
Präsentationsunterlage zum Fügeverfahren ... - dvs …€¦ · Folie 1 Präsentationsunterlage...
35
Folie 1 Präsentationsunterlage zum Fügeverfahren Rührreibschweißen Erstellt von der Arbeitsgruppe DVS / AG V 11.2 / DIN NA 092-00-27 AA „Rührreibschweißen” Ausschuss für Technik, Deutscher Verband für Schweißen und verwandte Verfahren e.V.
Transcript of Präsentationsunterlage zum Fügeverfahren ... - dvs …€¦ · Folie 1 Präsentationsunterlage...

Folie 1
Präsentationsunterlage zum
Fügeverfahren Rührreibschweißen
Erstellt von der ArbeitsgruppeDVS / AG V 11.2 / DIN NA 092-00-27 AA „Rührreibschweißen”Ausschuss für Technik, Deutscher Verband für Schweißen und verwandte Verfahren e.V.

Folie 2
Rührreibschweißen Anwendungen
[MT Aerospace AG]
Audi TWB [RIFTEC GmbH]
Bizerba Schlittenplatte [RIFTEC GmbH]
SK Elektronik [RIFTEC GmbH]
Folie 3Folie 3
Grundlagen
Folie 4
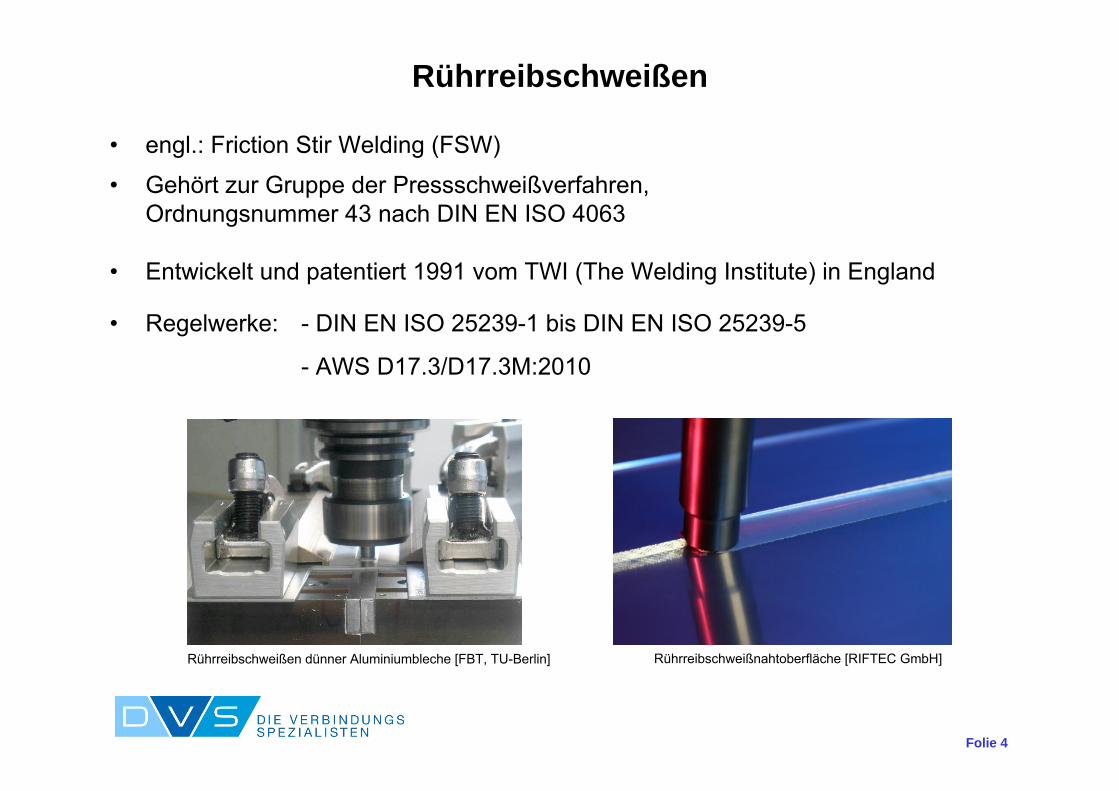
Rührreibschweißen
• engl.: Friction Stir Welding (FSW)
• Gehört zur Gruppe der Pressschweißverfahren, Ordnungsnummer 43 nach DIN EN ISO 4063
