
PMA - 3º SEMESTRE - ESTUDO PARA MELHORIA DE PROCESSOS NA LINHA DE MONTAGEM DE VÁLVULAS...
78
KROTON EDUCACIONAL ANHANGUERA UNIVERSIDADE DO GRANDE ABC - UNIABC Curso de Tecnologia em Gestão da Produção Industrial CHARLES JOSÉ ALVES DANILO HERBERT FERNANDES LIRA GUSTAVO NERES S. BARBARA JOSÉ PINTO DE OLIVEIRA WESCLEY ARAÚJO CARDOSO ESTUDO PARA MELHORIA DE PROCESSOS NA LINHA DE MONTAGEM DE VÁLVULAS INDUSTRIAIS Santo André 2015 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
-
Upload
charlesalvespresbitero -
Category
Documents
-
view
10 -
download
3
Transcript of PMA - 3º SEMESTRE - ESTUDO PARA MELHORIA DE PROCESSOS NA LINHA DE MONTAGEM DE VÁLVULAS...

KROTON EDUCACIONAL ANHANGUERA
UNIVERSIDADE DO GRANDE ABC - UNIABC
Curso de Tecnologia em Gestão da Produção Industrial
CHARLES JOSÉ ALVES
DANILO HERBERT FERNANDES LIRA
GUSTAVO NERES S. BARBARA
JOSÉ PINTO DE OLIVEIRA
WESCLEY ARAÚJO CARDOSO
ESTUDO PARA MELHORIA DE PROCESSOS NA LINHA DE MONTAGEM DE VÁLVULAS INDUSTRIAIS
Santo André
2015
1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
151617
18
19
20
21
22
23

ESTUDO PARA MELHORIA DE PROCESSOS NA LINHA DE
MONTAGEM DE VÁLVULAS INDUSTRIAIS
2
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56

KROTON EDUCACIONAL ANHANGUERA
UNIVERSIDADE DO GRANDE ABC - UNIABC
Curso de Tecnologia em Gestão da Produção Industrial
CHARLES JOSÉ ALVES
DANILO HERBERT FERNANDES LIRA
GUSTAVO NERES S. BARBARA
JOSÉ PINTO DE OLIVEIRA
WESCLEY ARAÚJO CARDOSO
ESTUDO PARA MELHORIA DE PROCESSOS NA LINHA DE
MONTAGEM DE VÁLVULAS INDUSTRIAIS
Projeto apresentado como
exigência parcial à disciplina do Projeto
Interdisciplinar Aplicado a Gestão da
Produção Industrial sob a orientação do
Professor: Araken Patuscas Linhares.
Santo André
2015
3
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86

CHARLES JOSÉ ALVES
DANILO HERBERT FERNANDES LIRA
GUSTAVO NERES S. BARBARA
JOSÉ PINTO DE OLIVEIRA
WESCLEY ARAÚJO CARDOSO
ESTUDO PARA MELHORIA DE PROCESSOS NA LINHA DE
MONTAGEM DE VÁLVULAS INDUSTRIAIS
Projeto apresentado como
exigência parcial à disciplina do Projeto
Interdisciplinar Aplicado a Gestão da
Produção Industrial sob a orientação do
Professor: Araken Patuscas Linhares.
Aprovado em: ______/______/2015.
_______________________________________
Professor Araken Patusca Linhares
Orientador
4
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119

RESUMO
Este trabalho é o resultado sobre o “Estudo para a melhoria de processos na
linha de montagem de válvulas industriais”, está apresentado ao longo deste as
características comuns desta área de montagem de válvulas e suas principais
funcionalidades. A elaboração deste trabalho seguiu a diretriz quantitativa do método
de pesquisa para dispor de forma mais concreta as informações sobre a realidade
encontrada acerca do tema, o conhecimento da unidade de montagem e o estudo
das diversas atividades e processos foi um fator determinante para alcance dos
objetivos. A aplicação de gestão para melhoria foi pautado através dos modelos de
gestão e análises segundo o conhecimento adquirido e com os materiais didáticos
indicados pelos nossos mestres, junto a outras ferramentas de pesquisas. Por fim,
este estudo tem o objetivo de elencar todo o processo para a melhoria de uma
unidade fabril de montagem de válvulas, baseado na vantagem competitiva com a
melhoria nos processos industriais, aplicação de soluções tecnológicas, redução dos
custos, aumento da capacidade produtiva através do correto balanceamento da
produção, geração de indicadores estatísticos para alcançar o objetivo de toda
organização o aumento da receita líquida.
Palavras-chave: Melhoria. Processos. Gestão. Competitiva. Custos.
Indicadores. Receita.
5
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150

ABSTRACT
This work is the result of the "study to improve processes in the assembly line
of industrial valves", is presented throughout this common features of this valve
assembly area and its main features. The preparation of this work followed the
guideline of quantitative research method to have more concrete information about
the reality found on the subject, knowledge of the assembly unit and the study of the
various activities and processes was a key factor for achieving the objectives . The
application management for improvement was guided through the management and
analysis models according to the acquired knowledge and teaching materials given
by our teachers, along with other research tools. Finally, this study has the objective
of listing the entire process for improving a plant valve assembly, based on the
competitive advantage by improving industrial processes, application of technology
solutions, reducing costs, increasing production capacity by the proper balancing of
the production, generation of statistical indicators to achieve the goal of every
organization the increase in net revenue.
Keywords: Improvement. Processes. Management. Competitive. Costs.
Indicators. Revenue.
SUMÁRIO
6
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182

1. INTRODUÇÃO......................................................................................5
2. CARACTERÍSTICAS DO PRODUTO...................................................5
2.1. Válvula Gaveta............................................................................................................5
2.2. Válvula Globo...............................................................................................................5
2.3. Válvula Retenção........................................................................................................5
2.4. Definição.......................................................................................................................5
2.5. O produto......................................................................................................................5
3. CARACTERÍSTICA DO PROCESSO...................................................5
3.1. O planejamento de capacidade e planejamento agregado...................................5
3.2. Processos de produção..............................................................................................5
3.3. Fluxograma de montagem das Válvulas Gaveta....................................................5
3.4. Fluxograma de montagem das Válvulas Globo......................................................5
3.5. Fluxograma de montagem das Válvulas Retenção................................................5
3.6. Equipamentos Industriais...........................................................................................5
3.7. Testes hidrostáticos e pneumáticos.........................................................................5
3.8. Procedimentos detalhados de pintura......................................................................5
3.9. Principais Processos Complementares da Unidade de Montagem Final............5
3.10. Dimensionamento das Instalações e Equipamentos...........................................5
3.11. Modelagem 3D dos Principais Setores da Unidade de Montagem Final..........5
3.12. Disposição dos Setores da Unidade de Montagem Final....................................5
4. CARACTERÍSTICA DA DEMANDA......................................................5
4.1. A importância de uma previsão precisa da demanda............................................5
4.2. A demanda por válvulas industriais nos últimos 5 anos........................................5
5. ESTUDO PARA MELHORIA NO PROCESSO.....................................5
5.1. Mapeamento Processo Montagem...........................................................................5
5.2. Diagrama de Ishikawa e Brainstorming....................................................................5
5.3. Alteração do Layout....................................................................................................5
5.4. Investimento para aplicação de melhorias na linha de montagem.......................5
7
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
204
205
206
207
208
209
210

5.4.1. Chave de impacto pneumática encaixe ¾”......................................................5
5.4.2. Jogo de Soquetes de Impacto com Encaixe de 3/4 pol..................................5
5.4.3. Kits de engate rápido...........................................................................................5
5.4.4. Mangueiras de ar comprimido............................................................................5
5.4.5. Balancim de Mola.................................................................................................5
5.5. Tabela de Custo de Investimento.............................................................................5
5.6. Mudança de métodos para um procedimento de melhoria...................................5
5.7. Balanceamento da linha de montagem....................................................................5
5.8. Indicadores dos Processos Novos............................................................................5
5.9. Resultados Conclusivos.............................................................................................5
6. CONSIDERAÇÕES FINAIS..................................................................5
REFERÊNCIAS BIBLIOGRÁFICAS.........................................................5
8
211
212
213
214
215
216
217
218
219
220
221
222
223

