
PPC specializes in maximum efficiency air pollution ... · cyclone separators or bag houses, ......
7
1 PPC specializes in maximum efficiency air pollution control equipment using a variety of different technologies. These include wet and dry electrostatic precipitator devices (ESP) for particulate control, Sodium Bicarbonate and Trona injection for acid gas removal, biofilters and biofiltration for VOC and odor control and SCR and SNCR for control of NOx emissions. The biofilter, bioscrubber and biofiltration products are manufactured for the abatement of odors and the destruction of VOC’s. The wet electrostatic precipitator and dry electrostatic precipitator (ESP) are manufactured for opacity control and particulate control of gas streams as well as condensable particulate emissions (mist). ESP technology in conjunction with dry powder injection is designed for flue gas desulfurization and removal of acid gases. The SCR devices enable us to remove CO and NOx before releasing the gases into the atmosphere. Established in 1967, PPC has completed over 550 successful air pollution and particulate control projects and with over 40 years of experience PPC has been a stable force in the field of electrostatic precipitation. With our manufacturing facilities in Longview Texas, PPC is here to provide all of your air pollution control system needs.
Transcript of PPC specializes in maximum efficiency air pollution ... · cyclone separators or bag houses, ......

1
PPC specializes in maximum efficiency air pollution control equipment using a variety of different technologies. These include wet and dry electrostatic precipitator devices (ESP) for particulate control, Sodium Bicarbonate and Trona injection for acid gas removal, biofilters and biofiltration for VOC and odor control and SCR and SNCR for control of NOx emissions. The biofilter, bioscrubber and biofiltration products are manufactured for the abatement of odors and the destruction of VOC’s. The wet electrostatic precipitator and dry electrostatic precipitator (ESP) are manufactured for opacity control and particulate control of gas streams as well as condensable particulate emissions (mist). ESP technology in conjunction with dry powder injection is designed for flue gas desulfurization and removal of acid gases. The SCR devices enable us to remove CO and NOx before releasing the gases into the atmosphere.
Established in 1967, PPC has completed over 550 successful air pollution and particulate control projects and with over 40 years of experience PPC has been a stable
force in the field of electrostatic precipitation. With our manufacturing facilities in Longview Texas,
PPC is here to provide all of your air pollution control system needs.

2
DRY ELECTROSTATIC PRECIPITATORS Since 1967, PPC has been serving the needs of the manufacturing and power industries. Industry installations include wood products, cement, pulp and paper, municipal & medical waste incinerators, coal fired boilers, coke ovens, bentonite dryers, glass furnaces, petroleum cat crackers, biomass boilers and mixed fuel co-generation boilers. PROVEN-RELIABLE TECHNOLOGY: An Electrostatic Precipitator applies separation forces directly to the particles to be collected. This is much more efficient than trying to apply separation force to the entire gas stream, as is the case for venturi scrubbers or bag houses. The substantial savings in operating cost can pay for the difference in equipment cost in only 2-3 years. The precipitator can operate at temperatures up to 400ºC providing durability advantages over fabric filters.
ESP Installations in USA, Canada, Hungary, Puerto Rico, Colombia, Chile, Romania, Uruguay & Saudi Arabia
Factory Built Units Pre Engineered Modular Technology 5,000 CMH to 1,900,000 CMH
Standard Off the Shelf Parts In-House Fabrication and Field Erection Low Maintenance Temperatures to 400°C
850,000 ACMH MDF Plant Thermal Oil System
3
PPC DRY ELECTROSTATIC PRECIPITATOR DESIGN:
Particulate control begins when PPC’s high negative voltage electrodes impart a charge to the particles entrained in the gas. These negatively charged particles are attracted to grounded collecting plates. PPC’s rigid discharge electrodes are accurately centered between the collecting plates. PPC can design for particulate removals as high as 99.9%. Particles from the dirty gas build up on the collecting plates. At periodic intervals energy is delivered to the plates by impact or sonic means causing the particles to fall into hoppers. The intensity and interval of removal is dictated by the characteristics of the deposited material.
