirloskar. The group with a rich heritage of 123 years has an annual sales exceeding in Rs. 8,800 Crores and caters to different segment of society with its core purpose of ‘Enriching Lives’ which is essentially focusing on bringing about a positive change. The smile on millions of faces is a testimony that we have not just achieved it but enriched lives the world over. Through our critical engineering solutions across industries from cooling mega power plants to powering countless applications across industries, from saving a million tonnes of food stock to providing standby power to telecom and defence sectors, and from castings that house automobile engines to greening deserts, quenching thirsts and fuelling CNG vehicles KIRLOSKAR has made a significant difference across continents. KOEL has been endeavouring to delight its customer base with innovative product offerings cutting across the various segments. The Kagal plant in Kolhapur district is a state of the art manufacturing plant for diesel engines & gensets. KOEL has been one of the pioneers of the ‘Made in India’ concept since independence. KOEL has developed indigenous engines which are renowned in the agriculture, power generation and industrial off-highway equipment segments. KOEL’s engineering capabilities are backed by a strong R&D centre which works towards bringing innovative product offerings to the customer at competitive prices. KOEL has developed a niche for itself in the markets it operates by launching new farm mechanization products and highly efficient diesel generator sets in India. Going beyond India, these solutions have reached the markets of Middle East, Africa, Europe, South Asia and the Americas, making the ‘Make in India’ campaign a reality.
Legal Status & Main Business: KOEL is a public limited company listed on National Stock Exchange and the Bombay Stock
Exchange having its registered office at Pune.
Main Business Areas: Industrial: KOEL Industrial engines cater to two broad segments – construction equipment and tractors. KOEL is the market leader in engines for construction equipment, with a market share of 30%. A wide range of products – back-hoe loaders, excavators, motor graders, concrete pumps – seen on Indian roads and project sites are powered by KOEL engines. KOEL is a niche player in tractor engines, as most tractor manufacturers use captive engines.
Agri & Allied is strategically divided into two BUs:

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
4
Agri Crop Irrigation (CI): business continues to focus on building its reach into rural India and efficient supply chain, to increase its business in engines, pump sets, oil & allied products. The business has more than 500 distributors and over 10,000 retailers, AGRI CI has introduced light weight engine pump sets, ‘High Head’ pump set and ‘High Discharge’ pump set to meet specific requirements within the diesel engine pump set user segment. AGRI CI has introduced a new brand identity named ‘Varsha’ to cover all its engines business. Agri Farm Mechanisation (FM): This unit is broadly classified in two categories, 1st Mega T (Power Tiller) & 2nd Tractor Parts & Oil business. Recently Agri FM BU has successfully launched its first product: Power Tiller (Mega T) under the umbrella Brand KMW ‘Kirloskar Mechanization Works’ in the market. The tag line of Mega T15 is “Looks like a Tiller works like a Tractor”.
Power Generation Business Group: KOEL specializes in manufacturing of both Air cooled &
Liquid cooled diesel gensets with power output ranging from 5kVA to 750kVA and upto
3000kVA in multiple units [Synchronization]. In order to remain relevant and youthful and
keeping with the overall transformation agenda, the business launched its much awaited new
brand identity KOEL GREEN. ‘Efficiency Integrated’ the revamped brand identity reiterates
the promise of enhanced efficiency on various business parameters together with proven
reliability to its customers. FY 14-15 also witnessed consolidation of Kirloskar Generator
Technologies (KGT) business which included Alternator and Battery sales. An innovative &
differentiated product launched by KOEL to cater to the portable gensets market with a rating
from 3 kVA to 5kVA under the brand of ‘KOEL Chhota Chilli’. The national roll-out of Project
Pulse (Siebel CRM) was completed & the system is live at 500+ channel partner locations. The
system has given KOEL a visibility and control on the secondary sales and customer
relationship transactions.
Customer Support Business Group: [CSBG] Providing reliable ‘After sales & service support’ to all our customers is an area of immense focus within the company and this has also enabled us to be closely engaged with the customers in anticipating & fulfilling their needs & expectations. KOEL has a widespread and well equipped network of 113 trained service dealers with 400 service outlets all over India. This network enables the Company to respond to customer calls within 4 to 8 hours depending on the distance and also ensures timely availability of spare parts. During the year, the Company conducted more than 300 training programs with the objective of educating customers on engine maintenance. Measures such as centralized AMC and customer help desk for handling complaints are the proactive steps taken to improve customer relationship. Large Engine Business Group: [LEBG]

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
5
The LEBG unlike the other business of KOEL, is more in nature of project execution. LEBG focus thus far has been to manufacture and market diesel gensets above 1.7 MW for stationary power plants. Resulting from a re-organisation within businesses, in order to bring greater focus, the marine and defence segment which earlier was under the Power Generation business, was moved to the Large Engines Business. LEBG manufactures marine propulsion engines and auxiliary DG sets in the range 800 HP to 3500 HP. All DG engines are manufactured at the Nashik plant. LEBG has successfully completed execution of the DG sets order from Nuclear Power Corporation of India Ltd (NPCIL). Consequent to the expiry of the MAN agreement, LEBG has signed a Memorandum of Understanding (MOU) with MTU (a subsidiary of Rolls Royce) for the supply of MTU engines to cater to future requirements from NPCIL. International Business: caters to three segments such as Power Generations, Agri & Industrial, supplies engines and generators to over 40 countries, for a wide range of applications such as gensets, agri pump sets, mining and construction equipment. Middle-east and Africa account for over 85% of KOEL’s International revenues. KOEL has a strong market presence with double-digit market-shares in specific markets such as Nepal, Lebanon, Zambia, South Africa, Sri Lanka, Qatar and Kenya. Growth in exports is one of key strategic objectives. KOEL is in the process of exploring new markets to expand exports footprint and have participated in several key exhibitions and advertised in various print media in order to build KOEL brand recognition and value in the new markets. Corporate Functions: To support the needs of our business units, we have established a
strong functional organization structure cutting across Supply chain, Research & Engineering,
Application Engineering, Quality Assurance, Finance, Internal Audit, Secretarial & Legal,
Information Technology, Human Resources, Personnel and Industrial Relations, Utilities,
Corporate Communications and Business Excellence.
Supply Chain Management: KOEL – SCM has over the years, nurtured and cultivated long term strategic alliances with key suppliers. Their involvement in early stages of product development has augured well and led to useful value engineering and cost optimization. Special efforts are taken to train suppliers on Quality systems and Six Sigma Tools. SCM has been organizing ‘Supplier Quality Improvement Contest’ which provides an innovative platform for suppliers to learn, share & implement quality improvement projects and best practices.
M/s Kirloskar Oil Engines Limited (KOEL) has a well established plant located at Plot no. D-
1, 5 Star, MIDC, Five Star MIDC Kagal-Hatkanangale, At & Post Talandage Dist. Kolhapur,
Maharashtra. KOEL is proposing develop and construct the site and to expand its
manufacturing facilities and proposes to produce additional,
a) 11000 No/month of IC Engines,
b) 1714 No/month Generating sets

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
6
c) 9000 No / month Pump sets
For company proposed to construct additional areas of approx. 1,22,327sq m (total Built up Area after expansion will be approx. 2,50,693 Sq m). The notification No. S. O. 1533 promulgated on 14th September 2006 have covered these types of industries as category 8(b) under Schedule I. It is stated that township and area development projects Covering an area ≥ 50 ha and or built up area ≥1,50,000 Sq.mtrs. in notified industrial area/estate comes under category 8(B), and hence requires EC from State Environmental Apex Authority.
The total land on Plot no. D-1, is 650,900 Sq. m. ( ~ 160.84 Acres)
Plot possession letter copy is attached at Annexure I
Existing and proposed Layout Plan is attached as Annexure–II.
The Land is already in use as “Industrial” thus there is no change in land use. This is
allotted by MIDC for more than 9 years back and unit established in the year 2008.
MIDC has provided all basic infrastructures like Electrical Power, Continuous water supply,
the internal road network, external approach road and networking with CHWSTDF
(Common Hazardous Waste Storage Treatment and Disposal Facility). There is no sensitive
establishment in the vicinity such as health resort, hospital, archaeological monuments,
sanctuaries, etc. All villages in vicinity are provided with drinking water from wells or
Government Water Supply Scheme. Hence this unit will not encroach upon their water
supply needs.
Kirloskar Oil Engines Ltd wish to expand their activities for which they want to construct
additional Buildings, Shops etc. to manufacture higher capacity I.C. Engines, Generating
Sets & Pump sets.
At present Kirloskar Oil Engines Ltd is having Water Agreement with MIDC having 6”
connection & approved water supply of 600 M3/day. Whereas existing water input is 350-
400 M3/Day and by Expansion it will go to 1100 KLD (total).
To treat both effluents Industrial & Domestic, A combined Effluent Treatment Plant of
capacity 360 M3/day is provided. After continuous Primary treatment to industrial effluent
it is mixed with domestic effluent & further after Biological & Tertiary treatment goes for
gardening purpose within plant premises. Pls. refer attached block diagram of ETP
Annexure-III
For testing of our products like Engines, Gensets requires performance testing through
High Speed Diesel, for that we have provided storage tanks. Also we use HFO & LPG for

