
POSICIONADOR AUTOMATICO EN LAS COORDENADAS XY PARA USO EN ...
123
1 POSICIONADOR AUTOMATICO EN LAS COORDENADAS XY PARA USO EN PROCESOS DE IRRADIACION DE MATERIALES CON LÁSERES ALVARO JAVIER ZAMORA RODRIGUEZ JUAN CARLOS BURBANO LOPEZ UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA DEPARTAMENTO DE AUTOMATICA Y ELECTRONICA PROGRAMA INGENIERÍA MECATRONICA Y ELECTRONICA SANTIAGO DE CALI 2008
Transcript of POSICIONADOR AUTOMATICO EN LAS COORDENADAS XY PARA USO EN ...
1
POSICIONADOR AUTOMATICO EN LAS COORDENADAS XY PARA USO EN PROCESOS DE IRRADIACION DE MATERIALES CON LÁSERES
ALVARO JAVIER ZAMORA RODRIGUEZ JUAN CARLOS BURBANO LOPEZ
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMATICA Y ELECTRONICA PROGRAMA INGENIERÍA MECATRONICA Y ELECTRONICA
SANTIAGO DE CALI 2008

2
POSICIONADOR AUTOMATICO EN LAS COORDENADAS XY PARA USO EN PROCESOS DE IRRADIACION DE MATERIALES CON LÁSERES
ALVARO JAVIER ZAMORA RODRIGUEZ JUAN CARLOS BURBANO LOPEZ
Pasantía para optar por el titulo de Ingeniero Mecatrónico e Ingeniero Electrónico
Director ANDRES NAVAS
Ingeniero Mecatrónico
FARUK FONTHAL RICO PH.D. Ingeniero Electrónico
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMATICA Y ELECTRONICA PROGRAMA INGENIERÍA MECATRONICA Y ELECTRONICA
SANTIAGO DE CALI 2008

3
Nota de aceptación:
Aprobado por el Comité de Grado en cumplimiento de los requisitos exigidos por la Universidad Autónoma de Occidente para optar al título de Ingeniero Mecatronico y Electrónico.
ING. DRAGO DUSSICH Jurado
ING. HECTOR FABIO ROJAS Jurado
Santiago de Cali, 11 de Octubre de 2008

4
AGRADECIMIENTOS En especial queremos agradecer a Dios por permitirnos terminar esta meta de nuestras vidas, a nuestras familias, nuestros más sinceros agradecimientos por apoyarnos para terminar este sueño de formarnos como profesionales y poder aportar nuestro granito de arena a la sociedad. Además a la Universidad, Alma Matter que nos formo, no solo como profesionales si no que dejo marcado una huella imborrable de conocimientos y bonitos recuerdos. Un franco y caluroso afecto a la Dra. Clara Goyes quien fue la participe para que la idea del POSICIONADOR AUTOMATICO EN LAS COORDENADAS XY PARA USO EN PROCESOS DE IRRADIACION DE MATERIALES CON LÁSERES sea toda una realidad. Al grupo de Investigación de Materiales Avanzados para Micro y Nanotecnología el cual nos apoyo para llegar hasta donde hoy estamos y al cual nos entregamos con esfuerzo y dedicación. Al Dr. Faruk Fonthal Rico y al Ingeniero Andrés Navas, un aprecio muy especial por estar paso a paso en los planteamientos y desarrollo de todos los objetivos de nuestro proyecto. Y a las demás personas que por alguna circunstancia brindaron ideas y soluciones a inconvenientes que se presentaron, solo nos queda decirles mil gracias.

5
CONTENIDO
Pág.
GLOSARIO 17 RESUMEN 18 INTRODUCCION 19 1. OBJETIVOS 20 1.1 OBJETIVO GENERAL 20 1.2 OBJETIVOS ESPECÍFICOS 20
2. PLANEACIÓN DEL PROYECTO 21
2.1 PLANTEAMIENTO DEL PROBLEMA 21 2.2 ANTECEDENTES 21 3. IDENTIFICACION DE LAS NECESIDADES 23 3.1 DESCRIPCIÓN DEL PRODUCTO 23 3.2 MERCADO PRIMARIO 23 3.3 MERCADO SECUNDARIO 23 3.4 RESTRICCIONES Y PREMISAS 23 3.5 OBTENCIÓN DE DATOS PRIMARIOS 23
4. ELABORACION DEL QFD 25 4.1 RELACIÓN ENTRE NECESIDADES Y MÉTRICAS 26 4.2 ALGUNOS COMPETIDORES 27 4.3 EVALUACIÓN DE LA SATISFACCIÓN DEL CLIENTE EN COMPETIDORES 29 4.4 RELACIÓN DE LAS MÉTRICAS CON LOS COMPETIDORES 30
6
4.5 VALORES IDEALES Y MARGINALES DE LAS MÉTRICAS 31 5. GENERACIÓN, SELECCIÓN Y PRUEBA DE CONCEPTOS 32 5.1 CAJA NEGRA 32 5.2 DESCOMPOSICIÓN FUNCIONAL 32 5.3 ÁRBOLES DE CLASIFICACIÓN PARA CONCEPTOS 33 5.4 SELECCIÓN DE CONCEPTOS (MÉTODO PASA O NO PASA) 37 5.5 CRITERIOS DE CLASIFICACIÓN PARA SELECCIÓN 39 5.6 MATRIZ PARA TAMIZAJE DE CONCEPTOS 39 5.7 DISEÑOS 40 6. ARQUITECTURA DE PRODUCTOS 44 6.1 RELACIÓN ENTRE ELEMENTOS FUNCIONALES Y FÍSICOS 44 6.2 ESQUEMA DEL PRODUCTO 44 6.3 ELABORACIÓN DE CLUSTERS 45 6.4 DISTRIBUCIÓN GEOMÉTRICA 46 6.5 INTERACCIONES 46 7. ARQUITECTURA DE COMPONENTES ELECTRONICO 47 7.1 REQUISITOS 47 7.2 ESPECIFICACIONES 47 7.3 DISEÑO ARQUITECTURAL 48 7.4 DISEÑO LÓGICO 49 7.5 CODIGO FUENTE 50 7.5.1 Movimiento de motores 50

7
7.5.2 Comunicación serial 51 8. DISEÑO DETALLADO 53 8.1 MATERIAL 53 8.2 PESO DEL SISTEMA 54 8.3 DIMENSIONES GENERALES DEL DISEÑO 55 8.4 RESOLUCIÓN Y PRECISION DEL DISEÑO 56 8.5 CAPACIDAD DE CARGA 57 8.6 COSTO 57 8.7 VIDA ÚTIL Y FIRMEZA 57 8.8 MOTORES 57 8.9 CALCULO DE ENGRANAJES 59 8.9.1 Engranajes rectos 59 8.9.2 Engranajes cónicos 62 8.9.3 Sistema piñón – cremallera 65 8.10 SIMULACIÓN 68 8.10.1 Características del mallado 68 8.10.2 Análisis del sistema global 69 8.10.3 Análisis caso crítico 70
9. PROTOTIPADO 76 9.1 PROTOTIPOS UTILIZADOS Y SUS FUNCIONES 76
10. DESARROLLO DEL DISEÑO INDUSTRIAL 77
10.1 CLASIFICACIÓN DEL PRODUCTO 77

8
10.2 EVALUACIÓN DE NECESIDADES ERGONÓMICAS 77 10.3 EVALUACIÓN DE NECESIDADES ESTÉTICAS 78 10.4 EVALUACIÓN DE LA CALIDAD DEL D.I. 79
11. DESARROLLO DE LA MANUFACTURA Y ENSAMBLE DEL PRODUCTO 80 11.1 ANÁLISIS DISEÑO PARA MANUFACTURA (DPM) 80 11.1.1. Lista de componentes 80 11.1.2 proceso de manufactura 81 11.1.3 impacto del dpm sobre otros factores 81 11.2 ANÁLISIS DISEÑO PARA ENSAMBLE (DPE) 81 11.2.1 Estimación tiempo total de ensamble 82 11.2.2 Maximización de la facilidad de ensamble 82 11.2.3 Herramientas para el ensamble. 82 11.2.4 Pasos para el ensamble 82
12. DESARROLLO DEL MANTENIMIENTO DEL PRODUCTO 88 13. DESARROLLO DE SEGURIDAD DEL PRODUCTO 89 14. INTEGRACION DE SISTEMAS 90 14.1 SELECCIÓN DE LOS ELEMENTOS DEL SISTEMA 90 14.2 INTERFACES 90 14.2.1 Código fuente programa 92 14.3 FIABILIDAD DEL SISTEMA 94 15. CONCLUSIONES 95 16. RECOMENDACIONES 97

9
BIBLIOGRAFIA 102 ANEXOS 103

10
LISTA DE TABLAS
Pág.
Tabla 1. Métricas preliminares 25
Tabla 2. Valores ideales y marginales de las métricas 31
Tabla 3. Matriz de tamizaje de conceptos 40
Tabla 4. Relación de los elementos del sistema 44
Tabla 5. Especificaciones del motor 57
Tabla 6. Características de los piñones rectos 60
Tabla 7. Características de los piñones cónicos 64
Tabla 8. Numero mínimo de dientes del piñón de la cremallera 66 Tabla 9. Evaluación de las necesidades ergonómicas 77
Tabla 10. Evaluación de las necesidades estéticas 78
Tabla 11. Evaluación de la calidad del D.I 79
Tabla 12. Costo y lista de componentes 80 Tabla 13. Procesos de manufactura 81 Tabla 14. Mantenimiento del sistema 88 Tabla 15. Seguridad del sistema 89
Tabla 16. Clasificación según integración del sistema 90
Tabla 17. Numero de pasos 94
Tabla 18. Valores de juego en rodamientos de bolas de precisión 98

11
LISTA DE FIGURAS
Pág.
Figura 1. VGA-TX1 21 Figura 2. DYFE GEPLC 22 Figura 3. MESA XY 22
Figura 4. Relación entre las necesidades y las métricas 26
Figura 5. Mesa de precisión XY 27
Figura 6. Router Rt 28
Figura 7. Linear Stage Avt-65 28
Figura 8. Evaluación de la satisfacción del cliente en competidores 29
Figura 9. Relación de métricas en los competidores 30
Figura 10. Caja negra del sistema 32
Figura 11. Descomposición funcional del sistema 32
Figura 12. Posibles opciones y clasificación de las formas de aceptar energía 33
Figura 13. Posibles opciones y clasificación del movimiento rotacional 33
Figura 14. Posibles opciones y clasificación del movimiento trasnacional 34
Figura 15. Posibles opciones y clasificación de las transmisiones 34
Figura 16. Posibles opciones y clasificación de la forma de control 35
Figura 17. Posibles opciones y clasificación del material 35
Figura 18. Posibles opciones y clasificación de la Morfología 35
Figura 19. Posibles opciones y clasificación de las porta plaquetas 36
Figura 20. Posibles opciones y clasificación del perfil de la base 36

12
Figura 21. Posibles opciones y clasificación de los mecanismos de alineación 37
Figura 22. Conceptos para realizar las combinaciones 38
Figura 23. Diseño No 9 en 3D 40
Figura 24. Diseño No 10 en 3D 41
Figura 25. Diseño No 2 en 3D 41
Figura 26. Diseño No 5 en 3D 42
Figura 27. Esquema del producto 44
Figura 28. Clusters del sistema 45
Figura 29. Geometría del producto 46
Figura 30. Interacciones en el sistema 46
Figura 31. Micro controlador PIC16F877 48
Figura 32. Drive ULN2003 48
Figura 33. Drive para la comunicación serial 49
Figura 34. Circuito electrónico del posicionador 49
Figura 35. Simulación del peso del sistema 54 Figura 36. Dimensiones generales del sistema 56 Figura 37.Juego entre dientes 54 Figura 38. Diagrama de cuerpo Libre 57 Figura 39. Relación entre engranaje y piñón 59 Figura 40. Representación distancias de los ejes del posicionador 62 Figura 41. Vista de ángulos y distancias para análisis 62 Figura 42. Vista ampliada de ángulos y distancias para análisis 63

13
Figura 43. Ubicación de distancias entre ejes 66 Figura 44. Opciones de mallado del modelo 68 Figura 45. Vista del Posicionador XY 68 Figura 46. Vista Posicionador sometido a diferentes pesos 69 Figura 47. Vista eje X como base de estudio a diferentes pesos 71 Figura 48. Vista de Pieza móvil objeto de estudio a diferentes pesos 72
Figura 49. Vista de fija móvil objeto de estudio a diferentes pesos 72
Figura 52. Vista de Piñón- cremallera objeto de estudio a diferentes pesos. 73
Figura 51. Vista cremallera objeto de estudio a diferentes pesos 73
Figura 52. Vistas piñón de la cremallera objeto de estudio a diferentes pesos 74
Figura 53. Vistas piñón de la cremallera con acero inoxidable 304. 75
Figura 54. Ubicación de cada prototipo según sus características 76
Figura 55. Clasificación del producto 77
Figura 56. Ensamble de las bases del sistema 83
Figura 57. Colocación del sistema piñón-cremallera 83
Figura 58. Ensamble de la parte móvil en la fija 84
Figura 59. Colocación platina que soporta el motor (Eje Y) 84
Figura 60. Ensamble de las partes X y Y 85
Figura 61. Acoplamiento del vástago inferior 85
Figura 62. Colocación base general y motores 86
Figura 63. Colocación de los motores 86 Figura 64. Acoplamiento portapinzas, pinzas y souter 87

14
Figura 65. Interfaz de control 91
Figura 66. Ejemplo de dibujo 91
Figura 67. Tonillo de potencia 100 Figura 68. Juegos Axiales 101

15
LISTA DE ANEXOS
Pág.
Anexo A. Datasheet uln2003 103 Anexo B. Datasheet pic16877 104 Anexo C. Datasheet max232 105 Anexo D. Base general 106 Anexo E. Cilindro vertical 107 Anexo F Engranaje cônico 108 Anexo G. Engranaje recto 119 Anexo H. Lamina porta pinzas 110 Anexo I. Pieza fija 111 Anexo J. Pieza móvil 112 Anexo K. Piñón cónico 113 Anexo L. Piñón recto 114 Anexo M Platina soporte motor X 115 Anexo N Platina soporte motor Y 116 Anexo O. Seguro soporte vertical 117 Anexo P. Soporte vertical 118 Anexo Q. Piñón de la cremallera 129 Anexo R. Cremallera 120 Anexo S. Pinzas 121 Anexo T. Diagrama de flujo de la interfaz 122

16
Anexo U. Diagrama de flujo del microcontrolador 123

17
GLOSARIO
COLA DE MILANO: guías realizadas con el fin de restringir el movimiento en uno de los ejes, por medio de una forma trapezoidal a 60º tanto en el macho como en la hembra. Son muy usadas en maquinaria como: tornos, fresadoras, taladros, etc. FACTOR DE SEGURIDAD: es el porcentaje de sobrecarga que puede soportar un elemento de maquina. SOFTWARE CAE: el software de CAE al igual que el de CAD, es muy utilizado por diferentes empresas e industrias como la Petroquímica, Química, Alimentaria y de Bebidas, Cervecera, Papel y Cartón, Industria Farmacéutica y en muchos casos por las firmas de Ingeniería o los departamentos de Ingeniería o proyectos dentro de las mismas empresas. La información que genera el Software le dará a usted la posibilidad de tomar las mejores decisiones en cuanto a materiales, características del diseño (Dimensiones, espesores, accesorios, etc.) o realizar su diseño al menor costo en cuanto a Ingeniería y costos de materiales requeridos para su construcción; siempre cumpliendo con los estándares y códigos de ingeniería. VITROCERAMICAS: en los vidrios que contienen determinados metales se produce una cristalización localizada al ser expuestos a radiación ultravioleta. Si se calientan a temperaturas elevadas, estos vidrios se convierten en vitrocerámica, que tiene una resistencia mecánica y unas propiedades de aislamiento eléctrico superiores a las del vidrio ordinario.
18
RESUMEN
Debido al avance tecnológico y al aumento de las necesidades de las personas de poseer equipos y servicios más eficaces y rápidos, se ha iniciado el estudio en muchos de los campos con el fin de obtener dispositivos tecnológicos de mucha más eficiencia. Uno de estos campos es la electrónica, mediante sus análisis para la fabricación de guías de ondas, las cuales son considerados como amplificadores ópticos, ya que de manera comparativa con las fibras ópticas, las guías de onda de silicio están basadas en que las ondas de luz pueden ser limitadas y guiadas por películas delgadas de material transparente, permitiendo establecer enlaces entre los componentes que conforman el dispositivo óptico. El principio básico de operación de una guía de onda óptica o guía de onda dieléctrica, se fundamenta en la reflexión total interna de un rayo de luz en la interfase de dos películas dieléctricas con diferentes índices de refracción. Es por ello, que una guía de onda requiere de un camino por el cual el haz de luz se irá reflejando, y es en donde se hace primordial el uso de láseres y vitrocerámica. Estas últimas se fabrican en forma de finas películas, con el SiO2
(Oxido de silicio) como material base, y otra sustancia como segundo donador, el cual puede ser: ZrO2, HfO2, entre otros. Las técnicas para obtener dichas películas son: Pulverización catódica, sol gel, etc. Debido a que los láseres son muy grandes y pesados, se ha buscado la forma de obtener un dispositivo electromecánico, el cual permita realizar el camino deseado en la guía de onda, para orientar el haz de luz, sin la necesidad de mover el láser. Con ello no solo se lograra precisión, mejor calidad de acabado, sino que también se mejorara los tiempos de fabricación de una guía de onda y su seguridad al hacerlo.

19
INTRODUCCION
La aplicación de técnicas de irradiación con láser en la obtención de materiales nanoestructurados, constituye una tecnología que está siendo estudiada actualmente por investigadores en diversos campos, y sus ventajas tecnológicas están creando muchas expectativas para la obtención de nuevos materiales, especialmente en la exploración de procesos de fabricación más efectivos y económicos.
En este sentido, este trabajo plantea una actividad experimental dirigida al diseño y fabricación de sistemas electromecánicos que faciliten el procesamiento de materiales utilizando láser.
Algunos de los objetivos que se busca con esta implementación es mejorar en un gran porcentaje la fabricación de dispositivos optoelectrónicos, mejorar la calidad de la guía del haz de luz, mejorar la precisión de la misma, etc. Es por ello, que se muestra en este documento, paso a paso el diseño y sus diferentes fases para llegar a la implementación del posicionador como son: diseño electrónico, diseño industrial, elaboración de clusters, generación de ideas, maquinado, Estudio de los diferentes y posibles mercados, realizar prototipos virtuales de diseño en un Software CAD y CAE que proporcionara evaluar el funcionamiento real a través de una simulación, realizar una simulación del control para el prototipo, aplicar el diseño para productos mecatrónicos y electrónicos.

