
Praxisbegleitende Lehrveranstaltung - PLV Betriebs- und...
21
Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 1 Prof. Dr. Rößner / Richard Kuttenreich Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010 Praxisbegleitende Lehrveranstaltung - PLV Betriebs- und Projektmanagement (Blockwoche vom 26.07 bis 30.07.10) Lehrmodul 2: 27.07.2010rk Produktionsplanung und Steuerung - PPS / ERP Dieses Lehrmodul ist als Tageskurs, bestehend aus einer Kombination von Vorlesung und Selbststudium konzipiert. Inhalt:_____________________________________ 1. Zur Vorlesung 2. Organisation im Produktionsbetrieb 2.1 Von der Idee zum Produkt 2.2 Vom Kundenauftrag zum ausgelieferten Erzeugnis – die Logistik 3. Produktionsplanung und Steuerung 3.1 Die Planung des Produktionsdurchlaufes 3.2 Produktions Planungs Steuerungssystem 3.3 Nummernsysteme 3.4 Erzeugnisgliederung und –dokumentation 4. Fallbeispiel: POWERFLOW GmbH 5. Tagesaufgabe: Fallbeispiel MOBE GmbH 6. Lösung MOBE GmbH / Prüfungsfragen / Lernzielkontrolle __________________________________________________ Schrifttum: Schmid, D.: Produktionsorganisation, Europa- Verlag, Haan- Gruiten 2003, 3. Auflage, ISBN 3-8085-5243-3 (In größerer Anzahl in HS- Bibliothek vorhanden) Da das Buch als allgemeines Nachschlagewerk für Betriebswirtschaft, Organisation und Management herangezogen werden kann, wäre auch ein Kauf zu überlegen. Kaufpreis ca. € 32,- Tschätsch, H.: Praktische Betriebslehre, Viehweg Verlag, Braunschweig/Wiesbaden 1996, ISBN 3-528-13829-7 (In größerer Anzahl in HS- Bibliothek vorhanden) Wiendahl, H.-P.: Betriebsorganisation, 4. Auflage, Hanser- Verlag München, Wien, 1997(Mehrfach in der HS- Bibliothek vorhanden) Eversheim, W.: Organisation in der Produktionstechnik, 2. Auflage, Band 1...4, VDI- Verlag Düsseldorf 1990 (Mehrfach in der HS- Bibliothek vorhanden) Eversheim, W.: Organisation in der Produktionstechnik, Arbeitsvorbereitung 4. Auflage, ISBN 3-540-42016-9 Springer Verlag Berlin Heidelberg 2002 ISBN 3-8085-5243-3 / Bibliothek: QP500B347
Transcript of Praxisbegleitende Lehrveranstaltung - PLV Betriebs- und...

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 1 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
Praxisbegleitende Lehrveranstaltung - PLV Betriebs- und Projektmanagement (Blockwoche vom 26.07 bis 30.07.10) Lehrmodul 2: 27.07.2010rk Produktionsplanung und Steuerung - PPS / ERP Dieses Lehrmodul ist als Tageskurs, bestehend aus einer Kombination von Vorlesung und Selbststudium konzipiert. Inhalt:_____________________________________ 1. Zur Vorlesung 2. Organisation im Produktionsbetrieb 2.1 Von der Idee zum Produkt 2.2 Vom Kundenauftrag zum ausgelieferten Erzeugnis – die Logistik 3. Produktionsplanung und Steuerung 3.1 Die Planung des Produktionsdurchlaufes 3.2 Produktions Planungs Steuerungssystem 3.3 Nummernsysteme 3.4 Erzeugnisgliederung und –dokumentation 4. Fallbeispiel: POWERFLOW GmbH 5. Tagesaufgabe: Fallbeispiel MOBE GmbH 6. Lösung MOBE GmbH / Prüfungsfragen / Lernzielkontrolle __________________________________________________ Schrifttum: Schmid, D.: Produktionsorganisation, Europa- Verlag, Haan- Gruiten 2003, 3. Auflage,
ISBN 3-8085-5243-3 (In größerer Anzahl in HS- Bibliothek vorhanden) Da das Buch als allgemeines Nachschlagewerk für Betriebswirtschaft, Organisation und Management herangezogen werden kann, wäre auch ein Kauf zu überlegen. Kaufpreis ca. € 32,- Tschätsch, H.: Praktische Betriebslehre, Viehweg Verlag, Braunschweig/Wiesbaden 1996,
ISBN 3-528-13829-7 (In größerer Anzahl in HS- Bibliothek vorhanden) Wiendahl, H.-P.: Betriebsorganisation, 4. Auflage, Hanser- Verlag München, Wien,
1997(Mehrfach in der HS- Bibliothek vorhanden) Eversheim, W.: Organisation in der Produktionstechnik, 2. Auflage, Band 1...4,
VDI- Verlag Düsseldorf 1990 (Mehrfach in der HS- Bibliothek vorhanden) Eversheim, W.: Organisation in der Produktionstechnik, Arbeitsvorbereitung 4. Auflage, ISBN 3-540-42016-9 Springer Verlag Berlin Heidelberg 2002
ISBN 3-8085-5243-3 / Bibliothek: QP500B347

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 2 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
1.0 Zur Vorlesung Anmerkung: Das vorliegende Manuskript soll den Schreib- und Zeichenaufwand während der Vorlesung reduzieren. Der stichwortartige Inhalt bedarf einer weiteren Vertiefung in der Vorlesung. Das Manuskript für sich allein ist weder als Vorlesungsersatz noch als Mittel für die Prüfungsvorbereitung gedacht.
Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 3 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
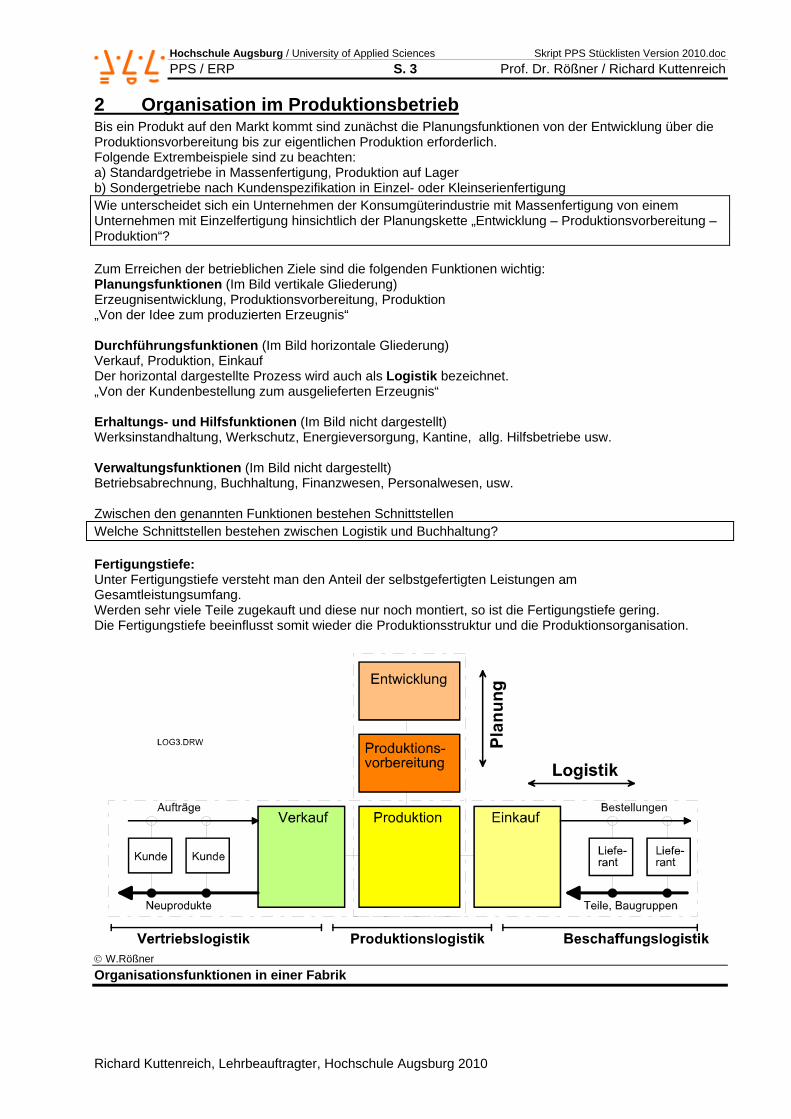
2 Organisation im Produktionsbetrieb Bis ein Produkt auf den Markt kommt sind zunächst die Planungsfunktionen von der Entwicklung über die Produktionsvorbereitung bis zur eigentlichen Produktion erforderlich. Folgende Extrembeispiele sind zu beachten: a) Standardgetriebe in Massenfertigung, Produktion auf Lager b) Sondergetriebe nach Kundenspezifikation in Einzel- oder Kleinserienfertigung Wie unterscheidet sich ein Unternehmen der Konsumgüterindustrie mit Massenfertigung von einem Unternehmen mit Einzelfertigung hinsichtlich der Planungskette „Entwicklung – Produktionsvorbereitung – Produktion“? Zum Erreichen der betrieblichen Ziele sind die folgenden Funktionen wichtig: Planungsfunktionen (Im Bild vertikale Gliederung) Erzeugnisentwicklung, Produktionsvorbereitung, Produktion „Von der Idee zum produzierten Erzeugnis“ Durchführungsfunktionen (Im Bild horizontale Gliederung) Verkauf, Produktion, Einkauf Der horizontal dargestellte Prozess wird auch als Logistik bezeichnet. „Von der Kundenbestellung zum ausgelieferten Erzeugnis“ Erhaltungs- und Hilfsfunktionen (Im Bild nicht dargestellt) Werksinstandhaltung, Werkschutz, Energieversorgung, Kantine, allg. Hilfsbetriebe usw. Verwaltungsfunktionen (Im Bild nicht dargestellt) Betriebsabrechnung, Buchhaltung, Finanzwesen, Personalwesen, usw. Zwischen den genannten Funktionen bestehen Schnittstellen Welche Schnittstellen bestehen zwischen Logistik und Buchhaltung? Fertigungstiefe: Unter Fertigungstiefe versteht man den Anteil der selbstgefertigten Leistungen am Gesamtleistungsumfang. Werden sehr viele Teile zugekauft und diese nur noch montiert, so ist die Fertigungstiefe gering. Die Fertigungstiefe beeinflusst somit wieder die Produktionsstruktur und die Produktionsorganisation.
© W.Rößner Organisationsfunktionen in einer Fabrik

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 4 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
2.1 Von der Idee zum Produkt Die Arbeitsergebnisse der Entwicklung/Konstruktion sind Stücklisten und Zeichnungen des Produktes. Im nächsten Planungsschritt werden zur Vorbereitung der Produktion die erforderlichen Fertigungsunterlagen erstellt, die Fertigungsmittel angepasst und falls erforderlich, auch Fertigungsmittel neu beschafft. Im Extremfall kann die Produktionsvorbereitung auch den Bau einer neuen Fabrik für das zu fertigende Produkt beinhalten. In der Produktion selbst sind dispositive Planungen auszuführen. (Wann wird welches Produkt mit welchen Mitteln produziert.) Die Zeitspanne von der Idee bis zum marktfähigen Produkt soll kurz sein. Daher Ablösung sequentieller arbeitsteiliger Abläufe durch eine parallele (simultane) Engineering- Leistung in interdisziplinären Teams. ⇒ Simultaneous Engineering Parallel zur Erzeugnissentwicklung wird bereits die Produktion vorbereitet. - kürzere Entwicklungszeit ⇒ "Time to Market" - geringerer Änderungsaufwand, da während der Entwicklung bereits die fertigungstechnischen Belange berücksichtigt werden. CIM Computer Integrated Manufacturing: Vorgänge mit Software unterstützen.
© W.Rößner Planungsfunktionen in der Produktionsvorbereitung und Produktion
Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 5 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
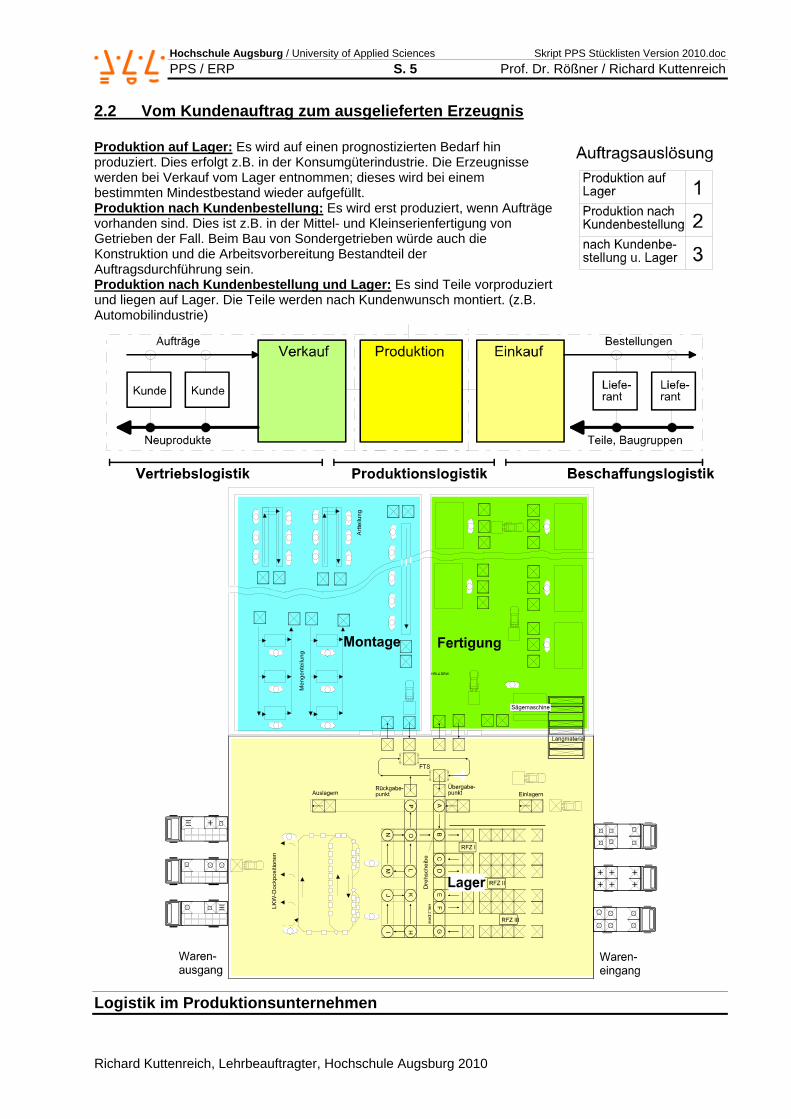