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
7
some of our processes, for that we have provided separate storages with requisite norms.
Attached herewith petroleum licenses for reference Annexure-IV
This unit is ISO-9001, IS0-14001 & OHSAS 18001 certified, hence it is having EHS Policy in
place. This unit is registered under Factories Act and is bounded by Maharashtra Factories
rules. All the significant risks identified are controlled through
Engineering/Operational/PPE controls. It provided trained First Aid and Fire Fighting team
available in every shift. Also qualified Safety Officer is available as also the competent
person. Wherever; necessary provisions of other Acts, like Petroleum Act, Explosive Act etc.
are required will be obeyed as per requirement. Firefighting system is kept installed as per
MIDC guidelines.
On-site emergency plan is in place. Brief outline of it is enclosed as Annexure-V. Also
Occupational Health Centre provided with requisite norms. Also qualified Factory Medical
Officer is appointed for the factory.
This unit is located at MIDC Kagal-Hatkanangale, in Kolhapur District, in Maharashtra. The
Site is 25 km from Kolhapur city and 30 km from nearest railway Station.
The land and infrastructure is made available by MIDC and the raw material is easily
available through the easy transport via road connectivity by local suppliers.
The site is by the side of NH-4 is at distance of 6.5 km. With all this consideration, this site
was ranked first and adopted.
The industry will manufacture additional I.C. Engines, Generating Sets & Pump sets. This
will not disturb the present land. This land is in Industrial estate. Sufficient greenbelt
development will be maintained & developed.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
8
Chapter 2
Introduction of the Project / Background Information
2.1 Identification of the project and Project Proponent
The project is expansion of the existing engineering goods by wellknown business house
“Kirloskars”
2.2 Brief Description of Nature of the Project:
It is a project of area development for the manufacture of IC engines, Generatng sets and pump
sets.
2.3 Need of project with description for region and country
The project is conceived by the proponent to explore the growing needs of the industries
and other sector due to increasing energy needs. The project will give boost to local
development and will add substantial foreign exchange for the nation.
Brief Description of Project
Size : It is proposed to produce following additional items in the proposed expansion.
Sr. No Description
Total production
capacity
Nos/month
1 IC Engines 11,000
2 Generating sets 1714
3 Pump sets 9000

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
9
2.4 Demand and Supply gap
Driven by amplified investments in infrastructure and industrial production, The Indian Engineering sector has observed a notable progress in recent past. This domain, being closely connected with the manufacturing and infrastructure sectors of the economy, is of great strategic importance to India’s economy.
The Growth is driven by various sub-sectors such as infrastructure, power, steel, automotive, oil and gas, consumer durables etc.
Compelled by resilient demand for engineering goods, exports from India recorded a double digit growth at 10.22 per cent to touch US$ 26.4 billion in June 2014 from US$ 24.02 billion in the corresponding month last year.
Strong growth is forecasted in the global machinery and engineering goods market with revenues expected to reach USD 2 trillion in 2018. India is gearing up to play a significant part in addressing the associated demands of this phenomenal growth drawing on the industrial expansion, domestic consumption requirements, the ‘Make in India’ initiative, technology and innovation drive in the country, availability of skilled resources, export demands and asset, infrastructure and technology related investment potential among others.
2.5 Imports vs. Indigenous production
Increased demand in agriculture and industrial sector has increased energy requirement. The
increased demand of energy boosted the consumption of goods like IC engines & power
generators. Indigenously manufactured engineering goods are preferred in the indian market
due to availability of spares and services.
2.6 Export Possibility
Marketing will be done at international level as well as finished goods will be exported to the
Regulated International Market.
2.7 Domestic / Export Markets
The finished goods will be sold in domestic market and will be exported to the Regulated
International Market as per demand.
2.8 Employment Generation due to Project
Due to proposed expansion, Employment will get generated for administration and production
purposes; that will be recruited locally without any difficulty. Employment will also get

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
10
generated in market by sales and services. There will be boost to ancillary industries due to the
expansion.
Chapter 3
Project Description
3.1 Type of Project:
It is project pertaining to expansion of engineering goods.
Sr. No Description
Total production
capacity
Nos/month
(proposed)
1 IC Engines 11000
2 Generating sets 1714
3 Pump sets 9000
3.2 Location of the Project
Details Of Nearest Infrastructure Facilities
Sr. No Destination App. Distance of Project
Site
01 Nearest Town
Kolhapur 25kms
02 Nearest National Highway
NH-4 6.5kms
03 Nearest Airport
Kolhapur 23kms
04 Nearest Railway Station
Kolhapur 27 kms
05 Nearest Port
Ratnagiri 150 kms
06 Sea
Arabian Sea 150Kms

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
11
07 Nearest River
Panchganga 10kms
The proposed expansion is on the existing location at plot no. D-1 at Government 5 star MIDC
Industrial Estate, Kagal-Hatkalanangale, Dist. Kolhapur, Maharashtra.
The Geographical Location of this Industry is 160 36’ 47” N Latitude and 740 20’ 47.00’’ E
Longitude with an elevation of 553 m. above sea level MSL.
This site is in premises of MIDC Estate which is meant for these types of Industries.
GPS Location on Google Imagery of the proposed site is attached for as (Annexure II).
Land Form: Land is on plain contour, it is flat terrain.
Land Ownership: Land ownership is with project proponents (KOEL).
Existing Land use Pattern: The Land is reserved for Industrial use & presently project site is
running facility for engineering item manufacturing. The trees are present at the site, which
will be retained at the site for Landscape Development. Additional trees will also be planted as
a part of green development.
Existing Infrastructure: Presently there is an existing Infrastructure at the site.
Infrastructure like water, electricity, telephone facility, roads already available as this is an
existing Industrial area.
Other Infrastructure like, hospital, school, housing, entertainment, daily needs are available
easily at Kolhapur Town (Which is at distance of 25 km)
MIDC Kagal-Hatkalanangale is comparatively is an new MIDC industrial estate. They provide
many basic facilities like uninterrupted water supply, power and Road Network. When various
sites were seen, this site appeared to be environmentally best as also from the business angle
and therefore this option was finally adopted. This site is inside the campus of the MIDC and
means safe transportation, less need of Utilities, less constructing buildings and roads, less
fuel, less water with optimization of infrastructure.
There is no sensitive establishment in the vicinity such as health resort, hospital,
archaeological monuments, sanctuaries, etc.
The location justification for the project is as under
a. Availability of required land for locating the expansion for engineering good
manufacturing.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
12
b. Suitability of land from topography & geological aspects.
c. Proximity to rail / road to facilitate transport of equipment / materials.
d. Availability of adequate quantity of fuel and fuel transport facility.
e. Availability of adequate quantity of water to meet water requirements.
Lay-Out
Refer Annexure II for the broad layout
3.5 Project Description with Processes Details:
Manufacturing Process is depicted below on block diagram form

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
13
3.5 Project Description with process details:
I.C.Engine Component Manufacturing
Sr. No. Inputs
Process
Output
1
Ferrous, Al. Components electricity, compressed air , Coolant, Lubricating & Cutting oil, Washing chemical, Cotton waste
➡
Machining of engine components (Connecting rod, Crank case, Crank shaft, Cam-shaft, Cylinder Head )milling,
shaping, grinding, turning ➡
Waste coolant, Noise, Metal chips, Burr, Grinding Dust, Waste emulsified oils, waste oils, Oil soaked cotton waste
2
Electricity, water, connecting rod, Deburring chemical, Hand gloves
➡
Deburring of connecting rod in vibro deburring machine
➡
waste water with slurry, Metallic chips, Noise, Vibrations, Used Hand gloves
3
Deb. Tools, electricity, compressed air, Al. cyl. Head, Liquid Nitrogen, Sealent, water, Pump Oil ➡
Manual Deburring and chip removing on HA Cyl. Head line,
V.S. Pressing, Impregnation ➡
Al. Chips, Used Hand gloves, Nitrogen fumes, Waste water, Noise, Vibrations
4 Electricity, Aqua quench coolant, Heating coils ➡
Induction Hardening & Tempering of Crank shaft ➡
Waste coolant, Hardened component
IC Engine & Pump set Assembly, Testing/Painting &packing Sr. No. Inputs
Process
Output
5
Electricity, compressed air, Cotton Waste, Liquid Nitrogen, Hand gloves, Crank shaft, Coolant, Cotton
➡ Crank shaft pressing & Drilling ➡ Used coolant, Used Gloves, Metallic burr, Oil soaked cotton waste
6
Electricity, compressed air, Cotton Waste, Lubricating oil, Grease, Sealant, anabond, Loctite Machined component ➡
Assembly of Engines
➡
Oil soaked cotton waste, Noise, Assmbled engine
7
Hand gloves, Cotton waste, Compressed air, electricity, Coolant, HSD, Lube Oil ➡
Testing of engines, Oil drain& filling station
➡ Exhaust gases, Noise, Used Oil, Oil soaked cotton waste, Smoke