• Entwickelt und patentiert 1991 vom TWI (The Welding Institute) in England
• Regelwerke: - DIN EN ISO 25239-1 bis DIN EN ISO 25239-5
- AWS D17.3/D17.3M:2010
Rührreibschweißen dünner Aluminiumbleche [FBT, TU-Berlin] Rührreibschweißnahtoberfläche [RIFTEC GmbH]
Folie 5
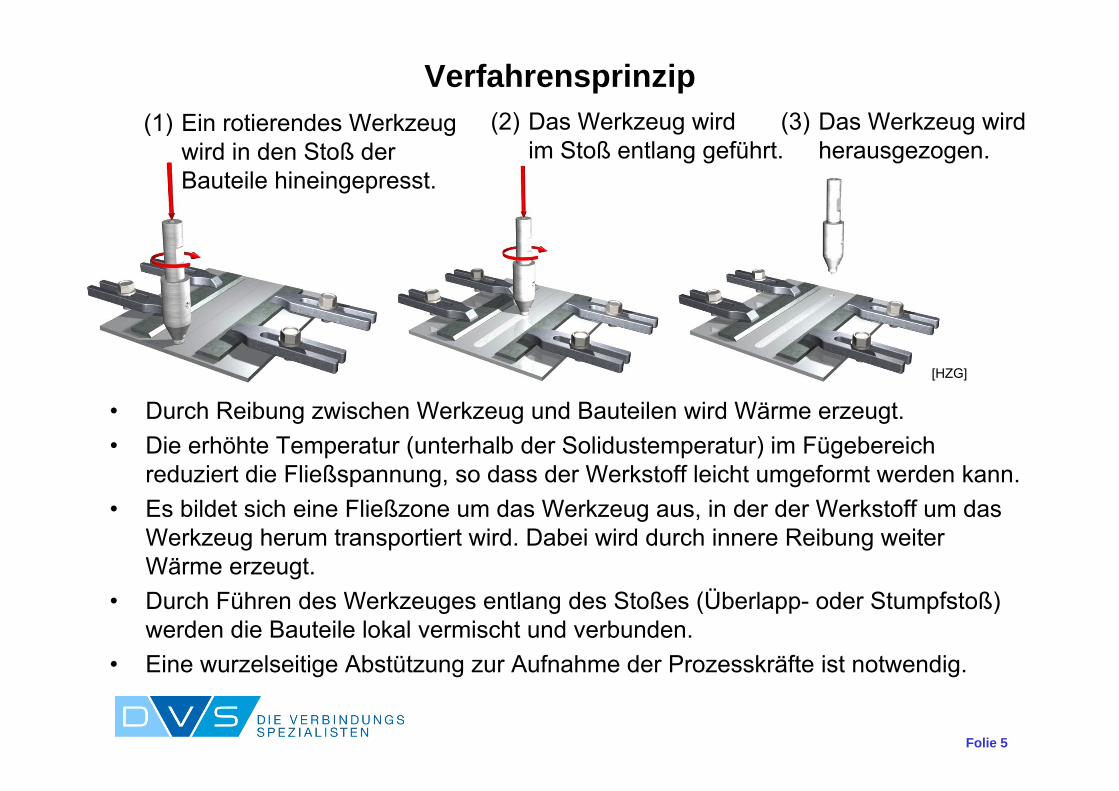
Verfahrensprinzip(1) Ein rotierendes Werkzeug
wird in den Stoß derBauteile hineingepresst.
(2) Das Werkzeug wirdim Stoß entlang geführt.
(3) Das Werkzeug wird herausgezogen.
• Durch Reibung zwischen Werkzeug und Bauteilen wird Wärme erzeugt.• Die erhöhte Temperatur (unterhalb der Solidustemperatur) im Fügebereich
reduziert die Fließspannung, so dass der Werkstoff leicht umgeformt werden kann.• Es bildet sich eine Fließzone um das Werkzeug aus, in der der Werkstoff um das
Werkzeug herum transportiert wird. Dabei wird durch innere Reibung weiter Wärme erzeugt.
• Durch Führen des Werkzeuges entlang des Stoßes (Überlapp- oder Stumpfstoß) werden die Bauteile lokal vermischt und verbunden.
• Eine wurzelseitige Abstützung zur Aufnahme der Prozesskräfte ist notwendig.
[HZG]