20
1. OBJETIVOS 1.1. OBJETIVO GENERAL Diseñar un sistema automático portátil que permita el posicionamiento de muestras para procesos de irradiación láser, en las coordenadas XY. 1.2. OBJETIVOS ESPECÍFICOS • Estudio de mercado
• Aplicar el diseño para productos mecatrónicos y electrónicos
• Identificar los parámetros que se deben tener en cuenta para el
posicionamiento de muestras en procesos de irradiación láser.
• Realizar un prototipo virtual de diseño en un Software CAD.
• Realizar una simulación dinámica del prototipo en un software CAE, que permita evaluar el funcionamiento real del posicionador.
• Realizar un control para el prototipo
• Elaborar un manual de usuario (Ensamble y mantenimiento)

21
2.PLANTEAMIENTO DEL PROYECTO 2.1. PLANTEAMIENTO DEL PROBLEMA ¿Cómo optimizar el proceso de fabricación de guías de onda por medio de irradiación con láser controlada y obtener un grado de precisión sobre la nanoestructuración de estos materiales, haciendo uso de un dispositivo automático? 2.2. ANTECEDENTES Los sistemas que existentes y que se utilizan para irradiación de materiales son: Transladores horizontales vga-tx1: Translador para orientar TAS con diferentes opciones de tamaño de la base de datos. Tornillo de activación de paso con el 1,0 mm. Dos piezas pueden apilarse en ángulos rectos para formar un posicionador de coordenadas XY. La unidad se hace con el tornillo y la tuerca con sólo una pequeña diferencia de rendimiento. La perforación de la placa permite la fijación de los componentes de diversos acuerdos. Componentes en aluminio anodizado negro. Figura 1. VGA-TX1
Fuente: Catalogo [en línea]. Santiago de Cali: Interempresas, 2004. [Consultado 06 de Agosto de 2008]. Disponible en Internet: http://www.interempresas.net/MetalMecanica/FeriaVirtual/ResenyaProducto.asp?R=13722

22
• Mesas xy: controladas por Pc/Windows
Figura 2. DYFE GEPLC
Fuente: Catalogo [en línea]. Santiago de Cali: Interempresas, 2004. [Consultado 06 de Agosto de 2008]. Disponible en Internet: http://www.interempresas.net/MetalMecanica/FeriaVirtual/ResenyaProducto.asp?R=13722 El posicionador Kinematic controlado bajo PC en entorno Windows de Bazus es un sistema que permite controlar la mesa XY desde un entorno amigable basado en la tecnología de Windows. El software propio permite un desarrollo individualizado a medida de cada aplicación y permite ofrecer una solución tan potente como los sistemas de CNC pero a un precio mucho más competitivo. Con el Dyfe Geplc además de programar movimientos lineales, la mesa puede trabajar también con interpolación lineal y circular. Tan importante es detectar la necesidad de una automatización como determinar el grado de automatización adecuado para una aplicación dada. Bazus ofrece sistemas de menor a mayor grado de automatización; desde mesas de coordenadas manuales hasta el centro de taladrado y roscado pasando por cualquier solución intermedia. • Mesa xy de Intelitek Figura 3. MESA XY
Fuente: Catalogo [en línea]. Madrid: Intelitek, 2002. [Consultado 15 de Septiembre de 2008].Disponible en Internet: http://www.infonegocio.com/orpi/eshed/eshed_industrial.htm

23
3. NECESIDADES DEL CLIENTE
A continuación realizaremos un breve planteamiento de la misión: 3. 1 DESCRIPCION DEL PRODUCTO El sistema tendrá la capacidad de moverse en el plano cartesiano (X,Y), será automático, con fuente de energía dependiente, preciso, portátil y confiable. 3.2 MERCADO PRIMARIO • Empresas relacionadas con las irradiaciones con láser no móviles 3.3 MERCADO SECUNDARIO • Universidades • Academias de estudio • Científicos 3.4 PREMISAS Y RESTRICCIONES • Automático • Portátil • Confiable • Fácil de programar • Costo razonable • Silencioso 3.5 OBTENCION DE DATOS PRIMARIOS Se pregunto a un grupo de estudiantes de Ingeniería de la Universidad Autónoma, lo que ellos necesitarían a la hora de comprar un dispositivo automático para revisar la calidad de un producto X. A continuación se muestran las respuestas más populares:

24
• 1. El dispositivo Debe ser automático • 2. El dispositivo Debe ser pequeño • 3. El dispositivo Debe tener resistencia al láser • 4. El dispositivo Debe ser fácil de programar • 5. El dispositivo Requiere poco mantenimiento • 6. El dispositivo Debe ser fácil de adaptar • 7. El dispositivo Debe ser liviano • 8. El dispositivo Debe ser fácil de transportar • 9. El dispositivo Debe ser fácil de instalar • 10. El dispositivo Debe tener un costo razonable • 11. El dispositivo Debe ser fácil de reparar • 12. El dispositivo Debe ser de gran durabilidad • 13. El dispositivo Debe ser preciso • 14. El dispositivo Debe estar sujeto a una superficie • 15. El dispositivo Debería manipular una carga considerable • 16. El dispositivo Debe ser portátil

25
4. ELABORACION DE QFD Para comenzar con este punto, se establecerán unas métricas preliminares para las anteriores necesidades ya especificadas. Por lo tanto, las métricas son: Tabla 1. Métricas preliminares
# NC METRICAS IMP. UNIDAD VALOR 1 13 Precisión 5 mm 0.05 2 13 Repetibilidad. 5 mm 0.1 3 2, 7,8,16 Dimensión (LxHxW) 4 mm 100x300x150 4 5,11 Costo 3 $ 700.000 5 1,13 Velocidad 4 cm/s 2 6 3,14 Firmeza 5 Subj. 4 7 3,5,12 Vida útil 5 Años 5 8 6,8 Adaptabilidad 5 Subj. 4.5 9 2,7,8,16 Peso 3 Kg 2 10 1,4 Facilidad de programación 5 Subj. 4
11 15 Capacidad de carga 4 gr. 100
12 11,5 Costo Mantenimiento 3 $ 40.000
13 2,4,10,13 Resolución mm 0.1 0.1-0.2

26
4.1 RELACIÓN ENTRE NECESIDADES Y MÉTRICAS
Figura 4. Relación entre las necesidades y las métricas
PRIORIDAD

27
4.2 ALGUNOS COMPETIDORES • Mesa Precisión xy Velocidad: 30 m/min Resolución: ±0,2 mm Dimensiones: 800x240mm Peso aproximado: 25 a 28 Kg Figura 5. Mesa de precisión XY
Fuente: Catalogo [en línea]. Santiago de Cali: Interempresas, 2004. [Consultado 06 de Agosto de 2008]. Disponible en Internet: http://www.interempresas.net/MetalMecanica/FeriaVirtual/ResenyaProducto.asp?R=13722 • Router Rt: características generales Velocidades de corte: 1 a 30 mm/seg Resolución: 0.025 mm (0.001") Motor de fresado: 425 W, universal, 25000 RPM, con pinzas para herramientas de 1/8"e 1/4". Control de velocidad manual o electrónica. Carrera vertical (eje Z): 50 mm Mesa ranurada con accesorios de fijación Luz entre puente y mesa: 50 mm Tablero eléctrico: 0.45 x 0.30 x 0.22 unido al router por cables de 1.20 m de largo. Comunicación con PC: puerto serie de 9600 baud. Microcontrolador dedicado incluido

28
Figura 6. Router Rt
Fuente: Catalogo [en línea]. Argentina: Digimaq, 2002. [Consultado 20 de Septiembre de 2008]. Disponible en Internet: http://usuarios.advance.com.ar/carloscortes/rt550.asp
• Linear stage avt-65 Key features Travel: 5 mm Slides: dove tail Screw: fine pitch Pitch: 0.25 mm Aperture: 30 mm Sensitivity: 2 µm Figura 7. Linear Stage Avt-65
Fuente: Catalogo [en línea]. Alemania: Micos, 2000. [Consultado 21 de Septiembre de 2008]. Disponible en Internet: http://www.micos.ws/AVT_65.html
29
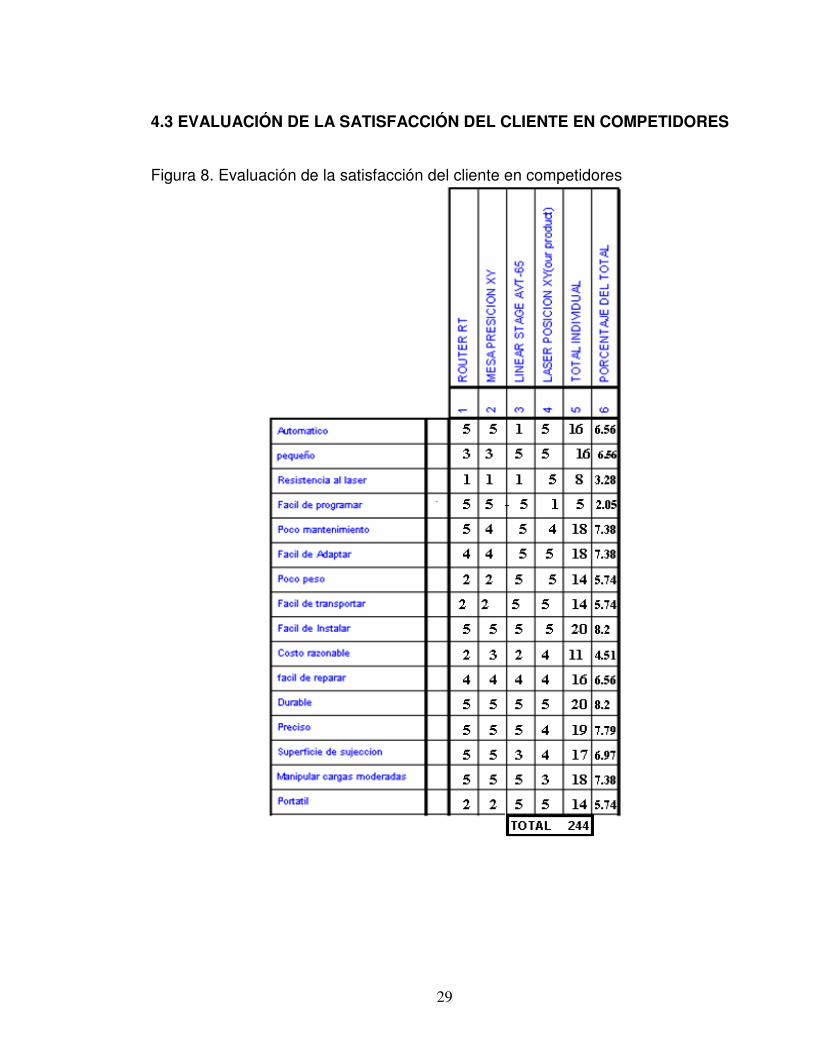
4.3 EVALUACIÓN DE LA SATISFACCIÓN DEL CLIENTE EN COMPETIDORES Figura 8. Evaluación de la satisfacción del cliente en competidores

30
4.4 RELACIÓN DE LAS MÉTRICAS CON LOS COMPETIDORES Figura 9. Relación de métricas en los competidores
mm 0.025 ±0,2 2e-3 1e-3
mm 0.025 0.025 0.025 0.025
cm 89x40x50 80x24x120 5x2x5 15x27x15
$*1000 1200 950 200 690
mm/seg 30 41 - 5
Subj. 5 5 4 5
Años 5 4.5 5 3
Subj. 5 5 5 5
Kg. 15 28 0.45 2
Subj. 5 5 5 5
Gr. 5000 4000 1000 0.2
$ *1000 - - - 30
mm ±0,2 ±0,1 ±0,2 ±0,2

31
4.5 VALORES IDEALES Y MARGINALES DE LAS MÉTRICAS
Tabla 2. Valores ideales y marginales de las métricas
# NC METRICAS UNIDAD
VALOR IDEAL
VALOR MARGINAL
1 16 Precisión mm 0.05 0.05---0.08 2 10,16 Repetibilidad mm 0.1 0.1 ----0.2 3 2,3,7,8 Dimensión (L
xh xW)
mm 150 X270 X150
140-180 250-300 140-180
4 5,12 Costo $ 600.000 500.000-800.000 5 1,10,1
6 Velocidad cm/s 1 1-3
6 3,17 Firmeza Subj. 4 4-5 7 3,5,15 Vida útil Años 3 3--4 8 6,8,14 Adaptabilidad Subj. 4.5 4-5 9 2,7,8 Peso Kg 2 1.5---3.5
10 1,4,11 Facilidad de programación
Subj. 4 4-5
11 14 Capacidad de carga gr. 250 200-350 12 13,5 Costo Mantenimiento $ 40.000 35.000-50.000 13 16 Resolución mm 0.1 0.1-0.2

32
5. GENERACIÓN, SELECCIÓN Y PRUEBA DE CONCEPTOS 5.1 CAJA NEGRA Se analiza todo el sistema como un solo proceso, en donde se toman en cuenta solamente las entradas y las salidas que tiene este. Figura 10. Caja negra del sistema 5.2 DESCOMPOSICIÓN FUNCIONAL Se entra a analizar los procesos que se llevan a cabo dentro del robot Figura 11. Descomposición funcional del sistema
POSICION
XY
Energía
Plaqueta Posicionamiento eje X
Entradas Salidas
Posicionamiento eje Y
Datos software
Datos software
Energía
Plaqueta
Aceptar Energía externa
Converso de energía en Móv. Rotacional
Recibir datos y Traducir a posiciones
Transmisiones
Converso de energía en Móv. Rotacional
Mandar señal de movimiento a motores
Porta Plaqueta
Posicionamiento en X y Y
Converso de móv. Rotacional a Móv.
Traslacional
Converso de móv. Rotacional a Móv.
Traslacional
Mecanismos de alineación

33
5.3 ÁRBOLES DE CLASIFICACIÓN PARA CONCEPTOS Figura 12. Posibles opciones y clasificación de las formas de aceptar energía
Figura 13. Posibles opciones y clasificación del movimiento rotacional
Aceptar Energía externa
Química Hidráulica Eléctrica Baterías Tomada de la red Eólica Energía solar Neumática
Aceptar Energía externa
Toma de red
Solar
Eolica
Baterías Eléctrica
Neumática
Química
Hidráulica
Converso de energía en Móv. Rotacional
Pistón neumático con engranes
Eléctrica Motor DC Motor Paso a Paso Servomotor
Motor con engranes
Eólica
Neumática
Hidráulica Pistón hidráulico con engranes
Torre eólica
Converso de energía en
Móv. Rotacional
Motor DC Motor paso a paso Servomotor Motor PAP con engranaje Pistón neumático con engranes Torre eólica Pistón hidráulico con engranes

34
Figura 14. Posibles opciones y clasificación del movimiento traslacional
Figura 15. Posibles opciones y clasificación de las transmisiones
Converso de móv. Rotacional a Móv.
Traslacional
Masa y resorte Rail Gun Solenoide Piñón-cremallera Sistema pistón-biela Sistema tornillo sin fin-tuerca Sistema tornillo-tuerca
Transmisiones
Piñones rectos Piñones con dientes inclinados Piñones cónicos Bandas dentadas Tornillo sin fin Piñón – cremallera Poleas Bandas en V Cadenas Sistema tornillo tuerca Sinfín-corona
Trasmisiones
Piñones rectos Piñones cónicos Sinfín-corona Piñones con dientes inclinados
Tornillos
Tornillo sin fin Sistema tornillo tuerca Piñón- cremallera
Sinfín-corona
Cadenas
Piñones
Bandas Bandas dentadas Banda en V
Móv. Rotacional
Móv. Traslacional
Los dos movimientos
Converso de móv. Rotacional a Móv.
Traslacional
Eléctrica
Rail Gun
Solenoide Eléctrica
Mecánica Piñón-cremallera Sistema pistón-biela Sistema tornillo sin fin-tuerca Sistema tornillo-tuerca

35
Figura 16. Posibles opciones y clasificación de la forma de control
Figura 17. Posibles opciones y clasificación del material
Figura 18. Posibles opciones y clasificación de la Morfología
Recibir datos y traducir a
valores numéricos
Microprocesador
Programador Lógico Controlable (PLC)
Electrónica Digital Compuertas lógicas
Memorias
Material
Aluminio Fibra de vidrio Fibra de carbono Acero Lamina de hierro Acrílico Teflón Madera Plástico
Natural
Polímeros
Metales
Material
Aluminio Acero
Lamina de hierro
Acrílico Teflón Plástico Fibra de vidrio Fibra de carbono
Madera
Morfología
Antropomórfico Circular Rectangular Ovalado Cuadrado Polígono Triangulo

36
Figura 19. Posibles opciones y clasificación de las porta plaquetas
Figura 20. Posibles opciones y clasificación del perfil de la base
Porta- Plaquetas
Cajilla en lámina Cajilla en aluminio Pinzas de polímero Pinzas en acero Pinzas de aluminio Pinzas en madera Cajilla en vidrio
Natural
Polímeros
Metales
Porta-plaquetas
Cajilla en lámina Cajilla en aluminio Pinzas en acero Pinzas de aluminio
Pinzas de polímero
Pinzas en madera Cajilla en vidrio
Base
General
Plancha con Perfil redondo Plancha con Perfil cuadrado Plancha con Perfil ovalado Plancha con Perfil hexagonal Plancha con Perfil rectangular Trípode Dos párales Cuatro párales
Patas
Planchas
Base general
Con Perfil redondo Con Perfil cuadrado Con Perfil ovalado Con Perfil hexagonal Con Perfil rectangular
Trípode Dos párales Cuatro párales

37
Figura 21. Posibles opciones y clasificación de los mecanismos de alineación
5.4 SELECCIÓN DE CONCEPTOS (METODO PASA O NO PASA) Para la selección de conceptos se basó en criterios absolutos para la valoración individual de los conceptos, antes de valorarlos en forma conjunta y de esta manera reducir el número de combinaciones. • Para la energía: debido al costo y al espacio que estas ocuparían decidimos eliminar: química, hidráulica, eólica y solar, ya que esta no se presta para instalar en ninguna industria. Además, la energía hidráulica no serviría, ya que no se posee actuadores neumáticos, debido a la precisión que se requiere parea el posicionador. • Conversión de Móv. Rotacional a Móv. Rotacional: se ha decidido eliminar el sistema biela-pistón, ya que este requiere una infraestructura más detallada y no es posible controlar la precisión con este método. Además de esto, se elimino las opciones eléctricas, debido a que son muy grandes para nuestra aplicación. • Trasmisiones: se descartaron las opciones de bandas y cadenas, porque su instalación es bastante difícil y su funcionamiento en el proyecto no seria el adecuado. De igual forma la opción de tornillos no sirve, ya que este sistema es muy robusto, lo cual le da mas peso al posicionador. La opción de piñones cónicos y sistema sinfín-corona, también son descartados, ya que no se necesita cambiar el sentido del movimiento en 90º y el costo de un sinfín-carona es muy alto y además necesita de mucho volumen de trabajo. • Recibir datos y traducir a valores numéricos: se descarta el PLC por su costo y el de las compuertas y memorias por su lentitud y costos. • Material: se descarta los polímeros y los naturales, debido a que el dispositivo debe soportar el calor de una empresa de metales y además, deberá soportar en algún momento el calor del láser por algún error. De igual forma, la lamina de hierro, debido a que el sistema debe soportar una carga considerable. • Morfología: Se puede pensar que la posibilidad de construirlo en forma: antropomórfico, polígono y triangular no serian las mas aptas, ni las mas baratas para implementar y reparar. Además, las formas ovaladas y circulares no permitirían los movimientos que deseamos en el plano cartesiano. • Porta-plaquetas: las opciones metálicas son descartadas, debido a que las plaquetas para irradiar son de vidrio, por lo cual podrían ser rayadas por un material metálico. Por otra parte, la opción de un agarre con un dispositivo hecho en madera, es muy peligroso, ya que el láser lo podría tocar y lo dañaría.
Mecanismos
de alineación
Guías paralelas Guía cuadrada Guía en cola de milano Guía principal