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
14
Primer & Paint , Thinner ,Water
Painting
Paint booth waste water,
8
Compressed air, electricity, Lubricating Oil, Protoclean, Grease ➡ ➡
Paint sludge, Noise, Smoke
9
Wooden box, Polythene, Anti rust oil
Packaging of engines
Waste wooden material,
➡ ➡
Papers, Oil soaked cotton waste
Canopy Manufacturing process
1
Flat KCSheets, Electricity, Comp. air, O2, Premix Inert gases, coolant ➡
CNC vertical saw m/c, CNC wroughter, Top rolling &
welding m/c ➡
Sheet Scrap, metal powder scrap, burr, used hand gloves
Steel structure manufacturing process
2
Steel structure sub assemblies, Compressed air, Welding spool, CO2, Sander Paper, Grinding wheel, Anti spatter gel ➡
Fabrication
➡
Leakage of CO2, Fumes, metal powder burr
Steel structure manufacturing process
3 Assembled control panel, Test rig, packing ➡ Testing ➡
Electricity, packing wastage
Canopy fabrication process
1
Flat Metal Sheets, Electricity, Comp. air, O2, Premix Inert gases, coolant, Welding spool ➡ Bending/Welding ➡
Sheet Scrap, metal powder scrap, burr, used hand gloves
2
Compressed air, Welding spool
Deburring, fabrication
Leakage of CO2, Fumes, metal powder

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
15
CO2, Sander Paper, Grinding wheel, Anti spatter gel ➡ ➡
burr
12 P.T. Chemical, LPG, Piped Natural Gas ➡
Pre treatment ➡
Phosphate Sludge, Effluent , fumes,
Canopy powder coating
13
P.T. Chemical, LPG, Piped Natural Gas, Pepsi Blue, Epoxy Powder, Dendrine (Adhesive), Polyurethane foam ➡
Powder Coating, Canopy assembly
➡
Waste epoxy powder, Emissions, Noise
Genset Assembly/Testing/Packing
14
electricity, compressed air, Coolant, Lube Oil, Loctite, Hand gloves ➡
Assembly of Genset canopy on engine base
➡
Oil soaked Hand gloves, Used Loctite tubes
15
Hand gloves, Diesel, batteries, Cotton waste, electricity
➡
Testing of Genset
➡
Used Batteries, Waste gloves, smoke, noise, Oil soaked cotton waste
16
Hand gloves, cotton waste, soap water, Compressed air, Plastic , Thermocol, Fumigated wood, Nails
➡
Genset passing & packing
➡
Waste gloves, Oil soaked cotton waste, Noise, Waste thermocol, Plastic waste

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
16
3.6 Raw Material for finished Product:
Raw Materials:
The basic raw material for the product capacity is submitted herein below.
Source for Raw Material Procurement: Raw Material is easily available in the local market.
Mode of Transport of Raw Materials: Few of the raw materials will be transported locally
and few will be imported from the International Market. Mode of transport to site is by road
truck/tankers.
List of Raw Material & Storage
Sr.No. Particulars Unit Total Qty. per month Existing
Total Qty. per month proposed
A Raw Material
1 Cast Iron Casting Tons 1193 1312.3
2 Aluminium Casting Tons 121 133.1
3 Steel Forging Tons 472 519.2
4 Canopy Tons 325 357.5
4 Copper Tons 43 47.3
5 Rubber & Plastics Tons 17 18.7
6
Other(Proprietary parts i.e. Fuel pumps, turbochargers, Injectors,Filters) mix of steel + cast iron casting
Tons 198 217.8
7 Pre-cut MS sheets Tons. 250 275
8 MS Machined items Nos. 11,000 12100
9 Weld nuts Nos. 15,00,000 1650000
10 Welding wire Tons. 4 4.4
B Oils, Fuels 0
1 Engine oil 15 W 40 Litters 109756 120731.6
2 Engine oil 20W 40 Liters 6588 7246.8
3 Castrol DWX-901 Liters 1788 1966.8
5 Diesel (HSD) Liters 1380000 1518000
6 C02 Gas MT 6 6.6
7 L.P.Gas Kgs. 750000 825000
8 Piped Natural Gas(PNG) SCM/day 725 797.5

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
17
Sr.No. Particulars Unit Total Qty. per month Existing
Total Qty. per month proposed
9 Biogas (for Kitchen ) M3 700 770
8 LDO / HFO Kgs. 625000 687500
9 K-Engine Oil by R Ltrs. 67124 73836.4
10 Mobilmet 411 oil Ltrs. 277 304.7
11 Mahathol Neat Cut Ltrs. 1073 1180.3
12 Yushirokenec 50 Ltrs. 4667 5133.7
13 Yushirokenfge 23 Ltrs. 333 366.3
14 Mobil Vactra 2 O Ltrs. 1684 1852.4
15 Mobil Vacuoiline 1 Ltrs. 208 228.8
16 Mobil Velocite 6 Ltrs. 139 152.9
17 Mobil DTE24 Oil Ltrs. 277 304.7
18 Mobil DTE25 Oil Ltrs. 139 152.9
19 Mobil DTE26 Oil Ltrs. 208 228.8
20 Mobil DTE OIL LIG Ltrs. 347 381.7
21 Mobil DTE 746 Ltrs. 225 247.5
22 Mobil Delvac 1340 Ltrs. 345 379.5
23 Mobil Delvac 1330 Ltrs. 390 429
24 Mobillub Gx 80W90 Ltrs. 410 451
25 Mobil DTE 24 Ltrs. 360 396
26 Mobil ATF 220 Ltrs. 375 412.5
27 Mobil Disel Sp.20W40 Ltrs. 410 451
28 Mobil Dot-4 Ltrs. 380 418
29 Mobil Grease XHP 222 Ltrs. 410 451
30 Mobil Guard M40 Ltrs. 320 352
31 Argina Ltrs. 420 462
C Paints & Paint chemical 0
1 Paints Liters 77265 84991.5
2 Primer Liters 2741 3015.1
3 Q.D.Thinner Liters 6769 7445.9
Page 1/3
D Chemicals for canopy pretreatment
1 Ivory Powder Kg 3130 3322
2 Pepsi Blue Coloured Powder Kg 1853 1967
3 Black Coloured Powder Kg 163 173

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
18
Sr.No. Particulars Unit Total Qty. per month Existing
Total Qty. per month proposed
4 Seri Green Coloured Powder Kg 1000 1061
4 Sodium Salts, Silicates (Gardoclean 4244) Kg 1078
1144
5 Surfactants (Gardoclean VP 4292 B) Kg 22 23
6 Sodium salts, Titanium Phosphate (Gardoclean ZM) Kg 52
55
7
Zn, Mn, Ni, Nitrate, Phosphates (Gardobond 24TA) Kg 557
591
8 Zn, Mn, Ni, Phosphates(Gardobond 24TE) Kg 956
1015
9 Nitrates (Gardobond Accelerator 14) Kg 443
470
10 Fluorides (Gardobond 24F) Kg 106 112
11 Zirconium, Fluorides (Gardobond NLD 6800/1) Kg 66
70
12 Ammonium Hydroxide ( Gardobond NLD 6800/1) Kg 22
23
E QA Lab Chemicals
1 Trichloroethylene Ltrs. 160 176
2 Methanol Ltrs. 1 1
3 Ammonia ml 1000 1100
4 Picric Acid gm 40 44
5 Sulphamic Acid ml 1493 1642
6 Sulphuric Acid Powder gm 813 894
7 Sodium Hydroxide ml 1312 1443
8 nitric acid ml 67 74
9 Oxalic acid gm 300 330
10 Hydrochloric acid ml 67 74
11 Picric Powder gm 40 44