9Estudo para melhoria de processo na linha de montagens de válvulas industriais
1. INTRODUÇÃO
O cenário de Válvulas Industriais sofre com a desindustrialização que ocorre
desde 2005 no setor, este fator se deve a desnacionalização que está afligindo e
dando contornos dramáticos para a indústria em geral, isto se deve a invasão das
Válvulas Chinesas no mercado nacional, estudos calculam que estes produtos
cheguem ao Brasil com um preço médio de 40% mais barato que o igual local,
tornando quase inviável a concorrência, ademais os preços das Válvulas Nacionais
estão 20% acima dos Europeus, o custo Brasil é elevadíssimo e a concorrência
tornou-se desleal.
O “Estudo para a melhoria de processos na linha de montagem de válvulas
industriais” que se segue, surgiu com o propósito conceituar todas as diversas
facetas da linha de montagem das Válvulas Industriais. Para isto em primeiro plano
caracterizamos todo o processo da unidade de montagem de válvulas industriais,
desde a operação inicial de montagem destas válvulas em suas respectivas linhas,
teste hidrostático, pintura e estoque, o mapeamento destes processos tende a
facilitar o entendimento para o aprofundamento das questões vitais para o
estabelecimento de um gerenciamento desta linha de montagem, após isto foi
realizado as medições de todos os processos e sua efetividade, através dos cálculos
de balanceamento da produção, aonde foi possível entender que existe a viabilidade
de melhoria no processo, utilizamos ferramentas de gestão como gráfico de Ishkawa
e Brainstorming para elencar as possíveis causas dos problemas, por fim aplicamos
contribuímos com o gerenciamento do processo através da mudança de layout,
mudança na metodologia de processo, alteração de ferramentas, com isto o calculo
do balanceamento da produção se tornou mais eficaz e os resultados foram um
grande crescimento da produtividade.
910
224
225
226
227
228
229
230
231
232
233
234
235
236
237
238
239
240
241
242
243
244
245
246
247
248
249
250
251
252
253
254
255
256
257

10Estudo para melhoria de processo na linha de montagens de válvulas industriais
2. CARACTERÍSTICAS DO PRODUTO
Para a fabricação e fornecimento de válvulas industriais devemos conhecer o
produto a ser trabalhado, para esse projeto de uma unidade fabril indicamos as
válvulas tipo gaveta, globo e retenção em aço ASTM A 216, Gr WCB, nas
dimensões de 2” até 36” polegadas de diâmetro nominal e de cinco classes de
pressão 150, 300, 600, 900 e 1500 libras que será feita a montagem, pintura e
embalagem das mesmas, na unidade.
Figura 1 – Válvulas Fabricadas
2.1. Válvula Gaveta
Definição: Válvula cujo elemento de fechamento é uma cunha
localizada entre duas superfícies de assentamento fixas, com algum
mecanismo para movê-la para dentro e para fora do escoamento do
fluído, numa direção perpendicular ao eixo do oleoduto / gasoduto.
Função: Bloquear o escoamento de fluidos em tubulações, ou válvula
abre-fecha.
Utilização: Em tubulações de líquidos e gases.
1112
258
259
260
261
262
263
264
265
266
267268
269
270
271
272
273
274
275
276
277
278

11Estudo para melhoria de processo na linha de montagens de válvulas industriais
Condições de uso: Pode ser aplicada em tubulações com fluxo
pulsante ou sujeitas a vibrações. Não deve ser utilizada em tubulações
em que o escoamento crie depósitos sólidos.
Figura 2 – Vista em corte da válvula gaveta
2.2. Válvula Globo
Definição: Válvula cujo elemento de fechamento móvel é um
disco plano ou cônico, selando numa superfície de
assentamento estacionária, por meio do movimento numa
direção paralela ao eixo do escoamento do fluído.
1314
279
280
281
282
283284
285
286
287
288
289
290
291
292

12Estudo para melhoria de processo na linha de montagens de válvulas industriais
Função: Controlar a passagem do fluxo. Pode trabalhar na
posição totalmente aberta, posição intermediária de
fechamento e totalmente fechada.
Utilização: Em tubulações de líquidos e gases.
Condições de uso: Pode ser aplicada em tubulações com fluxo
pulsante ou sujeitas a vibrações. Não deve ser utilizada em
tubulações em que o escoamento crie depósitos sólidos.
Figura 3 – Vista em corte da válvula globo
2.3. Válvula Retenção
Definição: Válvula unidirecional que é aberta pelo escoamento do fluído
em uma única direção e fechada automaticamente quando o fluxo para
ou é revertido. O elemento de fechamento é uma portinhola que gira
sobre um eixo de suporte.
1516
293
294
295
296
297
298
299
300
301302
303
304
305
306
307
308
309

13Estudo para melhoria de processo na linha de montagens de válvulas industriais
Função: Permitem a passagem do fluido em apenas um sentido,
fechando-se por diferença de pressão no fluxo contrário.
Utilização: São indicadas para linhas de recalque de bombas, ou onde
se necessita controlar o fluxo de fluido em apenas um sentido.
Condições de uso: Podem ser utilizadas em qualquer posição, tanto
para líquidos quanto para gases. Não deve ser utilizada em tubulações
em que o escoamento crie depósitos sólidos.
Figura 4 – Vista em corte da válvula retenção
2.4. Definição
De forma genérica pode-se dizer que se trata de um dispositivo cuja finalidade
é a de provocar uma obstrução na tubulação com o objetivo de permitir maior ou
menor passagem de fluido por esta. Esta obstrução pode ser parcial ou total. Em
outras palavras é todo dispositivo que através de uma parte móvel abra, obstrua ou
regule uma passagem através de uma tubulação. Seu objetivo principal é a variação
da razão do fluxo.
2.5. O produto
Uma válvula de controle consiste basicamente de dois conjuntos principais, o
corpo e o atuador.
1718
310
311
312
313
314
315
316
317
318319
320
321
322
323
324
325
326
327
328
329
330
331
332
333

14Estudo para melhoria de processo na linha de montagens de válvulas industriais
O corpo é a parte da válvula que executa a ação de controle permitindo maior
ou menor passagem do fluido no seu interior, conforme a necessidade do processo.
O conjunto do corpo divide-se basicamente nos seguintes subconjuntos:
a) corpo propriamente dito;
b) internos;
q) castelo, e
d) flange inferior.
Contudo podemos atingir um índice de menor vazamento (sem aumentar a
força de assentamento do atuador), utilizando a construção de assentamento
composto, ou seja, metal-borracha, metal-teflon, ao invés de metal-metal.
A unidade fabril tem de estar municiada dos principais instrumentos de
medição, para proporcionar um controle rígido dos padrões, normas e qualidade das
válvulas industriais. Na unidade fabril deve ser implantada uma área de projetos
para planejar e definir as características dos produtos seja com o design, dimensões
e a matéria-prima do produto. Esse departamento da empresa disponibilizaria
desenhos para os clientes, possibilitando-os de conhecer o produto com mais
detalhes e entender melhor sua funcionalidade. Os catálogos elaborados são uma
ferramenta muito útil para uma empresa, pois contam com a representação dos
desenhos com as cotas de seus principais componentes sempre obedecendo todas
as normas regulamentadoras.
Para uma melhor exibição dos detalhes as válvulas a empresa deve
representar os desenhos na projeção ortogonal e alguns desenhos em corte para
uma clara exibição da estrutura interna da peça, sempre seguindo as normas da
ABNT. Segue exemplo:
1920
334
335
336
337
338
339
340
341
342
343
344
345
346
347
348
349
350
351
352
353
354
355
356
357
358
359
360
361
362
363
364
365
366
367

15Estudo para melhoria de processo na linha de montagens de válvulas industriais
3. CARACTERÍSTICA DO PROCESSO
Um processo pode ser caracterizado por ser um meio de atingir metas e
números, através de um produto que para sua composição é necessário uma serie
de atividades e antes de tudo todo o seu planejamento que visa o máximo
aproveitamento da mão de obra e de maquinário, sempre realizando as atividades
com baixos custos.
3.1. O planejamento de capacidade e planejamento agregado
O planejamento é a base antes de iniciar qualquer tipo de processo
estabelecer suas metas dentro de determinados prazos, tornar a empresa produtiva
sempre visando melhores resultados e diminuindo custos. Tem como objetivo definir
as iniciativas a serem tomadas e de que maneira.
O planejamento de capacidade é capaz de determinar a quantidade de
recursos humanos, maquinário, insumos e tempo que será necessário para produzir
a quantidade X de válvulas industriais, a partir dessa etapa podem ser feito o
planejamento agregado que busca produzir as válvulas de acordo com a previsão da
demanda. O departamento de PCP (programação e controle de produção) é o
responsável pelo planejamento de capacidade e deve planejar e desenvolver os
processos sempre buscando o menor custo.
Assim o PCP poderá inserir todas as informações e ações a serem
realizadas em um documento chamado PMP (plano mestre de produção). Veja de
forma simplificada, os procedimentos recomendados ao PCP a serem realizados
antes do inicio de uma linha de produção de válvulas industriais.
Tabela 1 - Procedimentos do PCP
Programa Mestre da Produção
Planejamento Agregado
Planejamento da Capacidade
2122
368
369
370
371
372
373
374
375
376
377
378
379
380
381
382
383
384
385
386
387
388
389
390
391
392
393
394395
396