38
• Base general: son desechas las ideas de las patas, debido a que el sistema debe ir sujeto o fijado a una superficie. Además, las planchas con perfil ovalado y hexagonal presentan mucha dificultad de maquinado y no proporciona puntos clave de fijación. • Mecanismos de alineación: se descarta la idea de las guías paralelas, ya que deben ser muy exactas para que no interfieran con el movimiento, por lo cual no podemos correr el riesgo de que el sistema se atasque en plena prueba con el láser. De esta manera los conceptos quedan de la siguiente manera: Figura 22. Conceptos para realizar las combinaciones
Recibir datos y traducir a valores numéricos
Microprocesador E1
A1
A2
Almacena o aceptar Energía externa
Toma de red
Eléctrica Baterías
D1 D2
Trasmisiones Piñones rectos Piñones con dientes inclinados
Piñones
Metales
Material Aluminio
Acero F1 F2
Morfología Rectangular Cuadrado
G1 G2
B1 B2 B3
Converso de energía en Móv. Rotacional
Eléctrica Motor DC Motor Paso a Paso
Motor PaP con reductor
Converso de móv. Rotacional a Móv.
Traslacional
Mecánica Piñón-cremallera Sistema tornillo sin fin-tuerca Sistema tornillo-tuerca
C1 C2 C3
Natural
Polímeros Porta-plaquetas Pinzas de polímero
Cajilla en vidrio
H1

39
Figura 22. Conceptos para realizar las combinaciones (Continuación) 5.5 CRITERIOS DE CLASIFICACIÓN PARA SELECCIÓN • Automático • Pequeño • Resistencia al láser • Fácil de programar • Poco mantenimiento • Fácil de adaptar • Liviano • Fácil de transportar • Fácil de instalar • Costo razonable • Fácil de reparar • Gran durabilidad • Preciso • Sujeto a una superficie • Una carga considerable Los datos de referencia para la matriz de tamizaje se obtuvieron de la Figura 5. Mesa de precisión XY. 5.6 MATRIZ PARA TAMIZAJE DE CONCEPTOS. Es analizaron todas las posibles combinaciones de los conceptos, obteniendo un total de 10 posibles combinaciones, comparando cada una con los criterios de selección se obtiene un orden de preferencia para las combinaciones. • 1 = A1-B1-C1-D1-E1-F1-G1-H1-I1-J1 • 2 = A2-B2-C2-D3-E1-F2-G2-H2-I2-J2 • 3 = A1-B3-C1-D2-E1-F1-G1-H1-I3-J3 • 4= A2-B1-C2-D3-E1-F2-G2-H2-I1-J1 • 5= A1-B2-C1-D2-E1-F1-G1-H1-I2-J2 • 6= A2-B3-C2-D3-E1-F2-G2-H2-I3-J3 • 7= A1-B1-C1-D1-E1-F2-G2-H1-I2-J2 • 8= A2-B3-C2-D3-E1-F1-G2-H2-I1-J1
Planchas
Base general
Con Perfil cuadrado Con Perfil redondo Con Perfil rectangular
I1 I2 I3
Mecanismos de alineación
Guía cuadrada Guía en cola de milano Guía principal
J1 J2 J3

40
• 9= A2-B3-C1-D2-E1-F1-G1-H1-I3-J2 • 10 = A2-B3-C2-D3-E1-F1-G1-H1-I1-J2 Tabla 3. Matriz de tamizaje de conceptos
5.7 DISEÑOS Los diseños de los dispositivos que pasaron son: Figura 23. Diseño No 9 en 3D
Conceptos
Criterios de selección 1 2 3 4 5 6 7 8 9 10 ref Automático 0 0 0 0 0 0 0 0 0 0 0 Pequeño - + + - 0 - - + + 0 0 Resistencia al láser + - + - + - + - + - 0 Fácil de programar - 0 0 - 0 0 - 0 0 0 0 Poco mantenimiento - 0 + - 0 + - + + + 0 Fácil de adaptar 0 0 0 0 0 0 0 0 0 0 0 Liviano 0 - 0 - 0 - - + + + 0 Fácil de transportar - + 0 - 0 - - + + + 0 Fácil de instalar 0 0 0 0 0 0 0 0 0 0 0 Costo razonable 0 + - + 0 + + - - - 0 Fácil de reparar + 0 - + 0 0 + - - 0 0 Gran durabilidad - 0 - 0 + 0 + 0 + + 0 Preciso - 0 + - + 0 - 0 + 0 0 Sujeto a una superficie 0 0 0 0 0 0 0 0 0 0 0 Una carga considerable - + - + - + - - - + 0 Positivos 2 4 4 3 3 3 4 4 7 5 Iguales 6 9 7 5 11 8 4 7 5 8 Negativos 7 2 4 7 1 4 7 4 3 2 Puntuación -5 2 0 -4 2 -1 -3 0 4 3 Orden 10 3 6 9 4 7 8 5 1 2 ¿Continuar? NO SI NO NO SI NO NO NO SI SI

41
(Continuación Figura 23.)
Figura 24. Diseño No 10 en 3D
MATERIAL: Aluminio MORFOLOGIA: Rectangular MOTORES: PaP ENGRANAJES: piñón-cremallera, piñones cónicos, piñones rectos PORTA-PLAQUETA: Pinzas de polímero
MATERIAL: Aluminio MORFOLOGIA: Rectangular MOTORES: PaP con reductores ENGRANAJES: sinfín-tuerca y piñones cónicos PORTA-PLAQUETA: Pinzas de polímero

42
Figura 25. Diseño No 2 en 3D
Figura 26. Diseño No 5 en 3D
MATERIAL: Acero MORFOLOGIA: cuadrada MOTORES: PaP ENGRANAJES: sinfín-tuerca y piñones cónicos PORTA-PLAQUETA: cajilla de vidrio

43
(Continuación Figura 26.)
MATERIAL: Alumínio MORFOLOGIA: rectangular MOTORES: PaP ENGRANAJES: piñón-cremallera y piñones de dientes inclinados PORTA-PLAQUETA: pinzas en polímero

44
6. ARQUITECTURA DE PRODUCTOS
6.1 RELACION ENTRE ELEMENTOS FUNCIONALES Y FISICOS Tabla 4. Relación de los elementos del sistema
6.2 ESQUEMA DEL PRODUCTO Figura 27. Esquema del producto
ELEMENTOS FISICOS RELACION ELEMENTOS FUNCIONALES Microprocesador G Movimiento X A Guía móvil A,B,F Movimiento Y B Guía fija A,B,F Uniones generales C Cremallera A,B Elemento Terminal D Piñón(cremallera) A,B Soporte general E Porta-plaquetas D,E Alineación F Eje del piñón-cremallera
A,B,F Lógica del sistema G
Piñones cónicos A Protección de la plaqueta H Pinzas de polímetro D Lamina sujeta motor E Lamina de soporte E,F Cilindro soporte E,F Plancha de base E Shouter H Piñones rectos B
PROCESAMIENTO
Guía móvil. (Móv. X)
Eje piñón (cremallera)
Piñón cónico
MOTO
DRIVER Y PROTECCI
DRIVER Y PROTECCI
MOTOR
SOPORTE
Guía fija (Móv. Y)
A
Piñón recto
Eje piñón (cremallera)
Guía móvil. (Móv. Y)
C
Porta-plaqueta
Pinzas de polímero
Lámina y cilindro de
soporte Guía fija (Móv. X)
SOPORTE
A
B
B
C
PLANCHA DE BASE
PC
45
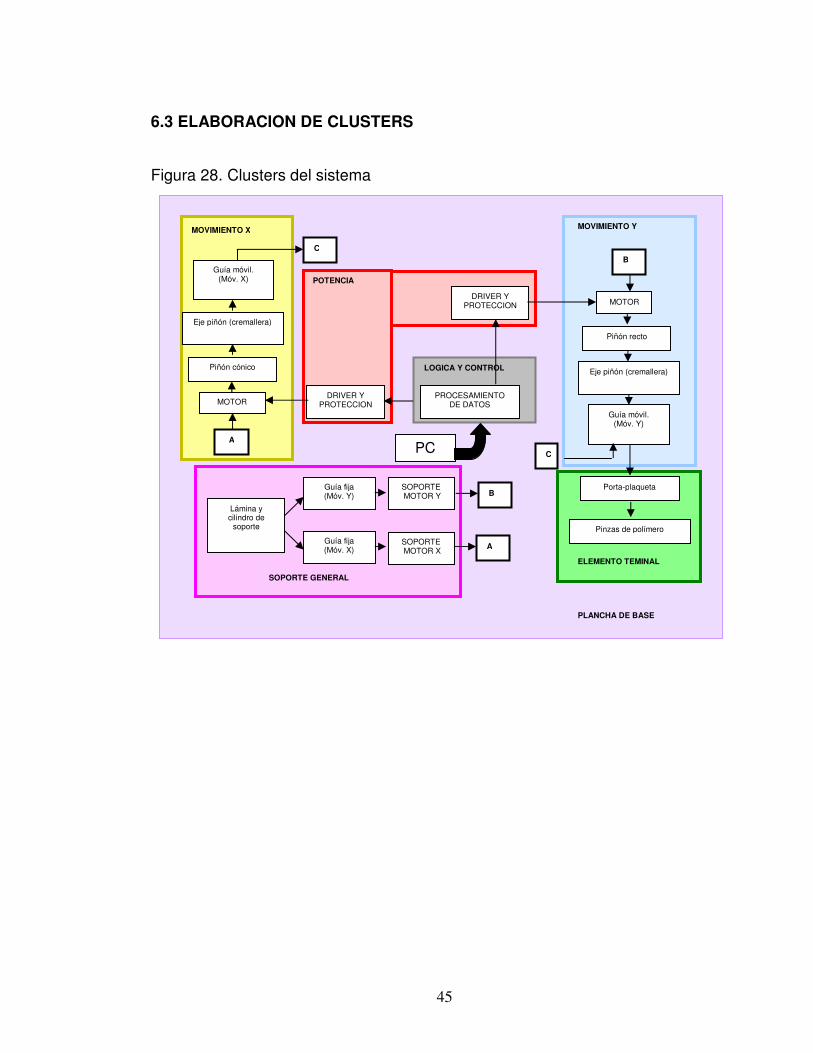
6.3 ELABORACION DE CLUSTERS Figura 28. Clusters del sistema
LOGICA Y CONTROL
PROCESAMIENTO DE DATOS
Guía móvil. (Móv. X)
Eje piñón (cremallera)
Piñón cónico
MOTOR
DRIVER Y PROTECCION
DRIVER Y PROTECCION
MOTOR
SOPORTE MOTOR Y
Guía fija (Móv. Y)
A
Piñón recto
Eje piñón (cremallera)
Guía móvil. (Móv. Y)
C
Porta-plaqueta
Pinzas de polímero
Lámina y cilindro de
soporte
Guía fija (Móv. X)
SOPORTE MOTOR X
A
B
B C
PLANCHA DE BASE
POTENCIA
MOVIMIENTO Y MOVIMIENTO X
ELEMENTO TEMINAL
SOPORTE GENERAL
PC
46
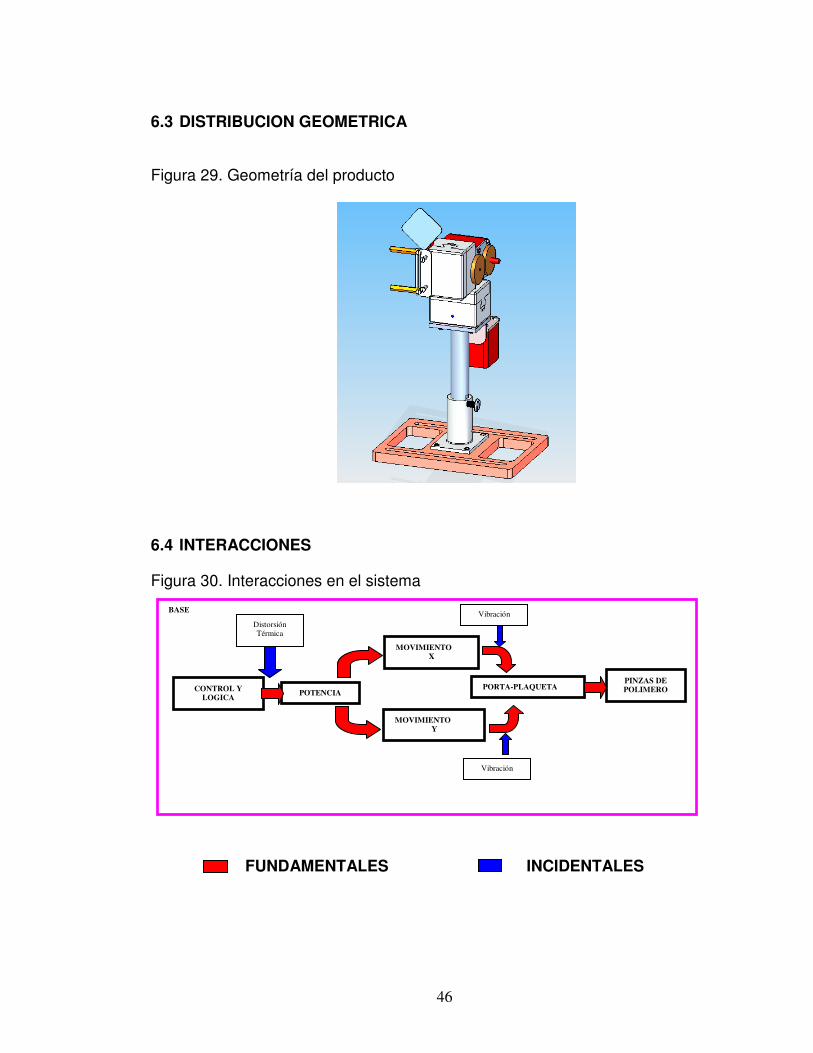
6.3 DISTRIBUCION GEOMETRICA Figura 29. Geometría del producto
6.4 INTERACCIONES Figura 30. Interacciones en el sistema
FUNDAMENTALES INCIDENTALES
BASE
MOVIMIENTO X
MOVIMIENTO Y
PORTA-PLAQUETA PINZAS DE POLIMERO POTENCIA
CONTROL Y LOGICA
Distorsión Térmica
Vibración
Vibración

47
7. ARQUITECTURA DE COMPONENTES ELECTRÓNICO
7.1 REQUISITOS Para los requisitos electrónicos del sistema, debemos tomar en cuenta los requisitos del cliente como los primeros parámetros de selección de los componentes electrónicos: • El dispositivo Debe ser automático • El dispositivo Debe ser pequeño • El dispositivo Debe tener resistencia al láser • El dispositivo Debe ser fácil de programar • El dispositivo Requiere poco mantenimiento • El dispositivo Debe ser fácil de adaptar • El dispositivo Debe ser liviano • El dispositivo Debe ser fácil de transportar • El dispositivo Debe ser fácil de instalar • El dispositivo Debe tener un costo razonable • El dispositivo Debe ser fácil de reparar • El dispositivo Debe ser de gran durabilidad • El dispositivo Debe ser preciso • El dispositivo Debe estar sujeto a una superficie • El dispositivo Debería manipular una carga considerable • El dispositivo Debe ser portátil 7.2 ESPECIFICACIONES • Control Y Lógica: para este requerimiento, usaremos un microcontrolador PIC16F877, el cual posee todas las características para nuestro diseño.
• Potencia: para este requerimiento se recurrirá al uso del drive ULN2003, con el cual obtendremos una buena salida de corriente para el motor paso a paso y además un acople de impedancias.
• Sensores: no poseerá sensores, debido a que el sistema debe ser portátil y liviano, por lo cual solo será controlado mediante los pasos del motor.

48
• Comunicación: para la comunicación entre el PC y el micro se usara el MAX232, el cual es el driver para la comunicación serial entre el microcontrolador y el PC.
7.3 DISEÑO ARQUITECTURAL Para esto, usaremos la herramienta de software PROTEUS, con la cual simularemos la parte electrónica del circuito, la cual se dispondrá de la siguiente manera: • Control Y Lógica: simularemos el PIC16F877 , con un programa hecho en PICC Figura 31. Microcontrolador PIC16F877
• Potencia: Figura 32. Drive ULN2003

49
• Comunicación Figura 33. Drive para la comunicación serial
7.4 DISEÑO LÓGICO El circuito conectado, quedaría de la siguiente forma: Figura 34. Circuito electrónico del posicionador

50
7.5 CODIGO FUENTE En este punto, se mostrará algunos trozos de código fuente del microcontrolador en lenguaje C. 7.5.1 Movimiento de motores. L=getc(); // comando en C para capturar el bit de dirección que envía la interfaz. • Mover el motor x a la derecha If(l==’1’) { // compara si el bit de dirección es 1 K= p/4 // divide el numero de pasos mandado por la interfaz entre 4, ya que la rutina posee 4 pasos y no solo 1.
For(i==0;i<k;i++){ output_c(0x06); ///// HORARIO delay_ms(250); // retardo para que se energice las bobinas output_c(0x0c); delay_ms(250); output_c(0x09); delay_ms(250); output_c(0x03); delay_ms(250); }
} • Mover el motor x a la izquierda If(l==’0’) { K= p/4
For(i==0;i<k;i++){ output_c(0x09); /////// ANTIHORARIO delay_ms(250); output_c(0x0c); delay_ms(250); output_c(0x06); delay_ms(250); output_c(0x03); delay_ms(250);} }
}

51
• Mover el motor Y a la abajo If(l==’2’) { K= p/4
For(i==0;i<k;i++){ output_b(0x06); ///// HORARIO
delay_ms(250); output_b(0x0c); delay_ms(250); output_b(0x09); delay_ms(250); output_b(0x03); delay_ms(250); }
} • Mover el motor Y a la arriba If(l==’3’) { K= p/4
For(i==0;i<k;i++){ output_b(0x09); /////// ANTIHORARIO delay_ms(250); output_b(0x0c); delay_ms(250); output_b(0x06); delay_ms(250); output_b(0x03); delay_ms(250);} }
} 7.5.2 Comunicación serial. Para ello, debemos configurar la comunicación tanto en el microcontrolador como en la interfaz, es decir: la misma velocidad de transmisión. Además de est6o, se debe manejar dicha comunicación como una interrupción, ya que el micro no puede solo estar esperando algun dato siempre, sino que también debe atender otras tareas. Por lo tanto la configuración de la comunicación serial en código C es: #use rs232 (baud=9600,Xmit=pin_c6,Rcv=pin_c7) // configura los pines de trasmisión, recepcion y la velocidad de estos procesos.

