Powder Metallurgy
44
Powder metallurgy
-
Upload
n-dhanunjaya-rao-borra -
Category
Documents
-
view
36 -
download
2
description
free
Transcript of Powder Metallurgy

Powder metallurgy

INTRODUCTION• Earliest use of iron powder dates back to 3000 BC. Egyptians
used it for making tools
• Modern era of P/M began when W lamp filaments were developed by Edison
• Components can be made from pure metals, alloys, or mixture of metallic and non-metallic powders
• Commonly used materials are iron, copper, aluminum, nickel, titanium, brass, bronze, steels and refractory metals
• Used widely for manufacturing gears, cams, bushings, cutting tools, piston rings, connecting rods, impellers etc.

Powder metallurgy products

PROCESSES INVOLVE IN POWDER METALLURGY (P/M)
• Powder production
• Mixing & Blending
• Compaction
• Sintering
• Finishing Operations

Flow diagram indicating the various operations in P/M Processing

Powder production

METALLIC POWDER PRODUCTION
There are various production methods of metallic powders:
1. Solid state reduction2. Atomization3. Chemical 4. Electrolysis
Solid state reduction:This process is generally used for producing iron powder.In this process, the selected metal/alloy is crushed, mixed with carbon & passed through a continuous furnace where the reaction takes place, which leaves a cake of sponge metal.

Atomization
Definition:
Atomization breaks molten materials (metal) into small droplets by rapid freezing them before the droplets come into contact with each other or with a solid surface.
Atomization can be done by various mean-
• Atomization using a gas stream
• Atomization using a water stream
• Atomization using a rotating disk
• Atomization using a rotating consumable electrode

Atomization using gas stream
• Produce a liquid-metal stream by injecting molten metal through a small orifice
• Stream is broken by jets of inert gas, air.
• The size of the particle formed depends on the temperature of the metal, metal flow rate through the orifice, nozzle size and jet characteristics.
• Powder particles are spherical.

Atomization using water stream
• Produce a liquid-metal stream by injecting molten metal through a small orifice
• Stream is broken by jets of water.
• Particles produced are not spherical but are irregular in shape
• Surfaces of the powder particles get oxidized.

Atomization using rotating disk
• The liquid metal that is impinging on the rotating disk will be thrown out rapidly into small droplets by the disk.

Atomization using a rotating consumable electrode
• A consumable electrode is
rotated rapidly in a helium-filled chamber. The centrifugal force breaks up the molten tip of the electrode into metal particles.

•
Powder Characteristics The further processing and the final results achieved in the sintered part are influenced by the characteristics of the powder: 1-particle size, 2-size distribution, 3-particle shape, 4-structure 5-and surface condition.
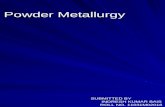
Fe powders made by atomization Ni-based super alloy made by the rotating electrode process

Chemical process• There are numerous chemical methods for producing powders. Generally,
chemical methods result in very fine powder particle sizes. Such methods include Sol Gel, Chemical Precipitation, Reaction, CVD, Reduction (hydrogen in an autoclave to reduce metal salts to the metal), Decomposition (eg metal carbonyls) and Electrolytic.
• In CVD heating in a hydrogen atmosphere enables the following reaction to take place to make TiC powder
TiCl4(g) + CH4(g) ---> TiC (s) + 4HCl (g))
• Sol Gel was originally developed to make ceramic materials for the nuclear industry in order to avoid the dust generated in grinding and sieving processes. While generally fine (<20 mm) such powders have excellent flow characteristics.
• Another interesting chemical method is INCO's unique carbonyl process which is used to produce clad powders such as nickel - graphite.
•

Electrolysis process• The desired metal is made as anode in an electrolytic cell,
such that it is dissolved by the electrolyte in the cell & then deposited on the cathode in a spongy or powdery form.
• By choosing suitable conditions - composition and strength of the electrolyte, temperature, current density, etc., many metals can be deposited in a spongy or powdery state.
• Extensive further processing - washing, drying, reducing, annealing and crushing may be required.
• Copper is the main metal to be produced in this way but chromium and manganese powders are also produced, by electrolysis. In these cases, however, a dense and normally brittle deposit is formed and requires to be crushed to powder.
• Electrolytic iron was at one time produced on a substantial scale but it has been largely superseded by powders made by less costly processes. Very high purity and high density are two distinguishing features .