The solids are then removed from the hoppers by a rotary screw conveyor. PPC hopper openings are a minimum of ½ meter wide to allow free flow of solids and eliminate bridging. Hopper depth is kept to a minimum to reduce cooling of ash and subsequent caking. The PPC dry ESP hoppers have integral support members, which simplifies support steel fabrication and structural steel erection. Additionally this allows shop installation of insulation and heaters at substantial savings. PPC employs an advanced electrical control system with an automatic control circuit to regulate each high voltage power supply output for maximum dry electrostatic precipitator efficiency regardless of process variation.
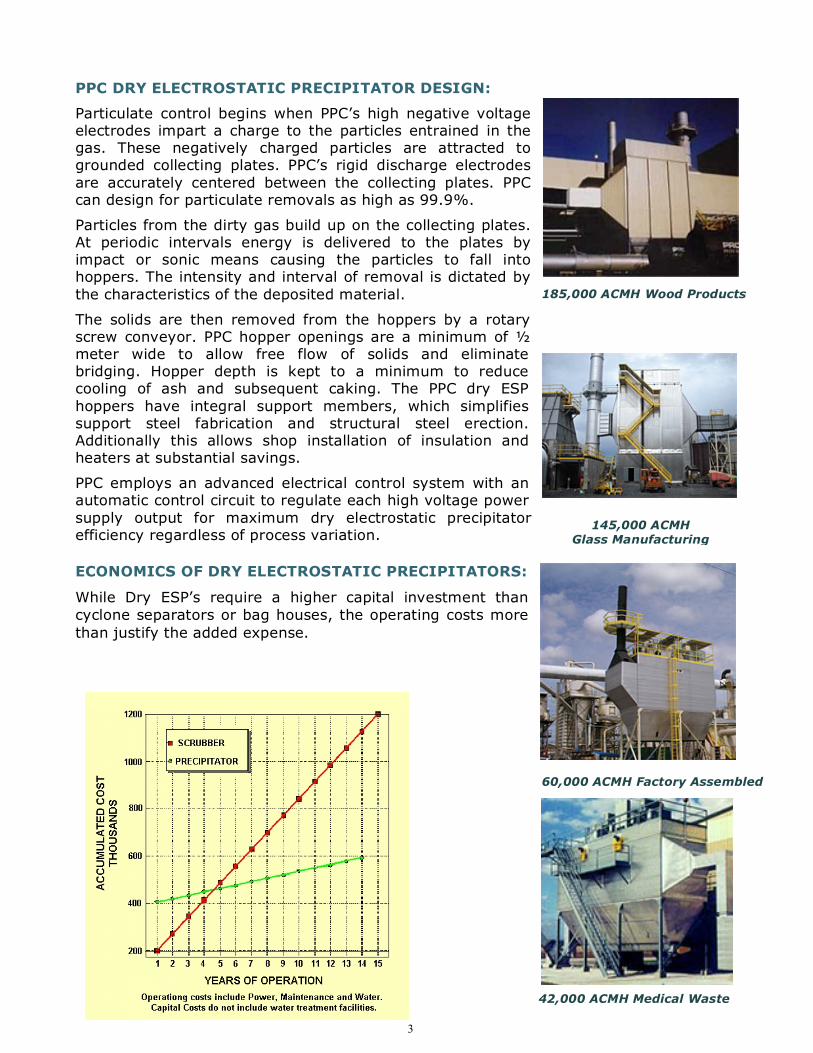
ECONOMICS OF DRY ELECTROSTATIC PRECIPITATORS:
While Dry ESP’s require a higher capital investment than cyclone separators or bag houses, the operating costs more than justify the added expense.
