Pobierz (11429kB)
188
Zeszyty Naukowe Politechniki Poznańskiej BUDOWA MASZYN I ZARZĄDZANIE PRODUKCJĄ 7 2007 Poznań 2007 Wydawnictwo Politechniki Poznańskiej
Transcript of Pobierz (11429kB)

Zeszyty Naukowe Politechniki Poznańskiej
BUDOWA MASZYN
I ZARZĄDZANIE PRODUKCJĄ
7 2007
Poznań 2007 Wydawnictwo Politechniki Poznańskiej

Komitet Redakcyjny serii Budowa Maszyn i Zarządzanie Produkcją dr hab. inż. MACIEJ KUPCZYK, prof. nadzw.; dr hab. inż. ANDRZEJ MODRZYŃSKI, prof. nadzw.; dr hab. inż. MARIAN OSTWALD, prof. nadzw.; dr hab. inż. ALEKSANDRA PERTEK-OWSIANNA, dr hab. inż. EDWARD PAJĄK, prof. nadzw. (przewodniczący); mgr inż. KRZYSZTOF ŻYWICKI (sekretarz) Seria ta stanowi kontynuację Zeszytów Naukowych Politechniki Poznańskiej Mechanika (numer 49., ostatni, ukazał się w 2003 r.) Projekt okładki Piotr Gołębniak Utwór w całości ani we fragmentach nie może być powielany ani rozpowszechniany za pomocą urządzeń elektronicznych, mechanicznych, kopiujących, nagrywających i innych bez pisemnej zgody posiadacza praw autorskich.
Wydanie I
ISSN 1733-1919 Copyright © by Politechnika Poznańska, Poznań 2007 WYDAWNICTWO POLITECHNIKI POZNAŃSKIEJ pl. M. Skłodowskiej-Curie 2, 60-965 Poznań tel. +48 (61) 6653516, faks +48 (61) 6653583 e-mail: [email protected], www.ed.put.poznan.pl Sprzedaż publikacji:
Księgarnia Politechnik ul. Piotrowo 3, 61-138 Poznań tel. +48 (61) 6652324; faks +48 (61) 6652326 e-mail: [email protected], www.politechnik.poznan.pl Druk i oprawa: Comprint, ul. Heleny Rzepeckiej 26A, 60-465 Poznań, tel. 0602266426 e-mail: [email protected] www.comprint.com.pl

SPIS TREŚCI
1. Paweł ANDRAŁOJĆ
Analiza możliwości pomiarów nanotopografii ......................................................Analysis of possibility of nanotopography measurements ...................................
5
14 2. Przemysław CIESZKOWSKI, Maciej KUPCZYK, Przemysław LIBUDA,
Piotr SIWAK Wpływ podłoża na wyniki badań podatności na kruche pękanie cienkiej powłoki przeciwzużyciowej CrN ..........................................................................Influence of substrates on susceptibility to brittle cracking results of the CrN thin wear-resistant coating ...................................................................................
15
27 3. Magdalena DIERING, Edward PAJĄK
The online method conception for measurement system analysis .......................Koncepcja online w analizie systemów pomiarowych .........................................
29 38
4. Adam KOPCZYK, Krzysztof MAGNUCKI Analiza pękania koła czerpakowego koparki KWK 1500S ..................................Analysis of fissuring of dipper wheel of excavator KWK 1500S ..........................
39 58
5. Przemysław LIBUDA, Maciej KUPCZYK, Przemysław CIESZKOWSKI, Piotr SIWAK Ocena i propozycja modyfikacji modeli wyznaczania mikrotwardości cien-kich, twardych powłok osadzonych na ostrzach skrawających ze stali szybko- tnącej .....................................................................................................................Estimation and proposal of microhardness patterns modification of thin solid films coated on high-speed steel ..........................................................................
59
70 6. Dariusz MAĆKOWIAK, Edward PAJĄK, Krzysztof ŻYWICKI
Wykorzystanie koncepcji lean manufacturing w doskonaleniu produkcji ................Lean manufacturing to use to improve production ................................................
71 83
7. Piotr PACZOS, Przemysław ZAWODNY Badania doświadczalne oraz wykorzystanie systemu ABAQUS do szacowania wartości sił krytycznych belek zimnogiętych ........................................................Experimental investigation and using the ABAQUS system for assessing value of critical forces cold-formed beams .....................................................................
85
94 8. Michał ROGALEWICZ, Robert SIKA
ProdBalance – narzędzie do bilansowania zdolności produkcyjnych systemu produkcyjnego .....................................................................................................ProdBalance – tool to help with balancing of production capacity ......................
95 108
9. Piotr SIWAK, Maciej KUPCZYK Specjalne oprzyrządowanie do wytaczania i nagniatania powierzchni otworu stożkowego ...........................................................................................................Special instrumentation for boring and burnishing of the conical surface of hole ........................................................................................................................
109 119

Spis treści 4
10. Paweł SWORNOWSKI The virtual coordinate measuring machine – applications ....................................Wirtualna współrzędnościowa maszyna pomiarowa – aplikacje ...........................
121 128
11. Tadeusz WEGNER, Maciej OBST Przebieg procesu jednoosiowego rozciągania w przestrzeni głównych składo-wych odkształcenia ..............................................................................................Single axial tension process in the space of principal strains components ...........
129 152
12. Radosław WILDE, Piotr ZBORAŁA Przegląd teorii laminowanych kompozytowych płyt i powłok stosowanych w budowie zbiorników cienkościennych ..............................................................Review of different theories of laminated composite plates and shells for pres-sure vessels ............................................................................................................
153
164 13. Radosław WILDE, Piotr ZBORAŁA
Przegląd podstawowych hipotez „lini łamanej” płyt i powłok kompozytowych Review of basic “broken-line” hypothesis for composite plates and shells ..........
165 176
14. Jan ŻUREK, Olaf CISZAK, Robert CIEŚLAK, Marcin SUSZYŃSKI Metodyka projektowania ergonomicznego stanowiska montażu ręcznego ............Methodology of designing the ergonomic-based manual assembly workstation
177187

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
PAWEŁ ANDRAŁOJĆ
ANALIZA MOŻLIWOŚCI POMIARÓW NANOTOPOGRAFII
Rozwój technologiczny wymusza w metrologii konieczność pomiaru chropowatości o wyso-
kościach mieszczących się w skali nano. Coraz częściej potrzebne jest uzyskanie nie tylko parame-trów 2D, ale także obrazu powierzchni. W artykule przedstawiono porównanie metod pomiaru nanotopografii o największej pionowej rozdzielczości, w których wykorzystuje się takie urządze-nia, jak mikroskopy sondy skanującej, interferometry i profilometry.
Słowa kluczowe: AFM, STM, nanotopografia, VSI, PSI
1. WPROWADZENIE
Pierwszym urządzeniem skonstruowanym specjalnie do pomiaru nanotopo-
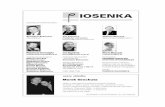
grafii powierzchni był zbudowany w 1982 r. przez G.Binniga i H. Rohrera w laboratorium IBM w Zurichu tunelowy mikroskop skaningowy [1]. Miał on służyć do obserwacji w skali nano powierzchni tlenków metali użytych jako izolator w złączu Josephsona. W ciągu następnych lat opracowano wiele rodzajów mikroskopów z son-dą skanującą (SPM) (rys. 1), które miały za zadanie rozszerzenie moż-liwości badania nanotopografii.
Na początku lat 90. pojawiły się urządzenia umożliwiające pomiary z rozdzielczością pionową zbliżoną do rozdzielczości SPM (rys. 2), dzia-łających z wykorzystaniem innych zjawisk fizycznych – m.in. interfe-rencji światła jako fali elektroma-gnetycznej.
Rys. 1. Rodzina mikroskopów z sondą skanującą (SPM)
Fig.1. The family of scanning probe micro-scopes

P. Andrałojć 6
Rys. 2. Systemy 3D do pomiaru nantopografii powierzchni Fig. 2. The systems of nanotopografy surface measurements
Pierwszymi tego typu urządzeniami były PSI, czyli interferometry przesunię-cia fazy, wykorzystywane do pomiaru powierzchni bardzo gładkich. Po wielu próbach udało się opracować metodę pozwalającą mierzyć powierzchnie o więk-szych nierównościach z użyciem przyrządu do pomiaru za pomocą światła bia-łego – tzw. interferometru pionowego skanowania. Udoskonalenie głowic w profilometrach stykowych, a także użycie materiałów o zerowym współczyn-niku rozszerzalności cieplnej, pozwoliły osiągnąć wymaganą przy pomiarze nanotopografii rozdzielczość.
2. MIKROSKOPY Z SONDĄ SKANUJĄCĄ
2.1. Skaningowy mikroskop tunelowy
Mikroskopy z sondą skanującą (SPM) jako pierwsze osiągnęły rozdzielczość
obrazowania mieszczącą się w skali nano. Pierwszym SPM był opracowany przez Binninga i Rohera w 1982 r. tunelowy mikroskop skaningowy (STM). Mikroskop ten działał na zasadzie pomiaru natężenia prądu tunelowego między ostrzem a próbką.
Do tej pory jest to najczulszy SPM o rozdzielczości pionowej do 0,1 Å. Ze względu na zależność natężenia prądu tunelowego od odległości między próbką a ostrzem (rys. 3B) konieczne jest, aby ostrze było zakończone pojedynczym atomem i miało kształt doskonałego ostrosłupa lub stożka. Każdy dodatkowy atom biorący udział w tunelowaniu powoduje błędy w obrazowaniu powierzchni badanej.

Analiza możliwości pomiarów nanotopografii 7
Rys. 3. (A) zjawisko tunelowania elektronu; Vo – wysokość bariery potencjału, E1 – energia elek-tronu, d – szerokość bariery, T – prawdopodobieństwo tunelowania; (B) natężenie prądu tunelo-
wego I zależnie od odległości d [10]
Fig. 3. (A) The electrons tunneling effect: V0 – potential barrier, E1 – electron’s energy, d – barrier width, T – probability of tunneling; (B) Graph of the tunneling current I for distance between tip
and testing surface [10]
Ograniczenie możliwości pomiarowych STM do przewodników, półprzewod-
ników i nadprzewodników spowodowało, że konieczne było opracowanie mikro-skopu, którego działanie opierałoby się na innych zjawiskach fizycz-nych. W 1985 r. Binning opracował mikroskop sił atomowych (AFM), działający z wykorzystaniem sił van der Waalsa (rys. 4) i pozwala-jący wykonywać pomiar nanotopo-grafii powierzchni wszystkich ro-dzajów materiałów. W ciągu kolej-nych lat nastąpił gwałtowny rozwój mikroskopii sondy skanującej, powstało wiele mikroskopów opar-tych na różnego typu zjawiskach fizycznych pozwalających na obra-zowanie topografii próbki i jedno-czesny pomiar takich parametrów, jak elastyczność, twardość, współ-czynnik tarcia itp.
Rys. 4. Wykres przedstawiający siły działające na ostrze w AFM [2]
Fig. 4. Force between probe and surface vs. distance curve [2]

P. Andrałojć 8
Rys. 6. Głowica zakończona tzw. lejkiem świetlnym (Nanopics INC)
Fig. 6. NSOM probe
2.2 Skaningowy mikroskop optyczny bliskiego zasięgu (NSOM)
Wszystkie te urządzenia, choć ich działanie opiera się na różnych oddziaływa-niach między sondą a próbką, są zbudowane bardzo podobnie; jedynym mikro-skopem wyróżniającym się w tej grupie jest mikroskop optyczny bliskiego za-
sięgu. Wykorzystano w nim zamiast dźwigni z ostrzem tzw. lejek świetlny, czyli próbnik będący zakończeniem światłowodu. Średnica otworu na końcu lejka jest znacznie mniejsza niż długość fali (λ) świetlnej użytej do badania próbki. Drugą wielkością ważną dla działania NSOM jest odległość lejka od badanej powierzchni, która też musi być znacznie mniejsza od λ (rys. 5). Dzięki takiej kon-strukcji uzyskano dziesięcio-krotne zwiększenie rozdziel-czości pionowej w porównaniu do standardowych mikrosko-pów optycznych. W odróżnie-niu od innych SPM, które, przedstawiając powierzchnię, nadają jej kolory wybrane przez komputer, NSOM prze-
Rys. 5. Mikroskopy optyczne: A – optyczny mikroskop skaningowy bliskiego zasięgu, B – mikroskop optyczny
Fig. 5. Optical microscopes: A – Near-field Scanning Optical Microscopy, B – Classic optical microscope

Analiza możliwości pomiarów nanotopografii 9
kazuje obraz rzeczywistych kolorów badanej próbki. Mikroskopy tego typu pra-cują w dwóch trybach: – transmisyjnym – dane na temat topografii powierzchni uzyskuje się ze świa-
tła, które przeszło przez próbkę; – odbiorczym – zbierane jest światło odbite od próbki i na tej podstawie two-
rzony jest obraz powierzchni.
2.2. Mikroskopy sił atomowych
Z punktu widzenia budowy maszyn najbardziej przydate ze względu na roz-dzielczość i uniwersalność są mikroskopy z grupy AFM. Mogą one pracować w trzech trybach: – kontaktowym – C-AFM – w zakresie sił odpychających (rys. 2), mierzone
jest ugięcie się dźwigni; – bezkontaktowym – NC-AFM – dźwignia pomiarowa wprawiana jest w drga-
nie o częstotliwości bliskiej rezonansu, a detektor bada zmianę amplitudy lub częstotliwości drgań;
– z kontaktem przerywanym – ICM-AFM – podobnie jak w trybie bezkontak-towym dźwignia wprawiana jest w drgania, jednak drga znacznie bliżej po-wierzchni próbki i co pewien czas jej dotyka. Wychylenie dźwigni mierzy się najczęściej za pomocą fotodetektora spraw-
dzającego przesunięcie wiązki laserowej odbitej od dźwigni. W celu zwiększe-nia dokładności odczytu ugięcia dźwigni w C-AFM stosuje się czasami skanin-gowy mikroskop tunelowy, a w pozostałych trybach stosuje się specjalne mate-riały zmieniające opór elektryczny, np. przy zmianie kształtu nanorurki.
Każdy z tych trybów ma wady i zalety, które należy uwzględnić przy wybo-rze metody badania danej próbki.
3. INTERFEROMETRY
Maksymalna rozdzielczość mikroskopów optycznych wynosi ok. 500 nm.
Jest to związane z ograniczeniami optyki, ale przede wszystkim z falą elektro-magnetyczną użytą do pomiaru, czyli falą światła widzialnego. Jednym ze spo-sobów pokonania tego ograniczenia jest użycie fali o innej długości, np. wiązki elektronów, która, jak każde ciało będące w ruchu, jest źródłem fali elektroma-gnetycznej. Innym wyjściem jest skorzystanie ze zjawiska interferencji, czyli nałożenia się dwóch fal.

P. Andrałojć 10
3.1. PSI – interferometry przesunięcia fazy
Interferometry przesunięcia fazy (PSI) odwzorowują topografię powierzchni z bardzo niskim poziomem szumów i wysoką dokładnością, ale aby uniknąć błędów, różnica między dwoma sąsiednimi punktami obrazu musi być mniejsza niż jedna czwarta długości fali. Zazwyczaj używane jest światło czerwone, uzy-skiwane dzięki monochromatyzacji za pomocą filtra światła białego (rys. 8).
Rys. 7. Schemat budowy PSI zbudowanego na bazie interferometru Michelsona firmy Veeco [14]
Fig. 7. Scheme of PSI with Michelson Interferometer. Made by Veeco [14]
Światło ze źródła po przejściu przez monochromator zostaje podzielone na
dwie wiązki, z których jedna pada na kamerę CCD służącą do analizy obrazu, a druga kierowana jest na obiektyw. W interferometrach do pomiaru topografii po-wierzchni najczęściej stosuje się konstrukcje Michelsona, Fizau lub Mirau. Wiąz-ka pomiarowa w obiektywie pada na płytkę światłodzielącą; połowa wiązki pada na powierzchnię referencyjną, a reszta na badaną powierzchnię. Po odbiciu obie wiązki wracają i interferują ze sobą. Obraz zapisywany jest przez kamerę CCD, po czym piezoelement przymocowany do powierzchni referencyjnej przechyla ją o pewien niewielki i znany kąt w celu uzyskania przesunięcia faz między oboma wiązkami. System zapisuje różnice w natężeniu prążków interferencyjnych zależ-nie od wychylenia powierzchni. Na podstawie tych zmian tworzony jest obraz powierzchni.
3.2. VSI – interferometry skanowania pionowego
W tego typu interferometrach do tworzenia obrazu topografii powierzchni wy-
korzystuje się światło białe składające się z wielu fal elektromagnetycznych o różnych długościach. Z warunku na położenie prążka jasnego wiadomo, że jest

Analiza możliwości pomiarów nanotopografii 11
ono wprost proporcjonalne do długości fali, a co za tym idzie, prążki rzędu n > 1 dla różnych kolorów światła są przesunięte względem siebie (rys. 8).
Rys. 8. Położenie prążków interferencyjnych dla światła o różnych długościach fal [14] Fig. 8. Sets of fringes for different wavelengths of light [14]
Maksymalne natężenie prążków interferencyjnych występuje, jeżeli drogi
optyczne wiązki odbitej od powierzchni referencyjnej i powierzchni badanej są sobie równe. Dlatego, aby zbadać powierzchnię, obiektyw interferometru musi się poruszać w pionie; stąd nazwa tej metody. Ruch ten jest wykonywany dzięki skanerowi z elementu piezoelektrycznego. Nałożenie prążków od różnych fal powoduje szybki spadek natężenia sygnału, co widać na rys. 9.
Rys. 9. Suma sygnałów o różnej długości fali tworzy zestaw prążków o szybko malejącej modulacji [14]
Fig. 9. The sum of all interference signals form a fringe pattern with quickly decreasing modulation [14]
Obraz topografii powierzchni tworzony jest dzięki wykorzystaniu warunku
na maksymalne natężenie prążków, czyli równości dróg optycznych.

P. Andrałojć 12
Tabela 1 Porównanie PSI i VSI
Comparison PSI and VSI Typ PSI VSI Światło monochromatyczne białe Zakres* 160 nm 1 mm Rozdzielczość pozioma minimum 50 nm Rozdzielczość pionowa 0,1–0,3 nm 1–3 nm
*Maksymalna wysokość nierówności możliwa do zmierzenia.
4. PROFILOMETRY
Dzięki zastosowaniu w profilometrach in-
terferometrów laserowych, które odczytują wartości wychylenia końcówki pomiarowej w głowicy, uzyskano zwiększenie dokładności pomiarów. Dodatkowo, aby ograniczyć wpływ temperatury na urządzenie, stosuje się do ich konstrukcji materiały o niskim współczynniku rozszerzalności cieplnej, tzw. ZERODUR, a także łożyska ze specjalnego polimeru. Te wszystkie zabiegi konstrukcyjne pozwoliły uzyskać wyniki o niepewności na poziomie 1,3 nm w osiach X i Z. Przykładem tego typu urzą-dzenia jest zbudowany przez Narodowe Labora-torium Fizyki w Wielkiej Brytanii NanoSurf IV (rys. 10).
5. OCENA MOŻLIWOŚCI POMIARU NANOTOPOGRAFII
Na rynku pojawiają się coraz nowsze urządzenia do zastosowań w pomiarach nanometrycznych, np. COXI – połączenie interferometru laserowego z interfe-rometrem rentgenowskim o rozdzielczości 0,192 nm. Jednak należy zdać sobie sprawę, gdzie znajduje się obecnie granica stosowalności w pomiarach topogra-fii powierzchni części maszyn, pozwalająca wyodrębnić urządzenia o rozdziel-czości przydatnej na razie tylko w fizyce i biologii. Dokonując wyboru, należy równocześnie zwrócić uwagę na rodzaj materiałów, które będą badane, a także na analizowany zakres chropowatości. Również czas potrzebny na wykonanie
Rys. 10. NanoSurf IV – profilometr zbudowany przez NPL [8]
Fig. 10. NanoSurf IV – The profilo-meters was made by NPL [8]

Analiza możliwości pomiarów nanotopografii 13
pomiaru jest bardzo ważnym czynnikiem, który często decyduje o zakupie dane-go typu urządzenia, zwłaszcza do zakładu produkcyjnego.
Tabela 2
Porównanie możliwości pomiarowych różnych urządzeń stosowanych w pomiarach 3D powierzchni
The comparison of measurements ability for equipments for 3d surface measurement
Typ Zjawisko fizyczne Rozdzielczość Stosowalność
STM zjawisko tunelowania V<0,1 Å L ≈ 1Å
ciała stałe, przewodniki, półprzewodniki, nadprzewodniki
AFM siły międzyatomowe V<1 Å
L ≈ 10Å
ciała stałe, ciekłe kryształy, ciecze STM+izolatory
Interfero-metr
interferencja V ~ 1 Å
L* ≈ 500Å ciała stałe, ciekłe kryształy, ciecze
SP profil powierzchni V≈10 Å
L ≈ 1000Å ciała stałe
* Rozdzielczość ta zależy od zastosowanej metody przesuwu poprzecznego: dla profilometrów jest to stolik mechaniczny, w STM i AFM używany jest skaner piezoelektryczny a w interfe-rometrach rozdzielczość ta zależy wyłącznie od zastosowanej optyki.
Najbardziej uniwersalnym urządzeniem (tabela 2), a co za tym idzie, przy-
datnym w placówkach badawczych, jest AFM, a także, ze względu na szybkość pomiaru i zbliżoną rozdzielczość pionową oraz większy pionowy zakres pomia-rowy, interferometr VSI. Bardzo duża rozdzielczość i ograniczona stosowalność powodują, że obecnie STM jest urządzeniem bardziej przydatnym dla fizyków niż mechaników.
LITERATURA
[1] Barbacki A. (red.), Mikroskopia elektronowa, Wyd. Politechniki Poznańskiej, Poznań 2005. [2] Bentar L., Holland R., STM/AFM. Mikroskopy z sondą skanującą, 2002
(http://www.inmat.pw.edu.pl/zaklady/zpim/Mikroskopy_STM_AFM.pdf). [3] Binning G., Rohrer H., Gerber Ch., Weibel E., Appl. Phys. Lett., 40, 178, 1982. [4] Binning G., Rohrer H., Helv. Phys. Acta, 55, 726, 1982. [5] Fan H., Reading I., Fang Z.P., Research on tilted coherent plane white light interferometry
for wafer bump 3D inspection, SIMTech technical reports, Vol. 7, No. 1, Jan–Mar 2006. [6] Fan H., Reading I., Fang Z.P., Research on tilted coherent plane white light interferometry
for wafer bump 3D inspection, SIMTech technical reports, Vol. 7, No. 1, Jan–Mar 2006. [7] Griffith J.. Scanning Probe Microscopy: Training Notebook (http://www.eotc.tufts.
edu/Documents/AFMFacility/SPM_Training_Notebook_v3.pdf). [8] National Institute of Physics (http://www.npl.co.uk/).

P. Andrałojć 14
[9] Novak E., Wan D.-S., Unruh P., Schmit J., Dynamic MEMS Measurement Using a Strobed Interferometric System with Combined Coherence Sensing and Phase Information, Veeco Metrology.
[10] Obrazowanie i analiza pomiarów skaningowym mikroskopem tunelowym STM (http://www.ostm.umcs.lublin.pl/).
[11] Pahk. H.J., A New 3D Inspection System for Micro Mechanical Parts using Interferometry based Optical Technology (http://microtherm.snu.ac.kr/Workshop/SNU_UCB_2002/SNU_ UCB_2002_07.pdf).
[12] Patorski K. (red.), Interferometria laserowa z automatyczną analizą obrazu, Oficyna Wy-dawnicza Politechniki Warszawskiej, Warszawa 2005.
[13] Sugiyama M. Theories of Learning and Their Applications to Signal and Image Processing, 2003.
[14] Veeco Inc. (http://veeco.com/).
Recenzent: prof. dr inż. Jan Chajda
ANALYSIS OF POSSIBILITY OF NANOTOPOGRAPHY MEASUREMENTS
S u m m a r y
Because of technological growth metrology is made to take measurements of surface rough-
ness in nanometer scale and visualizing the surface nano-texture. This article is presented compari-son between methods of nanotopografy with the best vertical resolution e.g. scanning probe micro-scopy, interferometers and stylus profilometers.
Key words: AFM, STM, nanotopografy, nanometrology, PSI, VSI
mgr inż. Paweł Andrałojć Politechnika Poznańska, Instytut Technologii Mechanicznej, Zakład Metrologii i Systemów Pomiarowych, pl. M. Skłodowskiej-Curie 5, 61-138 Poznań, tel. +48 (61) 6653568, e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
PRZEMYSŁAW CIESZKOWSKI, MACIEJ KUPCZYK,
PRZEMYSŁAW LIBUDA, PIOTR SIWAK
WPŁYW PODŁOŻA NA WYNIKI BADAŃ PODATNOŚCI NA
KRUCHE PĘKANIE CIENKIEJ POWŁOKI PRZECIWZUŻYCIOWEJ CrN
Biorąc pod uwagę niezwykle istotny wpływ kruchości na trwałość materiałów powłokowych
osadzonych na ostrzach skrawających pracujących w warunkach pracy uderzeniowej, podjęto się przeprowadzenia badań podatności powłok na kruche pękanie, a więc określenia ich przydatności do ochrony ostrza skrawającego pracującego w tych warunkach. W pracy ukazano wpływ podłoża na wyniki badań podatności na kruche pękanie powłoki CrN.
Słowa kluczowe: powłoki przeciwzużyciowe, metoda łukowo-plazmowa, podatność na kruche
pękanie, praca pękania
1. WPROWADZENIE
Odporność materiałów na ścieranie jest na ogół tym większa, im większa jest
ich twardość [1÷4, 9]. Stąd też na ostrza skrawające stosuje się powszechnie bardzo twarde materiały podłożowe i powłokowe.
Twarde lub supertwarde powłoki osadzone na ostrzach narzędzi skrawających w zależności od warunków skrawania podlegają w większym lub mniejszym stopniu typowemu zużyciu ściernemu. Jak wykazały wcześniejsze badania [4÷6], proces zużycia powłok w warunkach pracy uderzeniowej (np. dłutowania obwiedniowego) następuje przede wszystkim poprzez ich pękanie, rozdrobnienie i odpadanie mikropłatków powłoki, a tylko w ograniczonym stopniu przez typowe zużycie ścierne.
Rozdrobnienie powłoki jest związane z jej odpornością na inicjację i rozprzestrzenianie się pęknięć. Destrukcyjny wpływ powstałej szczeliny (pęknięcia) jest szczególnie groźny w materiałach kruchych z uwagi na znaczną prędkość jej propagacji. Pęknięcie kruche przebiega bowiem przy minimalnej dyssypacji energii wskutek braku odkształceń plastycznych. W materiałach

P. Cieszkowski, M. Kupczyk, P. Libuda, P. Siwak 16
plastycznych powstaje zaś plastyczne płynięcie na końcach szczeliny, powodujące umocnienie materiału i znaczne zmniejszenie prędkości propagacji.
Nie mniej istotnym czynnikiem wpływającym na pękanie powłoki jest również rodzaj podłoża, na jakim została ona osadzona. Inaczej będzie „zachowywała się” powłoka osadzona na ostrzu ze stali szybkotnącej, a inaczej – osadzona na węglikach spiekanych, ceramice narzędziowej, czy też na ostrzach z materiałów supertwardych. Jest to związane m.in. z innym charakterem odkształcania się różnych materiałów narzędziowych pod wpływem nacisków występujących w strefie skrawania, co opisano w pracach [4, 6].
Biorąc powyższe pod uwagę, podjęto badania mające na celu ocenę podatności na kruche pękanie powłoki z azotku chromu z uwzględnieniem zastosowanego podłoża.
2. METODYKA BADAŃ
2.1. Rodzaje podłoży zastosowanych w badaniach
Jako podłoża użyto w badaniach płytek skrawających z trzech gatunków
węglików spiekanych: – z grupy zastosowania K węglik H15X o twardości 1550HV30, – z grupy zastosowania M węglik SM25 o twardości 1550HV30, – z grupy zastosowania P węglik S40S o twardości 1200HV30.
Dobrano je z myślą o późniejszych badaniach eksploatacyjnych i w ten sposób, aby płytki skrawające reprezentowały główne grupy zastosowań węglików spiekanych na ostrza skrawające.
2.2. Powłoka zastosowana w badaniach i warunki jej wytwarzania
Powłokę jednowarstwową CrN o barwie srebrnoszarej wytworzono metodą
łukowo-plazmową. Do istotniejszych warunków procesu wytwarzania powłok należy zaliczyć
[10]: − uzyskanie wysokiej próżni za pomocą pompy dyfuzyjnej (86·10-7 Pa), − grzanie wsadu (150–500ºC – czas ok. 2–3 h), − oczyszczanie jonowe ok. 10 min, w tym czasie dozowanie argonu, przyłoże-
nie wysokiego napięcia (500 V), − odcięcie dopływu argonu i odpompowanie resztki argonu, − wytworzenie par metalu przez zmniejszenie napięcia od 400 V do 64 V,
z dozowaniem argonu,

Wpływ podłoża na wyniki badań podatności … 17
− wyłączenie dopływu argonu i dozowanie azotu (proces ten trwa ok. 3 h), − zakończenie procesu przez ostudzenie wsadu i wyrównanie ciśnienia (proces
ten trwa ok. 1 h).
2.3. Metodyka oceny podatności na powstawanie pęknięć
2.3.1. Geneza metody pomiaru podatności na powstawanie pęknięć
Przez wiele lat usiłowano znaleźć właściwą metodę oceny kruchości
twardych materiałów narzędziowych. Nie powiodły się próby wykrycia związku pomiędzy kruchością a parametrami wytrzymałościowymi materiałów stosowanych na ostrza skrawające. Nawet w przypadku pomiarów wytrzymałości na zginanie wykazano niewielki związek podczas badania różnych gatunków węglików spiekanych. Zadowalające rezultaty uzyskano dopiero przy pomiarach twardości.
Podczas badań twardości kruchych materiałów metodą Vickersa przy odpo-wiednio wysokich obciążeniach zaobserwowano występowanie pęknięć rozcho-dzących się od wierzchołków powstałego odcisku. W wyniku tych prób wyka-zano, że istnieje związek między kruchością materiałów a długością powstałych pęknięć.
Opis metody pomiaru kruchości przedstawił jako pierwszy Palmqvist. Zdefiniował on ponadto wzór na pracę pękania Ak dla materiałów objętościowych [7, 8].
2.3.2. Metodyka obliczania podatności na powstawanie
pęknięć oraz pracy pękania
Metoda Palmqvista polega na wciskaniu wgłębnika, mającego postać foremnego, czworokątnego ostrosłupa diamentowego o kącie dwuściennym α = = 136°, w płaską powierzchnię elementu badanego pod obciążeniem P działającym prostopadle do tej powierzchni.
Jak już wcześniej nadmieniono, podczas wykonywania odcisku powstają pęknięcia rozchodzące się od wierzchołków powstałego odcisku (rys. 1).

P. Cieszkowski, M. Kupczyk, P. Libuda, P. Siwak 18
Rys. 1. Schematyczne przedstawienie odcisku diamentowego wgłębnika Vickersa i pęknięć podłoża
Fig. 1. Schematic presentation of the pyramidal diamond indenter indentation and the cracks of substrate
Wartością uwzględnianą w obliczeniach podatności materiału na kruche pę-
kanie jest suma długości pęknięć:
Li = Li1 + Li2 + Li3 + Li4 . (1)
Kolejnym etapem w wyznaczaniu podatności materiału na kruche pękanie było określenie średniej sumarycznej długości pęknięć dla poszczególnych obciążeń pomiarowych Pi = 6 oraz liczby prób (powtórzeń) n = 3 (dla podłoża) lub 5 (dla powłoki):
∑=
=n
iii L
nL
1
1 . (2)
Według Palmqvista podatność na powstawanie pęknięć a1 jest to tangens kąta α pokazany na rys. 2:
⎥⎦⎤
⎢⎣⎡
−==
Nμmtg
01 PP
Lαai
i . (3)
W przedstawionych badaniach wartość kąta α określono na podstawie wcze-śniej wyznaczonego równania prostej (linii trendu) z użyciem programu Micro-soft Excel.

Wpływ podłoża na wyniki badań podatności … 19
Średnia sumaryczna długość pęknięć w funkcji
obciążenia pomiarowego
0100200300400500600700800900
1000
0 200 400 600 800 1000 1200
Obciążenie pomiarowe [N]
Sum
a dł
ugoś
ci pęk
nięć
Lśr
ed. i [ μ
m]
Rys. 2. Wyznaczenie podatności na kruche pękanie wg Palmqvista [7] na podstawie wartości kąta α
Fig. 2. Determination of the susceptibility to brittle cracking by Palmqvist [7] on the base of the value of α angle
Przy założeniu, że dla krytycznej wartości obciążenia pomiarowego Pk
głębokość odcisku wynosi hk, zaś przekątna odcisku dk oraz stosunek hk/dk = = 0,143, pracę pękania Ak wyznacza się z zależności [7, 8]:
∫ ∫ ⋅⋅==h d
kkkkkk dddVHdhPA0 0
2 143,0)8544,1/( , (4)
k
kkk HV
PPA ⋅⋅= 49,6 [G⋅cm]. (5)
A zatem w jednostkach SI:
k
kkk HV
PPA ⋅⋅= 62,6 [N⋅mm]. (6)
iL
0PiP
α

P. Cieszkowski, M. Kupczyk, P. Libuda, P. Siwak 20
2.4. Warunki przeprowadzenia badań
Na płytkach z węglików spiekanych typu H15X, SM25 i S40S niepowleczonych wykonano po trzy odciski, a na płytkach z węglików spiekanych powleczonych powłoką CrN wykonano po pięć odcisków dla każdego obciążenia pomiarowego. Odciski wykonano z użyciem twardościomierza Vickersa (rys. 3). Zastosowano następujące obciążenia: 98 N (10 kG), 196 N (20 kG), 294 N (30 kG), 490 N (50 kG), 588 N (60 kG) i 980 N (100 kG).
Długość pęknięć mierzono wstępnie na mikroskopie świetlnym zamontowanym na mikrotwardościomierzu TUCON w laboratorium powłok przeciwzużyciowych Pracowni Podstaw Technologii (rys. 4a), później zaś na wspomaganym komputerowo mikroskopie skaningowym typu Vega w Instytucie Inżynierii Materiałowej (rys. 4b).
Rys. 3. Twardościomierz Vickersa Fig. 3. Vickers hardness tester
a) b)
Rys. 4. Mikroskopy: a) świetlny TUCON „MO”, b) skaningowy Vega TS 5135 Fig. 4. The microscopes: a) TUCON „MO” light microscope, b) Vega TS 5135 scanning electron
microscope

Wpływ podłoża na wyniki badań podatności … 21
3. WYNIKI BADAŃ
3.1. Wyniki badań podłoży
W pierwszej kolejności wykonano badania podłoży. Graficzną interpretację
wyników pomiarów średniej sumarycznej długości pęknięć podłoży H15X, SM25 i S40S przedstawiono na rys. 5. Na rysunku 6 przedstawiono odciski wgłębnika w podłożach H15X, SM25 i S40S z wyznaczonymi długościami pęk-nięć.
Średnia sumaryczna długość pęknięć podłoży H15X,
SM25, S40S w funkcji obciążenia
y = 1,2335x - 30,662
y = 0,3729x + 8,6473
y = 0,9848x - 22,33
0
200
400
600
800
1000
1200
0 200 400 600 800 1000 1200Obciążenie pomiarowe [N]
Sum
a dł
ugoś
ci pęk
nięć
Lśr
ed. i
[ μm
]
H15XSM25S40S
Rys. 5. Graficzna interpretacja wyników pomiarów średniej sumarycznej długości pęknięć podłoży H15X, SM25 i S40S w funkcji obciążenia
Fig. 5. The graphical interpretation of the results of the measurements of the total mean length of the cracks of the H15X, SM25 and S40S substrates in the function of load
a) b) c)
Rys. 6. Odciski wgłębnika w podłożach: a) H15X, b) SM25, c) S40S z wyznaczonymi długościami pęknięć
Fig. 6. The indentations of the indenter in the substrates of: a) H15X, b) SM25, c) S40S with determinated lengths of the cracks

P. Cieszkowski, M. Kupczyk, P. Libuda, P. Siwak 22
Na podstawie uzyskanych wyników badań średniej sumarycznej długości pęknięć dla podłoży typu H15X, SM25 i S40S obliczono wartości obciążenia krytycznego, pracę pękania i podatność na powstawanie pęknięć. Wyniki tych badań zamieszczono w tabeli 1. Podano w niej zarówno wartości obciążenia krytycznego Pk300 oraz wartości pracy pękania Ak300, tj. dla sumarycznej długości pęknięć wynoszącej 300 μm. Wyznaczenie wartości obciążenia krytycznego Pk300 przedstawiono w sposób graficzny na rys. 5.
Tabela 1
Wyniki obliczonych wartości obciążenia krytycznego, pracy pękania i podatności na kruche pękanie podłoży H15X, SM25 i S40S
The results of the calculated values of the critical loads of the work of cracking and susceptibility to brittle cracking of the H15X, SM25 and S40S substrates
Lp.
Materiał podłoża
Średnie obciążenie krytyczne Pk300 [N]
Średnia praca pękania
Ak300 [N⋅mm] Średnia podatność na kruche
pękanie a1(300) [μm/N]
1 H15X 268,07 233,38 1,23
2 SM25 372,30 381,97 0,86
3 S40S 781,31 1319,78 0,37
W wyniku badań wykazano istotną różnicę pomiędzy wartościami średnimi
podatności na kruche pękanie badanych podłoży i potwierdzono ich właściwy dobór pod względem zróżnicowania ich właściwości.
Praca pękania podłoży H15X, SM25, S40S
H15X SM25 S40S0
200
400
600
800
1000
1200
1400
1600
Prac
a pę
kani
a A
k [N
mm
]
Rys. 7. Wyniki badań pracy pękania podłoży H15X, SM25 i S40S Fig. 7. The investigation results of the work of cracking of the H15X, SM25 and S40S substrates

Wpływ podłoża na wyniki badań podatności … 23
Na rysunku 7 przedstawiono graficzną interpretację wyników badań pracy pękania podłoży H15X, SM25 i S40S, a na rys. 8 graficzną interpretację wyni-ków badań podatności tych podłoży na kruche pękanie. Małe przedziały ufności wskazują na dużą powtarzalność wyników pomiarów sumarycznej długości pęknięć.
Współczynnik podatności na pękanie podłoży H15X,
SM25, S40S
H15X SM25 S40S0
0,2
0,4
0,6
0,8
1
1,2
1,4
Poda
tność
na k
ruch
e pę
kani
e a
1 [µm
/N]
Rys. 8. Wyniki badań podatności na kruche pękanie podłoży H15X, SM25 i S40S Fig. 8. Investigation results of the susceptibility to brittle cracking of the H15X, SM25 and S40S
substrates
3.2. Wyniki badań wpływu rodzaju podłoża na podatność powłoki CrN na
kruche pękanie
Graficzną interpretację wyników pomiarów średniej sumarycznej długości pęknięć powłoki CrN osadzonej na podłożach H15X, SM25 i S40S przedstawiono na rys. 9. Na rysunku 10 przedstawiono odciski wgłębnika w powłoce osadzonej na danym podłożu z wyznaczonymi długościami pęknięć.
Na podstawie uzyskanych wyników badań wpływu średniej sumarycznej długości pęknięć na kruche pękanie powłoki CrN osadzonej na podłożach H15X, SM25 i S40S obliczono wartości podatności na kruche pękanie. Zbiorcze zestawienie wyników tych badań zamieszczono w tabeli 2.

P. Cieszkowski, M. Kupczyk, P. Libuda, P. Siwak 24
Średnia sumaryczna długość pęknięć powłoki CrN osadzonej na H15X, SM25, S40S w funkcji obciążenia
0100200300400500600700800900
1000
0 200 400 600 800 1000 1200Obciążenie pomiarowe [N]
Sum
a dł
ugoś
ci pęk
nięć
Lśr
ed. i
[ μm
]
H15X+CrN
SM25+CrN
S40S+CrN
Rys. 9. Zbiorcze zestawienie wyników badań średniej sumarycznej długości pęknięć powłoki CrN osadzonej na podłożach H15X, SM25 i S40S w funkcji obciążenia
Fig. 9. The summary set of the results of research of total mean length of cracks of the CrN coating deposited on H15X, SM25 and S40S in the function of load
a) b) c)
Rys. 10. Odciski wgłębnika w powłoce CrN osadzonej na podłożu: a) H15X; b) SM25; c) S40S z wyznaczonymi długościami pęknięć
Fig. 10. The indentations of the indenter in CrN coating deposited on: a) H15X; b) SM25; c) S40S with determinated lengths of the cracks
Na rysunku 11 przedstawiono graficzną interpretację wyników badań
podatności na kruche pękanie (wartości a1(300)) powłoki CrN osadzonej na podłożach H15X, SM25 i S40S.
Z rysunku zbiorczego wynika, że rodzaj podłoża ma wpływ na wyniki badań podatności na kruche pękanie powłoki CrN. Potwierdziły to również obliczenia istotności różnicy pomiędzy średnimi wartościami a1.

