
PLC VE ELEKTROMEKANĠK DENEY SETĠeee.ktu.edu.tr/bitirme.dosyalar/bitirme_projeler... ·...
77
T.C. KARADENĠZ TEKNĠK ÜNĠVERSĠTESĠ Mühendislik Fakültesi Elektrik-Elektronik Mühendisliği Bölümü PLC VE ELEKTROMEKANĠK DENEY SETĠ 254265 TUNCAY PARLAYAN 254267 ĠZZET KÖMÜRCÜ 254269 KADĠR DERE 254271 HAMĠT YAZICI DanıĢman DOÇ. DR. HALĠL ĠBRAHĠM OKUMUġ Mayıs, 2013 TRABZON
Transcript of PLC VE ELEKTROMEKANĠK DENEY SETĠeee.ktu.edu.tr/bitirme.dosyalar/bitirme_projeler... ·...

T.C.
KARADENĠZ TEKNĠK ÜNĠVERSĠTESĠ
Mühendislik Fakültesi
Elektrik-Elektronik Mühendisliği Bölümü
PLC VE ELEKTROMEKANĠK
DENEY SETĠ
254265 TUNCAY PARLAYAN
254267 ĠZZET KÖMÜRCÜ
254269 KADĠR DERE
254271 HAMĠT YAZICI
DanıĢman
DOÇ. DR. HALĠL ĠBRAHĠM OKUMUġ
Mayıs, 2013
TRABZON


T.C.
KARADENĠZ TEKNĠK ÜNĠVERSĠTESĠ
Mühendislik Fakültesi
Elektrik-Elektronik Mühendisliği Bölümü
PLC VE ELEKTROMEKANĠK
DENEY SETĠ
254265 TUNCAY PARLAYAN
254267 ĠZZET KÖMÜRCÜ
254269 KADĠR DERE
254271 HAMĠT YAZICI
DanıĢman
DOÇ. DR. HALĠL ĠBRAHĠM OKUMUġ
Mayıs, 2013
TRABZON


LĠSANS BĠTĠRME PROJESĠ ONAY FORMU
Tuncay PARLAYAN, Ġzzet KÖMÜRCÜ, Kadir DERE ve Hamit YAZICI tarafından
Doç. Dr. Halil Ġbrahim OKUMUġ yönetiminde hazırlanan “PLC ve Elektromekanik
Deney Seti ” baĢlıklı lisans bitirme projesi tarafımızdan incelenmiĢ, kapsamı ve niteliği
açısından bir Lisans Bitirme Projesi olarak kabul edilmiĢtir.
DanıĢman : Doç. Dr. Halil Ġbrahim OKUMUġ ………………………………
Jüri Üyesi 1 : Prof. Dr. Ġsmail Hakkı AltaĢ ………………………………
Jüri Üyesi 2 : Prof. Dr. Adem Sefa AKPINAR …………………………………
Bölüm BaĢkanı : Prof. Dr. Ġsmail Hakkı ALTAġ …………………………………


v
ÖNSÖZ
Teknoloji dünyasında günümüzde sürekli ve hızlı geliĢmelerle karĢılaĢmaktayız.
GeliĢen bu teknoloji hayatımızda büyük bir yer tutmakta ve eğitim ihtiyacını da gerek
duyulmaktadır.
Bitirme projemiz olan PLC ve Elektromekanik Deney Seti mesleki öğretim
kurumlarındaki öğrencileri ve kendisini PLC ile Elektromekanik konusunda
uzmanlaĢtırmak isteyen kiĢileri hem programlama hem uygulama alanında
geliĢtirecektir.
Bu bitirme projesinin hazırlanması sırasında bize destek olan ve projemizin son
halini almasında yol gösterici olan kıymetli hocamız Sayın Doç. Dr. Halil Ġbrahim
OKUMUġ’a Ģükranlarımızı sunuyoruz. Ayrıca çalıĢmamızı destekleyen Karadeniz
Teknik Üniversitesi Rektörlüğü, Mühendislik Fakültesi Dekanlığı, Elektrik –
Elektronik Mühendisliği Bölüm BaĢkanlığı ile Schneider Electric, Federal
Elektrik, Full-tek Pano, Çözüm Mühendislik ve Dinç Elektrik Ģirketlerine
teĢekkürlerimizi sunarız.
Ayrıca eğitim süresince bizlere destek veren ailelerimize ve bize çalıĢmalarıyla
örnek olan tüm hocalarımıza saygı ve sevgilerimizi sunarız.
MAYIS 2013
TUNCAY PARLAYAN
ĠZZET KÖMÜRCÜ
KADĠR DERE
HAMĠT YAZICI