145,000 ACMH Glass Manufacturing
185,000 ACMH Wood Products
60,000 ACMH Factory Assembled
42,000 ACMH Medical Waste

4
WET ELECTROSTATIC PRECIPITATORS PPC EXPERIENCE: For over 15 years PPC has been applying the lessons learned from Dry ESP designs to Wet ESP technology. PPC began designing Wet ESP’s at the request of a plywood plant dissatisfied with the systems available at the time. Now industry installations include corn dryers, fryer lines, PVC ovens, wood industry dryers, pulp and paper recovery boilers, refinery waste fuel boilers, foundry cupola, glycol incinerator, and mixed fuel co-generation.
PROVEN-RELIABLE TECHNOLOGY: The Wet Electrostatic Precipitator (Wet ESP) is used on industrial exhausts that are at or near the dew point or contain condensable oils, tars and sticky particulate matter that are typically sub-micron in size. in a scrubber these aerosol emissions are difficult to wet and require tremendous amount of energy (pressure drop) to remove. The Wet ESP provides substantially higher collection efficiency and much less power consumption for these applications.
Factory Built Units Modular Technology Pressure Drop <2.5 millibar Stainless Steel Fabrication
Pre Installed Electrical & Plumbing 2,700 CMH to 680,000 CMH Startup training & maintenance services Installations in USA, Canada, Saudi Arabia, Brazil
PPC WET ELECTROSTATIC PRECIPITATOR DESIGN Wet and Dry Electrostatic Precipitators share the same charging and collecting principles. In the case of Wet ESP’s, pre-treatment evaporative cooling allows vapor phase aerosols to cool and condense so they can be charged and collected as particles. Grounded collection tubes are used and the collected particles and precipitates are typically hydraulically rinsed or flushed off of the collection tubes. The Wet ESP is easily combined with pre- and post-treatment scrubbers for the control of acid gases.
More Efficient and Much More Economical Operation than Venturi Scrubbers
610,000 ACMH Refinery Waste Gas
60,000 ACMH Oil Mist from Food Frying Line
5
DRY ACID GAS SCRUBBING SYSTEMS PPC EXPERIENCE: PPC delivered it first Acid Gas Scrubbing system in 1988 as part of a multi-pollutant removal train. The first systems utilized Sodium Bicarbonate as the reagent. In 2000 PPC began delivering dual reagent systems designed to use either Sodium Bicarbonate or Trona (now the PPC standard design). The PPC system incorporates advanced dry reagent processing and metering that simplifies chemical purchase and storage.
BENEFITS OF BICARBONATE AND TRONA REAGENT: The PPC reagents are readily available world wide, being important constituents of many processes. They are benign materials that have a very low abrasion index, greatly
reducing wear and tear on reagent storage silos and dispensing, preparation and moving equipment. Sodium Bicarbonate based reagents remove SO3 as well as lime does, but are better for removal of SO2 HCl, HF and NOx. Unlike limestone, the PPC reagents enhance rather than degrade, precipitator performance.
PROVEN-RELIABLE TECHNOLOGY: PPC Acid Gas Scrubbing systems have been used successfully for over 20 years in such diverse applications as waste incineration, petroleum refining, ethanol production and metal refining. Experience has shown that the systems are highly reliable, with very little failure and minimal routine maintenance.