Wpływ podłoża na wyniki badań podatności … 25
Tabela 2 Wyniki obliczonych wartości podatności na kruche pękanie powłoki CrN osadzonej na podłożach
H15X, SM25 i S40S The results of calculated values of the susceptibility to brittle cracking of the CrN coating
deposited on H15X, SM25 and S40S substrates
Lp. Materiał podłoża Średnia podatność na kruche pękanie
a1(300) [μm/N]
1 H15X+CrN 0,92
2 SM25+CrN 0,66
3 S40S+CrN 0,19
Współczynnik podatności na pękanie powłoki CrN
osadzonej na H15X, SM25, S40S
H15X+CrN SM25+CrN S40S+CrN0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Poda
tność
na k
ruch
e pę
kani
e a
1 [µm
/N]
Rys. 11. Graficzna interpretacja wyników badań podatności na kruche pękanie (wartości a1(300) ) powłoki CrN osadzonej na podłożach H15X, SM25 i S40S
Fig. 11. Graphical interpretation of the investigation results of the susceptibility to brittle cracking (a1(300) values) of the CrN coating deposited on the H15X, SM25 and S40S substrates
4. WNIOSKI
Na podstawie przeprowadzonych badań podatności na kruche pękanie powłoki
CrN wytworzonej metodą łukowo-plazmową na wymiennych płytkach skrawających z węglików spiekanych H15X, SM25 i S40S można stwierdzić, że: − potwierdzono przydatność metody Palmqvista do pomiarów podatności
twardych materiałów powłokowych na kruche pękanie;

P. Cieszkowski, M. Kupczyk, P. Libuda, P. Siwak 26
− zauważono wpływ zastosowanych podłoży na wyniki badań podatności na kruche pękanie osadzonych na nich powłok, stąd też porównawcza ocena przydatności poszczególnych powłok może być dokonywania wyłącznie dla powłok osadzonych na tym samym podłożu;
− pracę pękania można wyznaczyć wg wzoru Palmqvista tylko dla materiałów objętościowych (podłoży), zaś w przypadku powłok można wyznaczyć wyłącznie ich podatność na kruche pękanie;
− podstawową zaletą proponowanej metody pomiaru jest to, że pozwala ona na określenie podatności powłoki na kruche pękanie w odniesieniu do podłoża, na którym została osadzona.
PODZIĘKOWANIE
Autorzy składają podziękowanie Panu dr. Janowi Staśkiewiczowi i Zespołowi firmy VTT Techniki i Technologie Próżniowe z Koszalina za pomoc w przygotowaniu próbek.
LITERATURA
[1] Herba M., Wachal A., Trybologia, WNT, Warszawa 1980. [2] Janecki J., Herba M., Tarcie, smarowanie i zużycie części maszyn, WNT, Warszawa 1972. [3] Hruščov M., Babičev M., Abrazivnoe iznašivanie, Moskva 1970. [4] Kupczyk M., Jakość technologiczna i użytkowa ostrzy skrawających z powłokami
przeciwzużyciowymi, Wyd. Politechniki Poznańskiej, Poznań 1997. [5] Kupczyk M., Wpływ warstewki TiNx-Ti na dłutakach modułowych, na wybrane wskaźniki
jakości technologicznej wykonanych uzębień ze stali konstrukcyjnej stopowej do nawęglania, praca doktorska, Poznań 1988.
[6] Kupczyk M., Inżynieria powierzchni, Wydawnictwo Politechniki Poznańskiej, Poznań 2004.
[7] Palmqvist S., Ribbildungsarbeit bei Vickers-Eindrücken als Mab für die Zähigkeit von Hartmetallen. Archiv für das Eisenhüttenwesen, Gruppe E, 1962, s. 629–634.
[8] Palmqvist S., Jernkont. Ann., 141, 1957, s. 300–307. [9] Samsonov G.V., Bovkunov G.A., Prisevok A.F., Iznosostojkost’ različnyh klassov
materialov pri abrazivnom iznašivanii, Naukova Dumka, Kiev 1973. [10] Staśkiewicz J., Materiały firmy VTT – Techniki i Technologie Próżniowe, Koszalin 2006.
Recenzent: dr hab. inż. Edward Pająk, prof. nadzw. INFLUENCE OF SUBSTRATES ON SUSCEPTIBILITY TO BRITTLE CRACKING
RESULTS OF THE CrN THIN WEAR-RESISTANT COATING
S u m m a r y
Taking into account extremely essential influence of the brittleness on durability of coating materials deposited on cutting edges working in striking run conditions the investigations of

Wpływ podłoża na wyniki badań podatności … 27
susceptibility to brittle cracking have been carried out. In this paper the influence of substrate on the results of susceptibility to brittle cracking of the CrN coating is indicated.
Key words: wear-resistant coatings, arc-plasma method, susceptibility to brittle of cracking, work of cracking dr hab. inż. Maciej KUPCZYK, prof. nadzw. Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +48 (61) 6652727, e-mail: [email protected] mgr inż. Przemysław CIESZKOWSKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +48 (61) 6652261 mgr inż. Przemysław LIBUDA Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +48 (61) 6652261 mgr inż. Piotr SIWAK Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 60-965 Poznań, tel. +48 (61) 6652261

P. Cieszkowski, M. Kupczyk, P. Libuda, P. Siwak 28

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
MAGDALENA DIERING, EDWARD PAJĄK
THE ONLINE METHOD CONCEPTION FOR MEASUREMENT SYSTEM ANALYSIS
This paper is discussion about necessity for a measurement systems analysis (MSA) in produc-tion enterprises. Authors of this article are suggesting a new approach to MSA analysis. To make correct decisions about manufacturing process, the process courses must be regularly monitored for production quality and evaluated. The measurement system analysis demands a good additional organizational conditions. These requirements are caused additional time and costs. Authors of this article are conducting a research in discussed range to affirm if the measurement system can be estimated in production conditions - during the running production, that is online. This new “location” for the measurement system analysis can be defined as a essence of new approach to MSA procedure.
Key words: a measurement, a measurement system analysis, manufacturing process control
1. INTRODUCTION
The process engineer work is closely connected with making decisions, which aim at sustaining properties of a given process as time goes by fig. 1.
Fig. 1. The place and role for a measurement in production process. Personal study based on [1, 2]
Rys. 1. Miejsce i rola pomiaru w procesie wytwarzania. Opracowanie własne na podstawie [1, 2]

M. Diering, E. Pająk 30
To make appropriate decisions, in order concerning the course of a process, production quality must be regularly monitored and evaluated.
What is more, data in form of numbers must be sure that the given one is a reliable source of information. In the case of such norms as ISO 9000 standard, TS 16949 industry standard and others related to quality systems, there are many requirements concerning process monitoring and measurement in order to ensure their quality (fig. 2).
Values of measurable properties can be obtained by measuring them. Authors of this article consider a measurement as a process – as a set of operations which aim is to indicate the value of a given quantity [1, 6].
In manufacturing process, measurement results are a base of data, on the ground of which – very important decisions are taken, decisions concerning a product and its process. The quality of data, therefore, has a direct influence on the ongoing process and the manufactured product. Data of poor quality can lead to incorrect decisions about the state of a process and a product. Decisions about products and processes based on measurement results concern, first and fore-most, quality control – product could be classified as good or bad and defective product could be meant to repair or to alteration; process could be classified as stable or unstable.
Excessive distraction of measurement results that is excessive changeability, ap-pearing as a result of interaction between leading to measurement collection process and environment is an important, the main and most frequent cause of poor quality data (unreliable data). The observed distribution of the properties of a given process is dissembled with changeability of measurement system (fig. 3).
The lack of resistance of measurement system to changes, which take place in its environment may be, for example, the reason of it.
Fig. 2. ISO standards as a source of requirements for processes and measurements monitor. Personal study based on [1, 2]
Rys. 2. Wymagania norm dotyczące procesu wytwarzania i monitorowania pomiarów. Opracowanie własne na podstawie [1, 2]

The online method conception for measurement system analysis 31
It is known that the bigger the influence of a surrounding on the results of measurements – the less useful are gathered in that way data. Therefore, it is worth knowing how big the influence is, and try to minimize it.
Standards as PN-EN ISO 9001:2001 (at points 8.2.3 and 7.6 [7]) or TS 16949 (at point 7.6.1 [10]), among other requirements, list also general requirements towards measurements, requirements concerning measurement accessories and requirements concerning measurement process.
To resume, it is necessary for the proper course of manufacturing process to do intended and systematic analysis and evaluation of measurement system.
2. ANALYSIS OF MEASUREMENT SYSTEMS
To evaluate the measurement system some issues must be discussed. Firstly, the measurement system must demonstrate adequate sensitivity. Secondly, it must be stable and finally – the statistical properties must be consistent with range and adequate for the purpose of measurement [2].
Quality of measurement data can be defined with help of statistic properties: bias and variety of a measurement system, which can be determined thanks to multiple measurements, gained from measurement system acting in well known and stable conditions [2, 4].
Measurement system is a complete process, used in order to obtain measure-ments – it should be understood as a set of operations, procedures, assumptions, measurement equipment and other equipment, used software and staff, essential to indicate numerical value of characteristics that are to be measured [2, 4].
Fig. 3. The environment and measurement process influence on data measurements quality. Based on [6]
Rys. 3. Wpływ otoczenia i procesu pomiarowego na jakość uzyskanych danych. Opracowanie na podstawie [6]

M. Diering, E. Pająk 32
To gain information concerning quantity and type of measurement changea-bility, caused by measurement system is the aim of evaluation of measurement system. The measurement system variation can be characterized by parameters like accuracy, bias, stability or linearity (location variation) and by precision, repeatability, reproducibility or gage R&R (width variation). It is also very im-portant that the measurement system should be appropriate to identify the process variation. For this the discrimination is responsible. The discrimination must detect the variation of the process and special cause variation. Impact of number of distinct categories (ndc) of the process distribution on control and analysis activities is very significant [2].
In the business course book of automotive industry “Measurement system analysis MSA” [2], which is an additional document referring to QS-9000 stan-dard [10], there are procedures of measurement system analysis. There are de-scribed different procedures of measurement system evaluation depending on properties characterizing a given process. The procedure of measurement system analysis should be adequate to the sources of changeability that can in-fluence on measurement system (equipment, operator, method) [5].
In many instances, it is possible to design a research work in which the level of variation attributed to the operators and parts by interaction effect can be as-sessed [3]. This is typically during the measure phases of the define-measure-analyze-improve-control cycle (fig. 4).
The most willingly used method of measurement system evaluation for mea-surable properties, by organizations, is R&R – ARM – Repeatability and Repro-
ducibility, Average Range Method. R&R – ARM is a method of evaluation of measurement system, in which indicators of evalua-tion are repeatability EV (Equipment Variation – varia-tion of a measurement de-vice), reproducibility AV (Appraiser Variation – varia-tion of an operator), R&R indicator and variation of a product PV (Part Varia-tion). Evaluation of mea-surement system consists in the analysis of variations (fig. 5).
Measurement system carried out on a specified device, in a given process, should be regularly examined in order to establish if the measuring device is appropriate and can be used in the specified measurement process.
Fig. 4. The define-measure-analyze-improve-control Deming` cycle for MSA.
Personal study Rys. 4. Cykl Deminga dla MSA.
Opracowanie własne

The online method conception for measurement system analysis 33
For the automotive process, there are special evaluation criteria [2]: – index %R&R below 10% – measurement system is acceptable; – index %R&R from 10% to 30% – measurement can be conditionally ac-
cepted; – index %R&R above 30% – measurement system is not acceptable, requires
correction. Application of procedures of measurement system, in a specified production
process, brings a lot of benefits for an organization, for example: – knowledge of changeability of a used measurement system allows better
acquaintance of a production process itself; – MSA procedures specify suitability of measurement systems for committed
tasks; – application of MSA allows to decrease potential risk of taking a wrong deci-
sion about a product (type of mistake of 1st kind: good product defined as a lack; type of mistake of 2nd kind: faulty product, defined as a good one [4]) and a process (random cause called as an intended one, or the other way round);
– MSA methods allow to increase the quality of gathered, by an organi-zation, data; the better the quality of data – the bigger the benefit from its usage, with decreased expense of its gaining. In branches (production enterprises) which have already introduced Quality
Management Systems (QMS), other than automotive corporations it is not com-mon yet to observe an increasing trend in the case of implementation and usage of procedures of measurement system evaluation.
Fig. 5. The R&R-ARM method. Based on [2]
Rys. 5. Metoda R&R-ARM. Opracowanie na podstawie [2]

M. Diering, E. Pająk 34
However, it has become quite common the usage of control cards for statis-tical process control (SPC). Cards are based on measurements that are taken during a production process and allow for current evaluation of the stability of a given process. Usage of SPC for process control does not go along with measurement control, which takes place within the scope of SPC. In addition, one cannot talk about controlling of a process and about compatible processes in the situation when one does not know if the data, on the basis of which impor-tant decisions are taken, is reliable. One should consider here why then organiza-tions, which are trying to improve their qualifications, possessing QMS certifi-cate are so unwilling to implement MSA procedures. There must be some as-sumptions and regulations in MSA procedures which discourage quality engi-neers to use them.
Perhaps, among various causes of such a negative approach of quality spe-cialists and process engineers to MSA are difficulties one has to cope with, while implementing the method of analysis and evaluation of measurement sys-tem: – choice the method
Already at the very beginning the problem of method choice appears. In literature, there are many MSA methods available, various and very often leading to incomparable, with one another, results.
– guidebooks for MSA The best available on the market books treating of MSA are published by car concerns and, despite the assumption about their text universality, they usual-ly relate to the automotive industry, and this can be the cause of concern and finally the reason not use MSA procedures by enterprises of different pro-files.
– organizational guidelines Enterprise must fulfill many organizational guidelines to carry out regular measurement system analysis. Unconvinced of MSA benefits entrepreneurs, may have an impression that conditions for carrying out a research, analysis and evaluation of measurement system, may interfere in a typical daily work of an organization. For a given research, one has to prepare parts (minimal number of parts, taken from appropriate place of the production process), employees - participants of the experiment, a process engineer and a quality specialists (the number of operators) save up some place (the research usually is carried out beyond the area of realization of a measurement process, in a measurement laboratory), carry out an analysis of a given data sheet, and prepare the MSA report. All these things are connected with extra time, and in the days of strong market competition, which every enterprise has to face –time means money. The authors of this article presented below a new approach for MSA which
is a base of their current research. They are going to try to make a research of measurement system, its analysis and evaluation easier for entrepreneurs and

The online method conception for measurement system analysis 35
they are going to try during the research to improve the work of operators during a research.
3. THE ONLINE METHOD CONCEPTION
There are some premises, according to the authors, which allow considering the possibility of improvement and introduction of some changes in an organization and research guidelines for the analysis of measurement sys-tem. Authors of the article are carrying out a research, within this scope, in order to establish if measurement system can be examined, analyzed and evaluated in manufacturing conditions, so online (fig. 6).
It seems that change of organizational conditions of offline research, so within the scope of extra time, extra measurements, additional costs, and ap-propriate preparation of data sheet, for a later analysis of measurement system, will facilitate its evaluation and improve connected with it work. Furthermore, change of guidelines and change of organizational conditions will contribute
ONLINE MEASUREMENT SYSTEM ANALYSISONLINE MEASUREMENT SYSTEM ANALYSIS
PRODUCTSPRODUCTS
MEASUREMENTSMEASUREMENTS
ONLINEONLINE MEASUREMENT MEASUREMENT SYSTEM ANALYSISSYSTEM ANALYSIS
INFORMATION INFORMATION FLOWFLOW
PRODUCTS FLOW FOR PRODUCTS FLOW FOR MEASUREMENT MEASUREMENT
SYSTEM ANALYSISSYSTEM ANALYSIS
PRODUCTS FLOW PRODUCTS FLOW (during production process)(during production process)
INPU
TIN
PUT
OU
TLET
OU
TLET
ONLINE MEASUREMENT SYSTEM ANALYSISONLINE MEASUREMENT SYSTEM ANALYSIS
PRODUCTSPRODUCTS
MEASUREMENTSMEASUREMENTS
ONLINEONLINE MEASUREMENT MEASUREMENT SYSTEM ANALYSISSYSTEM ANALYSIS
INFORMATION INFORMATION FLOWFLOW
PRODUCTS FLOW FOR PRODUCTS FLOW FOR MEASUREMENT MEASUREMENT
SYSTEM ANALYSISSYSTEM ANALYSIS
PRODUCTS FLOW PRODUCTS FLOW (during production process)(during production process)
INPU
TIN
PUT
OU
TLET
OU
TLET
Fig. 6. The online method conception. Personal study
Rys. 6. Koncepcja metody online. Opracowanie własne

M. Diering, E. Pająk 36
to better acquaintance of production process, which may be a starting point for its further improvement.
Firstly, attention should be paid to time and place of a research and to the source of database, on the basis of which decisions concerning measurement system are taken, so in other words one should concentrate on guidelines con-cerning the way data of measurement is collected.
Placing a research in production conditions, so during the realization of the manufacturing process, can be defined as an essence of the authors’ approach towards the procedure of measurement system evaluation. One should straight away put a question here – if such evaluation is at all possible – evaluation of measurement system in production conditions, so during the realization of the manufacturing process – online.
In order to confirm this, one should, at first, consider if data collected directly from the manufacturing process can be used for the evaluation of measurement system. If yes, it would mean that for the evaluation of measurement system one may use procedures and tools used for the evaluation of manufacturing process, for example from SPC data.
Next, there will be a problem with repeatability – is it possible to measure the same part by the same gauge by two or three men in the same place during the production process? It will be difficult to arrange conditions to do that during normally work. So, an organizational conditions must be changed.
Authors of this article are considering some suggestions from other mea-surement systems. For example – measurement system analysis for destructive testing (impact strength, for example) where characteristic is measured as the part is destroyed. Once the measurement is obtained for a particular part and that part is no longer available for second or another measurements with this or the other operators [2, 3]. In this kind of analysis there is made the assumption that it is possible to identify a batch of parts enough alike that it is reasonable to con-sider them as the same part. This assumption can be treated as a permission for using the observed within-batch variability to estimate the repeatability of the measurement system [3].
The aim of the research is to prepare a method that would properly identify variability of measurement system and evaluate measurement system based on measurement data by using statistical, analytical and graphical tools. Such a procedure of the examination and evaluation of the online measurement sys-tem, using already existing measurement data (for example measurements taken for statistical process control) and which is possible to be carried out during the realization of manufacturing process, will encourage production enterprises to use and implement MSA, for example, along with SPC (as an additional mod-ule of process control). It is assumed that the method would facilitate system operations, in an organization, and contribute to the increase of effectiveness of manufacturing process. Simultaneously, such a method should allow better usage of already existing, in an organization, data and prevent its waste. Imple-

The online method conception for measurement system analysis 37
mented and, additionally, softwared method would allow fast access to informa-tion, at each step of the examination of measurement system evaluation, and for sure facilitate work of organization as far as guarantee of quality and its constant improvement are concerned.
4. CONCLUSION
A measurement system analysis is a vital component for many quality im-provement initiatives in production enterprises. One can not talk about control-ling of a process and about compatible processes in the situation when one does not know if the data, on the basis of which important decisions are taken, is reli-able.
If a given organization wants to develop and improve its own processes - it should use the procedures of intended and systematic analysis and evaluation of measurement system because the analysis of measurement system is neces-sary for a proper course of a manufacturing process. Application of procedures of measurement system, in a specified production process, brings a lot of bene-fits for an organization. The online method is a conception which establish that measurement system can be examined, analyzed and evaluated in manufacturing conditions, so online. That is to try to make a research of measurement system, its analysis and evaluation easier for entrepreneurs and to try to improve the work of operators during a research.
The authors research work is doing and results of it will be included in other article.
LITERATURE
[1] Aczel Amir D., Statystyka w zarządzaniu, PWN, Warszawa 2005. [2] Measurement Systems Analysis, MSA-Third Edition – Reference manual, AIAG-Work
Group, Daimler Chrysler Corporation, Ford Motor Company, General Motors Corporation, 2002.
[3] Gorman D., Keith M., Measurement Systems Analysis and Destructive Testing, Six Sigma Forum Magazine, Vol. 1, No. 4, 2002, s. 16–19.
[4] Hamrol A., Zarządzanie jakością z przykładami, PWN, Warszawa 2005. [5] ISO 10012-2:1997, Quality assurance for measuring equipment – Part 2: Guidelines for con-
trol of measurement processes. [6] Pajzderski P., Dobór i nadzorowanie wyposażenia do pomiarów i monitorowania w proce-
sach wytwarzania, praca doktorska, Politechnika Poznańska, Poznań 2001. [7] PN-EN ISO 9001:2001, Systemy zarządzania jakością. Wymagania. [8] PN-ISO 10012-1:1998, Wymagania dotyczące zapewnienia jakości wyposażenia pomiarowe-
go. Arkusz 1 System potwierdzania metrologicznego wyposażenia pomiarowego. [9] Prussak W., Zarządzanie jakością. Wybrane elementy, Wyd. Politechniki Poznańskiej, Po-
znań 2003.

M. Diering, E. Pająk 38
[10] Specyfikacja techniczna ISO/TS 16949:2002, Systemy zarządzania jakością – szczegółowe wymagania do stosowania ISO 9001:2000 w przemyśle motoryzacyjnym w produkcji seryj-nej oraz w produkcji części zamiennych, 2001.
Recenzent: dr inż. Piotr PAJZDERSKI
KONCEPCJA ONLINE W ANALIZIE SYSTEMÓW POMIAROWYCH
S t r e s z c z e n i e
Artykuł traktuje o konieczności analizowania stosowanych w przedsiębiorstwach produkcyj-nych systemów pomiarowych (MSA). Autorzy proponują nowe podejście do analizy MSA. By decyzje dotyczące przebiegu procesu wytwarzania były prawidłowe, należy przede wszystkim regularnie monitorować oraz oceniać jakość tego procesu, wykorzystując wiarygodne dane pomia-rowe. W przedsiębiorstwie wiarygodność danych ma zapewnić analiza systemów pomiarowych – MSA. Celem MSA jest uzyskanie informacji o zmienności pomiaru powodowanej przez system pomiarowy. Zapewnienie warunków do przeprowadzenia badania, analizy i oceny systemu pomia-rowego może wymagać ingerencji w codzienny tryb pracy organizacji. Trzeba bowiem przygoto-wać pracowników do badania, wygospodarować miejsce, przeprowadzić analizę opracowanego arkusza danych i przygotować raport z MSA. Wszystko to wymaga czasu i wiąże się z dodatko-wymi kosztami. Wydaje się, że zmiana warunków organizacyjnych badania z offline na online ułatwi ocenę systemu pomiarowego i usprawni związaną z tym pracę.
Autorzy artykułu prowadzą badania w omawianym zakresie, by stwierdzić, czy system pomia-rowy można analizować na bieżąco. Umiejscowienie badania w warunkach produkcyjnych, czyli podczas procesu wytwarzania, można zdefiniować jako istotę nowego podejścia do procedury MSA, czyli MSA w trakcie realizacji procesu wytwarzania – online.
Słowa kluczowe: pomiar, analiza systemu pomiarowego, sterowanie procesem wytwarzania
mgr inż. Magdalena DIERING Politechnika Poznańska, Instytut Technologii Mechanicznej, Zakład Zarządzania i Inżynierii Jakości, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652740, faks +48 (61) 6652200 e-mail: [email protected]
dr hab. inż. Edward PAJĄK, prof. nadzw. PP Politechnika Poznańska, Instytut Technologii Mechanicznej, Zakład Zarządzania i Inżynierii Jakości, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652203, faks +48 (61) 6652200 e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
ADAM KOPCZYK, KRZYSZTOF MAGNUCKI
ANALIZA PĘKANIA KOŁA CZERPAKOWEGO KOPARKI
KWK 1500 S
W pracy opisano pęknięcia koła czerpakowego koparki węgla brunatnego KWK 1500S. Sku-
piono uwagę na wyznaczeniu obciążeń zmiennych w czasie, jakie występują podczas eksploatacji, oraz na sformułowaniu obliczeniowego modelu koła. Badania numeryczne wykonano za pomocą metody elementów skończonych w systemie ANSYS. Niektóre wyniki tych badań zamieszczono na rysunkach. Sformułowano warunki wytrzymałości badanego koła z uwzględnieniem normy DIN 22261. Wykazano, że warunek wytrzymałości dla obciążeń statycznych jest spełniony, nato-miast dla obciążeń zmiennych w czasie nie jest spełniony. Wskazano na prawdopodobne przyczy-ny pękania koła czerpakowego koparki.
Słowa kluczowe: maszyny górnicze, koło czerpakowe koparki, wytrzymałość zmęczeniowa
1. WPROWADZENIE
Przedmiotem pracy jest koło czerpakowe koparki węgla brunatnego KWK
1500S. Koparki tego typu pełnią funkcję maszyn technologicznych w kopalniach odkrywkowych. Główną częścią tych maszyn jest koło czerpakowe, które podczas eksploatacji poddane jest działaniu obciążeń zmiennych w czasie.
2. OGÓLNA CHARAKTERYSTYKA KOPARKI KOŁOWEJ
Koparki kołowe zbudowane są z podstawowych zespołów:
– podwozia gąsienicowego, – nadwozia wraz z wysięgnikiem urabiającym, – przeciwciężaru, – maszynowni ewentualnie przestrzeni na przewody elektryczne, – koła naczyniowego, – wyposażenia elektrycznego, – żurawia załadunkowego.

A. Kopczyk, K. Magnucki 40
Podstawowym ruchem roboczym koparki kołowej jest ruch obrotowy koła naczyniowego w płaszczyźnie pionowej XZ (rys. 1).
Rys. 1. Schemat ruchów roboczych koparki kołowej [3]
W koparkach funkcję narzędzia spełnia naczynie, które oddziela element ska-
ły od calizny, wykonując ruchy robocze w dwóch podstawowych płaszczyznach: poziomej i pionowej w globalnym układzie współrzędnych XYZ. Do ruchów podstawowych zalicza się ruchy robocze, posuwowe, dosuwowe oraz transport urobku; ruchy pomocnicze to np. jazda koparki.
3. SFORMUŁOWANIE OBCIĄŻEŃ, WARUNKÓW BRZEGOWYCH
ORAZ ICH GRAFICZNE PRZEDSTAWIENIE
3.1. Zastosowanie normy DIN 22261 do określenia obciążeń koła
wielonaczyniowego koparek kołowych
W celu zapewnienia gwarancji pewnego poziomu bezpieczeństwa wytrzyma-łościowego konstrukcji koparek należy za punkt wyjścia przy projektowaniu przyjąć dokument, który w sposób bezpieczny, a zarazem prawidłowy pozwoli wykonać obliczenia. Ponieważ w ubiegłym stuleciu przy projektowaniu maszyn podstawowych górnictwa odkrywkowego opierano się głównie na metodzie

Analiza pękania koła czerpakowego koparki KWK 1500 S 41
naprężeń dopuszczalnych, należałoby jako podstawowy odnośnik do przepro-wadzenia obliczeń przyjąć poprawny, ale zarazem wystarczający dokument znormalizowany.
Trudność pojawia się przy wyborze normy jako punktu wyjścia do obliczenia wytrzymałościowego konstrukcji, gdyż normy krajowe nie ujmują całościowo problemów zmęczeniowych i określenia obciążeń w sposób jednolity, a poza tym są to dokumenty z początków rozwoju górnictwa maszynowego w Polsce. Sposób określania rodzaju i wartości obciążeń oraz wiele innych wytycznych przedstawiono w normach EUROCODE 3, ISO, DIN oraz TGL, jednakże ze względu na to, że norma DIN 22261 jest normą najnowszą i stosowaną przez najważniejszych producentów maszyn górnictwa odkrywkowego, zostanie wy-korzystana jako podstawa obliczeń w dalszej części pracy. Dokładny opis oraz racjonalne uzasadnienie wyboru normy DIN jako podstawowego kryterium ana-lizy maszyn podstawowych górnictwa odkrywkowego można znaleźć w pracach M. Kowalczyka [5–9], gdzie w sposób dokładny i wyczerpujący wskazano na zastosowanie tej normy jako koniecznej.
Pierwszym krokiem do przeprowadzenia obliczeń wytrzymałościowych jest określenie obciążeń, które powstają w procesie urabiania, a dokładniej siły ob-wodowej oraz bocznej. Generalnie norma DIN wskazuje na wymiarowanie złą-czy spawanych, których typy zestawiono w tabelach. Na rysunku 2 przedstawio-no typ złącza spawanego zastosowanego do połączenia koła z wałem.
σ
σ
Rys. 2. Typ złącza spawanego
Na podstawie dokumentacji technicznej koparki KWK 1500 S określono ce-
chy złącza spawanego. Dla koła wielonaczyniowego jest to spoina typu DET, jednostronna teowa, zlokalizowana w 3. klasie oceny, z przypadkiem karbu 9 o dopuszczalnej różnicy naprężeń głównych MPa71dop =Δσ dla wytrzymało-

A. Kopczyk, K. Magnucki 42
ści zmęczeniowej. Oznacza to, że w przypadku przekroczenia tej wartości kon-strukcja koła jest przeciążona i może ulec uszkodzeniu.
Norma DIN 22261 wskazuje na sposób określania wartości poszczególnych obciążeń; zgodnie z jej wymogami do obliczeń obwodowej obliczeniowej siły kopania należy przyjmować wartość na poziomie 3,1 obwodowej siły kopania wynikającej z mocy napędu koła czerpakowego oraz dla bocznej siły wartość wynikającą z mocy napędu obrotnicy.
3.2. Obciążenia statyczne
Zgodnie z zaleceniami normy DIN 22261 obwodowa obliczeniowa siła ko-
pania: oo PP ⋅= 3,11 . (1)
gdzie: Po1 – obliczeniowa obwodowa siła kopania [N], Po – obwodowa siła kopania wynikająca z mocy napędu koła.
Z dokumentacji technicznej koparki odczytujemy dane niezbędne do oblicze-nia siły obwodowej obliczeniowej: – moc napędu koła czerpakowego N = 630 kW, – obroty wału silnika n = 985 1/min, – średnica koła czerpakowego m5,9=D , – przełożenie 190=i .
Siłę obwodową obliczamy z zależności:
VNPo = , (2)
gdzie : N – moc napędu [kW], V – prędkość obrotowa koła [m/s].
W celu określenia prędkości V należy skorzystać z zależności:
60
Obw kk nV ⋅= (3)
gdzie: kObw – obwód koła czerpakowego [m],
kn – obroty koła [1/min], przy czym
innk = . (4)

Analiza pękania koła czerpakowego koparki KWK 1500 S 43
Wstawiamy dane do powyższego wzoru i obliczamy:
190985=kn ,
1842,5=kn 1/min. W kolejnym kroku należy wyznaczyć obwód koła wielonaczyniowego z za-
leżności: kk Rπ2Obw = , (5)
gdzie: kR – promień koła czerpakowego
75,4=kR m.
Stąd: m844,29Obw ≈k .
Wstawiamy obliczone wartości kObw i kn do zależności (3) i otrzymujemy prędkość obrotową
V = 2,5787 m/s. Następnie z zależności (2) otrzymujemy
3091,244=oP kN.
Wtedy, po uwzględnieniu wzoru (1) 3181 =oP kN.
W przypadku obliczeniowej siły bocznej należałoby postąpić analogicznie jak w przypadku siły obwodowej, lecz ze względu na to, że w koparce zastoso-wano sprzęgło przeciążeniowe, należy przyjąć maksymalną wartość siły bocznej ograniczonej ustawieniem sprzęgła na 170 kN jako wartość maksymalną. W przypadku przekroczenia tej wartości mechanizm sprzęgła odłącza napęd, nie dopuszczając do przekroczenia tej granicy.
Wobec powyższego dysponujemy kompletem obciążeń dla przypadku sta-tycznego, które przedstawiają się następująco: – obliczeniowa siła obwodowa 318II =oP kN, – siła boczna 170II =bP kN.
Wariant II odzwierciedla przypadek powstawania maksymalnej siły bocznej, jaką może wygenerować maszyna w procesie urabiania, np. w trakcie natrafienia na twardą trudno urabialną skałę. Wartość maksymalna siły bocznej może się pojawić w warunkach ekstremalnych.

A. Kopczyk, K. Magnucki 44
3.3. Obciążenia zmęczeniowe Wartość siły bocznej jest ściśle powiązana ze zmianą kształtu wióra, a do ob-
liczenia tej siły można przyjąć, że stosunek bP / oP zmienia się w przedziale od 0,4 do 0,6, przy czym wśród wielu pomiarów najbardziej prawdopodobną warto-ścią jest ≈0,425 ze względu na jej największą powtarzalność w trakcie pomiarów ( bP – siła boczna [kN], oP – obwodowa siła kopania[kN]).
Wobec tego do obliczeń zmęczeniowych przyjmujemy następujący komplet sił: – obliczeniowa siła obwodowa 318I =oP kN, – obliczeniowa siła boczna 1003091,244425,0I ≈⋅=bP kN.
3.4. Graficzne przedstawienie obciążeń koła wielonaczyniowego
Graficzne przedstawienie sposobu oddziaływania obciążeń zostanie podzie-
lone na dwa warianty: – obciążenia zmęczeniowe rys. 3), – obciążenia statyczne (rys 4).
1bIP 1oIP
2
1
Rys. 3. Sposób przyłożenia obciążeń dla obliczeń zmęczeniowych
3182I1I == oo PP kN,
1002I1 == bIb PP kN.
Wariant I jest podzielony na przypadki (przypadek 1 = siły w punkcie 1, przypadek 2 = siły w punkcie 2), co wynika z procesu urabiania; pozwoli to uzyskać rozkład warstwic naprężeń zredukowanych Hubera-Misesa-

Analiza pękania koła czerpakowego koparki KWK 1500 S 45
-Hencky’ego, na podstawie których dokonana zostanie ocena stopnia zużycia koła czerpakowego i wpływu na pękanie konstrukcji.
1bIIP 1oIIP
2
1
Rys. 4. Sposób przyłożenia obciążeń dla obliczeń statycznych
3182I1II == oIo PP kN,
1702I1I == bIbI PP kN. Wariant II został podzielony na przypadki, które wynikają z charakteru pracy
koparki oraz procesu urabiania. Ponieważ dla tej możliwości interesują nas war-tości statyczne, obliczenia zostaną wykonane pod kątem uzyskania naprężeń głównych. Dalsza analiza polega na sprawdzeniu różnicy naprężeń głównych między naprężeniami wywołanymi działaniem obciążeń przyłożonych do punktu 1 oraz do punktu 2 w celu oceny wytrzymałościowej oraz porównania z warto-ścią odczytaną z normy DIN 22261.
W celu uproszczenia dalszych rozważań przyjmujemy, że siły z indeksem 1 będą nazywane „prawymi”, a siły z indeksem 2 „lewymi”, i nazewnictwo takie dotyczy zarówno wariantu I, jak i II.
Ponieważ konstrukcja koła wielonaczyniowego składa się m.in. z dwóch stożków („małego” i „dużego”), będziemy sprawdzać wyniki obliczeń nume-rycznych dla każdego z nich. Wynika to z procesu urabiania (na przemian praca w lewo – w kierunku małego stożka i odwrotnie – w kierunku dużego).

A. Kopczyk, K. Magnucki 46
Rys. 5. Model koła czerpakowego
Rys. 6. Zastosowane nazewnictwo
stożek duży stożek mały

Analiza pękania koła czerpakowego koparki KWK 1500 S 47
Fot. 1. Koło czerpakowe koparki KWK 1500S (fot. A. Kopczyk)
3.5. Warunki brzegowe
Warunki brzegowe składają się z podparcia oraz obciążeń. Pierwszym kro-
kiem jest odebranie stopni swobody przez utwierdzenie modelu w miejscu połą-czenia koła z wałem. Następną czynnością jest przyłożenie obciążeń do schema-tycznie wykonanego czerpaka zgodnie z założeniami dwóch wariantów.
Ze względu na system dwuwariantowy otrzymamy dwa podstawowe rozwią-zania, przy czym każdy wariant składa się z dwóch zależnych przypadków. Po-niżej przedstawiono niektóre rozwiązania odpowiadające kolejno wariantom I i II, gdzie każdy wariant składa się z dwóch przypadków.
Ze względu na obszerność pracy poniżej zostaną przedstawione tylko cząst-kowe wyniki obliczeń numerycznych.
4. UZYSKANE WYNIKI ANALIZY NUMERYCZNEJ MODELU ORAZ ICH
INTERPRETACJA
4.1. Naprężenia zredukowane
W celu oceny stopnia zużycia koła czerpakowego posłużymy się wynikami obliczeń naprężeń zredukowanych Hubera-Misesa-Hencky’ego, których rozkład warstwic dla wariantu I jest pokazany na rysunkach poniżej.

A. Kopczyk, K. Magnucki 48
Ograniczymy się, do przedstawienia wyników naprężeń zredukowanych tyl-ko dla przypadku 1:
318I1 =oP kN,
1001I =bP kN.
Rys. 7. Sposób przyłożenia obciążeń zmęczeniowych dla przypadku 1 (praca w prawo)
Rys. 8. Rozkład warstwic naprężeń zredukowanych małego stożka, przypadek 1

Analiza pękania koła czerpakowego koparki KWK 1500 S 49
Rys. 9. Rozkład warstwic naprężeń zredukowanych dużego stożka, przypadek 1
4.2. Naprężenia główne
W celu oceny stopnia zużycia koła czerpakowego obliczenia dla wariantu II
przeprowadzono w celu uzyskania rozkładu naprężeń głównych, co z kolei po-zwoli na obliczenie różnicy naprężeń głównych i porównanie z wartością normy DIN 22261. Podobnie jak poprzednio, przedstawimy wartości naprężeń głów-nych tylko dla przypadku 1: 3181II =oP kN oraz 1701II =bP kN.
Rys. 10. Sposób przyłożenia obciążeń statycznych dla przypadku 1 (praca w prawo)

A. Kopczyk, K. Magnucki 50
Rys. 11. Rozkład warstwic naprężeń głównych małego stożka, przypadek 1
Rys. 12. Rozkład warstwic naprężeń głównych dużego stożka, przypadek 1
4.3. Interpretacja wyników
Na powyższych rysunkach widoczne są rozkłady warstwic naprężeń odpo-
wiadających poszczególnym obciążeniom. Wobec wcześniejszych założeń nale-ży rozpatrzyć dwa warianty. W przypadku wariantu II, odnoszącego się do wy-

Analiza pękania koła czerpakowego koparki KWK 1500 S 51
trzymałości statycznej, istotne jest sprawdzenie warunków naprężeń dopusz-czalnych.
Naprężenia dopuszczalne dla stali koła czerpakowego są opisane wzorem:
nRe=dopσ , (6)
gdzie: eR – granica plastyczności [ ]MPa ,
n – współczynnik bezpieczeństwa. Dla rozpatrywanego materiału koła czerpakowego te parametry przedstawiają
się następująco: 5,1=n
360=eR MPa.
Wobec powyższego
5,1
360dop =σ ,
MPa240dop =σ Z obliczeń wynika, że naprężenia główne wynoszą:
42 MPa – praca w lewo, mały stożek, 39 MPa – praca w prawo, mały stożek, 48 MPa – praca w lewo, duży stożek, 14 MPa – praca w prawo, duży stożek.
Z obliczeń wynika, że dla koła czerpakowego wartości naprężeń głównych nie przekraczają, a nawet nie osiągają wartości naprężeń dopuszczalnych. Ze względu na to, że pęknięcia w obszarze spoiny mają charakter zmęczeniowy, dokładniejszej interpretacji należy poddać wariant obciążeń zmęczeniowych.
Z normy DIN 22261 wiadomo, że różnica naprężeń w obrębie spoiny jedno-stronnej nie może przekroczyć wartości 71 MPa. Z wydruku obliczeń zmęcze-niowych odczytujemy wartości naprężeń zredukowanych:
66 MPa – praca w lewo, mały stożek, 60 MPa – praca w prawo, mały stożek, 66 MPa – praca w lewo, duży stożek, 68 MPa – praca w prawo, duży stożek.
Na naprężenia zredukowane w rejonie spoiny składają się naprężenia tnące oraz prostopadłe do spoiny, wynikające ze zginania powłoki oraz ściskania lub rozciągania w kierunku prostopadłym do spoiny.