vi

vii
ĠÇĠNDEKĠLER
LĠSANS BĠTĠRME PROJESĠ ONAY FORMU ____________________________III
ÖNSÖZ _____________________________________________________________ V
ĠÇĠNDEKĠLER______________________________________________________VII
ÖZET ______________________________________________________________ IX
SEMBOLLER VE KISALTMALAR ____________________________________ XI
1. GĠRĠġ _____________________________________________________________ 1
2. PLC HAKKINDA BĠLGĠLER _________________________________________ 2
2.1. PLC Nedir? _______________________________________________________ 2
2.2. PLC ‘li ve Röleli Kumanda Arasındaki Farklar _________________________ 2
2.3. PLC’nin Seçim Kriterleri ____________________________________________ 3
2.4. PLC’lerin Fonksiyonları Ve Yapısında Bulunan Birimler _________________ 4
2.4.1. PLC‟lerin GiriĢ Birimi ______________________________________________________ 4
2.4.2. PLC‟lerin ÇıkıĢ Birimi _____________________________________________________ 4
2.4.3. CPU Merkezi ĠĢlem Birimi__________________________________________________ 4
2.4.4. Hafıza______________________________________________________________________ 5
2.4.5. Güç Kaynağı _______________________________________________________________ 5
2.4.6. Diğer Birimler ______________________________________________________________ 6
2.4.7. Program Birimi _____________________________________________________________ 6
2.5. PLC’nin ÇalıĢtırılıp Programın Yürütülmesi ĠĢlemi _____________________ 6
2.6. Programlama Biçimi ________________________________________________ 7
2.7. Twido Suite Yazılım Programı _______________________________________ 8
2.8. Kumanda Devreleri Ġçin Kullanılan Komutlar _________________________ 10
2.8.1. Ladder Lojik Elemanlarının Yapısı _________________________________________ 10
2.8.2. Lojik ĠĢlem Komutları Tanıtımı ____________________________________________ 10
2.8.3. SET VE RESET Komutu __________________________________________________ 14
2.8.4. Kenar Tetiklemeler ________________________________________________________ 15
2.8.5. Zamanlayıcı Komutları ____________________________________________________ 16
2.8.6. Sayıcı ( Counter) Komutları ________________________________________________ 18
2.8.7. KarĢılaĢtırma Komutu _____________________________________________________ 20
2.8.8. MOVE Komutu ___________________________________________________________ 21
3. DENEY SETĠNDE KULLANILAN DĠĞER MALZEMELER _____________ 23

viii
3.1. Güç Kaynağı _____________________________________________________ 23
3.2. Faz Koruma Rölesi _______________________________________________ 23
3.3. AĢırı Akım Koruma Rölesi _________________________________________ 25
3.3.1. Manyetik AĢırı Akım Rölesi _______________________________________________ 25
3.3.2. Termik AĢırı Akım Rölesi _________________________________________________ 25
3.4. Zaman Röleleri __________________________________________________ 26
3.5. Sınır Anahtarı ___________________________________________________ 27
3.6. Kontaktör _______________________________________________________ 29
3.7. Grup Ve Tekli Sigorta _____________________________________________ 29
3.8. Ampermetre _____________________________________________________ 30
3.9. Voltmetre _______________________________________________________ 31
3.10. Kaçak Akım Koruma Rölesi _______________________________________ 32
3.11. Kumanda Butonları ______________________________________________ 32
4. DENEY SETĠNDEKĠ MALZEMELERĠN STANDARTLARI _____________ 33
5. DENEYSEL ÇALIġMALAR ________________________________________ 35
6. SONUÇLAR ______________________________________________________ 37
7. DEĞERLENDĠRME _______________________________________________ 39
KAYNAKLAR ______________________________________________________ 40
EKLER _____________________________________________________________41
EK 1. Laboratuvar Deney Föyü 1________________________________________41
EK 2. Laboratuvar Deney Föyü 2________________________________________56
EK 3. PLC ve Elektromekanik Deney Seti Blok ġeması______________________61
EK 3. Standartlar ve Kısıtlar Formu_____________________________________62
ÖzgeçmiĢ____________________________________________________________63

ix
ÖZET
Projemizde ayrı ayrı bulunan PLC (Programmable Logic Controller), kumanda, güç
devresi, ölçme ve koruma deney setleri birleĢtirilerek, kullanıcıya daha çok deney
imkânı veren, karıĢık olmayan alternatif deney seti yapılmıĢtır.
Üniversitelerin ve mesleki eğitim kurumlarının Elektrik – Elektronik bölümlerinde
laboratuvar ortamlarında çeĢitli deney setleri kullanılmaktadır. Bunların arasında
kumanda, güç devreleri, ölçme, koruma ve PLC deney setleri bulunmaktadır. Bu deney
setlerinin üretim maliyet yer ve kullanım için pek çok zorlukları vardır. Deney setlerinin
ayrı ayrı olması etkili kullanmayı azaltırken değiĢik setleri aynı deney için bir araya
getirme zorunluluğu doğmuĢtur.
Yaptığımız deney seti ile bu zorlukları ortadan kaldırılmıĢ ve kullanıcı için
deneylerin uygulanabilirliği, öğreticiliği artırılmıĢtır. Deney seti maliyeti düĢürülerek
değiĢik varyasyonlarla karmaĢık görünen deneyler kolayca yapılabilecektir.
Bu deney setinin simülasyonu ve tasarımı tamamlandıktan sonra deney seti panosu
elektrik panosu üreten firmalara danıĢılmıĢ ve yaptırılmıĢtır. PLC, butonlar, anahtarlar,
koruma röleleri, zaman rölesi, dc röle, trafo, kontaktörler, ampermetre, voltmetre,
sigortalar, güç kaynağı ve çeĢitli sensörler kullanılarak deney seti panosu üzerine
montajı yapılmıĢ ve deney seti elemanlarının uçları set üzerine çıkarılmıĢtır.
PLC‟nin bilgisayar bağlantısı gerçekleĢtirilerek PLC bilgisayar üzerinden
programlanabilir aĢamaya getirilmiĢtir.
PLC ve elektromekanik deney seti gerçekleĢtirildikten sonra çeĢitli deneyler set
üzerinde uygulanarak deney setinin kullanılabilirliği test edilmiĢtir.