ECONOMICAL INSTALLATION AND OPERATION: Easily installs ahead of existing particulate controls (Dry ESP
or bag house) Minimal space required for reagent storage and skid mounted
processing equipment Lower installed capital cost than limestone slurry scrubber or
spray dryer (no furnace injection) Possible to use existing duct work with minimal modifications Completely dry processing eliminates water discharge issues reagent and reaction products are disposed with the ash
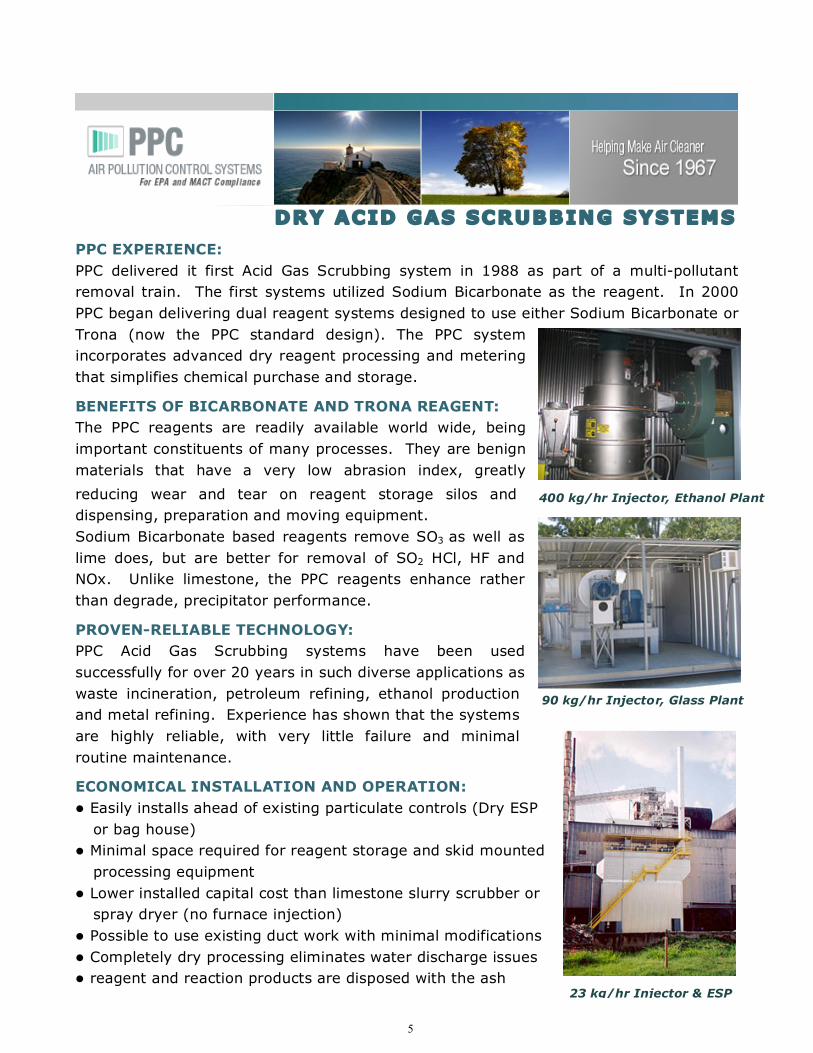
400 kg/hr Injector, Ethanol Plant
90 kg/hr Injector, Glass Plant
23 kg/hr Injector & ESP
6
POST COMBUSTION NOx REDUCTION PPC SELECTIVE CATALYTIC REDUCTION (SCR) SYSTEMS PPC offers Selective Catalytic Reduction systems both as stand alone systems and in conjunction with other PPC supplied pollution abatement devices. SCR is often coupled with particulate removal, offering several advantages: • Lower particulate load allows for reduced
catalyst pitch, less bed volume and longer life • An integrated approach leads to more tightly
controlled flue gas flow and more efficient NOx removal
• Overall footprint can be reduced • Both capital equipment and installation are
more cost effective
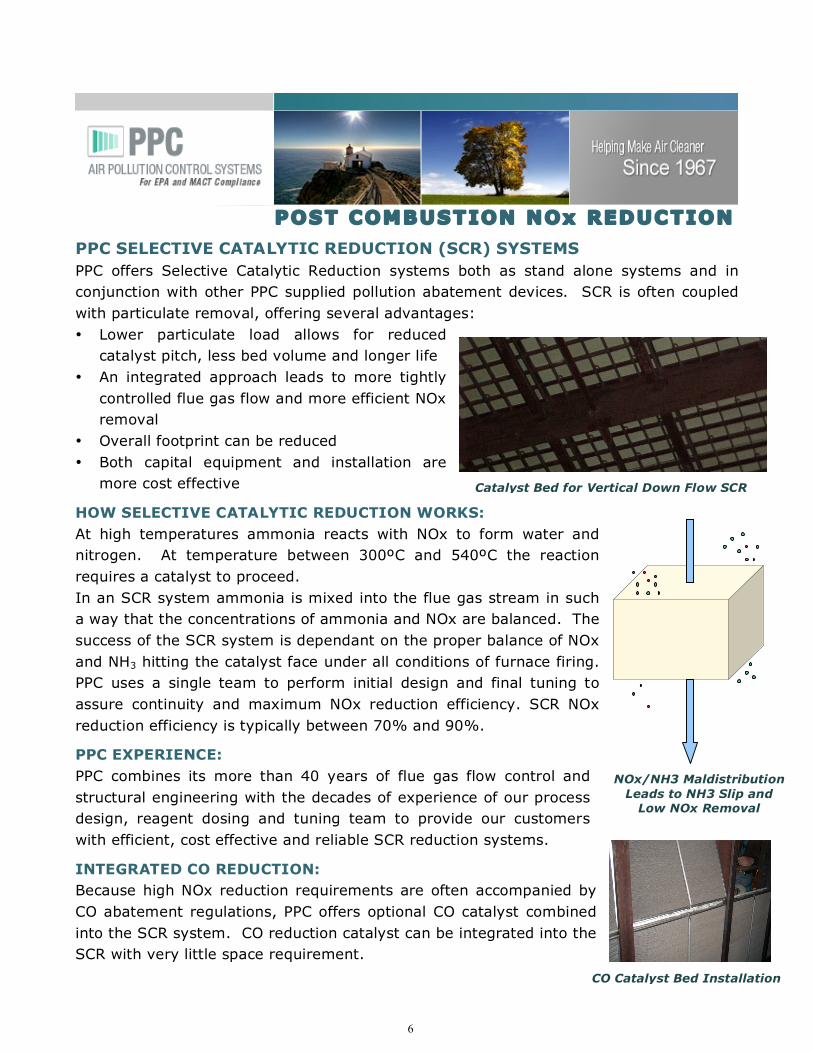
HOW SELECTIVE CATALYTIC REDUCTION WORKS: At high temperatures ammonia reacts with NOx to form water and nitrogen. At temperature between 300ºC and 540ºC the reaction requires a catalyst to proceed. In an SCR system ammonia is mixed into the flue gas stream in such a way that the concentrations of ammonia and NOx are balanced. The success of the SCR system is dependant on the proper balance of NOx and NH3 hitting the catalyst face under all conditions of furnace firing. PPC uses a single team to perform initial design and final tuning to assure continuity and maximum NOx reduction efficiency. SCR NOx reduction efficiency is typically between 70% and 90%.