2.2 Vom Kundenauftrag zum ausgelieferten Erzeugnis Produktion auf Lager: Es wird auf einen prognostizierten Bedarf hin produziert. Dies erfolgt z.B. in der Konsumgüterindustrie. Die Erzeugnisse werden bei Verkauf vom Lager entnommen; dieses wird bei einem bestimmten Mindestbestand wieder aufgefüllt. Produktion nach Kundenbestellung: Es wird erst produziert, wenn Aufträge vorhanden sind. Dies ist z.B. in der Mittel- und Kleinserienfertigung von Getrieben der Fall. Beim Bau von Sondergetrieben würde auch die Konstruktion und die Arbeitsvorbereitung Bestandteil der Auftragsdurchführung sein. Produktion nach Kundenbestellung und Lager: Es sind Teile vorproduziert und liegen auf Lager. Die Teile werden nach Kundenwunsch montiert. (z.B. Automobilindustrie)
Logistik im Produktionsunternehmen

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 6 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
3 Produktionsplanung und –steuerung
3.1 Die Planung des Produktionsdurchlaufes Logistik: Richtige Produkte zum richtigen Zeitpunkt in richtiger Menge am richtigen Ort. Die Logistik beinhaltet die Zeit- und Materialwirtschaft. Zeitwirtschaft: Termine festlegen und Kapazitäten planen zur bedarfsgerechten Produktion. Materialwirtschaft: Materialbeschaffung und– bereitstellung für die Produktion. In der Produktion selbst sind dispositive Planungen auszuführen. (Wann wird welches Produkt mit welchen Mitteln in welchen Mengen produziert.) Durchführung dieser Aufgaben mit Hilfe von Rechnern und Software Allgemeine Bezeichnung:
Produktions- Planungs- und Steuerungssystem (PPS)
Englisches Kürzel: "ERP" (Enterprise Resource Planning) Wie unterscheidet sich ein Unternehmen der Konsumgüterindustrie mit Massenfertigung von einem Unternehmen mit Einzelfertigung hinsichtlich der Planungskette „Entwicklung – Produktionsvorbereitung – Produktion“?
© W.Rößner Produktionsplanungs- und Steuerungssystem
Produktion
Entwicklung
Produktions-vorbereitung
ZeichnungStückliste
Arbeitsplan
BedarfTermin
Fertigungsauftrag
Mengenermittlung
-bestellung
Auftragsveranlassungund -überwachungBetriebsdatenerfassung BDE
Betriebsmittel
Produktions-planung
Produktions-steuerung
Prod
uktio
ns-P
lanu
ngs-
und
Steu
erun
gs-
syst
em
LOG3.DSF
ZulieferbestellungMaterial, Baugruppen
Zeiten
Daten und Auftragspapiere
AusgangsteilArbeitsvorgänge -auswahl
-entwicklung
NC-Programme
MengenermittlungBruttbedarfsermittlungNettobedarfsermittlungBestandsführungMengenplanungLosgrößenermittlungBeschaffungsrechnungTerminplanungReihenfolgplanungDurchlaufterminierungKapazitätsplanungKapazitätsbedarfsrechnungKapazitätsangebotermittlungKapazitätsabstimmung
AuftragsveranlassungWerkstattauftragsfreigabeMaterialtransportsteuerungAuftragsüberwachungArbeitsfortschrittserfassungWareneingangsmeldungBetriebsdatenerfassung BDEDatenrückmeldung
Produktionsprogramm-planung
Mengen- Termin- undKapazitätsplanung
Datenverwaltung
ZeichnungenStücklistenTeilestammArbeitspläneArbeitsplatzstamm
BeständeKapazitätenAufträgeBestellungen
AuftragsneutraleDaten
Auftragsabhängige
Funktionsgruppen
Einzelfertigung
Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 7 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
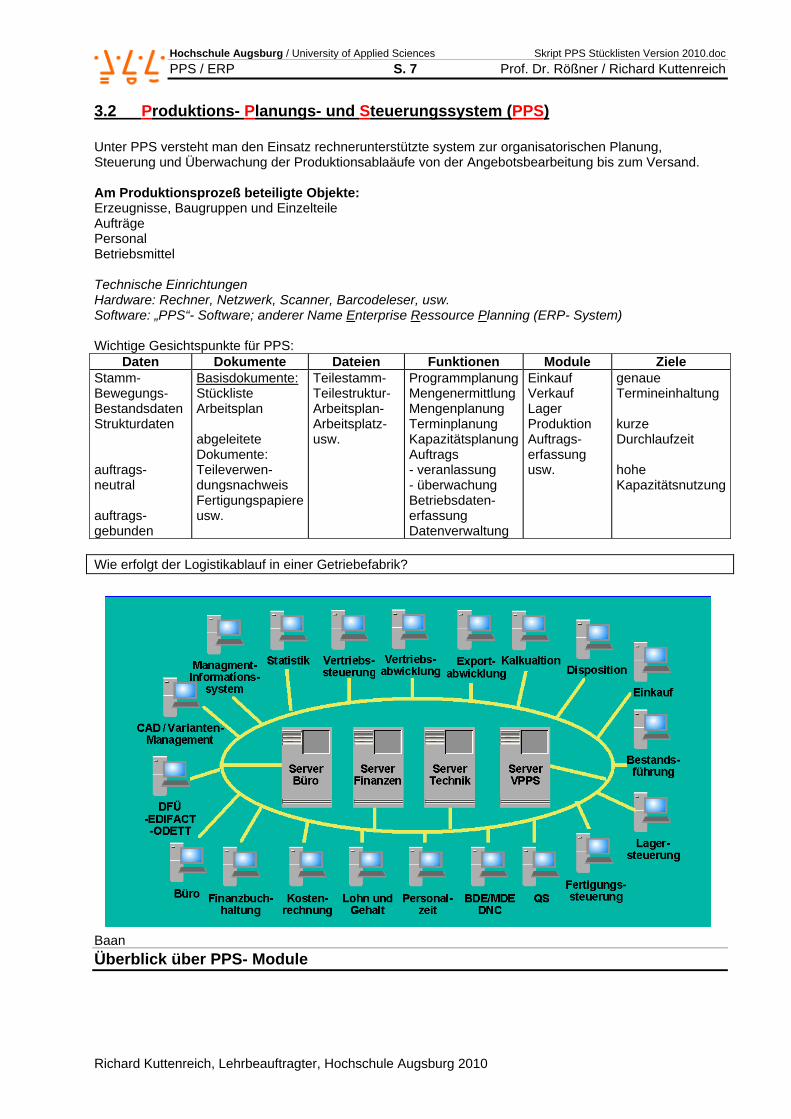
3.2 Produktions- Planungs- und Steuerungssystem (PPS) Unter PPS versteht man den Einsatz rechnerunterstützte system zur organisatorischen Planung, Steuerung und Überwachung der Produktionsablaäufe von der Angebotsbearbeitung bis zum Versand. Am Produktionsprozeß beteiligte Objekte: Erzeugnisse, Baugruppen und Einzelteile Aufträge Personal Betriebsmittel Technische Einrichtungen Hardware: Rechner, Netzwerk, Scanner, Barcodeleser, usw. Software: „PPS“- Software; anderer Name Enterprise Ressource Planning (ERP- System) Wichtige Gesichtspunkte für PPS:
Daten Dokumente Dateien Funktionen Module Ziele Stamm-Bewegungs- Bestandsdaten Strukturdaten auftrags- neutral auftrags- gebunden
Basisdokumente: Stückliste Arbeitsplan abgeleitete Dokumente: Teileverwen-dungsnachweis Fertigungspapiere usw.