52
Esto debe ir en el main del programa: ENABLE_INTERRUPTS(INT_RDA); // habilita la interrupción de la comunicación serial ENABLE_INTERRUPTS(GLOBAL); // habilita todas las interrupciones Después de esto, si se presenta alguna interrupción, debe ir a un método, el cual se ejecutara siempre que se presente una interrupción por comunicación serial. Este método es: #int_rda // directiva de la interrupción Void rs(){ // declaración del método
I++; If(I==1){ X=getc(); // recibe coordenada X inicial del programa } If(I==2){ Y= getc();// recibe coordenada Y inicial del programa
} If(I==3){
L= getc();// recibe bit de dirección } If(I==4){
p= getc();// recibe numero de pasos i=0;
} }

53
8. DISEÑO DETALLADO 8.1 MATERIAL Para la fabricación del dispositivo se utilizara el aluminio debido a sus propiedades físicas y mecánicas. � Aluminio: Características físicas • Entre las características físicas del aluminio, destacan las siguientes: • Es un metal ligero, cuya densidad o peso específico es de 2700 kg/m3 (2,7 veces la densidad del agua). • Tiene un punto de fusión bajo: 660ºC (933 K). • El peso atómico del aluminio es de 26,9815. • Es de color blanco brillante. • Buen conductor del calor y de la electricidad. • Resistente a la corrosión, gracias a la capa de Al2O3 formada. • Abundante en la naturaleza. • Material fácil y barato de reciclar. • Material resistente a los láser � Características mecánicas • Entre las características mecánicas del aluminio se tienen las siguientes: • De fácil mecanizado. • Muy maleable, permite la producción de láminas muy delgadas. • Bastante dúctil, permite la fabricación de cables eléctricos. • Material blando (Escala de Mohs: 2-3). Límite de resistencia en tracción 160-200 N/mm2 [160-200 MPa] en estado puro, en estado aleado el rango es de 1400-6000 N/mm2. El duraluminio es una aleación particularmente resistente. • Material que forma aleaciones con otros metales para mejorar las propiedades mecánicas. • Permite la fabricación de piezas por fundición, forja y extrusión. • Material soldable y con CO2 absorbe el doble del impacto

54
� Acero inoxidable 304: Las características Excelente resistencia a la corrosión a una amplia variedad de medios corrosivos, incluyendo productos de petróleo caliente y gases de combustión. Resistente a la corrosión en servicio intermitente hasta 871ºC (1600º F) y hasta 926º C (1700º F) en servicio continúo. Excelente soldabilidad, utilizar electrodos tipo 308S. Poco maquinable: 45% del acero 1212, se recomiendan velocidades de 40 a 85 pies de superficie / min.
Se utiliza en la industria química, alimenticia, textil y petrolera, para piezas varias y partes que requieran ser soldadas; para fabricar flechas, tuercas, tornillos, partes para válvulas, cuchillería, artículos domésticos, etc..
8.2 PESO DEL SISTEMA
Dado que en las métricas del sistema, se tenia un peso entre 1.5 a 3.5 Kg, se puede afirmar que el prototipo ha de cumplir con el peso buscado ya que gracias a simulaciones en Solid Edge, se puede observar que el diseño solo pesará 2.6 Kg, lo cual es muy bueno para el usuario.
Figura 35. Simulación del peso total del sistema

55
8.3 DIMENSIONES GENERALES DEL DISEÑO
A continuación, se mostrara que estas dimensiones, satisfacen en su totalidad a las métricas de dimensiones establecidas en todos sus aspectos.
Todas las dimensiones vienen dadas en mm.
Figura 36. Dimensiones del sistema

56
8.4 RESOLUCIÓN Y PRECISION DEL DISEÑO Se basó en que el juego máximo entre dientes que puede obtener un modulo 1 es de 0.025 mm1, podemos obtener la precisión del sistema, al igual que su resolución. 4 • Método datos tabla: Conociendo que el juego entre dientes es de 0.025mm, tenemos:
Figura 37. Juego entre dientes Por lo tanto, la perdida entre un movimiento a otro seria de 0.025mm+0.025mm, lo que es igual a 0.05 mm. Es decir que si se da la orden de moverse 1mm, en realidad solo se desplazara 0.95 mm, lo cual lo deja dentro de nuestra precisión, la cual es de 0.1mm, por lo cual el rango estaría entre 1.05 mm y 0.95 mm. Dando así una resolución minima es de 0.05 mm, pero por cuestiones de seguridad, se dio una resolución de 0.1 mm, ya que la resolución debe ser siempre mayor a la precisión.
1 CAMPABADAL MARTÍ, José. Engranajes. Barcelona: Ediciones Ariel, S. L., 1991. p. 60.
Juego de 0.025 mm entre sistema piñón-
cremallera
Juego de 0.025 mm, entre
dos piñones rectos

57
8.5 CAPACIDAD DE CARGA
El dispositivo soporta hasta una carga de 400 g, lo cual es ideal y superior a las especificaciones, dando un factor de seguridad de aproximadamente 3.5.
8.6 COSTO
El costo del dispositivo es de $ 741.000, lo cual esta dentro del rango del costo dado en las especificaciones
8.7 VIDA ÚTIL Y FIRMEZA
La vida útil del sistema, será de 4 años y su firmeza es de 5, gracias a su base que brinda una seguridad excelente.
8.8 MOTORES
Para seleccionar los motores, debemos conocer el torque mínimo que necesitamos, como el caso mas critico esta en el eje X, ya que este elemento, carga la parte del eje Y con su respectivo motor. Es por ello que si encontramos el torque mínimo para este caso, cumplirá topados los requerimientos del eje Y.
PiñonRadioX
cineticaFuerzaFk
UkFFk
XFkT
=
=
=
=
*
*min
Entonces, se encuentra la fuerza: Figura 38. Diagrama de cuerpo Libre
F
Uk Movimiento
58
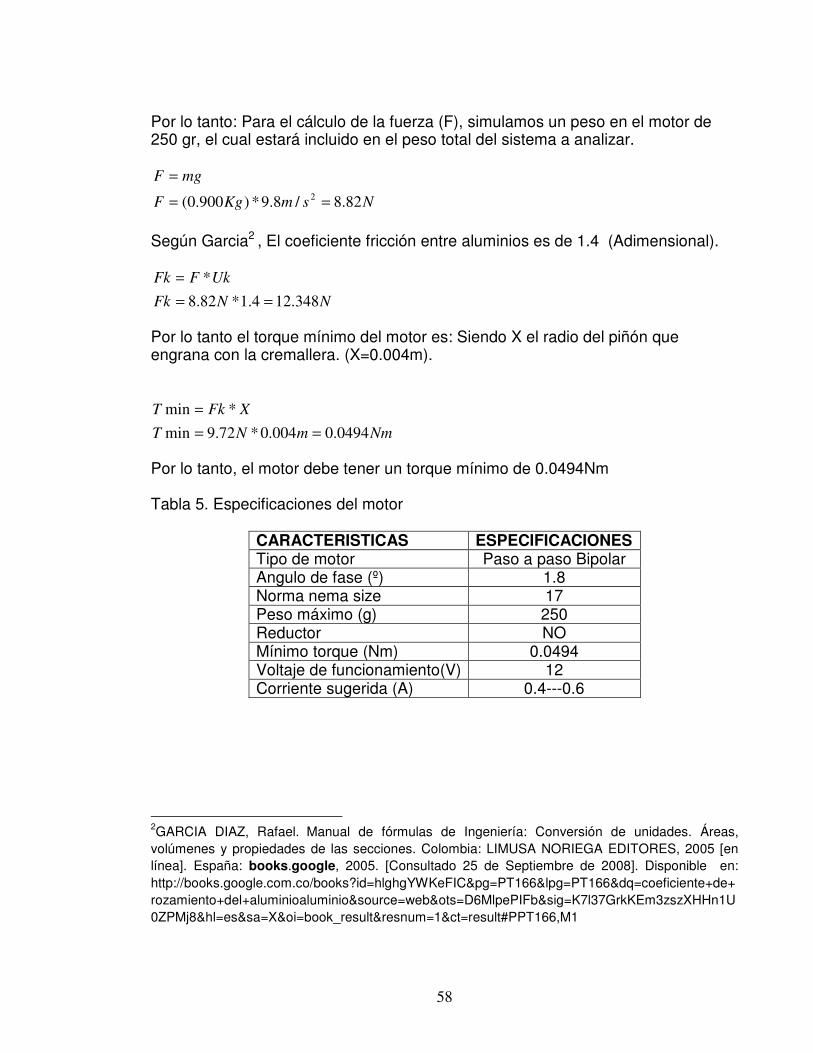
Por lo tanto: Para el cálculo de la fuerza (F), simulamos un peso en el motor de 250 gr, el cual estará incluido en el peso total del sistema a analizar.
NsmKgF
mgF
82.8/8.9*)900.0( 2==
=
Según Garcia2 , El coeficiente fricción entre aluminios es de 1.4 (Adimensional).
NNFk
UkFFk
348.124.1*82.8
*
==
=
Por lo tanto el torque mínimo del motor es: Siendo X el radio del piñón que engrana con la cremallera. (X=0.004m).
NmmNT
XFkT
0494.0004.0*72.9min
*min
==
=
Por lo tanto, el motor debe tener un torque mínimo de 0.0494Nm Tabla 5. Especificaciones del motor
CARACTERISTICAS ESPECIFICACIONES Tipo de motor Paso a paso Bipolar Angulo de fase (º) 1.8 Norma nema size 17 Peso máximo (g) 250 Reductor NO Mínimo torque (Nm) 0.0494 Voltaje de funcionamiento(V) 12 Corriente sugerida (A) 0.4---0.6
5 2GARCIA DIAZ, Rafael. Manual de fórmulas de Ingeniería: Conversión de unidades. Áreas, volúmenes y propiedades de las secciones. Colombia: LIMUSA NORIEGA EDITORES, 2005 [en línea]. España: books.google, 2005. [Consultado 25 de Septiembre de 2008]. Disponible en: http://books.google.com.co/books?id=hlghgYWKeFIC&pg=PT166&lpg=PT166&dq=coeficiente+de+rozamiento+del+aluminioaluminio&source=web&ots=D6MlpePIFb&sig=K7l37GrkKEm3zszXHHn1U0ZPMj8&hl=es&sa=X&oi=book_result&resnum=1&ct=result#PPT166,M1

59
8.9 CALCULO DE ENGRANES 8.9.1 Engranajes rectos. Para dicho análisis, inicialmente solo tenemos la distancia entre ejes la cual es de 36mm. Figura 39. Relación entre engranaje y piñón.
Como a distancia entre ejes es de 36 mm, se debe escoger 2 radios de circunferencias que tengan una delación 2:1, las cuales cumplan con la distancia anterior. Estos radios significaran los radios de la circunferencia primitiva de cada uno de los engranajes. Es por ello que hemos tomado: Dpe=48mm Dpp=24mm • Calculo de número de dientes Para encontrar el número de dientes se hará uso de la siguiente expresión:
En donde: m= modulo en mm z=numero de dientes. Para nuestro caso, se escogerá el modulo como 1mm3 (m=1mm), y ya teniendo el Diámetro primitivo de cada elemento (Dp), podemos calcular el número de dientes para cada uno, mediante la expresión [1]: 6
3 ENTREVISTA con Marco Vargas, Trabajador de la empresa SERTEC. Colombia. Cali, 10 de Septiembre de 2008
Piñón (p) Engrane (e)

60
• Calculo de los diámetros exteriores, diámetros base y diámetros de la raíz Para ello se emplearan las siguientes expresiones:
ExteriorDiametrozmDe )2( +=
RaizDiametromDpDr )25.1(2−= [4]
A continuación, reemplazando los valores de cada elemento en las expresiones [2], [3]y [4], se obtiene:
mmmmmmmDpeDre 5.455.248)1*25.1(248)25.1(2 =−=−=−= mmmmmmmDppDrp 5.215.224)1*25.1(224)25.1(2 =−=−=−=
• Calculo de Razón de contacto (Mc) Para ello, se usa la siguiente expresión:
En donde: Z= la longitud de acción Pb=paso base Por lo tanto, la longitud de acción Z, cual se define mediante la siguiente expresión:
Siendo: ree=radio externo del engranaje rep=radio externo del piñón rbe=radio base del engranaje rbp=radio base del piñón C=distancia entre centros α=Angulo de presión (20°) Por lo tanto, reemplazando en la expresión [5], se tiene:
[2]
[3]
[6]
[5]
61
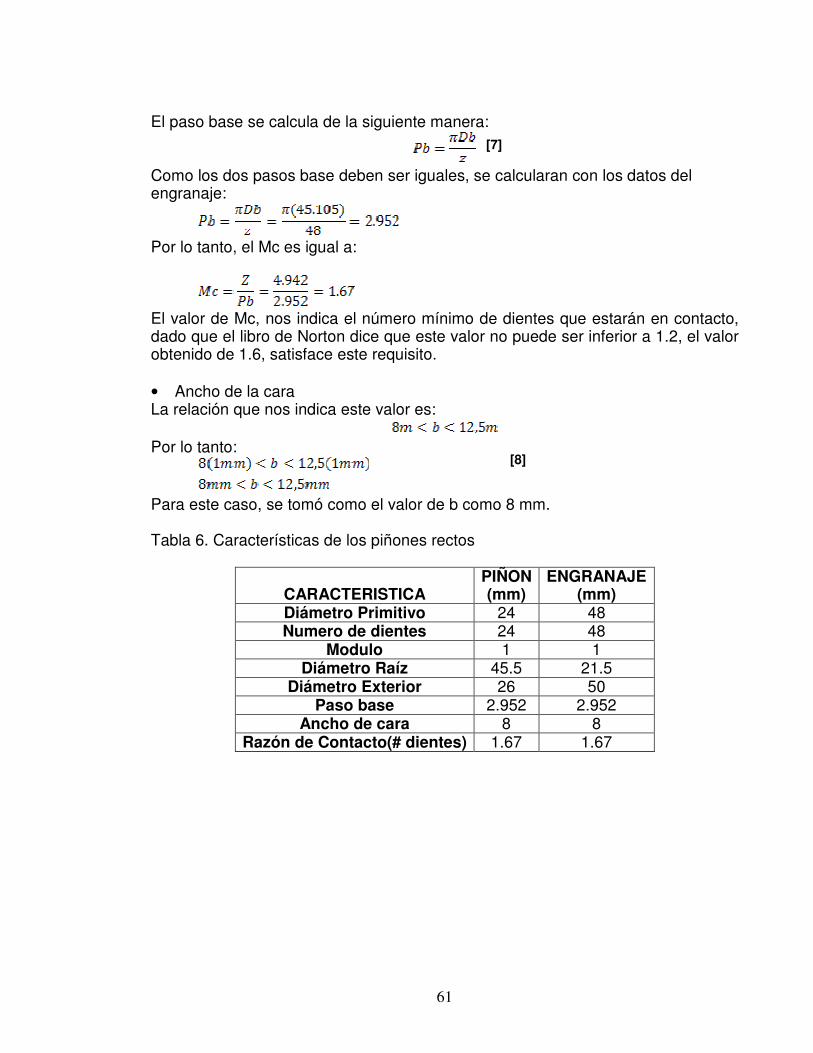
El paso base se calcula de la siguiente manera:
Como los dos pasos base deben ser iguales, se calcularan con los datos del engranaje:
Por lo tanto, el Mc es igual a:
El valor de Mc, nos indica el número mínimo de dientes que estarán en contacto, dado que el libro de Norton dice que este valor no puede ser inferior a 1.2, el valor obtenido de 1.6, satisface este requisito. • Ancho de la cara La relación que nos indica este valor es:
Por lo tanto:
Para este caso, se tomó como el valor de b como 8 mm. Tabla 6. Características de los piñones rectos
CARACTERISTICA
PIÑON (mm)
ENGRANAJE (mm)
Diámetro Primitivo 24 48 Numero de dientes 24 48
Modulo 1 1 Diámetro Raíz 45.5 21.5
Diámetro Exterior 26 50 Paso base 2.952 2.952
Ancho de cara 8 8 Razón de Contacto(# dientes) 1.67 1.67
[7]
[8]

62
8.9.2 Engranajes cónicos. Para dicho análisis, inicialmente solo se tiene la distancia de cada uno de los ejes al borde del sistema, así: Figura 40. Representación distancias de los ejes del posicionador.
Como la distancia del eje del motor hasta el borde del porta motor es de 30mm, el diámetro primitivo del engrane, no debe sobrepasar los 25mm, ya que de ser así, al encontrar el diámetro exterior, excedería el espacio en el cual se podría montar el engrane, además de ello no quedaría espacio para que el engrane gire. De igual forma para el eje del piñón de la cremallera, el diámetro primitivo del piñón, no debe exceder los 25mm, ya que podría ocurrir lo mencionado anteriormente. Es por ello que se ha tomado: Dpe=40mm Dpp=20mm • Calculo del Angulo del piñón
Para ello se debe realizar un análisis geométrico:
Figura 41. Vista de ángulos y distancias para análisis
30
34
€
63
Por lo tanto:
º646.27524.0tan21
11tan£ 1-1-
===
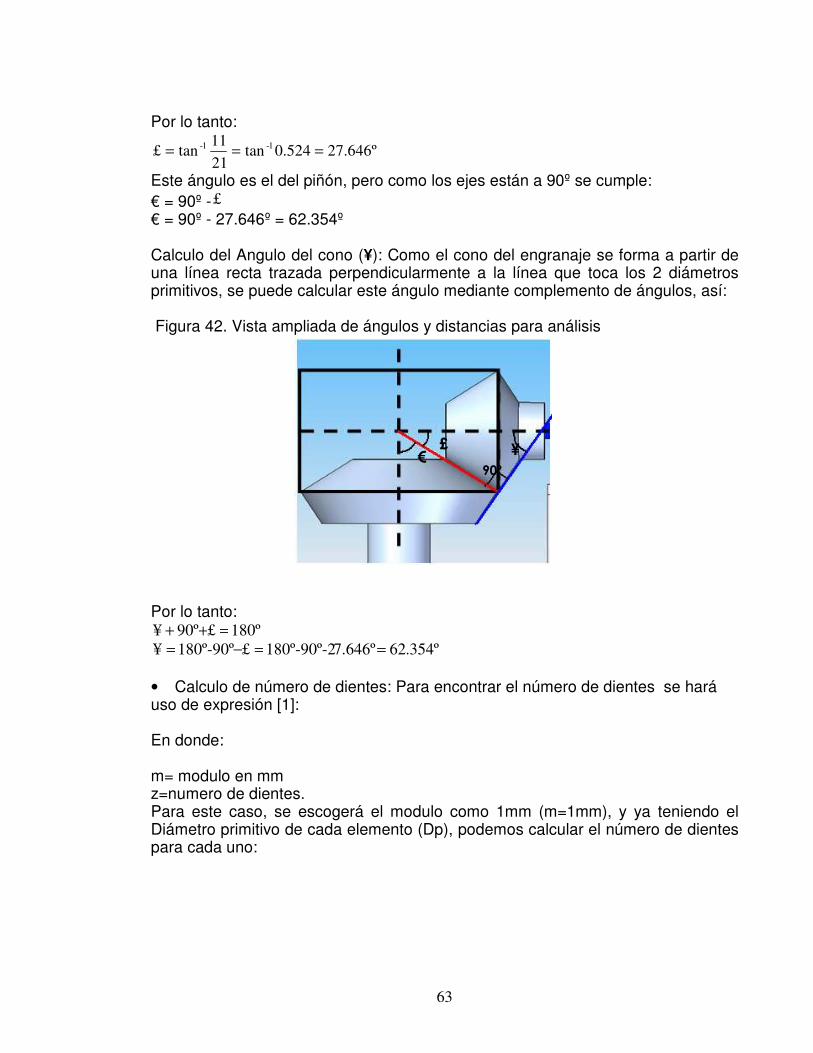
Este ángulo es el del piñón, pero como los ejes están a 90º se cumple: € = 90º -£ € = 90º - 27.646º = 62.354º Calculo del Angulo del cono (¥): Como el cono del engranaje se forma a partir de una línea recta trazada perpendicularmente a la línea que toca los 2 diámetros primitivos, se puede calcular este ángulo mediante complemento de ángulos, así: Figura 42. Vista ampliada de ángulos y distancias para análisis
Por lo tanto:
180º£90º¥ =++ º354.627.646º180º-90º-2£180º-90º¥ ==−=
• Calculo de número de dientes: Para encontrar el número de dientes se hará uso de expresión [1]: En donde: m= modulo en mm z=numero de dientes. Para este caso, se escogerá el modulo como 1mm (m=1mm), y ya teniendo el Diámetro primitivo de cada elemento (Dp), podemos calcular el número de dientes para cada uno:
£ €
¥
90º

