Prac2 Diseno Mct Diseno Hmi Bandas Transportadoras
11
DEPARTAMENTO DE ENERGÍA Y MECÁNICA PRÁCTICAS DE DISEÑO MECATRÓNICO PRÁCTICA 2 DISEÑO DEL SISTEMA HMI DE BANDA TRANSPORTADORA APLICACIÓN DE INGENIERÍA INVERSA Responsable de la Práctica Ing. Marco Singaña
-
Upload
jhonsc893010 -
Category
Documents
-
view
270 -
download
5
Transcript of Prac2 Diseno Mct Diseno Hmi Bandas Transportadoras

DEPARTAMENTO DE ENERGÍA Y MECÁNICA
PRÁCTICAS DE DISEÑO MECATRÓNICO
PRÁCTICA 2
DISEÑO DEL SISTEMA HMI DE BANDA TRANSPORTADORA
APLICACIÓN DE INGENIERÍA INVERSA
Responsable de la Práctica Ing. Marco Singaña
2
TEMA: DISEÑO DEL SISTEMA HMI DE BANDA TRANSPORTADORA_
APLICACIÓN DE INGENIERÍA INVERSA
1.- OBJETIVOS:
Aplicar Ingeniería Inversa para diseñar el sistema HMI de control de la banda
transportadora bajo diferentes condiciones de funcionamiento.
2.- EQUIPOS Y MATERIALES A UTILIZAR
Banda transportadora
PLC XINJE de la serie XCM-32T-E de control de banda transportadora
Touch Panel TP760-T
PC con software XC Series Program Tool
3.-TRABAJO PREVIO
Determinar las características técnicas del Touch Panel TP760-T
Verificar instrucciones de control de velocidad, posición y aceleración, del PLC
XINJE.
4.- CONOCIMIENTOS PREVIOS NECESARIOS1
INTERFACE HUMANO – MÁQUINA - HMI
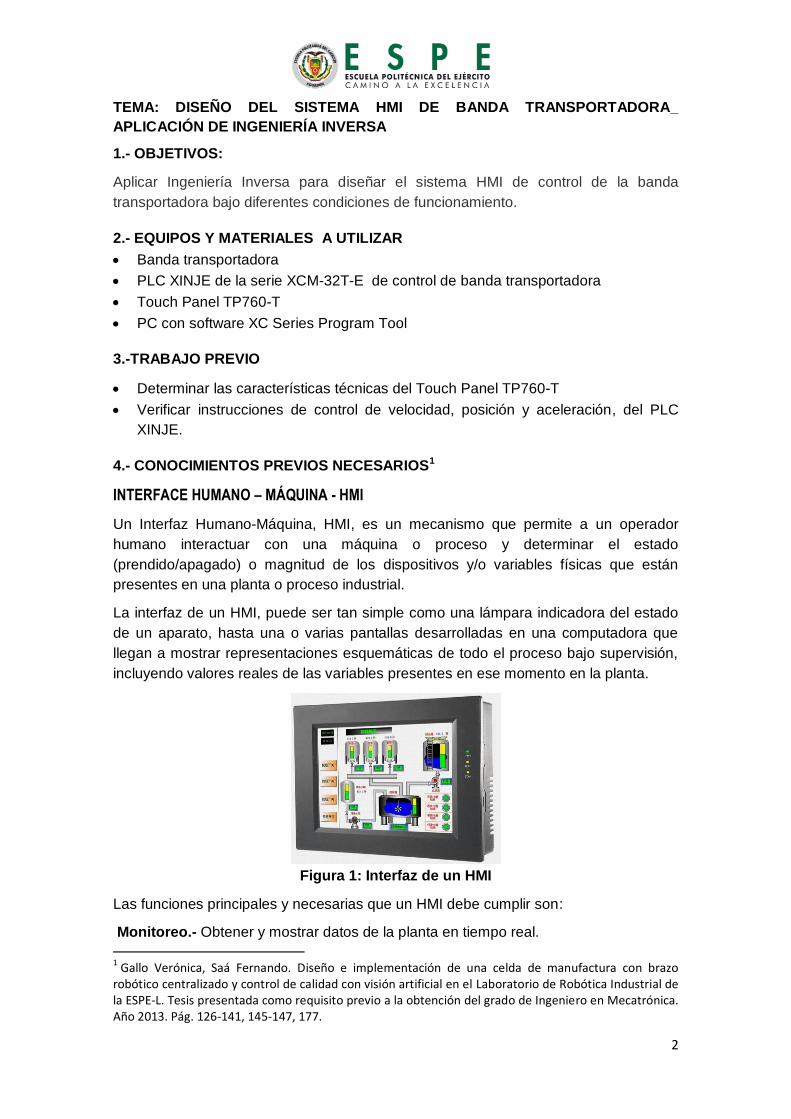
Un Interfaz Humano-Máquina, HMI, es un mecanismo que permite a un operador
humano interactuar con una máquina o proceso y determinar el estado
(prendido/apagado) o magnitud de los dispositivos y/o variables físicas que están
presentes en una planta o proceso industrial.