16Estudo para melhoria de processo na linha de montagens de válvulas industriais
3.2. Processos de produção
Na implantação da unidade fabril é altamente viável o uso de sistemas de
produção contínua, pois agrega flexibilidade e produção em grande número de
válvulas em um menor espaço de tempo. O custo também passa a ser menor, pois é
necessária a compra de insumos em quantidade alta, consequentemente, obtendo
esses recursos por um menor preço. O Processo de produção intermitente por lotes
ou encomenda também pode ser adotado pela unidade fabril, e as válvulas deverão
ser fabricadas de acordo com as especificações do cliente. Antes da implantação de
um desses sistemas o PCP deve analisar o produto, e adapta-lo ao processo para
evitar ineficiências na sua fabricação.
O processo de fabricação de uma válvula industrial pode variar de acordo
com as especificações técnicas. Simplificando o entendimento podemos usar um
formato macro de processo produtivo, ou PPB (processo produtivo básico),
Indicando as principais etapas da fabricação de válvulas.
Antes do processo de usinagem das válvulas temos o seguinte
procedimento de fundição do material
Exemplo 01: Processo de fundição do aço (Tabela 2)
Tabela 2 - Processo Fundição do Aço
2324
397
398
399
400
401
402
403
404
405
406
407
408
409
410
411
412
413
414
415
416417
418

17Estudo para melhoria de processo na linha de montagens de válvulas industriais
Exemplo 2: Processo produtivo de Válvulas de aço carbono e ferro
fundido (Tabela 3).
Tabela 3 – PPB para Válvulas de aço carbono
Estes são os processos básicos normalmente seguidos para diversos
modelos de válvulas industriais, podemos observar que tanto para válvulas em aço
carbono, quanto para válvulas de ferro fundido, o processo pós-usinagem é
praticamente o mesmo. Portanto, é sugerido que um único setor de montagem
trabalhe em válvulas de aço carbono e ferro fundido. O mesmo vale para o setor de
pintura da organização.
3.3. Fluxograma de montagem das Válvulas Gaveta
Para exemplificar e prover um melhor entendimento veja este exemplo dos
procedimentos de montagem das Válvulas Gaveta, separando-se os componentes
da válvula gaveta em subsistemas estabelece-se seu fluxograma de montagem:
Usinagem
inspeção dos componentes usinados
Montagem
Pintura
Inspeções e testes
Almoxarifado e expedição
2526
419
420
421
422
423
424
425
426
427
428
429
430
431
432
433
434
435
436
437
438
439

18Estudo para melhoria de processo na linha de montagens de válvulas industriais
a) Montagem: Corpo, Anel de Assentamento e Cunha (Figura 5).
Figura 5 - Montagem: Corpo, Anel e Cunha.
Fonte Fundação Certi
b) Montagem: Gaxeta e Haste (Figura 6).
Figura 6 - Montagem Gaxeta e Haste
2728
440
441
442443
444
445
446
447
448449

19Estudo para melhoria de processo na linha de montagens de válvulas industriais
c) Montagem: Castelo (Figura 7).
Figura 7 - Montagem Castelo
Fonte Fundação Certi
2930
450
451
452453
454
455
456
457
458
459
460
461
462
463

20Estudo para melhoria de processo na linha de montagens de válvulas industriais
d) Montagem: Corpo e Castelo (Figura 8).
Figura 8 - Montagem Corpo e Castelo
Fonte Fundação Certi
3.4. Fluxograma de montagem das Válvulas Globo
Separando-se os componentes da válvula globo em subsistemas, estabelece-
se seu fluxograma de montagem:
a) Montagem: Corpo, Anel de Assentamento, Disco (Figura 9).
3132
464
465
466467
468
469
470
471
472
473
474
475
476

21Estudo para melhoria de processo na linha de montagens de válvulas industriais
Figura 9 - Montagem Corpo e Anel e Disco
Fonte Fundação Certi
b) Montagem: Gaxeta e Haste (Figura 10).
Figura 10 - Montagem Gaxeta e Haste
Fonte Fundação Certi
3334
477478
479
480
481
482
483484
485

22Estudo para melhoria de processo na linha de montagens de válvulas industriais
c) Montagem: Castelo (Figura 11).
Figura 11 - Montagem Castelo
Fonte Fundação Certi
3536
486
487
488489
490
491
492
493
494
495

23Estudo para melhoria de processo na linha de montagens de válvulas industriais
d) Montagem: Corpo e Castelo (Figura 12).
Figura 12 - Montagem Corpo e Castelo
Fonte Fundação Certi
3.5. Fluxograma de montagem das Válvulas Retenção
Separando-se os componentes da válvula retenção em subsistemas,
estabelece-se seu fluxograma de montagem:
a) Montagem: Conjunto Interno (Figura 13).
3738
496
497
498499
500
501
502
503
504
505
506
507
508
509

24Estudo para melhoria de processo na linha de montagens de válvulas industriais
Figura 13 - Montagem Conjunto Interno
Fonte Fundação Certi
3940
510511
512
513
514
515
516
517
518
519
520
521
522
523
524
525
526
527
528

25Estudo para melhoria de processo na linha de montagens de válvulas industriais
b) Montagem: Válvula retenção (Figura 14).
Figura 14 - Montagem Válvula de Retenção
Fonte Fundação Certi
3.6. Equipamentos Industriais
A montagem das válvulas submete a necessidade, principalmente, de
equipamentos de transporte e manipulação das peças, os componentes quanto as
válvulas montadas têm peso além daquela aconselhável para manipulação manual.
4142
529
530
531532
533
534
535
536
537
538
539
540

26Estudo para melhoria de processo na linha de montagens de válvulas industriais
Dado a estudos, foi estimado que o tempo médio de montagem das válvulas
da Linha I é de 60 minutos e o da Linha II, de 120 minutos. Dessa maneira, a
demanda de válvulas montadas da Linha de Montagem I seria suprida com 10
postos de montagem e a da Linha de Montagem II, com 4 postos. O sistema de
movimentação das peças nessa área será por meio de transportadores de roletes
acionados automaticamente.
Na Linha I, todas as peças necessárias para a montagem da válvula virão em
caixas ou paletes, o colaborador retirará da linha sua caixa e procederá com a
montagem, à manipulação e movimentação das peças dentro do posto de trabalho
serão auxiliadas por guindastes giratórios.
Na Linha II, das válvulas de massa até 5000 kg, as peças também virão em
paletes, o montador será auxiliado por Guindastes Giratórios, mas para as válvulas
de massa além de 5000 kg, a montagem será auxiliada por pontes rolantes.
a) Transportador de Roletes
Servem para o propósito de alimentar as estações de trabalho da montagem
das válvulas (ver a Figura 15).
Figura 15 – Transportador de Roletes
4344
541
542
543
544
545
546
547
548
549
550
551
552
553
554
555
556
557
558
559560
561

27Estudo para melhoria de processo na linha de montagens de válvulas industriais
b) Guindaste Giratório
Os guindastes giratórios retirarão as caixas ou paletes da linha e, além do
mais, permitirão o manuseio das peças para a correta montagem das válvulas (ver a
Figura 16).
Figura 16 – Guindaste Giratório de Coluna
c) Ponte Rolante
Serão utilizadas para a movimentação das peças e válvulas de grande porte,
acima de 5000 kg (ver a Figura 17).
Figura 17 – Guindaste Giratório de Coluna
4546
562
563
564
565
566567
568
569
570
571
572
573574

28Estudo para melhoria de processo na linha de montagens de válvulas industriais
3.7. Testes hidrostáticos e pneumáticos
Segundo a norma API598, todas as válvulas devem passar por um teste
hidrostático de “no leak” para garantir o apropriado funcionamento da mesma. Os
corpos fundidos e usinados também passam por um teste hidrostático (de
integridade) para avaliar sua resistência à pressão.
No caso dos testes a serem realizados nas peças fundidas e usinadas, é
proposto que os mesmos sejam realizados na Unidade de Usinagem.
Os testes são feitos selando-se uma das extremidades da válvula, enquanto a
outra está na bancada de teste (Figura 18). Nela, há uma abertura por onde o líquido
de teste é bombeado até a pressão regularizada. Há conservação da pressão por
um tempo determinado e, então, a pressão é aliviada e o teste completado. Foi
estimado que a duração de cada teste é de quase 15 minutos, somado o transporte
da válvula, preparação da bancada de testes, realização do teste e finalização, em
média.
Figura 18 – Válvula em Teste Hidrostático
A quantidade de equipamentos de teste hidrostático necessários foi calculada
em 14, equivalendo a quantidade semelhante ao número de bancadas de montagem
previstas nas linhas I e II, citadas anteriormente.
4748
575
576
577
578
579
580
581
582
583
584
585
586
587
588
589
590
591592
593
594
595
596
597
598