(a) Roll crusher (b) Ball mill
Other methods of metallic powder production

Metallic powder particles geometry

Mixing & blending

MIXING & BLENDING• To make a homogeneous mass with uniform distribution of
particle size and composition– Powders made by different processes have different sizes
and shapes– Mixing powders of different metals/materials– Add lubricants (<5%), such as graphite and stearic acid, to
improve the flow characteristics and compressibility of mixtures
• Combining is generally carried out in– Air or inert gases to avoid oxidation– Liquids for better mixing, elimination of dusts and reduced explosion
hazards
• Hazards– Metal powders, because of high surface area to volume ratio are
explosive, particularly Al, Mg, Ti, Zr, Th

Conti……
Some common equipment geometries used for blending powders(a) Cylindrical, (b) rotating cube, (c) double cone, (d) twin shell

compaction

COMPACTION• Press powder into the desired shape and size in dies using a
hydraulic or mechanical press• Pressed powder is known as “green compact”• Stages of metal powder compaction:

Conti……..
• Increased compaction pressure
– Provides better packing of particles and leads to ↓ porosity
– ↑ localized deformation allowing new contacts to be formed between particles

Conti……..
• At higher pressures, the green density approaches density of the bulk metal
• Pressed density greater than 90% of the bulk density is difficult to obtain
• Compaction pressure used depends on desired density

Conti…..
• Smaller particles provide greater strength mainly due to reduction in porosity
• Size distribution of particles is very important. For same size particles minimum porosity of 24% will always be there– Box filled with tennis balls will always have open space between balls
– Introduction of finer particles will fill voids and result in↑ density

Conti…..
• Because of friction between (i) the metal particles and (ii) between the punches and the die, the density within the compact may vary considerably
• Density variation can be minimized by proper punch and die design
(a)and (c) Single action press; (b) and (d) Double action press
(e) Pressure contours in compacted copper powder in single action press

Conti…….
Compaction pressure of some metal powders
Metal Powder Pressure (MPa)
Al 75-275
Al2O3 100-150
Brass 400-700
Carbon 140-170
Fe 400-800
W 75-150
WC 150-400

Compacting cycle for a single level component
(a) Compaction of metal powder to form bushing
(b) Typical tool and die set for compacting spur gear

sintering

SINTERING• Green compact obtained after compaction is brittle and low in
strength
• Green compacts are heated in a controlled-atmosphere furnace to allow packed metal powders to bond together

Conti…
Sintering process Carried out in three stages:
• First stage:
Temperature is slowly increased so that all volatile materials in the green compact that would interfere with good bonding is removed
– Rapid heating in this stage may entrap gases and produce high internal pressure which may fracture the compact

Conti…..
• Promotes solid-state bonding by diffusion.
• Diffusion is time-temperature sensitive. Needs sufficient time
Second stage: High temperature stage

•Promotes vapour-phase transport
•Because material heated very close to MP, metal atoms will be released in the vapour phase from the particles•Vapour phase resolidifies at the interface


Conti…….
Third stage:
• Sintered product is cooled in a controlled atmosphere
– Prevents oxidation and thermal shock
Gases commonly used for sintering:
• H2, N2, inert gases or vacuum

Conti……..

Other compaction methods

HOT ISOSTATIC PRESSING (HIP)
Steps in HIP

Conti…….
• Simultaneous compaction + sintering• Container: High MP sheet metal• Container subjected to elevated temperature and a very high vacuum to
remove air and moisture from the powder • Pressurizing medium: Inert gas• Operating conditions
– 100 MPa at 1100 C• Produces compacts with almost 100% density• Good metallurgical bonding between particles and good mechanical
strength• Uses
– Superalloy components for aerospace industries– Final densification step for WC cutting tools and P/M tool steels

Cold Isostatic Pressing
• Metal powder placed in a flexible rubber mold
• Assembly pressurized hydrostatically by water (400 – 1000 MPa)
• Typical: Automotive cylinder liners →

•Secondary & Finishing operations

Secondary & finishing operations
Secondary operations:I. Repressing
II. Sizing
III.Coining
IV.Heat treatment
V. Infiltration
VI.Impregnation
Finishing operations:I. Deburring
II. Plating
III.Coating
etc

Advantages & disadvantages of P/M
Advantages• The P/M part can be produced to the
neat net-shape requiring very little finishing operations
• P/M process does not cause any waste products during the processing
• Reasonably complex shape can be produced by P/M
• It is possible to produce parts with a combination of materials(metal & ceramic)
• Automation of the P/M process cab be easily accomplished.
• The products of the tungsten & tungsten carbide can also be produced by P/M
Disadvantages• The tooling cost is generally high so
can only be justified for mass production.
• The raw material cost is high.
• Because of the presence of residual porosity mechanical properties are inferior.
• With complex part geometries, the flow of metal powder into deep cavities & corner is a problem.

END
all the best…….