x

xi
SEMBOLLER VE KISALTMALAR
PLC Programmable Logic Controller (Programlanabilir Lojik Kontrol)
PC Personal Computer (Bilgisayar)
V Volt (Gerilim Değeri)
A Amper (Akım Değeri)
DC Direct current (Doğru Akım)
CPU Central Processing Unit ( ĠĢlemci)
RAM Random Access Memory ( Okunan Yazılan Bellek)
ROM Read Only Memory ( Okunan Bellek)
EPROM Erasable Programmable Read Only Memory ( Elektriksel olarak
yazılıp silinenebilen bellek)
EEPROM Electronically Erasable Programmable Read-Only Memory
( Elektronik olarak yazılıp, silinebilen bellek)
NO Normally Open (Normalde açık)
NC Normally Closed (Normalde kapalı)

xii

1. GĠRĠġ
Bu projede ayrı ayrı bulunan deney setlerini birleĢtirerek kullanıcıya daha çok
deney imkânı veren karıĢık olmayan alternatif deney seti gerçekleĢtirilmiĢtir.
ÇeĢitli deney setleri Elektrik – Elektronik Bölümü öğrencileri için kullanılmaktadır.
Bunların arasında kumanda, güç devreleri, koruma, ölçme ve PLC Deney Seti
bulunmaktadır. Bu deney setleri üretim, maliyet ve kullanım için pek çok zorlukları
bulunmaktadır. Deney Setlerinin ayrı ayrı olması etkili kullanmayı etkilerken, değiĢik
deney setlerini kullanma zorluğu ortaya çıkacaktır. Yaptığımız deney seti ile bu
zorluklar ortadan kaldırılmıĢtır.
Bu proje kapsamında PLC ve Elektromekanik Deney Setlerini birleĢtirilmiĢ ve
Elektrik – Elektronik Mühendisliği Bölümü öğrencileri için yapılabilecek deneylerin
uygulanabilirliği, öğrenilebilirliği artmıĢtır. Aynı zamanda deney seti maliyeti
düĢürülerek değiĢik varyasyonlarda çeĢitli deneyler bu deney seti üzerinde
yapılabilecektir.
Ayrıca deney setinde yapılan deneyler çok kapsamlı olmadığından ve piyasaya
dönük olmadığından deney hakkında birçok bilgi ve görselliğin geride kaldığını
görmekteyiz. Bu deney seti ile piyasada yapılan uygulamaların birebir yapılabilirliği
kanıtlanabilecek, deneyi yapan kiĢi veya öğrenci deney ve uygulamaları hakkında geniĢ
bilgiye sahip olacaktır. Konu hakkında deneyim ve tecrübe kazanacaktır. Örneğin deney
setinde PLC ile kumanda elemanları kontrol edecek olan kiĢi devresinin nasıl kontrol
edilebileceğini uygulamalı olarak yapabilecek ve PLC‟ nin piyasada nasıl
kullanılabileceğini birebir görebilecektir.

2. PLC HAKKINDA BĠLGĠLER
2.1. PLC Nedir?
Programlanabilir lojik kontroller (Programmable Logic Controller ) otomasyon
sistemlerinin kontrol ve kumanda devrelerine uygun yapıda gerçekleĢtirmeye iletiĢim ara
birimleri ve giriĢ-çıkıĢ birimleri ile donatılmıĢ, yapısal olarak kontrol programı altında
çalıĢan bilgisayarlardır.
Ġlk olarak PLC 1969 yılında Modicon firması tarafından kumandalı sistemlerin yerine
almak için geliĢtirilmiĢtir. Ġlk PLC‟nin baĢarı ile endüstride kullanılmasından sonra, Allen
–Bradley, General Electric, Siemens, GEC gibi birçok firma performansı yüksek orta
maliyette PLC üretmiĢtir. Toshiba, Omron, Mitsubishi gibi firmalarda yüksek performans
ve ucuz maliyette PLC ürettikten sonra yaygın olarak endüstriyel otomasyon devlerinde
kullanılmaya baĢlamıĢtır [1].
PLC‟ lerin kullandığı en yaygın alanlar kumanda devrelerine sahip olan endüstriyel
otomasyon sistemleridir. Kumanda devreleri, zaman rölesi, kontaktör, sayıcı ve yardımcı
röle gibi elemanlardan oluĢur. ġu anki günümüzde PLC„ler, kumanda devreleriyle aynı iĢi
yaparak kumandalı sistemlerde PLC‟li olarak bulunmaktadır.
PLC‟nin giriĢine uygulanan komutlar ve bilgi ile çalıĢır. PLC dijital anahtar, yakınlık
anahtarı, manyetik ıĢık, ısı gibi sensörlerden aldığı bilgiyi kullanıcının belirlediği programa
göre uygulayan ve çıkıĢa aktaran mikroiĢlemcidir.
ÇıkıĢ bölümüne bağlı iĢi yapacak elemanlar ( kavrama sistemi, sinyal lambası, selenoid
valf, motor vb. ) birçok malzeme bağlanabilir. Gücü küçük olan yükler PLC‟ lerin çıkıĢ
bölümüne bağlanırken ek donanıma ihtiyaçları yoktur fakat büyük güçlü olan yükler direk
olarak değil de kontaktör veya röle üzerinden bağlanması gerekir.
2.2. PLC ‘li ve Röleli Kumanda Arasındaki Farklar
a. Kumanda sistemlerine klasik olarak sayıcı, koruma röleleri, kontaktör ve birçok
çeĢide sahip butonlardan oluĢmaktadır. Fakat PLC‟ nin olduğu sistemler de bu
saydığımız elemanlar PLC‟nin içinde mevcut olduğundan bu elemanlara ihtiyaç yoktur.