PPC EXPERIENCE: PPC combines its more than 40 years of flue gas flow control and structural engineering with the decades of experience of our process design, reagent dosing and tuning team to provide our customers with efficient, cost effective and reliable SCR reduction systems.
INTEGRATED CO REDUCTION: Because high NOx reduction requirements are often accompanied by CO abatement regulations, PPC offers optional CO catalyst combined into the SCR system. CO reduction catalyst can be integrated into the SCR with very little space requirement.
Catalyst Bed for Vertical Down Flow SCR
NOx/NH3 Maldistribution Leads to NH3 Slip and
Low NOx Removal
CO Catalyst Bed Installation
7
PPC SELECTIVE NON-CATALYTIC REDUCTION (SNCR) SYSTEMS Some combustors create poisons that quickly destroy SCR catalysts, and in those applications SNCR is a preferable NOx reduction strategy. Selective Non-Catalytic Reduction systems are versatile and less expensive than SCR systems, but have the disadvantage of less NOx reduction efficiency. Advantages include the fact that there is no duct expansion required and space needed for the equipment is minimal.
HOW SELECTIVE NON-CATALYTIC REDUCTION WORKS: As with SCR, SNCR is based on the chemical reduction of NOx molecules into molecular nitrogen (N2) and water vapor (H2O). The SNCR reaction takes place at higher temperatures and requires no catalyst. A nitrogen based reducing agent, such as ammonia or urea, is injected into the flue gas in the correct temperature range (870ºC to 1100ºC for ammonia, 900ºC to 1150ºC if urea is the reagent). A series of reactions takes place that results in the reduction of NOx. Sufficient residence time in the right temperature range is critical to the success of SNCR. In practice, SNCR exhibits a NOx reduction efficiency of 30% to 40%.