64
dientesmm
mm
m
Dpeze 40
1
40===
dientesmm
mm
m
Dpeze 20
1
20===
• Calculo de los diámetros exteriores, diámetros base y de raíz Para ello se emplearan las expresiones [2],[3],[4]; de lo cual se obtiene:
mmmmzemDee 42)240(1)2( =+=+= mmmmzemDep 22)220(1)2( =+=+=
mmCosCosDpeDbe 588.37º20*40* === α mmCosCosDppDbp 794.18º20*20* === α
mmmmmmmDpeDre 5,375.240)1*25.1(240)25.1(2 =−=−=−= mmmmmmmDppDrp 5.175.220)1*25.1(220)25.1(2 =−=−=−=
• Calculo de Razón de contacto (Mc) Para ello, se usa la expresión [5]: En donde: Z= la longitud de acción Pb=paso base Por lo tanto, la longitud de acción Z, cual se define mediante la expresión [6]:
Siendo: ree=radio externo del engranaje rep=radio externo del piñón rbe=radio base del engranaje rbp=radio base del piñón C=distancia entre centros α=Angulo de presión (20°) Por lo tanto:
mmmmzemDee 42)240(1)2( =+=+= mmmmzemDep 22)220(1)2( =+=+=
mmCosCosDpeDbe 588.37º20*40* === α mmCosCosDppDbp 794.18º20*20* === α
0)397.911()794.1821( 2/1222/122
−−+−=Z 087.150718.5369.9 =−+=Z
El paso base se calcula por medio de la expresión [7]:

65
Como los dos pasos base deben ser iguales, se calcularan con los datos del engranaje:
952.240
)588.37(===
mm
z
DbPb
ππ
Por lo tanto, el Mc es igual a:
11.5952.2
087.15===
Pb
ZMc
Con esto, aseguramos que los dientes que estarán en contacto son 5.11 dientes • Ancho de la cara La relación que nos indica este valor es:
Por lo tanto:
Para el caso, se adopto el valor de b como 12mm. Tabla 7. Características de los piñones cónicos
CARACTERISTICA
PIÑON (mm)
ENGRANAJE (mm)
Diámetro Primitivo 20 40 Numero de dientes 20 40
Modulo 1 1 Angulo del cono primitivo 27.646 62.354º
Angulo del cono complementario
62.354 62.354
Diámetro Raíz 17,5 37,5 Diámetro Exterior 22 42
Paso base 2.952 2.952 Ancho de cara 12 12
Razón de Contacto(# dientes)
5.11 5.11
8.9.3 Sistema Piñón – Cremallera. Este tipo de sistemas se analizan como si fueran engranajes de piñones rectos, considerando el diámetro exterior de la cremallera como infinito.

66
Tabla 8. Numero mínimo de dientes del piñón de la cremallera
ANGULO DE PRESION (GRADOS) NUMERO MINIMO DE DIENTES 14.5 32 20 18 25 12
Fuente: NORTON L, Robert. Diseño de maquinas. 1era Edición. México: Prentice Hall. 1999. 420 p.
Por lo tanto: Se inicio de la información de la tabla numero 5, la cual indica que el numero recomendado de dientes para el piñón es de 18 dientes y un modulo de 0.3mm4. La distancia entre ejes es de 6mm: Figura 43. Ubicación de distancias entre ejes
Como la distancia entre ejes es de 6 mm, se encontrarán 2 radios de circunferencias que tengan una relación 1:1, las cuales cumplan con la distancia anterior. Estos radios significaran los radios de la circunferencia primitiva de cada uno de los engranajes. 7 4 ENTREVISTA con Alexander Enríquez, Dueño del Taller Mecanitec de Occidente. Colombia. Cali, 1 de Septiembre de 2008.

67
Es por ello que hemos tomado: Dpc=6mm Dpp=6mm • Calculo de número de dientes: para encontrar el número de dientes se hará uso de la expresión [1]: En donde: m= modulo en mm z=numero de dientes. Para el caso, se escogerá el modulo como 1mm (m=1mm), y ya teniendo el Diámetro primitivo de cada elemento (Dp), se calculó el número de dientes para cada uno:
dientesmm
m
Dppzp 20
3.0
6===
Para definir el número de dientes de la cremallera, se debe encontrar el paso diametral y verificar cuantos pasos alcanzan en la longitud de la cremallera. Por lo tanto, el paso diametral (Pd) se define así:
Como no se tiene un diámetro de la cremallera se usará los datos del piñón:
mmmm
zp
DppPc 943.0
20
*6*===
ππ
Como la longitud de la cremallera es de 45mm:
dientesmm
CircularPaso
cremalleralonguitudzc 72,47
943.0
45===
• Calculo de los diámetros exteriores y diámetros base: para ello se emplearan las siguientes expresiones:
ExteriorDiametrozmDe )2( +=
De lo cual se obtiene:
mmmmzmDe 8.7)220(3.0)2( =+=+=
[9]

68
• Calculo de Razón de contacto (Mc): dado que el Dec es infinito, el resultado de la razón de contacto será infinito • Ancho de la cara La relación que indica este valor es:
Por lo tanto, el ancho de la cara del piñón es de:
Para este caso, el valor de b como 8mm. 8.10 SIMULACION Para corroborar el buen diseño, se han simulado los esfuerzos que debería soportar el sistema, al ser colocada una plaquita de aproximadamente 150g. Cabe destacar que ninguna plaqueta para guías de ondas va a pesar más de 100g, pero por cuestiones de análisis se ha tomado un peso superior a este, con el fin de asegurar el buen funcionamiento del prototipo. Para ello se hará uso de un software CAE, el cual mostrara los resultados de nuestro análisis. 8.10.1 Características del mallado. Para este caso, se ha tomado las siguientes características:
Figura 44. Opciones de mallado del modelo
Siendo el porcentaje del tamaño de malla el 80% y los elementos de la malla tetraedros y cubos.
69
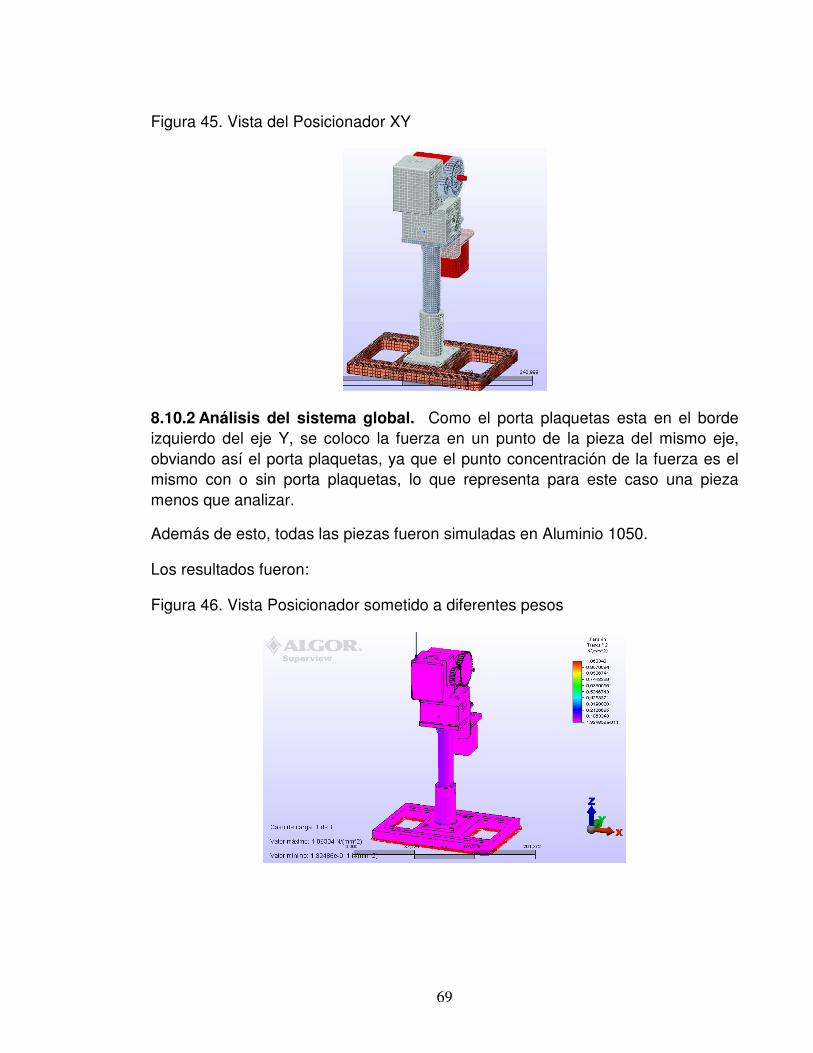
Figura 45. Vista del Posicionador XY
8.10.2 Análisis del sistema global. Como el porta plaquetas esta en el borde izquierdo del eje Y, se coloco la fuerza en un punto de la pieza del mismo eje, obviando así el porta plaquetas, ya que el punto concentración de la fuerza es el mismo con o sin porta plaquetas, lo que representa para este caso una pieza menos que analizar.
Además de esto, todas las piezas fueron simuladas en Aluminio 1050. Los resultados fueron: Figura 46. Vista Posicionador sometido a diferentes pesos

70
(Continuación Figura 46)
De ello podemos concluir que el sistema podrá soportar la carga sin ningún problema, ya que factor de seguridad es muy elevado, lo que representa que ninguna pieza sufrirá alguna grieta, ni mucho menos un rompimiento. 8.10.3 Análisis en caso critico. Como ya se observo anteriormente, el sistema puede soportar la carga sin ningún problema, pero en el anterior modelo, simulamos el sistema en una forma oprima, es decir en su posición inicial, lo cual indica que el prototipo esta completamente estable y sus pesos balanceados.
En este nuevo estudio, tomaremos cada una de las piezas del eje X y las analizaremos de forma individual, con el fin de encontrar algún error de diseño o de material, en una posición critica para el sistema, ya que el eje Y estará desplazado a su máximo rango, lo cual implica que todas las partes del eje X estarán bajo cargas máximas. Se ha tomado el eje X como base de este estudio, ya que las partes que lo componen son las que mas deben soportar peso y carga, puesto deben soportar al eje Y.

71
Los resultados de este análisis fueron: Figura 47. Vista eje X como base de estudio a diferentes pesos.
De ello se puede concluir que exteriormente, todas las partes soportan la carga aplicada y ninguna de ellas sufre graves deformaciones, las cuales puedan afectar el buen funcionamiento del sistema. De igual forma, se puede observar que el factor de seguridad es muy alto, lo que corrobora la afirmación anterior. Ahora, se analizara pieza por pieza:
72
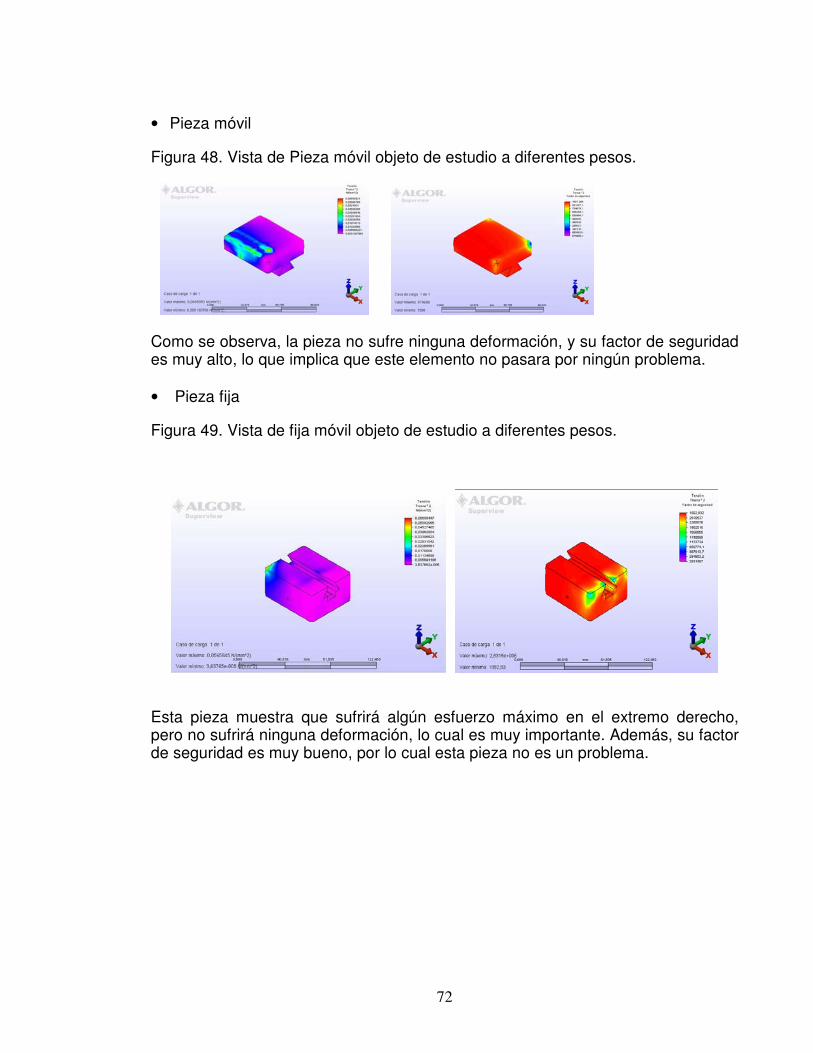
• Pieza móvil
Figura 48. Vista de Pieza móvil objeto de estudio a diferentes pesos.
Como se observa, la pieza no sufre ninguna deformación, y su factor de seguridad es muy alto, lo que implica que este elemento no pasara por ningún problema. • Pieza fija
Figura 49. Vista de fija móvil objeto de estudio a diferentes pesos.
Esta pieza muestra que sufrirá algún esfuerzo máximo en el extremo derecho, pero no sufrirá ninguna deformación, lo cual es muy importante. Además, su factor de seguridad es muy bueno, por lo cual esta pieza no es un problema.

73
• Piñón de la cremallera
Figura 50. Vista de Piñón- cremallera objeto de estudio a diferentes pesos.
No posee ningún problema. • Cremallera
Figura 51. Vista cremallera objeto de estudio a diferentes pesos.
En esta pieza, se puede afirmar que no sufrirá ningún problema, ya que su factor de seguridad es muy alto.
74
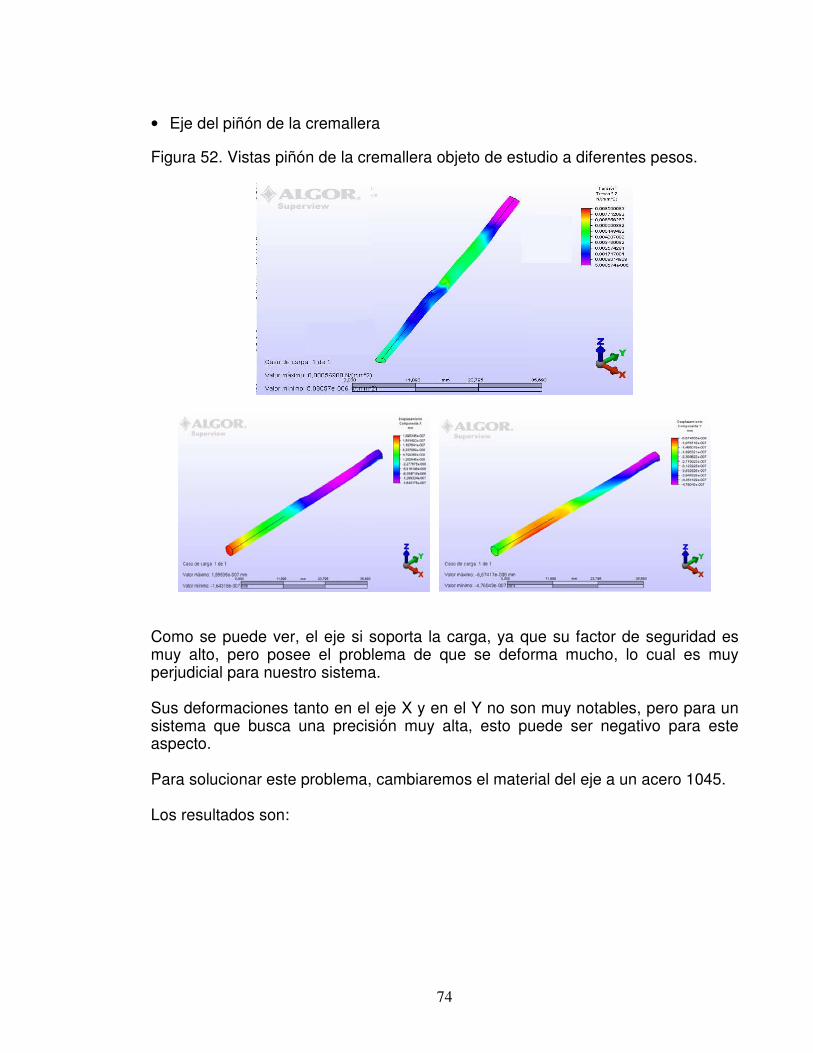
• Eje del piñón de la cremallera
Figura 52. Vistas piñón de la cremallera objeto de estudio a diferentes pesos.
Como se puede ver, el eje si soporta la carga, ya que su factor de seguridad es muy alto, pero posee el problema de que se deforma mucho, lo cual es muy perjudicial para nuestro sistema. Sus deformaciones tanto en el eje X y en el Y no son muy notables, pero para un sistema que busca una precisión muy alta, esto puede ser negativo para este aspecto. Para solucionar este problema, cambiaremos el material del eje a un acero 1045. Los resultados son:

75
Figura 53. Vistas piñón de la cremallera objeto de estudio a diferentes pesos con acero inoxidable 304.
Como se observa, los resultados son mas satisfactorios, ya que el eje no presenta demasiadas deformaciones, lo cual es optimo para nuestro sistema.

