Powder Metallurgy structural components: comparative ...
21
www.ames-sintering.com Powder Metallurgy structural components: comparative overview vs other competitive technologies Advanced Engineering 2017 Birmingham (UK), 2nd-November-2017
Transcript of Powder Metallurgy structural components: comparative ...

www.ames-sintering.com
Powder Metallurgy structural components:comparative overview vs othercompetitive technologies
Advanced Engineering 2017Birmingham (UK), 2nd-November-2017

Table of contentsTable of contents
4. Comparison of Powder Metallurgy to competitive technologies by case studies
1. Powder Metallurgy: manufacturing process and components
2. Why Powder Metallurgy for structural parts?
3. Limiting factors for Powder Metallurgy
5. PM self-lubricating bearings

The PM manufacturing processThe PM manufacturing process

Complementary operationsComplementary operations

PM structural componentsPM structural components

PM soft magnetic componentsPM soft magnetic components

Why PM for structural parts?Why PM for structural parts?Complex shapes High dimensional
accuracyReliability and repeat-ability in large series
Excellent surface finish
Unique and isotropic materialsSelf-lubrication

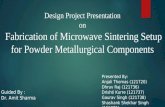
SAND MOULD CASTINGSAND MOULD CASTING
ISO IT TOLERANCE CLASS PROCESSESPROCESSES 7 8 9 10 11 12 13 14 15 16 17
INVESTMENT CASTINGINVESTMENT CASTING
HOT FORGING - EXTRUSION / DEEP DRAWINGHOT FORGING - EXTRUSION / DEEP DRAWING
COLD FORGING - EXTRUSIONCOLD FORGING - EXTRUSION
MACHININGMACHINING
FINE BLANKING / STAMPINGFINE BLANKING / STAMPING
POWDER METALLURGY (P/M)POWDER METALLURGY (P/M)
POWDER INJECTION MOULDINGPOWDER INJECTION MOULDING
Standard tolerance rangesReachable ranges in special cases
WARM FORGING - EXTRUSIONWARM FORGING - EXTRUSION
Dimensional accuracyDimensional accuracy
ROLLINGROLLING

Tooling costTooling cost
SAND MOULD CASTINGSAND MOULD CASTING
COST (x1,000) PROCESSESPROCESSES 1 2 5 10 20 50 100
INVESTMENT CASTINGINVESTMENT CASTING
HOT FORGINGHOT FORGING
EXTRUSIONEXTRUSION
MACHININGMACHINING
FINE BLANKING / STAMPINGFINE BLANKING / STAMPING
POWDER METALLURGY (P/M)POWDER METALLURGY (P/M)
POWDER INJECTION MOULDINGPOWDER INJECTION MOULDING
WARM FORGING – COLD FORGINGWARM FORGING – COLD FORGING
DEEP DRAWINGDEEP DRAWING
ROLLINGROLLING

SAND MOULD CASTINGSAND MOULD CASTING
PARTS (x1,000) PROCESSESPROCESSES 1 2 5 10 20 50 100 200 500
INVESTMENT CASTINGINVESTMENT CASTING
HOT FORGING - DEEP DRAWINGHOT FORGING - DEEP DRAWING
EXTRUSIONEXTRUSION
MACHININGMACHINING
FINE BLANKING / STAMPINGFINE BLANKING / STAMPING
POWDER METALLURGY (P/M)POWDER METALLURGY (P/M)
POWDER INJECTION MOULDINGPOWDER INJECTION MOULDING
Standard production runsSpecial production runs
WARM FORGING / COLD FORGINGWARM FORGING / COLD FORGING
Economic production runEconomic production run
ROLLINGROLLING

Limiting factor: SIZELimiting factor: SIZELimited by:
Compacting surface: Depends on powder compressibility and press size. Orientative data: Press size 1,200 Tm max.,
compacting surface 180 cm2 max., outer diameter 200 mm max.
Length: Limited by ejection forces, density gradient and press architecture. Orientative data: Length 80 mm max.
Raw material cost. Orientative data: Steel rod or sheet: 0.7-1.6 Eu/Kg,
PM steel: 1.1-2.8 Eu/Kg
Den
sity
Compacting pressure
WarmCold

Limiting factor: DENSITYLimiting factor: DENSITY

Limiting factor: FORMABILITYLimiting factor: FORMABILITY

The compacting processThe compacting process Die filling Compacting Ejection
Powderfilling
Robust tooling
Ejectability
Compactintegrity

Technologies comparisonTechnologies comparisonSand Casting
Powder Injection Moulding
Powder Metallurgy

Technologies comparisonTechnologies comparisonForging Powder Metallurgy
Machining Powder Metallurgy

Technologies comparisonTechnologies comparisonStamping Powder Metallurgy
Fine Blanking Powder Metallurgy

Extrusion
Technologies comparisonTechnologies comparisonDeep Drawing
Powder Metallurgy
Rolling
Powder Metallurgy Powder Metallurgy

PM self-lubricating bearingsPM self-lubricating bearings
Economy:- No need of additional lubrication- Maintenance-free
Reliability:- Elimination of seizure risk- Long life without wear
Performance:- Extremely silent- Low friction coefficient (up to 0.01)- High dimensional precision- Dynamic load up to 10 MPa- Linear speed up to 8 m/s (30,000 rpm)- Working temperature -60°C +230°C

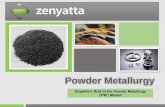
Bearings comparisonBearings comparisonRotational PV limit (orientative data)
Linear speed (m/s)
PV (M
Pa·m
/s)
Hydrodynamic(with external lubrication)
Plastic
Ball bearing
Bimetallic
Sintered(bronze and iron)

THANK YOUTHANK YOUfor your valuable timefor your valuable time
www.ames-sintering.com