La interfaz de un HMI, puede ser tan simple como una lámpara indicadora del estado
de un aparato, hasta una o varias pantallas desarrolladas en una computadora que
llegan a mostrar representaciones esquemáticas de todo el proceso bajo supervisión,
incluyendo valores reales de las variables presentes en ese momento en la planta.
Figura 1: Interfaz de un HMI
Las funciones principales y necesarias que un HMI debe cumplir son:
Monitoreo.- Obtener y mostrar datos de la planta en tiempo real.
1 Gallo Verónica, Saá Fernando. Diseño e implementación de una celda de manufactura con brazo robótico centralizado y control de calidad con visión artificial en el Laboratorio de Robótica Industrial de la ESPE-L. Tesis presentada como requisito previo a la obtención del grado de Ingeniero en Mecatrónica. Año 2013. Pág. 126-141, 145-147, 177.
3
Supervisión.- Permite junto con el monitoreo la posibilidad de ajustar las condiciones
de trabajo del proceso.
Generación de alarmas.- Reconocer eventos excepcionales dentro del proceso y
reportarlo estos eventos.
Control.- Aplicar algoritmos que ajustan los valores del proceso y así mantener estos
valores dentro de ciertos límites.
Generación de históricos.- Muestrear y almacenar en archivos, datos del proceso a
una determinada frecuencia.
Al momento de realizar un HMI, el software debe ser fácil de programar, pudiendo así
permitir:
Una comunicación con dispositivos de campo.
Actualizar una base de datos "dinámica" con las variables del proceso.
Visualizar las variables mediante pantallas con objetos animados.
Que el operador pueda enviar señales al proceso, mediante botones, controles
ON/OFF, ajustes continuos con el mouse o teclado.
Supervisar niveles de alarma y alertar/actuar en caso de que las variables excedan
los limites nominales.
Almacenar los valores de las variables para análisis estadístico y/o control.
Controlar en forma limitada ciertas variables de proceso.
Programas como InTouch de Wonderware, Lookout de National Instruments,
TouchWin de Xinje; constituyen plataformas de desarrollo que facilitan el diseño de
HMI en computadoras.
TOUCH PANEL
La banda transportadora marca TechDesign consta de un TouchPanel TP760-T, que
es usada para el HMI de control de la banda: encendido/apagado, control de velocidad,
monitoreo de los distintos sensores, mensajes de información del proceso y registro de
número de materia prima.
Figura 2: Touch Panel TP760-T

4
SOFTWARE TOUCHWIN
Se utiliza el software TouchWin Edit Tool para programar el panel de operador
TouchPanel TP760-T, del HMI del proceso.
Figura 3: Software TouchWin Edit Tool.
COMANDOS PRINCIPALES DEL SOFTWARE
En la Tabla 1, se describe las funciones de los comandos utilizados en la
programación del HMI.
Tabla 1: Barra de herramientas
Gráfico Nombre Función
Texto Entrada de texto estático.