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
19
Sr.No. Particulars Unit Total Qty. per month Existing
Total Qty. per month proposed
12 Polishing Alumina gm 720 792
13 Chromium Oxide gm 123 135
14 Blue Indicator Ltrs. 242 266
15 Ammonium Hydroxide ml 62 68
F Cooling Tower Chemicals 0
1 Hydrochloric Acid Kg 50 55
2 Sulphuric Acid Kg 50 55
3 N9637 Kg 78 86
4 AQUAT5010 Kg 60 66
5 N2890 Kg 60 66
6 N331 Kg 40 44
7 N2593 Kg 40 44
8 Sodium Hypochloride Kg 0 0
9 Caustic Soda Kg 0 0
10 Vanclean Ltrs.
0 0
11 K-Cool Ltrs.
11275 12403
12 Calcodil Ltrs.
70 77
13 XL-1 Ltrs.
20 22
14 Algone Ltrs.
20 22
15 prescy Ltrs.
15 17
Page 2/3
G Chemicals Used as Adhesives, Sealent
0
1 Portoklin-111 Kg
273 300

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
20
Sr.No. Particulars Unit Total Qty. per month Existing
Total Qty. per month proposed
2 Loctite 683 (Drum)
Kg 42 46
3 Loctite 962
Kg 16 18
4 Loctite 542
Kg 167 184
5 Loctite HiTack S
Kg 13 14
6 Anabond-1118384
gm 233 256
7 Anabond-683 (CART)
gm 173 190
8 Anabond-878-100
gm 67 74
9 Anabond-202
gm 133 146
10 RTV Sealent IS 80
gm 645 710
11 Zelac-ET Pack
gm 10 11
12 Dendrite For foam
Kg 3190 3509
13 Liquid Nitrogen
Kg 386 425
H Other Chemicals 0
1 Clearol SS Liters 0 0
2 CR-2 Salt Kgs. 0 0
3 CR-4 Salt Kgs. 0 0
4 Methanol Liters 0 0
5 Pyroclean 104 Liters 0 0
6 Cleansil - 110 Kgs. 0 0
7 Acetelyne Liters 63 0
Storage : All the raw materials are stored in warehouse, except LDO, FO, HSD are stored in tanks. The above are existing items and quantities.
3.7 Resource Optimization:

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
21
KOEL are desirous to expand the manufacturing capacity of Gen sets, IC Engines & Pump sets.
The resource optimization shall be carried out at the site and with other KOEL sites in order to
reduce wastage and minimum transport needs.
3.8 Availability of Resources (Water, Energy/Power Requirement):
Power: Existing power requirement is 5.0 MVA supplied from MSEDCL grid. The proposed
requirement is 5.5 MVA which also shall be procured from MSEDCL grid.
Water: The total water requirement is about 1100 CMD (existing + proposed) for domestic,
greenery, and process, AHU, and cooling purposes. The source of water is already available
from existing water works of MIDC and the same is adequate and satisfactory. The MIDC water
works gets water from River Dudhganga. A water purification work is already operational with
settling, coagulation and Disinfection. The source is dependable and reliable. It does not
encroach on anybody else’s water source.
Water balance existing and proposed is as follows:
Fresh water intake
Description Existing as per
Consent (CMD)
Proposed for
this activities
(CMD)
Total (CMD)
Industrial cooling and Boiler feed 85 95 180
Domestic purpose 155 195 350
Processing whereby water gets polluted
and pollutants are easily biodegradable
125 145 270
Gardening 0 300 300
Total 365 735 1100

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
22
Waste water
Description Existing as
per Consent
(permitted
quantity of
discharge)
(CMD)
Proposed for
this
activities
(CMD)
Total
(CMD)
Disposal
Trade effluent 115 130 245 On land for
gardening
after
treatment
Domestic effluent 140 155 295 On land for
gardening
after
treatment
Total 255 285 540 -
Combined ETP shall be suitably upgraded for additional effluent generation treatment.
Manpower: The manpower required for administration and production purposes will be
recruited locally without any difficulty.
Manpower scenario now and after expansion shall be as follows
Description Existing, No Proposed, No Total, No
Permanent 1191 1310 2501
Contract 1020 1122 2142
Total 2211 2432 4643
Steam Requirement: 350 kg/day for central kitchen through solar boiler.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
23
DG Set:
Following additional DG sets are planned to be installed. Their fuel requirement shall be as
follows
Sr No Capacity Nos Fuel requirement
1 600KVA 9 15 KL/day
2 500KVA 1 1 KL/day
3 250KVA 1 0.5 KL/day
In addition to above diesel is required for paint booth , machine test beds /engine testing. Total
its requirement shall be 57 KL/day (including 16.5 KL above).
LPG:
LPG is required for TFH and canteen.
Additional requirement for expansion shall be 800 kg/day for proposed TFH & 100 kg for
canteen. (900 kg/day total)
3.9 Waste Generation and its treatment, disposal
I. Solid Waste
(a) Non Hazardous Solid Waste:
Consented quantities of Solid waste generation and proposed solid wastes are:
Sr No
Type of Waste Quantity & UOM
(existing)
Quantity & UOM (Proposed)
Disposal method
1 Metal scrap 430 MT/M 735 MT/M Sale to authorised
vendor
2 Garbage 87 MT/M 90 MT/M Sale to authorised
vendor
3 Wooden scrap 78.13 MT/M
85 MT/M Sale to authorised
vendor

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
24
4 Rubber plastics 117 MT/M 130 MT/M Sale to authorised
vendor
5 Waste corrogated boxes
50 MT/M 35MT/M Sale to authorised
vendor
6 Cotton waste 1.5 MT/M 1.7 MT/M Sale to authorised vendor
7 Empty paint Barrels, containers, empty aerosol bottles
44,000 Nos/M
50,000 Nos/M Scrap disposal through scrap yard
8 Grinding dust 21 MT/M 21 MT/M Sale to authorised vendor
9 Waste welding glass 200 No/M 200 No/M Sale to authorised vendor
10 Biosludge from ETP, biogas
500 kg/M 500 kg/M Sale to authorised vendor
(b) Hazardous Waste:
The quantification of hazardous solid waste generated from present activity an proposed
activities is presented as follows:
Sr No
Waste type Category no /
schedule
Existing Quantity
Proposed Quantity Disposal
1 Used and waste oil, lube oil sludge, HFO centrifuge sludge
5.1 & 5.2 7 Kl/day 7.7 Kl/day Sale to authorised reprocessor
2 Oil soaked cotton
5.2 2 MT/M 2.2MT/M CHWTSDF
3 Paint sludge 21.1 7.7 MT/M
8.5 MT/M CHWTSDF
4 ETP sludge 34.4 46 MT/M
50 MT/M CHWTSDF
5 Contaminated solvent
20.1 0.2 MT/M
0.22 MT/M CHWTSDF
6 Lead acid batteries
- 800 kg/M
900 MT/M CPCB authorised recyclers