Folie 6
• Hohe reproduzierbare Nahtgüte • Fügetemperatur unterhalb Soliduslinie• Keine metallurgische Porenbildung • Geringe Schweißeigenspannungen, geringer Verzug • In der Regel keine spezielle Nahtvorbereitung und keine Nacharbeit erforderlich• Keine Zusatzwerkstoffe notwendig • In der Regel keine Hilfsstoffe wie Schutzgas, Pulver notwendig• Keine Arbeitsplatzbelastung durch Stäube, Rauche, Gase und Strahlung• Niedriger Energieverbrauch, hohe Produktivität • Keine Begrenzung bezüglich der Einschweißtiefe (üblich: 0,8 mm - 20 mm)• Verbinden von nicht schmelzschweißbaren Al-Legierungen möglich • Herstellen von Mischverbindungen • Verbinden unterschiedlicher Erzeugnisformen • Große Auswahl von Verbindungsgeometrien • Bietet sich für Reparaturschweißungen an (z.B. bei großen Gussteilen)
Vorteile des Rührreibschweißens
Folie 7
Verfahrensmerkmale
• Hohe Prozesskräfte• Ausreichende Spanntechnik notwendig• Nur bei plastifizierbaren Werkstoffen anwendbar• Notwendigkeit der Abstützung der Fügezone• Werkzeugstandzeiten sind werkstoffabhängig• Verfahrensgerechte Konstruktion der Fügepartner notwendig

Folie 8
Begriffe
Schweißstift
SchulterAbwärts-bewegung
Werkzeug
Werkstück
Schweißnaht-oberfläche
Endloch