Texto Dinámico
Muestra el texto de acuerdo con el valor del registro, apoya 16 textos, establece el valor del registro como 0 ~ 15.
Texto Variacional
Muestra el texto de acuerdo con el valor del registro, establece el valor del registro como el usuario necesite.
Lámpara Muestra el estado ON / OFF del interruptor
Botón ON / OFF del elemento de bit.
Lámpara botón Combina la función de la lámpara y el botón.
Salto de Pantalla Ir a la pantalla de objeto.
Entrada Digital Introducir los datos en el registro.
Entrada de texto Caracteres de entrada en el registro.
Teclado Digital Teclado de entrada digital
Llama a una
ventana Llama a una ventana de acuerdo con el valor en la bobina o registro.
Botón de ventana Controlar el cierre abierto, de la ventana
5
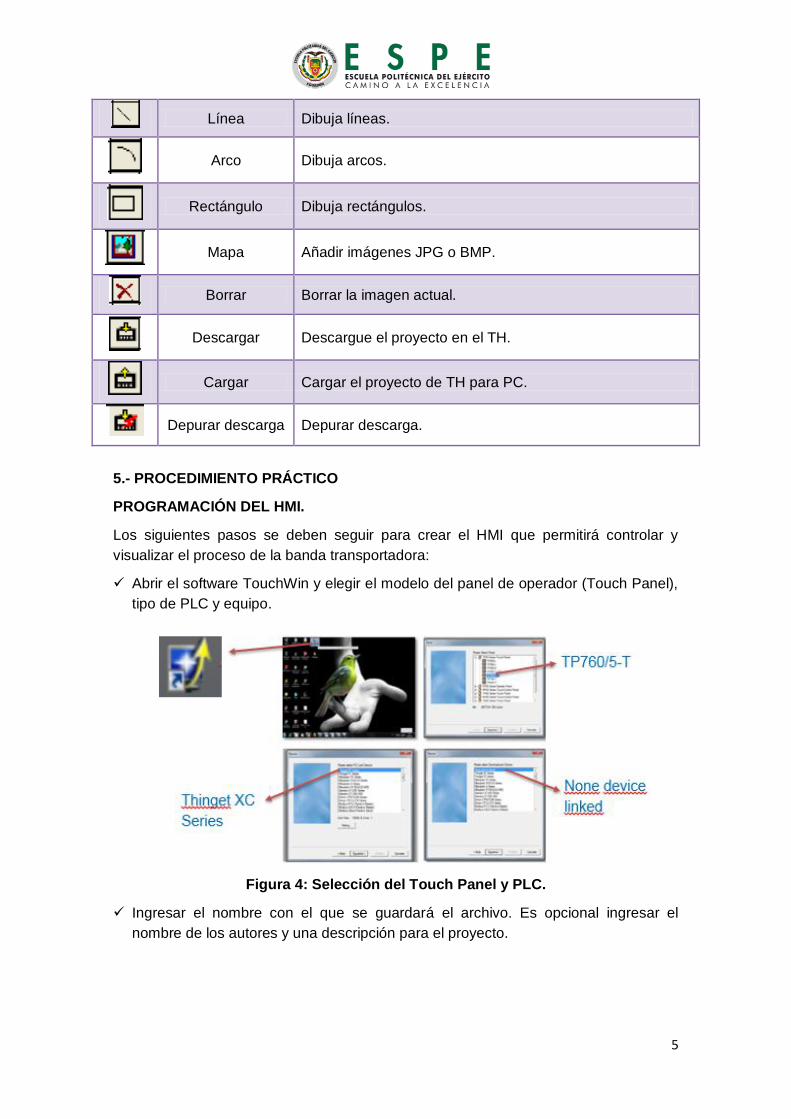
Línea Dibuja líneas.
Arco Dibuja arcos.
Rectángulo Dibuja rectángulos.
Mapa Añadir imágenes JPG o BMP.
Borrar Borrar la imagen actual.