3
b. Bir devre klasik kumanda sistemi ile gerçekleĢtirildiğinde sınırlı sayıda kontakları
bulunan kontaktör ve röleler vardır. Bundan dolayı sisteme ek ilave yeni
kontaktörlere gereksinim vardır. Fakat kontaktör sayısı PLC‟ lerde sınırsızdır.
c. Sisteme ek olarak yapılacak değiĢiklikler için kumanda sistemleri sökülüp ek ilave
ile montaj baĢtan yapılacağından değiĢiklikler ve masraf programın
farklılaĢtırılması ile meydana gelir.
d. Devreler klasik kumanda sistemleri ile oldukça zor ve karmaĢık halde iken PLC
kullanılan devreler kumanda sistemlerine göre oldukça basit ve daha kolaydır.
e. GerçekleĢtirilmiĢ olan devreler klasik kumanda sistemi ise kapladığı alan oldukça
fazla olurken, PLC‟de gerçekleĢtirilen devreler kumanda sistemine göre oldukça az
yer kaplamaktadır.
f. GörünüĢ bakımından daha estetik durmaktadır.
g. Klasik kumanda sistemleriyle gerçekleĢtirilen devreler PLC‟li devrelere göre az
maliyet olmasına rağmen zamanla yapılacak olan ilaveler sayesinde PLC‟ler büyük
avantaj sağlamaktadır
2.3. PLC’nin Seçim Kriterleri
PLC seçiminde göz ardı edilmemesi gereken bazı özellikler Ģunlardır;
Dijital ve lojik olmak üzere iki seviyeli kumandalarda giriĢ ve çıkıĢ nokta sayısı ve
elektriksel özellikleri
Veri belleği ve aynı zamanda program kapasitesi
Verilen komutları iĢletme hızı
Sayıcı sayısı ve zamanlayıcı sayısı
Gerçek saat
Farklı iĢletim olanakları
Uygulanan birçok programı yedekleme olanağı
ġifre ile korunması
Ayrıca bilgisayarlarda matematiksel iĢlem yeteneği, analog giriĢ-çıkıĢ sayısı ve komut
iĢletme hızı gibi farklı birçok özellik geri beslemeli kontrol sistemlerinde aranan
özeliklerdir.

4
2.4. PLC’lerin Fonksiyonları Ve Yapısında Bulunan Birimler
PLC‟ler genel olarak üç birime ayrılır. Bu birimler GiriĢ birimi, merkezi iĢlem birimi
ve son olarak çıkıĢ birimidir. Ayrıca güç kaynağı, bellek gibi diğer birimlerle birlikte
programlayıcı biriminde bulunması gerekir.
2.4.1. PLC’lerin GiriĢ Birimi
GiriĢ birimi olarak ( anahtar, termik röleler, termistörler vb. ) anahtarlarının montajı
yapıldığı birimdir. GiriĢ biriminin görevi sensörlerden aldığı bilgiyi belirlenen lojik gerilim
seviyesine uygun hale getirmeyi sağlar.
Kontrol altında bulunan sisteme alt seviye, sıcaklık, basınç kumanda butonları ile
anahtarlama elemanlarından gelen açık-kapalı yanı 0 ve 1 iĢaretler bu giriĢ biriminden
alınır.
PC‟lerde giriĢ biriminde bulunan elamanların kontrolünün gerilimi genellikle +24 V
DC, 100V AC olarak bulunmaktadır. Yani herhangi bir giriĢ sinyalinin lojik 1 olarak
belirlenmesi için +24 V DC uygulanması gerekir. Bu lojik bilgiler giriĢteki optokuplör
sayesinde +5 V DC ye dönüĢtürülmektedir. Bunun nedeni PLC‟nin içerisinde kullanılan
gerilimin daimi olarak +5 V DC „dir. Farklı olarak uygulanan giriĢ çıkıĢ gerilimleri için
değiĢmesi gereken optokuplör olacaktır [2].
2.4.2. PLC’lerin ÇıkıĢ Birimi
PC‟lerde üretilmekte olan gerilim seviyesine uygun iĢaretlerin iĢ elamanları (elektrikli
motorlar, selenoid valf, kontaktörler vb.) elemanların aktif olarak çalıĢtırmak için gereken
gerilim istenilen seviyeye getiren birimdir. Bu çıkıl biriminde optokuplör sayesinde +5 V
DC gerilim, iĢ elemanları için uygun olan +24 V DC veya 220 V AC gerilime
dönüĢtürmektedir.
2.4.3. CPU Merkezi ĠĢlem Birimi
PC‟lerin belleğindeki programa göre çalıĢmayı düzenleyen ve kullanıcı olan programı
gerçekleĢtiren en önemli kısımdır. Bu kısım iĢlemci – bellek kısımları ile güç kaynağı
arasındaki haberleĢme olanağını sağlar. PLC‟nin çalıĢmasında en etkili olan ve kullanıcının
istediği programı yürüten en önemli eleman iĢlemcidir.