Teilestamm- Teilestruktur- Arbeitsplan- Arbeitsplatz- usw.
ProgrammplanungMengenermittlung Mengenplanung Terminplanung KapazitätsplanungAuftrags - veranlassung - überwachung Betriebsdaten-erfassung Datenverwaltung
Einkauf Verkauf Lager Produktion Auftrags-erfassung usw.
genaue Termineinhaltung kurze Durchlaufzeit hohe Kapazitätsnutzung
Wie erfolgt der Logistikablauf in einer Getriebefabrik?
Baan Überblick über PPS- Module

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 8 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
Wiederauffinden ⇒ IDENTIFIZIEREN ⇒ Identifikationsnummer Wiederverwenden ⇒ KLASSIFIZIEREN ⇒ Klassifikationsnummer Teilefamilien bilden Standardisieren ⇒ INFORMIEREN ⇒ Ergänzungsnummer, Sachmerkmalleiste Zweck von Nummernsystemen in der Betriebsorganisation
3.3 Nummernsysteme Sachen, Zeichnungen, Objekte allgemein müssen wiedergefunden werden und in der Organisation unter verschiedenen Gesichtspunkten bearbeitbar sein. Bsp.: Zeichnung, Angebot, Auftrag, Lieferschein, Rechnung usw. Zu diesem Zweck werden Nummern verwendet; z.B. Sach-Nr., Zeichn.-Nr., Personal- Nr. usw. DIN 6763: Unter Nummerung versteht man das Bilden, Erteilen, Verwalten und Anwenden von Nummern für die verwendeten Objekte. Zeichen: Nummern (numerische Nummern) Buchstaben (Alphanummern) Nummern und Buchstaben (alphanumerische Nummern) Trennzeichen und Leerstellen zum einfacheren Lesen Alphanumerische Nummern erleichtern die manuelle Arbeit, da mnemotechnische Abkürzungen verwendbar sind. Identifizieren: eindeutiges Kennzeichnen eines Objektes; (Archivieren und Wiederfinden) Klassifizieren: Objekt einer Klasse von Objekten zuordnen. Z. B. werden Teile nach Wellenteilen und Quaderteilen unterschieden und in der Klassifikationsnummer diesen qualitativen Unterscheidungsmerkmalen zugewiesen. Informieren Klassifikationen können auch informieren, wenn quantitative Merkmale verschlüsselt werden. Z. B. wird das Zeichnungsformat in einer Stelle mit verschlüsselt, so läßt sich sofort die Information entnehmen, daß es sich beispielsweise um eine Zeichnung DIN A3 handelt. Weitere quantitative Informationen würden das Nummernsystem unpraktisch aufblähen, daher nur Identifikation und Klassifikation als Nummerungszweck. Für weitergehende Informationen sogenannte Ergänzungsschlüssel verwenden, oder außerhalb des Nummernsystems auf sogenannte Sachmerkmalleisten zurückgreifen. Regeln für Nummernsysteme:
1. Abwägung zwischen Aufwand und Nutzen. Nur häufig benötigte Merkmale in die Nummer mit aufnehmen, weil sonst der Nummerungsaufwand größer wird als der Nutzen. (Nummer so kurz wie möglich, so lang wie nötig) 2. Klar abgrenzbare, zeitbeständige Merkmale 3. Ausreichender Reserveumfang. 4. Gute Sprech-und Schreibmöglichkeit, sowie leichte Einprägsamkeit für die manuelle Verwendung. 5. Verträglichkeit des Nummernsystems mit vorhandener und zukünftiger Software. 6. Verträglichkeit mit der Organisation und anderen Nummernsystemen
In welcher betrieblichen Institution sollte das Nummernsystem entwickelt und gepflegt werden?
Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 9 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
0123456789
0123456789
0123456789
0123456789
0123456789
1.Stelle 2.Stelle 3.Stelle
0123456789
0123456789
0123456789
1.Stelle 2.Stelle 3.Stelle
0123456789
0123456789
1.Stelle
0123456789
0123456789
0123456789
2.Stelle 3.Stelle 4.Stelle
0123456789
0123456789
0123456789
0123456789
0123456789
0123456789
1.Stelle 2.Stelle 3.Stelle
0123456789
4.Stelle 5.Stelle
0123456789
01234567890
123456789
0123456789
0123456789
1.Stelle
0123456789
0123456789
0123456789
2.Stelle 3.Stelle 4.Stelle
0123456789
0123456789
0123456789
0123456789
0123456789
5.Stelle 6.Stelle
NUMMER1.DRW
NUMMER1.DRW
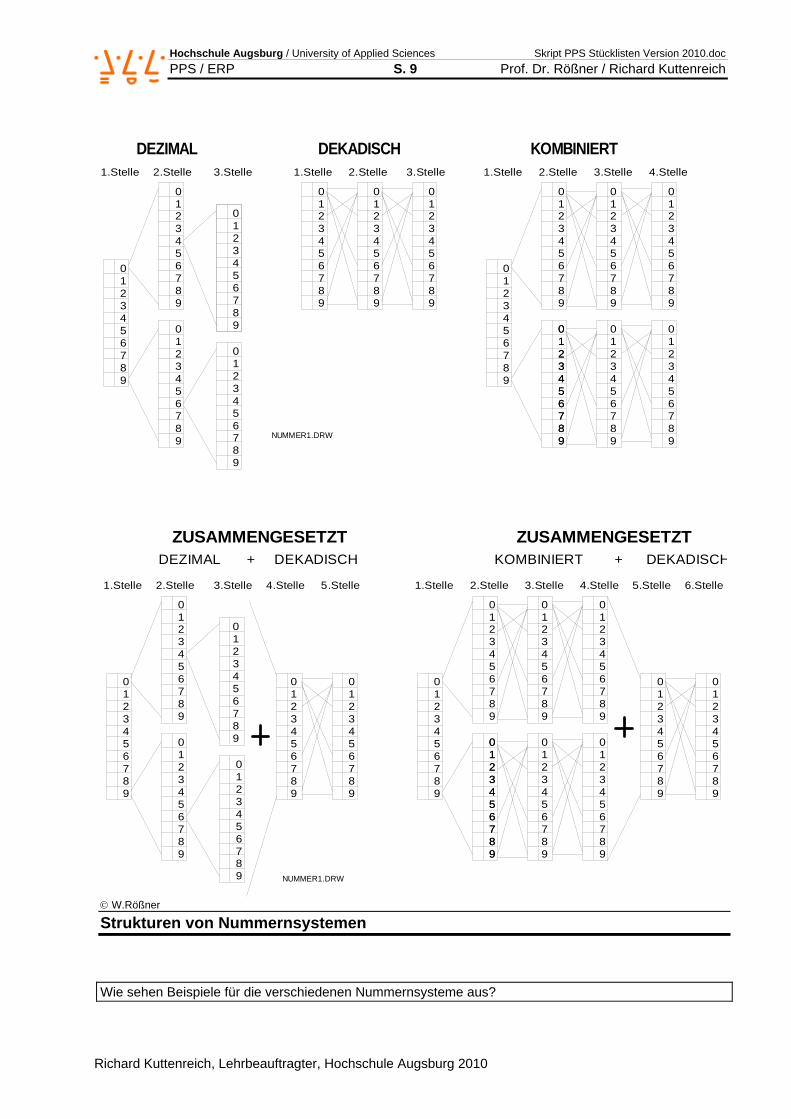
DEZIMAL DEKADISCH KOMBINIERT
ZUSAMMENGESETZT ZUSAMMENGESETZTDEZIMAL DEKADISCH+ KOMBINIERT + DEKADISCH
© W.Rößner Strukturen von Nummernsystemen Wie sehen Beispiele für die verschiedenen Nummernsysteme aus?