Descargar Descargue el proyecto en el TH.
Cargar Cargar el proyecto de TH para PC.
Depurar descarga Depurar descarga.
5.- PROCEDIMIENTO PRÁCTICO
PROGRAMACIÓN DEL HMI.
Los siguientes pasos se deben seguir para crear el HMI que permitirá controlar y
visualizar el proceso de la banda transportadora:
Abrir el software TouchWin y elegir el modelo del panel de operador (Touch Panel),
tipo de PLC y equipo.
Figura 4: Selección del Touch Panel y PLC.
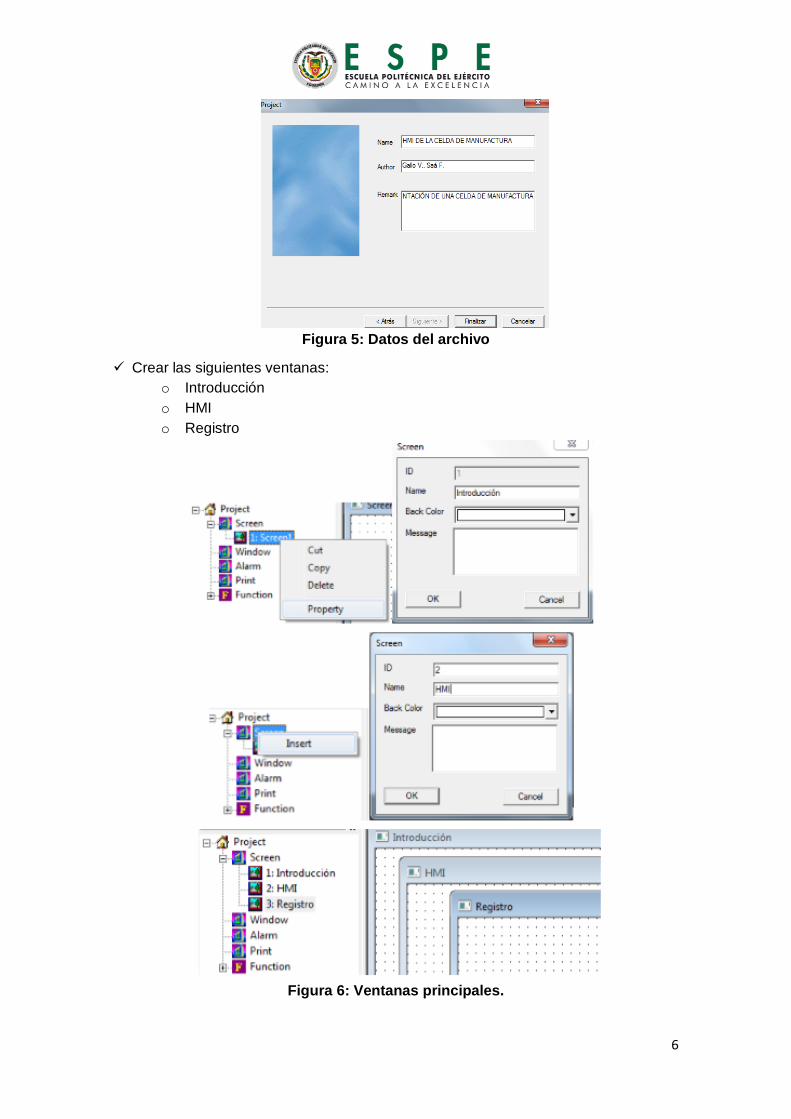
Ingresar el nombre con el que se guardará el archivo. Es opcional ingresar el
nombre de los autores y una descripción para el proyecto.
6
Figura 5: Datos del archivo
Crear las siguientes ventanas:
o Introducción
o HMI
o Registro
Figura 6: Ventanas principales.