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
25
Sr No
Waste type Category no /
schedule
Existing Quantity
Proposed Quantity Disposal
7 Phosphate sludge
12.5 1600 kg/M
1700 Kg/M CHWTSDF
8 Discarded liners contaminated with powder
33.3 1500 kg/M 1600 Kg/M
CHWTSDF
9 Waste epoxy powder
21.1 2030 kg/M
2200 Kg/M CHWTSDF
10 Discarded containers, barrels, contaminated with oil and chemicals
33.3 1550 No/M
1700 No/M
Send back to manufacture
11 Contaminated aerosol cans
33.3 900 Nos/M
1000 No/M Sale to authoried reprocessor
12 Waste rock wool and waste glass tissue papers
21.1 1030 kg/M 1100 Kg/M
CHWTSDF
13 Waste softner resin
NA 700 kg/Y 770 Kg/Y CHWTSDF
14 E waste NA 1500 kg/M
1650 Kg/M E waste processing
facility
15 Grinding wheels
NA 2 MT/yr 2.2 MT/Yr. CHWTSDF
16 Filter paper and oil filters
NA 600 kg/M
660 Kg/M CHWTSDF
17 Used tube lights, bulbs
NA 210 kg/M
230 Kg/M CHWTSDF
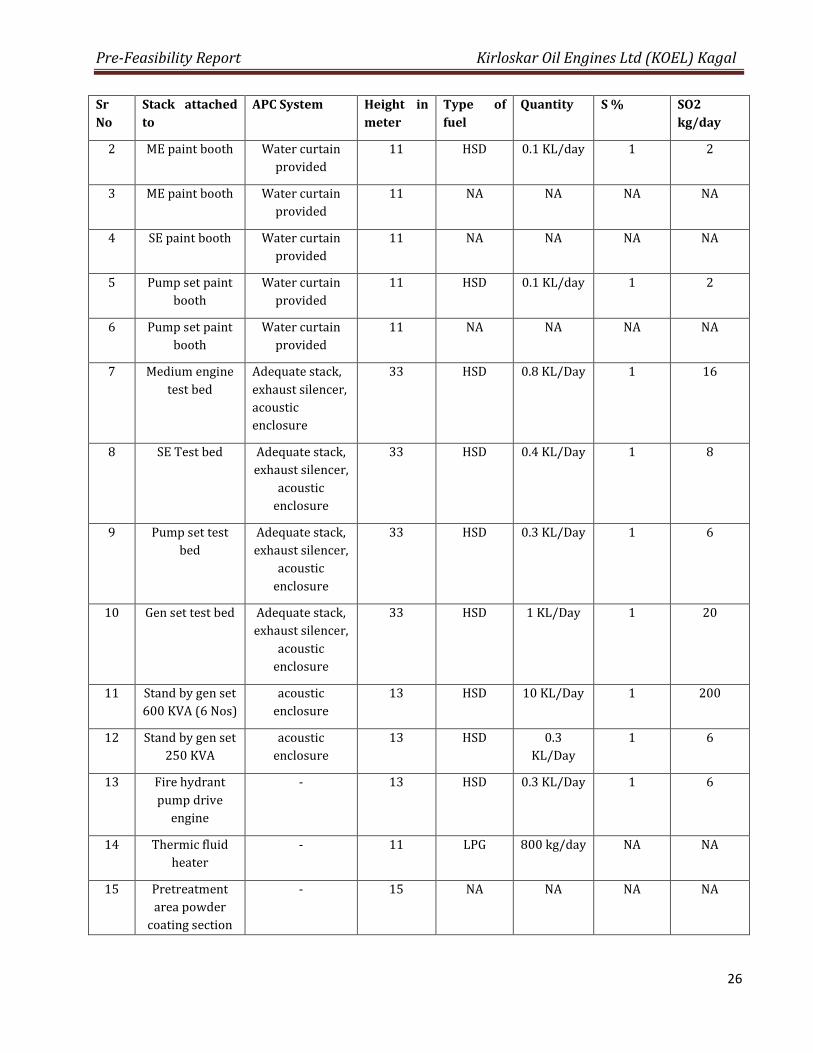
Existing emission sources
Sr
No
Stack attached
to
APC System Height in
meter
Type of
fuel
Quantity S % SO2
kg/day
1 5625 KVA HFO
standby Genset
Adequate stack,
exhaust
silencer,acoustic
enclosure
52 HFO 10 KL/day 4 3200
HSD 24 KL/day 1 480
Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
26
Sr
No
Stack attached
to
APC System Height in
meter
Type of
fuel
Quantity S % SO2
kg/day
2 ME paint booth Water curtain
provided
11 HSD 0.1 KL/day 1 2
3 ME paint booth Water curtain
provided
11 NA NA NA NA
4 SE paint booth Water curtain
provided
11 NA NA NA NA
5 Pump set paint
booth
Water curtain
provided
11 HSD 0.1 KL/day 1 2
6 Pump set paint
booth
Water curtain
provided
11 NA NA NA NA
7 Medium engine
test bed
Adequate stack,
exhaust silencer,
acoustic
enclosure
33 HSD 0.8 KL/Day 1 16
8 SE Test bed Adequate stack,
exhaust silencer,
acoustic
enclosure
33 HSD 0.4 KL/Day 1 8
9 Pump set test
bed
Adequate stack,
exhaust silencer,
acoustic
enclosure
33 HSD 0.3 KL/Day 1 6
10 Gen set test bed Adequate stack,
exhaust silencer,
acoustic
enclosure
33 HSD 1 KL/Day 1 20
11 Stand by gen set
600 KVA (6 Nos)
acoustic
enclosure
13 HSD 10 KL/Day 1 200
12 Stand by gen set
250 KVA
acoustic
enclosure
13 HSD 0.3
KL/Day
1 6
13 Fire hydrant
pump drive
engine
- 13 HSD 0.3 KL/Day 1 6
14 Thermic fluid
heater
- 11 LPG 800 kg/day NA NA
15 Pretreatment
area powder
coating section
- 15 NA NA NA NA

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
27
Sr
No
Stack attached
to
APC System Height in
meter
Type of
fuel
Quantity S % SO2
kg/day
for canopy
16 powder coating
section for
canopy
- 15 NA NA NA NA
17 SL 90 Engine
paint booth
Water curtain 11 HSD 0.1 KL/Day 1 2
18 SL 90 Engine
paint booth
Water curtain 11 NA NA NA NA
19 SL 90 Engine
paint booth
Water curtain 11 NA NA NA NA
20 DV paint booth Water curtain 10 NA NA NA NA
21 DV paint booth Water curtain 10 NA NA NA NA
22 DV paint booth Water curtain 10 NA NA NA NA
23 DV engine test
bed
Exhaust silencer
diffuser
provided
14
HSD
3.1 KL /day 1 62
24 6 R engine test
bed
Exhaust silencer
diffuser
provided
14 HSD
25 HA6 engine test
bed
Exhaust silencer
diffuser
provided
14 HSD
26 SL 90 engine
test bed
Exhaust silencer
diffuser
provided
14 HSD
27 Gen set test bed Exhaust silencer
diffuser
provided
14 HSD 6 KL/Day 1 120
28 Standby gen set - 11 HSD 6 KL/Day 1 120
29 Kitchen boiler Adequate stack 6 LPG 100 kg/day NA NA

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
28
Proposed emission sources
Sr
No
Stack attached
to
APC System Height in
meter
Type of
fuel
Quantity
(Approx)
S % SO2
kg/day
1 DG sets (9 Nos)
600 KVA each
Adequate stack,
exhaust silencer,
acoustic
enclosure
13 HSD 15 KL/day 1 260
2 DG set 500 KVA Adequate stack,
exhaust silencer,
acoustic
enclosure
13 HSD 1 KL/day 1 20
calculation
3 DG set 250 KVA Adequate stack,
exhaust silencer,
acoustic
enclosure
13 HSD 0.5 KL/day 1 10
3 Paint Booth
process
exhausts
Adequate stack,
water curtain for
scrubbing paint
fumes/emissions
13 NA 40.5
KL/Day
NA NA
4 Engine, Genset
Test Beds
Adequate stack,
exhaust
silencer,acoustic
enclosure
33 NA NA NA
5 Engine, Genset
Test Beds
Adequate stack,
exhaust
silencer,acoustic
enclosure
15 NA NA NA
6 Other process
ducts like P.T.
line
Adequate stack,
water curtain for
scrubbing paint
fumes/emissions
15 NA NA NA NA
Stack details (Existing and proposed)
Sr
No
Description of stack/source Stack
height
No of
stacks
Existing
Refer Consent to operate for details - 57
Proposed
1 DG Sets 600KVA 13 9

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
29
2 500KVA 13 1
3 250KVA 13 1
4 Paint Booth process exhausts 13 22
5 Engine, Genset Test Beds 33 4
6 Engine, Genset Test Beds 15 17
7 Other process ducts lke P.T. line 15 5
Total (proposed) 59

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
30
Chapter 4
Site Analysis
4.1 Connectivity:
This proposed KOEL expansion facility is located at Plot D-1, 5 star MIDC at Kagal-
Hatkalanangale, in Kolhapur district, Maharashtra. The Site is 30 km from Kolhapur town and
27 km from nearest railway Station. The land and infrastructure is made available by MIDC
and the raw material is easily available through the easy transport via road connectivity.
4.2 Land form, Land use and Land ownership:
Land Form: Land is on plain contour, it is flat terrain.
Land Ownership: Land ownership is with project proponents.
4.3 Topography:
KOEL, Kagal, Kolhapur is located almost in the southern part of state of Maharashtra at an
altitude of approximately 553 meters above the sea level. It is bounded by Ratnagiri district on
west side and Karnataka state on south side.
The Geographical Location of this Industry is 160 36’ 47” N Latitude and 740 20’ 47.00’’ E
Longitude with an elevation of 553 m. above sea level MSL.
4.4 Existing land use pattern:
The existing land is used for the existing facility is for manufacture of Gen sets, IC Engines and
pump sets.
4.5 Existing Infrastructure:
Existing Infrastructure: Presently there is existing plant/Infrastructure at the site.
4.6 Soil Classification:
Almost the whole of the western half f the district is covered by the basaltic Sahyadri ranges. The land gradually slopes towards the east into the Deccan plateau which is gently undulating with ridges and valleys. Due to these topographical features, the soils