Drehrichtung des Werkzeuges
Axialkraft
Aufwärts-bewegung
[iwb, TU München]Gleichlaufseite (engl.: advancing side)Bewegung der Werkzeugkante in Schweißrichtung
Gegenlaufseite (engl.: retreating side)Bewegung der Werkzeugkante entgegen der Schweißrichtung
Folie 9
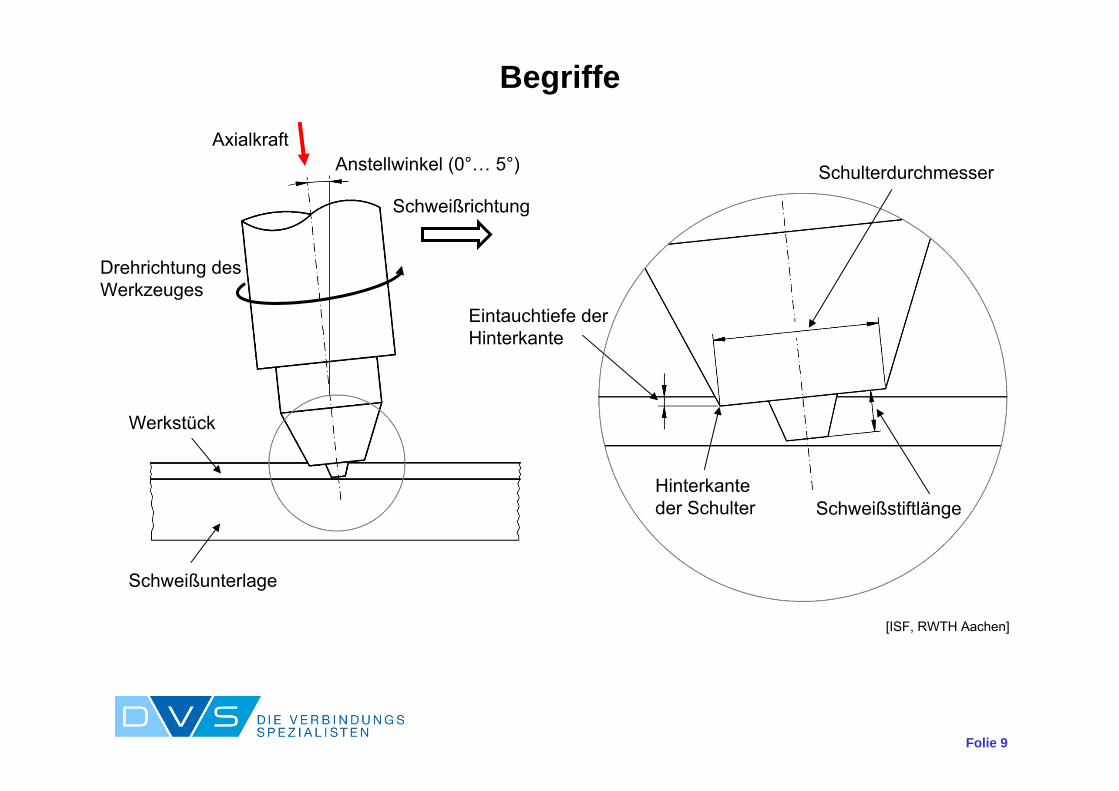
Begriffe
Schweißrichtung
Drehrichtung desWerkzeuges
Eintauchtiefe der Hinterkante
Anstellwinkel (0°… 5°)
[ISF, RWTH Aachen]
Axialkraft
Hinterkanteder Schulter
Werkstück
Schweißunterlage
Schulterdurchmesser
Schweißstiftlänge
Folie 10
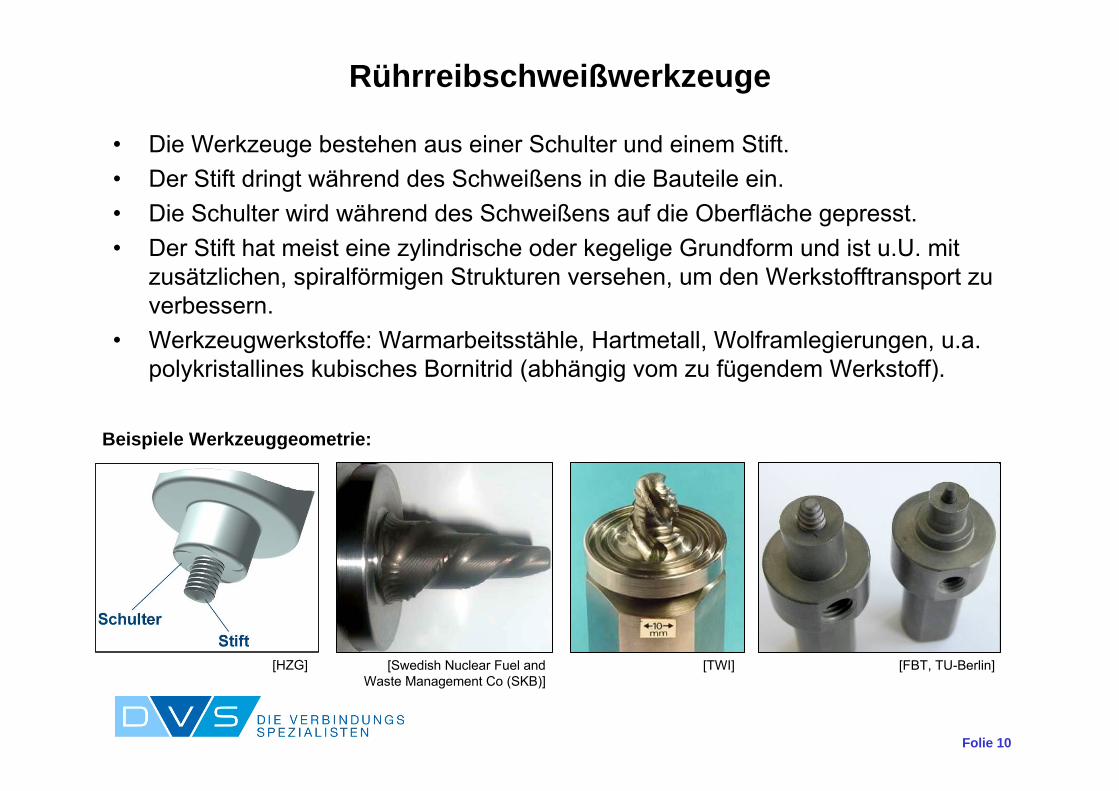
Rührreibschweißwerkzeuge
• Die Werkzeuge bestehen aus einer Schulter und einem Stift.• Der Stift dringt während des Schweißens in die Bauteile ein.• Die Schulter wird während des Schweißens auf die Oberfläche gepresst.• Der Stift hat meist eine zylindrische oder kegelige Grundform und ist u.U. mit
zusätzlichen, spiralförmigen Strukturen versehen, um den Werkstofftransport zu verbessern.
• Werkzeugwerkstoffe: Warmarbeitsstähle, Hartmetall, Wolframlegierungen, u.a. polykristallines kubisches Bornitrid (abhängig vom zu fügendem Werkstoff).
[Swedish Nuclear Fuel and Waste Management Co (SKB)]
[TWI] [FBT, TU-Berlin][HZG]
Beispiele Werkzeuggeometrie:

Folie 11
Werkzeugvarianten
[EADS]
• DeltaN-Werkzeug
[TWI]
• Doppelschulterwerkzeug
1 Werkstück2 Obere Schulter3 Schweißstift4 Untere Schulter5 Gegenwirkende Kräfte
[TWI]
[EADS]
Werkzeug mit einer unabhängig von dem Schweißstift drehendenbzw. stillstehenden Schulter.
Werkzeug mit zwei Schultern, welche durch einen Stift mit fester oder einstellbarer Länge getrennt sind.

Folie 12
Beispiele von Rührreibschweißverbindungen
Legendea. Kombination aus einem Überlappstoß
und einem Stumpfstoßb. Stumpfstoßc. Kombination aus einem Überlappstoß
und einem Stumpfstoßd. T-Stoße. Eckstoßf. Überlappstoßg. Eckstoßh. Stumpfstoß
vor dem Schweißen nach dem Schweißen
Verschiedene Schweißverbindungen, dargestellt vor und nach dem Rührreibschweißen
a.
b.
c.
d.
e.
f.
g.
h.

Folie 13
Oberfläche von Rührreibschweißungen
• Typische halbkreisförmige Rillen auf der Oberfläche.• Am Ende der Naht verbleibt i.d.R. durch das Herausziehen des Werkzeugstiftes
ein Endloch.• Je nach Werkstoff und Prozessführung bildet sich neben der Naht ein Wulst.
Schweißnahtanfang Schweißnahtverlauf Schweißnahtende
[Lieber Automation GmbH]
Folie 14
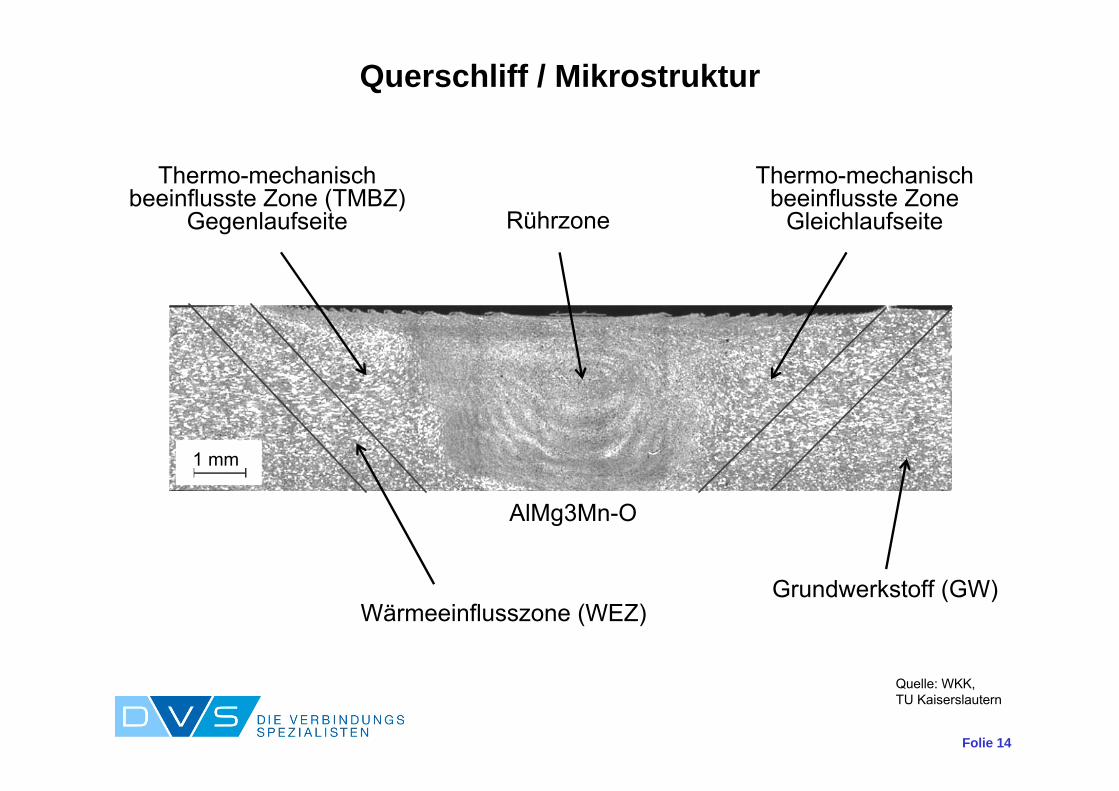
Querschliff / Mikrostruktur
Thermo-mechanisch beeinflusste Zone (TMBZ)
Gegenlaufseite Rührzone
Thermo-mechanisch beeinflusste Zone
Gleichlaufseite
Grundwerkstoff (GW)Wärmeeinflusszone (WEZ)
AlMg3Mn-O
Quelle: WKK,TU Kaiserslautern
1 mm

Folie 15
Querschliffe - Kombinationen
[SLV BB]
Kupfer mit unlegiertem Stahl Stumpfstoß
Aluminium
Stahl
Aluminium und nichtrostender StahlÜberlappverbindung
Aluminium und Tiefziehstahl Stumpfstoß
[FBT, TU-Berlin][RIFTEC GmbH]
[SLV BB]
unlegierter Stahl mit nichtrostendem Stahl Stumpfstoß
1 mm
Ø Stift
Reinaluminium mit Kupfer im Stumpfstoß Aluminium mit Kupfer im Überlappverbindung
[RIFTEC GmbH][ISF, RWTH-Aachen]