A. Kopczyk, K. Magnucki 52
Rys. 13. Uproszczony półprzekrój koła frezowego z naprężeniami prostopadłymi do spoiny, wyni-kającymi ze zginania oraz ściskania lub rozciągania powłoki
Z hipotezy naprężeń zredukowanych Hubera-Misesa-Hencky’ego wiemy, że:
22pred 3τσσ += , (7)
gdzie: pσ – składowa prostopadła do spoiny. W rozpatrywanym przypadku istotna jest składowa prostopadła bez ścinania:
22red 3τσσ −=p . (8)
stożek duży stożek mały
pσpσ
τ
stożek duży
Rys. 14. Uproszczony schemat koła frezowego z naprężeniami tnącymi

Analiza pękania koła czerpakowego koparki KWK 1500 S 53
Jeśli założymy, że siła obwodowa jest przenoszona równo przez obydwa stożki (duży i mały), to naprężenia tnące:
( )2stoπ żr
F⋅
=τ [MPa] (9)
gdzie: F – obliczeniowa siła obwodowa, 318I2I1 === oo PPF kN,
stożr – promień stożka w miejscu mocowania z wałem, równy 50,8 cm. Wobec tego:
( )28,50π318⋅
=τ MPa,
039,0=τ ,
4,0=τ MPa.
Po wstawieniu do zależności (8) naprężenia prostopadłe wyniosą odpowied-nio: 1) dla małego stożka
– praca w lewo
22 4,0366 ⋅−=pσ ,
66=pσ MPa,
– praca w prawo
22 4,0360 ⋅−=pσ ,
60−=pσ MPa,
czyli prawolewodop pp σσσ −=Δ [MPa],
6066dop +=Δσ ,
126dop =Δσ MPa; 2) dla dużego stożka
– praca w lewo
22 4,0366 ⋅−=pσ ,
66=pσ MPa,

A. Kopczyk, K. Magnucki 54
– praca w prawo
22 4,0368 ⋅−=pσ ,
68−=pσ MPa,
czyli [ ]MPaprawolewodop pp σσσ −=Δ ,
6866dop +=Δσ ,
134dop =Δσ MPa. Przyrównując do wartości dopuszczalnej przez normę DIN 22266, gdzie
71dop =Δσ MPa, wnioskujemy, że zakres naprężeń zmęczeniowych znacznie przekracza wartość dopuszczalną zarówno dla stożka małego, jak i dużego. Po-wyższe stwierdzenie może świadczyć o tym, że podczas pracy zarówno w lewo, jak i w prawo koło naczyniowe jest narażone na przeciążenia i uszkodzenia wy-wołane działaniem obciążeń zmęczeniowych.
5. PODSUMOWANIE
W wyniku przeprowadzonej analizy wytrzymałościowej stwierdzono, że
głównym czynnikiem wpływającym na uszkodzenie konstrukcji koła czerpako-wego jest zmęczeniowy charakter oddziaływań obciążeń. Do samej konstrukcji koła nie ma zastrzeżeń, co potwierdzają obliczenia z zakresu wytrzymałości statycznej. Obliczenia wykazały, że głównym czynnikiem prowadzącym do uszkodzeń koła wielonaczyniowego w obszarze spoiny jest zmęczenie materiału, dlatego należy dokładniej przyjrzeć się temu zjawisku. Po analizie wyników obliczeń numerycznych można stwierdzić, że istotną przyczyną pęknięć zmę-czeniowych jest spiętrzenie naprężeń w rejonie spoiny, które jest niepożądane. Na podstawie obserwacji oraz eksploatacji stwierdzono, że wady, jakie powsta-ją, to przede wszystkim pęknięcia zmęczeniowe, usytuowane w miejscach spię-trzenia naprężeń. Spiętrzenia wywoływane są przez powierzchniowe wady mate-riałowe. Można łatwo zasugerować, że główną przyczyną pękania jest sposób, a raczej technologia mocowania koła, a dokładniej spawanie. Jak wiadomo, pro-ces spawania związany jest z pojawieniem się wstępnych naprężeń, co z kolei sugeruje, aby dokonać zmiany sposobu mocowania koła. Okazuje się, że i tu nie ma zastrzeżeń co do technologii mocowania, gdyż warunki eksploatacyjne i ekonomiczne wymuszają na konstruktorze taki sposób mocowania. Jeżeli weź-mie się pod uwagę, że połączenie koła z wałem musi być złączem technologicz-nie możliwym do wykonania w taki sposób, aby nie uszkodzić wału koła, to można usprawiedliwić tę metodę. Dokładniej chodzi o to, by połączenie można

Analiza pękania koła czerpakowego koparki KWK 1500 S 55
było wykonać szybko, aby miało odpowiednią nośność, ale także aby był moż-liwy szybki demontaż w przypadku wymiany koła bez większego wydłużenia czasu przestoju koparki, co pociągałoby za sobą znaczne straty finansowe.
Inne podejrzenia co do czynników wpływających na zniszczenie koła mogą dotyczyć klasy spoiny. Uwarunkowania technologiczne nie pozwalają na wyko-nanie spoiny wyższej klasy, ponieważ proces ten odbywa się w warunkach po-lowych, tzn. na odkrywce.
Uogólniając, należy szukać innego kierunku w celu próby sformułowania przyczyn pęknięć koła, gdyż sama konstrukcja i technologia mocowania nie budzą zastrzeżeń i są racjonalnie uzasadnione.
Wykonywanie naprawczego połączenia spawanego często nie jest uwzględ-niane w analizie wytrzymałościowej, zwłaszcza pod kątem zmian strukturalnych w strefie wpływu ciepła. Z eksploatacji wynika, że poważne skutki pociąga za sobą wielokrotne naprawianie jednego obszaru. Podstawowymi wadami spawal-niczymi zmniejszającymi wytrzymałość zmęczeniową są przyklejenia oraz pęk-nięcia spawalnicze, które tworzą ostre karby. Do innych karbów należy zaliczyć wady powierzchniowe, często nieuwzględniane przy ocenie zużycia rozpatry-wanej konstrukcji; należą do nich: – brak przetopu spoiny jednostronnej, – nadmierne lico i jego nawis, – pory, – podtopienie lica.
Wady produkcyjne ujawniają się dopiero po pewnym okresie produkcji; są stosunkowo łatwe do naprawy i nie powodują znaczących skutków ubocznych. Początki pęknięć zmęczeniowych powstają w miejscu, w którym następuje osła-bienie przekroju, wywołane wewnętrznymi brakami przetopu, często też pęche-rzami i żużlami pasmowymi. Określenie jakości złącza spawanego nie stwarza obecnie większego problemu dzięki wielu opracowaniom literaturowym.
Z informacji eksploatacyjnych wynika, że naprawy pęknięć zmęczeniowych i materiału rodzimego metodami spawalniczymi stanowią podstawowy zabieg naprawczy. Analiza przyczyn wielu awarii maszyn podstawowych górnictwa odkrywkowego wykazała, że wykonywane zabiegi naprawcze były bardzo uproszczone w stosunku do zalecanych, co powodowało ponowną inicjację wad zmęczeniowych w miejscach naprawianych.
Wiele uwag wynikających z obserwacji eksploatacyjnej efektywności działa-nia sprzęgła przeciążeniowego dotyczy czasu odłączenia momentu napędowego koła frezowego (zbyt długi czas).
Na fotografiach poniżej przedstawiono pęknięcia, które rozwinęły się do rozmiarów powodujących całkowite zniszczenie konstrukcji koła.

A. Kopczyk, K. Magnucki 56
Fot. 2. Pęknięcie koła w miejscu spiętrzenia naprężeń w obrębie spoiny (fot. A. Kopczyk)
Fot. 3. Pęknięcie na obwodzie stożka mniejszego (fot. A. Kopczyk)
Przeprowadzona na podstawie obliczeń numerycznych ocena zużycia koła
wskazuje na obciążenia zmęczeniowe jako główną przyczynę, wynikającą z klasy jakości spoiny i prowadzącą do całkowitego zniszczenia. Połączenie koła z wałem wykonane technologią spawaną oraz spawanie naprawcze powodują mikropęknięcia rozwijające się w trakcie eksploatacji do rozmiarów powodują-cych zniszczenie konstrukcji i przez to stają się głównymi inicjatorami pęknięć. W celu dokładnego i przekonującego potwierdzenia opisanych wyżej przypusz-

Analiza pękania koła czerpakowego koparki KWK 1500 S 57
czeń należy dokładniej przeanalizować ogólnie pojęte spawanie montażowe i naprawcze oraz uwzględnić czynniki wymienione we wcześniejszej części roz-działu.
Podsumowując, do głównych przyczyn mogących powodować pękanie koła czerpakowego zalicza się: – niezgodne z zaleceniami konstrukcyjnymi i niedokładne wykonanie złącza
montażowego, – bardzo uproszczone zabiegi naprawcze, które w efekcie stają się inicjatorami
pęknięć zmęczeniowych, – nieprawidłowy kąt ustawienia ostrzy czerpaków, powodujący powstawanie
zjawiska klina glebowego, – pracę ze znacznie zużytymi lub nieodpowiednimi do przerabianej klasy ura-
bialności skał czerpakami, co powoduje wzrost oporów kopania.
LITERATURA [1] Dokumentacja techniczno-ruchowa koparki KWK 1500 s. [2] Gurazdowski R., Model obciążeń dynamicznych narzędzia urabiającego, Wyd. Politechniki
Wrocławskiej, Wrocław 2001. [3] Hawrylak H., Maszyny podstawowe górnictwa odkrywkowego, Wyd. Politechniki Poznań-
skiej, Poznań 1965. [4] Kopczyk A., Przyczyny pękania koła czerpakowego koparki KWK 1500 s, praca magister-
ska, Poznań 2005. [5] Kowalczyk M., Analiza wytrzymałościowa w procesie kształtowania spawanych konstrukcji
nośnych maszyn górnictwa odkrywkowego, w: I Konserwatorium „Bezpieczeństwo oraz de-gradacja maszyn, Wrocław–Szklarska Poręba 1995.
[6] Kowalczyk M., Konstrukcja nośna maszyn podstawowych górnictwa odkrywkowego – kształtowanie i eksploatacja, Narada służb energo-mechanicznych, Ślesin 1999.
[7] Kowalczyk M., Podstawy normowe projektowania ustrojów nośnych maszyn podstawo-wych górnictwa odkrywkowego, Problemy maszyn roboczych 1999.
[8] Kowalczyk M., Wyznaczanie trwałości projektowej spawanych węzłów konstrukcyjnych ustrojów nośnych maszyn górnictwa odkrywkowego, w: III Konserwatorium „Bezpieczeń-stwo oraz degradacja maszyn”, Wrocław–Szklarska Poręba 1997.
[9] Kowalczyk M., Zastosowanie normy DIN 22261 do oceny bezpieczeństwa ustrojów no-śnych koparek kołowych projektowanych w Polsce, w: II Konserwatorium „Bezpieczeństwo oraz degradacja maszyn”, Wrocław–Szklarska Poręba 1996.
[10] Magnucki K., Szyc W., Wytrzymałość materiałów w zadaniach: pręty, płyty i powłoki obrotowe, Wyd. Naukowe PWN, Warszawa 2000.
[11] Norma DIN 22261. [12] Rusiński E., Gurazdowski R., Chabrać Z., Analiza wytężenia koła czerpakowego koparki
kołowej, w: IV Międzynarodowa Konferencja Naukowa „Wspomaganie prac inżynierskich”, Polanica Zdrój 2000.
[13] Sozański L., Błędy technologiczne jako inicjatory pęknięć zmęczeniowych elementów konstrukcyjnych maszyn roboczych, Górnictwo Odkrywkowe, 2003, z. 2–3.
[14] Szepietowski W., Broniewski J., Rozbicki Cz., Badania i analiza wymaganej siły kopania koparki KWK 1500 s przeznaczonej dla KWB Turów, ONB Poltegor, Wrocław 1986.
[15] Szepietowski W., Wybrane problemy obciążenia koła czerpakowego od składowej poziomej siły urabiania, Węgiel Brunatny, 2004.

A. Kopczyk, K. Magnucki 58
[16] Wocka N., Rola i znaczenie sprzęgła przeciążeniowego w zapobieganiu awaryjności me-chanizmów urabiania koparek kołowych, Węgiel Brunatny, 2000.
Recenzent: dr hab. inż. Tadeusz Wegner, prof. nadzw.
ANALYSIS OF FISSURING OF DIPPER WHEEL OF EXCAVATOR KWK 1500S
S u m m a r y
The cracks of dipper wheel of excavator of lignite KWK 1500 s were described. The attention was focused on delimitation in time the burdens of variables, that occur during exploitation, as well as on forming the computational model of wheel. The numeric investigations were realized with the help of finite element method in ANSYS system. Some results of these investigations were put on drawings. Strength conditions of the examined wheel was formulated regarding the norm DIN 22261. One proved that the durability of materials condition for static loads is fulfilled, however for burdens of variables in the time he it is not fulfilled. The probable causes of the fissur-ings the dipper wheel of excavator were showed.
Key words: coal mining machine, dipper wheel of excavator, durability of fatigue.
prof. dr hab. inż. Krzysztof MAGNUCKI Politechnika Poznańska, Instytut Mechaniki Stosowanej, Zakład Wytrzymałości Materiałów ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652064, e-mail: [email protected] mgr inż. Adam KOPCZYK e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
PRZEMYSŁAW LIBUDA, MACIEJ KUPCZYK, PRZEMYSŁAW CIESZKOWSKI, PIOTR SIWAK
OCENA I PROPOZYCJA MODYFIKACJI MODELI WYZNACZANIA MIKROTWARDOŚCI CIENKICH,
TWARDYCH POWŁOK OSADZONYCH NA OSTRZACH SKRAWAJĄCYCH ZE STALI SZYBKOTNĄCEJ
W artykule przedstawiono wyniki pomiarów mikrotwardości próbek ze stali szybkotnących powleczonych twardymi powłokami metodą łukowo-plazmową. W dalszej części pracy zaprezen-towano wybrane wyniki weryfikacji dotychczasowych modeli oceny mikrotwardości cienkich powłok oraz propozycję modyfikacji modelu Korsunky’ego.
Słowa kluczowe: ostrza skrawające, powłoki przeciwzużyciowe, mikrotwardość
1. UZASADNIENIE PODJĘCIA TEMATU
Technika PVD (ang. Physical Vapour Deposition – fizyczne osadzanie z pa-
ry), służy do nanoszenia cienkich, twardych powłok przeciwzużyciowych. Zna-nych jest kilkadziesiąt odmian i modyfikacji metod PVD. Metody fizycznego osadzania z pary są obecnie szeroko stosowane, gdyż ostrza skrawające powle-kane twardymi lub supertwardymi powłokami z użyciem tej techniki charaktery-zują się wysoką trwałością i niezawodnością.
Powłoki przeciwzużyciowe wytwarzane techniką PVD mają wysoką odpor-ność na zużycie ścierne, co jest determinowane przede wszystkim ich znaczną twardością oraz małym współczynnikiem tarcia o materiały obrabiane [8].
Do wytworzenia powłok zastosowano metodę odparowania łukiem elek-trycznym (metodę łukowo-plazmową). Jest ona coraz powszechniej stosowana, gdyż umożliwia uzyskanie wysokiej adhezji powłok do podłoża, co determinuje w znacznym stopniu znakomitą jakość eksploatacyjną takich powłok. W meto-dzie tej występuje zjawisko tzw. wyładowania łukowego w próżni, dzięki któ-remu możliwe jest odparowanie materiału. Odparowanie to zachodzi lokalnie, z niewielkich obszarów, zwykle zmieniających swoje położenie na powierzchni źródła. Są to obszary o powierzchni od kilku do kilkunastu milimetrów kwadra-

P. Libuda, M. Kupczyk, P. Cieszkowski, P. Siwak 60
towych i o temperaturze do kilku tysięcy stopni, powstałej w wyniku wytworze-nia silnoprądowego łuku elektrycznego. Ze względu na wydzielanie się dużych ilości ciepła w bardzo krótkim czasie na niewielkim obszarze powierzchni zja-wisko odparowania katody nosi charakter wybuchowy, co sprawia, że produkty erozji materiału katody pochodzące z obszaru występowania plamek katodo-wych zawierają oprócz cząsteczek neutralnych i zjonizowanych atomów mate-riału katody także mikrokrople (aerozol metaliczny) o wymiarach od dziesiątych części mikrometra do kilku mikrometrów. Jest to zjawisko niekorzystnie wpły-wające na morfologię powierzchni powłoki, które może być przyczyną powsta-wania zniekształconych odcisków wgłębnika, znacznie utrudniających pomiar mikrotwardości powłoki.
Drugim powodem małej dokładności pomiaru mikrotwardości jest to, że po-włoki przeciwzużyciowe charakteryzują się bardzo małą grubością (najczęściej wynoszącą od 3 do 6 μm). Wpływa to niekorzystnie na wynik pomiaru mikro-twardości powłoki ze względu na oddziaływanie dużo bardziej miękkiego pod-łoża (stal szybkotnąca) [5].
Wymienione wyżej czynniki sprawiają, że precyzyjna, a przede wszystkim dokładna, w miarę możliwości szybka oraz tania ocena właściwości użytkowych ostrzy skrawających w warunkach dominacji zużycia ściernego na podstawie pomiaru mikrotwardości jest utrudniona. Przez precyzję metody badawczej ro-zumie się rozproszenie wyników pomiarów dokonanych daną metodą przy wie-lokrotnym powtarzaniu pomiaru w ustalonych warunkach doświadczalnych, bez wnikania, w jakim stosunku pozostają one względem prawdziwej wartości ob-serwowanej cechy. Zaś przez dokładność metody pomiarowej rozumie się zgod-ność wartości przeciętnej wyników pomiarów z wartością mierzonej wielkości uznaną za prawdziwą. Stąd podjęto pracę nad precyzyjną i dokładną oceną mi-krotwardości cienkich powłok osadzonych na ostrzach skrawających ze stali szybkotnącej powleczonych wybranymi azotkami metali, eksploatowanych w warunkach dominacji zużycia ściernego.
2. ZAKRES PRACY
W pracy przedstawiono:
− procedurę przygotowania próbek zapewniającą znaczną przyczepność po-włok do podłoży,
− sposób oceny adhezji metodą Daimlera-Benza, − wyniki pomiarów mikrotwardości metodą Vickersa, − weryfikację dotychczasowych modeli oceny mikrotwardości cienkich po-
włok,

Ocena i propozycja modyfikacji modeli wyznaczania mikrotwardości ... 61
− propozycję modyfikacji istniejących modeli na podstawie otrzymanych wy-ników.
3. PROCEDURA PRZYGOTOWANIA PRÓBEK
W badaniach zastosowano płytki skrawające ze stali szybkotnącej HS 6-5-2
z powłokami przeciwzużyciowymi: − TiN, powłoka jednowarstwowa, barwy złotożółtej; − (Ti, Al)N, powłoka jednowarstwowa, barwy fioletowoszarej; − CrN, powłoka jednowarstwowa, barwy srebrnoszarej. Powłoki te tak dobrano, aby w istotny sposób różniły się od siebie twardością (najbardziej miękka powłoka CrN o twardości zbliżonej do twardości ostrzy z węglików spiekanych, dużo twardsza od niej powłoka TiN oraz azotek stopu tytanu i glinu (Ti,Al)N, zaliczany do materiałów z pogranicza twardych i super-twardych).
Powierzchnie próbek przed procesem osadzania cienkich powłok przeciwzu-życiowych poddano procedurze przygotowania podłoża [6]. Zakwalifikowano próbki pozbawione wad. Zastosowano dwa rodzaje przygotowania podłoży, przez: – szlifowanie wykańczające (Ra = 0,16 µm – chropowatość zapewniająca naj-
lepszą przyczepność powłoki do podłoża) [4], − szlifowanie wykańczające i polerowanie (Ra = 0,05 µm); zastosowano pole-
rowanie tarczami ściernymi o gramaturze papieru od 200 do 4800 w emulsji chłodząco-smarującej, a następnie polerowanie tarczami polerskimi w emul-sji diamentowej. Stosowano emulsje diamentowe o ziarnach diamentu kolej-no od 9 µm do 1 µm.Następnie przeprowadzono proces oczyszczania, który
podzielono na dwa etapy: − oczyszczanie wstępne (zgrubne), − oczyszczanie ostateczne (dokładne).
Oczyszczanie wstępne, wykonane poza komorą roboczą napylarki, polegało na usunięciu z powierzchni przedmiotu przeznaczonego do powlekania wszel-kiego typu zanieczyszczeń (np. kurzu, smaru itp.), m.in. przez płukanie w roz-puszczalnikach z użyciem drgań ultradźwiękowych i trawienie chemiczne.
Oczyszczanie ostateczne, przeprowadzone w komorze napylarki bezpośred-nio przed osadzaniem powłoki, miało za zadanie dokładne oczyszczenie oraz aktywowanie powierzchni przedmiotu w procesie trawienia jonowego.

P. Libuda, M. Kupczyk, P. Cieszkowski, P. Siwak 62
4. OCENA ADHEZJI METODĄ DAIMLERA-BENZA
Do oceny przyczepności badanych powłok zastosowano metodę Daimlera-
-Benza. Metoda ta należy do grupy jakościowych metod oceny adhezji. Jej za-stosowanie nie wymaga zakupu drogiego sprzętu pomiarowego, a czas oceny jakości przyczepności powłoki do podłoża jest stosunkowo krótki. Niewielkie nakłady finansowe oraz duża wydajność metody sprawiają, że może ona znaleźć zastosowanie w warunkach przemysłowych zarówno w małych czy średnich, jak i w dużych zakładach produkcyjnych.
Metoda Daimlera-Benza polega na analizie strefy zniszczenia powłoki wokół odcisku powstałego w wyniku oddziaływania obciążonego wgłębnika Rockwella i ocenie formy zniszczenia powłoki. Uznano ją za test kwalifikujący próbki do dalszych badań. Przekazano do nich jedynie próbki spełniające akceptowane formy zniszczenia, tj. te, na których nie wystąpiły ubytki powłoki wokół powsta-łego odcisku.
5. WYNIKI POMIARÓW MIKROTWARDOŚCI
Do zbadania mikrotwardości zastosowano metodę Vickersa. W celu zwięk-
szenia precyzji pomiarów odciski wykonano w miejscu wytarć kulistych wyko-nanych metodą Kalotest (wł. calo – ubytek, strata materiału, ang. spherical abrasion test lub ball cratering) [8]. Usunięto w ten sposób mikrokrople znajdu-jące się na powierzchni powłoki, które mogłyby spowodować znaczne znie-kształcenie odcisków. Dodatkową zaletą zastosowania Kalotestu jest to, że za pomocą wykonanych wytarć można określić grubość powłoki osadzonej na pod-łożu. Do utworzenia krateru (wytarcia kulistego) wykorzystano stalową kulkę o znanej średnicy, która, obracając się na powierzchni próbki, w wyniku tarcia usuwa materiał.
Na rysunku 1 przedstawiono zmierzone wartości mikrotwardości układu pod-łoże–powłoka dla kolejnych próbek w funkcji grubości powłoki t dla zastoso-wanych obciążeń (F = 30, 40, 50, 60, 80 i 100 G, tj. 0,29; 0,39; 049; 0,58; 0,78; 0,98 N) oraz wyniki pomiarów mikrotwardości układu powłoka–podłoże w funkcji obciążenia dla poszczególnych badanych grubości powłok (t = 1, 2, 4, 5, 8 i 12 µm ± 0,3 µm) (rys. 2).
Na rysunku 3 przedstawiono porównawczo wyniki badań mikrotwardości powłok CrN, TiN oraz (Ti, Al)N o grubości 12 µm osadzonych na podłożu HS 6-5-2 w funkcji obciążenia wgłębnika.

Ocena i propozycja modyfikacji modeli wyznaczania mikrotwardości ... 63
a)
HS 6-5-2 + TiN
8
13
18
23
28
33
38
0 1 2 3 4 5 6 7 8 9 10 11 12Grubość pow łoki t [μm]
Śred
nia
mik
rotw
ardo
ść
[GPa
]
F = 0,29 NF = 0,39 NF = 0,49 NF = 0,58 NF = 0,78 NF = 0,98 N
b)
HS 6-5-2 + (Ti, Al)N8
13
18
23
28
33
38
0 1 2 3 4 5 6 7 8 9 10 11 12Grubość pow łoki t [μm]
Śred
nia
mik
rotw
ardo
ść
[GPa]
F = 0,29 NF = 0,39 NF = 0,49 NF = 0,58 NF = 0,78 NF = 0,98 N
c)
HS 6-5-2 + CrN
8
13
18
23
28
33
38
0 1 2 3 4 5 6 7 8 9 10 11 12Grubość pow łoki t [μm]
Śred
nia
mik
rotw
ardo
ść
[GPa]
F = 0,29 NF = 0,39 NF = 0,49 NF = 0,58 NF = 0,78 NF = 0,98 N
Rys. 1. Zmierzona mikrotwardość w funkcji grubości powłoki t przy obciążeniach 0,29, 0,39, 0,49,
0,58, 0,78 oraz 0,98 N dla kolejnych próbek ze stali szybkotnącej HS 6-5-2 powleczonych: a) TiN, b) (Ti, Al)N, c) CrN
Fig. 1. Investigation results of the microhardness measurement with different loadings of: a) TiN, b) (Ti, Al)N, c) CrN, coatings deposited on the substrate made of HS 6-5-2 high-speed steel vs.
coating thickness

P. Libuda, M. Kupczyk, P. Cieszkowski, P. Siwak 64
a)
HS 6-5-2 +TiN
8
13
18
23
28
33
38
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1Obciążenie wgłębnika F [N]
Śred
nia
mik
rotw
ardo
ść
[GPa
]t = 1 umt = 2 umt = 4 umt = 5 umt = 8 umt = 12 um
b)
Hs 6-5-2 + (Ti,Al)N
8
13
18
23
28
33
38
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1Obciążenie wgłębnika F [N]
Śred
nia
mik
rotw
ardo
ść
[GPa]
t = 1 umt = 2 umt = 4 umt = 5 umt = 8 umt = 12 um
c)
HS 6-5-2 + CrN
8
13
18
23
28
33
38
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1Obciążenie wgłębnika F [N]
Śred
nia
mik
rotw
ardo
ść [G
Pa]
t = 1 umt = 2 umt = 4 umt = 5 umt = 8 umt = 12 um
Rys. 2. Wyniki badań mikrotwardości powłok: a) TiN, b) (Ti, Al)N, c) CrN,
o różnych grubościach, osadzonych na podłożach ze stali szybkotnącej HS 6-5-2, w funkcji obcią-żenia wgłębnika
Fig. 2. Investigation results of the microhardness of: a) TiN, b) (Ti, Al)N, c) CrN, coatings with different thickness, deposited on the substrate made of HS 6-5-2 high-speed steel vs. intender
loading

Ocena i propozycja modyfikacji modeli wyznaczania mikrotwardości ... 65
Próbki o podłożu HS 6-5-2 + pow łoka o grubości 12 μm
8
13
18
23
28
33
38
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1Obciążenie wgłębnika F [N]
Śred
nia
mik
rotw
ardo
ść
[GPa
]
HS 6-5-2 +TiNHS 6-5-2 +(Ti, Al)NHS 6-5-2 +CrN
Rys. 3. Wyniki badań mikrotwardości powłok: CrN, TiN oraz (Ti, Al)N o grubości 12 µm osadzo-
nych na podłożu HS 6-5-2 w funkcji obciążenia wgłębnika Fig. 3. Investigation results of the microhardess of the CrN, TiN and (Ti, Al)N coatings with
thickness about 12 µm deposited on the substrate made of HS 6-5-2 high-speed steel vs. indenter loading
6. ANALIZA WYNIKÓW BADAŃ
W wyniku przeprowadzonej analizy stwierdzono istotny wpływ grubości
powłoki na wynik pomiaru mikrotwardości cienkich twardych powłok przeciw-zużyciowych osadzonych na ostrzach ze stali szybkotnącej w zakresie zastoso-wanych obciążeń wgłębnika, tj. 30–100 G (0,29–0,98 N). Stwierdzono, że wraz ze zmniejszaniem się grubości twardej powłoki maleją zmierzone wartości mi-krotwardości przy danym obciążeniu wgłębnika. Dzieje się tak dlatego, że im cieńsza jest twarda powłoka, tym większy jest udział bardziej miękkiego podło-ża w zmierzonej wartości mikrotwardości.
Zaobserwowano ponadto istotny wpływ obciążenia w badanym zakresie na wynik pomiaru mikrotwardości cienkich powłok przeciwzużyciowych. Zauwa-żono, że wraz ze wzrostem obciążenia maleje zmierzona wartość mikrotwardo-ści dla układu podłoże–powłoka. Jest to skutkiem tego, że wraz ze wzrostem obciążenia zwiększa się nie tylko odkształcenie twardej powłoki, ale, co istot-niejsze, również odkształcenie podłoża. Stąd uzyskano znacznie większe zmie-rzone wartości mikrotwardości przy obciążeniu 30 G (0,29N) czy 40 G (0,39 N) niż przy obciążeniu 100 G (0,98 N).
Następnie podjęto analizę wybranych modeli mikrotwardości w celu określe-nia ich przydatności w praktyce przemysłowej i wykazania ich ewentualnych

P. Libuda, M. Kupczyk, P. Cieszkowski, P. Siwak 66
błędów. Ze względu na to, że w poprzednich pracach [5] powyższe modele zo-stały już omówione, niżej przedstawiono tylko ostateczne wnioski.
Zauważono, że najlepiej odzwierciedlającym rzeczywistą wartość mikro-twardości powłoki spośród analizowanych modeli jest model Korsunsky’ego. Wynika to stąd, że wartości mikrotwardości obliczone za jego pomocą dla ob-ciążeń 40, 50, 60, 80 i 100 G są najbardziej zbliżone do wartości mikrotwardości uzyskanej przy najmniejszym obciążeniu, tj. 30 G, szczególnie dla powłok o mniejszej grubości. Oznacza to, że model ten jest najmniej „wrażliwy” spośród analizowanych modeli na wpływ dużo bardziej miękkiego podłoża (9,5 GPa).
Choć model Korsunsky’ego jest najlepszy do oceny mikrotwardości powłok przeciwzużyciowych, to oddaje on w znacznym stopniu rzeczywistą wartość mikrotwardości powłoki tylko dla obciążeń nie większych niż 40÷50 G.
Wskazuje to na konieczność opracowania nowego modelu lub wprowadzenia korekt w istniejących modelach w celu bardziej dokładnego określenia mikro-twardości cienkich twardych powłok przeciwzużyciowych osadzanych na sta-lach szybkotnących przy większych obciążeniach, dających bardziej wyraźne odciski, a więc zapewniających większą precyzję pomiarów.
Na podstawie analizy literatury i wyników badań własnych uznano za celowe wprowadzenie zmian w istniejącym modelu Korsunsky’ego w celu możliwie jak najprostszego oraz najbardziej dokładnego określania mikrotwardości powłoki przeciwzużyciowej w warunkach przemysłowych. Podjęto prace mające na celu uniezależnienie współczynnika k z modelu Korsunsky’ego od zbyt trudnych do poprawnej oceny zmiennych.
22 1 ββα
kHH
HtHHH Sf
SSC +−
+=Δ+= ,
gdzie: β – współczynnik zależny od głębokości wnikania wgłębnika D oraz gru-bości powłoki t, określony z zależności β = D/t i oznaczany w literaturze angiel-skiej jako RID (Relative Indenter Depth), k = t/α, α – parametr uzależniony od wartości (GC/HS)t, gdy mamy do czynienia z popękaną powłoką lub od wartości (Hf – HS)/HS oraz t w przypadku odkształcenia plastycznego podłoża; GC – od-porność na pękanie powłoki.
Na podstawie przeprowadzonych badań proponuje się, aby wartości współ-czynnika k zastąpić współczynnikiem kx obliczonym z zależności:
xtDkx ⎟⎠⎞
⎜⎝⎛= ,
Stąd:
21 βx
SfSC k
HHHH
+−
+= ,
gdzie x jest wartością wyznaczaną doświadczalnie dla poszczególnych obciążeń.

Ocena i propozycja modyfikacji modeli wyznaczania mikrotwardości ... 67
Wyznaczone wartości współczynnika x dla badanych powłok z azotków me-tali przejściowych przedstawiono na rys. 4.
y = 29,827x-2,4533
y = 7,2585x-2,4918
y = 2,3847x-2,3239
y = 0,8526x-2,1245
y = 1,0553x-2,2862
y = 0,4725x-2,3417
0
50
100
150
200
250
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2D/t
wsp
ółcz
ynni
k x
0,29N0,39N0,49N0,58N0,78N0,98N
Rys. 4. Wyznaczone wartości współczynnika x dla badanych powłok z azotków metali przejścio-wych osadzonych na podłożu ze stali szybkotnącej HS 6-5-2 w zależności od obciążenia F oraz
stosunku D/t Fig. 4. Determinated values of x coefficient of samples coated with hard coatings deposited on
high-speed steel HS 6-5-2 vs. indenter loading and D/t ratio
Chcąc ocenić przydatność zaproponowanej modyfikacji, obliczono wartości
mikrotwardości z uwzględnieniem współczynnika kx i z wykorzystaniem uzy-skanych uprzednio wyników pomiarów mikrotwardości. Wyniki tych obliczeń zestawiono porównawczo z wynikami mikrotwardości według modelu Kor-sunsky’ego, Bücklego oraz Jönssona-Hogmarka.
Ze względu na ograniczoną objętość artykułu na rys. 5 przedstawiono wyniki przeprowadzonych analiz tylko dla powłok o grubości 4 µm.

P. Libuda, M. Kupczyk, P. Cieszkowski, P. Siwak 68
a)
b)
HS 6-5-2 +TiN, 4 μm
8
13
18
23
28
33
38
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1Obciążenie wgłębnika [N]
Śre
dnia
mik
rotw
ardość
[GP
a
Hc Hf BuckleHf J-H Hf KHf kx
c)
HS 6-5-2 + (Ti, Al)N, 4 μm
8
13
18
23
28
33
38
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1Obciążenie wgłębnika [N]
Śre
dnia
mik
rotw
ardość
[Gpa
Hc
Hf Buckle
Hf J-H
Hf K
Hf kx
HS 6-5-2 + CrN, 4 μm
8
13
18
23
28
33
38
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1Obciążenie wgłębnika [N]
Śre
dnia
mik
rotw
ardość
[Gpa
Hc
Hf Buckle
Hf J-H
Hf K
Hf kx
Rys. 5. Mikrotwardość w funkcji obciążenia wgłębnika dla analizowanych modeli mikrotwardości
dla powłok: a) TiN, b) (Ti, Al)N, c) CrN, o grubości 4 µm, osadzonych na podłożach ze stali szybkotnącej HS 6-5-2
Fig. 5. Ivestigation results of microhardess of the: CrN, TiN and (Ti, Al)N coatings with thickness about 4 µm deposited on the substrate made of HS 6-5-2 high-speed steel vs. indenter loading with
different patterns of microhardess

Ocena i propozycja modyfikacji modeli wyznaczania mikrotwardości ... 69
7. WNIOSKI
Wartości mikrotwardości otrzymane dla wszystkich badanych powłok za
pomocą zmodyfikowanego modelu Korsunsky’ego, uwzględniającego nowy współczynnik poprawkowy kx, w całym zakresie zastosowanych obciążeń są porównywalne z wartościami mikrotwardości zmierzonymi przy obciążeniu 0,29 N, a więc przy najmniejszym zastosowanym obciążeniu, przy którym wy-stępuje najmniejsze oddziaływanie podłoża na wynik pomiaru mikrotwardości powłoki.
Zaproponowana modyfikacja modelu Korsunsky’ego pozwala na oszacowa-nie zbliżonej wartości mikrotwardości dla powłok o grubości powyżej 2 µm do wartości mikrotwardości zmierzonej w warunkach najmniejszego oddziaływania podłoża na wynik pomiaru, tj. dla obciążenia wynoszącego 0,29 N i powłoki o grubości największej z badanych, wynoszącej 12 µm.
PODZIĘKOWANIA
Za udzieloną pomoc dziękujemy firmie VTT Koszalin, a w szczególności Panu dr. Janowi Staśkiewiczowi.
LITERATURA
[1] Chicot D., Lesage J., Absolute hardness of films and coatings, Thin Solid Films, 254, 1995, s. 123–130.
[2] Chicot D., Lesage J., Benarioua Y., Hardness measurements of Ti and TiC multilayers: a model, Thin Solid Films, 359, 2000, s. 228–235.
[3] Korsunsky A.M., McGurk M.R., Bull S.J., Page T.F., On the hardness of coated systems, Surface and Coatings Technology, 99, 1998, s. 171–183.
[4] Kupczyk M., Ostrza skrawające z twardymi i supertwardymi powłokami, Wyd. Politechniki Poznańskiej, Poznań 2005.
[5] Kupczyk M., Jakość technologiczna I użytkowa ostrzy skrawających z powłokami przeciw-zużyciowymi, Wyd. Politechniki Poznańskiej, Poznań 1997.
[6] Kupczyk M., Cieszkowski P., Libuda P., Jakrzewski D., Problematyka oceny mikrotwar-dości cienkich powłok wytworzonych metodą łukowo-plazmową, Zeszyty Naukowe Poli-techniki Poznańskiej, seria Budowa Maszyn i Zarządzanie Produkcją, 2005.
[7] Kupczyk M., Cieszkowski P., Libuda P., Jakrzewski D., Opracowanie procedury przygo-towania próbek do precyzyjnych pomiarów grubości cienkich powłok wytworzonych meto-dą łukowo-plazmową, Zeszyty Naukowe Politechniki Poznańskiej, seria Budowa Maszyn i Zarządzanie Produkcją, 2005.
[8] Kupczyk M., Jóźwiak K., Libuda P., Cieszkowski P., Dokumentacje z badań powłok przeciwzużyciowych, Pracownia Podstaw Technologii Instytutu Technologii Mechanicznej, Poznań 1998-2006 (materiały niepublikowane).
[9] Kupczyk M., Lejwoda A., Cieszkowski P., Libuda P., Badania właściwości eksploatacyj-nych wierteł powlekanych metodami magnetronową i natryskiwania płomieniowego, Ar-chiwum Technologii Maszyn i Automatyzacji, Vol. 24, No. 2, 2004.