7
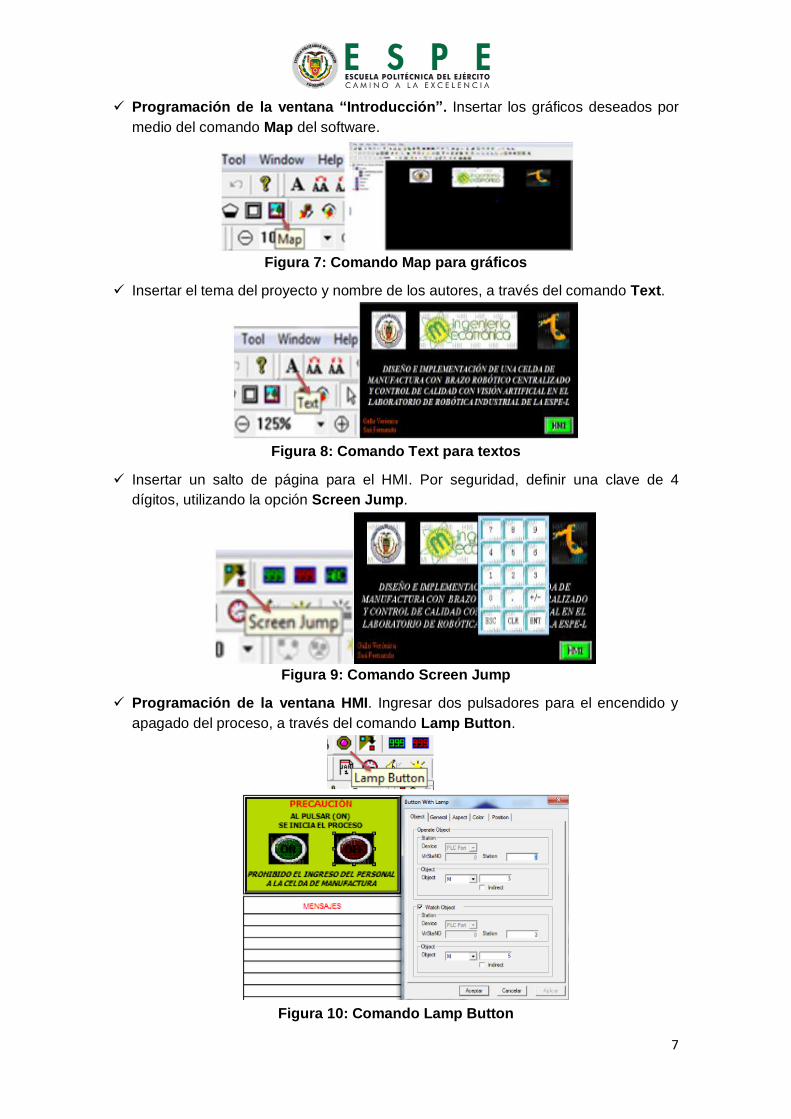
Programación de la ventana “Introducción”. Insertar los gráficos deseados por
medio del comando Map del software.
Figura 7: Comando Map para gráficos
Insertar el tema del proyecto y nombre de los autores, a través del comando Text.
Figura 8: Comando Text para textos
Insertar un salto de página para el HMI. Por seguridad, definir una clave de 4
dígitos, utilizando la opción Screen Jump.
Figura 9: Comando Screen Jump
Programación de la ventana HMI. Ingresar dos pulsadores para el encendido y
apagado del proceso, a través del comando Lamp Button.