29Estudo para melhoria de processo na linha de montagens de válvulas industriais
3.8. Procedimentos detalhados de pintura.
A pintura é o processo de acabamento das válvulas Industriais, depois que
são feitos as montagens e os testes, uma primeira camada de “primer” é aplicada à
válvula, só então a tinta é passada sobre a válvula, deve-se lembrar de que há
necessidade de colocação de tampões nas extremidades do corpo, para que não
haja pintura na parte interna da válvula.
Desta forma foi dividido as válvulas em famílias:
O Grupo I é formado por aquelas válvulas pequenas e médias (com
massas até 580 kg e 1185 kg, respectivamente).
O Grupo II é formado pelas válvulas de grande porte (aquelas com
massa acima de 1185 kg).
Na pintura do Grupo I, após interação com fornecedores, definiram-se os
seguintes equipamentos:
a) Transportador Aéreo
Com 100m de comprimento, o transportador aéreo conduz as válvulas para a
pintura (e cura da tinta) a uma velocidade de 1,0m/min. (ver a Figura 19).
Figura 19 - Transportador Aéreo
4950
599
600
601
602
603
604
605
606
607
608
609
610
611
612
613
614
615
616
617
618619
620

30Estudo para melhoria de processo na linha de montagens de válvulas industriais
b) Cabine de Pintura Líquida
Na cabine ocorre a pintura propriamente dita. O operador borrifa a tinta líquida
sobre a superfície da válvula, enquanto esta é deslocada pelo transportador aéreo. É
equipada com sistema de exaustão e filtros para as partículas de tinta (ver a Figura
20).
Figura 20 - Cabine de pintura líquida
c) Túnel de Flash Off (Figura 21)
Figura 21 – Túnel de Flash Off
5152
621
622
623
624
625
626
627628
629
630
631
632633

31Estudo para melhoria de processo na linha de montagens de válvulas industriais
d) Estufa Contínua
Serve para curar a tinta líquida para permitir a cura da tinta, ela opera em uma
temperatura na faixa dos 100°C. Ver a (Figura 22). As peças são conduzidas para
uma estufa com temperatura em torno de 100°c.
Figura 22 - Estufa continua
e) Painel Elétrico Este equipamento controla o transportador aéreo, a cabina e a estufa. (ver a
Figura 23).
Figura 23 – Painel Elétrico
5354
634
635
636
637
638
639640
641
642643644645
646647

32Estudo para melhoria de processo na linha de montagens de válvulas industriais
No sistema de pintura do Grupo II (de grandes dimensões) as válvulas são
secas ao ar, os equipamentos são:
a) Ponte Rolante
A ponte rolante realizará o transporte das válvulas para a pintura.
b) Cabine de Pintura
Será de via seca (ver Figura 24). A peça entra e o operador realiza a pintura.
Também é equipada com sistema de exaustão e filtro de partículas de tinta.
Figura 24 – Cabine de Pintura via Seca
3.9. Principais Processos Complementares da Unidade de Montagem
Final
Apresentaremos a relação contendo os principais processos complementares
arrolados à Unidade de Montagem Final:
• Processos de controle de estoques de componentes comprados de terceiros
e de peças fabricadas internamente, tintas líquidas, solventes e válvulas.
5556
648
649
650
651
652
653
654
655
656
657
658659
660
661
662
663
664
665
666
667

33Estudo para melhoria de processo na linha de montagens de válvulas industriais
• Processos de inspeções e de controles da qualidade (de recebimento, dos
processos e das válvulas montadas).
• Processos de engenharia de testes.
• Processos de embalagem e de expedição dos produtos acabados (válvulas
montadas e peças fundidas).
3.10. Dimensionamento das Instalações e Equipamentos
O estudo para dimensionamento das instalações e dos equipamentos da
fábrica de válvulas considerou num primeiro plano as quantidades demandadas de
válvulas a serem produzidas.
Os modelos de layout foram desenvolvidos com o propósito de apresentar a
dimensão preliminar realizado e a proposta de acomodação dos diferentes setores
produtivos concebidos para a unidade produtiva. Adicionalmente, a visualização dos
layouts possibilitará a previsão e uma análise preliminar do fluxo de materiais no
interior da unidade fabril.
3.11. Modelagem 3D dos Principais Setores da Unidade de Montagem
Final
A Figura 25, extraída do modelo em 3º Dimensão projetado para a unidade de
montagem final da fábrica de válvulas, proporciona uma visão geral dessa unidade e
mostra a fixação dos diferentes setores existentes na mesma.
5758
668
669
670
671
672
673
674
675
676
677
678
679
680
681
682
683
684
685
686
687
688
689
690
691

34Estudo para melhoria de processo na linha de montagens de válvulas industriais
Figura 25 - Visão Panorâmica Unidade de Montagem Válvulas
A seguir, são apresentadas figuras ilustrativas dos principais setores da
unidade de montagem final, projetado para representar a unidade de montagem
final da fábrica de válvulas.
a) Montagem das peças pequenas e médias
Como é possível notar na figura 26 os postos de montagem são alimentados
por meio de um transportador por roletes e a manipulação das peças é realizada
com o auxílio de guindastes giratórios compartilhados entre dois postos de
montagem consecutivos.
5960
692693
694
695
696
697
698
699
700
701
702
703
704
705

35Estudo para melhoria de processo na linha de montagens de válvulas industriais
Figura 26 - Setor de Montagem das peças pequenas e médias
b) Montagem das peças de grande porte
É possível observar na Figura 27, que os postos de montagem podem ser
alimentados por ponte rolante e pelo transportador por roletes e que a manipulação
das peças é realizada com auxílio de guindastes giratórios de grande porte.
Figura 27 - Setor de Montagem das peças de grande porte
6162
706707
708
709
710
711
712
713
714715
716

36Estudo para melhoria de processo na linha de montagens de válvulas industriais
c) Pintura das peças pequenas e médias
Como é possível observar na Figura 28, o transporte das peças é feito por
meio do transportador aéreo que passa pelas cabines de pintura, pelo túnel de flash
off e pela estufa de cura.
Figura 28 - Linha contínua para pintura das peças pequenas e médias
d) Pintura manual das peças de grande porte
Na figura 29, observa-se a cabine de pintura manual e a área prevista para
secagem das peças pintadas.
Figura 29 - Setor de Pintura manual das peças de grande porte
6364
717
718
719
720
721
722723
724
725
726
727
728
729730

37Estudo para melhoria de processo na linha de montagens de válvulas industriais
e) Teste hidrostático das válvulas montadas
É possível observar na Figura 30, a presença de testadores de diferentes
modelos e dimensões para possibilitar o teste de todo o mix de válvulas montadas.
Figura 30 - Teste hidrostático das válvulas montadas
3.12. Disposição dos Setores da Unidade de Montagem Final
Conforme pode ser observado na Tabela 4, à área total da unidade de
Montagem Final foi estimada em 4800 m², levando em consideração
exclusivamente à área fabril dessa unidade.
Tabela 4 - Áreas estimadas dos Setores da Unidade de Montagem
6566
731
732
733
734
735736
737
738
739
740
741
742
743
744745

38Estudo para melhoria de processo na linha de montagens de válvulas industriais
6768
746

39Estudo para melhoria de processo na linha de montagens de válvulas industriais
4. CARACTERÍSTICA DA DEMANDA
A demanda pode ser definida como o grau de necessidade de um
determinado produto para o mercado, e desde o processo de planejamento de
produção de um produto a organização deve estar atualizada com o mercado. Na
implantação de uma unidade fabril a demanda deve ser estudada para tomadas de
decisões futuras, e prever se determinado produto terá nas vendas, um retorno
maior que o investimento, ou seja, se o produto proverá o lucro esperado em
determinado prazo de tempo.
4.1. A importância de uma previsão precisa da demanda
Independente do seguimento de uma empresa, o planejamento é o
fundamento, o primeiro passo, a ser tomado antes de definir qualquer coisa, é a
presença do estudo da demanda pelas válvulas industriais (ou qualquer outro tipo de
produto) é essencial nessa etapa, que envolve todas as áreas de atuação da
empresa diretamente ou indiretamente.
E de certa forma podemos considerar a previsão da demanda uma base
desse planejamento, pois a partir disso pode ser definida a quantidade de produtos a
serem produzidos nos próximos dias e meses, a quantidade e o momento certo para
aquisição de recursos humanos e insumos, para desenvolvimento de novas
tecnologias e procedimentos, a necessidade ou não de uma ampliação física da
unidade e para diminuir ao Maximo o uso de estoques. Evitar custos desnecessários
gerando produtos sem utilidade na fabrica, investir no momento certo e obter
informações necessárias para o planejamento são as principais metas da previsão
da demanda. Deve ser destacado que resultados de previsões em curto ou médio
prazo são precisas, devido ao mercado estar sujeito a eventuais mudanças na
economia.
6970
747748
749
750
751
752
753
754
755
756
757
758
759
760
761
762
763
764
765
766
767
768
769
770
771
772
773
774
775
776
777