76
9. PROTOTIPADO 9.1 PROTOTIPOS UTILIZADOS Y SUS FUNCIONES Durante el proceso de desarrollo se generaron diversos prototipos: Prototipo 1: Prototipos del diseño para el circuito electrónico, montados en un protoboard. Esto con el fin de probar el funcionamiento real del diseño de la electrónica que llevara el sistema. Prototipo 2: Prototipos analíticos de los mecanismos usando herramientas CAD, especialmente para analizar las dimensiones del producto. Es se te utilizo para obtener una idea de la forma definitiva, y de las tolerancias permisibles. Para tal propósito se uso Solid Edge. Prototipo 3: Prototipo analítico-parcial del programa que guiara al sistema, usando herramientas de depuración cómo es PICC. Estos prototipos tienen la finalidad de verificar que el algoritmo propuesto era realmente funcional y analizar las consecuencias de eventos posibles pero que no que no se pueden predecir mediante una prueba de escritorio. Prototipo 4: Prototipo analítico parcial del sistema de Dibujo, desarrollado con las herramientas de Visual donde se realizo la interfaz con el usuario. Figura 54. Ubicación de cada prototipo según sus características

77
10. DESARROLLO DEL DISEÑO INDUSTRIAL 10.1 CLASIFICACIÓN DEL PRODUCTO Según la naturaleza de nuestro producto, el cuál va a ser un dispositivo autónomo, que va a estar trabajando en un ambiente industrial durante largas jornadas, con poca interacción de los operarios; podemos decir que se trata de un producto dominado por la tecnología en gran parte, ya que posee una interfaz con el usuario, por lo cual también debe poseer un enfoque de beneficio, en un porcentaje igual al del tecnológico. Figura 55. Clasificación del producto
10.2. EVALUACIÓN DE NECESIDADES ERGONÓMICAS Tabla 9. Evaluación de las necesidades ergonómicas

78
La facilidad de uso tiene una gran importancia puesto que nuestro sistema lo que busca es simplificar la tediosa tarea de realizar cualquier posicionamiento en el plano de un material, a la hora de realizarle algún proceso con láser. El producto tiene una complejidad media por lo cual la persona encargada del mantenimiento, necesita conocimientos técnicos básicos para intervenir el posicionador. Como el Posicionador es un dispositivo autónomo, las interacciones con los operarios serán mínimas, pero por otra parte, se busca que las novedades en las iteraciones sean máximas, con el fin de colocarle un valor agregado nuestro producto. Por otra parte, el Producto es muy seguro, ya que no posee filos, ni puntas que atenten con el usuario, además, su poco peso, hace que el sistema no sea peligroso al ser transportado. 10.3. EVALUACION DE NECESIDADES ESTETICAS Tabla 10. Evaluación de las necesidades estéticas
El Posicionador XY sin lugar a dudas tiene un grado alto de orgullo de posesión porque es un sistema que hace mucho más eficiente la línea de producción de una industria permitiendo mejorar el proceso de irradiación de materiales con láser.
La estética del producto no es muy necesaria porque es un equipo que trabajará en la industria metalmecánica donde los ambientes son muy hostiles y donde predomina la funcionalidad del producto sobre su imagen, así que la estética no motiva mucho al equipo de desarrollo y además no es muy necesario que el Posicionador XY se diferencie visualmente de otros modelos que cumplan funciones similares.
79
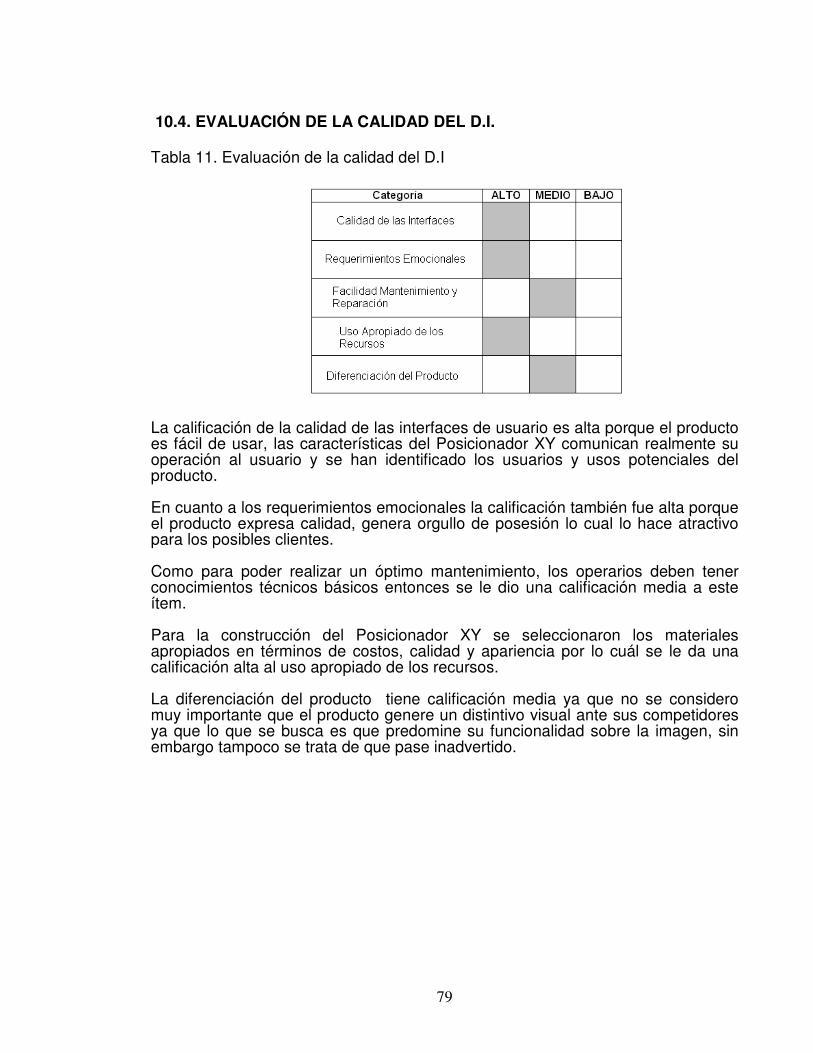
10.4. EVALUACIÓN DE LA CALIDAD DEL D.I. Tabla 11. Evaluación de la calidad del D.I
La calificación de la calidad de las interfaces de usuario es alta porque el producto es fácil de usar, las características del Posicionador XY comunican realmente su operación al usuario y se han identificado los usuarios y usos potenciales del producto. En cuanto a los requerimientos emocionales la calificación también fue alta porque el producto expresa calidad, genera orgullo de posesión lo cual lo hace atractivo para los posibles clientes.
Como para poder realizar un óptimo mantenimiento, los operarios deben tener conocimientos técnicos básicos entonces se le dio una calificación media a este ítem. Para la construcción del Posicionador XY se seleccionaron los materiales apropiados en términos de costos, calidad y apariencia por lo cuál se le da una calificación alta al uso apropiado de los recursos. La diferenciación del producto tiene calificación media ya que no se considero muy importante que el producto genere un distintivo visual ante sus competidores ya que lo que se busca es que predomine su funcionalidad sobre la imagen, sin embargo tampoco se trata de que pase inadvertido.

80
11. DESARROLLO DE MANUFACTURA Y ENSAMBLE DEL PRODUCTO
11.1 ANALISIS DISEÑO PARA MANUFACTURA (DPM) Pensando en la manufactura, se diseñó la estructura del Posicionador XY de manera tal que la parte mecánica estuviera un poco alejada de la parte electrónica, ya que de colocarla junta, el calor del láser al irradiar la muestra, ocasionaría lagunas distorsiones de funcionamiento de algunas partes electrónicas, llegando así aun producto final de poca calidad.
La mayoría de las piezas mecánicas serán elaboradas en Aluminio (Al) ya que este proporciona las propiedades que exigen dichas piezas a un costo razonable, seguridad para el sistema, además es fácil conseguir personas que trabajen bien este material para dar forma a las piezas que necesitamos para la construcción del posicionador.
11.1.1. Lista De Componentes Tabla 12. Costo y lista de componentes
COMPONENTE
CANTIDAD
COSTO ESTIMADO
(UNITARIO)
ESTANDAR
Microprocesador 1 16000 SI Guía móvil 2 30000 NO
Guía fija 2 30000 NO Cremallera 2 40000 NO Piñón(cremallera) 2 40000 NO Porta-plaquetas 1 10000 SI Eje del piñón-cremallera 2 5000 SI Piñones cónicos 4 15000 SI Pinzas de polímetro 2 10000 NO Lamina sujeta motor 2 20000 NO Lamina de soporte 1 20000 NO Cilindro soporte 1 15000 NO Plancha de base 1 120000 NO Shouter 1 20000 SI L293B 2 12000 SI Cable serial 1 15000 SI Motores PaP con reductor 2 40000 SI Condensadores 12 300 SI MAX232 1 3000 SI Opto acopladores MTC6 8 1500 SI

81
11.1.2 Proceso De Manufactura Tabla 13. Procesos de Manufactura
COMPONENTE
PROCESO
Guía móvil Fresado, taladrado
Guía fija Fresado, taladrado Cremallera Fresado, taladrado Piñón(cremallera) Fresado y torneado Lamina sujeta motor Cortado y taladrado Lamina de soporte Cortado y taladrado Cilindro soporte Torneado, fresado y taladrado
11.1.3. Impacto del dmp sobre otros factores. Con un proceso de manufactura bien planeado se logro elevar la calidad de las piezas individualmente y por lo tanto se elevo la calidad del conjunto, se tomo el tiempo necesario para diseñar bien cada una de las piezas que se necesitaran para construir el sistema y así lograr un desarrollo estructurado que nos permitiera estar bien alejados de los errores a la hora del ensamble. Se buscó integrar piezas estándares para la elaboración del sistema, así mismo componentes electrónicos de fácil ubicación en el mercado, para de esta manera minimizar los costos de fabricación. También habrá que someterse a las restricciones dadas por las maquinarias disponibles para el desarrollo de las piezas, cambiando de alguna manera la morfología del diseño inicial pero sin interferir en su funcionalidad. Al optar por el Aluminio como material base para la construcción de la mayoría de las piezas del sistema se logró reducir aún mas los precios de la fabricación del sistema, y le dio un valor agregado por sus ya conocidas propiedades mecánicas que garantizan la calidad del dispositivo y su seguridad. 11.2. ANALISIS DISEÑO PARA ENSAMBLE (DPE) Lo que se busca con el DPE es minimizar los costos de ensamble, que aunque solo constituyen una pequeña parte del costo total, traen consigo otros beneficios como maximizar la facilidad de ensamble, estimar el tiempo de ensamble, integrar partes que antes no se pensaban integrar, etc.

82
11.2.1. Estimación Tiempo Total De Ensamble
ensambleparaestimadototaltiempo
segpartesmínimoDPEIndice
3# ∗=
Tiempo total estimado para el ensamble del POSICIONADOR XY I: 7 min. # Mínimo de piezas = 50
357.060*7
350=
∗=
seg
segDPEIndice
11.2.2. Maximización De La Facilidad De Ensamble. En el Posicionador XY se maximizó la facilidad de ensamble al organizar el ensamble en los dos sentidos de abajo hacia arriba o viceversa, ya que al no poseer piezas de difícil acceso, podemos colocar las piezas en el orden que queremos. Además de ello, las piezas móviles el eje X y Y, se realizaran con guías colas de milano, lo cual facilita el alineamiento de las partes y su fácil ubicación.
Al utilizar tornillos de sujeción estándar se reducirá la cantidad de herramientas utilizadas para el ensamble, de igual manera se redujo la cantidad de cables al integrar todos los circuitos electrónicos en una sola tarjeta.
El sistema es fácilmente apilable y sus piezas difícilmente pueden sufrir daños al almacenarse varias en un mismo lugar. 11.2.3 Herramientas para el ensamble. Las herramientas que se usaran para ensamblar el posicionador XY, serán: • Llave Allen 4mm Y 8mm • Destornillador de pala 11.2.4 Pasos Para El Ensamble
• Base vertical en la base general: En esta parte, se debe tener en cuenta que la base vertical calce y descanse completamente sobre la base general, ya que de esto depende la alineación de todo el sistema.

83
Figura 56. Ensamble de las bases del sistema
• Colocación del eje del piñón de la cremallera en la parte fija del sistema y de la cremallera: Para ello, debemos colocar el piñón y hacerlo coincidir con el agujero del eje, para luego insertar el eje como si fuera un pasador. Al colocar la cremallera, se debe tener en cuenta de no dañar cualquier filete, ya que seria un daño irreparable, debido a que se perdería la precisión del sistema. Figura 57. Colocación del sistema piñón-cremallera
• Ensamble de la parte móvil y la parte fija. En esta parte, se debe introducir la parte móvil a la fija, deslizándola en forma vertical por las guías de cola de milano, teniendo cuidado de no dañar ni el piñón ni la cremallera. Para este fin, es aconsejable girar el eje del piñón para dejar que deslice la cremallera y así engranarse.

84
Figura 58. Ensamble de la parte móvil en la fija
• Ubicación y ajuste de la platina que soporta el motor Figura 59. Colocación platina que soporta el motor (Eje Y)
• Colocación del eje Y en el eje X. Para conseguir los 2 grados de libertad necesarios para realizar el sistema, colocamos 2 mecanismos mencionados con anterioridad, a una diferencia de 90º, con lo cual se obtendrá el sistema completo. Además, se coloca la platina que sujetara al motor para dar el movimiento en X y los piñones rectos para el acople de los motores.

85
Figura 60. Ensamble de las partes X y Y
• Acoplamiento del vástago inferior. Este bastago, sostiene el sistema y posee una movilidad en el eje Z, con lo cual se puede graduar la altura del sistema.
Figura 61. Acoplamiento del vástago inferior

86
• Colocación de la base general de la sistema y los motores Figura 62. Colocación base general y motores
• Colocación de los engranajes Figura 63. Colocación de los motores

87
• Colocación del porta pinzas, las pinzas y el souter Figura 64. Acoplamiento portapinzas, pinzas y souter

88
12. DESARROLLO DEL MANTENIMIENTO DEL PRODUCTO
En esta parte del proyecto, hemos dividido el sistema en sub.-funciones, con el fin de abordar su mantenimiento de una manera más práctica y menos costosa para el usuario. Tabla 14. Mantenimiento del sistema
PARTES DESCRIPCION DEL MANTENIMIENTO
REVISAR (días)
COMO HACERLE MANTENIMIENTO
Partes en movimiento Revisar la lubricación 15
Lubricar la guía con aceite
Revisar el juego que se produce por el desgaste 60
Observar si hay mucho juego, para cambiar la parte
Partes fijas Revisar la lubricación 60 Lubricar la guía con aceite
Revisar si hay desgaste 60
Observar si hay mucho juego, para cambiar la parte
Piñonería y motores
Revisar la alineación de cada uno de los engranes 20
Alinearlos cada 2 meses
Revisar los motores y su paso 20
Dar pasos por medio del software para verificar su estabilidad
Es por todo esto, que se ha presupuestado un costo de mantenimiento mensual de $50.000, siempre y cuando no hallan cambios de partes móviles.
89
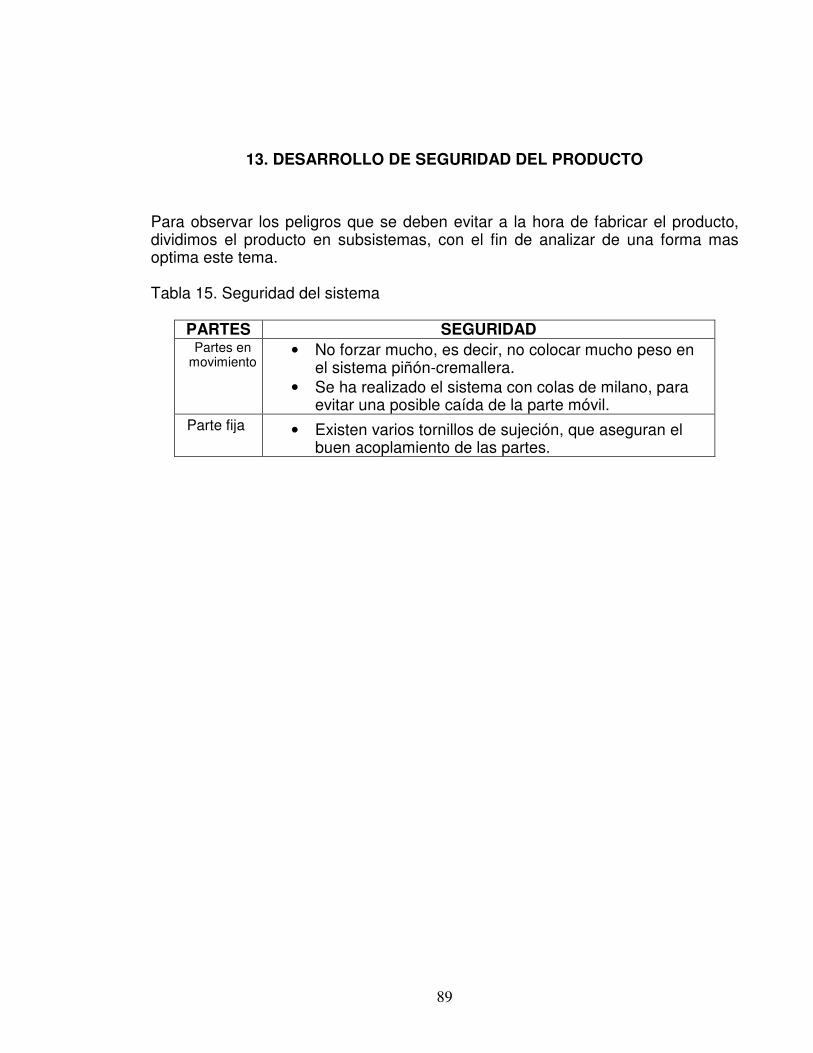
13. DESARROLLO DE SEGURIDAD DEL PRODUCTO
Para observar los peligros que se deben evitar a la hora de fabricar el producto, dividimos el producto en subsistemas, con el fin de analizar de una forma mas optima este tema. Tabla 15. Seguridad del sistema
PARTES SEGURIDAD • No forzar mucho, es decir, no colocar mucho peso en
el sistema piñón-cremallera. • Se ha realizado el sistema con colas de milano, para
evitar una posible caída de la parte móvil.
• Existen varios tornillos de sujeción, que aseguran el buen acoplamiento de las partes.
Partes en movimiento
Parte fija