Figura 10: Comando Lamp Button
8
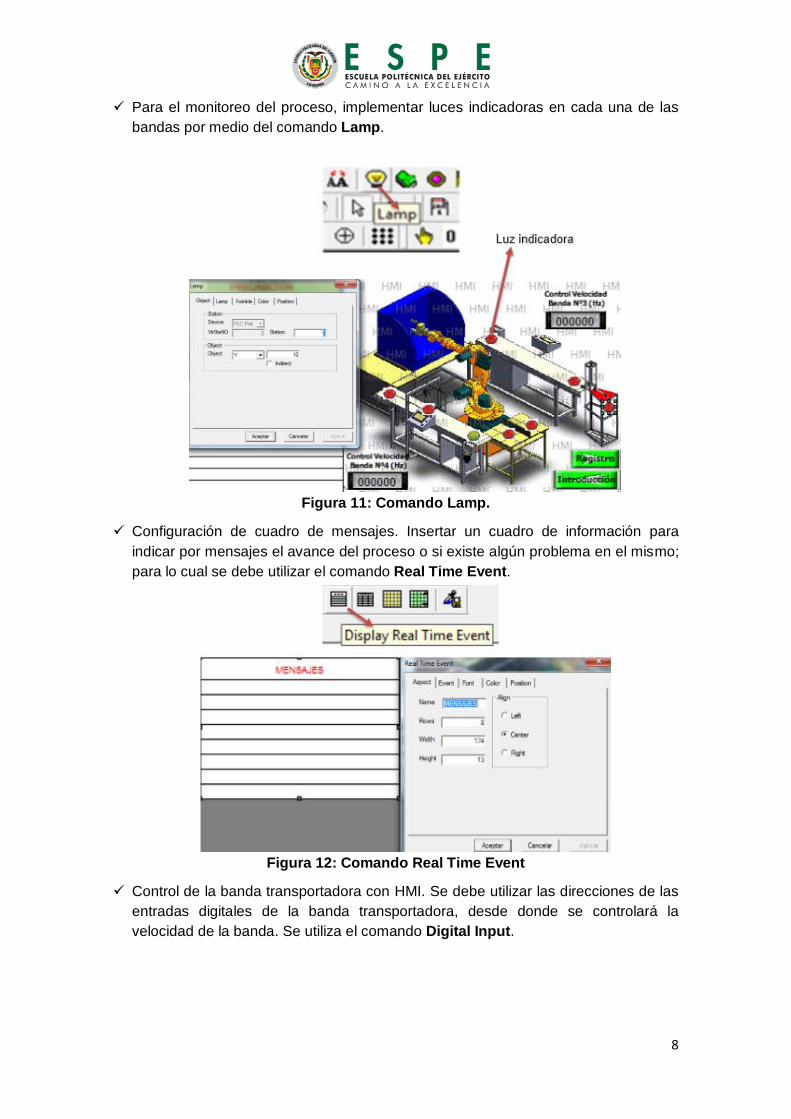
Para el monitoreo del proceso, implementar luces indicadoras en cada una de las
bandas por medio del comando Lamp.
Figura 11: Comando Lamp.
Configuración de cuadro de mensajes. Insertar un cuadro de información para
indicar por mensajes el avance del proceso o si existe algún problema en el mismo;
para lo cual se debe utilizar el comando Real Time Event.
Figura 12: Comando Real Time Event
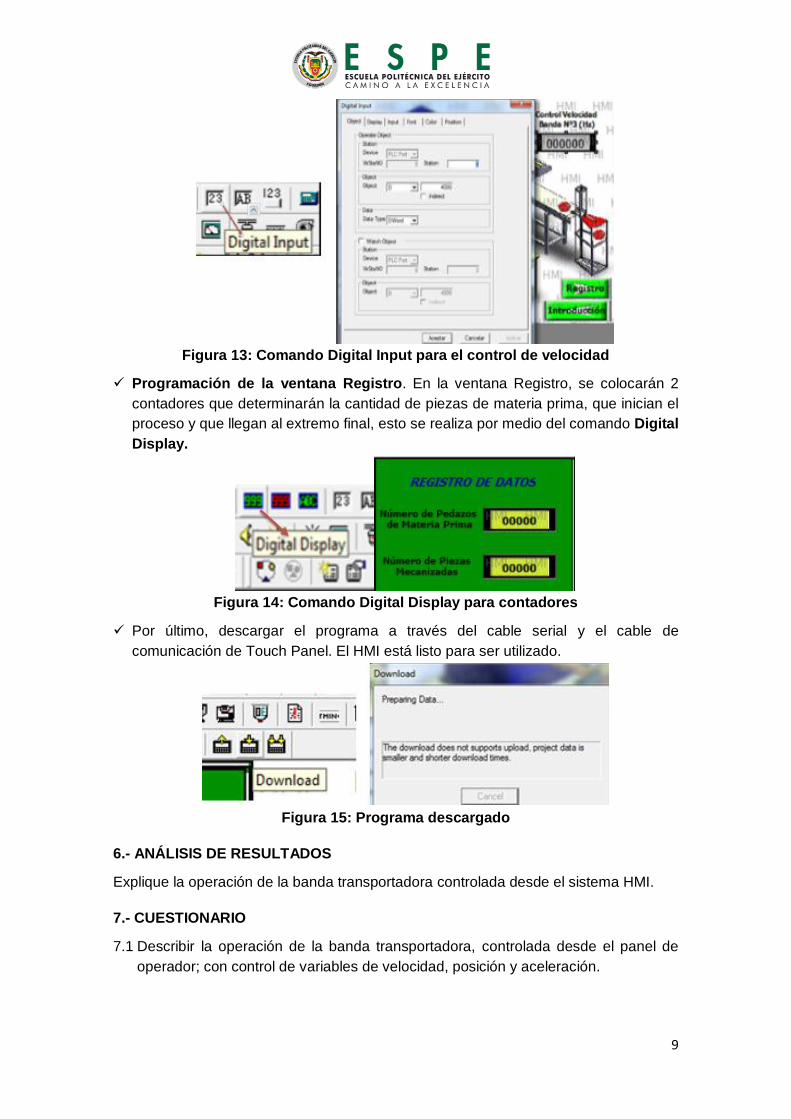
Control de la banda transportadora con HMI. Se debe utilizar las direcciones de las
entradas digitales de la banda transportadora, desde donde se controlará la
velocidad de la banda. Se utiliza el comando Digital Input.
9
Figura 13: Comando Digital Input para el control de velocidad
Programación de la ventana Registro. En la ventana Registro, se colocarán 2
contadores que determinarán la cantidad de piezas de materia prima, que inician el
proceso y que llegan al extremo final, esto se realiza por medio del comando Digital
Display.
Figura 14: Comando Digital Display para contadores
Por último, descargar el programa a través del cable serial y el cable de
comunicación de Touch Panel. El HMI está listo para ser utilizado.
Figura 15: Programa descargado
6.- ANÁLISIS DE RESULTADOS
Explique la operación de la banda transportadora controlada desde el sistema HMI.
7.- CUESTIONARIO