40Estudo para melhoria de processo na linha de montagens de válvulas industriais
4.2. A demanda por válvulas industriais nos últimos 5 anos
Para uma implantação de uma unidade fabril são necessárias pesquisas de
outras organizações do mesmo seguimento, o estudo da concorrência pode ser uma
base importante para uma nova empresa no ramo.
Estudos realizados demonstram a media de demanda por quatro tipos de
válvulas industriais (Gaveta, Globo e Retenção) nos últimos 5 anos, de acordo com
a PDVSA (Companhia estatal de petróleo da Venezuela) obtemos os seguintes
resultados:
Tabela 04 - Demanda por válvulas industriais de 2010 a 2014 pela PDVSA
Fonte: PDVSA
É necessário que a empresa tenha uma meta de ocupação do mercado,
podemos exemplificar um planejamento tomando estes estudos por base, no Brasil
há cerca de 48 fabricantes de Válvulas industriais, se fossemos nos basear nestes
dados haveria uma fatia de mercado de 2,08% para cada organização, portanto para
a implantação de uma unidade fabril de Válvulas no Brasil baseado nestes números
é viável atingir a parcela de 15% do mercado nacional, a demanda para a fabrica
anualmente seria moldada desta forma:
Tabela 05 - Demanda da Fábrica segundo a Meta do Mercado
Fonte: Os Autores
É recomendável para a empresa realizar estudos e planejamentos similares,
baseando se nos dados atuais de mercado do país de atuação.
7172
778
779
780
781
782
783
784
785
786
787
788789
790
791
792
793
794
795
796
797
798
799
800801
802
803
804
805
806

41Estudo para melhoria de processo na linha de montagens de válvulas industriais
5. ESTUDO PARA MELHORIA NO PROCESSO
Um processo de fabricação está sempre sujeito a melhorias, onde cabe o
gestor da unidade fabril aplicá-las visando soluções para problemas e aumento de
produtividade, a alta qualidade do produto final é prioridade, mas também é de
grande importância melhorias no seu processo de fabricação em que beneficie
organização e clientes e aumente os resultados da empresa.
Mapear os processos de sua empresa de maneira organizada e eficaz é
importantíssimo para a estrutura e torna melhor a gestão destes processos,
poderemos encontrar novos insights para o amadurecimento e evolução do negócio
através de análises que irão identificar, priorizar e entender problemas. As análises
são fundamentais para implementar novos processos chave para o sucesso.
5.1. Mapeamento Processo Montagem
O processo atual de montagem apresentado no capitulo 3 deste estudo, exibe
características significativas para elencar os principais pontos para a melhoria do
processo produtivo, primeiramente apresentamos o levantamento dos tempos do
processo de montagem das válvulas industriais, especificamente da linha de
montagem das válvulas de pequeno e médio porte.
Este processo de Montagem está definido em 4 etapas principais, como
segue:
1) Montagem: Corpo, Anel de assentamento e Cunha; tempo médio de
processo 15 minutos.
Figura 31 - Corpo Válvula Gaveta
Corpo
Cunha
Anel de Assentamento
Junta de Vedação
7374
807808
809
810
811
812
813
814
815
816
817
818
819
820
821
822
823
824
825
826
827
828
829
830
831832
833

42Estudo para melhoria de processo na linha de montagens de válvulas industriais
2) Montagem: Gaxeta, Haste; tempo médio de processo 5 minutos.
Figura 32 – Haste Válvula
3) Montagem: Castelo; tempo médio de processo 15 minutos.
Figura 33 – Castelo Válvula ou Tampa
4) Montagem: União Corpo e Castelo; tempo médio processo 20 minutos.
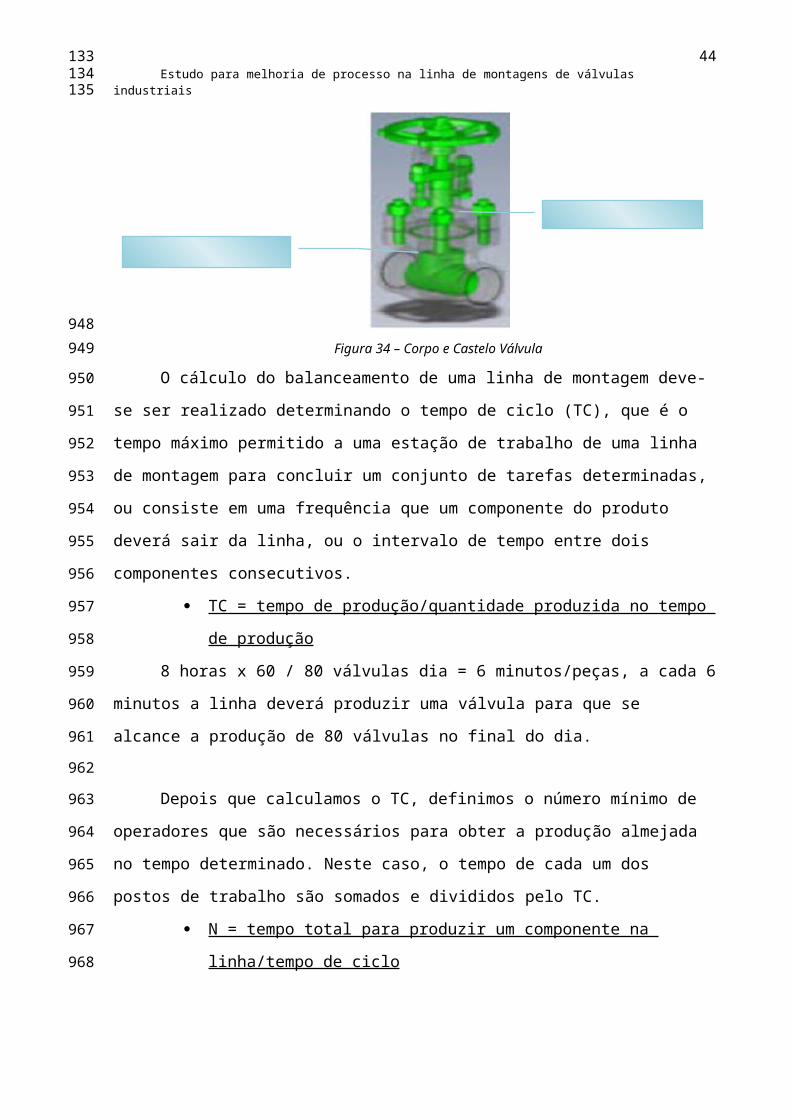
Figura 34 – Corpo e Castelo Válvula
Haste
Gaxeta
Volante
Preme Gaxeta
Castelo
Prisioneiros
Haste
Parafusos de fixação
Ajuste Haste e Cunha
7576
834
835
836837
838
839
840
841842
843
844845
846847

43Estudo para melhoria de processo na linha de montagens de válvulas industriais
O cálculo do balanceamento de uma linha de montagem deve-se ser
realizado determinando o tempo de ciclo (TC), que é o tempo máximo permitido a
uma estação de trabalho de uma linha de montagem para concluir um conjunto de
tarefas determinadas, ou consiste em uma frequência que um componente do
produto deverá sair da linha, ou o intervalo de tempo entre dois componentes
consecutivos.
TC = tempo de produção/quantidade produzida no tempo de produção
8 horas x 60 / 80 válvulas dia = 6 minutos/peças, a cada 6 minutos a linha
deverá produzir uma válvula para que se alcance a produção de 80 válvulas no final
do dia.
Depois que calculamos o TC, definimos o número mínimo de operadores que
são necessários para obter a produção almejada no tempo determinado. Neste
caso, o tempo de cada um dos postos de trabalho são somados e divididos pelo TC.
N = tempo total para produzir um componente na linha/tempo de ciclo
55 minutos / 6 minutos = 9,17 operadores, serão necessários para alcançar a
produção desejado no mínimo 9,17 operadores.
Após definido o número mínimo de operadores, calculamos a eficiência do
balanceamento (E):
E = N/NR
A linha de montagem apresenta os processos onde cada operador trabalha
40 minutos por hora, é calculado montar 10 válvulas por hora; o cálculo se dá
retirando todo o tempo improdutivo na linha de montagem, o principal ofensor no
processo é a movimentação das peças para execução das atividades.
TC = 40 minutos trabalhados por hora / 10 válvulas hora = 4
minutos/peça
N = Ti / TC = 55 minutos / 4 minutos/peça = 13,75 operadores
Tabela 06 – Taxa de Ocupação nos Postos de Trabalho
7778
848
849
850
851
852
853
854
855
856
857
858
859
860
861
862
863
864
865
866
867
868
869
870
871
872
873
874
875
876
877878