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
31
in the district vary from tract to tract, so much so that even in a single village, as between field and field, a variety of soils from rich-loam to poor thin murmad is met with.
The soils are derived mainly from trap, except in the forest covered mountainous area in the west where they are of lateritic origin. The laterite overlies the trap rock. Consequently, in the western portion the hill tops and ridges are covered with lateritic soils; while in the valleys the soils are of mixed character, varying in colour from brownish to reddish. In the eastern portion, due to its undulating nature, deeper soils are formed in the low-lying parts, while the ridges are covered by shallow soils, more or less partially eroded.
Physiographically, Kolhapur district can be divided into three broad soil zones: (a) the western part, with heavy rainfall (is mountainous and woody and is covered with lateritic soils); (b) the fertile central part, with brownish well-drained soils of neutral reaction; and (c) the dry eastern zone, with precarious rainfall and covered with medium black soil of varying depth.
4.7 Climate data from secondary sources:
Kolhapur's district climate is a blend of coastal and inland elements common to Maharashtra.
The temperature has a relatively narrow range between 10 °C to 35 °C. Summer in Kolhapur is
comparatively cooler, but much more humid, than neighboring inland cities. Maximum
temperatures rarely exceed 38 °C and typically range between 33 and 35 °C. Lows during this
season are around 24 °C to 26 °C.
The city receives abundant rainfall from June to September due to its proximity to the Western
Ghats. The heavy rains often lead to severe flooding during these months. 2005 and 2006 were
years when floods occurred. Temperatures are low in the rainy season and range between
19 °C and 30 °C.
Kolhapur experiences winter from November to February. The winter temperatures are
warmer than other cities in Maharashtra such as Pune and Nashik. Lows range from 9 °C to
16 °C while highs are in the range of 26 °C to 32 °C due to its high elevation and being adjacent
to the Western Ghats. Humidity is low in this season making the weather much more pleasant.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
32
Chapter 5
Planning Brief
5.1 Planning Concept:
Plot is in Five Star MIDC area Kagal-Hatkanangale
Purified Water supply from MIDC
Electricity from MSEDCL express feeder 33KVA supply
Fire Station available
Road facility with illumination.
5.2 Population Projection:
In 2011, Kolhapur had population of 3,876,001 of which male and female were 1,980,658 and
1,895,343 respectively. In 2001 census, Kolhapur had a population of 3,523,162 of which
males were 1,807,470 and remaining 1,715,692 were females. Kolhapur District population
constituted 3.45 percent of total Maharashtra population. In 2001 census, this figure for
Kolhapur District was at 3.64 percent of Maharashtra population.
There was change of 10.01 percent in the population compared to population as per 2001. In
the previous census of India 2001, Kolhapur District recorded increase of 17.85 percent to its
population compared to 1991.
5.3 Assessment of Infrastructure Demand (Physical and Social):
In KOEL, proposed expansion project there will be increase in production of engineering
goods. There will be no major demand of expansion of physical infrastructure and social
infrastructure.
5.5 Amenities/ Facilities:
Production capacity as per consent copy.
Combined ETP with capacity 360 CMD.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
33
Occupational Health Centre
Gurukul (Training facility )for on job training
Chapter 6
Proposed Infrstructure
6.1 Industrial area:
Kirloskar Oil Engines Ltd, Kagal proposed to increase capacity of Engine & Generating sets
manufacturing facility based on market projection.
6.2 Residential Area:
In KOEL there is no any Residential area has been proposed within the site.
6.3 Green Belt:
In and around the KOEL project there are green plantation has been carried out to balance
green belt. The treated effluent is used for green belt development within the factory premises.
Total Green Belt Area Developed = 41,610 m2
Total Green Belt Area Proposed = 36,087 m2
Total Plants and Trees are planted up to DEC 2014 = 5064 Nos.
6.4 Social Infrastructure:
The proposed project will generate temporary employment for about 400 persons during the
construction phase. The direct employment will be generated during operation phase. Hence,
there will be significant positive Impact due to the proposed project.
Local people will be given preference wherever found suitable for all the jobs in the plant,
direct as well as indirect. Thus the project shall have a positive impact on the employment
pattern of the region. Economic status of the local population will improve due to
increased ancillary/business opportunities, thereby making positive impact. Educational,
medical & housing facilities will improve due to the proposed project.
6.5 Connectivity:

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
34
This proposed project facility is located at MIDC of Kagal-Hatkalangale MIDC area,in Kolhapur
district, Maharashtra. The Site is 30 km from Kolhapur town and 27 km from railway Station.
The land and infrastructure is made available by MIDC and the raw material is easily available
through the easy transport via road connectivity.
6.6 Drinking Water Management:
The total water requirement is about 1100 CUM/day for Domestic, Greenery and processes.
The source of water is already availability from existing water works of MIDC and the same is
adequate and satisfactory. The water supply will be through the good offices of MIDC. Their
source is from Dam or River Dudhganga. We are not encroaching on anybody’s water source.
6.7 Sewage System:
KOEL having combined ETP and STP plant 360 CMD capacity. The treated water is used for
green belt development and maintenance purpose. Combined ETP shall be upgraded/newly
installed for the proposed expansion.
TECHNICAL NOTE ON ETP
Industrial effluents are generated from industrial washing of components using different
chemicals and some fraction of cleaning solvents, seven tank MPT processes. Typical
activities are related to Painting, Engine Testing and also Machining operations. EFFLUENTS The effluents are heterogeneous in nature since generated from various sources. Also
some 2 2 0 0 workforce (Company+Contractual) generate wastewater of domestic nature. The wastewater balance is as hereunder:
Source Intake,
m3/d
Losses Effluents, m3/d
Industrial 210 95
Process 125 10 115
Cooling 85 85
Domestic 155 15 140
Makeup for Gardening
150 150
Total 515 260 255
Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
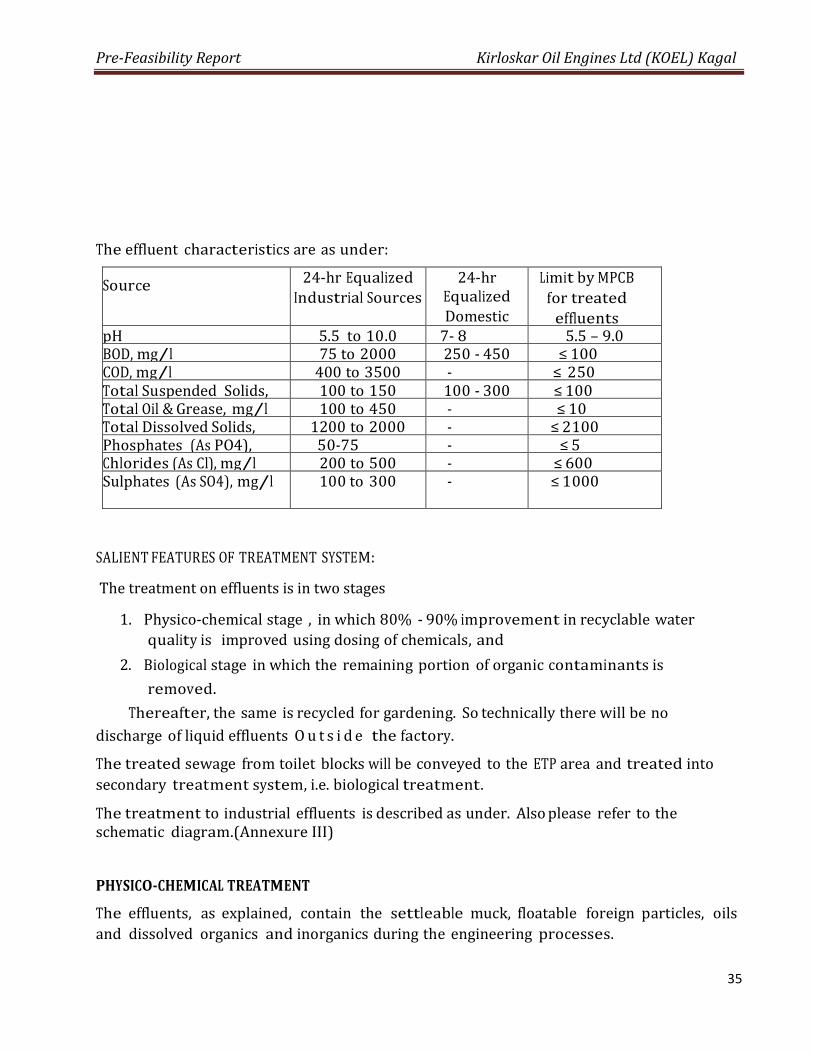
35
The effluent characteristics are as under: Source 24-hr Equalized
Industrial Sources
24-hr Equalized Domestic Effluent
Limit by MPCB
for treated
effluents pH 5.5 to 10.0 7- 8 5.5 – 9.0 BOD, mg/l 75 to 2000 250 - 450 ≤ 100 COD, mg/l 400 to 3500 - ≤ 250 Total Suspended Solids, mg/l
100 to 150 100 - 300 ≤ 100 Total Oil & Grease, mg/l 100 to 450 - ≤ 10 Total Dissolved Solids, mg/l
1200 to 2000 - ≤ 2100 Phosphates (As PO4), mg/l
50-75 - ≤ 5 Chlorides (As Cl), mg/l 200 to 500 - ≤ 600 Sulphates (As SO4), mg/l 100 to 300 - ≤ 1000
SALIENT FEATURES OF TREATMENT SYSTEM:
The treatment on effluents is in two stages
1. Physico-chemical stage , in which 80% - 90% improvement in recyclable water
quality is improved using dosing of chemicals, and
2. Biological stage in which the remaining portion of organic contaminants is
removed.
Thereafter, the same is recycled for gardening. So technically there will be no
discharge of liquid effluents O u t s i d e the factory. The treated sewage from toilet blocks will be conveyed to the ETP area and treated into
secondary treatment system, i.e. biological treatment. The treatment to industrial effluents is described as under. Also please refer to the schematic diagram.(Annexure III)
PHYSICO-CHEMICAL TREATMENT The effluents, as explained, contain the settleable muck, floatable foreign particles, oils
and dissolved organics and inorganics during the engineering processes.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
36
Since the sources are heterogeneous, the extreme pH effluents will be self-neutralize
within the equalization tank itself according to their proportions.
The Effluent treatment system comprises of continuous reaction treatment tank system
duly made corrosion resistant with proper hydraulic levels. The capacity of these tanks
has been kept at minimum to 10 min for the reactions to be completed. After the effluent is equalized, it is passed through Screen chamber and OGT by pumping
in a constant fashion into the SFMT. The chemicals such as lime, PAC and PE are dosed
in proportionate fashion so that the coagulation and flocculation is effected in
subsequent settler tank. The fibrous, tramp, plastic and other separable material will be screened and floatable
oily scum will be physically removed from SGC while the oily layer will be skimmed off
manually as per the need. The process in the ETP system is specifically designed to be operated in continues
mode due to non-uniform raw wastewater quality and quantity. By addition of Lime [Ca(OH)2] and Alum [Al2(SO4)3] or Polyaluminium Chloride [AlnCl(3n-
m)(OH)m] physical state of organic and other inorganic reactable matter which are in
the form of dissolved and suspended solids can be altered and further facilitate their removal by subsequent flocculation. The chemical precipitate collected at the bottom of the settler is pumped out into the
sludge tank. The same is then pumped to the Filter Press using high pressure pumps.
Filter press allows the solids to be dewatered while the filtrate (liquor) will be flown out
though the plate chambers. This filtrate liquor will be returned to Raw Effluent Tank. The
solid chemical sludge will sent to Common Hazardous Waste facility as per its haz-waste
category. BIOLOGICAL TREATMENT This primarily treated wastewater is further pumped from chemically treated
effluent t a n k (or Buffer Tank) for secondary biological treatment. The Bioprocess is
affected in a compact biodegradation system designed for sequential biodegradation,
clarification and subsequent storage of treated w a s t e w a t e r sewage for further
recycling. This unit is a factory-fitted pre piped, prewired system that fits directly onto
the concrete base pad. Bioprocess employs activated sludge process utilizing highly active biomass of aerobic
microorganisms. These are easy to develop and maintain wit h no foul odor at all. Using
high pressure blowers, the oxygen in air is diffused into bioreactor contents for a
series of biochemical reactions to take place. Depending on input, organic matter the cell
multiplication of the microorganism takes place, which is generally very high. Due