P. Libuda, M. Kupczyk, P. Cieszkowski, P. Siwak 70
[10] Puchi-Cabrera E.S., A new model for the computation of the composite hardness of coated systems, Surface and Coatings Technology, 160, 2002, s. 177–186.
[11] Puchi-Cabrera E.S., Berrios J.A., Teer D.G., On the computation of the absolute hardness of thin solid films, Surface and Coatings Technology, 157, 2002, s. 185–196.
[12] Samsonov G.V., Bovkunov T., Privesok A.F., Iznosostojkost’ različnyh klassov materia-lov pri abrazivnom iznašivanii, Naukova Dumka, Kiev 1973.
[13] Samsonov G.V., Kosolapova T., Vysokotemperaturnye karbidy, Naukova Dumka, Kiev 1975.
[14] Samsonov G.V, Ljutaja M.D., Gonczaruk A.B., Himiâ i fizyika nitridov, Naukowa Dum-ka, Kiev 1968.
[15] Staśkiewicz J., Materiały firmy VTT ,Techniki i Technologie Próżniowe, Koszalin 2006. [16] Tuck J.R., Korsunsky A.M., Bhat D.G., Bull S.J., Indentation hardness evaluation of
cathodic arc deposited thin hard coatings, Sufrace and Coatings Technology, 139, 2001, s. 63-67.
[17] Tuck J.R., Korsunsky A.M., Bull S.J., Davidson R.I., On the application of the work-of-indentation approach to depth-sensing indentation experiments in coated systems, Surface and Coatings Technology, 137, 2001, s. 217–224.
[18] Wang H.L., Chiang M.J., Hon M.H., Determination of thin film hardness for a film/substrate system, Ceramics International, 27, 2001, s. 385–389.
[19] Williams J.A., Analytical models of scratch hardness, Tribology International, 29/8/1996, s. 675-694.
Recenzent: dr hab. inż. Edward Pająk, prof. nadzw.
ESTIMATION AND PROPOSAL OF MICROHARDNESS PATTERNS MODIFICATION OF THIN SOLID FILMS COATED ON HIGH-SPEED STEEL
S u m m a r y
In the paper the results of hardness measurements of samples made of high-speed steel coated
with hard coatings by arc-plasma method are presented. In the further part of the work are pre-sented the selected results of the verification of others patterns of microhardess estimation of thin coatings and proposal of Korsunsky’s pattern modification.
Key words: cutting tools, thin solid films, microhardness
dr hab. inż. Maciej KUPCZYK, prof. nadzw. Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. + 48 (61) 6652727, e-mail: [email protected] mgr inż. Przemysław CIESZKOWSKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. + 48 (61) 6652261, e-mail: przemyslaw.cieszkowski@ doctorate.put.poznan.pl mgr inż. Przemysław LIBUDA Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. + 48 (61) 6652261, e-mail: przemyslaw.libuda@ doctorate.put.poznan.pl mgr inż. Piotr SIWAK Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. + 48 (61) 6652261, e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
DARIUSZ MAĆKOWIAK, EDWARD PAJĄK, KRZYSZTOF ŻYWICKI
WYKORZYSTANIE KONCEPCJI LEAN MANUFACTURING W DOSKONALENIU PRODUKCJI
W artykule przedstawiono podstawowe zagadnienia związane z koncepcją lean manufacturing oraz jej zastosowanie w doskonaleniu działań przedsiębiorstwa produkcyjnego. Omówiono obszar wdrożenia koncepcji oraz proces wytwórczy poddany doskonaleniu. Dokonano analizy stanu obecnego procesu oraz zaproponowano propozycję zmian i kolejne kroki ich wdrażania. Przed-stawiono wyniki możliwe do uzyskania po wdrożeniu zmian oraz wnioski płynące z zastosowania koncepcji lean manufacturing.
Słowa kluczowe: doskonalenie produkcji, lean manufacturing, metody i techniki szczupłego wytwarzania
1. WPROWADZENIE
Współcześni producenci nie dyktują warunków, jakie ma akceptować klient. To oni muszą zastosować się do wymogów swoich odbiorców, akceptując sta-wiane przez nich warunki. W dobie globalizacji rynku i swobody przepływu informacji o konkurencyjności danego przedsiębiorstwa decydują w większości procesy zachodzące wewnątrz tej organizacji. To one są źródłem kosztów, któ-rych klient nie jest skłonny ponieść, i w interesie całego przedsiębiorstwa jest jak najszybsze ich zidentyfikowanie i dokonanie analizy. Nie wystarczy jednak przyglądać się pojedynczym procesom wchodzącym w skład jakiejś całości; należy szukać pewnego ciągłego przepływu budującego strumień wartości dla rozpatrywanego obszaru, produktu itp.
Gdy o szeroko pojętej kondycji przedsiębiorstw decyduje szybkość reagowa-nia na zmiany otoczenia, dostarczanie wyrobów o odpowiedniej dla klienta jako-ści, w akceptowanym przez niego terminie i za cenę, którą jest skłonny zapłacić, coraz większego znaczenia nabiera koncepcja lean manufacturing – „szczupłe wytwarzanie”.

D. Maćkowiak, E. Pająk, K. Żywicki 72
3. CHARAKTERYSTYKA LEAN MANUFACTURING
Fundamentem koncepcji lean manufacturing (LM) jest wartość, określana przez końcowego użytkownika i będąca spełnieniem jego oczekiwań. Wymia-rami wartości są cechy wyrobu czy usługi, ich dostępność, koszt i osiągi (para-metry). Popyt określa klient poprzez swoje wymagania i preferencje. Wartością dla klienta może być poziom techniczny wyrobu, bezpieczeństwo jego użytko-wania, estetyka, koszty nabycia i użytkowania, obsługa posprzedażna, koszty utylizacji itp. Twórcą wartości jest przedsiębiorstwo chcące zaspokoić potrzeby klienta, wykorzystując w tym celu posiadane zasoby. Często w tym miejscu drogi określania wartości się rozchodzą. Przedsiębiorstwo, chcąc maksymalnie wykorzystać posiadane zasoby, zapomina o wartości akceptowanej przez klien-ta. Dla klienta nie jest ważne, na jakich maszynach produkowany będzie wyrób, ani jakie technologie będą użyte do jego wytworzenia. Ważne jest, aby otrzymał to, co w danej chwili jest mu potrzebne. Wynika z tego, że nie zawsze celowe jest wykorzystywanie do produkcji drogich uniwersalnych i szybkich maszyn; często ważniejsze jest kryterium spełnienia określonych wymagań.
Dlatego pierwszym krokiem we wdrażaniu LM jest identyfikacja strumienia wartości. Strumień wartości to zespół wszystkich czynności (zarówno dodają-cych wartość, jak i tych które wartości nie dodają) podejmowanych w procesie wytwarzania wyrobu, począwszy od surowca, a skończywszy na wyrobie goto-wym. W tradycyjnym procesie produkcyjnym (opartym na produkcji pchającej, na zasadzie partii i kolejek) wśród wykonywanych czynności najwyżej [6]: – 5% to czynności dodające wartość, które z punktu widzenia klienta powodują
zwiększenie wartości produktu lub usługi i za które chętnie zapłaci; – 60% to czynności niedodające wartości i zbędne przy obecnej organizacji
i procesie wytwarzania; czynności te należy natychmiast wyeliminować; – 35% to czynności niedodające wartości, ale niezbędne przy obecnym sposo-
bie wytwarzania; czynności te powinny być ujęte w długoterminowych pla-nach poprawy i sukcesywnie eliminowane. Jak można zauważyć, większość z nich to działania niedodające wartości,
marnotrawstwo (jap. muda), za które klient nie jest skłonny zapłacić i które zde-cydowanie należy eliminować. Eliminacja wszelkiego rodzaju marnotrawstwa jest głównym celem LM. Pozwala to na skrócenie czasu pomiędzy złożeniem zamówienia przez klienta a wysłaniem wyrobu gotowego. Tym samym uzyskuje się zwiększenie produktywności i obniżenie kosztów wytwarzania. Wyróżnia się następujące rodzaje marnotrawstwa [2]: – nadprodukcja – wytwarzanie wyrobów w zbyt dużej liczbie i za szybko, – braki – wytwarzanie wyrobów wadliwych, – zapasy – magazynowanie dużych ilości materiałów do produkcji,

Wykorzystanie koncepcji lean manufacturing… 73
– niewłaściwe metody wytwarzania – zastosowanie nieodpowiednich techno-logii, narzędzi i wyposażenia w sytuacji, gdy występują możliwości mniej kosztowne oraz bardziej efektywne,
– nadmierny transport – niepotrzebne przemieszczanie materiałów i produkcji w toku,
– oczekiwanie – długie okresy bezczynności operatorów spowodowane bra-kiem materiałów i informacji,
– zbędny ruch – nadmierny ruch operatorów, spowodowany niewłaściwą orga-nizacją miejsca pracy.
3. MAPOWANIE STRUMIENIA WARTOŚCI
Mapowanie strumienia wartości to metoda graficzna służąca do analizy sys-temu wytwórczego. Polega ona na przedstawieniu strumienia wartości, a więc wszystkich zadań podejmowanych w procesach wytwarzania wyrobów, począw-szy od zakupu surowców, a skończywszy na dostarczeniu klientowi wyrobów gotowych. Taka analiza pozwala na identyfikację wszelkiego rodzaju marno-trawstwa oraz na ukierunkowanie dalszych działań w celu jego eliminacji. Cechą charakterystyczną tej metody jest równoczesne ujęcie przepływów materiałów i informacji w systemach wytwórczych.
Główne etapy mapowania to: – sporządzenie mapy stanu obecnego analizowanego systemu wytwórczego, – projektowanie zmian i sporządzenie mapy stanu przyszłego, będącej podsta-
wą planu wdrożenia.
3.1. Mapa stanu obecnego
Tworzenie mapy stanu obecnego polega na prześledzeniu i odzwierciedleniu z wykorzystaniem odpowiednich form graficznych przepływu materiałów i in-formacji przez system wytwórczy. Wszelkie potrzebne informacje należy zbie-rać bezpośrednio w środowisku produkcyjnym, a więc w warunkach rzeczywi-stych. Dane, które należy zidentyfikować, a następnie umieścić na mapie, doty-czą: – wymagań i charakterystyk zamówień klientów, – charakterystyk dostaw materiałów do produkcji, – procesu wytwórczego: kolejnych etapów procesu technologicznego oraz
transportu międzystanowiskowego, – zapasów: surowców, produkcji w toku, wyrobów gotowych, – przekazywania informacji: do poszczególnych etapów produkcji, z klientem
i dostawcą.

D. Maćkowiak, E. Pająk, K. Żywicki 74
Przykład mapy stanu obecnego przedstawiono na rys. 1.
18.400 szt./miesiąc
12000 L
6400 PPojemnik 20
szt.
2 zmiany
Wysyłka
Składowanie
Wysyłka
Składowanie
Montaż 2Montaż 2Montaż 1Montaż 1Spawanie 2Spawanie 2Spawanie 1Spawanie 1
C/T = 40 s
11
C/O = 0 minDostępność = 100%
2 zmiany
Dostępne 27600 s.
C/T = 62 s
C/O = 0 minDostępność = 100%
2 zmiany
Dostępne 27600 s.
2.700 L
1.440 P
1.200 L
640 P
1.600 L
850 P
Klient
11
C/T = 46 s
C/O = 10 minDostępność = 80 %
2 zmiany
Dostępne 27600 s.
C/T = 39 s
C/O = 10 minDostępność = 100%
2 zmiany
Dostępne 27600 s.
Tłoczenie
200T
Tłoczenie
200T
C/T = 1 sC/O = 1 godzDostępność = 85%
2 zmiany
Dostępne 27600 s.
111111
Dział sterowania Produkcją
Dział sterowania Produkcją
Dostawca
Raz
dziennie
Raz
dziennie
Zamówienietygodniowe
faksem
Zamówienie90/60/30 dniowe
Harmonogram tygodniowyDzienny
planwysyłki
1.100 L
600 P
4.600 L
240 P
Co 2 dniCo 2 dni
Zwoje na
5 dni
Zwoje po 150 m
5 dni1 s
7,6 dnia39 s
1,8 dnia
46 s
2,7 dnia
62 s
2 dni
40 s
4,5 dniaCzas
przetwarzania
188 s
Czas przejścia
23,6 dnia
Rys. 1. Przykład mapy stanu obecnego [1] Fig. 1. Example of map the current state [1]
Zebranie wszystkich informacji ze wskazanych obszarów pozwala na sporzą-
dzenie linii czasu, która stanowi wskaźnik charakteryzujący dany proces wy-twórczy. Zawiera ona dane o czasach operacji: technologicznych, magazynowa-nia oraz transportu. Podstawowe parametry linii czasu to: – czas przejścia – czas potrzebny na przetworzenie materiału w wyrób gotowy
w procesie wytwórczym; czas przebywania wyrobu w systemie wytwórczym, w którym wykonuje się zarówno zadania dodające wartość, jak i jej niedoda-jące,
– czas przetwarzania – czas przeznaczony na wykonanie wyrobu; czas w, któ-rym następuje fizyczne kształtowanie wyrobu i w którym wykonuje się głównie czynności dodające wartość. Różnica pomiędzy czasem przejścia a czasem przetwarzania stanowi uwi-
docznienie wielkości marnotrawstwa w systemie wytwórczym, ponieważ to one mają na to wpływ. Tak więc celem, do którego należy dążyć, wprowadzając zmiany w systemie wytwórczym, jest przede wszystkim skrócenie czasu przej-ścia poprzez eliminację zadań i czynności niedodających wartości w strumieniu.
3.2. Mapa stanu przyszłego
Mapowanie stanu przyszłego polega na zaprojektowaniu zmian i wypraco-waniu planu wdrożeń w celu osiągnięcia „szczupłego” systemu wytwórczego. Zasadniczym celem jest dostosowanie tempa produkcji do tempa składanych

Wykorzystanie koncepcji lean manufacturing… 75
zamówień klientów oraz redukcja zapasów we wszystkich obszarach, począwszy od surowców poprzez produkcję w toku, a skończywszy na wyrobach gotowych. To właśnie poziom zapasów i ich wpływ na funkcjonowanie systemu wy-twórczego ma największe odzwierciedlenie w czasie przejścia.
Proces projektowania „szczupłego” systemu wytwórczego ma charakter usystematyzowany i przebiega w kilku etapach [1]:
Etap 1. Obliczanie czasu taktu. Czas taktu to średni odstęp czasu, w jakim klient zamawia jedną sztukę wyrobu. Obliczenie tej wielkości pozwala na okre-ślenie średniego tempa zamówień składanych przez klienta, a przez to wymaga-nej zdolności produkcyjnej w systemie wytwórczym.
Etap 2. Ustalenie, czy produkcja będzie przeznaczona do supermarketu czy na wysyłkę. Określenie strategii realizacji produkcji, która powinna być dosto-sowana do wymagań napływających z rynku, przede wszystkim odnoszącej się do częstotliwości zamawianych wyrobów. Produkcja na wysyłkę charakteryzuje się zerowym poziomem zapasów wyrobów gotowych. Produkcja do supermar-ketu oznacza utrzymywanie kontrolowanego poziomu zapasów wyrobów goto-wych uzupełnianego tylko o ilość, jaka została sprzedana.
Etap 3. Wprowadzenie przepływu ciągłego. Wskazanie operacji technolo-gicznych, które mogą być połączone w gniazdo pracujące w formie przepływu ciągłego (przepływ jednej sztuki).
Etap 4. Zastosowanie systemu ssącego typu supermarket. Wprowadzenie su-permarketu zapasów pomiędzy operacjami, które nie mogłyby być połączone w przepływ ciągły. Supermarkety zawierają kontrolowane stany zapasów. Po-branie danego asortymentu wyrobów stanowi dla operacji zaopatrujących su-permarkety sygnał o uruchomieniu produkcji, a tym samym o konieczności uzu-pełnienia stanu zapasów.
Etap 5. Wybór stymulatora procesu. Wskazanie operacji, która jako jedyna będzie otrzymywała harmonogram produkcji i będzie wyznaczała tempo pro-dukcji dla pozostałych operacji.
Etap 6. Poziomowanie produkcji. Tworzenie harmonogramu produkcyjnego opartego na zasadzie produkcji małych jednorodnych partii produkcyjnych zróż-nicowanych asortymentowo.
Proces projektowania stanu przyszłego ma odzwierciedlenie na mapie zawie-rającej wszystkie przedstawione powyżej elementy w postaci charakterystycz-nych form graficznych.

D. Maćkowiak, E. Pająk, K. Żywicki 76
4. DOSKONALENIE PRODUKCJI W FIRMIE JotKEl
4.1. Obszar doskonalenia
Głównymi obszarami działalności firmy JotKEl są: produkcja metalowych mebli warsztatowych, szaf ubraniowych, szaf personalnych i biurowych, sprzętu transportowego (w postaci ręcznych wózków dwu- i czterokołowych, platform) oraz szeroki zakres usług i kooperacji związanych z obróbką stali. Jednym z jej ważniejszych odbiorców jest firma niemiecka (dane identyfikacyjne zastrzeżone). Współpraca dotyczy produkcji transportowych wózków dwukołowych (rys. 2).
Rys. 2. Przykłady wózków dwukołowych Fig. 2. Example of the product
Podpisano umowę o ciągłej współpracy, w której zawarto m.in. przybliżone
ilości roczne i wymagane terminy realizacji zamówień. Aby zachować warunki kontraktu, rozpoczęto produkcję wózków na magazyn w ilości średniego zamó-wienia. Niestety, rzeczywiste bieżące zamówienia często nie były zgodne z wcześniejszymi prognozami, co powodowało produkcję brakującego asorty-mentu na zasadzie „gaszenia pożaru”.
W efekcie nastąpił wzrost zapasów magazynowych i międzystanowisko-wych, co było przyczyną niedotrzymywania terminów, pogorszenia jakości wy-robów oraz wzrostu kosztów produkcji. Groziło to wycofaniem się klienta z dalszej współpracy.
Po analizie sytuacji postanowiono rozpocząć wdrożenie koncepcji „szczupłe-go wytwarzania” w zakresie planowania i produkcji, wpływając pośrednio na proces zakupu materiałów oraz przechowywania i dostarczania wybranych wóz-ków dwukołowych.
67059 67047

Wykorzystanie koncepcji lean manufacturing… 77
4.2. Analiza stanu obecnego procesu wytwarzania wózków dwukołowych
Przede wszystkim dokonano analizy pod kątem podobieństwa technologicz-nego wytwarzanych wyrobów. W wyniku tego opracowano macierz, w której wierszach umieszczone są wybrane wyroby, a w kolumnach stanowiska wyko-rzystywane w procesach wytwórczych. Analiza wykazała, że wszystkie wyroby są produkowane na podobnych stanowiskach pracy i z użyciem podobnych technologii. Przyjęto więc, że wyroby te stanowią rodzinę, którą poddano dalszej analizie, dotyczącej bieżącego przepływu informacji i materiałów w prowadzo-nych procesach.
Opracowując mapę stanu obecnego strumienia wartości, prześledzono wszystkie kolejne etapy procesów wytwórczych związanych z wykonaniem wózków dwukołowych. Ustalono parametry charakteryzujące kolejne operacje technologiczne: czas cyklu, czas przezbrojenia, liczbę operatorów. Ustalono także średnie poziomy zapasów międzyoperacyjnych. W wyniku analizy prze-pływu informacji w strumieniu wartości stwierdzono, że podstawą realizacji zleceń produkcyjnych na stanowiskach są dzienne harmonogramy produkcji. Kierownik wydziału, wykorzystując system informatyczny, śledzi poziom wy-konania prac i zleca operatorom odpowiednie zadania. Po wykonaniu każdego zadania do systemu informatycznego wprowadzane są dane zwrotne. System informatyczny na bieżąco uaktualnia stan realizacji zleceń. Po zakończeniu wszystkich operacji technologicznych zlecenie jest „zamykane”, a wytworzone wyroby przekazywane do magazynu.
Opracowaną mapę stanu obecnego dla analizowanej rodziny wyrobów przed-stawiono na rys. 3. Pozyskując informacje potrzebne do jej sporządzenia, napo-tkano szereg trudności związanych z przebiegiem procesów technologicznych. Przepływ elementów i podzespołów wyrobów gotowych między poszczególny-mi stanowiskami ukazał złożoność tych procesów.
Efektem analizy stanu obecnego strumienia wartości dla wózków dwukoło-wych był wyznaczony czas przetwarzania (30 min) oraz czas przejścia materia-łów przez cały strumień (20 dni).
4.3. Propozycje zmian w procesie wytwarzania wózków dwukołowych
Analizując mapę stanu obecnego, stwierdzono, że kolejne operacje spawania wózka wykonywane na dwóch odrębnych stanowiskach można połączyć i wdro-żyć przepływ ciągły. Biorąc pod uwagę całkowitą liczbę wyrobów zamówio-nych w 2006 r. i dostępny czas pracy stanowisk, postanowiono określić ich wy-korzystanie (obciążenie). Z przeprowadzonych obliczeń wynikało, że w ciągu całego roku stanowiska te były obciążone łącznie w 54%. Istniały więc rezerwy, które można było wykorzystać. Następnym elementem poddanym analizie był

D. Maćkowiak, E. Pająk, K. Żywicki 78
6702067021
6704767048
6704967050
6702280040
67047670486704967050
67022
6704767048
6704967050
80040
670206702167047670486704967050
6702280040
6702067021
67047 (67020)
67049670506702280040
67048 (67020)
6702067021
67047 (67020)
67049670506702280040
67048 (67020)
6702067021
67047 (67020)
67049670506702280040
67048 (67020)
670206702167047
6704967050
6702280040
67048
670206702167047
6704967050
6702280040
67048
670206702167047
6704967050
67022
80040
67048
67020670216704767048
6704967050
6702280040
670206702167022
670206702167022
6705067049
80040
6704867047
670206702167022
670206702167022
80040
670206702167022
6704867047
6704767048 67048
67047
6704867047
6704867047
670206702167022
6704867047 67020
670216704867047
6704967022
8004067050
67020670216702280040
6705067049
6704767048
Rys. 3. Mapa stanu obecnego produkcji wózków dwukołowych
Fig. 3. Map the current state of the manufacturing process

Wykorzystanie koncepcji lean manufacturing… 79
obszerny magazyn wyrobów gotowych czekających na wysyłkę. Analiza wyka-zała, że wyroby zajmowały dużą powierzchnię magazynową.
Każdy rodzaj wózka umieszczony był w specjalnym pojemniku o wymiarach 2500,0 × 1200,0 mm (3 m2) umożliwiającym składowanie po dwa w pionie. Wszystkie analizowane wyroby zajmowały łącznie ok. 33 m2 magazynu. Dodat-kowo po ogólnym przeglądzie konstrukcji tych wyrobów okazało się, że część elementów i podzespołów użytych do wytworzenia różnych wyrobów gotowych była identyczna.
Zaproponowano następujące zmiany: – na podstawie obserwacji produkcji i analizy danych zwrotnych zauważono,
że w praktyce nie rozdzielono spawania wózka na dwa etapy, tzn. operacje te wykonywała ta sama osoba; w związku z tym zaproponowano połączenie dwóch operacji spawania i operacji czyszczenia w gniazdo o przepływie cią-głym (rys. 4); następnie wyznaczono dostępny dzienny czas pracy na stano-wisku stymulatora oraz czas cyklu dla każdego wyrobu; na podstawie tych danych oraz wyliczonego średniego tygodniowego zapotrzebowania klienta wyznaczono tygodniowe zapotrzebowanie na czas na stanowisku stymulato-ra; w wyniku obliczeń stwierdzono, że istnieje pewien zapas czasowy na sta-nowisku oraz niewykorzystany w pełni drugi operator;
– zamiast magazynu wyrobów gotowych zaproponowano supermarket zawiera-jący podzespoły do produkcji omawianych wyrobów przed gniazdem o prze-pływie ciągłym; podzespoły będą utrzymywane w supermarkecie przez je-den tydzień,
– następnym obszarem poddanym analizie był proces przygotowania elemen-tów wózków z rury; na podstawie ścieżki przejścia wyliczono, że najdłuższy proces wytwórczy (suma czasów cykli) wynosi 13,6 min dla wyrobu, a na stanowisku stymulatora trwa 13 min; ta niewielka różnica pozwoliła stwier-dzić, że proces ten może dostarczyć komplet elementów dla danego wyrobu w czasie nie dłuższym niż czas potrzebny na jego pospawanie; w związku z powyższym zaproponowano utworzenie gniazda obróbki rury; stwierdzono, że na wyodrębnionych stanowiskach występuje niewielkie obciążenie, które nawet po zsumowaniu stanowi tylko 33% tygodniowego obciążenia; dlatego do obsługi tych operacji przeznaczono tylko jednego operatora na zmianę; zaproponowano, aby wykonywał operacje w kolejności technologicznej – od cięcia poprzez gięcie, płaszczenie i cięcie pod kątem; elementy od pierwszej do ostatniej operacji transportowane będą w specjalnym pojemniku;

D. Maćkowiak, E. Pająk, K. Żywicki 80
Rys. 4. Przepływ ciągły i stymulator procesu Fig. 4. Pull system and peacemaker of the manufacturing process
– jako stymulator procesu wytypowano stanowisko spawania wózka w całość; sygnałem do rozpoczęcia produkcji ma być kanban produkcyjny dostarczany z supermarketu przed stymulatorem na stanowisko pierwszej operacji w gnieździe obróbki rur (rys. 5); w projekcie karty kanban umieszczono in-formację o komplecie elementów do wykonania, typie wózka i liczbie ele-mentów do wykonania;
6702
0
6702
167
047
6704
967
050
6702
280
040
6704
8670
21
6704
7
6704
8
6704
967
050
670
2280
040
670
20
Rys. 5. Gniazdo obróbki rury Fig. Cell of manufacturing of the tube
– zaproponowano klientowi tygodniowy harmonogram dostaw wyrobów, utrzymując w supermarkecie liczbę elementów wystarczających do realizacji tego planu. Po dokonanych zmianach w przepływie materiałów zaproponowano zmiany
w przepływie informacji dla tego obszaru produkcji. Ponieważ stymulatorem procesu miało być ostatnie gniazdo obróbcze w procesie o przepływie ciągłym, założono, że do niego będą kierowane sygnały dotyczące rozpoczęcia produkcji po wpłynięciu zamówienia od klienta.

Wykorzystanie koncepcji lean manufacturing… 81
Mag
azyn
podkła
dki
Sta
now
isko
STS
C/T
= 0,
5 / 1
szt
C/O
= 5
Oso
ba
67020
Gra
tow
anie
67021
67047 (67020)
67049670506702280040
67048 (67020)
Spa
w. S
PW
C/T
= 1,
2 / 1
szt
C/O
= 1
0
Oso
ba
67020
Spaw
anie
pod
kł.
67021
67047 (67020)
67049670506702280040
67048 (67020)
Piła
TA
R
C/T
= 1,
2 / 1
szt
C/O
= 1
0
Oso
ba
67020
Cię
cie
67021
67047 (67020)
67049670506702280040
67048 (67020)
Klie
nt
Spa
w. S
PW
C/T
= 2,
5 / 1
szt
C/O
= 1
0
Oso
ba
Spaw
anie
pod
staw
y
670206702167022
Pra
sa P
RM
25
C/T
= 0,
3 / 1
szt
C/O
= 1
5
Oso
ba
Okr
awan
ie n
aroż
nikó
w
670206702167022
67050
C/T
= 0,
4 / 1
szt
C/O
= 5
67049
80040
67048
C/T
= 0,
7 / 1
szt
C/O
= 3
0
67047
Pra
sa P
RM
500
C/T
= 0,
5 / 1
szt
C/O
= 3
0
Oso
baTłoc
zeni
e
670206702167022
Pra
sa P
RK
C/T
= 0,
5 / 1
szt
C/O
= 2
0
Oso
ba
Gię
cie
670206702167022
C/T
= 0,
3 / 1
szt
C/O
= 2
0
80040
Pra
sa P
RM
25
C/T
= 0,
4 / 2
szt
C/O
= 1
5
Oso
ba
Gię
cie
670206702167022
6704867047
Piła
TA
R
C/T
= 1,
2 / 1
szt
C/O
= 1
0
Oso
ba
Cię
cie
6704767048
Sta
n. O
BS
C/T
= 2,
0 / 4
szt
C/O
= 3
0
Oso
ba
Cię
cie
6704867047
Sta
n. O
BS
C/T
= 8,
0 / 4
szt
C/O
= 3
0
Oso
baRoz
wie
rcan
ie
6704867047
Sta
n. O
BS
C/T
= 2,
0 / 4
szt
C/O
= 3
0
Oso
baFazo
wan
ie
6704867047
Pręt
Ø20
,0
Rur
a Ø
30x5
Blac
ha #
3,0
Pra
sa P
RM
25
C/T
= 0,
3 / 2
szt
C/O
= 1
5
Oso
ba
Cię
cie
670206702167022
67048
C/T
= 0,
2 / 2
szt
C/O
= 1
5
67047
Płas
kow
nik
30x6
Gilo
tyna
GIL
C/T
= 0,
4 / 1
szt
C/O
= 5
Oso
ba
Cię
cie
6702067021
Oso
ba
67048
C/T
= 0,
3 / 1
szt
C/O
= 5
67047
6704967022
8004067050
67020670216702280040
6705067049
Sta
now
isko
STS
C/T
= 1,
0 / 1
szt
C/O
= 5
Oso
baGra
tow
anie
Prę
t Ø20
,0
6704767048
Rur
a
Bra
k st
abiln
ości
zam
ówień
Rea
lizac
ja 2
tygo
dnie
od
zam
ówie
nia
Dzi
ał H
andl
owy
JotK
El
Zam
ówie
nie
z 2
tygo
dnio
wym
te
rmin
em re
aliz
acji
Zlec
enie
real
izac
ji za
mów
ieni
a
KDPR
Kier
owni
cy w
ydzi
ałów
Dos
taw
cyZl
ecen
ie p
rodu
kcyj
neZa
potrz
ebow
anie
Har
mon
ogra
m z
mia
now
y
Zam
ówie
nie
1 w
tygo
dniu
Cza
s pr
zetw
arza
nia
ok. 3
0 m
in
Cza
s pr
zejś
cia
ok. 5
dni
max
. 16
min
.
C/T
= 16
,0 /
1 sz
tC
/O =
10
Oso
ba
67020
Spaw
anie
wóz
ka +
cz
yszc
zeni
e
6702167047
6704967050
6702280040
67048
Oso
ba
C/T
= 13
,0 /
1 sz
tC
/O =
10
WYS
YŁK
A
Skła
dow
anie
670216704767048
6704967050
67022 8004067020
Gni
azdo
obr
óbki
rury
Cię
cie
+ gięc
ie N
UR
+ g
ięci
e rę
czne
+ pła
szcz
enie
+
cięc
ie p
od kąt
em
Oso
ba
C/T
= 8
,8
C/T
= 1
0,6
C/O
= 8
0
C/O
= 1
20
C/T
= 1
3,6
C/O
= 1
20
C/T
= 9
,0C
/O =
90
C/T
= 1
1,2
C/O
= 9
5
Kom
órka
za
kupó
w i
gosp
. m
agaz
ynow
ej
Zuży
cie
mat
eriałó
w
Pro
dukc
ja k
pl.
podz
espołó
w
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
FIFO
Rys. 6. Mapa stanu przyszłego produkcji wózków dwukołowych Fig. 6. Map the future state of the manufacturing process

D. Maćkowiak, E. Pająk, K. Żywicki 82
W momencie pobierania podzespołów z supermarketu sygnał w postaci pro-dukcyjnej karty kanban trafi do gniazda obróbki rury. Dodatkowo kanban infor-macyjny trafia do komórki zaopatrzenia. Będzie on zawierał informację o po-braniu zasobów materiałowych ze stanu magazynowego.
Rezultatem zaproponowanych zmian było opracowanie mapy stanu przyszłe-go strumienia wartości dla analizowanej rodziny wyrobów, którą przedstawiono na rys. 6.
5. PODSUMOWANIE
Zastosowanie koncepcji lean manufacturing w produkcji wózków dwukoło-wych wymusiło inne spojrzenie na cały proces wytwórczy, który do tej pory traktowany był jako zespół odrębnych operacji technologicznych ukierunkowa-nych na jak najszybsze przetwarzanie materiału.
Pozytywnym wynikiem wprowadzonych zmian było znaczne zmniejszenie powierzchni magazynowej wykorzystywanej przez wyroby gotowe oczekujące na zamówienie klienta. Obecnie trudno jest dokładnie oszacować, jaka to jest wartość procentowa, niemniej jednak można przypuszczać, że wartość ta będzie oscylować w granicach 50% (chociażby ze względu na zmniejszenie liczby wy-robów w toku produkcji o ponad połowę). Wartość ta zmniejszyła się dzięki przesunięciu elementów z pospawanych konstrukcji przestrzennych do super-marketu, gdzie można je przechowywać w sposób bardziej uporządkowany.
Zmniejszenie wielkości partii ograniczyło ryzyko powstawania dużych strat w wyniku popełnienia błędu wykonawczego. Kontrola końcowa w procesie spawania zapewnia szybką reakcję na zauważone nieprawidłowości przez wy-słanie sygnału do gniazda obróbki rury. Zaproponowany system produkcji w gnieździe obróbki rury obsługiwanym przez jednego operatora pozwala na lepsze uświadomienie temu pracownikowi konieczności zachowania najwyższej jakości.
Zauważalne zmiany nastąpiły w przepływie informacji. Według dotychcza-sowego obiegu czas od wpłynięcia zamówienia do rozpoczęcia produkcji wyno-sił do ok. 5 dni. W zaproponowanym rozwiązaniu produkcję można uruchomić już w ciągu 1 dnia. Oczywiście nie będzie to zawsze rzeczywiste rozpoczęcie wykonywania operacji, gdyż stanowisko stymulatora procesu może być w danej chwili zajęte innym zleceniem, ale informacja o przyjęciu zlecenia zostanie już uwzględniona w kolejce zamówień.
Wszystkie zaproponowane zmiany wpłynęły na skrócenie czasu przejścia od 20 do 7 dni! Wbrew przyjętym zasadom do czasu tego nie wliczano momentu pojawienia się materiałów w magazynie. Wynika to z niemożliwości przypisania niektórych materiałów wyłącznie do danych wyrobów oraz koniecznością spro-

Wykorzystanie koncepcji lean manufacturing… 83
wadzania materiałów od producentów zlokalizowanych w znacznej odległości od miejsca procesu wytwórczego (koszty transportu z Niemiec) i z dużą rozpię-tością wielkości produkcji. Dane uzyskane w wyniku przeprowadzonych analiz mogą posłużyć do próby określenia zaopatrzenia magazynu materiałów z wyko-rzystaniem cotygodniowego transportu powrotnego.
LITERATURA
[1] Rother M., Shook J., Lerning to see. Value steam mapping to create value and eliminate muda, Lean Enterprise Institute, Massachusetts 1998.
[2] Womack J.P., Jones D.T., Odchudzanie firm. Eliminacja marnotrawstwa – kluczem do sukcesu, Centrum Informacji Menadżera, Warszawa 2001.
Recenzent: dr. inż. Jan Uniejewski
LEAN MANUFACTURING TO USE TO IMPROVE PRODUCTION
S u m m a r y
In this paper lean manufacturing were reviewed. The attention was drawn on the key issue in lean manufacturing which is contrasting value added activities with wastes. The main methods, tools and techniques of lean approach that need to be a subject of implementation according to the VSM outcome were listed. results of Lean Manufacturing implementation were presented.
Key words: improve, lean manufacturing inż. Dariusz MAĆKOWIAK Przedsiębiorstwo JOTKEL, ul. Wielska 43, 63-700 Krotoszyn, e-mail: [email protected]
dr hab. inż. Edward PAJĄK, prof. nadzw. PP Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. + 48 (61) 6652203, e-mail: [email protected]
mgr inż. Krzysztof ŻYWICKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. + 48 (61) 6652052, e-mail: [email protected]

D. Maćkowiak, E. Pająk, K. Żywicki 84

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
PIOTR PACZOS, PRZEMYSŁAW ZAWODNY
BADANIA DOŚWIADCZALNE ORAZ WYKORZYSTANIE SYSTEMU ABAQUS DO SZACOWANIA WARTOŚCI SIŁ KRYTYCZNYCH
BELEK ZIMNOGIĘTYCH1
Przedmiotem badań były cienkościenne belki ceowe kształtowane na zimno z łagodnym za-gięciem. Za względu na lokalną utratę stateczności konstrukcji cienkościennych poszukuje się innych, nowych kształtów przekrojów w celu zwiększenia wytrzymałości i stateczności. Dodat-kowym usztywnieniem w badanych przekrojach było zastosowanie pianki poliuretanowej jako wypełniacza w wolnych, pustych miejscach łagodnego zagięcia o promieniu r. Otrzymane wstępne wyniki potwierdziły poprawność przeprowadzonych badań oraz dobre przygotowanie stanowiska badawczego do przyszłych prób eksperymentalnych na belkach cienkościennych
Słowa kluczowe: belki cienkościenne, MES, stateczność lokalna
1. WPROWADZENIE
1.1. Stan wiedzy na temat belek cienkościennych
Zapotrzebowanie na konstrukcje cienkościenne wzrasta od wielu lat, przy-
czyniając się do intensywnego rozwoju zarówno podstaw teoretycznych, jak i badań eksperymentalnych tych konstrukcji. Liczba prac omawiających różne aspekty teoretyczne konstrukcji cienkościennych w ostatnich latach systema-tycznie wzrasta. Z ostatnich prac prezentujących dotychczasowe osiągnięcia w tej dziedzinie, jak również wytyczających dalsze kierunki rozwoju, należy wymienić publikacje Daviesa [2], Dubina [4] i Hancocka [6].
Kesti i Davies [8] porównywali siły graniczne dla krótkich prętów, uzyskane na podstawie formuł zawartych w normie Eurocode 3, z wynikami eksperymen-talnymi i zaproponowali ich modyfikację. Teng i inni [22] rozszerzyli metodę rozwiniętą przez Laua i Hancocka do określania siły krytycznej dystorsyjnego (lokalnego wyboczenia przekroju bez odkształceń krawędzi) wyboczenia półki
1 Badania zostały sfinansowane przez Ministerstwo Nauki i Szkolnictwa Wyższego w ramach
grantu N501 049 32/3387.

P. Paczos, P. Zawodny 86
z zagięciami w ceownikach. Na świecie od kilku lat wzrasta zainteresowanie wytwarzaniem belek cienkościennych o nietypowych przekrojach. Niektóre problemy tych konstrukcji omówili Magnucki, Maćkiewicz, Szyc i Stasiewicz [10, 11, 12, 14, 16].
1.2. Badane przekroje
Belki zostały wykonane z walcowanej blachy o stałej grubości i obciążone
momentem zginającym. W najczęściej stosowanych belkach cienkościennych – ceownikach – przy zwiększonych długościach zanika wpływ sztywności giętno- -skrętnej, co powoduje zmniejszenie obciążeń krytycznych. O problemach tych pisali Romanów [20], Weiss [23] oraz Życzkowski [25]. Istnieje bowiem moż-liwość zwiększenia udziału sztywności giętno-skrętnej w odkształcaniu belki, a tym samym zwiększenia jej odporności na utratę stateczności – zwichrzenie – przez odpowiednie ukształtowanie przekroju, bez konieczności zwiększania jego pola. Ponadto możliwe jest sterowanie położeniem środka sił poprzecznych również za pomocą odpowiedniego ukształtowania przekroju, co jest opisane w pracach Magnuckiego [13, 17]. Problemy wytrzymałości i stateczności tych konstrukcji omówili w opracowaniach monograficznych np.: Hancock [7] oraz Magnucki i Ostwald [15]. Spośród wielu prac eksperymentalnych zaprezento-wanych w ostatnich latach przez liczne zespoły badawcze na całym świecie warto zwrócić uwagę na wyniki, które zaprezentowali Beale, Godley i Enjily [1], Dunai, Jakab i Joó [5], Di Lorenzo, Portioli i Landolfo [3, 9], Put, Pi i Tahair [19] oraz Yu i Schafer [24].
Rys. 1. Badane belki oraz stanowisko badawcze Fig. 1. The investigation beams and test stand

Badania doświadczalne oraz wykorzystanie systemu ABAQUS… 87
Przedmiotem badań były cienkościenne belki ceowe z łagodnym zagięciem, wykonane na zimno przez fińską firmę RUUKKI Oborniki (rys. 1). Belki zosta-ły obciążone momentem gnącym przyłożonym do obu końców (rys. 2).
Rys. 2. Przekrój oraz obciążenie badanych belek Fig. 2. Cross section and the load of the beam
Beale i inni [1] badali eksperymentalnie ceowniki kształtowane na zimno.
Wykazali zgodność uzyskanych sił granicznych z wynikami teoretycznymi. Zbliżone wyniki badań przedstawiające wytrzymałość prętów w zależności od stosunku dwóch rozpatrywanych obciążeń uzyskał Schafer [21], który zapropo-nował formuły na obliczanie siły krytycznej w prętach cienkościennych dla po-staci wyboczenia lokalnego i ogólnego oraz ich interakcji. Ciekawe badania eksperymentalne dotyczące giętno-skrętnej utraty stateczności belek kompozy-towych o przekroju dwuteowym, poparte wynikami MES oraz rozwiązaniami analitycznymi, przedstawili autorzy pracy [18].
2. WYNIKI DOŚWIADCZALNE
Belki miały następujące wymiary geometryczne: długość całkowita Lc =
= 1200 mm, wysokość H = 162 mm, szerokość b = 80 mm, grubość ścianki t = = 0,56 mm, promień łagodnego zagięcia r = 5 mm. Obciążenie w postaci dwóch sił skupionych przyłożono tak, że na długości L = 600 mm (596 mm) belka była poddana czystemu zginaniu (rys. 2). Przebadano belki o przekroju ceowym z łagodnym zgięciem (rys. 1, 2), wypełnione pianką poliuretanową oraz puste w przestrzeni łagodnego zagięcia.