44Estudo para melhoria de processo na linha de montagens de válvulas industriais
E = Conteúdo do trabalho (t) / Numero mínimo de operadores x tempo
de ciclo
E = 55 minutos / 14 x 6
E = 0,655 multiplicado por 100 temos; 65,5% eficiência.
Gráfico 1 – Taxa Ocupação Balanceamento Atual
Com os resultados que obtivemos por meio das medições, ficou visível a
necessidade de melhorias dentro do processo de montagem, estas falhas foram
apresentadas nos seguintes planos:
Postos de Trabalho - Pesa neste ponto além da questão ergonômica
com muitas falhas, a indicação que, os postos de trabalho são
insuficientes para a produção desejada de 80 válvulas diárias;
Falha no Balanceamento - As taxas de ocupação de cada posto de
trabalho estão acima do limite máximo tolerado de 100% ou seja, se a
minha eficiência calculada é de 65,5% o desbalanceamento do
processo chega a 34,5%.
7980
879
880
881
882
883
884885
886
887
888
889
890
891
892
893
894
895
896
897
898
899
900
901

45Estudo para melhoria de processo na linha de montagens de válvulas industriais
5.2. Diagrama de Ishikawa e Brainstorming
Com os resultados do processo anterior indicando a necessidade de melhoria
no processo de montagem, utilizamos uma das inúmeras ferramentas de Gestão, o
Diagrama de Ishikawa ou Diagrama de Causa e Efeito. O Diagrama de Ishikawa é
uma ferramenta que ajuda a gerenciar e fazer o Controle da Qualidade (CQ) em
diferentes processos, cujo principal objetivo é identificar quais são as causas para
um efeito ou problema. Sabendo o problema ou o efeito, as causas são identificadas
através de um “Brainstorming” ou “tempestade de ideias” é uma técnica para
explorar o potencial de ideias de um grupo de maneira criativa e com baixo risco de
atitudes inibidoras para encontrar as possíveis causas do problema, a fim de gerar
ideias inovadoras que levem um determinado projeto adiante. Nenhuma opinião
deve ser rejeitada ou ponderada como errada ou absurda, todas devem estar na
compilação ou anotação de todas as ideias ocorridas no processo, para depois
evoluir até a solução final, obtendo as causas abaixo elencadas no diagrama.
Gráfico 2 – Gráfico de Ishkawa ou Diagrama de Causa e Efeito Método 4M
Após análise das causas dos problemas encontradas dentro do processo,
determinamos as principais ações para uma maior eficiência no processo de
montagem de válvulas industriais.
8182
902
903
904
905
906
907
908
909
910
911
912
913
914
915
916
917
918919
920
921
922
923

46Estudo para melhoria de processo na linha de montagens de válvulas industriais
5.3. Alteração do Layout
Com uma analise minuciosa, podemos notar que para a montagem das
válvulas, teste hidrostático e pintura se levam muito tempo com ergonomia zero,
além de necessitar de muitos colaboradores. Nossa proposta vai aumentar
produtividade, ergonomia com diminuição em mão de obra.
Eliminaremos os braços de deslocamento de peças e colocaremos uma
esteira onde cada montador é responsável por uma ou mais partes da montagem,
ao invés de montar do inicio ao fim, a válvula estará fixa em uma base onde cada
montador ao fim de sua tarefa, desliza essa base com a válvula para sua próxima
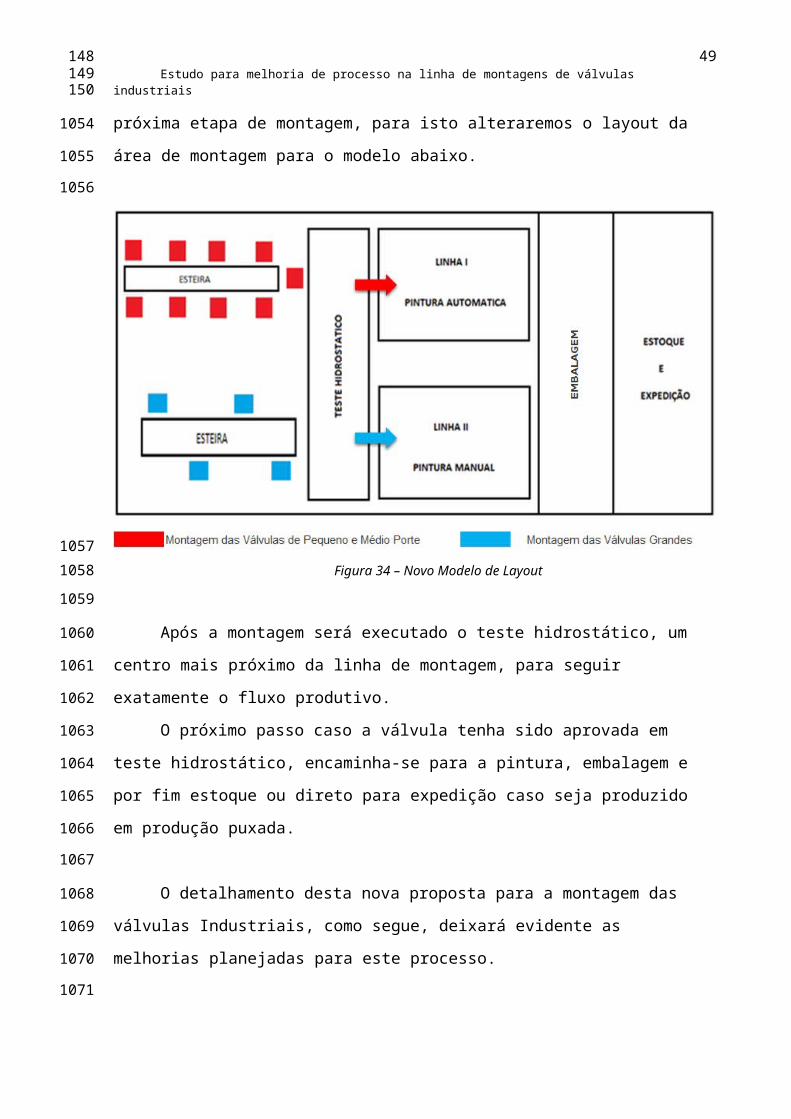
etapa de montagem, para isto alteraremos o layout da área de montagem para o
modelo abaixo.
Figura 34 – Novo Modelo de Layout
Após a montagem será executado o teste hidrostático, um centro mais
próximo da linha de montagem, para seguir exatamente o fluxo produtivo.
O próximo passo caso a válvula tenha sido aprovada em teste hidrostático,
encaminha-se para a pintura, embalagem e por fim estoque ou direto para
expedição caso seja produzido em produção puxada.
8384
924
925
926
927
928
929
930
931
932
933
934
935
936
937938
939
940
941
942
943
944
945

47Estudo para melhoria de processo na linha de montagens de válvulas industriais
O detalhamento desta nova proposta para a montagem das válvulas
Industriais, como segue, deixará evidente as melhorias planejadas para este
processo.
Figura 35 – Detalhe da Linha de Montagem
Figura 36 – Detalhamento dos Postos de Processos
5.4. Investimento para aplicação de melhorias na linha de montagem
Em qualquer organização para aplicação de melhoria há uma necessidade
de investimentos. Nesse estudo para aplicação de melhoria de montagem de
válvulas industriais, principalmente quando esta linha esta desbalanceada e
sobrecarregada, a necessidade de investimentos é altamente necessária para
ganhos de tempo e eficiência e além de tudo a ergonomia dos colaboradores que
8586
946
947
948
949
950951
952
953954
955
956
957
958
959
960
961
962

48Estudo para melhoria de processo na linha de montagens de válvulas industriais
quando não considerada importante pelos gestores, pode causar condições
adversas para o processo.
Em nossa analise e cronometragem o procedimento de montagem da linha
em que desejamos aplicar a melhoria, e implantar uma nova metodologia de
trabalho conclui - se que quando feito de forma manual, aumenta o tempo de fixação
do mancal e dos conjuntos de corpo e castelo em, respectivamente, 33 % e 75%.
Isso devido ao uso de parafusos barra que a montagem de forma manual gera maior
trabalho.
Cabe ressaltar que para a conservação da qualidade da válvula e
obediência às normas técnicas, os parafusos em barra não podem ser substituídos
por parafusos com cabeça. A agilização do processo com este investimento é algo
notável, cerca de 52,72% de ganho em tempo, devido ao uso de chave de impacto
pneumática, uma por cada funcionário da linha, por questões ergonômicas devido ao
peso desta ferramenta cerca de 6,29 kgs se faz necessário adquirir também
balancim de mola para suportar o peso da ferramenta e minimizar o esforço do
funcionário. O beneficio desses investimentos estão nos números finais de
eficiência, quantidade produzida e tempo de ciclo, para esta modernização no
processo serão necessários:
5.4.1. Chave de impacto pneumática encaixe ¾”
Figura 37 – Chave de Impacto StanleyFonte: Dutra Máquinas
8788
963
964
965
966
967
968
969
970
971
972
973
974
975
976
977
978
979
980
981
982
983984985986987988