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 10 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
AP Beispiel Bildschirmmaske
G 8 . 0 6 . 1 2 - 1 2 3
Klassifizierung Zählnummer(von Klassifizierungabhängig)
Identifizierung Klassifizierung
Identnummer(Zählnummer, von Klassifizierung unabhän
GetriebeGröße 8
Stirnradbauart
Aufsteckwelle
Baugruppe
Gehäuse
BaugrößeNUMMER1.DRW
0 2 0 2 1 1 - 1 4 2 3 7
Identifizierung
Verbundnummer und Parallelnummer

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 11 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
C
A
B
Sachnummer Benennung A B C M WS
0 125 005 Welle 120,0 30,0 10,5 6 X 40 Cr 5
0 125 006 Welle 145,0 30,0 12,0 6,25 C 60 Pb K
Sachmerkmalleiste
nach Eigner+Partner Beispiel für Sachmerkmalleiste als Bildschirmmaske

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 12 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
KlassifikationGrob- Fein-
00 nicht berücksichtigt 0 nicht berücksichtigt
01 Erzeugnis 1 Übersetzungsgetriebe2 Stufengetriebe3 Stufenloses Getriebe9 Sonstige
02 Baugruppe 1 Antrieb2 Zsb.Welle3 Verbundgruppen9 Sonstige
03 Einzelteil 1 Welle2 Zahnrad3 Gehäuse9 Sonstige
04 Kaufteil 1 Mechanisch2 Elektrisch3 Pneumatisch4 Hydraulisch9 Sonstige
05 Normteil 1 Schraube2 Befestigungsel.3 Sicherungsel.4 Dichtung9 Sonstige
06 Fertigungs- 1 Werkstoffmaterial 2 Halbzeug
3 Hilfsstoff4 Betriebsstoff9 Sonstige
07 Verbrauchs- 1 Büromaterialmaterial 2 Reinigungsmittel
9 Sonstige
08 Betriebs- 1 Maschinenmittel 2 Werkzeuge
3 Vorrichtungen4 Meßmittel5 Büroausstattung6 Anlagen9 Sonstige
09 Formulare 1 Kaufmännisch2 Technisch9 Sonstige
10 Norm 1 Grundnorm2 Teilenorm3 Werkstoffnorm4 Qualitätsnorm5 Sicherheitsnorm9 Sonstige
11 Lieferant 1 Teile2 Dienstleistungen3 Betriebs-/Hilfsmittel9 Sonstige
12 usw.
13 Reserve " "98 "
99 Sonstige
Klassifizierungsschlüssel am Beispiel einer Getriebefertigung
Parallel- Nummer: Zu bezeichnente Objekte Sachnummer SA Zeichnungsnummer ZE Stücklistennummer SL Betriebsanleitung BA Ersatzteilliste EL Arbeitsplannummer AP Personalnummer PE Bestellnummer BE Beispiele für Klassifikation-Identifikation-Ergänzung SA 013-123-01 01 Baugröße 1 ZE 013-123-0/E- 0/E DIN A0/Elektroplan SL 013-123-USA USA USA- Ausführung BA 013-123-E E Englisch EL 013-123-USA USA USA- Ausführung NUM1.DOC

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 13 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
Zeichnung Stückliste Teileverwendungsnachweis Entwurfszeichnung Mengenstückliste Mengenverwendungsnachweis Angebotszeichnung Strukturstückliste Strukturteileverwendungsnachw. Fertigungszeichnung Baukastenstückliste Baukastenwendungsnachweis Schemazeichnung Sonderzeichnung Dokumentationszeichnung usw.
Dokumente zur Erzeugnisdokumentation
3.4 Erzeugnisgliederung und -dokumentation Zeichnung: Bildliche Darstellung (DIN 6789, DIN 199) Stückliste: Auflistung aller zu einem Erzeugnis bzw. zu einer Baugruppe gehörender Gegenstände mit Mengenangabe. Teileverwendungs- Auflistung der übergeordneten Baugruppen und Erzeugnisse, in denen ein nachweis: bestimmter Gegenstand verwendet wird. Zur Fertigung des Erzeugnisses wird ein Zeichnungs- und Stücklistensatz erstellt. (DIN 6789) Erzeugnisgliederung Erzeugnis verkaufsfähiger Gegenstand Baugruppe besteht aus mehreren Einzelteilen - Montagegruppe (demontierbar) - Verbundgruppe (aus mehreren Einzelteilen zusammengeschweißt) kann dann wieder als Einzelteil behandelt werden (Einzel)Teil Rohstoff Ausgangsmaterial z.B. Stangenmaterial Gliederung eines Erzeugnisses nach Gesichtspunkten wie: Funktion: Lenkung, Antrieb usw. Montage: Unterbau, Karrosserie usw. Projektabwicklung: Mechanik, Elektrik, Hydraulik usw. 1. Wie könnte ein Sachnummernsystem für das nachfolgende Getrieb aufgebaut sein? 2. Nach welchen Kriterien ist die Erzeugnisgliederung vorgenommen worden? 3. Aus welchen Unterlagen ist die Erzeugnisgliederung ersichtlich?