P. Paczos, P. Zawodny 88
Rys. 3. Siły krytyczne dla belki ceowej z wypełniaczem i bez wypełniacza oraz wykres siły w funkcji ugięcia dolnej półki przekroju bez wypełniacza
Fig. 3. The Critical load of a channel beam with and without filler and the deflection of a beam without filler vs. load
Pokazane na rys. 3 wykresy F(t) odpowiadają obciążeniom w pełnym zakre-
sie aż do całkowitego zniszczenia. Widoczne na każdej z krzywych dwa charak-terystyczne punkty są spowodowane przez lokalne formy utraty stateczności. W pierwszym i drugim punkcie występuje maksimum obciążenia. Wartość siły w pierwszym punkcie należy przyjąć za obciążenie krytyczne, gdyż odpowiada ona zmianie pierwotnej postaci belki. Półki górne zginanych belek są ściskane na całej długości i na początku obciążania zachowują swój pierwotny kształt. Wyboczeniu ulegają, gdy obciążenie wzrasta do wartości krytycznej. Na wykre-sach jest to widoczne jako lokalne zakłócenie monotonicznego wzrostu siły –obciążenia.
3. WERYFIKACJA MES – SYSTEM ABAQUS
3.1. Model MES
Belki ceowe cienkościenne formowane na zimno z łagodnym zagięciem zo-
stały zbadane za pomocą programu ABAQUS. Na potrzeby modelu przyjęto następujące parametry: moduł Younga E = 2,05 · 105 MPa, stałą Poissona ν = = 0,3, grubość blachy t = 0,55 mm.
Zastosowano najpopularniejszy rodzaj elementu do modelowania elementów powłokowych – S4R. Ma on sześć stopni swobody na każdym z czterech punk-tów węzłowych. Model belki ceowej z łagodnym zagięciem, zarówno z pianą, jak i bez niej, został poddany czystemu zginaniu. Sposób przyłożenia sił zapre-

Badania doświadczalne oraz wykorzystanie systemu ABAQUS… 89
zentowano na rys. 4. Analiza dotyczyła modułu wyboczeniowego, który posłu-żył do wyznaczania kolejnych wartości własnych obciążenia przy odpowiednim wyboczeniu konstrukcji.
Rys. 4. Model MES Fig. 4. FEM model
Model MES został zbudowany podobnie jak stanowisko badawcze, oba koń-ce belki zostały usztywnione, na jednym końcu usztywnionej części przyłożono obciążenie, a w odległości 50 mm od drugiego końca podparto belki. Taki spo-sób konstrukcji modelu daje możliwość bezpośredniego porównania wyników analizy MES z wynikami doświadczalnymi.
3.2. Wyniki analizy
W wyniku przeprowadzonej analizy uzyskano postacie wyboczenia dla belki ceowej z łagodnym zagięciem, zarówno z wypełniaczem, jak i bez niego. Na rysunku 5 przedstawiono postać wyboczenia belki bez wypełniacza, a na rys. 6 belkę z wypełnieniem pianką poliuretanową.

P. Paczos, P. Zawodny 90
Rys. 5. Postać wyboczenia belki ceowej z łagodnym zagięciem bez wypełniacza Fig. 5. Deformation modes C – beam without a filler
Rys. 6. Postać wyboczenia belki ceowej z łagodnym zagięciem z wypełniaczem Fig. 6. Deformation modes C – beam with a filler

Badania doświadczalne oraz wykorzystanie systemu ABAQUS… 91
Rys. 7. Postać wyboczenia belki bez wypełnienia – warstwice przemieszczeń
Fig. 7. Deformation modes
4. WNIOSKI
Rozwój odkształceń w cienkościennych belkach kształtowanych na zimno
poddanych wzrastającemu obciążeniu szybko doprowadza do ich lokalnego wy-boczenia, które może być powiązane z wyboczeniem ogólnym (globalnym) [1]. Jest ono przyczyną małej nośności, która zależy od kilku czynników, takich jak: wymiary konstrukcji, warunki brzegowe, sposób obciążania czy w końcu kształt przekroju.
Tabela 1
Porównanie wyników doświadczalnych i MES Comparison experimental investigation and FEM
Siła krytyczna [kN]
badania eksperymentalne MES
C – bez wypełniacza
6,65 (11,5) (maks. = 22,73) 5,45 (10,6)
C – z wypełniaczem
6,39 (11,1) (maks. = 25,57) 5,96

P. Paczos, P. Zawodny 92
Poszukiwanie nowych rozwiązań w przemyśle wiąże się z materiałami nowej generacji i konstrukcjami zespolonymi różnych typów i o różnych przekrojach. Przeprowadzone badania eksperymentalne dostarczyły bezpośrednich, prostych oraz czytelnych i dokładnych rezultatów pomiarów.
Rys. 8. Zdeformowane belki podczas badań doświadczalnych i po ich zakończeniu Fig. 8. Beams before and after the experimental investigations – the beam without filler, a shelf
with waves, the beam with filler
W badaniach wstępnych, rozpoznawczych, analizowano przekroje ceowe
z łagodnym zagięciem. Różnice odczytanych sił krytycznych pomiędzy belkami ceowymi z wypełnieniem i bez są niewielkie (ok. 4%); dopiero po przebadaniu większej liczby próbek można uzyskać szerszą i jednoznaczną odpowiedź od-nośnie do ich wytrzymałości lokalnej i globalnej. W przypadku wyników analizy MES różnice sił krytycznych wynoszą 9%, a siły są wyraźnie mniejsze w porównaniu z rzeczywistymi wynikami. W przypadku belki ceowej z łagod-nym zagięciem bez wypełniacza różnice wynosiły 18%, w przypadku belki z wypełnieniem 7%. Może to wynikać z lepszego usztywnienia uchwytów w przypadku modelu MES niż w przypadku modelu rzeczywistego. Jednak można zauważyć przede wszystkim zwiększenie siły maksymalnej w przypadku belki ceowej z wypełniaczem (tabela 1) oraz mniejsze odkształcenia i zniszcze-nie górnej półki w porównaniu z przekrojem bez wypełniacza (rys. 8). Można było zauważyć tworzenie się półfal wzdłuż półki (rys. 8) badanej belki, aż do całkowitego zniszczenia. Obserwowanie tworzenia się półfal oraz samoznisz-czenie były znacznie mniejsze w przypadku belki z wypełniaczem niż w przy-padku belki bez wypełnienia, co może świadczyć o jej większej sztywności.
LITERATURA
[1] Beale R.G., Godley M.H.R., Enjily V., A theoretical and experimental iwestigation into cold-formed channel sections in bending with the unstiffened flanges in compression, Computers & Structures, 79, 2001, s. 2403–2411.
[2] Davies J.M., Recent research advances in cold-formed steel structures, Journal of Constructional Steel Research, Vol. 55, No. 1–3, 2000, s. 267–288.

Badania doświadczalne oraz wykorzystanie systemu ABAQUS… 93
[3] Di Lorenzo G., Portioli F., Landolfo R., On the characterization of the materiał properties for cold-formed steel members, w: Thin-Walled Structures, Advances in Research, Design and Manufacturing Technology, red. J. Loughlan, Fourth International Conference on Thin-Walled Structures, Loughborough UK, Institute of Physics Publishing, Bristol and Philadelphia, 2004, s. 251–258.
[4] Dubina D., Foreword. Thin-Walled Structures, 42 (2), 2004, s. 149–152. [5] Dunai L., Jakab G., Joó A.L., Experiments on C/Z-profile compression members, w:
Proceedings of Fourth International Conference on Coupled Instabilities in Metal Structures CIMS'04, Rome, Italy, 2004, s. 429–440.
[6] Hancock G.J., Cold formed steel structures, Journal of Constructional Steel Research, 59, 2003, s. 473-487.
[7] Hancock G.J., Cold-formed steel structures, Journal of Constructional Steel Research, Vol. 59, No. 4, 2003, s. 473–487.
[8] Kesti J., Davies J.M., Local and distortional buckling of thin walled short columns, Thin Walled Structures, 34, 1999, s. 115–134,
[9] Landolfo R., Di Lorenzo G., Portioli F., Local buckling phenomena in built-up cold-formed beams: experimental and numerical investigations, wn: Proceedings of Fourth International Conference on Coupled Instabilities in Metal Structures CIMS'04, Rome, Italy, 2004, s. 453–466
[10] Magnucki K., Elastic buckling of selected flanges of cold-formed thin-walled beams. Physical-Mathematical Modelling and Informational Technologies, 3, 2006, s. 116–128.
[11] Magnucki K., Lewiński J., Stasiewicz P., Optimal sizes of a ground-based horizontal cylindrical tank under strength and stability constraints, Int. Journal of Pressure Vessels and Piping, 81, 2004, s. 913–917
[12] Magnucki K., Maćkiewicz M., Lewiński J., Optimal design of a mono-symmetrical open cross section of a cold-formed beam with cosinusoidally corrugated flanges, Thin-Walled Structures, Elsevier, 2006.
[13] Magnucki K., Niektóre problemy optymalizacji konstrukcji prętowych i powłok z uwzględnieniem stateczności sprężystej, Wyd. Politechniki Poznańskiej, Poznań 1993.
[14] Magnucki K., Ostwald M., Optimal design of open cross sections of cold-formed thin-walled beams, w: Proc. of the Fourth Int. Conference on Advances in Steel Structures, red. Z.Y. Shen et al., Elsevier, Shanghai 2005, s. 1311–1316.
[15] Magnucki K., Ostwald M., Optimal design of selected open cross sections of cold-formed thin-walled beams, Publishing House of Poznan University of Technology, Poznan 2005.
[16] Magnucki K., Szyc W., Stasiewicz P., Stress state and elastic buckling of a thin-walled beam with monosymmetrical open cross-section, Thin-Walled Structures, 42 (1) 2004, s. 25–38.
[17] Magnucki K., Szyc W., Układy prętowe o cienkościennych przekrojach otwartych, Wyd. WSP, Zielona Góra 1997.
[18] Pizhong Qiao, Guiping Zou, Julio F. Davalos, Flexural – torsional buckling of fiber-reinforced plastic composite cantilever I-beams, Composite Structures, 60, 2003, s. 205–217.
[19] Put B.M., Pi Y.-L., Tahair N.S., Lateral buckling tests on cold-formed channel beams, Journal of Structural Engineering, Vol. 125, No. 5, 1999, s. 532–539.
[20] Romanów R., Wytrzymałość ram i nadwozi pojazdów, WKŁ, Warszawa 1988. [21] Schafer B.W., Local, Distortional, and Euler Buckling of Thin-Walled Columns, Journal of
Structural Engineering, 128(3), 2002, 289–299. [22] Teng J.G., Yao J., Zhao Y., Distortional buckling of channel beam columns, Thin Walled
Structures , 41, 2003, 595–617,. [23] Weiss S., Giźejowski M., Stateczność konstrukcji metalowych, Arkady, Warszawa 1991. [24] Yu Ch., Schafer B.W., Local buckling tests on cold-formed steel beams, Journal of
Structural Engineering, Vol. 129, No. 12, 2003, s. 1596–1606.

P. Paczos, P. Zawodny 94
[25] Życzkowski M., Mechanika Techniczna, Wytrzymałość elementów konstrukcyjnych, t. IX, PWN, Warszawa 1988.
Recenzent: dr hab. inż. Marian Ostwald, prof. nadzw.
EXPERIMENTAL INVESTIGATION AND USING THE ABAQUS SYSTEM FOR
ASSESSING VALUE OF CRITICAL FORCES COLD-FORMED BEAMS
S u m m a r y
Cold-formed thin-walled beams are the subject of investigations. Channel beams with gentle bends are considered. Because cold-formed thin-walled beams tend to buckle locally, new shapes of cross-section are searched in order to increase the stability and strength of such beams. Polyure-thane foam has been used as filler. It has been put in the free space of a gentle bends of the radius r. Obtained results confirm the correctness of the conducted investigations and the fact that the test stand and methods are valid.
Key words: thin walled beams, FEM, critical forces
dr inż. Piotr PACZOS, adiunkt Politechnika Poznańska, Instytut Mechaniki Stosowanej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652325, e-mail: [email protected] mgr inż. Przemysław ZAWODNY, doktorant Politechnika Poznańska, Instytut Mechaniki Stosowanej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652175, e-mail: przemysł[email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
MICHAŁ ROGALEWICZ, ROBERT SIKA
PRODBALANCE – NARZĘDZIE DO BILANSOWANIA ZDOLNOŚCI PRODUKCYJNYCH SYSTEMU
PRODUKCYJNEGO W pracy przedstawiono narzędzie ProdBalance stworzone w programie Microsoft® Excel™
i przeznaczone dla mikroprzedsiębiorstw i małych przedsiębiorstw, mające na celu pomóc im w zbilansowaniu zdolności produkcyjnych. Program umożliwia scharakteryzowanie obrabiarek i zleceń znajdujących się w systemie produkcyjnym i porównanie możliwości produkcyjnych systemu z zapotrzebowaniem; jest intuicyjny i prosty w obsłudze. W pracy przedstawiono algo-rytm działania narzędzia wraz ze wskazaniem zastosowanych formularzy oraz założenia towarzy-szące jego tworzeniu. Zamieszczono także przykład obliczenia zdolności produkcyjnej konkretne-go systemu produkcyjnego i najważniejsze wzory, z których korzystano w trakcie tworzenia na-rzędzia.
Słowa kluczowe: bilansowanie zdolności produkcyjnej
1. WPROWADZENIE
Celem publikacji jest przedstawienie autorskiego narzędzia o nazwie ProdBa-
lance, ułatwiającego mikroprzedsiębiorstwom i małym przedsiębiorstwom zbi-lansowanie zdolności produkcyjnych. Ze względu na grupę docelową, do której adresowane jest to narzędzie, zdecydowano się na wykonanie go w powszechnie dostępnym programie z pakietu Microsoft® Office – Microsoft® Excel™. Przy-jęto również, że powinno być ono możliwie proste i intuicyjne w obsłudze.
Przy tworzeniu programu przyjęto następujące założenia: – przedsiębiorstwa, dla których przeznaczone jest narzędzie, specjalizują się
w produkcji przedmiotów o zbliżonym procesie technologicznym; ewentual-ne operacje, których wykonanie nie jest możliwe z wykorzystaniem zasobów własnych, przekazywane są do wykonania w ramach kooperacji;
– stan obciążenia na początku horyzontu planistycznego przyjęto dla poszcze-gólnych stanowisk produkcyjnych jako 0;
– w pracy skupiono się tylko na zdolnościach produkcyjnych obrabiarek; nie wzięto pod uwagę zdolności produkcyjnych zasobów ludzkich,

M. Rogalewicz, R. Sika 96
– metodyka wyznaczania zdolności produkcyjnych poszczególnych obrabiarek wykorzystana w programie ProdBalance oparta została na pracy Pająka [2].
2. BILANSOWANIE ZDOLNOŚCI PRODUKCYJNYCH
Projekt planu produkcji to plan potencjalnych zleceń, które wymagają zaak-
ceptowania lub odrzucenia. Akceptacja oznacza przeznaczenie na ten cel wyma-ganej części zasobów i decyzję potwierdzającą przyjęcie zamówienia do realiza-cji. Odmowa z kolei wynika często z niedostatecznej ilości zasobów, wyklucza wprowadzenie zlecenia do planu produkcji i wymusza weryfikację planu sprze-daży. Umożliwienie podejmowania racjonalnych decyzji w tym zakresie wyma-ga parametrycznego opisu każdego zlecenia i każdego zasobu z dostateczną szczegółowością w horyzoncie planistycznym (aby zdefiniować zbiór zleceń, które będą rozpatrywane i bilansowane z dostępnymi zasobami, niezbędne jest określenie horyzontu planistycznego i jednostek terminowania decydujących o jego szczegółowości) oraz ich bilansowania.
Bilansowanie zdolności produkcyjnych jest więc sprawdzeniem, jaka jest wzajemna relacja obciążeń wynikających ze zbioru zleceń i dysponowanej zdol-ności produkcyjnej każdego stanowiska produkcyjnego. W przypadku, kiedy pierwszy składnik tego porównania jest mniejszy lub co najwyżej równy dru-giemu, można przyjąć dany plan realizacji zleceń (plan produkcji). W przeciwnym przypadku należy iteracyjnie eliminować kolejne zlecenia aż do sytuacji, kiedy poziom wykorzystania zdolności produkcyjnych będzie dopusz-czalny.
Pozytywny wynik bilansowania to uzyskanie dopuszczalnego poziomu ob-ciążenia w granicach tolerancji (α ≈ 1); negatywny – to przekroczenie dopusz-czalnego poziomu ponad granicę tolerancji: (α >> 1) – przeciążenie i również niedociążenie (α << 1) (niedobór zleceń) [3].

ProdBalance – narzędzie do bilansowania…
97
3. ALGORYTM DZIAŁANIA PROGRAMU PRODBALANCE
Formularz/ komunikat programu
Schemat główny
frm_START
frm_que_01
frm_view_01 +
frm_viewer
frm_que_02
frm_add_01
frm_que_03
START
TAK
Podgląd aktualnych obrabiarek
Czy chcesz dodać lub edytować
obrabiarkę?
Dodanie nowej lub edycja obrabiarki (nazwa i możliwości technologiczne w formie opisowej)
TAK
NIE
NIE
Czy chcesz dodać kolej-
ną obrabiarkę do wykazu?
TAK
A B
Czy chcesz zobaczyć aktualny
wykaz obra-biarek?
Rys. 1. Algorytm działania programu ProdBalance (opis w punkcie 3.1) Fig. 1. Algorithm of ProdBalance functioning (description in 3.1)

M. Rogalewicz, R. Sika 98
frm_add_02
frm_add_03
frm_que_MSG_01
frm_que_MSG_02
Wybranie odpowiednich obrabiarek (do zlecenia)
Szczegółowa definicja parametrów obrabiarek:
1. Podanie współczynnika korygującego η
(uwzględnia korektę wynikającą z przewidywanych remontów maszyn, urlopów kadry itp.)
2. Podanie horyzontu planistycznego (1-12 m-cy)
3. Podanie poziomu dopuszczalnego obciążenia (uza-
leżniony od stanu technicznego maszyn i urządzeń, sprawności służby głównego mechanika itp.)
Czy akceptu-jesz wybór?
Czy chcesz wprowadzić
zmiany?
NIE
TAK
NIE
A
NIE
D
B
C E
Rys. 1 cd. Fig. 1 contd.

ProdBalance – narzędzie do bilansowania…
99
frm_add_03
frm_add_04
frm_add_05 +
form_add_06
frm_que_04
frm_add_07
frm_view_02
Wprowadzenie zmian
Liczba zleceń (od i=1 do n)
TAK
1. Nazwa zlecenia i=1 2. Liczba sztuk wyrobów w zleceniu 3. Definicja operacji zlecenia 4. Przypisanie czasów jednostkowych do po-
szczególnych operacji 5. Dobór obrabiarek do poszczególnych operacji
Czy chcesz wprowadzić
kolejne zlece-nie?
WYŚWIETLENIE PRACOCHŁONNOŚCI JEDNOSTKOWEJ I ZLECENIA ORAZ DŁUGOŚCI CYKLU WYTWÓRCZEGO
NIE
i = i + 1
TAK
Wprowadź współczynnik wydłużenia cyklu
DC E
F
Rys. 1 cd. Fig. 1 contd.

M. Rogalewicz, R. Sika 100
frm_view_03
frm_add_08
frm_add_09
frm_view_04 +
frm_view_05
frm_END
Opis oznaczeń zastosowanych w algorytmie
Formularz/komunikat programu wg schematu
frm_zadanie_nr frm_view – formatka towarzysząca (informacje) zadanie – wycinek algorytmu programu odpowiedzialny za wykonanie poje-dynczego zadania nr – numer kolejny formularza/komunikatu
WYŚWIETLENIE STRUKTURY PRACOCHŁONNOŚCI
Podanie współczynnika q
Podanie współczynnika b
WYŚWIETLENIE DŁUGOTRWAŁOŚCI OBCIĄŻENIA STANOWISK
KONIEC
F
Rys. 1 cd. Fig. 1 contd.

ProdBalance – narzędzie do bilansowania…
101
Rodzaje zadań frm – formatka add – wpisanie danych que – zapytanie view – podgląd MSG – okno komunikatu (message box)
4. PRZYKŁAD ZASTOSOWANIA PROGRAMU PRODBALANCE
Do zilustrowania działania programu ProdBalance wybrano system produk-
cyjny, w którym pracuje pięć obrabiarek. Użytkownik wprowadza je do progra-mu wraz z charakteryzującymi je parametrami (rys. 2).
Rys. 2. Definicja obrabiarki i jej parametrów Fig. 2. Definition of machine tool and its parameters
Kolejnym krokiem jest zdefiniowanie zleceń, które wpłynęły do systemu
produkcyjnego – określenie liczby sztuk i nazwy (rys. 3), operacji technologicz-nych oraz czasów jednostkowych poszczególnych operacji dla każdego zlecenia (rys. 4).

M. Rogalewicz, R. Sika 102
Rys. 3. Definicja liczby sztuk i nazw zleceń, które wpłynęły do systemu produkcyjnego Fig. 3. Definition of number of parts and names of orders, which came into production system
Rys. 4. Definicja parametrów zleceń, które wpłynęły do systemu produkcyjnego Fig. 4. Definition of orders’ parameters, which came into production system
Po zdefiniowaniu zleceń użytkownik programu otrzymuje pracochłonność
jednostkową i pracochłonność całego zlecenia dla każdego ze zleceń oraz rze-czywistą długość cyklu wytwórczego, a także strukturę pracochłonności (rys. 5).

ProdBalance – narzędzie do bilansowania…
103
Rys. 5. Struktura pracochłonności Fig. 5. Structure of work consumption
Rys. 6. Struktura pracochłonności uwzględniająca udział czasów przygotowawczo- -zakończeniowych i poziom wadliwości
Fig. 6. Structure of work consumption concerning preparatory and finishing time and level of nonconformity

M. Rogalewicz, R. Sika 104
Ostatnim krokiem na drodze do obliczenia zdolności produkcyjnej systemu produkcyjnego jest wprowadzenie współczynników uwzględniających oczekiwa-ny poziom wadliwości oraz udział czasów przygotowawczo-zakończeniowych. W rezultacie użytkownik otrzymuje strukturę pracochłonności uwzględniającą te dwa współczynniki (rys. 6) oraz końcowy bilans zdolności produkcyjnych maszyn i urządzeń (rys. 7).
Rys. 7. Końcowy bilans zdolności produkcyjnych maszyn Fig. 7. Final balance of production capacity of machines
5. WYKORZYSTANE WZORY
– Pracochłonność jednostkowa wyrobu xj
T – suma czasów jednostkowych wykonania wszystkich operacji procesu technologicznego dla sztuki x i-tego zlecenia:
∑=
=m
kjj kxi
tT1
, (1)
gdzie:
xijT – pracochłonność jednostkowa wyrobu [h],
kjt – czas jednostkowy wykonania k-tej operacji technologicznej [h],

ProdBalance – narzędzie do bilansowania…
105
k – numer operacji technologicznej, x – numer wyrobu, i – numer zlecenia.
– Pracochłonność zlecenia ijT – pracochłonność wykonania wszystkich opera-
cji procesu technologicznego na wszystkich P wyrobach i-tego zlecenia:
xii jj TPT ⋅= , (2)
gdzie:
ijT – pracochłonność i-tego zlecenia [h], i – numer zlecenia, x,
xijT – jak wyżej, P – wielkość zlecenia.
– Struktura pracochłonności – przyporządkowanie operacji technologicznych do określonych stanowisk produkcyjnych sklasyfikowanych rodzajowo (r = 1, 2,…, z), np. tokarek, frezarek itp. Strukturę pracochłonności przedstawia się za pomocą wzoru:
∑=
=r
rjj riri
tT1
, (3)
gdzie: rjT – pracochłonność całkowita dla danego stanowiska produkcyjnego dla i-
tego zlecenia,
rjt – pracochłonność jednostkowa operacji technologicznej wykonanej na da-nym stanowisku produkcyjnym r dla i-tego zlecenia [h], r – rodzaj stanowiska produkcyjnego.
– Biorąc pod uwagę powyższy wzór, można również zapisać wzór na praco-chłonność całkowitą i-tego zlecenia:
∑=
=z
rjij r
TT1
, (4)
gdzie:
ijT – pracochłonność i-tego zlecenia [h],
rjT , r – jak wyżej.
– Crz – długotrwałość realizacji zlecenia (rzeczywista długość cyklu wy-twórczego)
teorrz CC ⋅= γ , (5)

M. Rogalewicz, R. Sika 106
gdzie: Crz – rzeczywista długość cyklu [h], Cteor – teoretyczna długość cyklu [h], γ – współczynnik wydłużenia cyklu (uwzględnia poziom rezerw czasowych niezbędnych w procesie produkcyjnym).
– Długotrwałość obciążenia stanowisk roboczych – obciążenie poszczególnych stanowisk roboczych (po uwzględnieniu wadliwości i udziału czasów przy-gotowawczo-zakończeniowych):
)1('1
bqTTr
rjj ri
++=∑=
, (6)
gdzie: ijT ' – obciążenie stanowiska roboczego [h],
b – poziom wadliwości (można go ustalać w odniesieniu do operacji lub do produkcji w całości) – jego wartość przyjmuje się najczęściej między 0 a 0,05, q – współczynnik uwzględniający udział czasów przygotowawczo- -zakończeniowych w wykonaniu wyrobu (przybiera wartości od 0,02 do 0,12 – jest uzależniony od stabilizacji produkcji oraz kosztochłonności danej po-zycji asortymentowej),
rjT – jak wyżej.
– Nominalny fundusz czasu pracy w określonym horyzoncie planistycz-nym Fmn – jest to suma nominalnych funduszów czasu pracy (dni roboczych* * liczba godzin pracy) z poszczególnych jednostek terminowania od t do n.
Fmn = 22 dni robocze * godzin pracy * obrabiarek jednego rodzaju (7)
– Fundusz dysponowany
∑=
⋅⋅=n
tmndtd FF
1ηη , (8)
gdzie: Fdi – fundusz dysponowany [h], η – współczynnik uwzględniający poziom awaryjności stanowiska, planowa-nia obsługi technicznej itp. (przybiera on wartości od 0,95 do 1), ηd – poziom dopuszczalnego obciążenia – współczynnik uwzględniający m.in. stan techniczny maszyn i urządzeń, sprawność służby głównego me-chanika, absencję robotników i wymiary przysługujących urlopów, Fmn – fundusz maszynowy nominalny [h], t – jednostka terminowania.

ProdBalance – narzędzie do bilansowania…
107
– Wynikowy współczynnik obciążenia danego stanowiska produkcyjnego:
td
j
FT
i'
=α . (9)
gdzie: α – wynikowy współczynnik obciążenia danego stanowiska produkcyjnego,
ijT ' , tdF – jak wyżej [1, 2, 3].
6. PODSUMOWANIE
Autorski program ProdBalance ma być dla mikroprzedsiębiorstw i małych
przedsiębiorstw pomocą w bilansowaniu zdolności produkcyjnych. Dbałość autorów o jego prostotę i intuicyjność skutkowała też pewnymi ograniczeniami narzuconymi podczas jego tworzenia. Idea dalszego rozwoju programu polega m.in. na uwzględnieniu wstępnego obciążenia stanowisk roboczych i pomocy w sytuacjach nadmiernego ich obciążenia lub niedociążenia.
LITERATURA
[1] Brzeziński Z., Organizacja podstawowych procesów produkcyjnych, cz. 1, Wyd. Politechniki
Lubelskiej, Lublin 1992. [2] Pająk E., Zarządzanie produkcją, PWN, Warszawa 2006. [3] Senger Z., Sterowanie przepływem produkcji, Wyd. Politechniki Poznańskiej, Poznań 1998.
Recenzent: dr inż. Jan Uniejewski
PRODBALANCE – TOOL TO HELP WITH BALANCING OF PRODUCTION CAPACITY
S u m m a r y In the paper there was shown a tool named ProdBalance made in Microsoft® Excel™ and de-
signed for microenterprises and small enterprises in order to help them with balancing of produc-tion capacity. Programme makes possible describing machine tools and orders found in production system and comparing production capacity with demand; it is intuitive and easy to use. In the paper there was shown an algorithm of working of this tool along with pointing used forms and assumptions made during creating it. There were run: an example of computing production capaci-ty of concrete production system and the most important formulas used during making this tool.
Key words: Balancing of production capacity

M. Rogalewicz, R. Sika 108
mgr inż. Michał ROGALEWICZ Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652738, e-mail: [email protected] mgr inż. Robert SIKA Politechnika Poznańska, Instytut Technologii Materiałów, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652459, e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
PIOTR SIWAK, MACIEJ KUPCZYK
SPECJALNE OPRZYRZĄDOWANIE DO WYTACZANIA I NAGNIATANIA POWIERZCHNI OTWORU
STOŻKOWEGO
W artykule przedstawiono projekt wdrożonego do przemysłu specjalnego oprzyrządowania do wykonywania długiego stożka wewnętrznego wraz z doborem obrabiarki i narzędzi obróbkowych. Specjalne oprzyrządowanie skonstruowano w celu zwiększenia wydajności i dokładności wyta-czania oraz umocnienia warstwy wierzchniej powierzchni długiego otworu stożkowego w formach do odlewania betonowych słupów nośnych.
Słowa kluczowe: specjalne oprzyrządowanie, wytaczanie, nagniatanie
1. WPROWADZENIE
Rosnące potrzeby klientów zmuszają wiele firm i zakładów do uruchamiania i wdrażania nowych rozwiązań konstrukcyjnych oraz procesów technologicz-nych. Niektóre procesy wymagają zastosowania specjalnego oprzyrządowania lub modyfikacji dotychczasowego w celu wytworzenia wyrobu o odpowiedniej jakości.
Przedmiotem pracy jest specjalne oprzyrządowanie do wykonywania stoż-kowego otworu osiowego w formach stalowych, w których odlewane są struno-betonowe żerdzie wirowane (słupy energetyczne).
Jako półfabrykat do wykonania formy zastosowano rurę grubościenną ze stali St3S. Ze względu na długość otworu stożkowego (1,5 m) był on wykonywany do tej pory w dwóch zamocowaniach, to jest do połowy z jednej i z drugiej stro-ny rury. Utrudniło to uzyskanie jednolitej powierzchni o identycznej zbieżności. Konieczność wykonywania w dwóch zamocowaniach wynikała z małej sztyw-ności wytaczadła, a zła jakość powierzchni (znaczna chropowatość) powodowa-na była przede wszystkim występowaniem drgań narzędzia w trakcie obróbki.
Stalowe formy z wewnętrzną powierzchnią stożkową po połączeniu w jedną całość wypełniane są betonem i po okresie stwardnienia i umocnienia odlewu betonowego słupa są wypychane ze stożkowych otworów. Podczas tego procesu niektóre formy ulegają uszkodzeniu bądź nawet zniszczeniu i są wymieniane na nowe.
Najczęściej występującym uszkodzeniem formy, wynikającym z błędów kształtu wytaczanych otworów stożkowych, jest intensywne ścieranie ich po-wierzchni. Powstają często głębokie rysy, a niekiedy nawet dochodzi do od-

P. Siwak, M. Kupczyk 110
kształcenia całej formy podczas wypychania z nich betonowych słupów. Po-wstałe rysy odwzorowywane są na betonowym słupie. Wszystkie powstające wady są klasyfikowane jako niedopuszczalne, ponieważ mają bezpośredni wpływ na sztywność, trwałość oraz estetykę wykonania słupa. Powierzchnie betonowego słupa nie są później pokrywane innymi warstwami, dlatego nie powinny na nich występować zarysowania.
Aby zwiększyć odporność na zarysowanie wewnętrznej powierzchni stoż-kowej, zaproponowano dodatkowy zabieg nagniatania warstwy wierzchniej wy-taczanego otworu. W wyniku tego zabiegu wewnętrzna powierzchnia zostanie dodatkowo utwardzona, a przez to będzie bardziej odporna na ścieranie.
Celem opracowania było: − wykonanie projektu specjalnego oprzyrządowania do wytaczania i dogniata-
nia długiego stożka wewnętrznego na potrzeby zakładu wytwórczego, − zapewnienie regulacji zbieżności wykonywanego stożka w zaprojektowanym
oprzyrządowaniu, − uzyskanie wymaganej chropowatości powierzchni otworu stożkowego.
2. WDROŻENIE SPECJALNEGO OPRZYRZĄDOWANIA
Zaprojektowany przyrząd został wykonany na potrzeby firmy Usługi Ślusar-
skie – CUT STEEL z Sieroszewic w powiecie ostrowskim, która powstała w 1993 r. Na początku był to mały warsztat świadczący usługi w bardzo wąskim zakresie obróbki skrawaniem. W okresie rozwoju małych i średnich przedsię-biorstw w latach 90. firma bardzo szybko poszerzała swój park maszynowy oraz wdrażała nowe technologie. Zakład wyposażony jest w nowoczesne maszyny i urządzenia produkcyjne. Zaplecze techniczne umożliwia świadczenie usług w zakresie obróbki mechanicznej, spawalnictwa i obróbki laserowej.
Specjalne oprzyrządowanie do wykonywania długiego otworu stożkowego zostało wdrożone w tym zakładzie w sierpniu 2006 r.
Schemat nowo uruchomionego procesu produkcyjnego wykonywania form przedstawiono na rys. 1.

Specjalne oprzyrządowanie do wytaczania i nagniatania… 111
Rys. 1. Schemat procesu produkcyjnego wykonywania form do odlewania słupów energetycznych
Biorąc pod uwagę potrzeby rynku, produkcja form w omawianym zakładzie
ma charakter rozwojowy. Roczny program produkcji określa się na kilkadziesiąt sztuk.
3. ZASTOSOWANIE STRUNOBETONOWYCH ŻERDZI WIROWANYCH
Odlewane w połączonych zestawach form strunobetonowe żerdzie wirowane
są wykorzystywane jako słupy do mocowania linii energetycznych: – kablowo-oświetleniowych, – niskiego napięcia, – średniego napięcia, – wysokiego napięcia oraz stacji transformatorowych.
Na rysunkach 2–5 zaprezentowano rodzaje i typy słupów, do produkcji któ-rych wykorzystywane są wytwarzane formy.
załamanie krawędzi
dogniatanie powierzchni stożkowej
wytaczanie powierzchni stożkowej
spawanie kołnierzy zewnętrznych
planowanie czół
kontrola jakości dostarczenie rury z huty wg rysunku
obróbka kształtują-ca i wykańczająca
obróbka zgrubna
wytaczanie zgrubne powierzchni stożkowej
toczenie kształtują-ce zewnętrzne
toczenie zgrubne powierzchni zewnętrznej

P. Siwak, M. Kupczyk 112
Rys. 2. Stacja transformatorowa typu STSTP1-20 (wymiary podano w metrach) [7]
Rys. 3. Słup oświetleniowej linii kablowej [7]

Specjalne oprzyrządowanie do wytaczania i nagniatania… 113
Rys. 4. Pojedynczy słup krańcowy linii średniego napięcia [7]
Rys. 5. Przelotowe słupy kablowe typu E (wymiary podano w metrach) [7]

P. Siwak, M. Kupczyk 114
4. OGÓLNA KONCEPCJA SPECJALNEGO OPRZYRZĄDOWANIA DO WYTACZANIA I NAGNIATANIA WEWNĘTRZNEJ POWIERZCHNI
STOŻKOWEJ
Na rysunku 6 pokazano stalową formę, w której wykonywana jest po-wierzchnia stożkowa, oraz w ogólnym zarysie elementy składowe oprzyrządo-wania i obrabiarki, na której zostało zainstalowane. Szczegółowy projekt za-mieszczono w pracy [14].
W skład specjalnego oprzyrządowania wchodzą następujące podzespoły: 1 – specjalne szczęki mocujące obrabiany przedmiot, zainstalowane w uchwycie trójszczękowym samocentrującym (11), 2 – imak narzędziowy wraz z narzę-dziami (nożem tokarskim i dogniatakiem), 3 – główny prowadnik przemieszcza-jący imak narzędziowy, 4 – kostka regulująca zbieżność stożka, 5 – wałek napę-dowy tokarki, 6 – konik tokarski, 7 – zespół przekazujący napęd główny, 8 –podpora prowadnika, 9 – kieł tokarski, 10 – przedmiot obrabiany, 11 – uchwyt samocentrujący trójszczękowy, 12 – okular tokarki podtrzymujący obrabiany przedmiot, 13 – sprzęgło.
Rys. 6. Specjalne oprzyrządowanie do wytaczania i nagniatania otworu stożkowego zainstalowane na tokarce (opis w tekście)

Specjalne oprzyrządowanie do wytaczania i nagniatania… 115
5. DOBÓR OBRABIARKI I NARZĘDZI OBRÓBKOWYCH
Zaprojektowano specjalne oprzyrządowanie do wytaczania długiego stożka wewnętrznego na tokarkę uniwersalną firmy Poręba typu TR-155B3 (rys. 7), spełniającą wymagania w zakresie parametrów obróbkowych i innych wymo-gów technicznych (moc silnika 6 KW, liczba prędkości obrotowych wrzeciona 21, liczba posuwów wzdłużnych i poprzecznych 42, rozstaw kłów 3000 mm, wysokość obrabiarki 1350 mm, szerokość obrabiarki 1450 mm, długość obra-biarki 7500 mm).
Rys. 7. Tokarka Poręba TR-155B3 [6]
Tokarka kłowa uniwersalna TR-155B3 jest przeznaczona do wykonywania
robót tokarskich, takich jak toczenie zewnętrzne i wewnętrzne, nacinanie gwin-tów w zakresie skoków metrycznych i modułowych 1÷88 mm oraz calowych 1÷88 zw./cal. Średnica przelotu wrzeciona wynosi 85 mm. Wyposażenie spe-cjalne umożliwia także wiercenie, roztaczanie, szlifowanie, toczenie stożków.
Do wytaczania długiego stożka wewnętrznego zastosowano noże tokarskie z płytkami mocowanymi mechanicznie. Zastosowane ostrza skrawające to płytki z węglików spiekanych. Możliwe i opłacalne jest zastosowanie na ostrza mate-riałów supertwardych, np. w postaci spieku z regularnego azotku boru, co po-prawia wydajność, choć wiąże się ze wzrostem kosztu zakupu narzędzia. Stoso-wanie ostrzy w postaci płytek daje ponadto możliwość szybkiej zmiany naroża na nowe niezużyte.
Narzędzia zostały dobrane z katalogu firmy SECO, która znana jest z inno-wacyjnego i szerokiego zakresu narzędzi do obróbki skrawaniem prawie każde-go rodzaju materiału – od stali miękkiej lub łatwego w obróbce aluminium do materiałów trudno obrabialnych i superstopów.
Zastosowano oprawkę noża tokarskiego typu S32-T-PTFNL16 i płytkę wy-mienną typu TNMG-M3 [18].

P. Siwak, M. Kupczyk 116
Parametry obróbkowe zostały dobrane na podstawie katalogu firmy SECO (prędkość skrawania vc = 45 m/s, posuw f = 0,5 mm/obr., głębokość ap = 2,5 mm) [18].
Celem zastosowania obróbki nagniataniem powierzchni wytaczanego otworu stożkowego jest [4]: − uzyskanie gładkiej powierzchni przez odkształcenie plastyczne wierzchołków
nierówności pozostałych po obróbce skrawaniem; − umocnienie powierzchni materiału, tak by wytworzyć warstwę wierzchnią
o określonych właściwościach w celu zwiększenia wytrzymałości na zmę-czenie i odporności na zużycie ścierne oraz uzyskanie odpowiedniego stanu naprężeń (naprężenia ściskające) i dokładnych wymiarów obrabianej części. Zastosowano obróbkę nagniataniem w postaci kulkowania. Proces ten odby-
wa się z udziałem jednej kulki w sztywnym układzie dociskowym. Nagniatak jest zamocowany w prowadniku, połączonym z układem napędowym umożli-wiającym przemieszczanie się nagniataka.
Przeznaczenie kulkowania jest podobne do krążkowania naporowego. W po-równaniu z krążkowaniem obróbka kulkowaniem odbywa się z mniejszymi war-tościami posuwu nagniatania i łatwiej ją stosować do obróbki otworów, szcze-gólnie w częściach typu tuleja. Mniejsze powierzchnie styku z przedmiotem obrabianym pozwalają na uzyskanie takich samych nacisków jednostkowych jak dla krążkowania, lecz przy mniejszych siłach docisku. Umożliwia to kulkowa-nie, nawet jedną kulką, przedmiotów o małej sztywności, w tym tulei cienko-ściennych [12].
Dla odmiany kulkowania ze sztywnym dociskiem podstawowym parametrem obróbkowym jest wartość wcisku nagniatania ω, tj. różnica między rzeczywi-stymi wymiarami przedmiotu przed obróbką i po obróbce. Dla nagniatania sta-tycznego z posuwem wzdłużnym elementu nagniatającego lub przedmiotu efek-ty obróbkowe zależą od takich warunków, jak: twardość przed nagniataniem, chropowatość powierzchni przed nagniataniem, siła nagniatania, promień profilu elementu nagniatającego, posuw, liczba przejść obróbkowych, prędkość nagnia-tania. Wywierają one określony jakościowy wpływ na przebieg i skutki obróbki nagniataniem [12].