5
CPU‟nun tamamen olmasa da genel olarak oluĢturan iĢlemci –bellek birimi, hafızadan
bilgi isteme ve saklama devreleri ve programlama aygıtları, mikroiĢlemci gibi iĢlemcinin
haberleĢmesi için ihtiyaç olduğu devrelerdir.
2.4.4. Hafıza
YazılmıĢ olan programların daha sonra kullanılmak amacı ile depolandığı hafızalara
bellek denir. Bellekler RAM, ROM, EPROM, EEPROM olmak üzere 4 çeĢittir. Bellek, 3
kısımdan oluĢur. Program belleğinde iĢletim sistemi bulunur. Kullanıcının istediği
programı bulunduran program belleği ve son olarak veri belleği bölümü vardır. PLC‟ ye ait
olan bazı veriler değiĢtirilemez olup okunabilir bellek olan ROM bellek, RAM bellek ise
rastgele eriĢimli veri veya program belleği olarak kullanılır.
EPROM ise hem silinebilir hem de okunabilir bellektir. PLC cihazlarında genellikle
tercih edilen bellek türüdür. Gerekli programlar yazıldıktan sonra önce EPROM belleğine
gönderilip orada saklanır ve daha sonra merkezi iĢlem birimi ( CPU ) gönderilir.
EEPROM hafıza ise EPROM hafızası gibi olup tek farkı enerji kesildiğinde elindeki
bilgiyi kayıtlı tutar. Silme veya yazma iĢlemleri için özel araçlara gereksinim yoktur.
PLC‟lere montajı yapılan EEPROM veya EPROM hafızalar kasete depolanmıĢ programa
göre çalıĢmaktadır. ROM hafıza türü ise programın değiĢtirilmesi için kasetin
değiĢtirilmesi gerekir [3].
2.4.5. Güç Kaynağı
Tüm PC‟lerde iĢlemcinin ve çevre birimlerinin çalıĢmasını sağlamak amacıyla besleme
güç kaynağının kesilmesi durumunda yedek güç kaynağına da ihtiyaç vardır. Pil veya akü
ile beslenirken aynı zamanda Ģebeke gerilimi ile de beslenmektedir.
RAM „lerin uygulama programlarının enerji kesildiğinde silinmemesi için pil veya
akülü besleme kaynağı kullanılır. PLC beslemesini Ģebekeden aldığımızda PLC içerisinde
bulunan güç kaynağına gerekli olan DC veya AC gerilimleri sağlar. Pil veya akü ile
beslenen devrelerde programın silinmesi için program baĢka bir yere kayıt edilmesi
gerekir.

6
2.4.6. Diğer Birimler
PC‟lerde giriĢ –çıkıĢ birimlerinin dıĢında da ADC ( Analog giriĢ ) DAC ( Analog çıkıĢ),
hız sayıcısı, kesme iĢareti giriĢi gibi baĢka birimler bulunmaktadır. PLC „lerde hızla
değiĢen iĢaretlerin algılayıp değerlendirilmesi için yüksek hız sayıcıları ve kesme iĢareti
giriĢleri kullanılır. Geri beslemeli kontrol sistemlerinin aktif hale gelmesi için analog giriĢ
birimi ile analog çıkıĢ birimleri kullanılır. Daha küçük PLC‟ler de besleme kaynağı genel
olarak giriĢ ve çıkıĢ birimleri olarak iĢlemci birimiyle birleĢik olarak daha büyük PC‟lerde
ise ayrı olacak biçimde kullanılır.
2.4.7. Program Birimi
Yazılan programlar kumanda ve kontrol amacıyla PC‟lerin program belleğine
yüklememiz için programlayıcı birimlere ihtiyacımız vardır. Bu programlayıcı birimler
mikroiĢlemci tabanlı olmakla birlikte özel bir aygıt olabileceği gibi genel amaçla
kullanılmakta olan kiĢisel bilgisayarlara da yüklenmiĢ olan yazılımlarda olabilir. Aynı
zamanda programlayıcı birim PLC‟nin çalıĢma anında giriĢ ve çıkıĢ durumlarının
incelenmesi ve değiĢtirilmesi gibi ya da programların yazılması, PLC „ye aktarılması gibi
olanaklar sağlar.
2.5. PLC’nin ÇalıĢtırılıp Programın Yürütülmesi ĠĢlemi
PLC‟leri diğer mikroiĢlemci sistemlerinden ayırmakta olan en belirgin farklardan biride
bir sistemin çalıĢma biçimi program ile düzenlenmektedir. Bu çalıĢma biçimi programları
kalıcı olan bellek alanlarına yüklenir. Sistem programları aĢağıda sıralanan iĢlevler genel
olarak Ģöyle sıralayabiliriz;
Kullanılan programı yürütür.
Sürekli olmayan çalıĢmalarda aralarındaki iletiĢimi düzenler.
Sistemin çalıĢması gereken durumları kontrol eder.
PLC‟ye yüklenecek olan kullanılacak program, birinci komuttan baĢlayarak sıra ile
komutları atlamadan yürütülmesi biçiminde gerçekleĢir. Son komuta gelindiğinde tekrar
baĢlama komutu olan birinci komuta geri döner. Bu Ģekilde çalıĢmakta olan çalıĢma biçimi
sonsuz çevrimde bulunan bir program olarak düĢünülebilir.
Program akıĢı alt program çağırma veya dallanma ile değiĢtirilebilir. Fakat belli bir süre
içerisinde her program çevrimini tamamlaması gerekir. Belirlenen zamanda program
çevrimi tamamlayamazsa PLC programı durdurur. Bu iĢlemleri kontrol etmek için