90
14. INTEGRACION DE SISTEMAS 14.1. SELECCIÓN DE LOS ELEMENTOS DEL SISTEMA Tabla 16. Clasificación según integración del sistema
ELEMENTOS A NIVEL INSTRUMENTACION
DISTRIBUCION DE LAS FACILIDADES
INTELIGENTES Guía móvil Software en Visual Guía fija microcontrolador Cremallera Software del micro: MPLAB Piñón(cremallera) Interfaz de usuario Porta-plaquetas Eje del piñón-cremallera Piñones cónicos Pinzas de polímetro Lamina sujeta motor Lamina de soporte Cilindro soporte Plancha de base Shouter L293B Cable serial Motores PaP con reductor
Condensadores MAX232
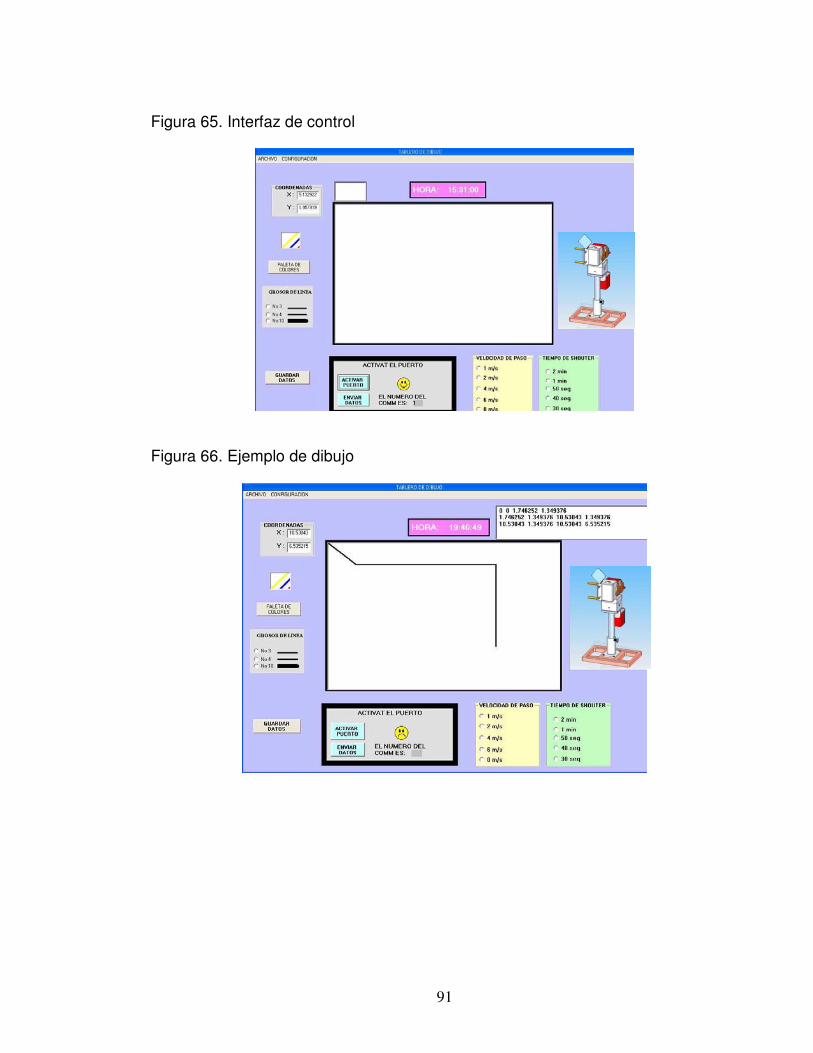
14.2. INTERFACES Le llamamos interfaces a todos lo comandos que el usuario puede presionar, con el fin de controlar el mecanismo. Por lo tanto, el único comando que vamos a usar serán los ubicados en el software de comando elaborado en Visual Basic, con el cual podrán: • Posicionar al sistema en cualquier punto. • Manipular el sistema de una mejor manera. • Realizar cualquier figura en 2D deseada.
91
Figura 65. Interfaz de control
Figura 66. Ejemplo de dibujo

92
14.2.1 Código Fuente Programa. Para capturar X y Y: para ello, se hace uso de las opciones del mouse, las cuales son: MouseMove y Mouseup, las cuales me daran las coordenadas de XY y las de X1Y1 Private Sub dibu_MouseMove(Button As Integer, Shift As Integer, x As Single, y As Single) Dim DMInicial As Integer, ColorIni As Long
//Coordenadas X, Y actuales en el lienzo de dibujo Me!x.Caption = Str(x) Me!y.Caption = Str(y)
//Puntero en cruz sobre el área de trabajo dibu.MousePointer = 2 If Button = 1 Then // Si el botón izquierdo del mouse esta oprimido x = dibu.CurrentX y = dibu.CurrentY
End If End Sub Private Sub dibu_MouseUp(Button As Integer, Shift As Integer, x As Single, y As Single)
// Son las coordenadas X1 y Y1 finales de captura cx = dibu.CurrentX cy = dibu.CurrentY dibu.DrawWidth = grosor // grosor de la linea // dibujo la linea del punto XY a X1Y1 dibu.Line (cx, cy)-(dibu.CurrentX, dibu.CurrentY), dibu.ForeColor - cdColor.Color dibu.Line (cx, cy)-(x, y), dibu.ForeColor - cdColor.Color // guarda los punto XY y X1Y1 punto.Text = punto.Text + Str(cx) + " " + Str(cy) + " " + Str(x) + " " + Str(y) + vbCrLf
End Sub • Guardar el archivo
Private Sub mnuGUARDAR_Click() // un botón para guardar CommonDialog1.ShowSave // muestra la ventana para guarde el archivo en algún disco del pc punto.SaveFile CommonDialog1.FileName, rtfRTF // guarda le archive con extensión dada. En este caso es un TXT.
End Sub

93
• Bit de dirección y número de pasos: para ello se usaran las coordenadas XY y X1Y1, anteriormente guardadas, con el fin de mandar al micro la señal de movimiento deseada. H=X1-X; I=Y1-Y; If ((H>0)&&(I==0)){ K=(H*1)/Relación entre un paso del motor en mm recorridos D=1; // le dice al micro que el motor es el X y va a la derecha P=H/K; } If ((I>0)&&(H==0)){ K=(H*1)/Relación entre un paso del motor en mm recorridos D=3; // le dice al micro que el motor es el Y y va hacia abajo P=H/K; } If ((H<0)&&(I==0)){ K=(H*1)/Relación entre un paso del motor en mm recorridos D=0; // le dice al micro que el motor es el X y va a la izquierda P=-(H/K); } If ((I<0)&&(H==0)){ K=(H*1)/Relación entre un paso del motor en mm recorridos D=2; // le dice al micro que el motor es el Y y va hacia arriba P=-(H/K); } Prueba de escritorio: CASO 1 CASO 2
1 2 1 2
(2,2) (6,2) (2,2) (6,2)

94
CASO 3 CASO 4 Tabla 17. Numero de pasos
Como se aprecia, el micro solo necesitara de la posición inicial, la dirección y el eje del motor a mover y el número de pasos. 14.3. FIABILIDAD DEL SISTEMA • Fallas por degradación o desgaste: son aquellas que son parciales, ya que afectan un poco el funcionamiento del sistema, pero no implican un peligro inminente de paro de la maquina. En nuestro caso, algunas fallas de este tipo son:
- Desgaste del sistema piñón-cremallera. - Desgaste en los engranajes de la caja reductora del motor. - Desgaste de la guía móvil • Fallas completas o totales: son aquellas no reparables e implican un alto riesgo de que la maquina quede parada. En nuestro caso, algunas fallas de este tipo son: - Un corto circuito en la plaqueta electrónica - Una quemada de un motor - Que se quiebre los dientes del sistema piñón-cremallera - Que se parta una guía
No caso
H I D
1 4 0 1 2 -4 0 0 3 0 4 3 4 0 -4 2
1
2
2
1
(6,2)
(6,6)
(6,2)
(6,6)

95
5. CONCLUSIONES
No se usaron sensores fue porque la resolución necesaria era cubierta por el actuador en lazo abierto. El material que se escogió para el diseño del sistema fue el aluminio, ya que cumple con muchas de las necesidades que se buscan como son: resistencia al láser, bajo peso, económico y fácil de reparar, entre otras. No se requirió una caja reductora para el movimiento del sistema, ya que el torque necesario es bajo y un motor paso a paso es capaz de moverlo, de todas formas, para brindarle mas seguridad, colocamos una relación en los engranajes que trasmiten el movimiento, para obtener un poco mas de par. El sistema posee unas guías en forma de cola de milano, las cuales brindan mucha seguridad al desplazarse y además evita cualquier desacople entras la pieza fija con la móvil. El sistema piñón-cremallera fue la mejor solución para el movimiento transversal de las piezas, ya que con ello se logra un poco mas de torque y una disminución de tamaño y peso considerables, que otros sistemas no brindaban. Con este diseño, se cumple el objetivo de poseer un dispositivo automático, el cual pueda ser usado para irradiación de materiales con láser en el plano XY. La mejor ventaja sobre otro equipo que Limite el funcionamiento de este diseño, esta en la portabilidad que brinda al usuario, ya que en muchas ocasiones la herramienta o la técnica necesaria para hacer trabajar a dichos equipos no puede estar en un solo lugar.
El método de diseño electrónico y Mecátronico, son herramientas muy indispensables a la hora de modelar un sistema, ya que brinda muchos argumentos de decisión, a la hora de tomar cualquier conclusión del proyecto, además, gracias a su método recurrente se facilita detectar y corregir cualquier error que pueda tener el diseño.

96
El Diseño en un software CAD, brinda a los diseñadores una apreciación mas real de lo que serian las características físicas de este sistema como son: dimensiones, peso, forma de acople, observación de interferencia entre piezas, etc. Con lo que se logra corregí errores que matemáticamente son muy difíciles de observar. La simulación es un software CAE, sirve para entender el funcionamiento del modelo virtual bajo la carga para cual fue diseñado. Con ello se pueden observar las deformaciones de las piezas, la resistencia del material, la carga máxima que soporta, etc; evaluando y confirmando así, las conclusiones hechas para el diseño anteriormente. El manual de usuario muestra la forma de cómo ensamblar el sistema y de cómo realizarle un mantenimiento preventivo.

97
16. RECOMENDACIONES
En este diseño no se incluyeron elementos de realimentación en el sistema de control, debido a que el control en lazo abierto cubría este tema. Pero se aconseja colocar sensores al sistema, los cuales verifique y asegure los pasos del motor, con el fin de mejorar la calidad de la precisión del sistema, siempre y cuando no atenten con las principales necesidades del cliente como son: la portabilidad y peso. A pesar de que el material con el que fue diseñado el sistema soporta por un corto tiempo el haz de luz del láser, no es conveniente exponerlo de manera voluntaria, ya que podría ocasionar graves problemas de funcionamiento. Seria conveniente convertir el proceso con el cual se varía la longitud o la altura del dispositivo, en un sistema más automático, con el fin de evitar errores de precisión en un futuro. � Material del sistema: Si se desea realizar un prototipo más eficaz y con menos riesgos de imprecisión, es aconsejable construirlo en un material polimérico, llamado EMPACK con grafito (Nylon). Este material es muy costoso, pero asegura de una forma mas concisa la precisión que el aluminio, ya que gracias a la acción del grafito, el material es auto lubricado, lo que implica que no se use lubricación externa, con lo cual se obtiene una mejoría en el sistema, ya que de necesitar la película de aceite solo disminuiría la precisión del sistema. Algunos distribuidores de este material y sus precios son:
• Plásticos Empack
Las láminas de Empack vienen en estas medidas, de ref.: EMK 8401 de color blanco
1/2---------- El pie cuadrado (30x30) ----------$140648 + IVA 1/4---------- El pie cuadrado (30x30) ----------$120000 + IVA

98
Debido a que este material es importado, su pedido se realiza con 1 mes de anterioridad. • Fluroplásticos El costo de este material es de: El pie cuadrado (30x30) de este cuesta----------$175000 + IVA Esta empresa debe esperar un pedido grande para poderlo adquirir, por lo tanto, el tiempo de espera es mucho. En el diseño ya presentado, no se escogieron estos materiales, debido a su costo y a su escasez en el mercado nacional, es por ello, que se tomó al aluminio como un material más abundante en el comercio y más barato. � Rodamientos de precision: Con el fin de evitar el desgaste de los ejes del diseño, se ha pensado en dos soluciones posibles: una son colocar rodamientos de precisión en los ejes y la segunda, es colocar bujes de bronce, con el fin de mejorar la precisión de nuestro sistema y su vida útil. Es por ello que este tipo de rodamientos, deben poseer un juego muy pequeño, con el fin de no agravar el juego que existe entre los piñones, los cuales atentan contra la precisión del sistema.
En la siguiente tabla, podemos encontrar que un rodamiento con un diámetro entre 6 mm y 10 mm posee un juego de 0.011mm. Con ello, se deben buscar distribuidores nacionales que posean estos rodamientos. Tabla 18. Valores de juego en rodamientos de bolas de precisión
Fuente: Catalogo [en línea]. Santiago de Cali: Rodamiento C.J.R., 1999. [Consultado 15 de noviembre de 2008] Disponible en: http://www.rodamientos.com.co/pgs/productos2.html

99
Los rodamientos de precisión que satisfacen las necesidades deseadas son:
• Rodamientos S.A. (Cali)
Marca: EBI País de origen: China La gama de número de modelo: Rodamientos miniatura: Diámetro interno 1m m - 10m m, 3/32 " - el 1/2 " y tipos ensanchados.
• NSK (España)
Marca: NSK País de origen: E.E.U.U Ver link de caracteristicas: http://www.mx.nsk.com/Catalagos/Precision.pdf
Con ello, se lograría una mejor precisión y una vida útil más larga, en nuestro diseño, no se tomo en cuenta debido a que seria muy costoso a la hora de cambiar uno de estos elementos.
Es por ello, que en la implementación, se deberán colocar bujes de bronce, los cuales mejoran la precisión del sistema y son más baratos que los anteriores rodamientos. � Tornillo de potencia � Juego del tornillo sinfín - tuerca: La unión tornillo sinfín – tuerca presenta un juego de pocos grados. Debido a la relación de reducción y a la transformación del movimiento de rotación en traslación, este juego produce un error de posicionamiento lineal del husillo inferior a 0,05 mm.
� Juegos laterales en los modelos TP: La unión del husillo con la tuerca presenta un juego lateral natural y necesario, indicado en el siguiente diseño con la letra A.
El uso de una doble guía de serie permite reducir al mínimo la magnitud de dichos juegos, manteniendo alineado los ejes del husillo y de la tuerca. El juego angular en el acoplamiento se refleja en el Terminal del husillo en una medida lineal cuyo valor depende del tamaño del martinete y de la longitud del husillo mismo. Cargas a tracción tienden a disminuir este juego, mientras que las cargas a compresión provocan el efecto contrario.
Diseño A: La tuerca está vinculada a la carga con tornillos especiales que le permiten adaptarse en cada momento a la posición del husillo. Las guías se deben realizar en la parte externa.

100
Diseño B: La tuerca, debidamente fresada, está vinculada a la carga con mordazas que garantizan la no rotación de la misma. Las guías se deben realizar en la parte externa. Diseño C: El casquillo superior le provee de una guía. Diseño D: El doble casquillo de guía garantiza una .habilidad en el guiado superior al sistema C. Figura 67. Tornillos de potencia.
Fuente: Catalogo [en línea]. Santiago de Cali: Rodamiento C.J.R., 1999. [Consultado 15 de noviembre de 2008] Disponible en: http://www.rodamientos.com.co/pgs/productos2.html
� Juegos axiales El juego axial B entre el husillo y su tuerca (ya sea corona helicoidal o tuerca) lo causa la natural y necesaria tolerancia de este tipo de unión. Para la construcción esto es importante en caso en el que la carga cambie el sentido de aplicación.
Para aplicaciones en las que se presente una alternancia entre cargas a tracción y a comprensión y una necesidad de compensar el juego axial, es posible utilizar un sistema de recuperación del juego. Es necesario no forzar demasiado la reducción del juego axial para evitar el bloqueo entre el tornillo y la tuerca.
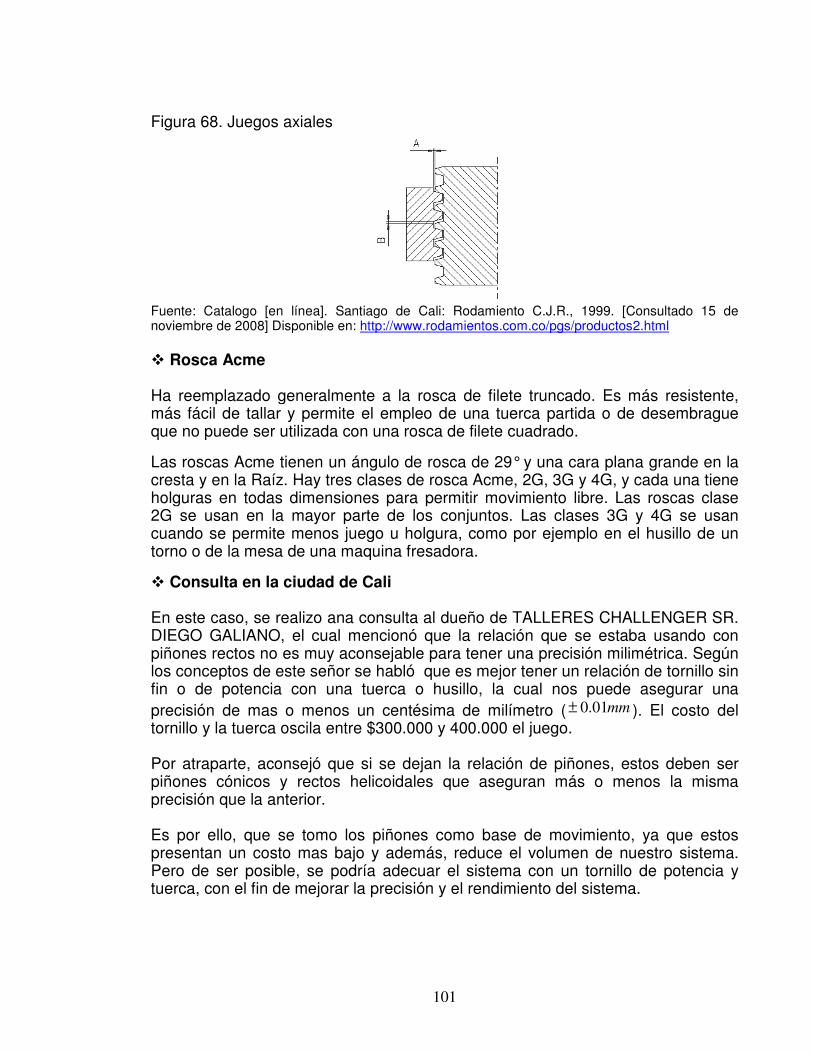
101
Figura 68. Juegos axiales
Fuente: Catalogo [en línea]. Santiago de Cali: Rodamiento C.J.R., 1999. [Consultado 15 de noviembre de 2008] Disponible en: http://www.rodamientos.com.co/pgs/productos2.html
� Rosca Acme Ha reemplazado generalmente a la rosca de filete truncado. Es más resistente, más fácil de tallar y permite el empleo de una tuerca partida o de desembrague que no puede ser utilizada con una rosca de filete cuadrado.
Las roscas Acme tienen un ángulo de rosca de 29° y una cara plana grande en la cresta y en la Raíz. Hay tres clases de rosca Acme, 2G, 3G y 4G, y cada una tiene holguras en todas dimensiones para permitir movimiento libre. Las roscas clase 2G se usan en la mayor parte de los conjuntos. Las clases 3G y 4G se usan cuando se permite menos juego u holgura, como por ejemplo en el husillo de un torno o de la mesa de una maquina fresadora.
� Consulta en la ciudad de Cali
En este caso, se realizo ana consulta al dueño de TALLERES CHALLENGER SR. DIEGO GALIANO, el cual mencionó que la relación que se estaba usando con piñones rectos no es muy aconsejable para tener una precisión milimétrica. Según los conceptos de este señor se habló que es mejor tener un relación de tornillo sin fin o de potencia con una tuerca o husillo, la cual nos puede asegurar una precisión de mas o menos un centésima de milímetro ( mm01.0± ). El costo del tornillo y la tuerca oscila entre $300.000 y 400.000 el juego.
Por atraparte, aconsejó que si se dejan la relación de piñones, estos deben ser piñones cónicos y rectos helicoidales que aseguran más o menos la misma precisión que la anterior.
Es por ello, que se tomo los piñones como base de movimiento, ya que estos presentan un costo mas bajo y además, reduce el volumen de nuestro sistema. Pero de ser posible, se podría adecuar el sistema con un tornillo de potencia y tuerca, con el fin de mejorar la precisión y el rendimiento del sistema.