Specjalne oprzyrządowanie do wytaczania i nagniatania… 117
Rys. 7. Schemat nagniataka kulkowego zastosowanego do nagniatania długiego otworu stożkowe-go: 1 – trzonek, 2 – prowadnica kulki, 3 – końcówka, 4 – trzpień, 5 – rolka nośna, 6 – kulka, 7 –
wkręt dociskowy
Oprócz wyżej wymienionych warunków nagniatania na efekty obróbkowe (przede wszystkim na chropowatość i połysk powierzchni) ma wpływ rodzaj stosowanej cieczy smarującej (tabela 1).
Tabela 1 Wpływ cieczy smarującej na chropowatość powierzchni przedmiotów stalowych obrobionych
nagniataniem [4]
Wyszczególnienie Chropowatość po
nagniataniu Rz [µm] Wygląd powierzchni
obrobionej
Bez smarowania 2,8 matowa ze śladami złuszczenia
Emulsja wodna 5% 1,4 matowa Olej maszynowy 1,0 z małym połyskiem Mieszanina nafty i oleju w stosunku 1:1
1,2 z połyskiem
Nafta 1,1 z dużym połyskiem

P. Siwak, M. Kupczyk 118
6. PODSUMOWANIE I WNIOSKI KOŃCOWE
W wyniku zastosowanego specjalnego oprzyrządowania uzyskano: – możliwość regulacji zbieżności stożka, – zwiększenie trwałości formy odlewniczej poprzez zmniejszenie chropowato-
ści powierzchni i utwardzenie warstwy wierzchniej oraz zapewnienie jednoli-tej zbieżności otworu stożkowego,
– zwiększenie wydajności procesu obróbki, – znaczne poprawienie dokładności wymiarowej i jakości wytaczanej po-
wierzchni stożkowej. Wraz z rozwojem przemysłu i technologii następuje całkowita przebudowa
i modernizacja linii energetycznych. Jedną z takich zmian jest wymiana drew-nianych i murowanych słupów sprzed lat, które nie spełniają wymogów doty-czących bezawaryjnego dostarczania energii. Żywotność drewnianych i murowanych słupów jest około czterdzieści razy krótsza aniżeli strunobetono-wych żerdzi wirowanych [8].
Konieczność zainwestowania w wykonanie specjalnego oprzyrządowania do produkcji specjalnych okrągłych form wynikała między innymi z wyżej wymie-nionych warunków oraz zapotrzebowania na tego rodzaju formy stalowe.
PODZIĘKOWANIE
Podziękowanie dla firmie WIRBET Ostrów Wlkp. za udostępnienie pomoc-niczych materiałów oraz firmie Usługi Ślusarskie – CUT STEEL z Sieroszewic.
LITERATURA
[1] Błaszkowski K., Dembczyński R., Galinowski J., Feld M., Zasady projektowania oprzy-
rządowania technologicznego, PWN, Warszawa 1981. [2] Błaszkowski K., Dembczyński R., Galinowski J., Feld M., Zasady projektowania oprzy-
rządowania technologicznego – Atlas, PWN, Warszawa 1983. [3] Dobrzański T., Uchwyty obróbkowe – Poradnik konstruktora, WNT, Warszawa 1981. [4] Dobrzański T., Rysunek techniczny maszynowy, WNT, Warszawa 2002. [5] Feld M., Projektowanie procesów technologicznych typowych części maszyn, WNT, War-
szawa 1992. [6] Katalog firmy SECO, Narzędzia tokarskie, 2006. [7] Katalog firmy PORĘBA S.A., Obrabiarki do metalu, 2006. [8] Katalog firmy WIRBET S.A. Ostrów Wlkp., Żerdzie strunobetonowe, 2005 [9] Kawalec M., Kodym J., Jankowiak M., Laboratorium z podstaw skrawania, Wyd. Poli-
techniki Poznańskiej, Poznań 1984. [10] Kawalec M., Krzyżaniak S., Optymalizacja parametrów skrawania w obróbce jedno-
i wielonarzędziowej, Wyd. Politechniki Poznańskiej, Poznań 1985. [11] Mermon W., Feld M., Jungst M., Zasady konstrukcji przyrządów, uchwytów i sprawdzia-
nów specjalnych, WNT, Warszawa 1980. [12] Przybylski W., Obróbka nagniataniem technologia i oprzyrządowanie, WNT, Warszawa
1979.

Specjalne oprzyrządowanie do wytaczania i nagniatania… 119
[13] Puff T., Technologia budowy maszyn, PWN, Warszawa 1980. [14] Siwak P., Zaprojektowanie specjalnego oprzyrządowania do wytaczania powierzchni stoż-
kowej, praca dyplomowa, Wydział Budowy Maszyn i Zarządzania Politechniki Poznańskiej, Poznań 2006.
[15] Streubel A., Metody wykonywania długich otworów, Wyd. Politechniki Wrocławskiej, Wrocław 2003.
[16] www.uslugislusarskie.pl [17] www.seco.pl [18] www.wirbet.com.pl [19] Wydawnictwo Naukowe Mechanik, Warszawa 1990. Recenzent: prof. dr hab. inż. Jan Żurek
SPECIAL INSTRUMENTATION FOR BORING AND BURNISHING OF THE CONICAL SURFACE OF HOLE
S u m m a r y
This article includes special instrumentation practical applied to industry for boring and bur-
nishing of conical surface of hole together with device of machine tool and tools. Special device was constructed in order to obtain of increase of metal removal rate and accura-
cy of boring and strain hardening of surface layer of long conical hole in casting die to overhead transmission line supports made of concrete.
Key words: special instrumentation, boring, burnishing
mgr inż. Piotr SIWAK Politechnika Poznańska, Instytut Technologii Mechanicznej, 60-965 Poznań, ul. Piotrowo 3, tel. + 48 (61) 6652261, e-mail: [email protected]
dr hab. inż. Maciej KUPCZYK, prof. nadzw. Politechnika Poznańska, Instytut Technologii Mechanicznej, 60-965 Poznań, ul. Piotrowo 3, tel. + 48 (61) 6652727, e-mail: [email protected]

P. Siwak, M. Kupczyk 120

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
PAWEŁ SWORNOWSKI
THE VIRTUAL COORDINATE MEASURING MACHINE – APPLICATIONS
The Virtual Coordinate Measuring Machine (VCMM) software enables the user to simulate a vast range of real machines. This software to ensure compatibility across different types of ma-chines. The VCMM simulations include a complete range of the World's leading real CMM mod-els, all current probe heads and stylus changers plus a complete range of stylus configurations. The short description of the example programs Silma and Metrolog for some virtual 3D measurement have been presented.
Key words: Virtual CMM (VCMM), measure simulation, CAD
1. INTRODUCTION
The virtual element is for instance used in computing systems as extensions
of the hardware, emulating the real thing through another source. It is also used to simulate virtual worlds where objects exist virtually in that world. These ob-jects are merely images of the physical object they represent. The reality element is defined in different ways; simplifies it for the purpose of virtual reality, and defines it as a place that exists and that can be experienced [1–3]. The two ele-ments combined is virtual reality, which is the simulation of a real or imagined environment, that can be experienced visually in the three dimensions of width, height and depth. And that may additionally provide an interactive experience visually in full real-time motion with sound and other forms of feedback. Virtual reality can be described in terms of immersion, interaction, and real-time. The virtual reality modelling language using object-oriented programming developed is capable of representing static and dynamic 3D object with hyperlinks to other media. Regardless of the software used the building of an application includes some successive stages that will lead to the realization of a virtual applica-tion [4].
The Virtual Coordinate Measuring Machine (VCMM) software enables the user to simulate a vast range of measuring machines, so that part programs can be tested on a range of CMM's to ensure compatibility across different makes or

P. Swornowski 122
types of machines. The operator also has the ability to generate his own "virtual" machine, such that every format of machine can be included. In this way, the possibility of probe crashes (including interference between the part, the holding fixture, probe changers and the machine frame) can all be tested prior to running the real part. In addition, by importing CAD models of fixtures, etc., the user can also include these in machine simulation to test for crashes. Machine simulations include: – a complete range of the World's leading CMM models (Zeiss, DEA, Leitz,
Mitutoyo, Wenzel), – user definable "generic" machines to suit specific applications, including
bridge and horizontal arm machines (fig. 1), – all current Renishaw probe heads, probes and stylus changers plus a complete
range of stylus configurations (The Renishaw Group has supplied over 3000 different custom styli into probing applications worldwide. Measuring capa-bility widen stars, discs, hollow ball, cylindrical styli, extensions, adapters and knuckles),
– a range of probe heads and stylus sets.
Fig. 1. Real CMMs simulation: a) horizontal arm, b) portal [5] Rys. 1. Symulacja rzeczywistej WMP: a) wysięgnikowa, b) portalowa [5]
2. THE TRAINING SOFTWARE
The example SILMA software maintains a library of CMM models from a
variety of manufacturers including Brown & Sharpe/DEA, Giddings & Lewis, LK, Mitutoyo, Zeiss and others [6, 7]. The VCMM transforms the Carl Zeiss Calypso, HOLOS, and UMESS-UX metrology software into powerful state-of-the-art 3-D CAD-based CMM programming tools that fit transparently into ex-isting shop floor processes. It is the least invasive means to bring the benefits of paperless CAD-based programming and concurrent engineering to the shop

The virtual coordinate measuring machine – applications 123
floor-manufacturers of all sizes can now adopt the latest methods for inspection process improvement with minimal risk (fig. 2).
Fig. 2. The CMM program generated with Silma's software [6, 7] Rys. 2. Symulacja pracy WMP proponowana przez oprogramowanie Silma [6, 7]
Virtual CMM is the only software available that is controlled directly by the
CMM on-line software without any translation or emulation thus providing op-erators with an accurate software duplicate of their real factory floor equipment. Virtual CMM together with the real metrology software allows a programmer of a s CMM to create, modify and prove out CMM part programs using only 3-D CAD models instead of using the actual CMM hardware and waiting for real parts. Fully tested error free programs are created quicker - and far more accu-rately – with Virtual CMM than can be realised with a real CMM and traditional teach pendant programming. CAD models are read directly and seamlessly into Virtual CMM from Dassault Systemes CATIA, PTC Pro/ENGINEER and CADDS, SDRC I-DEAS. Accurate models of CMMs, probes, parts and fixtures ensure programming results. The SILMA maintains an extensive library of pre-cise kinematic CMM models and probes [8, 9]. CAD models of parts and fix-tures are imported into CimStation. And the Metrolog XG software is multilin-gual polyvalent 3D-control software (fig. 3) that fulfils today's needs in terms of 3D measuring and quality control. This software based on V5 architecture, inte-grated and complementary to CATIA, ENOVIA and DELMIA V5 solutions.
The Silma XG Offline CMM Simulation module (fig. 1) provides an easy to use environment for CMM programming directly from a CAD model, without the need for connection to a CMM [8, 9]. The benefits of off line programming

P. Swornowski 124
mean that part programs are ready to run before the part has even been brought to the CMM. This means development of part programs can run directly in line with part design and production.
Fig. 3. The Metrolog XG software view [9] Rys. 3. Widok na oprogramowanie Metrolog XG [9]
The software operates in an identical manner to the standard "on-line" ver-
sion of the Metrolog XG software, such that a minimal amount of user training is required (fig. 3). This includes: – a completely flexible user interface including user definable tool bars, multi-
ple graphics windows, feature reporting, – full integration of CAD surface models including IGES, VDA and direct
import of models from CATIA, UniGraphics, ParaSolids, ProEngineer and CAD management library,
– direct connection to CAD features, such that any changes in the CAD model are immediately reflected by automatic changes within the measuring pro-gram,
– automatic CNC measurement of all geometric features, including direct measurement from CAD, probe path visualisation, numerous probing strate-gies to suit the application, automatic selection of optimum probe angles,
– full off-line simulation of the measuring program, including a virtual display of the machine and probe head configuration (including probe changers), automatic collision detection, automatic selection of optimum probe angles, and part program debugging before the part is ever made.

The virtual coordinate measuring machine – applications 125
Fig. 4. Collision detection and create error-free programs in Holos software [10] Rys. 4. Wykrycie kolizji i utworzenie poprawnego programu w oprogramowaniu Holos [10]
As programs are created and edited, users visualise the CMM, probes parts
and fixtures in real-time 3D graphics. Simulations can be replayed at any speed and viewed from any angle or distance. The CimStation Inspection enables pro-grammers to find and correct program errors before programs are downloaded to the shop floor, freeing CMMs for production. Collisions that can damage equipment and delay production can be avoided by using CimStation Inspection. Automatic collision detection alerts the user to collisions and near collisions between objects. Collision avoidance routines automatically plan a collision free probe path (fig. 4).
The Dimensional Measurement Interface Standard (DMIS) is a standard for two-way communication-regardless of CMM brand-of inspection data between computer systems and inspection equipment [11]. The DMIS characterisation file checking assures that programs generated with CimStation Inspection can easily be downloaded without modification to virtually any CMM. The DMIS provides readable and writeable vocabulary terms that set out a neutral format for preparing inspection programs and results data which, with enhancement, can function and be implemented as a programming language. It was developed by a partnership of CMM manufacturers and CMM users that wanted seamless CAD-CMM file transfer. After a part program has been run on the CMM, the inspection results can be displayed in CimStation Inspection to compare the measured geometry to the nominal geometry. For any measured feature, the CMM operator can easily display nominal and actual tolerance information and can access minimum, maximum, average and standard deviation from the nomi-nal geometry (fig. 5).

P. Swornowski 126
Fig. 5. Analyse and display inspection results in CimStation Inspection software [6, 7]
Rys. 5. Analiza i graficzne przedstawienie wyników kontroli w oprogramowaniu CimStation Inspection [6, 7]
3. THE CALCULATE SOFTWARE
Unfortunately at present met VCMM software have not the option of the
measurement at the variable number and the distribution of measuring points. It seems that such option is necessary in the simulation of the measurement.
a) b)
Fig. 6. Example-simulations of the measurement: a) the circle at the irregular distribution of meas-uring points, b) of the circle at the steady arrangement of measuring points [12]
Rys. 6. Przykładowe symulacje pomiaru: a) okręgu przy nierównomiernym rozmieszczeniu punk-tów pomiarowych, b) okręgu przy równomiernym rozłożeniu punktów pomiarowych [12]
The example Quadra-Chek 200 software [12] makes possible of the 2D-
measurement simulation only by means minimal of the points number. On the

The virtual coordinate measuring machine – applications 127
figure 6 were represented example calculations of the same hole by means three measuring points. A virtual measuring object is the plate with certain geometri-cal elements. This software has some basic such options as the measurement of the point, line, circle, distance and angle (fig. 7). a) b)
Fig. 7. Example-simulations of the measurement: a) the widths plate, b) of the angle between two
sides plate [12] Rys. 7. Przykładowe symulacje pomiaru: a) szerokości płytki, b) kąta między dwoma bokami
płytki [12]
4. CONCLUSION
On the market is several accessible simulate real CMMs software, however
one ought to notice that mostly they simulate the measurement, which has later to be executed in real conditions. Unfortunately one does not simulate in them all influent factors on the uncertainty of the measurement. One from firms, which uses already the model VCMM on its own measuring- software, is Zeiss.
REFERENCE
[1] Adept Technology and Carl Zeiss Sign OEM Agreement for SILMA Virtual CMM Soft-ware.
[2] Bulgaru M. et all, Desing and using the virtual coordinate measuring machine in education. Zeszyty Naukowe Akademii Techniczno-Humanistycznej w Bielsku-Białej, 10, 2004, s. 31–39.
[3] http:// www.zeiss.de/ [4] http://www.manufacturingcenter.com/tooling/ [5] http://www.silma.com/ [6] http://www.spatial.com/ [7] http://www.spcsoftware.co.uk/off_line_simulation.htm/ [8] Materiały firmy Metrolog.

P. Swornowski 128
[9] Quadra-Chek Qc200. Bedienungsanleitung. Metronics. [10] Sherman W., Craig A., Understanding Virtual Reality-Interface, Application, and Design,
Morgan Kaufmann 2001. [11] Slater S. et all, Computer graphics and virtual environments: From realism to real-time,
Addison-Wesley, 2001. [12] Thalmann D., Fundamentals of virtual reality (http://vrlab.epfl.ch/~thalmann/VRcourse/).
Recenzent: prof. dr hab. inż. Ryszard Grajdek
WIRTUALNA WSPÓŁRZĘDNOŚCIOWA MASZYNA POMIAROWA
– APLIKACJE
S t r e s z c z e n i e
Oprogramowanie wirtualnej współrzędnościowej maszyny pomiarowej (WWMP) umożliwia użytkownikowi symulację rzeczywistej maszyny w szerokim zakresie. To oprogramowanie za-pewnia zgodność między różnymi typami maszyn. Symulacja WWMP zawiera kompletny asor-tyment rzeczywistych maszyn, wszystkie obecnie produkowane głowice i końcówki o różnych długościach oraz konfiguracjach. W artykule zawarto również krótki opis przykładowych opro-gramowań Silma i Metrolog wykonujących niektóre zadania wirtualnego pomiaru 3D.
Słowa kluczowe: Wirtualna WMP (WWMP), symulacja pomiaru, CAD
dr inż. Paweł SWORNOWSKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. + 48 (61) 665 35 69, e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
TADEUSZ WEGNER, MACIEJ OBST
PRZEBIEG PROCESU JEDNOOSIOWEGO ROZCIĄGANIA W PRZESTRZENI GŁÓWNYCH
SKŁADOWYCH ODKSZTAŁCENIA
W pracy przedstawiono wyniki badań jednoosiowego rozciągania stali konstrukcyjnej zwykłej jakości o oznaczeniu ST3s. Badania prowadzono na maszynie wytrzymałościowej ZWICK. Wy-znaczono zależności między działającą siłą i odkształceniem w kierunku jej działania oraz równo-legle przeprowadzono pomiary odkształceń poprzecznych badanych próbek. Informacja na temat odkształceń materiału, zarówno w kierunku wzdłużnym do przyłożonego obciążenia, jak i w kie-runku poprzecznym, przy różnych wartościach obciążeń, jest niezbędna do tworzenia energetycz-nych modeli aproksymujących właściwości mechaniczne materiału.
Słowa kluczowe: badania materiału, próba rozciągania, właściwości mechaniczne materiału, energia odkształcenia, energetyczny model materiału.
1. WPROWADZENIE
Klasyczna próba rozciągania należy do podstawowych badań mających na celu określenie mechanicznych właściwości materiałów. Głównym celem stan-dardowo przeprowadzanej statycznej próby rozciągania materiału jest ekspery-mentalne wyznaczenie zależności między działającą siłą i odkształceniem w kierunku jej działania. Uzyskana w ten sposób podstawowa charakterystyka właściwości mechanicznych materiału służy przede wszystkim do określenia fundamentalnych wielkości, takich jak granica plastyczności lub wytrzymałości, mających bezpośredni związek z wytrzymałościowymi właściwościami materia-łu. Badania te jednak nie dostarczają pełnej informacji na temat stanu odkształ-cenia materiału, podczas próby nie są bowiem rejestrowane odkształcenia w kierunku poprzecznym do osi rozciągania. Stąd uzyskana charakterystyka nie może stanowić podstawy do określenia mechanicznych właściwości materiału w złożonym stanie naprężenia.
W celu stworzenia pełnej aproksymacji mechanicznych właściwości materia-łu niezbędne są także badania odkształceń materiału zachodzących w kierunku poprzecznym do przyłożonego obciążenia. Uzyskana podczas próby rozciągania podstawowa charakterystyka właściwości mechanicznych powinna być uzupeł-

T. Wegner, M. Obst 130
niona drugą, nie mniej ważną zależnością, wyrażającą związek między odkształ-ceniami w kierunkach wzdłużnym i poprzecznym do przyłożonego obciążenia. Nie jest bowiem możliwe zbudowanie pełnego i dokładnego modelu mechanicz-nych właściwości materiału jedynie na podstawie danych dotyczących związku między działającą siłą i odkształceniem w kierunku jej działania.
Mimo to w wielu publikacjach przedstawiono badania, w których ograniczo-no się tylko do pomiarów odkształceń w kierunku zgodnym z kierunkiem dzia-łania siły, mające na celu jedynie aproksymację podstawowej charakterystyki rozciągania materiału w jednoosiowym stanie naprężenia [1–5; 10; 11]. Bardzo popularne jest równanie Ramberga-Osgooda [2, 5], które poddawane różnym modyfikacjom stanowi podstawę aproksymacji. Równanie to znalazło zastoso-wanie nawet do opisu procesów zniszczenia zmęczeniowego [3].
W pracy [5] autor zaadaptował równanie Ramberga-Osgooda do opisu zależ-ności ( )11 εσ w całym zakresie odkształceń, aż do granicy wytrzymałości, dla stali nierdzewnych. Opierając się na równaniu Ramberga-Osgooda:
n
pp
E ⎟⎟⎠
⎞⎜⎜⎝
⎛+=
σσσε 1
0
11 , (1)
gdzie: 0E oznacza moduł Younga dla części sprężystej wykresu rozciągania, współczynnik p oraz wykładnik n są stałymi materiałowymi określającymi po-chylenie części uplastycznionej wykresu, a pσ jest naprężeniem uplastyczniają-cym, zaproponowano nowy model:
⎪⎪
⎩
⎪⎪
⎨
⎧
>⎟⎟⎠
⎞⎜⎜⎝
⎛
−−
+−
+
≤⎟⎟⎠
⎞⎜⎜⎝
⎛+
=
2,012,0
2,01
2,0
2,012,0
2,012,0
1
0
1
1
dla
dla002,0
σσσσσσ
εσσ
ε
σσσσσ
ε m
uu
n
E
E , (2)
opisujący zachowanie się materiału w całym zakresie odkształceń. W pracy [2] omówiono próbę rozciągania i zastosowano także równanie
Ramberga-Osgooda do opisu zależności )( 11 εσ . Równanie to jest stosowane przede wszystkim do aproksymacji charakterystyk materiałów niewykazujących silnego plastycznego płynięcia, takich jak np. stale nierdzewne. Gdy istnieje konieczność uwzględnienia fazy płynięcia materiału, wskazane jest zastosowa-nie innego modelu matematycznego.
W pracach [6, 7, 8, 9] przedstawiono rozważania nad problematyką modelo-wania mechanicznych właściwości materiałów oraz rozpatrzono zagadnienie utraty stateczności równowagi wewnętrznej materiału. Przedstawiono energe-tyczne modele mechanicznych właściwości materiałów, których podstawę sta-

Przebieg procesu jednoosiowego rozciągania… 131
nowi energia właściwa odkształcenia. Zbudowane modele opracowano, opiera-jąc się również głównie na próbie jednoosiowego rozciągania materiału.
Istnieje także wiele prac dotyczących budowy modeli materiałowych na pod-stawie wyników otrzymanych z prób twardości [4, 10, 11]. Głównym celem tych prac jest zastąpienie statycznej próby rozciągania próbą wgniatania w materiał twardego wgłębnika i wyznaczenie na jej postawie mechanicznych właściwości materiału, które można określić w klasycznej próbie rozciągania.
Badania materiału podczas próby jednoosiowego rozciągania, w których po-miary odkształceń ograniczono jedynie do osi zgodnej z kierunkiem działania siły, pozbawione są pełnej informacji o stanie odkształcenia materiału w zależ-ności od wartości działającej siły, więc uniemożliwiają wyznaczenie zachodzą-cych odkształceń objętościowych i nie pozwalają na precyzyjne określenie od-powiednich stałych materiałowych. W takim przypadku, budując model materia-łu, zmuszeni jesteśmy do przyjmowania pewnych dodatkowych, nie zweryfiko-wanych eksperymentalnie w odniesieniu do danego materiału założeń, np. o stałości modułu odkształcenia objętościowego [6]. Znajomość deformacji po-przecznej, tzn. mierzonej prostopadle do osi działania obciążenia, pozwala na budowę dokładniejszych modeli energetycznych, w których podział na energię odkształcenia objętościowego i postaciowego jest określony na podstawie da-nych doświadczalnych.
Celem badań przedstawionych w niniejszej pracy jest dostarczenie ekspery-mentalnych danych umożliwiających udoskonalenie modelu energetycznego przedstawionego w pracy [6].
2. BADANIA
Badania doświadczalne prowadzono na standardowych próbkach stalowych o długości pomiarowej mm500 =L . Materiał próbek to stal konstrukcyjna zwy-kłej jakości o oznaczeniu St3s, która charakteryzuje się wyraźnym plastycznym płynięciem po przekroczeniu granicy plastyczności Re. Próbę rozciągania wyko-nano na standardowej maszynie wytrzymałościowej ZWICK, która umożliwia pomiar parametrów w kierunku działającego obciążenia. Odkształcenie mierzo-no za pomocą ekstensometru, a oprogramowanie maszyny pozwoliło na określe-nie punktów charakterystycznych badanej stali i wyznaczenie stałych materia-łowych: – modułu Younga: 233=E GPa, – dolnej granicy plastyczności: 322=eLR MPa, – górnej granicy plastyczności: 334=eHR MPa, – granicy wytrzymałości: 464=mR MPa, – wydłużenia na granicy plastyczności: %9,2=eA .

T. Wegner, M. Obst 132
Z wykorzystaniem jedynie maszyny wytrzymałościowej z jej standardowym wyposażeniem nie jest możliwe określenie odkształceń poprzecznych próbki, niezbędnych do budowy dokładniejszych modeli energetycznych materiału, pozwalających na precyzyjne określenie obszarów plastycznego płynięcia w złożonym stanie naprężenia.
Przewężenie poprzeczne próbki podczas próby rozciągania mierzono za po-mocą czujnika indukcyjnego z dokładnością do 0,01 mm. Otrzymane charakte-rystyki zaprezentowano w dalszej części pracy.
3. PRZESTRZEŃ GŁÓWNYCH SKŁADOWYCH ODKSZTAŁCENIA
Stan odkształcenia materiału zależy od sześciu składowych, xε , yε , zε , xyγ ,
yzγ , zxγ , i jest określony za pomocą punktu w przestrzeni sześciowymiarowej. Zatem proces deformacji może być przedstawiony w postaci linii w tej prze-strzeni.
Analizie poddano stal konstrukcyjną, co uzasadnia przyjęcie izotropii materia-łowej. Energia odkształcenia W dla takiego materiału nie zależy od kierunku zachodzących odkształceń, więc jest funkcją niezmienników stanu odkształcenia:
zyxJ εεε ++=1 ,
( )2222 4
1zxyzxyxzzyyxJ γγγεεεεεε ++−++= , (3)
( )2223 4
141
xyzzxyyzxzxyzxyzyxJ γεγεγεγγγεεε ++−+= .
Energię odkształcenia materiału o liniowych właściwościach mechanicznych można wyrazić w postaci sumy następujących składników [7]: energii odkształ-cenia objętościowego
( ) 212
JKW v = (4)
i energii odkształcenia postaciowego
( ) ( )221 3
32 JJGW s −= , (5)
gdzie stałe materiałowe K i G są modułami Helmholtza i Kirchhoffa. Niezmienniki stanu odkształcenia (3) zależą jednoznacznie od składowych
odkształcenia 1ε , 2ε , 3ε w głównych kierunkach, będziemy zatem przedstawiać proces odkształcania materiału w trójwymiarowej przestrzeni głównych składo-wych odkształcenia (rys. 1).

Przebieg procesu jednoosiowego rozciągania… 133
Rys. 1. Przestrzeń głównych składowych odkształcenia
Składowe odkształcenia symetrycznego oraz składowe odkształcenia asyme-trycznego są reprezentowane odpowiednio przez współrzędną h lub r cylin-drycznego układu współrzędnych (rys. 1) w tej przestrzeni. Można je wyrazić za pomocą niezmienników stanu odkształcenia [7]:
3
212 Jh = , (6)
( )22
12 3
32 JJr −= , (7)
co pozwala na zapis energii odkształcenia objętościowego i postaciowego mate-riału o liniowych właściwościach mechanicznych w krótszej postaci [7]:
( ) 2
23 KhW v = , (8)
( ) 2GrW s = , (9)
gdzie każdy ze składników energii zależy tylko od jednej współrzędnej, zatem w tym przypadku odpowiednie współrzędne h i r nazywamy uogólnionymi współrzędnymi odkształcenia objętościowego lub postaciowego. W ogólnym przypadku współrzędne h i r będziemy odpowiednio nazywać: h – uogólnioną współrzędną odkształceń symetrycznych, natomiast r – uogólnioną współrzędną odkształceń asymetrycznych.
Zależności (8) i (9) interpretujemy w następujący sposób: punkty, którym odpowiada taka sama wartość energii odkształcenia objętościowego, leżą na płaszczyźnie prostopadłej do OO’ (rys. 1), jednakowo nachylonej do osi układu

T. Wegner, M. Obst 134
współrzędnych. Wartość tej energii zmienia się w kwadracie odległości płasz-czyzny od początku układu współrzędnych. Punkty, którym odpowiada jedna-kowa wartość energii odkształcenia postaciowego, leżą na powierzchni walco-wej, gdzie osią jest prosta OO’. Wartość energii odkształcenia postaciowego jest uzależniona od kwadratu promienia walca.
W powszechnie stosowanej energetycznej hipotezie wytrzymałościowej, sformułowanej w 1904 r., jej twórca, polski uczony, Maksymilian Tytus Huber, przyjął jako parametr zniszczenia materiału wartość krytyczną energii odkształ-cenia postaciowego. Ponadto założył, że wartość ta jest stała i zależy jedynie od rodzaju materiału. Z założenia tego wynika, że krytyczna wartość energii od-kształcenia postaciowego nie zależy od stanu odkształcenia lub stanu naprężenia materiału i jest taka sama zarówno w jednoosiowym, jak i w złożonym stanie naprężenia, co odpowiada przyjęciu w przestrzeni głównych składowych od-kształcenia powierzchni granicznej w kształcie walca o przekroju okrągłym.
W pracy [6] przedstawiono energetyczny model mechanicznych właściwości materiału i, przy założeniu, że o uszkodzeniu lub zniszczeniu materiału decyduje utrata stateczności równowagi wewnętrznej w odkształconym materiale, wyka-zano, że graniczna powierzchnia ma również kształt powierzchni walcowej, jednak jej przekrój poprzeczny jest jedynie zbliżony do okrągłego, a tym samym wartość krytyczna energii odkształcenia postaciowego nie jest stała i zależy od stanu odkształcenia lub stanu naprężenia materiału.
Wynika stąd, że podstawową i niezwykle ważną rolę w badaniach wytrzyma-łościowych właściwości materiałów odgrywają dokładne modele ich właściwo-ści mechanicznych.
Dla każdego punktu P w przestrzeni głównych składowych odkształcenia można określić wartość energii odkształcenia objętościowego i postaciowego za-leżnie od współrzędnych h i r. Całkowita energia układu jest opisana równaniem:
( ) ( ) LWWU sv −+= , (10) gdzie L oznacza pracę sił zewnętrznych w procesie odkształcania materiału (rys. 2).
Wariację energii całkowitej układu w jednoosiowym rozciąganiu przedsta-wiamy w postaci
( ) ( )11δεσδδδ −+= rFhFU rh , (11)
gdzie, dla materiału o liniowych właściwościach mechanicznych, uogólnione siły odkształceń symetrycznych i asymetrycznych zależą liniowo od odpowied-nich współrzędnych uogólnionych:
( ) KhF h 3= , ( ) GrF r 2= . (12) W pracy [6] z wykorzystaniem liniowego modelu materiału zbudowano
nowy model materiału o nieliniowych właściwościach mechanicznych, który powstał przy założeniu, że uogólniona siła odkształcenia postaciowego nie jest liniową funkcją współrzędnej r:

Przebieg procesu jednoosiowego rozciągania… 135
( ) rGF r ~2~ = , (13)
gdzie G~ jest zmiennym modułem odkształcenia postaciowego.
Rys. 2. Proces jednoosiowego rozciągania materiału liniowegow przestrzeni głównych składo-wych odkształcenia
Zmienny moduł G~ aproksymowano następującymi funkcjami: – wykładniczą w postaci:
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−=
b
err
bGG 1exp~ , dla zakresu sprężystego, (14)
– hiperboliczną w postaci:
rrGG ee
~~ = , dla zakresu plastycznego płynięcia, (15)
– wykładniczą w postaci:
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−=
c
mrr
cHG 1exp~ , dla umocnienia materiału. (16)
Powyższy model materiału o nieliniowych właściwościach charakteryzuje się stałym modułem odkształcenia objętościowego i zmiennym modułem odkształ-cenia postaciowego. Uzyskana na jego podstawie aproksymacja mechanicznych właściwości materiału ma charakter przybliżony, gdyż szczególnie w fazie wzmocnienia model mechanicznych właściwości materiału powinien uwzględ-niać zmienność modułu odkształcenia objętościowego. Badania przedstawione

T. Wegner, M. Obst 136
w niniejszej pracy mają na celu dostarczenie materiału eksperymentalnego na temat zmienności obu modułów odkształcenia, umożliwiającego budowę mode-lu energetycznego dokładniej uwzględniającego rzeczywiste właściwości bada-nego materiału.
4. MODEL MATERIAŁU O ZMIENNYCH MODUŁACH ODKSZTAŁCENIA
Zakładamy, że uogólnione siły odkształceń symetrycznych i asymetrycznych nie są liniowymi funkcjami współrzędnych uogólnionych, a ich postać wyraża-my za pomocą związków
( ) hKF h ~3~ = , ( ) rGF r ~2~ = , (17)
gdzie K~ i G~ są zmiennymi modułami odkształceń symetrycznych i asyme-trycznych.
Z energetycznego warunku równowagi wynika, że wariacja energii całkowi-tej układu jest równa zeru. Dla układu w złożonym stanie naprężenia mamy
( ) ( )332211
~~ δεσδεσδεσδδδ −−−+= rFhFU rh . (18) Stąd, z wykorzystaniem wariacyjnych zależności między współrzędnymi w przestrzeni głównych składowych odkształcenia [6]:
)( 321 δεδεδεεδ ++=hh (19)
oraz 332211 )()()( δεεεδεεεδεεεδ −+−+−=rr , (20)
otrzymujemy związki określające główne naprężenia:
( )εεεσ −+= 11~2~3 GK ,
( )εεεσ −+= 22~2~3 GK , (21)
( )εεεσ −+= 33~2~3 GK .
W przypadku jednoosiowego rozciągania naprężenia w kierunkach poprzecz-nych do kierunku działania obciążenia są równe zeru:
032 ==σσ , (22)
a odkształcenia poprzeczne spełniają warunek 32 εε = . (23)
Z tych zależności wynikają dla jednoosiowego rozciągania związki

Przebieg procesu jednoosiowego rozciągania… 137
GKGKE ~~3
~~9~+
= , )~~3(2
~2~3~GKGK
+−=ν , (24)
gdzie zmienne wartości siecznego modułu E~ oraz współczynnika odkształcenia poprzecznego ν~ można wyznaczyć eksperymentalnie, wykorzystując podsta-wowe charakterystyki materiału ( )11 εσ oraz ( )12 εε , ponieważ
1
1~εσ=E ,
1
2~εεν −= . (25)
Związki (24) są analogiczne do znanych w teorii sprężystości klasycznych za-leżności między modułami o stałych wartościach: Helmholtza K, Kirchhoffa G, Younga E i liczbą Poissona ν.
Na podstawie zależności (24) wyznaczamy zmienne moduły odkształceń sy-metrycznych i asymetrycznych
( )ν~213
~~−
= EK , ( )ν~12
~~+
= EG . (26)
Tak więc, wykorzystując podstawowe charakterystyki mechaniczne właściwości materiału ( )11 εσ oraz ( )12 εε , można wyznaczyć wartości zmiennych modułów odkształceń symetrycznych K~ oraz asymetrycznych G~ .
Trajektorią procesu rozciągania (rys. 2) w przestrzeni głównych składowych odkształcenia jest krzywa o równaniu ( ) 1123
~ενεεε −== . Stąd współrzędne cy-lindrycznego układu współrzędnych h i r (rys. 1) w procesie jednoosiowego rozciągania zależą od składowej odkształcenia 1ε , co wyrażają związki
( ) 1~21
31 εν−=h , ( ) 1
~132 εν+=r (27)
Wykorzystując zależności (17), (26) oraz (27), uogólnione siły odkształceń symetrycznych i asymetrycznych możemy przedstawić również w prostszej postaci:
( )13
1~3~ σ== hKF h , ( )13
2~2~ σ== rGF r . (28)
Pracę uogólnionych sił odkształceń symetrycznych i asymetrycznych wyzna-czamy za pomocą całkowania w przestrzeni głównych składowych odkształce-nia wzdłuż trajektorii procesu rozciągania. Mamy stąd:
( )∫=h
hh dhFL0
)( ~ , ( )∫=r
rr drFL0
)( ~ . (29)

T. Wegner, M. Obst 138
Dla stałych wartości K i G modułów w wyrażeniach (17) w wyniku całkowa-nia uzyskujemy wartości energii odkształcenia objętościowego i postaciowego wyrażone wzorami (8) i (9).
5. WYNIKI BADAŃ
Wykres rozciągania (rys. 3) otrzymany na podstawie danych z maszyny wy-trzymałościowej jest klasyczną charakterystyką materiału z liniowym odcinkiem sprężystym, wyraźnym zakresem plastycznego płynięcia i stadium umocnienia. Wartości współrzędnych charakterystycznych punktów z wykresu rozciągania są wykorzystywane do opisu właściwości wytrzymałościowych materiału [2, 5, 6, 9].
Rys. 3. Charakterystyka )( 11 εσ badanej stali St3s – wykres rozciągania
Pomiar odkształceń w kierunku poprzecznym do osi próbki, prowadzony jednocześnie z pomiarem odkształceń wzdłużnych podczas próby rozciągania (rys. 4 i 5), umożliwia wykreślenie charakterystyk odkształcenia. Zachodzące zmiany objętości materiału określone średnim odkształceniem szczególnie wy-raźne są w zakresie plastycznego płynięcia (rys. 8 i 9).

Przebieg procesu jednoosiowego rozciągania… 139
Rys. 4. Charakterystyka )( 12 εε badanej stali St3s – odkształcenia poprzeczne
Rys. 5. Charakterystyka )( 12 εε badanej stali St3s – zakres sprężysty i plastyczne płynięcie

T. Wegner, M. Obst 140
Pomiar odkształcenia prostopadle do osi próbki umożliwił również analizę zmian współczynnika odkształcenia poprzecznego (rys. 6). Oscylacja jego war-tości wokół liczby 0,4 (rys. 7) jest spowodowana niewystarczającą dokładnością pomiarów bardzo małych wartości odkształceń w zakresie sprężystym. Gwał-towne zmiany w zakresie odkształceń plastycznych świadczą o występujących w materiale poślizgach i zachodzących zmianach strukturalnych. Po przekrocze-niu zakresu plastycznego płynięcia proces deformacji stabilizuje się, a współ-czynnik odkształcenia poprzecznego oscyluje w pobliżu wartości 0,5.
Rys. 6. Charakterystyka )(~1εν badanej stali St3s – współczynnik odkształcenia poprzecznego

Przebieg procesu jednoosiowego rozciągania… 141
Rys. 7. Charakterystyka )(~1εν badanej stali St3s – zakres sprężysty i plastyczne płynięcie
Rys. 8. Charakterystyka )( 1εε badanej stali St3s – średnie odkształcenie

T. Wegner, M. Obst 142
Rys. 9. Charakterystyka )( 1εε badanej stali St3s – zakres sprężysty i plastyczne płynięcie
Charakterystyki zamieszczone na rys. 10 i 11 przedstawiają kolejno zależ-ność naprężenia głównego 1σ od uogólnionych współrzędnych odkształceń symetrycznych h i asymetrycznych r , a odniesienie się do współrzędnych h i r ma na celu ukazanie zachodzących podczas procesu rozciągania zmian parame-trów będących miarami zasadniczych typów deformacji (rys. 12 i 13) oraz ich wzajemnej relacji (rys. 14).