7
gözetleme zamanlayıcısı ile sağlanır. Bir çevrimin baĢlayıp bitmesine yani çevrimini
tamamlaması için toplam süreye tarama zamanı denir. Bu tarama zamanı ise programın
içeriğine, uzunluğuna, iĢlemcinin hızına ve giriĢ çıkıĢ gibi etkenlere bağlıdır.
PLC‟ler RUN çalıĢma konumunda çalıĢtırılmaya baĢladığında sırasıyla aĢağıdaki
iĢlemler gerçekleĢir.
1. GiriĢ görüntü belleğinde saklanan değerler giriĢ birimindeki değerlerden
alınır. Bir sonraki taramaya kadar bu değerler değiĢmez.
2. Kontrol programındaki yazılımlara bağlı olarak sırayla adım adım iĢleme
girer.
3. Programın yürütülmesi tamamlandıktan sonra elde edilen değerler çıkıĢ
belleğine kaydedilir ve çıkıĢ birimine aktarılır. Bu iĢlemde bittikten sonra
tekrar baĢa yani birinci adıma geri dönülür. Çıkıl birimine aktarılan değerler
bir sonraki çevrim bitimine kadar değiĢmezler.
2.6. Programlama Biçimi
Programlama biçimleri doğrusal programlama ve yapısal programlama olmak üzere
yazılıĢ biçimlerine göre ikiye ayrılır. YazılıĢ sırası önemli olan ve art arda yazılarak
yürütülen programa doğrusal programlama denir. Bellekler halinde yazılan programlara ise
yapısal programlama denir. Her iki program biçiminde iĢlem komutları ve merdiven
diyagramı ile program teknikleri kullanılır. Merdiven biçiminde programlamada normalde
acık kontak, normalde kapalı kontak, röle bobini, sayıcı ve zamanlayıcı gibi elemanları
simgeleyen kutular komutlar yerine kullanılır.
Yaygın olarak kullanılan orta ve büyük ölçekli PLC‟leri programlamak için;
a. Komut listesi
b. merdiven diyagramı
c. Fonksiyon blok gösterimi
kullanılır.
Günümüzde yaygın olarak kullanılan program dilleri merdiven diyagramı ile fonksiyon
blok gösterimli programlardır. Komut ve grafiksel programa ise el programlayıcılar ile
yapılır. Yapılan programlar bilgisayar ortamında Schneider firması tarafından üretilen
Twido Suite programı ile uygulanabilir. Bu yazılım ile öğrenciler programlamalarını üç
farklı programlama diliyle gerçekleĢtirilebilir.

8
2.7. Twido Suite Yazılım Programı
Bilgisayar ortamında projelerimi tamamlayabilmek için Twido Suite yazılım
programını bilgisayara yüklenmesi gerekir. Programın bilgisayara yüklenmesinden sonra
ekranda görünen kısa yol ikonları, menüler, komut listeleri, araĢtırma çubuğu vb. menüler
kullanılarak belirlenen proje tasarlanabilir ve elde edilen proje PLC‟ye yüklenebilir,
kaydedilebilir ve yüklenilen PLC‟de çalıĢtırılabilir. Komutlar yazılım programı gibi birçok
konuda yardım almak için ise help menüsüne gidilebilir.
Tasarlamak istediğimiz yazılım programını gerçekleĢtirmek için programda bulunan
menüleri, komutları ve programın özelliklerini bilmemiz gerekir.
Projeyi gerçekleĢtirebilmek için programda izlenmesi gereken adımlar;
1. Yeni bir proje yaratmak için “Create a news proje “ ikonu tıklamak gerekir. Bu
seçimden sonra karĢımıza çıkan sayfa Aksiyon çerçevesi ve proje açıklama
sayfası olmak üzere iki bölümden meydana gelir.
2. Uygulamaya tamamlamak için karĢımıza çıkan sayfada sistemde kullanılacak
ürünler, Describe araç kutuları, katalog ürün alanı, grafik alanı gibi birçok alan
bulunmaktadır.
3. Uygulamadaki GiriĢ-ÇıkıĢ bağlantıları programlama baĢlamadan önce adresler
olarak belirlenmelidir. PLC‟nin Ģeması ġekil1 „de gösterilmiĢtir.
ġekil 1. Schneider Twido PLC