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
37
to exponential growth of microorganisms, the wasting of some of fraction is
necessary for maintaining steady state metabolism and some biomass is discarded
periodically in sludge form. This discard bio sludge is needed t o be dewatered and converted i n t o a thick
manageable mass. Using gravity- fed sludge dewatering system consisting of synthetic
bag filters the water from the sludge is removed within a short span of 24 hrs. This system
works trouble-free, requiring very little labor. This secondary t r e a t e d water i s further p a s s e d t h r o u g h c h l o r i n a t i o n f o r
disinfection. The This disinfected water is further pumped through Multigrid Filter and
then finally a Polishing Filter to remove tramp suspended solids giving water the clear
sparkling look while achieving the Pollution Control Board’s norms. The treatment plant works in is semi-automated mode through auto controlled
sequence comprising of safety interlocks for rugged and trouble-free operation of the
equipment. The system can also be conveniently changed over to manual mode.
6.9 Solid Waste Management:
6.10 Power Requirement & Supply/ Source
The main solid waste from this factory will be (a) non-hazardous from office, garden leaves
and sewage septic tank and (b) hazardous from process.
TECHNICAL CAPABILITY AND EQUIPMENTS AVAILABLE FOR THE HANDLING OF
HAZARDOUS WASTE
a) Technical Capabilities:
I) Collection of Hazardous and non-hazardous waste
The solid hazardous waste collection in polythene bags with labeling type of waste, lot no.,
category and quantity.
The liquid hazardous waste is collected in MS Barrels with labeling type of waste, lot no.,
category and quantity.
The other solids scrap e.g. Paper, Garbage, Rubber, Plastic etc. collection in containers
separately and storage is in scrap yard.
Non-Hazardous solid wastes like Metal Scrap is separately collected through internal vehicles
like tow trucks.
ii) Storage of Hazardous and non-hazardous waste
Designated Scrap Yard for Hazardous as well as Non-Hazardous wastes.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
38
Isolated from other storages
PCC Walls & RCC Floor with well ventilation & landscape development around area.
Inside gutters for proper distribution of spillages from wastes to ETP.
Separate chip bin shed for metal scrap like chips, burr etc.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
39
Chapter 7
Rehabilitation and Resettlement (R & R Plan)
The proposed activities are in the existing plot of the company which is located in MIDC area. It
does not require acquisition of Land and the Infrastructure so there is no any kind of activity of
Rehabilitation and Resettlement carried out.
Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
40
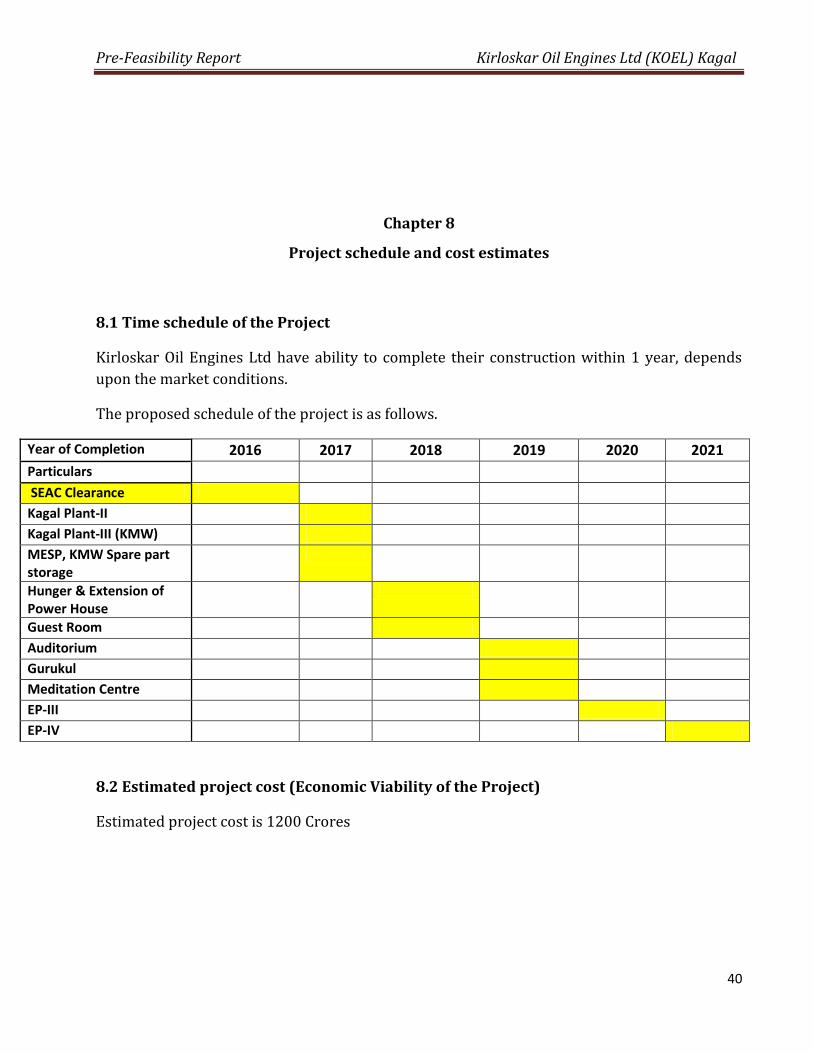
Chapter 8
Project schedule and cost estimates
8.1 Time schedule of the Project
Kirloskar Oil Engines Ltd have ability to complete their construction within 1 year, depends
upon the market conditions.
The proposed schedule of the project is as follows.
Year of Completion 2016 2017 2018 2019 2020 2021
Particulars
SEAC Clearance
Kagal Plant-II
Kagal Plant-III (KMW)
MESP, KMW Spare part storage
Hunger & Extension of Power House
Guest Room
Auditorium
Gurukul
Meditation Centre
EP-III
EP-IV
8.2 Estimated project cost (Economic Viability of the Project)
Estimated project cost is 1200 Crores