Przebieg procesu jednoosiowego rozciągania… 143
Rys. 10. Charakterystyka )(1 hσ badanej stali St3s
Rys. 11. Charakterystyka )(1 rσ badanej stali St3s

T. Wegner, M. Obst 144
Rys. 12. Charakterystyka )( 1εr badanej stali St3s
Rys. 13. Charakterystyka )( 1εr badanej stali St3s – zakres sprężysty i plastyczne płynięcie

Przebieg procesu jednoosiowego rozciągania… 145
Rys. 14. Charakterystyka )(rh badanej stali St3s – trajektoria procesu rozciągania w cylindrycz-
nym układzie współrzędnych
Rys. 15. Charakterystyka )(~ hK badanej stali St3s – zmienny moduł odkształceń symetrycznych

T. Wegner, M. Obst 146
Rys. 16. Charakterystyka )(
~rG badanej stali St3s – zmienny moduł odkształceń asymetrycznych
Rys. 17. Charakterystyka )(
~rG badanej stali St3s – zakres sprężysty i plastyczne płynięcie

Przebieg procesu jednoosiowego rozciągania… 147
Wykresy na rys. 15–17 ukazują zmienność modułów odkształceń symetrycz-nych i asymetrycznych, a przedstawione na rys. 18 i 19 uogólnione siły od-kształceń symetrycznych i asymetrycznych umożliwiają wyznaczenie pracy tych sił zgodnie ze wzorami (29).
Rys. 18. Charakterystyka )(~ )( hF h badanej stali St3s – uogólniona siła odkształceń symetrycznych
Rys. 19. Charakterystyka )(~ )( rF r badanej stali St3s – uogólniona siła odkształceń asymetrycznych

T. Wegner, M. Obst 148
Na wykresach 20 i 21 przedstawiono prace )(hL i )(rL wykonywane przez uogólnione siły odkształceń symetrycznych )(~ hF i asymetrycznych )(~ rF pod-czas obciążania próbki oraz ich sumę – pracę odkształcenia L. Na ich podstawie można określić udział tych prac w procesie odkształcania materiału.
Rys. 20. Praca odkształcenia L i prace uogólnionych sił odkształceń symetrycznych )(hL oraz asymetrycznych )(rL
Przedstawione na wykresach 20 i 21 prace wyrażone są w megapaskalach, ponieważ uogólnione siły wykonujące pracę są naprężeniami, a przemieszczenia w przestrzeni głównych składowych odkształcenia oznaczają przyrosty od-kształceń, które są bezwymiarowe. Tak wyznaczona praca jest oczywiście pracą właściwą, czyli pracą odniesioną do jednostki objętości materiału, której jed-nostka [J/m3] jest równa jednostce naprężenia [N/m2].

Przebieg procesu jednoosiowego rozciągania… 149
Rys. 21. Prace odkształceń symetrycznych )(hL oraz asymetrycznych )(rL oraz ich suma – praca odkształcenia L dla zakresu sprężystego i plastycznego płynięcia
Rys. 22. Składniki naprężenia głównego 1σ związane z odkształceniami symetrycznymi )(1
hσ
oraz asymetrycznymi )(1
rσ

T. Wegner, M. Obst 150
Rys. 23. Składniki naprężenia głównego 1σ związane z odkształceniami symetrycznymi )(1
hσ
oraz asymetrycznymi )(1
rσ – zakres sprężysty i plastyczne płynięcie
Składniki )(1
hσ i )(1
rσ naprężenia głównego 1σ , związane odpowiednio z od-kształceniami symetrycznymi lub asymetrycznymi, przedstawiono na rys. 22 i 23. Ich wartości wyrażają odpowiadający im przyrost pracy odkształceń syme-trycznych )(hL lub asymetrycznych )(rL odniesiony do przyrostu wydłużenia względnego 1ε w kierunku działania obciążenia.
6. WNIOSKI
Przeprowadzone badania procesu jednoosiowego rozciągania z uwzględnie-niem odkształceń poprzecznych pozwalają na głębszą analizę procesu w ujęciu energetycznym.
Znajomość zmian energii odkształceń symetrycznych oraz asymetrycznych w całym zakresie obciążenia umożliwia precyzyjny opis właściwości mecha-nicznych materiału oraz budowę jego modeli energetycznych, a także zastoso-wanie otrzymanych modeli do dalszych analiz związanych z badaniem wytęże-nia materiału.
Modele te służą m.in. do badania zjawiska utraty stateczności równowagi wewnętrznej w złożonym stanie naprężenia materiału [6], a także znajdują za-stosowanie w analizie procesu zmęczenia materiału [3] itp.

Przebieg procesu jednoosiowego rozciągania… 151
Po zdefiniowaniu właściwości mechanicznych materiału za pomocą funkcji energii właściwej odkształcenia [6] możliwe jest wyznaczenie w złożonych sta-nach odkształcenia lub naprężenia stanu niebezpiecznego ze względów wytrzy-małościowych, czyli naprężeń lub odkształceń uplastyczniających, a także pa-rametru definiującego utratę spójności materiału.
LITERATURA
[1] Gronostajski Z.J., Correlation between stress-strain relation and phase transformation in copper alloys, Journal of Processing Technology, 119, 2001, s. 244–250.
[2] Jeroniek M., Analiza prób rozciągania – faza zniszczenia. Opis procesu rozciągania, Technika Lotnicza, s. 24–39.
[3] Łagoda T., Energetyczne modele oceny trwałości zmęczeniowej materiałów konstrukcyjnych w warunkach jednoosiowych i wieloosiowych obciążeń losowych, Wyd. Politechniki Opolskiej, Opole 2001.
[4] Nayebi A., El Abdi R., Bartier O., Mauvoisin G., New procedure to determine steel mechan-ical parameters from the spherical indentation technique, Elsevier, Mechanics of Materials, 34, 2002, s. 243–254.
[5] Rasmussen K.J.R., Full-range stress-strain curves for stainless steel alloys, Elsevier, Journal of Constructional Steel Research, 59, 2003, s. 47–61.
[6] Wegner T., Matematyczne modelowanie mechanicznych właściwości materiałów, Biuletyn WAT, vol. LIV, nr 12, 2005, s. 5–51.
[7] Wegner T., Metody energetyczne w wytrzymałości materiałów, Hipoteza wytrzymałościowa stateczności równowagi wewnętrznej. Wyd. Politechniki Poznańskiej, Poznań 1999, s. 81 .
[8] Wegner T., Surface of limit state in nonlinear material and its relation with plasticity condi-tion, The Archive of Mechanical Engineering, Vol. XLVII, No. 3, 2000, s. 205–223.
[9] Wegner T., A method of material modelling with the use of strength hypothesis of inner equi-librium stability, Mechanics and Mechanical Engineering, Vol. 4, No. 2, 2000, s. 139–147.
[10] Zeng K., Söderlund E., Giannakopoulos A.E., Rowcliffe D.J., Controled indentation: a gen-eral approach to determine mechanical properties of brittle materials, Acta Metallurgica, 0956-7151 (95), 00196-4, 1996.
[11] Zeng K., Chiu C.-h., An analysis of load-penetration curves from instrumented indentation, , Acta Materialia, 49, 2001, s. 3539–3551.
Recenzent: prof. dr hab. inż. Krzysztof Magnucki
SINGLE AXIAL TENSION PROCESS IN THE SPACE OF PRINCIPAL STRAINS COMPONENTS
S u m m a r y
This paper presents the results of a single-axial tension test of low-carbon regular quality steel marked ST3s. The research was conducted on a material-testing machine ZWICK. The relation-ship was determined between force and the strain of its direction. Simultaneously, measurements of transverse strains were carried out for examined specimens. Information on material strains, in

T. Wegner, M. Obst 152
both axial and transverse directions and for different loads, is essential to create strain energy based models, which approximate mechanical properties of material.
Key words: material testing, tension test, mechanical properties of material, strain energy, energy model of material.
dr hab. inż. Tadeusz WEGNER, prof. nadzw. Politechnika Poznańska, Instytut Mechaniki Stosowanej, ul. Piotrowo 3, 61-138 Poznań, e-mail: [email protected]
mgr inż. Maciej OBST Politechnika Poznańska, Instytut Mechaniki Stosowanej, ul. Piotrowo 3, 61-138 Poznań

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
RADOSŁAW WILDE, PIOTR ZBORAŁA
PRZEGLĄD TEORII LAMINOWANYCH KOMPOZYTOWYCH
PŁYT I POWŁOK STOSOWANYCH W BUDOWIE ZBIORNIKÓW CIENKOŚCIENNYCH
Liczba zastosowań materiałów kompozytowych gwałtownie rośnie. Celem pracy jest przegląd
różnych teorii opisujących przemieszczenia i naprężenia w płytach i powłokach wykonanych z materiałów kompozytowych. Inżynierowie, projektanci i naukowcy znajdą w niej przegląd nie-których pozycji bibliograficznych na temat kompozytów. Po krótkim wstępie opisano teorie naj-częściej używane w zastosowaniach inżynieryjnych – klasyczną teorię laminatów oraz teorię laminatów pierwszego rzędu. W czwartym rozdziale przedstawiono teorię laminatów trzeciego rzędu, a w piątym ścisłą teorię warstwową, która używana jest najczęściej w metodzie elementów skończonych.
Słowa kluczowe: klasyczna teoria laminatów, teoria laminatów pierwszego rzędu, teoria lami-
natów trzeciego rzędu, ścisła teoria warstwowa, płyty kompozytowe
1. WPROWADZENIE
Zastosowanie materiałów kompozytowych rośnie gwałtownie na całym świecie.
Są one używane w wielu dziedzinach, począwszy od technologii kosmicznych, lot-nictwa, przemysłu samochodowego i kolejowego, aż do sprzętu sportowego. Idea materiałów kompozytowych powstała z potrzeby łączenia ze sobą różnych mate-riałów w celu przezwyciężenia niedostatków tego z nich, którego inne właści-wości nie są dla nas użyteczne. W ten sposób właściwości kompozytu są lepsze niż właściwości tworzących je warstw.
Kompozyty zbudowane są z warstw, zwanych także laminami, składających się z włókien połączonych żywicą. Żywica pełni funkcję spoiwa oraz osłony dla włókien, przenosząc jednocześnie obciążenie między poszczególnymi włóknami.
Materiały kompozytowe zastosowane w budowie płyt czy powłok mają wiele in-teresujących zalet. Te cechy wpływają na ich szerokie zastosowanie w wielu dzie-dzinach ludzkiej działalności. Niektóre z tych zalet opisał Muc [12]. Materiały kompozytowe charakteryzują się:

R. Wilde, P. Zborała 154
– wysoką wytrzymałością i sztywnością przy małym ciężarze właściwym, – wysoką odpornością na korozję (materiały kompozytowe o osnowie ceramicz-
nej lub polimerowej), – niskim przewodnictwem cieplnym, – odpornością na działanie wysokiej temperatury (materiały kompozytowe
o osnowie ceramicznej), – dużą odpornością na lokalne uszkodzenia (materiały kompozytowe o osnowie
polimerowej), – dobrą odpornością na pękanie (materiały kompozytowe o osnowie polimero-
wej). Konstrukcje kompozytowe mają również swoje wady, wynikające z warunków
pracy związanych z cienkościennością płyt i powłok. Jednak największą ich wadą są koszty wytworzenia.
Istnieje wiele różnych teorii opisujących laminowane kompozytowe płyty i powłoki. Znaczna ich większość jest opisana w obszernych publikacjach [3, 15, 9]. Niektóre z tych prac zawierają odniesienia do ponad 400 pozycji literaturo-wych (encyklopedii, przewodników, podręczników, publikacji przeglądowych i innych).
Jedną z pierwszych teorii stosowanych w konstrukcjach warstwowych – teorię linii łamanej – w sposób obszerny opisał Ostwald [13]. Inne teorie i historyczny przegląd teorii Zig-Zag zaprezentował Carrera [4, 5 i 6].
Wszystkie najnowsze drogi rozwoju w modelowaniu i zachowaniu konstrukcji sandwiczowych zostały opisane przez Librescu i Hausego [10].
Teorie opisujące laminowane kompozytowe konstrukcje dowolnego kształtu można podzielić następująco: 1) równoważne teorie jednowarstwowe – ESL (ang. equivalent single-layer theo-
ries): – klasyczna teoria laminatów, – teoria laminatów pierwszego rzędu, – teoria laminatów drugiego rzędu, – teoria laminatów trzeciego rzędu, – teoria laminatów wyższych rzędów,
2) trójwymiarowe teorie sprężyste (ang. three-dimensional elasticity theory): – ścisła teoria warstwowa (ang. layerwise theory),
3) teorie typu Zig-Zag: – teoria Leknickiego, – teoria Ambartsumiana, – teoria Riessnera. W tym artykule omówiono klasyczną teorię laminatów, teorię laminatów
pierwszego i trzeciego rzędu oraz ścisłą teorię warstwową. W teoriach zaliczanych do grupy ESL liczba niewiadomych funkcji nie zależy
od liczby warstw. Zasada ta nie dotyczy trójwymiarowych teorii sprężystych, cze-go przykładem może być opisana w rozdziale piątym ścisła teoria warstwowa.

Przegląd teorii laminowanych kompozytowych płyt i powłok… 155
W teoriach należących do grupy Zig-Zag deformacje opisywane są za pomocą linii łamanej i stanowią rozszerzenie hipotezy linii łamanej, wykorzystywanej do modelowania mechaniki konstrukcji trójwarstwowych.
Rys. 1. Układ współrzędnych i numeracja warstw dla laminatów
Fig. 1. Coordinate system and layer numbering used for a laminated plate
2. KLASYCZNA TEORIA LAMINATÓW DLA PŁYT I POWŁOK
Klasyczna teoria laminatów i teoria laminatów pierwszego rzędu są najczę-
ściej stosowane w analizowaniu konstrukcji laminowanych i sandwiczowych w zastosowaniach inżynieryjnych.
Klasyczna teoria laminatów została wyprowadzona z trójwymiarowej teorii sprężystości przez wprowadzenie dodatkowych założeń odnośnie do kinematyki odkształcenia i rozkładu naprężeń na grubości laminatu. W związku z tym mo-delowanie trójwymiarowe zostało zredukowane do modelowania dwuwymiaro-wego.
Ta teoria wnosi następujące założenia: – wszystkie warstwy są w stanie płaskiego naprężenia, – odległości poszczególnych warstw od powierzchni środkowej pozostają stałe, – prosta normalna do nie odkształconej powierzchni środkowej pozostaje pro-
stą normalną do powierzchni środkowej po odkształceniu (zobacz rys. 2). Altenbach, Altenbach i Kissing [2] przedstawili równania opisujące prze-
mieszczenie:
00( , , ) ( , ) wu x y z u x y z
x∂
= −∂
,
00( , , ) ( , ) wv x y z v x y z
y∂= −∂
, (1)
0( , , ) ( , )w x y z w x y= ,

R. Wilde, P. Zborała 156
gdzie 0 ( , )u x y , 0 ( , )v x y , 0 ( , )w x y są składowymi przemieszczenia warstwy środkowej.
Rys. 2. Porównanie odkształceń normalnych do powierzchni środkowej płyty a) niezdeformowanej, b) według klasycznej teorii laminatów, c) według teorii laminatów pierw-
szego rzędu, d) według teorii laminatów trzeciego rzędu Fig. 2. Deformation of transverse normal according to the a) undeformed plate, b) classical lami-
nated theory, c) first-order plate theory, d) third-order plate theory
Reddy [14] wprowadził do tej teorii pojęcie tensora drugiego rzędu, zwanego
diadą. Założył, że element poddany ciągłemu działaniu siły pozostaje w równo-wadze. Jeśli oznaczy się przez je dla j = 1, 2, 3 wersor układu współrzędnych, a przez ijσ dla i, j = 1, 2, 3 naprężenie w płaszczyźnie prostopadłej do i-tej
współrzędnej w kierunku j-tej współrzędnej, to wektor it wyrazi się wzorem:
jiji et σ= . (2)

Przegląd teorii laminowanych kompozytowych płyt i powłok… 157
Dzięki tym założeniom równania opisujące przemieszczenia przybierają po-stać:
00( , , , ) ( , , ) wu x y z t u x y t z
x∂
= −∂
,
00( , , , ) ( , , ) wv x y z t v x y t z
y∂= −∂
, (3)
0( , , , ) ( , , )w x y z t w x y t= ,
gdzie 0 0 0( , , )u v w są przemieszczeniami wzdłuż płaszczyzny środkowej. Od-kształcenia w tej teorii mają postać:
(0) (1)
(0) (1)
(0) (1)
xx xxxx
yy yy yy
xy xy xy
z
ε εεε ε εγ γ γ
⎧ ⎫ ⎧ ⎫⎧ ⎫⎪ ⎪ ⎪ ⎪⎪ ⎪ ⎪ ⎪ ⎪ ⎪= +⎨ ⎬ ⎨ ⎬ ⎨ ⎬
⎪ ⎪ ⎪ ⎪ ⎪ ⎪⎩ ⎭ ⎪ ⎪ ⎪ ⎪⎩ ⎭ ⎩ ⎭
, (4)
gdzie:
20 0
(0)2
(0) 0 0
(0)
0 0 0 0
12
12
xx
yy
xy
u wx x
v wy y
u v w wy x x y
εεγ
⎧ ⎫∂ ∂⎛ ⎞+⎪ ⎪⎜ ⎟∂ ∂⎝ ⎠⎪ ⎪⎧ ⎫ ⎪ ⎪⎪ ⎪ ⎛ ⎞∂ ∂⎪ ⎪ ⎪ ⎪= +⎨ ⎬ ⎨ ⎬⎜ ⎟∂ ∂⎝ ⎠⎪ ⎪ ⎪ ⎪⎪ ⎪ ⎪ ⎪⎩ ⎭ ∂ ∂ ∂ ∂+ +⎪ ⎪
∂ ∂ ∂ ∂⎪ ⎪⎩ ⎭
,
20
2(1)
2(1) 0
2(1)
202
xx
yy
xy
wxwyw
x y
εεγ
⎧ ⎫∂−⎪ ⎪∂⎪ ⎪⎧ ⎫
⎪ ⎪⎪ ⎪ ∂⎪ ⎪ ⎪ ⎪= −⎨ ⎬ ⎨ ⎬∂⎪ ⎪ ⎪ ⎪⎪ ⎪ ⎪ ⎪⎩ ⎭ ∂⎪ ⎪−
∂ ∂⎪ ⎪⎩ ⎭
, (5)
Odkształcenia xzε , yzε i zzε są równe zeru. Klasyczna teoria laminatów ma zarówno wady, jak i zalety. Omawiając naj-
istotniejsze jej zalety, należy wskazać, że: – modelowanie jest zredukowane z problemu trójwymiarowego do problemu
dwuwymiarowego, – teoria wymaga od funkcji przemieszczenia poprzecznego ciągłości klasy 1C
(teorie wyższego rzędu wymagają od tej funkcji ciągłości przynajmniej klasy 1C ),
– teoria pozwala obliczyć z dużą dokładnością naprężenia i odkształcenia dla bardzo cienkich laminatów z wyjątkiem małego obszaru w okolicach brzegu swobodnego. Wady klasycznej teorii laminatów polegają na tym, że:
– niewłaściwe wyniki są reprezentowane przez naprężenia na grubości kon-strukcji,

R. Wilde, P. Zborała 158
– jeśli stosunek szerokości do grubości konstrukcji jest mniejszy od 20, to wy-niki otrzymane w wyniku zastosowania tej teorii znacznie odbiegają od rze-czywistego działania tej konstrukcji.
3. TEORIA LAMINATÓW PIERWSZEGO RZĘDU
Model zastosowany do teorii laminatów pierwszego rzędu ma podobną formę jak model z klasycznej teorii laminatów (te same założenia i ograniczenia), a przy tym dwie dodatkowe niezależne funkcje: xφ , yφ . Normalna do powierzchni środ-kowej pozostaje po odkształceniu prostą, jednakże już nie jest normalną do tej powierzchni (rys. 2).
Równania opisujące przemieszczenie w teorii laminatów pierwszego rzędu mają postać: 0( , , , ) ( , , ) ( , , )xu x y z t u x y t z x y tφ= + ,
0( , , , ) ( , , ) ( , , )yv x y z t v x y t z x y tφ= + , (6)
0( , , , ) ( , , )w x y z t w x y t= ,
gdzie zux ∂∂= /φ jest kątem obrotu płaszczyzny środkowej względem osi y, zvy ∂∂= /φ jest kątem obrotu płaszczyzny środkowej względem osi x,
a 0 0 0( , , )u v w oznacza przemieszczenie punktu w płaszczyźnie 0z = . Odkształcenia w tej teorii wyrażają się wzorami:
20 0
2(0) (1)0 0
(0) (1)
(0) (1)0
(0) (1)
(0) (1) 0
0 0
12
12
xx xxxx
yy yyyy
yz yz yzy
xz xz xz
xyxy xy x
u wx x
v wy y
wzy
wx
u vy x
ε εεε εε
γ γ γ φγ γ γγ γ γ φ
∂ ∂⎛ ⎞+ ⎜ ⎟∂ ∂⎝ ⎠
⎧ ⎫ ⎧ ⎫ ⎛ ⎞∂ ∂⎧ ⎫ +⎪ ⎪ ⎪ ⎪ ⎜ ⎟⎪ ⎪ ∂ ∂⎝ ⎠⎪ ⎪ ⎪ ⎪⎪ ⎪⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ∂= + =⎨ ⎬ ⎨ ⎬ ⎨ ⎬ +⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ∂⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ∂⎪ ⎪ ⎪ ⎪ ⎪ ⎪⎩ ⎭ +⎩ ⎭ ⎩ ⎭ ∂
∂ ∂+
∂ ∂0 0
00
x
y
yx
x
yz
y xw wx y
φ
φ
φφ
⎧ ⎫⎪ ⎪ ∂⎧ ⎫⎪ ⎪
⎪ ⎪⎪ ⎪ ∂⎪ ⎪⎪ ⎪ ∂⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎪ ∂⎪ ⎪ ⎪ ⎪+⎨ ⎬ ⎨ ⎬
⎪ ⎪ ⎪ ⎪⎪ ⎪ ⎪ ⎪⎪ ⎪ ⎪ ⎪∂∂⎪ ⎪ ⎪ ⎪+⎪ ⎪ ⎪ ⎪∂ ∂⎩ ⎭∂ ∂⎪ ⎪+⎪ ⎪∂ ∂⎩ ⎭
. (7)
Zastosowanie klasycznej teorii laminatów jest ograniczone do bardzo cien-kich laminatów (teoria laminatów pierwszego rzędu nie ma takich ograniczeń).
Teoria laminatów drugiego rzędu nie jest stosowana w tego typu zagadnie-niach, dlatego też zostanie pominięta w niniejszej publikacji.

Przegląd teorii laminowanych kompozytowych płyt i powłok… 159
4. TEORIA LAMINATÓW TRZECIEGO RZĘDU
Równania opisujące przemieszczenie mają postać:
2 30( , , , ) x x xu x y z t u z z zφ θ λ= + + + ,
2 30( , , , ) y y yv x y z t v z z zφ θ λ= + + + , (8)
0( , , , )w x y z t w= ,
gdzie: 0 ( , ,0, )u u x y t= , 0 ( , ,0, )v v x y t= , 0 ( , ,0, )w w x y t= ,
0
xz
uz
φ=
∂⎛ ⎞= ⎜ ⎟∂⎝ ⎠,
0y
z
vz
φ=
∂⎛ ⎞= ⎜ ⎟∂⎝ ⎠,
2
20
2 xz
uz
θ=
⎛ ⎞∂= ⎜ ⎟∂⎝ ⎠, (9)
2
20
2 yz
vz
θ=
⎛ ⎞∂= ⎜ ⎟∂⎝ ⎠,
3
30
6 xz
uz
λ=
⎛ ⎞∂= ⎜ ⎟∂⎝ ⎠,
3
30
6 yz
vz
λ=
⎛ ⎞∂= ⎜ ⎟∂⎝ ⎠.
W tym modelu jest 9 zależnych nieznanych i 9 równań różniczkowych cząst-kowych drugiego rzędu. Liczba tych zależnych nieznanych może być zreduko-wana przez wprowadzenie pewnych warunków. Warunki te oraz wszelkie prze-kształcenia są opisane w [14].
Po zastosowaniu tych przekształceń równania opisujące przemieszczenie ma-ją postać:
3 00 2
4( , , , ) ( , , ) ( , , )3x x
wu x y z t u x y t z x y t zxh
φ φ ∂⎛ ⎞⎛ ⎞= + + − +⎜ ⎟⎜ ⎟∂⎝ ⎠⎝ ⎠,
3 00 2
4( , , , ) ( , , ) ( , , )3y y
wv x y z t v x y t z x y t zyh
φ φ⎛ ⎞∂⎛ ⎞= + + − +⎜ ⎟⎜ ⎟ ∂⎝ ⎠⎝ ⎠, (10)
0( , , , ) ( , , )w x y z t w x y t= .
Odkształcenia w tej teorii wyrażają się wzorami:
(0) (1) (3)
(0) (1) 3 (3)
(0) (1) (3)
xx xx xxxx
yy yy yy yy
xy xy xy xy
z z
ε ε εεε ε ε εγ γ γ γ
⎧ ⎫ ⎧ ⎫ ⎧ ⎫⎧ ⎫⎪ ⎪ ⎪ ⎪ ⎪ ⎪⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪= + +⎨ ⎬ ⎨ ⎬ ⎨ ⎬ ⎨ ⎬
⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪⎩ ⎭ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪⎩ ⎭ ⎩ ⎭ ⎩ ⎭
,
(0) (2)
2(0) (2)
yz yz yz
xz xz xz
zγ γ γγ γ γ
⎧ ⎫ ⎧ ⎫⎧ ⎫ ⎪ ⎪ ⎪ ⎪= +⎨ ⎬ ⎨ ⎬ ⎨ ⎬⎩ ⎭ ⎪ ⎪ ⎪ ⎪⎩ ⎭ ⎩ ⎭
, (11)

R. Wilde, P. Zborała 160
gdzie:
20 0
(0)2
(0) 0 0
(0)
0 0 0 0
12
12
xx
yy
xy
u wx x
v wy y
u v w wy x x y
εεγ
⎧ ⎫∂ ∂⎛ ⎞+⎪ ⎪⎜ ⎟∂ ∂⎝ ⎠⎪ ⎪⎧ ⎫ ⎪ ⎪⎪ ⎪ ⎛ ⎞∂ ∂⎪ ⎪ ⎪ ⎪= +⎨ ⎬ ⎨ ⎬⎜ ⎟∂ ∂⎝ ⎠⎪ ⎪ ⎪ ⎪⎪ ⎪ ⎪ ⎪⎩ ⎭ ∂ ∂ ∂ ∂
+ +⎪ ⎪∂ ∂ ∂ ∂⎪ ⎪⎩ ⎭
,
(1)
(1)
(1)
x
xxy
yy
xyyx
x
y
y x
φ
εφ
εγ φφ
⎧ ⎫∂⎪ ⎪
∂⎪ ⎪⎧ ⎫⎪ ⎪⎪ ⎪ ∂⎪ ⎪ ⎪ ⎪=⎨ ⎬ ⎨ ⎬∂⎪ ⎪ ⎪ ⎪
⎪ ⎪ ⎪ ⎪⎩ ⎭ ∂∂⎪ ⎪+∂ ∂⎪ ⎪⎩ ⎭
,
(3)
(3)1
(3)
0
0
0
2
2
2
2
22
xx
yy
xy
x
y
yx
wx x
wc
y y
wy x x y
φ
εφ
εγ
φφ
⎧ ⎫∂ ∂⎪ ⎪+∂⎪ ⎪∂
⎪ ⎪⎧ ⎫∂⎪ ⎪⎪ ⎪ ∂⎪ ⎪ ⎪ ⎪= − +⎨ ⎬ ⎨ ⎬∂ ∂⎪ ⎪ ⎪ ⎪
⎪ ⎪ ⎪ ⎪⎩ ⎭∂⎪ ⎪∂ ∂
+ +⎪ ⎪∂ ∂ ∂ ∂⎪ ⎪⎩ ⎭
, (12)
0(0)
(0)0
yz
xz
wy y
wx x
φγγ φ
∂⎧ ⎫+⎪ ⎪⎧ ⎫ ∂⎪ ⎪ ⎪ ⎪=⎨ ⎬ ⎨ ⎬∂⎪ ⎪ ⎪ ⎪⎩ ⎭ +⎪ ⎪∂⎩ ⎭
,
0(2)
2(2)0
yz
xz
wy yc
wx x
φγγ φ
∂⎧ ⎫+⎪ ⎪⎧ ⎫ ∂⎪ ⎪ ⎪ ⎪= −⎨ ⎬ ⎨ ⎬∂⎪ ⎪ ⎪ ⎪⎩ ⎭ +⎪ ⎪∂⎩ ⎭
,
gdzie 21 3/4 hc = i 2
2 /4 hc = . Teorie rzędu wyższego niż trzeci nie są używane, ponieważ nakład pracy
niezbędny do rozwiązania powstałego układu równań jest nieuzasadniony w porównaniu z niewielkim wzrostem dokładności obliczeń.
5. ŚCISŁA TEORIA WARSTWOWA
W wyniku zastosowania ścisłej teorii warstwowej (ang. layerwise theory)
otrzymuje się bardziej poprawną – w porównaniu z wcześniej opisanymi teoria-mi – reprezentację przemieszczenia na grubości konstrukcji. Ponadto modelo-wanie w tej teorii jest modelowaniem dwuwymiarowym – przez co rozwiązanie danego problemu wymaga mniejszego nakładu pracy.
Teoria ta nie ma w literaturze polskiego odpowiednika, w wyniku czego wprowadzono nazwę „ścisła teoria warstwowa”. Nazwa ta wynika z charaktery-styki tej teorii, która, dokonując dyskretyzacji konstrukcji, dzieli ją na osobno rozpatrywane warstwy.

Przegląd teorii laminowanych kompozytowych płyt i powłok… 161
Zasadniczą wadą tej teorii jest duża liczba nieznanych zmiennych. W ścisłej teorii warstwowej przemieszczenie k-tej warstwy jest wyrażone
wzorami:
( ) ( ) ( )1
, , , , ,mk k k
j jj
u x y z t u x y t zφ=
= ∑ ,
( ) ( ) ( )1
, , , , ,mk k k
j jj
v x y z t v x y t zφ=
= ∑ , (13)
( ) ( ) ( )1
, , , , ,nk k k
j jj
w x y z t w x y t zψ=
= ∑ ,
gdzie ku , kv , kw reprezentują całkowite przemieszczenia w kierunkach x , y , z ; ( )k
j zφ i ( )kj zψ są ciągłymi funkcjami współrzędnej grubości z ;
( ), ,kju x y t , ( ), ,k
jv x y t , ( ), ,kjw x y t są składowymi przemieszczenia wszystkich
punktów umieszczonych na j-tej warstwie niezdeformowanej konstrukcji. Całkowite przemieszczenie wyraża się wzorami:
( ) ( ) ( )1
, , , , ,N I
II
u x y z t U x y t z=
= Φ∑ ,
( ) ( ) ( )1
, , , , ,N I
II
v x y z t V x y t z=
= Φ∑ , (14)
( ) ( ) ( )1
, , , , ,M I
II
w x y z t W x y t z=
= Ψ∑ ,
gdzie ( ), ,I I IU V W oznacza wartości węzłowe dla węzła ( , , )u v w ; N i M są
liczbą węzłów; IΦ są funkcjami interpolacyjnymi dla dyskretyzacji przemiesz-czeń w płaszczyźnie xy na grubości konstrukcji (zobacz rys. 4); IΨ są funkcja-mi interpolacyjnymi dla dyskretyzacji przemieszczeń w płaszczyźnie xz na gru-bości konstrukcji.
Odkształcenia w tej teorii mają postać:
1 1 1
12
N M MI I JJI Ixx
I I J
WU Wx x x
ε= = =
∂∂ ∂= Φ + Ψ Ψ∑ ∑ ∑
∂ ∂ ∂⎛ ⎞⎛ ⎞
⎜ ⎟⎜ ⎟⎝ ⎠⎝ ⎠
,
1 1 1
12
N M MI I JJI Iyy
I I J
WV Wy y y
ε= = =
∂∂ ∂= Φ + Ψ Ψ∑ ∑ ∑
∂ ∂ ∂⎛ ⎞⎛ ⎞⎜ ⎟⎜ ⎟⎝ ⎠⎝ ⎠
,
1 1 1
N M MI I JJI I Ixy
I I J
WU V Wy x x y
γ= = =
∂∂ ∂ ∂= + Φ + Ψ Ψ∑ ∑ ∑
∂ ∂ ∂ ∂⎛ ⎞ ⎛ ⎞⎛ ⎞
⎜ ⎟⎜ ⎟ ⎜ ⎟⎝ ⎠⎝ ⎠ ⎝ ⎠
, (15)

R. Wilde, P. Zborała 162
1
IM
zz II
dW
dzε
=
Ψ= ∑ ,
1 1
IN M IIyz I
I I
WdV
dz yγ
= =
∂Φ= + Ψ∑ ∑
∂,
1 1
IN M IIxz I
I I
WdU
dz xγ
= =
∂Φ= + Ψ∑ ∑
∂.
Niektóre zastosowania ścisłej teorii warstwowej są opisane w [7], gdzie auto-rzy użyli jej do wyznaczenia deformacji i analizy wibracji płyt kompozytowych i sandwiczowych. Dynamiczna analiza izotropowych kompozytów z użyciem ścisłej teorii warstwowej jest opisana w [1].
Rys. 3. Reprezentacja przemieszczenia i liniowej aproksymacji funkcji ( )I zΦ
Fig. 3. Displacement representation and the linear approximation function ( )I zΦ
Kam i Jan w [8] przedstawili za pomocą ścisłej teorii warstwowej problem
rozwarstwiania się zewnętrznych warstw kompozytu. Ponadto Matsunaga w [11] dokonał interesującego porównania teorii jednowarstwowej i ścisłej teorii war-stwowej.

Przegląd teorii laminowanych kompozytowych płyt i powłok… 163
6. PODSUMOWANIE
W artykule przedstawiono najczęściej stosowane teorie dotyczące laminowa-nych kompozytowych płyt i powłok. Inżynierowie, projektanci i badacze muszą sami dokonać wyboru, czy chcą otrzymać szybko wyniki mniej precyzyjne, czy też są gotowi poświęcić więcej czasu na obliczenia, ale w rezultacie otrzymać wyniki bardzo dokładne.
W dalszych pracach na podstawie stworzonego modelu zostaną porównane wyniki zastosowania opisanych wcześniej teorii.
W problemach optymalizacyjnych najczęściej wykorzystuje się klasyczną teorię laminatów. Wybór ten jest spowodowany stosunkowo prostymi postacia-mi wyrażeń opisujących przemieszczenia, naprężenia i odkształcenia. Jest to istotne z punktu widzenia szybkości obliczeń, gdyż w tego typu problemach funkcja celu może być wywoływana kilkaset bądź kilka tysięcy razy. Tak więc różnice między klasyczną teorią laminatów a innymi teoriami w zakresie czasu obliczeń mogą być bardzo duże.
Materiały kompozytowe nadal są bardzo drogie, jednakże bez wątpienia można stwierdzić, że w przyszłości ich wykorzystywanie będzie stale rosło. Konstrukcje kompozytowe będą się rozwijały między innymi dzięki takim za-stosowaniom, jak promy kosmiczne, satelity, samoloty statki i samochody.
LITERATURA
[1] Adam C., Dynamic analysis of isotropic composite plates using a layerwise theory, Compo-
site Structures, 51, 2001, s. 427–437. [2] Altenbach H., Altenbach J., Kissing W., Mechanics of composite structural elements,
Springer Verlag Berlin–Heidelberg 2004. [3] Bogdanovich A.E., Sierakowski R.L., Composite materials and structures: Science, tech-
nology and structures. A compendium of books, review papers, and others sources of infor-mation, Applied Mechanics Reviews, 52, 12, December 1999, s. 351–366.
[4] Carrera E., An assessment of mixed and classical theories on global and local response of multilayered orthotropic plates, Composite Structures, 50, 2000, s. 183–198.
[5] Carrera E., Developments, ideas, and evaluations based upon Reissner’s Mixed Variational Theorem in the modeling of multilayered plates and shells, Applied Mechanics Reviews, 54, No 4, July 2001, s. 301–329.
[6] Carrera E., Historical review of Zig-Zag theories for multilayered plates and shells, Applied Mechanics Reviews, 56, No. 3, May 2003, s. 287–308.
[7] Ferreiraa A.J.M., Roquea C.M.C., Jorgea R.M.N., Kansa E.J., Static deformations and vibration analysis of composite and sandwich plates using a layerwise theory and multiqua-drics discretizations, Engineering Analysis with Boundary Elements, 29, 2005, s. 1104–1114.
[8] Kam T.Y., Jan T.B., First-ply failure analysis of laminated composite plates based on the layerwise linear displacement theory, Composite Structures, 32, 1995, s. 583–591.
[9] Idlbi A., Karama M., Touratier M., Comparisoion of various laminated plate theories, Composite Structures, 37, 1997, s. 173–184.
[10] Librescu L. Hause T., Recent developments in the modeling and behavior of advanced sandwich constructions: a survey, Composite Structures, 48, 2000, s. 1–17.

R. Wilde, P. Zborała 164
[11] Matsunaga H., A comparison between 2-D single-layer and 3-D layerwise theories for com-puting interlaminar stresses of laminated composite and sandwich plates subjected to thermal loadings, Composite Structures, 64, 2004, s. 161–177.
[12] Muc A., Optymalizacja struktur kompozytowych i procesów technologicznych ich wytwar-zania. Podstawy projektowania materiału, Księgarnia Akademicka, Kraków 2005.
[13] Ostwald M., The sandwich shell structures, w: 3rd Conference Thin-Walled Vessels Karłów 2004.
[14] Reddy J.N., Mechanics of laminated composite plates and shells. Theory and analysis, CRC Press 2004.
[15] Vinson J.R., Sandwich structures, Applied Mechanics Reviews, 54, 3, May 2001, s. 201–214.
Recenzent: dr hab. inż. Wacław Szyc, prof. nadzw.
REVIEW OF DIFFERENT THEORIES OF LAMINATED COMPOSITE PLATES AND SHELLS FOR PRESSURE VESSELS
S u m m a r y
The use of composite materials is growing very rapidly. The aim of this paper is to review
various theories describing displacements and strains of laminated composite plates and shells. This could give enigineers, researchers and graduate students a quick access to the some volume of references on this specific topic in the field of composites. After short introduction there are presented the most commonly used theories for analyzing laminated or sandwich constructions in engineering applications – the classical laminated plate theory and the first-order laminated plate theory. The fourth chapter describes the third-order laminated plate theory and the fifth chapter – layerwise theory which is mostly used in finite element method.
Key words: classical laminated theory, first-order laminated theory, third-order laminated
theory, layerwise theory, laminated composite plates.
mgr Radosław WILDE Politechnika Poznańska, Instytut Mechaniki Stosowanej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652175, e-mail: radosł[email protected]
mgr inż. Piotr ZBORAŁA Politechnika Poznańska, Instytut Mechaniki Stosowanej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 668174364, e-mail: [email protected]

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
______________________________________________________
RADOSŁAW WILDE, PIOTR ZBORAŁA
PRZEGLĄD PODSTAWOWYCH HIPOTEZ „LINII ŁAMANEJ”
PŁYT I POWŁOK KOMPOZYTOWYCH
Praca stanowi przegląd podstawowych hipotez „linii łamanej”, które znalazły zastosowanie
w teoretycznej analizie płyt i powłok kompozytowych. Spośród wielu znanych w literaturze teorii w artykule omówiono jedynie te o charakterze pierwotnym. Zaprezentowano trzy główne hipotezy: Lekhnitskiego, Ambartsumiana oraz Reissnera. Dokonano krótkiej charakterystyki i wstepnie porównanano wymienionione teorie. Omówione zostały związane z hipotezami linii łamanej warunki ciągłości funkcji odkształceń (Zig-Zag) i naprężeń ścinających (interlaminar continuity).
Słowa kluczowe: teorie Zig-Zag, hipotezy linii łamanej, kompozyty wielowarstwowe
1. WPROWADZENIE
Materiały wielowarstwowe należą do najbardziej poszukiwanych materiałów.
Ich główny atut – wysoki stosunek przenoszonego obciążenia do masy – zapewnia zastosowanie w wielu gałęziach przemysłu. Konstrukcje wielowarstwowe charakteryzują się również innymi właściwościami, takimi jak: dobre tłumienie wibracji, właściwości termoizolacyjne, zwiększona odporność na korozję w przypadku kompozytów i tworzyw sztucznych oraz dobra wytrzymałość zmęczeniowa.
Pomimo znaczących zalet konstrukcje wielowarstwowe nie są pozbawione pewnych dosyć istotnych wad. Należy tu wymienić: małą odporność na przenoszenie obciążeń skupionych, podatność na utratę stateczności, szczególnie konstrukcji cienkościennych, oraz problemy związane z procesem wytwarzania. Modele stosowane przy badaniu utraty stateczności konstrukcji wielowarstwowych wprowadzają wiele uproszczeń w procesie obliczania. Metoda elementów skończonych może być jedynie elementem wspomagającym obliczenia, a nie kluczowym sposobem rozwiązywania problemów.
Wykorzystanie odpowiedniej teorii, która prawidłowo opisywałaby naprężenia i odkształcenia w wielowarstwowych konstrukcjach kompozytowych, jest najważniejszym elementem w procesie projektowania tych konstrukcji.