9
4. Donanım ve yazılım olarak komutların ayarlanması Twido Suite „ de istenilen
alanlar ana menüsündeki kısa yollardan bulunabilir.
Program → Configure → Configure Hardware seçilen donanım ayarları
yapılmıĢ olur.
Program → Configure → Configure Data ile yazılım ayarları yapılmıĢ olur.
5. Programın yazılması durumuna gelebilmek için Twido Suite‟in yandaki kısa
yollardan seçimler yapılarak Edith Program seçilir.
Add Section ikonu ile yeni bir program seçilebilir.
Elemanın koyulacağı alanın belirlenmesi için Rung‟ın enerji barası ile
nötr barası arasındaki yatay bağlantılar seçilir. ĠĢaretlenen alan mavi
rengi almaktadır.
Kullanılacak elemanlar Ladder Palette den seçilir. Yatay bağlantıların
sarı renkte olması henüz iĢlenmediği yani yapılmadığı anlamına gelir
Yazılan program kaydetmek iki Ģekilde tamamlanabilir.
a. Save komutu yardımı ile
b. Project→ Save current Project ikonu ile
6. PLC‟ye ihtiyaç duymadan programı çalıĢtırmak için üzerinde bulunan
simülasyon özelliği ile programı çalıĢtırmadan simülasyonunu yapmak
mümkündür. Simülasyonunun aktif edilmesiyle karĢımıza Twido simülatör ana
sayfası ve simülatör kontrol paneli ekranları çıkar. Twido Suite programının
simülasyon programını pasif hale getirebilmek için programın sağ alt
tarafındaki “S” ikonuna tıklanır.
7. Programın kaydedilmiĢ olup PLC‟ye yüklenmesi gerçekleĢtirilir. Programı
yüklemek için aĢağıdaki aĢamalar gerçekleĢtirilir.
Program → Debug → Connect ile bilgisayar PLC‟ye bağlanır.
PLC‟ye yüklenen herhangi bir programı çalıĢtırmak için;
PLC ile bilgisayar bağlantısı yok iken
Program → Debug → Connect tablosundan bağlantı Ģekli seçilir ve OK tuĢuna
basılır.
Bilgisayar ile PLC arasında bağlantı baĢarılı Ģekilde gerçekleĢtirildikten sonra
otomatik olarak PLC Soft Kontrol Paneli ekranda belirir [4].

10
2.8. Kumanda Devreleri Ġçin Kullanılan Komutlar
Schneider TWDLMDA40DTK PLC‟de yapılabilecek olan en temel uygulamalar için
kullanılacak olan set- reset ve lojik iĢlem komutları aynı zamanda kenar tetiklemeleri,
zamanlayıcı komutları, sayıcı komutları gibi birçok komut incelenecektir. Schneider Twido
ileri düzeyde uygulama yapabilmek için diğer konutlar öğrenilmelidir. Temel komutlardan
yararlanarak öğrenciler PLC‟li kumanda uygulamaları yapabilirler.
2.8.1. Ladder Lojik Elemanlarının Yapısı
PLC‟ de kullanılan programların en küçük parçasını kontrol komutları oluĢturur. Bu
komutlar operand ve iĢlem kısmı olarak iki kısımdır. Komut icra edildikten sonra komut
iĢlem kısmı sayesinde icra edildiği zamanda yapılacak olan iĢi belirler. Komut için gerekli
olan ek bilgiyi ise operand kısmı oluĢturur. Operand‟ın adresini parametre oluĢturur.
2.8.1.1. Bit, Bayt, Word ve Double Word Kavramları
Proje tasarımlarının PLC‟de adresleme iĢlemleri bit, bayt ve word kavramları oldukça
fazla kullanılmaktadır. Ġkili sistem sayılarından binary sayıları kullanılır. Bit dijital bir
sistemdeki en küçük bilgiye denir. Bir bitin sadece iki durumu vardır. “0” yanlıĢ ve “1”
doğru.
Gruplar halinde bitler PLC‟de organizede edilir. Gruplardaki her bite ait bir adres
vardır. Bir bayt „ın 0 dan 7 ye kadar bit adresi mevcuttur. Byte „da ki her bitin değeri ya
sıfırdır ya da birdir. Bitler 0 ile 255 arasındaki bir sayıyı oluĢturacak Ģekilde olduğu gibi
aynı zamanda tek baĢına da kullanılabilir.
Word iki baytlık gruba verilen addır. Word „ler 8 bit ‟den büyük alan sayısal veriler için
kullanılır. “+” veya “ –“ oluĢunu 16.bit belirler. Eğer 16. bit bir ise negatif, 16. bit sıfır ise
pozitiftir. PC‟lerde word alanı içerisinde tanımlanan elamanlar sayıcı, zamanlayıcı, giriĢ-
çıkıĢ, özel yardımcı röle vb. Double word yani 32 bitten oluĢan bazı hafıza birimleri de
vardır.
2.8.2. Lojik ĠĢlem Komutları Tanıtımı
Genellikle röleli kumanda devreleri lojik anahtarlama devrelerinden meydana gelip VE
(and), VEYA (or ) ve DEĞĠL (not) gibi komutlar yardımıyla devre gerçekleĢtirilir. Tabloda
bazı PLC çeĢitlerinden programlama yapmak için kullanılan komut çeĢitleri verilmiĢtir.