49Estudo para melhoria de processo na linha de montagens de válvulas industriais
Descrição do Produto
Mecanismo de martelo duplo para maior torque e durabilidade
Gatilho de velocidade variável para ótimo controle
Motor de 6 palhetas que desacelera a ferramenta mais rapidamente
Rolamentos selados para maior vida útil
Descarga de ar pelo cabo, longe da peça de trabalho.
Especificações Técnicas
Encaixe: 3/4"
Entrada de ar: 1/4"
Consumo de ar: 28,56 pcm
Velocidade: 4,500 rpm
Torque máximo: 1.626 N.M
Mecanismo: pin clutch
Pressão do ar: 90 psi.
Peso: 6.29 Kg
Dimensões (C x L x A): 35.00 x 25.00 x 10.00 centímetros
Preço Unitário R$ 853,10; então multiplicado por 9 peças investimento total deste item de R$ 7.677,90.
5.4.2. Jogo de Soquetes de Impacto com Encaixe de 3/4 pol.
Figura 38 - Jogo de Soquetes de Impacto com Encaixe de 3/4 Fonte: Loja do MecânicoDescrição do Produto
8990
989
990
991
992
993
994
995
996
997
998
999
1000
1001
1002
1003
1004
1005
1006
100710081009
1010
1011101210131014

50Estudo para melhoria de processo na linha de montagens de válvulas industriais
Jogo de soquetes hexagonais de impacto
Encaixe dos soquetes: 3/4" (polegadas)
8 Soquetes compõem o kit, sendo de medidas: 19mm; 22mm; 24mm;
27mm; 30mm; 32mm; 33mm e 38mm
Os soquetes são armazenados em uma maleta de alumínio
proporcionando organização.
Marca: Robust
Preço Unitário R$ 362,50; então multiplicado por 9 peças investimento total deste item de R$ 3.262,50.
5.4.3. Kits de engate rápido
Figura 39 – Kits de Engate rápido Fonte: Loja do Mecânico
Informações técnicas
Pinos rotativos de 1/4"
Ajuda a eliminar enrolamento da mangueira
Acompanha
1 Engate de 1/2" x 1-11/16"
3 Conector macho: 1/2" x 1-7/16"
1 Conector fêmea: 1/2" x 1-7/16"
9192
1015
1016
1017
1018
1019
1020
1021
1022
102310241025
1026
1027
1028
1029103010311032103310341035
1036
1037
1038
1039
1040
1041
1042

51Estudo para melhoria de processo na linha de montagens de válvulas industriais
Preço Unitário: R$ 28,90; então multiplicado por 9 peças investimento total
deste item de R$ 260,10.
5.4.4. Mangueiras de ar comprimido
Figura 40 – Mangueira de Ar Comprimido Espiral Fonte: Loja do Mecânico
Informações técnicas
Mangueira de nylon
Comprimento: 15 m
Com terminais
Pressão máxima de trabalho: 150 lbs
Cor: Azul
Para encaixe de: 1/4"
Preço Unitário R$ 26,97; então multiplicado por 9 peças investimento total
deste item de R$ 242,73.
9394
1043
1044
1045
1046
1047
1048
104910501051105210531054
1055
1056
1057
1058
1059
1060
1061
1062
1063
106410651066106710681069
52Estudo para melhoria de processo na linha de montagens de válvulas industriais
5.4.5. Balancim de Mola
Figura 41 – Balancim de Mola Schulz 5 à 9 Kgs Fonte: Loja do Mecânico
Descrição do Produto
Equipamento para movimentação vertical e sustentação de
ferramentas, máquinas e outros aparelhos manuais.
Elimina a necessidade do operador de erguer e deitar as ferramentas,
prevenindo danos ocasionados por quedas.
Permite manusear as ferramentas com o mínimo de esforço físico do
operador, Carcaça metálica de alta resistência.
Fácil manuseio
Suspensão superior com gancho de segurança.
Capacidade: 5 a 9 Kg.
Preço Unitário R$ 879,58; então multiplicado por 9 peças investimento total
deste item de R$ 7.916,22.
As ferramentas selecionadas foram escolhidas de acordo com as
necessidades do processo e seu custo-benefício.
9596
1070
1071
1072107310741075107610771078
1079
1080
1081
1082
1083
1084
1085
1086
1087
1088
1089
1090
1091
1092
1093
1094

53Estudo para melhoria de processo na linha de montagens de válvulas industriais
5.5. Tabela de Custo de Investimento
Tabela 7 – Cálculo Investimento em FerramentalFonte: Os Autores
5.6. Mudança de métodos para um procedimento de melhoria
A partir do momento em que é decidido aplicar uma melhoria em uma linha
de montagem, é necessário antes de tudo a analise dos processos antigos e a partir
disso é possível ver os pontos negativos do processo. Pontos que vão desde
ergonomia e ferramental até a metodologia de execução da tarefa.
Nesse estudo no qual buscamos a melhoria do processo, foi possível atingir
os números citados na tabela acima da seguinte maneira: Analisamos e
cronometramos cada tarefa do processo e a partir desta analise localizamos os
pontos que atrasavam as tarefas e implantamos ferramental, como chaves de
impacto pneumáticas, para agilizar esse procedimento. É evidente o ganho que se
pode obter com pneumáticas devido à parafusação ser de parafusos de barra o que,
quando feito de forma manual, seu tempo de aplicação é maior. Levamos em conta
também o fator mudança de layout que gerou tempo em relação à movimentação.
Em seguida determinamos o tempo padrão para o funcionário executar a tarefa na
nova metodologia de trabalho.
Basicamente “não podemos alterar o tempo, então alteramos os métodos”.
O principal ganho com esta ideia foi o aumento da produção de válvulas de 80 peças
por dia para 126 peças diárias, ou seja, um aumento da produção em 63,49%,
consequentemente, obtido sobre o ganho de 52,73% no tempo.
Podemos ver a seguir o aumento do tempo de processamento a partir da
cadencia produtiva, ou seja, quantidade produzida por determinada unidade de
tempo.
9798
1095
1096
1097109810991100
1101
1102
1103
1104
1105
1106
1107
1108
1109
1110
1111
1112
1113
1114
1115
1116
1117
1118
1119
1120
1121
1122
1123

54Estudo para melhoria de processo na linha de montagens de válvulas industriais
Tabela 8 – Tabela Comparativa
Com a utilização de 3 Células de Processos e em cada célula utilizando-se de
3 Colaboradores de trabalho que produzem simultaneamente e com a melhorias, de
layout, ferramental e metodologia foi possível atingir os ganhos, assim torna
evidente a melhoria efetivada sobre esta linha de montagem
5.7. Balanceamento da linha de montagem
O balanceamento visa uma melhor programação e divisão de tarefas por
postos e operadores sempre mantendo um equilíbrio em questão de tempo e
unidades produzidas. Nesse estudo de melhoria de uma linha de montagem de
válvulas industriais a efetivação do balanceamento torna – se essencial para
aumentar a produtividade, eficiência, facilita o planejamento e o controle, obtendo o
dimensionamento da capacidade e otimizando tempo.
Para inicio de calculo de balanceamento devemos primeiramente encontrar a
frequência em que um componente sai da linha de montagem;
Tempo de ciclo
TC = Tempo de produção / quantidade produzida no tempo de
produção
TC = 8 horas x 60 Minutos /42 válvulas, por célula de trabalho.
TC = 11,43 minutos / peça.
A partir desse resultado, podemos obter o numero mínimo de operadores
necessários para alcançar a produção desejada nesses 480 minutos.
Número mínimo de operadores
N = tempo total para produzir uma válvula na linha / tempo de ciclo
N= 26 Minutos / 11,43minutos / válvula
99100
11241125
1126
1127
1128
1129
1130
1131
1132
1133
1134
1135
1136
1137
1138
1139
1140
1141
1142
1143
1144
1145
1146
1147
1148
1149
1150
1151
1152
1153
1154

55Estudo para melhoria de processo na linha de montagens de válvulas industriais
N = 2,27 operadores, por célula de trabalho.
Número real de operadores
NR = Minutos que cada trabalhador trabalha por hora / quantidade de
válvulas
NR = 55 min. / 5.25 peças, por cada indivíduo na célula.
NR = 10,48 minutos / peça.
NR = 26 min. (Ti) / 10,48
NR = 2,5 postos de trabalho, por célula de trabalho.
Podemos ver nessa representação a distribuição das tarefas em três Células
de Atividades que compõem três Postos de trabalho,
Figura 42 – Distribuição das Tarefas no Ciclo
A partir destes cálculos de balanceamento podemos concluir que para o
alcance da produção neste espaço de tempo é viável uma distribuição em no
mínimo três Células de trabalho.
Célula 1 - O montador levara 10 min. para executar sua tarefa, que é dividida em três fases; montagem da junta de vedação, cunha e anel de assentamento.
Célula 2 - O montador levará 10 min. para executar sua tarefa, que é dividida em três fases; montagem da haste com gaxeta, preme gaxeta e volante.
Célula 3 - O montador levará 6 min. para executar sua tarefa, que se define em unir as duas partes já montadas pela célula 1 e 2.
101102
1155
1156
1157
1158
1159
1160
1161
1162
1163
1164
1165
1166
1167
11681169
1170
1171
1172
1173
117411751176117711781179118011811182