Folie 16
AfT-V11.2N0103-13AfT-V11.2N0103-13
Eigenschaften von Rührreibschweißverbindungen
• Geringe metallurgische Veränderung, kein Erstarrungsgefüge• Schweißnähte nach dem Fügen gut umformbar• Schweißnähte medien- und druckdicht (Behälter)• Geringer Verzug der Bauteile im Vergleich zu Schmelzschweißverfahren• Sehr gute mechanische Eigenschaften (statische und dynamische Last, je nach
Legierung z.T. auf Grundwerkstoffniveau)• Mischverbindungen möglich

Folie 17
AfT-V11.2N0103-13
Die mechanischen Kennwerte der FSW-Proben liegen auf Grundwerkstoffniveau.
012345678910
0
50
100
150
200
250
300
Bru
chde
hnun
g
Spa
nnun
g
Schweißverfahren
Kennwerte – AC-AlSi9Cu3(Fe)
RmRp02Bruchdehnung
GW FSW EB MIG WIG
MPa%
GW Naht WEZ
Bruchlage GW FSW EB MIG WIG
GW 100 % 87,5 % 55 % 11,1 % 10 %
WEZ - 0 % 35 % 88,8 % 20 %
Naht - 12,5 % 10 % - 70 %
Gegenüberstellung Rührreibschweißenmit anderen Schweißverfahren
[iwb, TU München]Schweißzusatzwerkstoffe:• MIG: S-AlSi12 – ø 1,6 mm• WIG: S-AlSi5 – ø 1,6 mm

Folie 18
AfT-V11.2N0103-13
Querschliffe und Härtemessung – EN AC-AlSi9Cu3(Fe) / 4 mm
• FSW & EB zeigen eine Aufhärtung der Schweißnaht• MIG & WIG zeigen eine Erweichung der Schweißnaht bzw.
der WEZ (hier: Zusatzwerkstoff)
MIG
EB
FSW
WIG
HV 0,5
Gegenüberstellung Rührreibschweißenmit anderen Schweißverfahren
[iwb, TU München]

Folie 19
AfT-V11.2N0103-13AfT-V11.2N0103-13
Kräfte beim Rührreibschweißen
• Beim Rührreibschweißen treten hohe Kräfte auf.• Größten Anteil / Betrag hat die Axialkraft, mit der das Werkzeug gegen die Bauteile
gepresst wird.• Zudem treten Kräfte in Schweißrichtung und quer zur Schweißrichtung auf.
Es werden Handhabungssysteme und Vorrichtungen mit hoher Steifigkeit benötigt. Die Bauteile müssen ausreichend fixiert werden.
• Fx Vorschubkraft in Schweißrichtung• Fy Querkraft senkrecht zur Schweißrichtung• Fz Axialkraft• M Antriebsmoment
[SLV BB]

Folie 20
AfT-V11.2N0103-13
T1 T2 T3
Temperaturmessung an 4 mm Platten (AC-AlSi9Cu3(Fe))
Schweißrichtung
[iwb, TU München]Thermoelemente T1 T2 T3
T_Schulter
T1, T2, T3Werkzeug
°C
Schmelztemperatur und Erstarrungsbereich von AC-AlSi9Cu3(Fe)Schmelz- und Erstarrungsbereich: 510 - 610 °C
s

Folie 21
AfT-V11.2N0103-13AfT-V11.2N0103-13
ProzessführungDas Rührreibschweißen ist immer ein automatisiertes Verfahren.Auf Grund der hohen auftretenden Kräfte ist kein manueller Betrieb möglich.
Man unterscheidet bei der Prozessführung zwischen zwei Betriebsarten:
Wegsteuerung:
• Die Bahn des Werkzeuges wird im Schweißprogramm festgelegt. Durch die Eindringtiefe der Schulter in die Bauteile wird indirekt die Prozesskraft festgelegt.
Kraftregelung:
• Neben der Bahn des Werkzeuges wird im Schweißprogramm die Axialkraft Fzfestgelegt. Während des Schweißens hält die Regelung der Maschine die Axialkraft konstant, indem die Werkzeugposition in Axialrichtung angepasst wird.
• Toleranzen der Bauteile sowie Nachgiebigkeit der eingesetzten Anlage werden durch die Kraftregelung ausgeglichen.
• Eine kraftgeregelte Rührreibschweißanlage wird grundsätzlich empfohlen, da der wesentliche nachzuregelnde Faktor die Aufbiegung der Anlage ist.