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
41
Chapter 9
Analysis of Proposal
9.1 Financial and Social Benefits
Kirloskar oil Engines Ltd has developed various products like I.C. Engines, Generating Sets &
Pump sets which are used for Construction machineries, Electricity Generation, Agricultural
Purposes which contributes towards development of country.
The proposed development of KOEL will boost the economy of the local area. It will provide
employment to locals and also shall give rise in scope for ancillary industries thereby overall
development of the area socially and economically.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
42
Annexure I
Plot possession
letter

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
43
Annexure II
KOEL site Google Image

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
44
Annexure II
KOEL site 1 km radius area
KOEL site 10 km radius area
Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
45
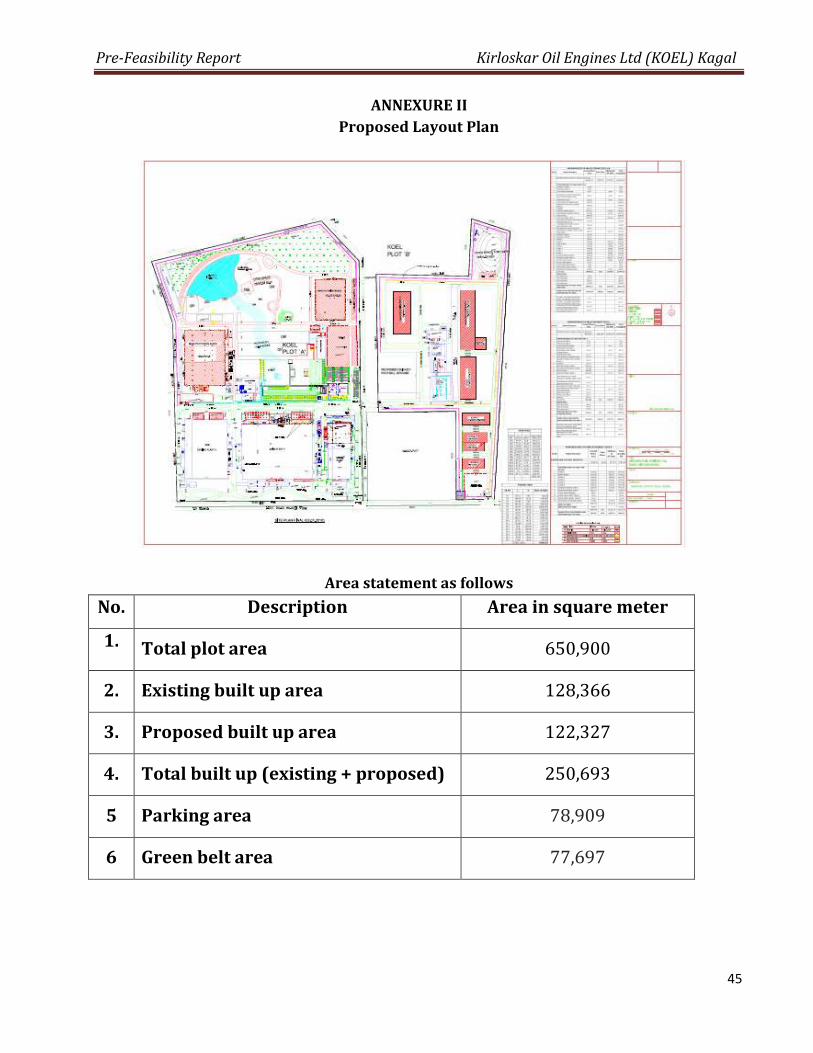
ANNEXURE II
Proposed Layout Plan
Area statement as follows
No. Description Area in square meter
1. Total plot area 650,900
2. Existing built up area 128,366
3. Proposed built up area 122,327
4. Total built up (existing + proposed) 250,693
5 Parking area 78,909
6 Green belt area 77,697

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
46
ANNEXURE III
Combined Effluent treatment plant diagram

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
47
ANNEXXURE IV
PETROLEUM LISENCE - 1

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
48
ANNEXXURE IV
PETROLEUM LISENCE – 2

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
49
ANNEXURE V
On Site Emergency Plan
Emergency Preparedness Plan
An emergency could be defined as any situation which presents a threat to safety of persons
and or property, or environment. It may require outside help to bring the situation under
control.
Major Emergency
A major emergency occurring at work is one that may affect several departments within it
and or may cause serious injuries, loss of life, extensive damage to property or serious
disruption outside the work. It will require the use of outside resources to handle it
effectively.
Usually the result of a malfunction of the normal operating procedures, which may also be
precipitated by the intervention of an outside agency, such as a severe storm, flooding, crashed
aircraft or deliberate acts of arson or sabotage.
Emergency due to operating conditions such as uncontrolled reaction, spark leading to
small fire, slow gas leak, spill, failure of power, water, air, steam, cooling media, scrubbing
media etc. These can be locally handled by plant personnel alone without outside help is not
considered as major emergency.
Operating instructions in the Safety Manual shall cover this area, though the on-site emergency
plan is also helpful.
Hazard
Hazard is a physical situation which may cause human injury, damage to property or the
environment or some combination of these criteria.
Risk
Risk is the likelihood of an undesired event i.e. accident, injury or Death occurring within a
specified period or under specified circumstances. It may be either a frequency or a probability
depending on the circumstances.
The On-Site Emergency Plan
The On-site Emergency Plan deals with measures to prevent and control emergencies affecting
persons, property & the environment inside the premises.
It is mandatory for the manufacturer to provide the necessary information on the nature,
extent & likely effects of such incidents.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
50
The Off-Site Emergency Plan
The Off-Site Emergency Plan deals with measures to prevent and control emergencies affecting
general public and the environment outside the premises.
The manufacturer has to provide the necessary information on the nature, extent and likely
effects of such incidents.
Objectives of the Emergency Plan
An emergency may not always be prevented but it can be controlled within limits and its effect
can be minimized by using the best resources available at the time.
Emergency planning is a management function and it is not be considered in isolation.
Management must evaluate the activities, operations and processes carried out within the
works before starting to plan an emergency operation.
A check is made to ensure that all required steps have already been taken which are included
in emergency planning.
Considering our number of employees, materials and processes, availability of resources,
location of site, size and complexity of the works, we have prepared this emergency plan.
In the text of our emergency plan, we have included the clear instructions as to what
role is to be played and by whom, without overlap or confusion for all concerned staff member.
The objectives of the Emergency Planning are as under:
To define and to assess emergencies, including risk and environmental impact assessment.
To prevent the emergency turning into a disaster.
To safeguard employees and people in vicinity.
To minimize damage to property or/and the environment.
To inform employees, the general public & the authorities about the hazards/risks assessed,
safeguards provided, residual risk if any and the role to be played by them in the event of
emergency.
To be ready for ‘Mutual Aid’ if need is arises to help neighboring unit. Normal jurisdiction of an
OEP is the own premises only, but looking to the time factory in arriving the external help of
off-site plan agency, the jurisdiction must be extended outside to the extent possible in case of
emergency occurring outside.
To inform authorities and mutual aid centers to come for help.
To effect rescue and treatment of casualties.
Identify and list in case of any deaths.
To inform and help relatives.
To secure the safe rehabilitation of affected areas and to restore normalcy at the earliest.
To provide authoritative information to the news media.
To preserve records, equipments etc. and to organize investigation into the cause of the
emergency and preventive measures to stop its recurrences.

Pre-Feasibility Report Kirloskar Oil Engines Ltd (KOEL) Kagal
51
To ensure safety of the works before personnel re-enter and resume work.
To work out a plan with all provisions to handle emergencies and to provide for emergency
preparedness and the periodical rehearsal of the plan.


