56Estudo para melhoria de processo na linha de montagens de válvulas industriais
Lembrando que para a otimização do tempo de montagem, serão
implementadas chaves de impacto pneumáticas para cada montador, estas fixadas
através de balancim de mola ganhando tempo e ergonomia, estas chaves de
impacto pneumáticas estarão dispostas bem próximas à esteira facilitando o
manuseio.
Eficiência do balanceamento.
E = Conteúdo do trabalho (t) / Numero mínimo de operadores x tempo
de ciclo
E = 26 minutos / 3 x 11,43
E = 0,758 multiplica-se 100; temos 75,8% de eficiência.
5.8. Indicadores dos Processos Novos
Tabela 9 – Distribuição Atividades por Células
Gráficos 2 – Representação do Processo Novo
103104
1183
1184
1185
1186
1187
1188
1189
1190
1191
1192
1193
1194
1195
1196
11971198
1199
12001201
1202
57Estudo para melhoria de processo na linha de montagens de válvulas industriais
Tabela 10 – Comparação de Processos e Ganhos
Gráfico 3 - Comparações dos Processos Atual e Novo
Tabela 11 – Comparação de Processo e Ganhos
105106
12031204
1205
12061207
1208
12091210

58Estudo para melhoria de processo na linha de montagens de válvulas industriais
Gráfico 4 – Indicadores das Atividades Processo Atual e Novo
5.9. Resultados Conclusivos
Com muita facilidade pode-se perceber o ganho que obtemos através da
mudança aplicada nesta linha de produção, a efetividade apresentada através de
todos os indicadores dispostos neste estudo salienta e é conclusivo no que se refere
à viabilidade na aplicação destas mudanças, resumidamente temos os resultados
indicados na tabela a seguir,
Tabela 12 – Resultados Efetivos com a Melhoria
Está nítido observando a tabela que os ganhos que se obteve na
produtividade, tempo de processo e mão de obra, justificam o custo do investimento
em ferramentas e acessórios, deixamos também claro que os custos mencionados
referem-se somente aquisição destes equipamentos, não foi mensurado os custos
com a mudança do layout, ocasionado à mudança de setores de lugar, que
entendemos que necessita da instalação de nova infraestrutura, como também os
custos relacionados à instalação destes novos equipamentos.
107108
12111212
1213
1214
1215
1216
1217
1218
1219
1220
1221
12221223
1224
1225
1226
1227
1228
1229
1230
1231

59Estudo para melhoria de processo na linha de montagens de válvulas industriais
Gráfico 5 – Indicadores de Melhorias
109110
12321233
1234
1235
1236
1237
1238
1239
1240
1241
1242
1243
1244
1245
1246
1247
1248
1249
1250
1251
1252
1253
1254
1255

60Estudo para melhoria de processo na linha de montagens de válvulas industriais
6. CONSIDERAÇÕES FINAIS
Este trabalho tem como finalidade atender a solicitação do curso de
Tecnologia em Gestão da Produção Industrial, sendo este projeto uma das bases
fundamentais para a assimilação da aprendizagem, foi inserido no contexto desta
obra, pesquisas relacionadas às disciplinas cursadas nestes três primeiros
semestres. Esta pesquisa se propôs como objetivo geral, elaborar um conjunto de
fatores para representação didática dos elementos que compõem a empresa o ramo
de atividade da empresa está centrado no segmento de montagem de válvulas
industriais, sendo descrito no decorrer deste projeto todas as áreas, operações,
tecnologias, custos e estratégias necessárias para o fabrico desta produção.
Entendemos que os elementos necessários para o funcionamento de uma
organização estão passíveis a alterações de processos e métodos, dentro dos
modelos padrões da legalidade, qualidade e viabilidade, são complexos a iniciar
pelas pesquisas dos processos e atividades chaves. O gerenciamento do processo
engloba o estudo meticuloso de todas as atividades e seus recursos, isto foi o
grande desafio encontrado para obter a melhoria tanto dos processos, atividades e
resultados finais, este sim é no que entendemos de maior importância para a
organização, obvio que não ignorando as questões ergonômicas, processos e
viabilidade econômica, isto tudo visando atender as necessidades da empresa
dentro do seu ramo de atividade.
111112
1256
1257
1258
1259
1260
1261
1262
1263
1264
1265
1266
1267
1268
1269
1270
1271
1272
1273
1274
1275
1276
1277
1278
1279
1280
1281
1282
1283
1284
1285
1286
1287
61Estudo para melhoria de processo na linha de montagens de válvulas industriais
REFERÊNCIAS BIBLIOGRÁFICAS
TUVRheinland – VÁLVULAS INDUSTRIAIS PARA INSTALAÇÕES, Disponível em:
<http://www.tuvbrasil.com.br/downloads/regras_complemento/CRC-020-VAL-
07_Valvulas_Industriais.pdf>
ELEMAQ – Metrologia e Qualidade,
Disponível em: <http://www.elemaq.com.br/>
CHRISTOPHER, MARTIN - Logística e gerenciamento da cadeia de suprimentos /
2013
LAUDON, KENNETH C., PLT Sistemas de informação gerenciais / 2012
KEELING, RALPH, Gestão de projetos: uma abordagem global / 2012
PAULO SPINATO, 19 de maio de 2010, A importância do fluxo de informações
organizacional, Disponível em:
<http://www.administradores.com.br/artigos/marketing/a-importancia-do-fluxo-de-
informacoes-organizacional/45057/>
AMM CONSULT, Sistema ERP,
Disponível em: <http://www.ammc.com.br/sistemas-erp/>
LAERTE SOARES, A importância da Tecnologia de Informação nas organizações 06
de maio de 2010, Disponível em: <www.administradores.com.br/artigos/economia-e-
financas/a-importancia-da-tecnologia-de-informacao-nas-organizacoes/44712/>
ASHO, Cálculos de Taxas,
Disponível em:<www.asho.com.br/wp-content/uploads/F%C3%B3rmulas-de-Taxa-
de-Frequ%C3%AAncia-e-Gravidade-NR-4-Quadro-III.pdf>
APRI, Planilha de Riscos e Incertezas, Disponível em:
<http://dc441.4shared.com/doc/p-2-oRNK/preview.html>
113114
12881289
1290
1291
1292
1293
1294
1295
1296
1297
1298
1299
1300
1301
1302
1303
1304
1305
1306
1307
1308
1309
1310
1311
1312
1313
1314
1315
1316
1317
1318
1319
1320
1321

62Estudo para melhoria de processo na linha de montagens de válvulas industriais
COFIC POLO, Comitê de Fomento Industrial de Camaçari, Disponível em:
<http://www.coficpolo.com.br/>
SANDES-SOBRAL, Léa Ester, Complexidade Territorial e Desenvolvimento: Camaçari - BA, Disponível em: <http://www.tdx.cat/bitstream/handle/
10803/1958/03.LES_CAP_3.pdf;jsessionid=6EDD889009ECB623901DBEF791AF48
B4.tdx2?sequence=4>
BIO DICAS, Blog, Disponível em:
< http://biodicas-oli.blogspot.com.br/>
PENTA3, Videoconferência, Disponível em:
< http://penta3.ufrgs.br/videoconferencia/manual/meeting.html>
PORTAL DE AUDITORIA, Quais são os ganhos com a terceirização? Disponível em:
<http://www.portaldeauditoria.com.br/tematica/audterc_quaisganhoscomaterc.htm>
INTERVÁLVULAS, Home Page, Disponível em:
<http://www.intervalvulas.com.br/web/>
DNA VEDAÇÕES, O’rings, Disponível em:
< http://www.dnavedacoes.com.br/>
Embras-catálogos técnicos de válvulas e conexões industriais, Disponível em:
< http://www.embrasvalvulas.com.br/empresa>
BLOG DA QUALIDADE, Balanceamento de Linhas de Montagem, Disponível em:
<http://www.blogdaqualidade.com/>
115116
1322
1323
1324
132513261327
1328
1329
1330
1331
1332
1333
1334
1335
1336
1337
1338
1339
1340
1341
1342
1343
1344
1345
1346
1347
1348
1349
1350
1351
1352

10Estudo para melhoria de processo na linha de montagens de válvulas industriais
117118
1353

