Folie 22Folie 22
Werkstoffe

Folie 23
• Vorrangig zum Fügen niedrig schmelzender Metalle, z.B. Aluminium, Magnesium oder Kupfer und deren Legierungen (auch Guss- und Druckgusswerkstoffe)
• Höher schmelzende Werkstoffe wie Stahl, Titan oder Nickel bringen höhere Anforderungen mit sich (besonders seitens der Werkzeuge)
• Werkstoffkombinationen, wie Al-St; Al-Cu; Al-Mg; Al-Ti; Cu-CuSn; Cu-CuZn; St-CrNi; ...
Folie 23
Werkstoffe
[SLV BB]

Folie 24
• Allgemein gut schweißgeeignet
• Werkzeuge aus warmfestem Werkzeugstahl für den Großteil der Anwendungsfälle ausreichend
• Im Gegensatz zu konventionellen Schmelzschweißverfahren keine metallurgischen Porenbildung, keine Heißrissneigung, geringerer Verzug und kein Abbrand von Legierungselementen
• Blechdickenbereich in der industriellen Anwendung in der Regel zwischen 0,8 mm und 20 mm
Folie 24
Aluminiumwerkstoffe
[SLV BB]

Folie 25
• Reinaluminium, z.B. Al99,5
– bedingte Schweißeignung
– Hohe Schweißnahtfestigkeit erreichbar, da kein Auslagern nötig, Kaltverfestigungen werden jedoch aufgehoben
• Aluminium-Magnesiumlegierungen EN AW-5xxx (naturhart)
– Im Vergleich zu anderen Legierungen gute Schweißeignung
– Hohe Schweißnahtfestigkeit erreichbar, da kein Auslagern nötig, Kaltverfestigungen werden jedoch aufgehoben
– Niedrige Drehzahlen und Schweißgeschwindigkeiten sinnvoll
Folie 25
Aluminiumwerkstoffe
Folie 26
• Aluminium-Magnesium-Siliziumlegierungen EN AW-6xxx (warmauslagernd)
– Allgemein gute bis sehr gute Schweißeignung
– Vergleichsweise hohe Drehzahlen und Schweißgeschwindigkeiten möglich
• Aluminium-Zink- und Aluminium-Kupferlegierungen EN AW-7xxx und AW-2xxx (kaltauslagernd)
– Allgemein gute Schweißeignung
– Grad der Entfestigung sehr unterschiedlich, teilweise Erholung durch Auslagern bei Raumtemperatur
– Parameter stark von weiteren Legierungselementen z.B. Magnesium abhängig
Folie 26
Aluminiumwerkstoffe

Folie 27
• Gut bis bedingt schweißgeeignet
• Werkzeuge aus höherwarmfesten Molybdän- oder Wolfram-Legierungen empfehlenswert
• Deutlich geringere Beeinflussung der Leitfähigkeit gegenüber Schmelzschweißen oder Löten
• Geringeres Kornwachstum als beim Schmelzschweißen
Folie 27
Kupferwerkstoffe
[SLV BB]
Folie 28
• Je nach Legierungselementen bedingt schweißgeeignet
• Schweißnahtfestigkeit sinkt mit steigenden Festigkeitsklassen
• Werkzeuge aus höchstwarmfesten Werkstoffen, z.B. Wolfram-Rhenium, Tantal oder polykristallines kubisches Bornitrid (pcBN)
• Höchste Anforderungen an das verwendete Werkzeug und Unterlage
• Verwendung von Schutzgas empfehlenswert
Schweißverbindung an S700MC mit Schutzgas
Folie 28
Stähle
[SLV BB]
Folie 29
• Schweißgeeignet
• Drei Herausforderungen:
– Hohe Prozesstemperatur
– Niedriger Wärmeleitkoeffizient
– Bei erhöhten Temperaturen stark oxidierend
• Höchste Anforderungen an das verwendete Werkzeug
• Werkzeuge aus Wolfram-Rhenium oder polykristallines kubisches Bornitrid
• Schutzgas zwingend notwendig
Folie 29
Titan

Folie 30
Parameter A:n = 4500 U/minv = 15000 mm/minFZ = 20 kNφ = 1,5°Schulter-Ø: 15 mm
Mikrostruktur rührreibgeschweißtes MagnesiumLichtmikroskopische Aufnahmen der Schweißzonen von 2,0 mm AZ31 Stumpfstößen verschiedener FSW-Parameter
Parameter B:n = 2500 U/minv = 5000 mm/minFZ = 11 kNφ = 1°Schulter-Ø: 15 mm
Parameter C:n = 1400 U/minv = 300 mm/minFZ = 6 kNφ = 1°Schulter-Ø: 15 mm
15 m/min
5 m/min
0,3 m/min
Magnesium
[HZG]