7.1 Describir la operación de la banda transportadora, controlada desde el panel de
operador; con control de variables de velocidad, posición y aceleración.

10
ANEXO para la ejecución de la aplicación
Cálculos de velocidad y desplazamiento de la banda transportadora
Para conocer la velocidad lineal y desplazamiento la banda transportadora, mediante
pulsos, se realiza los siguientes cálculos:
Cálculo de la velocidad lineal.- La velocidad nominal del servomotor es 2000
rpm, expresada en radianes es:
(Ec. 1)
Como el servomotor está acoplado a la banda transportadora a través de un
reductor 25:1, la velocidad angular del reductor es la siguiente:
(Ec. 2)
Se obtiene la velocidad lineal de la banda mediante la ecuación:
(Ec. 3)
Cálculo del desplazamiento: Se conoce que el servomotor da 25 rpm con
250,000 pulsos por lo tanto el reductor va a dar 1 rpm; el radio del eje es 0.03 m y
el espesor de la banda es 0.001 m, los cálculos son:
(Ec. 4)
11
8.- COMENTARIOS Y CONCLUSIONES
Comente los aspectos que Usted considere más significativos como conclusión del
desarrollo de la práctica.
9.- RECOMENDACIONES
Mencione los aspectos para el mejor desarrollo de la práctica, ya sea modificando el o
los procedimientos, o sugiriendo nuevos experimentos.
10.- BIBLIOGRAFÍA
Indique los libros, folletos, apuntes, direcciones de correo que respalden la información
que usted utilizó para complementar la práctica.