102
BIBLIOGRAFIA
CAMPABADAL MARTÍ, José. Engranajes. Barcelona: Ediciones Ariel, S. L, 1991. 367p.
Catalogo [en línea]. Cali: Rodamientos C.J.R, 1999. [Consultado el 19 de Noviembre de 2008]. Disponible en Internet: http://www.rodamientos.com.co/pgs/productos2.html
Catalogo [en línea]. Japón: Mitsubishi, 1999. [Consultado 30 de Enero de 2008]. Disponible en Internet: http://www. mitsubishielectronic.com
Catalogo [en línea]. México: Kuka, 2005. [Consultado 29 de Enero de 2008]. Disponible en Internet: http://www.kuka.com/mexico/es/products/industrial_robots/small_robots/ Correcciones en las Transmisiones por Engranajes Cilíndricos de Dientes Rectos. [En línea]. Argentina: Monografias.Com, 2001. [Consultado 10 de Septiembre de 2008]. Disponible en Internet: http://www.monografias.com/trabajos6/ensi/ensi.shtml
Datasheet Catalog [en Línea]. Texas: Nacional Instrument, 2007. [Consultado 05 de septiembre de 2008]. Disponible en Internet: http://www.datasheetcatalog.net/
NORTON L, Robert. Diseño de maquinas. México: Prentice Hall, 1999. 1080 p. Notas de clase de Diseño Mecátronico. Profesor Andrés Navas. Universidad Autónoma de Occidente. Santiago de Cali, 2008. 48h VARGAS CORTES, Fair. Diseño y construcción de un dispositivo manipulador de elementos [CD-ROM]. Santiago de Cali, 2004. 1 CD ROM. Trabajo de grado (Ingeniero Mecátronico). Universidad Autónoma de Occidente. Facultad de Ingenierías. VIRGIL MORING, Faires. Diseño de elementos de maquinas. Barcelona: Montaner y Simón, S. A. Editores. 1970. 802 p.

103
ANEXOS
Anexo A. Datasheet uln2003

104
Anexo B. Datasheet pic16877

105
Anexo C. Datasheet max232 • Meets or Exceeds TIA/EIA-232-F and ITU
Recommendation V.28 • Operates From a Single 5-V Power Supply
With 1.0-_F Charge-Pump Capacitors • Operates Up To 120 kbit/s • Two Drivers and Two Receivers • 30-V Input Levels • Low Supply Current . . . 8 mA Typical • ESD Protection Exceeds JESD 22
-2000-V Human-Body Model (A114-A) • Upgrade With Improved ESD (15-kV HBM)
and 0.1-_F Charge-Pump Capacitors is Available With the MAX202
• Applications -TIA/EIA-232-F, Battery-Powered Systems, Terminals, Modems, and Computers
Description/ordering information The MAX232 is a dual driver/receiver that includes a capacitive voltage generator to supply TIA/EIA-232-F voltage levels from a single 5-V supply. Each receiver converts TIA/EIA-232-F inputs to 5-V TTL/CMOS levels. These receivers have a typical threshold of 1.3 V, a typical hysteresis of 0.5 V, and can accept 30-V inputs. Each driver converts TTL/CMOS input levels into TIA/EIA-232-F levels. The driver, receiver, and voltage-generator functions are available as cells in the Texas Instruments LinASIClibrary.
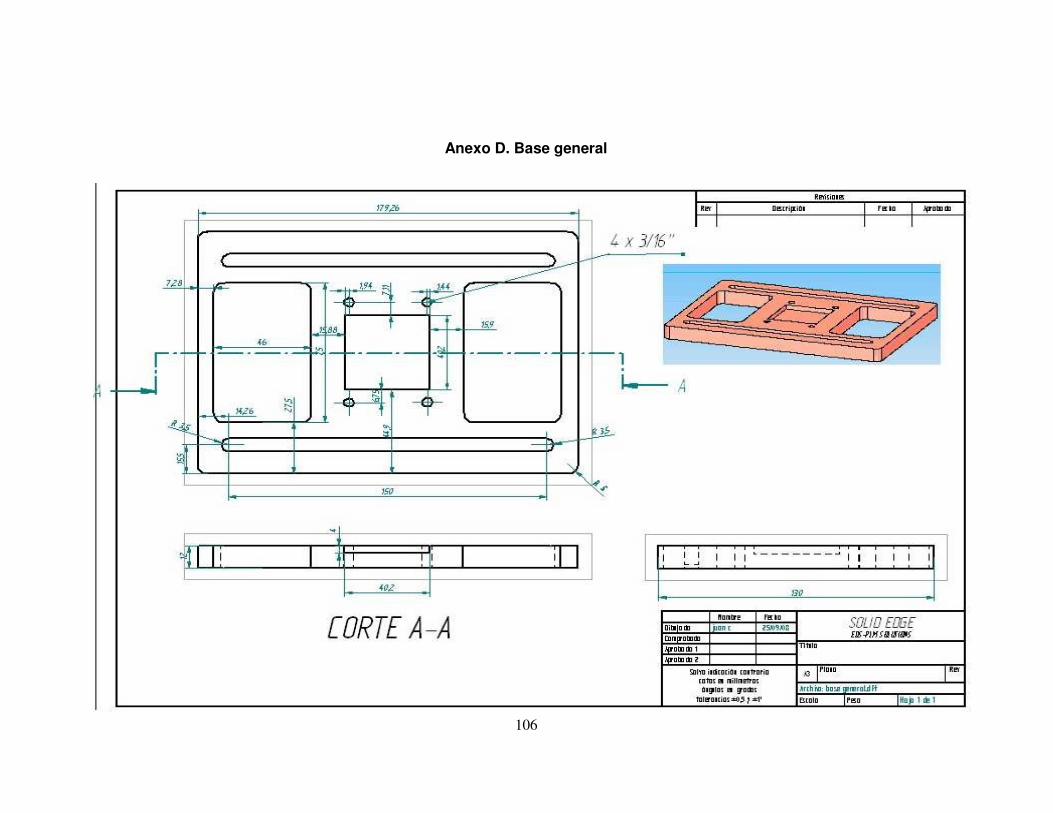
106
Anexo D. Base general

107
Anexo E. Cilindro vertical

108
Anexo F Engranaje cónico

109
Anexo G. Engranaje recto
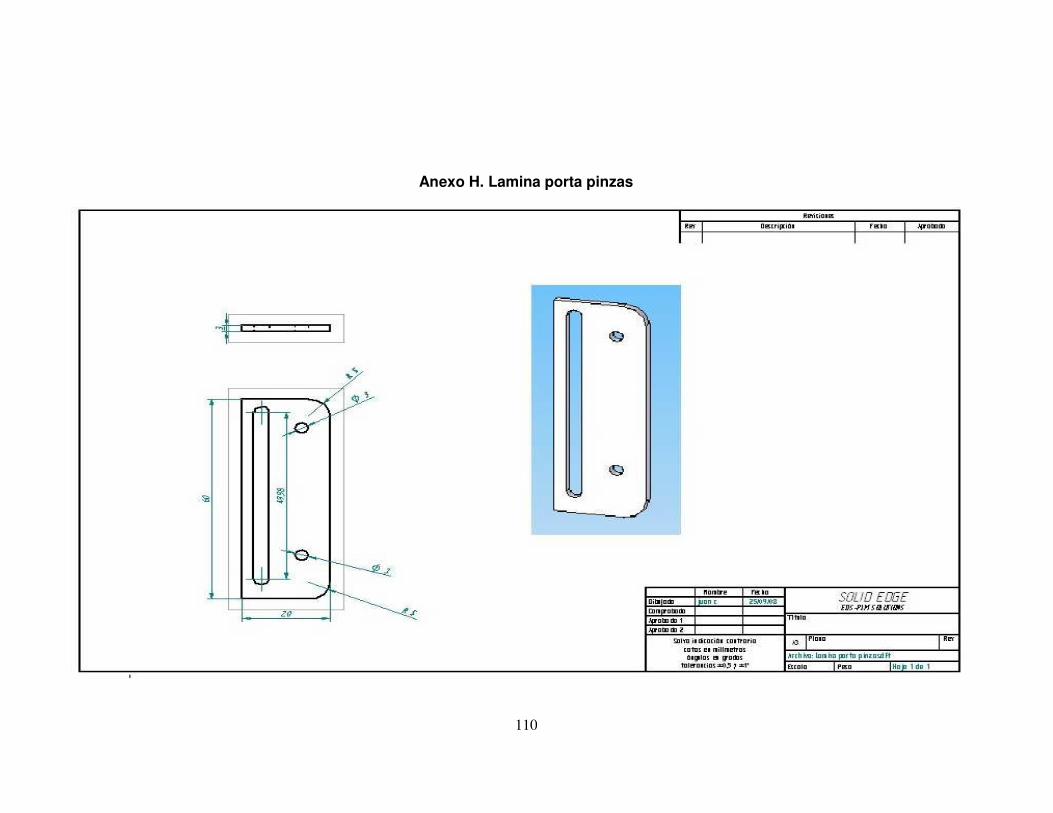
110
Anexo H. Lamina porta pinzas

111
Anexo I. Pieza fija

112
Anexo J. Pieza móvil
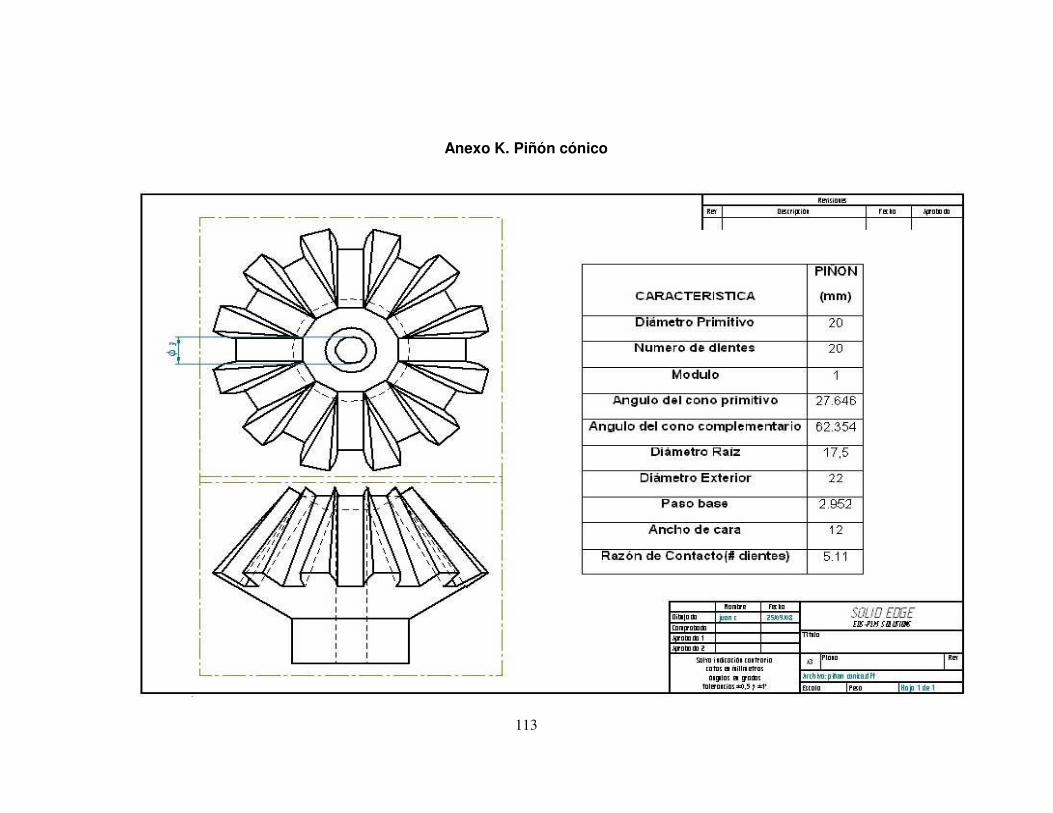
113
Anexo K. Piñón cónico

114
Anexo L. Piñón recto

115
Anexo M. Platina soporte motor X
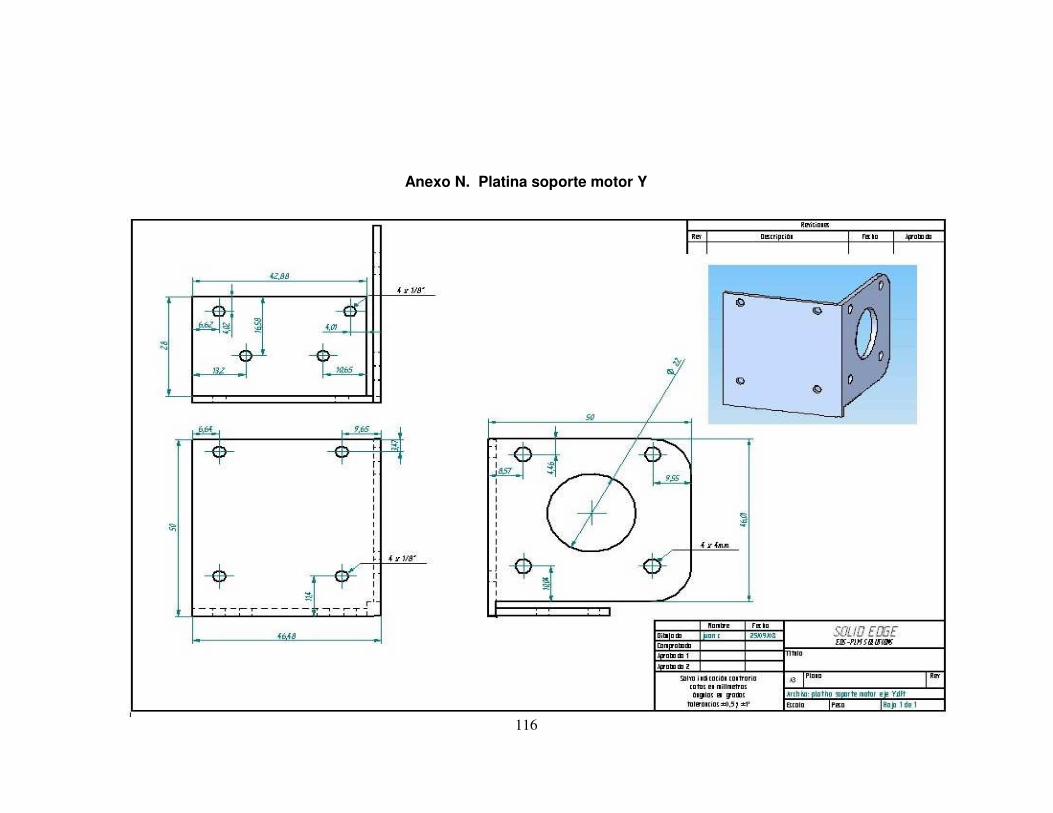
116
Anexo N. Platina soporte motor Y

117
Anexo O. Seguro soporte vertical

118
Anexo P. Soporte vertical

119
Anexo Q. Piñón de la cremallera

120
Anexo R. Cremallera

121
Anexo S. Pinzas

122
Anexo T. Diagrama de flujo de la interfaz
INICIO
OPRIMIO B. IZQ
NO
SI
GUARDAR X y Y
OPRIMIO B. IZQ
NO
SI
GUARDAR X1 y Y1 TRAZAR LINEA DE
XY A X1Y1
OPRIMIO B. IZQ
NO
SI
XY =X1Y1 X1Y1=NUEVO CLICK
TRAZAR LINEA
OPRIMIO B.
IZQ
NO
SI
BORRAR XY
OPRIMIO B. DER. FUERA
NO
SI ENVIAR DATOS
NO
SI
MANDAR DATO XY , BIT DIRECCION y #
PASOS
OPRIMIO B. DER. FUERA
NO
SI
FIN DE TRAZO DE LINEAS.
DAR BIT PARADA
ENVIAR DATOS
NO
SI
MANDAR DATOS XY INICIAL ,
DIRECCION Y # DE PASOS DE CADA
GUARDAR NO
SI
ALMACENAR BIT DIRECCION Y # DE
PASOS EN ARCHIVO
BORRAR XY , X1Y1,
CALCULAR BIT DIRECCION Y # DE PASOS Y GUARDAR EN ARCHIVO TEMPORAL. GUARDAR XY y X1Y1 DE CADA LINEA
GUARDAR NO
SI
ALMACENAR XY y X1Y1 , BIT DIRECCION y
# DE PASOS DE CADA LINEA
BORRAR TODO ARCHIVO TEMPORAL
A
A
DIO B. DER EN LINEA
NO
SI
F=1 DAR COORDENADA INICIAL Y FINAL DE
LA LINEA
BUSCAR EN ARCHIVO TEMPORAL Y BORRARLA
SI
DIO B. DER EN
LINEA
NO
F=2 QUITAR LINEA DEL
LIENZO
INICIO FIN
FIN
OPRIMIO B. DER. FUERA
NO
SI
B
B
FIN DE TRAZO DE
LINEAS. DAR BIT PARADA.
CALCULAR BIT
DIRECCION Y # PASOS

123
Anexo U. Diagrama de flujo del microcontrolador
INICIO
MOVER A C.I
OK NO
SI
CAPTURAR EL X y Y INICIAL
PEDIR NO DE PASOS
A
A
D=0 NO
SI
MOVER A X y Y INICIAL
CAPTURAR BIT DE DIRECCION
MOVER MOTOR X A LA IZQ.
D=2 NO
SI
PEDIR NO DE PASOS
MOVER MOTOR YA LA ABAJO.
D=3 NO
SI
PEDIR NO DE PASOS
MOVER MOTOR Y A LA ARRIBA.
HAY BIT PARADA
NO
SI
D=1 NO
SI
PEDIR NO DE PASOS
MOVER MOTOR X A LA DER.
HAY BIT PARADA
NO
SI
HAY BIT PARADA
NO
SI
HAY BIT PARADA
NO
SI
A A A
A
COLOCAR SOUTER
MOVER A X y Y INICIAL Y QUITAR
SOUTER



![Welcome! []Examples of matching xy xy anywhere in string ^xy xy at beginning of string xy$ xy at end of string ^xy$ string that contains only xy ^ matches any string, even empty ^$](https://static.fdocuments.net/doc/165x107/60836582b1fa9828ec278d05/welcome-examples-of-matching-xy-xy-anywhere-in-string-xy-xy-at-beginning-of.jpg)