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 14 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
4. Fallbeispiel: POWERFLOW GmbH
Quelle: Prof. Dr. Willi Rößner, Vorlesung „Betriebsorganisation“, Hochschule Augsburg

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 15 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
Unterteil Oberteil Zsb.Ritzel- welle
Zsb.Welle Deck-scheibe
Wellen-scheibe
GETR1B.DRW
© W.Rößner Erzeugnisgliederung am Beispiel eines Getriebes
Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 16 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
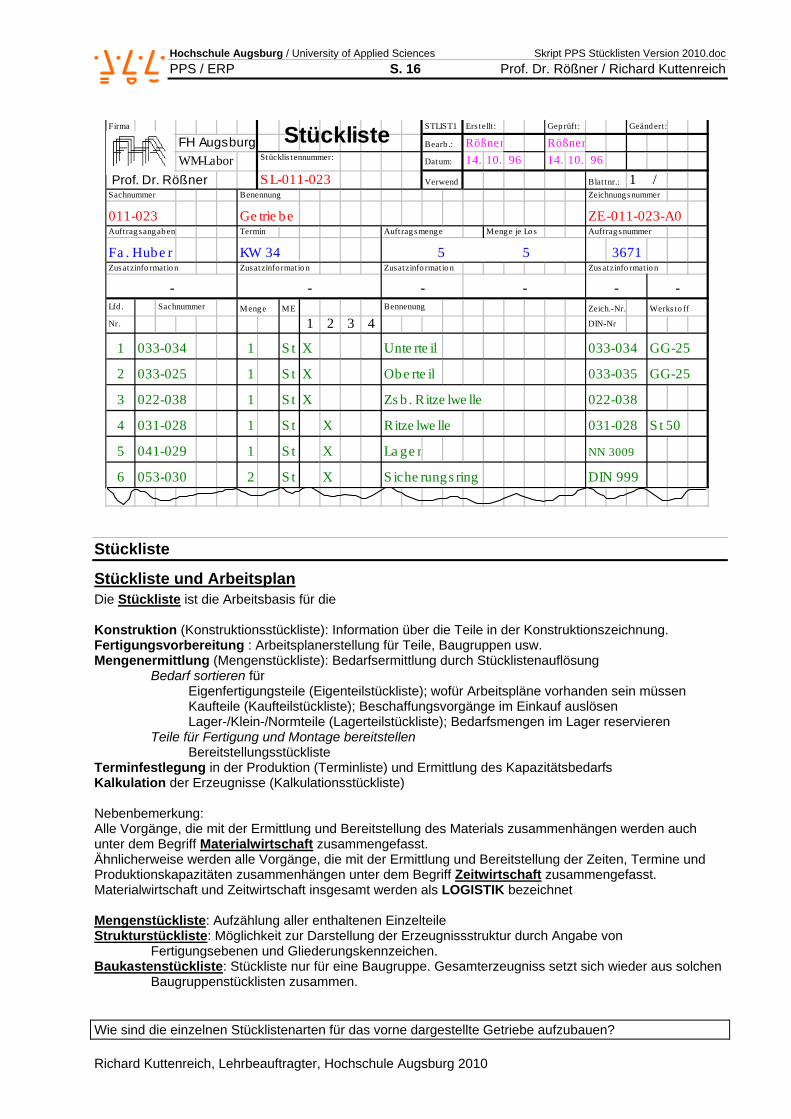
Stückliste
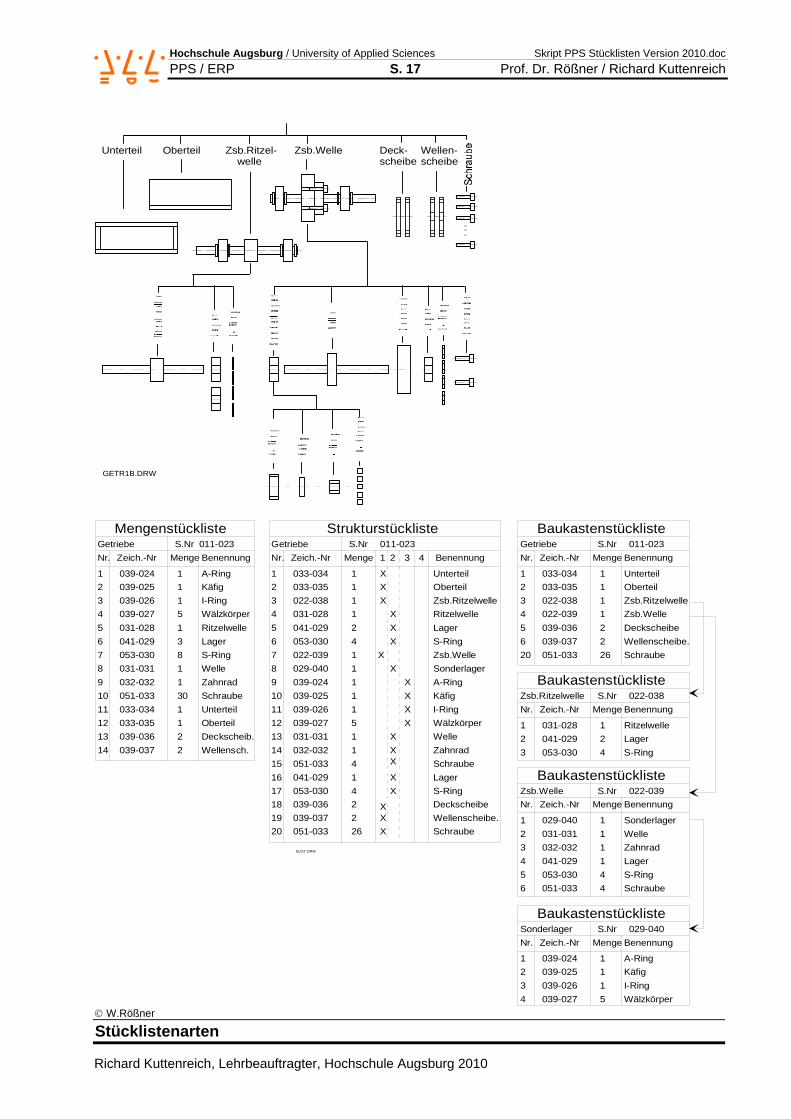
Stückliste und Arbeitsplan Die Stückliste ist die Arbeitsbasis für die Konstruktion (Konstruktionsstückliste): Information über die Teile in der Konstruktionszeichnung. Fertigungsvorbereitung : Arbeitsplanerstellung für Teile, Baugruppen usw. Mengenermittlung (Mengenstückliste): Bedarfsermittlung durch Stücklistenauflösung Bedarf sortieren für Eigenfertigungsteile (Eigenteilstückliste); wofür Arbeitspläne vorhanden sein müssen Kaufteile (Kaufteilstückliste); Beschaffungsvorgänge im Einkauf auslösen Lager-/Klein-/Normteile (Lagerteilstückliste); Bedarfsmengen im Lager reservieren Teile für Fertigung und Montage bereitstellen Bereitstellungsstückliste Terminfestlegung in der Produktion (Terminliste) und Ermittlung des Kapazitätsbedarfs Kalkulation der Erzeugnisse (Kalkulationsstückliste) Nebenbemerkung: Alle Vorgänge, die mit der Ermittlung und Bereitstellung des Materials zusammenhängen werden auch unter dem Begriff Materialwirtschaft zusammengefasst. Ähnlicherweise werden alle Vorgänge, die mit der Ermittlung und Bereitstellung der Zeiten, Termine und Produktionskapazitäten zusammenhängen unter dem Begriff Zeitwirtschaft zusammengefasst. Materialwirtschaft und Zeitwirtschaft insgesamt werden als LOGISTIK bezeichnet Mengenstückliste: Aufzählung aller enthaltenen Einzelteile Strukturstückliste: Möglichkeit zur Darstellung der Erzeugnissstruktur durch Angabe von Fertigungsebenen und Gliederungskennzeichen. Baukastenstückliste: Stückliste nur für eine Baugruppe. Gesamterzeugniss setzt sich wieder aus solchen Baugruppenstücklisten zusammen. Wie sind die einzelnen Stücklistenarten für das vorne dargestellte Getriebe aufzubauen?