R. Wilde, P. Zborała 166
2. PRZEGLĄD PODSTAWOWYCH TEORII LINII ŁAMANEJ
2.1. Ciągłości funcji odkształceń (ZZ) i naprężeń stycznych (IC)
Aby sprostać wymaganiom ciągłości odkształceń i naprężeń stycznych wzdłuż grubości warstw kompozytu, opracowano teorie linii łamanej. Wymóg ciągłości klasy zerowej tych dwóch wielkości fizycznych w literaturze jest opisywany jako 0
zC . Podstawą rozważanych teorii jest założenie, że odkształcenia w warstwach przybierają kształt linii łamanej. To założenie prowadzi do uzyskania całkowicie innych wartości przemieszczeń, jakim ulegają poszczególne warstwy jako całość pod wpływem obciążenia zewnętrznego oraz rozkładu naprężeń w konstrukcji, niż w przypadku oddzielnego rozpatrywania warstw. Różnica między przebiegiem odkształceń i naprężeń stycznych w konstrukcji jedno- i wielowarstwowej jest pokazana na rys. 1.
Z historycznego punktu widzenia pierwszym, który wprowadził linię łamaną do opisu odkształceń poszczególnych warstw w kompozycie, był rosyjski naukowiec Lekhnitski [6], badający sztywności wielowarstwowej belki wykonanej z wielu warstw materiału. Jego prace były długo tłumaczone na język angielski, jednakże pomysł wykorzystania linii łamanej do opisu odkształceń zapoczątkował rozwój kilku innych hipotez.
Innymi znaczącymi hipotezami były dwie niezależnie od siebie opracowane teorie: Ambartsumiana (1958), dotycząca płyt anizotropowych, będąca rozwinięciem teorii Reissnera-Midlina, oraz Reissnera (1985), oparta na
x
z
y x
z
y
y x
z
y x
z
PRZEMIESZCZENIA NAPRĘŻENIA STYCZNE
Rys. 1. Różnica w rozkładzie przemieszczeń i naprężeń ścinających w jednorodnym izotopowym materiale (a) i trójwarstwowym kompozycie (b)
Fig. 1. The difference in displacement and transverse shear stress fields in one-layer izotropic structure (a) and a three-layer composite (b)
b)
a)

Przegląd podstawowych hipotez „linii łamanej” płyt i powłok kompozytowych 167
twierdzeniu wariacyjnym trójwarstwowych konstrukcji z uwzględnieniem warunku Koitera (1959).
2.2. Teoria Lekhnitskiego
W swoich pracach [6, 7] Lekhnitski rozpatrywał konstrukcję złożoną
z warstwy drewna oraz stali (rys. 2). W celu matematycznego opisu parametrów warstw została wprowadzona funkcja naprężeń dla k-tej warstwy φk, którą zapisać można w postaci:
3 2 3 2( , )6 2 3 2
k k k k kk
a b A Bx z z z x z z C zϕ ⎛ ⎞= + + + +⎜ ⎟⎝ ⎠
. (1)
Funkcja naprężeń powiązana jest z naprężeniami za pomocą relacji:
2
2 ,XX zϕσ ∂=
∂
2
2 ,ZZ xϕσ ∂=
∂
2
XZ x zϕσ ∂= −
∂ ∂. (2)
Ponadto zachodzi zależność:
4 4 4
4 2 2 4 0x x z zϕ ϕ ϕ∂ ∂ ∂+ + =
∂ ∂ ∂ ∂. (3)
Proste obliczenia wykorzystujące powyższe zależności prowadzą do następujących wniosków: – naprężenia normalne w kierunku grubości z
są zaniedbywalne
0ZZσ = , (4)
– naprężenia normalne σXX wykazują liniową zależność od współrzędnej x
( , ) (2 )XX k k k kx z a z b x A z Bσ = + + + , (5)
– naprężenia ścinające zmianiają się parabolicznie wraz z grubością z i nie zależą od x
2( )XZ k k kz A z B z Cσ = − − − , (6) gdzie , , , , ,k k k k k ka b c A B C są stałymi niezależnymi od współrzędnej z.
Rys. 2. Naprężenia ścinające
w dwuwarstwowej konstrukcji. Źródło: [6]
Fig. 2. Shear stress values in a two-layer structur [6]

R. Wilde, P. Zborała 168
Aby uzyskać wartości stałych, należało wprowadzić pewne założenia: 1) przemieszczenie warstw można uzyskać, wykorzystując zależności z prawa
Hooke’a dla przypadku konstrukcji wielowarstwowej:
1kk kkXX ZZk k
wux E E
σ σ∂ = −∂
, 1k k
k kXX ZZk k
v wz E E
σ σ∂ = − +∂
,
1k k
kXZk
u wz x G
σ∂ ∂+ =∂ ∂
, dla 1, 2,...,k N= ; (7)
wymagania Zig-Zag dotyczące ciągłości przemieszczeń można przedstawić następująco: indeks T odnosi się do wartości zmiennych na górze powłoki, indeks B odnosi się do wartości zmiennych na dole powłoki
1 2T Bu u= , 2 3
T Bu u= , 1 2T Bw w= , 2 3
T Bw w= ; (8)
2) wymagania ciągłości naprężeń stycznych i normalnych:
1 2T BXX XXσ σ= , 2 3
T BXX XXσ σ= ,
1 2T BXZ XZσ σ= , 2 3
T BXZ XZσ σ= ; (9)
3) wartości naprężeń na górze i na dole konstrukcji wielowarstwowej:
1 3 0B TXZ XZσ σ= = , 1 3 0B T
ZZ ZZσ σ= = ; (10)
4) równania równowagi pomiędzy obciążeniami zewnętrznymi a naprężeniami w materiale:
Rys. 3. Belka rozważana przez Lekhnitskiego. Źródło: [3]
Fig. 3. Cantilever beam considered by Lekhnitskii [3]

Przegląd podstawowych hipotez „linii łamanej” płyt i powłok kompozytowych 169
11
0n hn
ZZhc dzσ =∑∫ , (11)
1
1
n hn
XXh
M Pxc zdzH
σ −=∑∫ , (12)
1
1
n hn
XZh
Pc dzH
σ = −∑∫ . (13)
Funkcje przemieszczeń przybierają następujące postacie:
2 2( , ) ( )2
k k kk kk k k
A B xu x z x z x a z bE E E
= + + + +
3 21( )( )2
k kk
k kk kk
Av Bz z zE G E
α β+ − + − + , dla 1, 2,...,k N= , (14)
3 2 2( , ) ( )3 2
kk k k k
k k kk k k k
A a Cww x z x x A z B z xE E E G
α⎡ ⎤= − − + − + − + −⎢ ⎥
⎣ ⎦
2( )2
kk
k kk
aw z b zE
γ− + + , dla 1, 2,...,k N= ; (15)
a funkcje naprężeń odpowiednio:
1 26 ( )(2 )k k
XXE Px M S SSc
σ = − + − , dla 1, 2,...,k N= , (16)
1 26 ( )k k
XZPE z S z SSc
σ = − − , dla k = 1,
12 2 2 2 2 2
11
6 ( ) ( )k
kXZ s k k
s
P S h h E z h ESc
σ=
=
⎧ ⎡ ⎤= − + − −⎨ ⎢ ⎥⎣ ⎦⎩∑
1
2 2 22
1( ) ( )
k
s k s ks
S h h E z h E−
=
⎫⎡ ⎤− − + − ⎬⎢ ⎥⎣ ⎦⎭∑ , dla 1, 2,..., 1k N= − ,
[ ]2 16 ( ) ( )k k
XZ k kPE h z S S h zSc
σ = − − − + , dla 1, 2,...,k N= . (17)
Wnioski z rozważań przeprowadzonych na podstawie hipotezy Lekhnitskiego są następujące:

R. Wilde, P. Zborała 170
– przemieszczenia wzdłużne u są funkcją III stopnia współrzędnej x według równiania (14),
– przemieszczenia poprzeczne w są funkcją III stopnia współrzędnej x oraz funkcją II stopnia współrzędnej z zgodnie z zależnością (15),
– spełnione są wymagania ciągłości funkcji odkształceń i naprężeń klasy 0zC wzdłuż grubości kompozytu,
– pomimo nierozpatrywania naprężeń normalnych w kierunku grubości konstrukcji 0ZZσ = (4) uwzględniony został wpływ przemieszczeń podłużnych u na wartość przemieszczeń poprzecznych w (15) (efekt Poissona),
– zalecenie Koitera [8] o jednoczesnym uwzględnieniu odkształceń i naprężeń styczych nie zostało całkowicie spełnione.
2.3. Teoria Ambartsumiana
Hipoteza Ambartsumiana jest rozwinięciem klasycznej teorii Reissnera-
-Midlina dotyczącej płyt izotropowych do przypadku konstrukcji wielowarstwowej. Podstawowymi założeniami teorii Ambartsumiana [1, 2] są: – opis jednowarstwowych anizotropowych płyt i powłok, – uzyskanie równań płyt wielowarstwowych, opisujących reakcję na obciążenia
zewnętrzne z uwzględnieniem wymogów ciągłości funkcji 0zC ,
– uwzględnienie zalecenia Koitera [8] dotyczącego równoczesnego rozpatrywania odkształceń oraz naprężeń, które nie zostało ujęte w teorii Reissnera-Midlina. W celu ułatwienia obliczeń wprowadzone zostały współrzędne krzywoliniowe
,α β płaszczyzny odniesienia Ω dla płyty lub powłoki (rys. 4).
Przemieszczenia poszczególnych warst przyjmują odpowiednio postacie: Przemieszczenia poszczególnych warstw w nowym układzie współrzędnych
Rys. 4. Płaszczyzna odniesienia Ω ze współrzędnymi α i β Fig. 4. Reference surface Ω with coordinates α and β

Przegląd podstawowych hipotez „linii łamanej” płyt i powłok kompozytowych 171
Przemieszczenia warstw przybierają odpowiednio formę:
, 00 0( , , ) z
w uu z u z u zA Rα
α αα β φ γα
⎛ ⎞= + = + − −⎜ ⎟
⎝ ⎠, (18)
, 00 0( , , ) z
w vv z v z v zB Rβ
β βα β φ γβ
⎛ ⎞= + = + − −⎜ ⎟
⎝ ⎠, (19)
0( , , )w z wα β = . (20)
Naprężenia styczne są określone następujaco:
,( , , ) ( )z z G wα α ασ α β φ= + ,
,( , , ) ( )z z G wβ β βσ α β φ= + , (21)
gdzie ,α βφ φ są niewiadomymi funkcjami, ,z zα βγ γ są odkształceniami od naprężeń ścinających.
Istotne zmiany zaproponowane w teorii Ambartsumiana: – linie prostopadłe do powierzchni odniesienia Ω nie zmieniają swojej długości
po odkształceniu, – zaniedbanie naprężeń ZZσ normalnych do powierzchni Ω , – naprężenia ścinające zασ i zβσ zmieniają się w funkcji IV rzędu wzdłuż
grubości materiału. Zmiany te prowadzą zależności dla funkcji naprężeń stycznych:
13( , , ) ( ) ( , )k k
xz k xx y z G f z A x yσ φ⎡ ⎤= +⎣ ⎦ ,
23
( , , ) ( ) ( , )k kyz k yx y z G f z A x yσ φ⎡ ⎤= +⎣ ⎦ , (22)
gdzie odpowiednio: ( )f z jest funkcją współrzędnej grubości z (grubości), 13kG
i 23kG są modułami sztywności podłużnej k-tej warstwy, xφ i yφ są
niewiadomymi funkcjami, ,k kA B są stałymi, które można uzyskać przez rozpatrzenie warunków na górze i na dole każdej warstwy, a także wymogu ciągłości naprężeń i odkształceń. Funkcje przemieszczenia warstw wzdłuż współrzędnych x i z przedstawiają się następująco:
, 113
( , , ) ( ) ( )k kix o x x xk
Au x y z zw J z z R sign zG
φ φ φ= − + + + ,

R. Wilde, P. Zborała 172
, 223
( , , ) ( ) ( )k kix o y x yk
Av x y z zw J z z R sign zG
φ φ φ= − + + + , (23)
0( , , )kw x y z w= ,
gdzie 1 2,k kR R uzyskuje się przez wprowadzenie ciągłości funkcji klasy 0zC .
Niezależnie od tego, że teoria Ambartsumiana zapewnia dobry opis wielowarstwowych płyt i powłok z uwzględnieniem wymogu 0
zC , doczekała się ona kilku istotnych przekształceń i rozwinięć. Ze względu na charakter artykułu nie zostaną one tu szerzej opisane.
2.4. Teoria Riessnera
Teoria Reissnera [12, 13] jest rozwinięciem równania wariacyjnego Reissnera konstrukcji wielowarstwowych z uwzględnieniem wymagań ciągłości
0zC . Wymóg ten spełniony jest przez wprowadzenie dwóch niezależnych
macierzy parametrów: przemieszczeń warstw , ,u v w oraz pola naprężeń
, ,XX ZZ XZσ σ σ . W celu właściwego opisu równania równowagi zaproponowano dwojaki sposób analizy odkształceń: geometryczny , ,xxG zzG xzGε ε ε oraz oparty na wykorzystaniu zależności prawa Hooke’a
, ,xxH zzH xzHε ε ε . Odkształcenia te obowiązuje zależność:
0H Gε ε− = . (24)
Podstawowe równanie równowagi teorii Reissnera przedstawia się następująco:
( )( )T T TpG pH nG nM nM nG nH e
V V
dV u u dV Lδ ε σ δ ε σ δ σ ε ε ρ δ δ+ + − = +∫ ∫ && , (25)
gdzie: V – objętość konstrukcji, p – parametry płaszczyzny xy, n – parametry płaszczyzny xz, M dotyczy założonego modelu, eLδ – praca wykonana przez siły zewnętrzne.
2.5. Rozwinięcie teorii Reissnera przez Murakamiego
Rozwinięcie Murakamiego [10, 11] opiera się na wprowadzeniu do funkcji przemieszczeń ( 1) , ( 1)k k
k x k yD Dξ ξ− − ; dzięki temu zabiegowi odkształcenia w warstwach przybierają kształt linii łamanej, jak pokazano na rys. 5.

Przegląd podstawowych hipotez „linii łamanej” płyt i powłok kompozytowych 173
Odkształcenia określone są dla każdej warstwy za pomocą równań:
0( , , ) ( , ) ( , ) ( 1) ( , )k kx k xu x y z u x y z x y D x yφ ξ= + + − ,
0( , , ) ( , ) ( , ) ( 1) ( , )k ky k yv x y z v x y z x y D x yφ ξ= + + − , (26)
0( , , ) ( , )kw x y z w x y= ,
gdzie 2 /k k kz hξ = jest bezwymiarowym parametrem. Zgodnie z rozważaniami Murakamiego [10] naprężenia ścinające dla każdej
warstwy określone są zależnościami jak poniżej:
0( , , ) ( , ) ( )k kTxz xz kx y z x y F zσ σ= + 1 2( ) ( , ) ( , ) ( )k kB
k x xz kF z R x y x y F zσ+ ,
0( , , ) ( , ) ( )k kTyz yz kx y z x y F zσ σ= + 1 2( ) ( , ) ( , ) ( )k kB
k y yz kF z R x y x y F zσ+ . (27)
Funkcje zmieniające się wzdłuż grubości 0 1 2, ,F F F mogą być wyliczone z wykorzystaniem zależności:
20
1 34 k kF ξ ξ= − + + ,
2
13 12
2k
k
Fhξ−= , 2
21 34 k kF ξ ξ= − − + . (28)
Oprócz rozwinięcia Murakamiego teoria Reissnera doczekała się wielu zmian i rozszerzeń, jednak nie będą one przedstawione w tym artykule.
Rys. 5. Wynik wprowadzenia funkcji Murakamiego do opisu pola odkształceń, pierwszego rzędu (a) i wyższych rzędów (b)
Fig. 5. The result of applying Murakami’s functions to displacement filed, first order deformation (a) and higher order deformation (b)
a) b)

R. Wilde, P. Zborała 174
3. WNIOSKI
W niniejszym artykule przybliżono podstawowe teorie, które zapoczątkowały rozwój wielu innych teorii i hipotez i umożliwiły wstępne ich porównanie. Teoria Lekhnitskiego, zaprezentowana jako teoria pierwotna, nie doczekała się jednak znaczących rozwinięć. W teorii Ambartsumiana, chociaż dobrze opisuje ona płyty i powłoki, nie jest uwzględniany warunek Koitera, w odróżnieniu od teorii Reissnera, która w pełni go uwględnia.
Autorzy zdają sobie sprawę z konieczności przeprowadzenia analizy numerycznej wszystkich trzech teorii w celu ich dokładnego porównania. Analiza zastosowania omówionych metod na przykładzie badania prostego modelu trójwarstwowego kompozytu mogłamy stanowić odpowiednie narzędzie do weryfikacji opisanych w artykule hipotez linii łamanej. Ze względu na opisowy charakter pracy porówananie takie zostanie przeprowadzone w innym artykule.
LITERATURA
[1] Ambartsumian S.A., Constribution to the theory of anisotropic layered shells, Applied
Mechanics Reviews, 15, 1962, s. 245–249. [2] Ambartsumian S.A., Nontraditional theories of shells and plates, Applied Mechanics
Reviews, 55, No 5, 2002, s. 35–44. [3] Carrera E., Historical review of Zig-Zag Theories for multilayered plates and shells,
Applied Mechanics Reviews, 56, No 3, 2003, s. 287–308. [4] Carrera E., An assesment of mixed and classical theories on global and local response of
multilayered orthrotropic plates, Composite Structures, 50, 2000, s. 183–198. [5] Carrera E., C0 Reissner-Midlin multilayered plate elements including zig-zag and
interlaminar stresses continuity, Int. J. Numer. methods Eng., 39, 1996, s. 1797–1820. [6] Lekhnitskii S.G., Strenght calculation of composite beams, Vestnik inzhen i tekhnikov, No.
9, 1935. [7] Lekhnitskii S.G., Anisotropic Plates, 2nd Edition, translated from the 2nd russian Edited by
SW Tsai and Cheron, Bordon and Breach, 1968. [8] Koiter W.T., A consistent first approximation in the general theory of thin elastic shells, w:
Proc. of Symp. On the Theory of Thin Elastic Shells, 1959, s. 12–23. [9] Magnucki K., Ostwald M., Stateczność i optymalizacja konstrukcji trójwarstwowych,
Poznań–Zielona Góra 2001. [10] Murakami H., Laminated composite plate theory with improved in-plane responses, w:
ASME Proc of PVP Conf, New Orleans, 98-2, 1985, s. 257–263. [11] Murakami H., Laminated composite plate theory with improved in-plane responses, w:
ASME J. Applied Mechanics, 53, 1986, s. 661–666. [12] Reissner E., On a certain mixed variational theory and a proposed application, Int. J. Numer.
Methods Eng., 20, 1984, s. 1366–1368. [13] Reissner E., On a mixed variational theorem and on a shear deformable plate theory, Int. J.
Numer. Methods Eng., 23, 1986, s. 193–198.
Recenzent: dr hab. inż. Tadeusz Wegner, prof. nadzw.

Przegląd podstawowych hipotez „linii łamanej” płyt i powłok kompozytowych 175
REVIEW OF BASIC “BROKEN-LINE” HYPOTHESIS FOR COMPOSITE PLATES AND SHELLS
S u m m a r y
The purpose of this paper is to present basic knowlegde about fundamental “broken-line”
hypothesis that deal with multilayered composite structures. Three main theories were described: Lekhnitskii’s, Ambartsumian’s and Reissner’s. Only Murakami’s contribution to Reissner’s theory was presented. Comparing the theories was of strictly theoretical meaning and none of the numerical calculations were performed. The proper numerical computation will be provided in further works.
Key words: broken-line hypothesis, composites, Zig-Zag theories, multilayered
structure, interlaminar continuity
mgr Radosław WILDE Politechnika Poznańska, Instytut Mechaniki Stosowanej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652175, e-mail: [email protected]
mgr inż. Piotr ZBORAŁA Politechnika Poznańska, Instytut Mechaniki Stosowanej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 668174364, e-mail: [email protected]

R. Wilde, P. Zborała 176

Z E S Z Y T Y N A U K O W E P O L I T E C H N I K I P O Z N A Ń S K I E J Nr 7 Budowa Maszyn i Zarządzanie Produkcją 2007
JAN ŻUREK, OLAF CISZAK, ROBERT CIEŚLAK, MARCIN SUSZYŃSKI
METODYKA PROJEKTOWANIA ERGONOMICZNEGO
STANOWISKA MONTAŻU RĘCZNEGO
W pracy zaproponowano algorytm ergonomicznego dopasowania stanowiska montażu drob-
nych części do wymiarów antropometrycznych pracownika. Przedstawiono zależności pomiędzy pracą ręczną człowieka a wzrostem wydajności. Starano się jednocześnie zagwarantować zmniej-szenie obciążenia fizycznego i psychicznego pracownika w procesach montażu.
Słowa kluczowe: stanowisko montażu ręcznego
1. WPROWADZENIE
Jednym z podstawowych elementów każdej struktury organizacyjnej procesu technologicznego montażu jest stanowisko użytkowane przez człowieka. Czło-wiek jest bezpośrednim wykonawcą prac oraz operacji montażowych i w bardzo wielu przypadkach narażony jest na znaczące obciążenia fizyczne i psychiczne. Istotne jest więc przystosowanie (optymalne) tego stanowiska do ściśle określo-nych w projekcie procesu technologicznego montażu zadań oraz do wykonawcy. Wdrażanie rozwiązań ergonomicznych do procesu technologicznego montażu stwarza możliwość znalezienia rezerw wydajności, podniesienia jakości pracy czy zmniejszenia liczby błędów popełnianych przez człowieka w trakcie czyn-ności montażowych. Minimalizacja liczby ruchów wykonywanych podczas czynności montażowych wpływa na poprawną i wygodną pozycję ciała podczas pracy. Tak więc w projektowaniu montażowych stanowisk pracy ręcznej należy kierować się względami zarówno ergonomicznymi, jak i technologicznymi. Stanowiska powinny być tak zaprojektowane, by zapewniały ekonomiczny przebieg procesu montażu z uwzględnieniem zasad ergonomii, minimalizują-cych psychiczne i fizyczne zmęczenie pracowników. Ergonomiczne dostosowa-nie stanowisk montażu ręcznego jest obecnie w większości przypadków margi-nalizowane w praktyce przedsiębiorstw, mimo że wymaga niewielkich nakładów przy znaczących korzyściach, które może przynieść.

J. Żurek, O. Ciszak, R. Cieślak, M. Suszyński 178
2. ALGORYTM ERGONOMICZNEGO DOPASOWANIA STANOWISKA MONTAŻU DROBNYCH CZĘŚCI DO WYMIARÓW
ANTROPOMETRYCZNYCH UŻYTKOWNIKA
Bardzo istotne, a zarazem często niedoceniane, jest odpowiednie wymiaro-wanie stanowiska montażu ręcznego. Sposoby i miejsce wykonywania czynno-ści montażowych powinny zostać dopasowane zarówno do przestrzeni pracy, jak i do indywidualnych cech charakteryzujących wykonawcę czynności montażo-wych. Praca na stanowisku montażu ręcznego drobnych części może przebiegać zarówno w pozycji siedzącej czy stojącej, jak i w dowolnie wybranej przez wy-konawcę czynności montażowych (stanowisko pracy stojąco-siedzącej). Po za-poznaniu się z istniejącym w Zakładzie Projektowania Technologii stanowi-skiem montażu oraz po rozpatrzeniu specyfiki zabiegów montażowych drobnych części, wymagających dużej precyzji, uznano, że pozycja siedząca wydaje się bardziej odpowiednia (zapewnia większy „spokój” rąk oraz mniejsze obciążenie nóg i stóp) i z tego powodu tylko ona podlega dalszej analizie. Według po-wszechnie przyjętych zaleceń podstawowe wymiary oraz parametry stanowiska montażu ręcznego powinny być tak dobrane, aby zapewniały wygodną pracę w pozycji siedzącej. Struktura przestrzenna stanowiska pracy powinna być dosto-sowana do indywidualnych właściwości fizycznych oraz psychofizycznych użytkownika. Rozwiązaniem umożliwiającym takie dostosowanie jest wspo-mniane wcześniej, zbudowane z wykorzystaniem wspomagania komputerowe-go, modułowe stanowisko montażu ręcznego firmy BOSCH GmbH (rys. 1).
Stanowisko takie składa się z modułów opartych na profilach aluminiowych, które poza trwałością umożliwiają elastyczne budowanie linii opartej na monta-żu ręcznym. Z gotowych modułów można w prosty sposób zbudować całe ergo-nomiczne stanowisko do montażu ręcznego; większość jego części można w łatwy sposób dostosowywać do wymiarów antropometrycznych pracownika (np. elektryczny regulator wysokości powierzchni stołu). Innym atutem takiego roz-wiązania jest bardzo duża różnorodność elementów, umożliwiająca budowanie wielu konfiguracji stanowisk z wykorzystaniem wspomagania komputerowego, w czym przykładowo pomaga dedykowane do tego zadania pracujące w środo-wisku CAD oprogramowanie FMS SOFT firmy BOSCH GmbH.

Metodyka projektowania ergonomicznego stanowiska montażu ręcznego 179
Rys. 1. Modułowe stanowisko montażu ręcznego: a) projekt wykonany z wykorzystaniem progra-mu FMS SOFT firmy BOSCH GmbH [1]: 1 – oświetlenie, 2 – gniazda zasilania, 3 – odciąg, 4 – tablica informacyjna, 5 – płyta, 6 – siedzisko ergonomiczne, 7 – stół roboczy z elektryczną regu-lacją wysokości, 8 – podnóżek; b) wykonanie projektu – stanowisko montażu ręcznego w Labora-
torium Pracowni Technologii Montażu i Robotyzacji (opracowanie własne) Fig. 1. Module manual assembly workstation: a) the project was carried out with the use of FMS
SOFT by BOSCH GmbH [6]: 1 – lighting, 2 – socket, 3 – guy line, 4 – information board, 5 – plate, 6 – ergonomic seat, 7 – working table with electric height-adjustment, 8 – footrest; b) carry-ing out of the project – manual assembly stand in the laboratory (Institute of Applied Mechanics)
3. DOSTOSOWANIE SIEDZISKA (KRZESŁA OBROTOWEGO Z OPARCIEM)
DO WYMIARÓW ANTROPOMETRYCZNYCH UŻYTKOWNIKA
Poprawne zajęcie pozycji siedzącej przez człowieka gwarantuje: – odpowiednia długość, szerokość i pochylenie płyty siedziska wraz z możli-
wością regulowania jej wysokości, tak by możliwe było dopasowanie całego układu stanowiska montażu do cech antropometrycznych pracownika,
– odpowiednia wysokość oparcia tylnego (powinna kształtować się powyżej lędźwi),
– wyprofilowane podpory pod plecy (wsparcie kręgosłupa w okolicy lędźwio-wej) oraz płyty siedziska (zmniejszenie ucisku ud i poprawienie krążenia w kończynach dolnych),
– regulacja głębokości siedzenia, – stabilna 5-ramienna obrotowa podpora, – kąt oparcia nieulegający zmianie pod naciskiem masy ciała.
Spełnienie tych warunków oraz odpowiednie dopasowanie parametrów sta-nowiska do użytkownika ułatwia utrzymanie równowagi ciała podczas siedzenia oraz zapewnia dużą swobodę ruchów kończyn, gwarantując przy tym prawidło-
1
2
3
7
8
6
5
4

J. Żurek, O. Ciszak, R. Cieślak, M. Suszyński 180
wą pozycję ciała podczas pracy. Umożliwiają one, co oczywiste, dłuższą pracę bez występowania objawów zmęczenia u osoby pracującej na stanowisku mon-tażu ręcznego. W tabeli 1 przedstawiono algorytm dopasowania siedziska z oparciem do wymiarów antropometrycznych użytkownika. Na rysunku 2 poka-zano natomiast przykładowy szkic modułowego stanowiska montażu ręcznego.
Tabela 1
Cechy antropometryczne dotyczące siedziska z oparciem - bez podłokietników (rys. 2.) Anthropometric features of the seat with a backrest, without armrests (fig.2.)
Nr czynności
Cecha antropome-
tryczna
Parametr obiektu
technicznego
Czynność do wykonania
1 wysokość podkolanowa
wysokość siedziska
ustawić wysokość siedziska (A1), tak by nie była większa (w praktyce powinna być ok. 5 cm mniej-sza) niż wymiar wysokości podkolanowej (należy tu uwzględnić wysokość od płyty podnóżka)
2 siedzeniowa głębokość podkolanowa
głębokość siedziska
głębokość siedziska powinna być nie większa (w praktyce powinna być ok. 5 cm mniejsza) niż wymiar siedzeniowej głębokości podkolanowej (A2)
3 siedzeniowa głębokość podkolanowa
kąt odchyle-nia płyty siedziska
odchylenie płyty siedziska ustawić na ok. 5–7 o
4
siedzeniowa wysokość barkowa
wysokość oparcia
ustawić wysokość oparcia, tak by podpierało plecy na odcinku lędźwiowym (poniżej lędźwi) kręgo-słupa i aby jego górna część sięgała do wysokości podłopatkowej; oparcie powinno być w ciągłym kontakcie z plecami użytkownika
wysokość lordozy lędźwiowej
wysokość kyfozy piersiowej
siedzeniowa wysokość oczna
5
wysokość lordozy lędźwiowej
kąt odchylenia oparcia
kąt odchylenia oparcia ustawić na ok. 10o, tak by zapewniał maksymalny komfort pracy, oparcie nie powinno ulegać odchylaniu pod wpływem nacisku ciężaru ciała wysokość
kyfozy piersiowej
Opracowanie własne na podstawie [3, 4, 6]

Metodyka projektowania ergonomicznego stanowiska montażu ręcznego 181
Rys. 2. Przykładowy szkic stanowiska montażu ręcznego. Opracowanie własne na podstawie materiałów firmy BOSCH GmbH [1]
Fig. 2. Sample draft of a manual assembly stand. Own research based on BOSCH GmbH’s resources [1]
4. DOSTOSOWANIE STOŁU ROBOCZEGO DO WYMIARÓW
ANTROPOMETRYCZNYCH UŻYTKOWNIKA
W tabeli 2 przedstawiono algorytm dopasowania stołu roboczego stanowiska montażu ręcznego do wymiarów antropometrycznych użytkownika (rys. 3).
Rys. 3. Dopasowanie wysokości stołu roboczego i krzesła do wymiarów antropometrycznych
pracownika (opracowanie własne) Fig. 3. Adjustment of a chair and a working table to worker’s anthropometric size (own research)

J. Żurek, O. Ciszak, R. Cieślak, M. Suszyński 182
Tabela 2
Cechy antropometryczne dotyczące stołu roboczego (rys. 3) Anthropometric features of a working table (fig. 3)
Nr czynności
Cecha antropometryczna
Parametr obiektu technicznego
Czynność do wykonania
6
wysokość podkolanowa wysokość od płaszczyzny podnóżka do spodu płasz-czyzny blatu roboczego
ustawić wysokość spodu płaszczyzny roboczej (bla-tu), tak by była większa od wysokości podkolanowej powiększonej o grubość uda (H1+H2<H3)
grubość uda
7 wysokość blatu roboczego
wysokość blatu roboczego (H3+grubość płyty blatu roboczego) <H4 (wysokość zgiętego łokcia)
8 szerokość międzyłokciowa
min. szerokość blatu roboczego
min. szerokość blatu robo-czego > szerokość między-łokciowa
9 kąt maks. odchylenia uda w bok
szerokość między nogami stołu
brak możliwości regulacji (zalecane min. 80 cm)
10 długość kończyny dolnej wyciągniętej maksymal-nie do przodu
min. głębokość stołu brak możliwości regulacji (zalecane min. 70 cm)
11 największa głębokość tułowia w pozycji siedzącej
odległość krawędzi blatu roboczego od oparcia
ustawić odległość krawędzi blatu roboczego od oparcia, tak by była większa od największej głębokości tułowia w pozycji siedzącej i zapewniała komfort pracy
Opracowanie własne na podstawie [3, 4, 6]
5. DOSTOSOWANIE STANOWISKA MONTAŻU RĘCZNEGO DO
WARUNKÓW PERCEPCJI INFORMACJI UŻYTKOWNIKA
Ukształtowanie pola widzenia jest jednym z zasadniczych działań przy pro-jektowaniu stanowiska montażu ręcznego. Około 80% wszystkich informacji przyjmowanych przez człowieka ze źródeł zewnętrznych odbierane jest właśnie tym zmysłem. Położenie głowy zapewniające najmniejsze zmęczenie oraz uciąż-liwość związane jest z ustawieniem centralnej linii widzenia, tzn. tak, jak to przedstawiono na rys. 4. Przestrzeń, którą wyznacza ta linia, wraz z określonymi tolerancjami oraz odległościami (tab. 3), jest najlepszym miejscem do wykony-wania czynności montażowych.

Metodyka projektowania ergonomicznego stanowiska montażu ręcznego 183
Rys. 4. Spoczynkowa linia wzroku i normalne pole widzenia [2]
Fig. 4. Resting line of sight and the regular field of vision [2]
Tabela 3
Odległość płaszczyzny pracy od oczu pracownika Distance between worker’s eyes and work plane
Nr czynności
Parametr obiektu technicznego Czynność do wykonania
12
odległość płaszczyzny pracy od oczu operatora dla monta-żu małych i średnich elemen-tów
odległość płaszczyzny pracy od oczu operatora (montowa-nych elementów) powinna wynosić ok. 250–400 mm
Opracowanie własne na podstawie [3, 4, 6]
6. DOSTOSOWANIE ROZMIESZCZENIA NARZĘDZI, MATERIAŁÓW
I POJEMNIKÓW DO WYMIARÓW ANTROPOMETRYCZNYCH UŻYTKOWNIKA
Przestrzeń pracy na stanowisku montażu ręcznego jest aranżowana z wyko-
rzystaniem takiego wyposażenia technologicznego, jak m.in.: narzędzia (wkrę-taki pneumatyczne i elektryczne, nitownice, lutownice), części łączne, magazy-ny, systemy transportu, uchwyty pomocnicze, tablice informacyjne, pojemniki, urządzenia pomocnicze oraz wyposażenie dodatkowe. Wspomniane elementy stanowiska należy ustawić zgodnie z biomechaniką ruchów człowieka, kolejno-ścią, ważnością i częstością ich wykonywania oraz rodzajem pełnionej funkcji.

J. Żurek, O. Ciszak, R. Cieślak, M. Suszyński 184
Pojemniki na części i narzędzia powinny być rozmieszczone łukowo w gra-nicach ruchów optymalnych, gdy wykorzystywane są często, lub maksymal-nych, gdy człowiek sięga do nich rzadziej (rys. 5). W tabeli 4 zaproponowano zasady rozmieszczenia elementów wyposażenia stanowiska montażu ręcznego, tak aby były jak najlepiej dopasowane do wymiarów antropometrycznych użyt-kownika.
Rys. 5. Określenie stref zasięgu ruchów wykonywanych przez człowieka na płaszczyźnie: 1 – optymalna strefa zasięgu obu kończyn górnych, 2 – maksymalna strefa zasięgu obu kończyn górnych, 3 – optymalna strefa zasięgu jednej kończyny górnej, 4 – maksymalna strefa zasięgu
jednej kończyny górnej [2] Fig. 5. Defining of the movement zones within the planes: 1 – optimal reach zone of upper extre-
mities 2 – maximum reach zone of upper extremities, 3 – optimal reach zone of the upper extremi-ty, 4 – maximum reach zone of the upper extremity [1]

Metodyka projektowania ergonomicznego stanowiska montażu ręcznego 185
Tabela 4.
Cechy antropometryczne dotyczące rozmieszczenia narzędzi, materiałów, pojemników Anthropometric features of positioning containers, materials and equipment
Nr czynności
Cecha antropometryczna
Parametr obiektu technicznego Czynność do wykonania
13 maks. zasięg rąk odległość tułowia od obiektu technicznego
pojemniki na materiały i narzędzia ustawić w miarę możliwości w granicach optymalnego zasięgu rąk lub, gdy nie jest to możliwe, maksymalnego zasięgu rąk (głębokość w płaszczyźnie blatu 50 cm, w kierunkach bocznych 60 cm)
14 wysokość wyciągniętej maks. do przodu kończyny górnej
wysokość obiektu nad płaszczyzną blatu roboczego
pojemniki na materiały i narzędzia ustawić tak, by można było łatwo sięgać po ich zawartość bez podnosze-nia rąk powyżej barku (się-ganie 87 cm powyżej barku dla kobiet i 94 cm dla męż-czyzn jest niewskazane)
15 maksymalny zasięg przedni ręki odległość uchwytu
uchwyt na dokumenty usta-wić w miarę możliwości w granicach optymalnego zasięgu rąk lub, gdy nie jest to możliwe, maksymalnego zasięgu rąk (głębokość w płaszczyźnie blatu 50 cm, w kierunkach bocznych 60 cm)
Opracowanie własne na podstawie [3,4,6]
7. PROPOZYCJA ALGORYTMU PROJEKTOWANIA ERGONOMICZNEGO
STANOWISKA MONTAŻU RĘCZNEGO
Przeprowadzone badania i analizy pozwoliły na opracowanie algorytmu postę-powania podczas dostosowywania wymiarów modułowego stanowiska montażu drobnych części do wymiarów antropometrycznych pracownika (rys. 6). Algorytm składa się z czterech części odnoszących się do poszczególnych modułów oraz z wytycznych ergonomicznych. Każda część zawiera określoną liczbę kroków (czynności), które opisano w tabelach od 1 do 4.

J. Żurek, O. Ciszak, R. Cieślak, M. Suszyński 186
Rys. 6. Schemat dopasowania elementów stanowiska montażu drobnych części do wymiarów
antropometrycznych pracownika (opracowanie własne) Fig. 6. Scheme of the elements adjustment of manual assembly workstation to worker’s anthropo-
metric size (own resarch)
8. PODSUMOWANIE
Przedmiotem badań prowadzonych w Pracowni Technologii Montażu i Ro-
botyzacji jest udział pracy ręcznej w procesach montażu, a zasadniczym celem – uzyskanie wzrostu wydajności przy jednoczesnym zmniejszeniu fizycznego i psychicznego obciążenia człowieka. Dalsze badania zostaną przeprowadzone na wybranej grupie studentów. Spodziewane wyniki być może potwierdzą ko-rzyści, jakimi są zwiększenie wydajności oraz wzrost odczuwanego przez pra-cownika komfortu fizycznego i psychicznego. W zakresie ergonomicznego do-stosowania stanowiska montażu części drobnych badania będą skupione na opracowaniu oprogramowania umożliwiającego otrzymywanie gotowych usta-wień modułów stanowiska z jednoczesnym uwzględnieniem wymiarów antro-pometrycznych pracownika.
LITERATURA
[1] Dokumentacja programu FMS Soft firmy BOSCH GmbH. [2] Górska E., Ergonomia, Oficyna Wydawnicza Politechniki Warszawskiej, Warszawa 2002. [3] Górska E., Tytyk E., Ergonomia w projektowaniu stanowisk pracy, Oficyna Wydawnicza Poli-
techniki Warszawskiej, Warszawa 1998. [4] Kawecka-Endler A., Metodologia ergonomicznego kształtowania warunków pracy w montażu
i ich przyczynowo-skutkowe powiązania z systemem jakości, Wyd. Politechniki Poznańskiej, Poznań 1998.
[5] Koch T., Systemy zrobotyzowanego montażu, Oficyna Wydawnicza Politechniki Wrocław-skiej, Wrocław 2006.
[6] Tytyk E., Projektowanie ergonomiczne, PWN, Warszawa–Poznań 2001. Recenzent: prof. dr hab. inż. Stanisław Legutko

Metodyka projektowania ergonomicznego stanowiska montażu ręcznego 187
METHODOLOGY OF DESIGNING THE ERGONOMIC-BASED MANUAL ASSEMBLY WORKSTATION
S u m m a r y
The paper presents the algorithm for ergonomic adjustment of the small part assembly work-
station to a worker’s anthropometric size. It puts forwad the interrelation between manual work and efficiency increase, and brings lowering of the physical and mental burden of the worker in focus.
Key words: ergonomic-based manual assembly
prof. dr hab. inż. J. ŻUREK Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, dr inż. Olaf CISZAK Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652730, faks +48 (61) 6652200 mgr inż. Robert CIEŚLAK Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652730, faks +48 (61) 6652200 mgr inż. Marcin SUSZYŃSKI Politechnika Poznańska, Instytut Technologii Mechanicznej, ul. Piotrowo 3, 61-138 Poznań, tel. +48 (61) 6652730, faks +48 (61) 6652200

J. Żurek, O. Ciszak, R. Cieślak, M. Suszyński 188