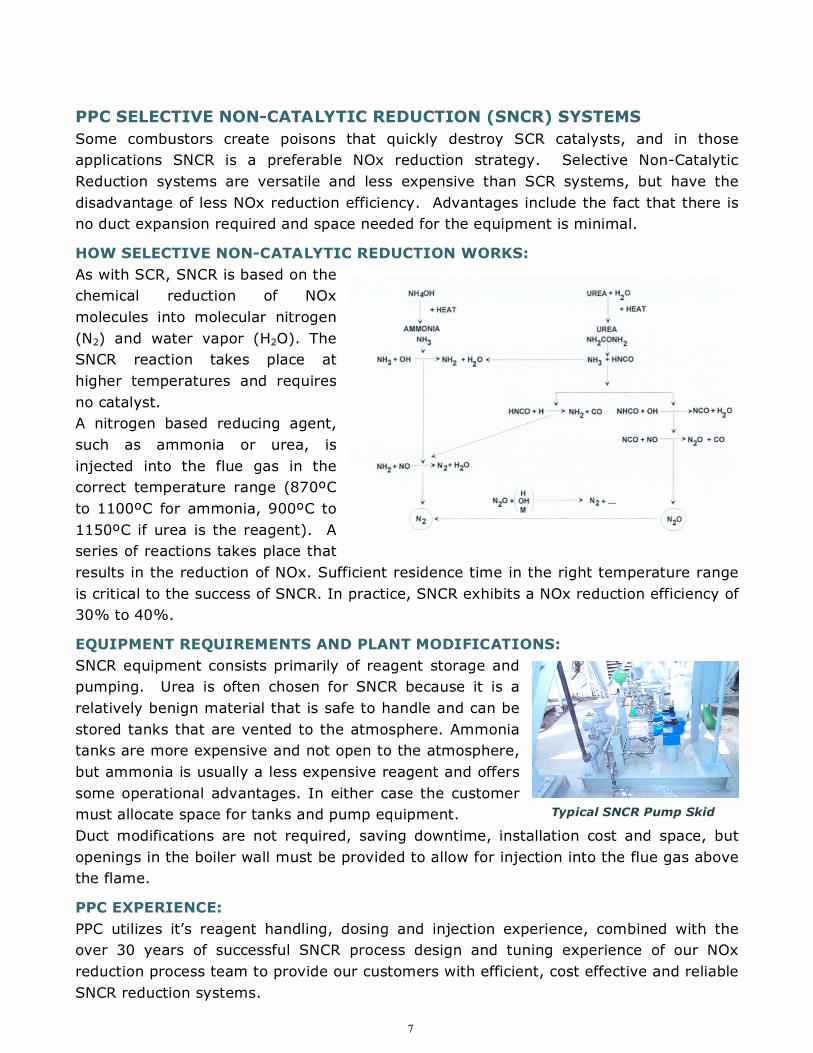
EQUIPMENT REQUIREMENTS AND PLANT MODIFICATIONS: SNCR equipment consists primarily of reagent storage and pumping. Urea is often chosen for SNCR because it is a relatively benign material that is safe to handle and can be stored tanks that are vented to the atmosphere. Ammonia tanks are more expensive and not open to the atmosphere, but ammonia is usually a less expensive reagent and offers some operational advantages. In either case the customer must allocate space for tanks and pump equipment. Duct modifications are not required, saving downtime, installation cost and space, but openings in the boiler wall must be provided to allow for injection into the flue gas above the flame.
PPC EXPERIENCE: PPC utilizes it’s reagent handling, dosing and injection experience, combined with the over 30 years of successful SNCR process design and tuning experience of our NOx reduction process team to provide our customers with efficient, cost effective and reliable SNCR reduction systems.
Typical SNCR Pump Skid


