Folie 31Folie 31
Qualitätskriterien

Folie 32
AfT-V11.2N0103-13 gemäß DIN EN ISO 25239-5:2012
Klassifikation von Unregelmäßigkeiten
Unvollständige Durchschweißung
Zu große Wurzelüberhöhung
Gratbildung
Kantenversatz
Nahtunterhang
Innere Verformung
Schlauchporen
Folie 33
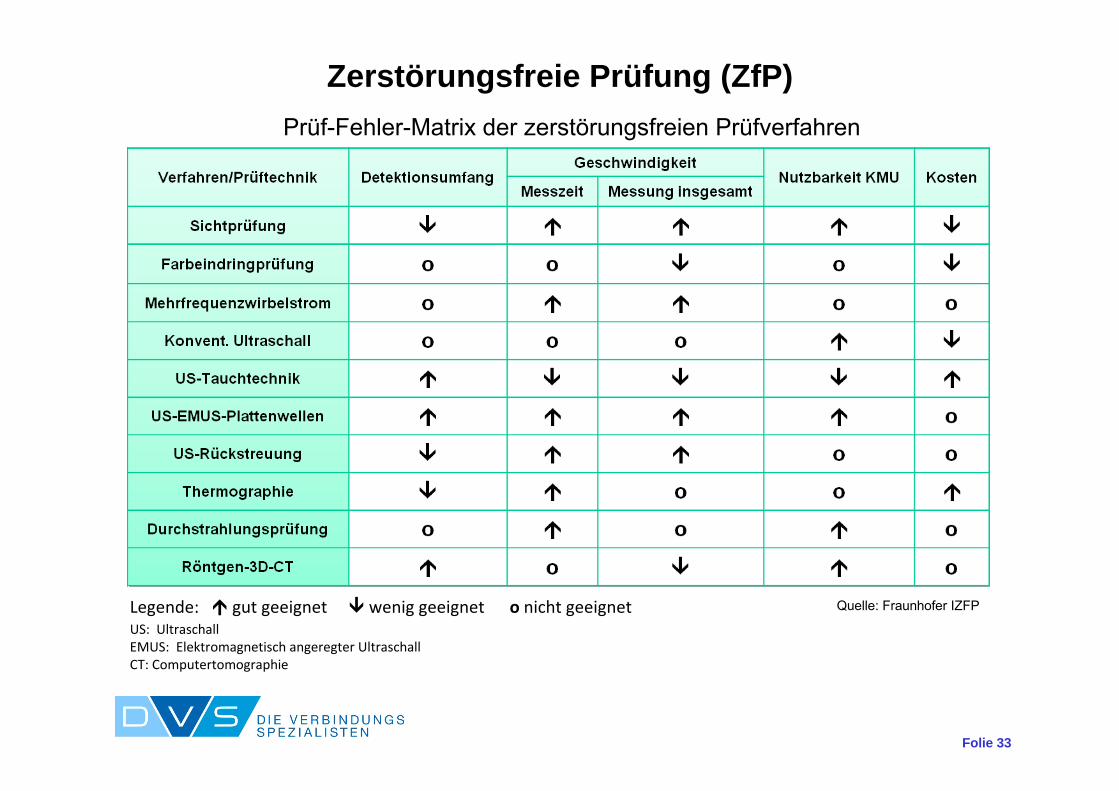
Zerstörungsfreie Prüfung (ZfP)Prüf-Fehler-Matrix der zerstörungsfreien Prüfverfahren
Quelle: Fraunhofer IZFPLegende: gut geeignet wenig geeignet o nicht geeignetUS: UltraschallEMUS: Elektromagnetisch angeregter UltraschallCT: Computertomographie

Folie 34
AfT-V11.2N0103-13
Regelwerke
• DIN EN ISO 25239 “Rührreibschweißen – Aluminium“
Teil 1: Begriffe
Teil 2: Ausführung der Schweißverbindungen
Teil 3: Qualifizierung der Bediener
Teil 4: Anforderung und Qualifizierung von Schweißverfahren
Teil 5: Qualitäts- und Prüfungsanforderungen
• AWS D17.3/D17.3M:2010 “Specification for Friction Stir Welding of Aluminum Alloys for Aerospace Applications”

Folie 35Folie 35
Rührreibschweißen im DVSForschung Forschungsvereinigung Schweißen und verwandte Verfahren e.V. des DVSFachausschuss 5 „Sonderschweißverfahren“www.dvs-ev.de/fv/fa05
Gemeinschaftsausschuss für Technik DVS / AG V 11.2 / DIN NA 092-00-27 AA „Rührreibschweißen”www.dvs-aft.de/AfT/V/V11/V11.2
Ansprechpartner DVSMarcus KubanekTel.: 0211 / 1591-120FAX: 0211 / 1591-200E-Mail: [email protected]
Informationsbroschüre Rührreibschweißen:Die Broschüre liegt zum download für Sie bereit www.dvs-ev.de/dvs-aktuell-ftbGedruckte Exemplare können per E-Mail ([email protected]) angefordert werden.


