Firma STLIST1 Ers tellt : Geprüft : Geänd ert :
FH Augsburg Bearb .: Rößner RößnerWM-Labor Stücklis tennummer: Datum: 14. 10. 96 14. 10. 96
Prof. Dr. Rößner S L-011-023 Verwend Blat tnr.: 1 /Sachnummer Benennung Zeichnung snummer
011-023 Ge trie be ZE-011-023-A0Auftrag sangaben Termin Auftrag smeng e Meng e je Lo s Auftrag snummer
Fa . Hube r KW 34 5 5 3671Zusatzinfo rmatio n Zusatzinfo rmat ion Zusatzinfo rmation Zusatzinfo rmatio n
- - - - - -Lfd . Sachnummer Menge ME Bennenung Zeich.-Nr. Werks to ff
Nr. 1 2 3 4 DIN-Nr
1 033-034 1 S t X Unte rte il 033-034 GG-25
2 033-025 1 S t X Obe rte il 033-035 GG-25
3 022-038 1 S t X Zs b . Ritze lwe lle 022-038
4 031-028 1 S t X Ritze lwe lle 031-028 S t 50
5 041-029 1 S t X La ge r NN 3009
6 053-030 2 S t X S iche rungs ring DIN 999
Stückliste
Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 17 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
Unterteil Oberteil Zsb.Ritzel- welle
Zsb.Welle Deck-scheibe
Wellen-scheibe
GETR1B.DRW
MengenstücklisteGetriebeNr. BenennungMengeZeich.-Nr
1 1039-0242 1039-0253 1
S.Nr
A-RingKäfigI-RingWälzkörperRitzelwelleLagerS-RingWelleZahnradSchraubeUnterteilOberteilDeckscheib.Wellensch.
StrukturstücklisteGetriebeNr. BenennungMengeZeich.-Nr
S.Nr1 2 3 4
Zsb.RitzelwelleRitzelwelleLagerS-Ring
XXXX
Zsb.Welle
WelleZahnrad
LagerS-Ring
X
XXX
X
UnterteilOberteil
XX
DeckscheibeWellenscheibe.Schraube
SonderlagerXA-RingKäfigI-RingWälzkörper
XXXX
XXX
BaukastenstücklisteGetriebeNr. BenennungMengeZeich.-Nr
1 12 1
S.Nr
BaukastenstücklisteSonderlagerNr. BenennungMengeZeich.-Nr
123
S.Nr
A-RingKäfigI-RingWälzkörper
UnterteilOberteil
Zsb.WelleDeckscheibeWellenscheibe.Schraube
Baukastenstückliste
Nr. BenennungMengeZeich.-Nr
123 4
S.NrZsb.Ritzelwelle
RitzelwelleLagerS-Ring
Baukastenstückliste
Nr. BenennungMengeZeich.-Nr
123
S.NrZsb.Welle
SonderlagerWelleZahnradLagerS-RingSchraube
SLIST.DRW
039-0264 039-027 55 031-028 16 041-029 37 053-030 88 031-031 19 032-032 110 051-033 3011 033-034 112 033-035 113 039-036 214 039-037 2
033-034 1033-035 1022-038031-028 1
1
041-029 2
041-029 1
053-030 4
053-030 4
022-039 1029-040 1
1039-0241039-0251039-026
039-027 5031-031 1032-032 1
039-036 2039-037 2051-033 26
Schraube051-033 4X
1234567891011121314151617181920
011-023 011-023 011-023
033-034033-035022-038 13 Zsb.Ritzelwelle022-039 14039-036 25039-037 26051-033 2620
022-038
031-028 1041-029 2053-030
022-039
029-040 1031-031 1032-032 1041-029 1053-030 4051-033 4
456
029-040
1039-0241039-0251039-026
039-027 54 © W.Rößner Stücklistenarten

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 18 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
Arbeitsplan Der Arbeitsplan ist die Arbeitsbasis für die Produktion: Vorgaben für die Fertigung und Montage Zeit-,Termin- und Kapazitätsfestlegung: Bedarf an Arbeitskräften, Maschinen, Hilfsmitteln(Werkzeuge, Vorrichtungen, Meßgeräte usw.),Durchlaufplanung Bereitstellungsplanung: Werkstoffe, Teile, Hilfsmittel usw. Auftragsüberwachung: Soll- Ist- Vergleich, Terminverfolgung Hilfsmittelerstellung: NC- Programme, Arbeitsanweisungen, Umweltschutzanweisungen usw. Kalkulation: Vor- und Nachkalkulation Auftragspapiererstellung: Laufkarte, Terminkarte, Lohnscheine, Materialscheine, usw. Inhalt des Arbeitsplanes: Ausgangsteil: z.B. Stangenmaterial, Gußteil, Schweißteil usw. Arbeitsvorgänge: Reihenfolge, Arbeitsinhalte Arbeitsplatz-/Maschinen: (enthält auch Kostenstelle oder Abteilung) Fertigungshilfsmittel: Werkzeuge, Vorrichtungen, Meßgeräte usw. Lohngruppen und Zeitvorgaben: Lohngruppen sofern erforderlich. Zeiten als Planzeiten für die Kapazitätsplanung und soweit erforderlich als Vorgabezeiten für die Entlohnung Fertigungsplan: Herstellung von Einzelteilen Montageplan: Zusammenbau von Baugruppen bzw. Erzeugnisse Prüfplan: Qualitätskontrolle von Werkstoffen, Einzelteilen, Baugruppen und Erzeugnissen
Firma Ers tellt : Gep rüft : Geändert :
FH Augsburg Bearb .: Ro e s s n e r Ma i e rWM-Labor Arbeitsp lannummer: Datum: 2 0 . 1 1 . 0 0 2 0 . 1 1 . 0 0
Prof. Dr. Rößner A 039-326 Verwend Blat tnr.: 1 / 1Sachnummer Benennung Zeichnung snummer
039-326 Nutplatte Z 039-326Auftrag sang ab en Termin Auftrag smeng e Meng e je Lo s Auftrag snummer
Fa. Fischer KW 50 200 200 472 189Sachnummer (Werks to ff) Werks to ff Ro hfo rm und Ab messung en Ro hg ewicht Fert ig g ewicht
062-731 St 50 100 x 100 x 15 1,118 1,107Vo rg . Arb eitsanweisung Ko stens telle Fert ig ung shilfsmit tel Lo hn- ZeitenNr. Maschinennr. g rup p e tr te
1 Absägen 712 3 5 1,2
2 Nut fräsen 461 M.-Schraubst. 5 7 0,6
3 Entgraten 551 4 1 0,3
Arbeitsplan

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 19 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
Planung- und Steuerung
1. Wie erfolgt die Disposition der Kaufteile und der Lagerteile? 2. Welche Organisationshilfsmittel sind für die PPS- Funktionen und für die Auftragspapiererstellung verfügbar?
Stückliste
Zsb.RitzelwelleNr. BenennungMengeZeich.-Nr
1 Ritzelwelle1031-0282 Lager2041-0293 S.Ring4053-030
022-038S.NrZeichnung
Ritzelwelle031-028
EigenfertigungsteilKaufteilLagerteil
ArbeitsplanWerkstück:
Nr. Arbeitsgang K.st.
1 sägen 7122 drehen 6343 verzahnen 452
031-028
te trLGr.
4 kontrollieren 365
6778
3 47 12
14 163 1
Fert.HM
083-043082-044
AuftragAuftrag
Laufkarte
Ritzelwelle
Nr. Arbeitsgang K.st.
1 sägen 7122 drehen 6343 verzahnen 452
031-028Nr
4 kontrollieren 365
Termin: Menge:Menge:
Sollterm. Isttermin
LohnscheinRitzelwelle
Nr. Arbeitsgang K.st.
1 sägen 712
Name: Pers.Nr.:Auftrag Menge
Best.
2 drehen 6343 verzahnen 452
4 kontroll. 365
TerminkarteRitzelwelle
Nr. Arbeitsgang K.st.
1 sägen 7122 drehen 6343 verzahnen 452
Nr
4 kontrollieren 365
Termin: Menge:Sollterm. Isttermin
Nr.
MaterialscheinHalbzeug Nr. Menge
K.st.
712634452365
Kapazitätsbedarf
712634452365
TerminplanA1A3
A2A1
A1
A3A2
A1A2 A3
A3A2
A1 712 634 452 365A2 452 634 712365A3 634 712 365 452
Stunden
K.st.
Arbeitstage
A1 712 634 452 365A2 452 634 712365A3 634 712 365 452
Arbeitstage
Soll
Ist
APERST.DRW
Soll-Ist-Vergleich Korrekturen
KundenauftragBedarfTermin
Betriebsbuchhaltung Lohnbuchhaltung
062-041Halbzeug: Nr. Menge:
083-042
11
084-045
Ritzelwelle
Werkstück:
Nr. Arbeitsgang K.st.
1 sägen 7122 drehen 6343 verzahnen 452
031-028
te trLGr.
4 kontrollieren 365
6778
3 47 12
14 163 1
Fert.HM
083-043082-044
Nr.Menge:
083-042
11
084-045
RitzelwelleTermin: KW 23
Auftrag A1A2
A3
kW 23 11
18192123
18192123
KW 23031-02811
Stangenabschn. 062-041 11
Nr 031-028A1 11
Gewicht in kg
3 47 1214 16
3 1
te tr
LG: 6
Kapazitätsgrenze
© W.Rößner Auftragsdaten und Auftragspapiere
Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 20 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
Sonderlager
Welle
Zahnrad
Lager
Schraube
Ritzelwelle
Lager
Ring
Ring
Schraube
A-Ring
Käfig
I-Ring
W-Körper
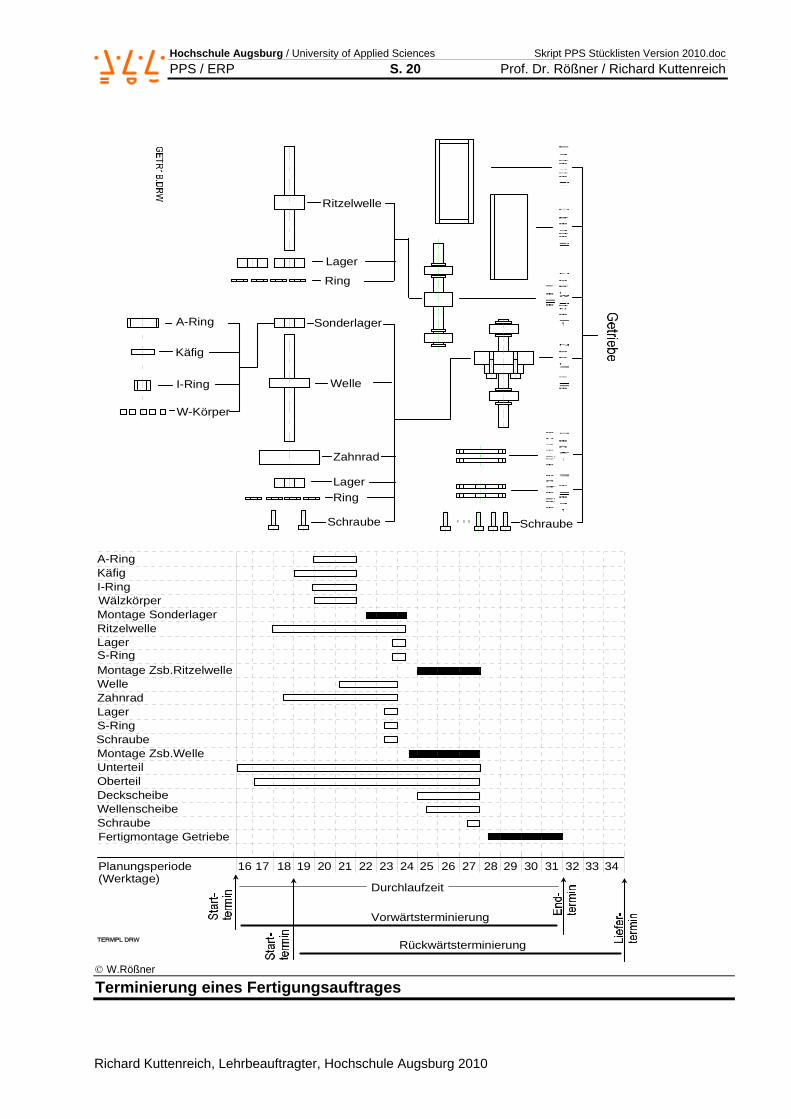
A-RingKäfigI-RingWälzkörperMontage SonderlagerRitzelwelleLagerS-RingMontage Zsb.RitzelwelleWelleZahnradLagerS-RingSchraubeMontage Zsb.WelleUnterteilOberteilDeckscheibeWellenscheibeSchraubeFertigmontage Getriebe
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34Planungsperiode(Werktage)
16
Vorwärtsterminierung
Durchlaufzeit
Rückwärtsterminierung
© W.Rößner Terminierung eines Fertigungsauftrages

Hochschule Augsburg / University of Applied Sciences Skript PPS Stücklisten Version 2010.doc PPS / ERP S. 21 Prof. Dr. Rößner / Richard Kuttenreich
Richard Kuttenreich, Lehrbeauftragter, Hochschule Augsburg 2010
Notizen:


