11
LOAD ( yükle ) , LOAD NOT ( tümleyenini yükle ) komutları baĢlama komutları
oluĢturur. ĠĢlemi sonlandırmak için ise AND BLOK (blok ve ) , OR BLOK ( blok veya )
komutlarıdır. Lojik iĢlem komutları olarak AND ( ve ) , OR ( veya) , NOT ( değil )
komutları kullanılır. Programın sonunu belirten komut ise MEND komutudur.
2.8.2.1. VE ( AND ) Komutu
ġekil 2.1 de programlama yapılmıĢ ve AND komutu devrededir. ġekil 2.2 de ise
program merdiven diyagramı ile gerçekleĢtirilmiĢtir. Her iki giriĢinde %I0.0 ve %I0.1
çıkıĢında ise %Q0.0 enerjilenir. Bunlardan farklı durumlarda çıkıĢ enerjilenmez.
LD %I0.0
A %I0.1
= %Q0.0
ġekil 2.1. AND komut listesi olarak gösterimi
ġekil 2.2. AND komutunun merdiven diyagramı olarak gösterimi
2.8.2.2. OR (VEYA) Kapısı
ġekil 3.1 da programlama olarak komut listesi kullanılmıĢ programda OR komutu
kullanılmıĢtır. ġekil 3.2 de ise programa merdiven diyagramı ile gerçekleĢtirilmiĢtir.
GiriĢler %I0.0 VE %I0.1 kapalı olarak belirlenirse Q0.0 çıkıĢı enerjilenir. Aksi takdirde
Q0.0 çıkıĢı enerjilenemez.
LD %I0.0
O %I0.1
= Q0.0
ġekil 3.1. OR komut listesi olarak gösterimi

12
ġekil 3.2. OR komutunun merdiven diyagramı olarak gösterimi
2.8.2.3 VE DEĞĠL (AND NOT ) Komutu
ġekil 4.1 de programlama olarak komut listesi kullanılmıĢ olup programda AND NOT
komutu kullanılmıĢtır. ġekil 4.2 de ise program merdiven diyagramı olarak
gerçekleĢtirilmiĢtir. Normalde açık olan %I0.0 ve normalde kapalı olan %I0.1 komutları
yani lojik 1 olması durumunda çıkıĢ enerjilenir. Yani Q0.0 enerjilenmiĢ olur.
LD %I0.0
AN %I0.1
= %Q0.0
ġekil 4.1. AND NOT komut listesi olarak gösterimi
ġekil 4.2. AND NOT komutunun merdiven diyagramı olarak gösterimi
2.8.2.4. VEYA DEĞĠL (OR NOT )Komutu
ġekil 5.1 de programlama olarak komut listesi kullanılmıĢ olup programda OR NOT
komutu kullanılmıĢtır. ġekil 5.2 de ise program merdiven diyagramı olarak
gerçekleĢtirilmiĢtir. Normalde açık olan %I0.0 ve normalde kapalı olan %I0.1 anahtarları

13
yani bu durumda çıkıĢ enerjilenir. Kapalı olan %I0.1 kontak açık duruma gelirse enerji
çıkıĢa aktarılmaz.
LD %I0.0
ON %I0.1
= %Q0.0
ġekil 5.1. OR NOT komut listesi olarak gösterimi
ġekil 5.2. OR NOT merdiven diyagramı olarak gösterimi
2.8.2.5. Tümleyenini Yükle (LOAD NOT ) Komutu
ġekil 6.1 de programlama olarak komut listesi kullanılmıĢ olup programda LOAD NOT
komutu kullanılmıĢtır. ġekil 6.2 de ise program merdiven diyagramı olarak
gerçekleĢtirilmiĢtir. Normalde açık olan %I0.1 ve normalde kapalı olan %I0.0 anahtarları
yani bu durumda çıkıĢ enerjilenir. Kapalı olan %I0.0 kontak açık duruma gelirse enerji
çıkıĢa aktarılmaz.
LDN %I0.0
O %I0.1
= %Q0.0
ġekil 6.1. LOAD NOT komut listesi olarak gösterimi

14
ġekil 6.2. LOAD NOT komutunun merdiven diyagramı olarak gösterimi
2.8.3. SET VE RESET Komutu
Sürekli çalıĢmayı sağlamak amacıyla PLC‟ de mühürleme pek tercih edilmez. Bunların
yerine SET ( Kurma ) ve RESET ( Silme ) komutları yaygın olarak kullanılır.
2.8.3.1 SET (Kurma ) Komutu
ġekil 7.1 de ki komut listesi programında %I0.0 kapanması durumunda Q0.0 anahtarı
kendisini set eder. ġekil 7.2 de ise program merdiven diyagramı olarak gerçekleĢtirilmiĢtir.
Q0.0 da enerjilenme olup sürekli olarak çalıĢmaya baĢlar. Reset butonu ile bu iĢlemi
durdurabiliriz. Setleme iĢleminin bir diğer yolu ise dâhili rölelerden Set komutunun
altındaki sayılar kaç tane çıkıĢ rölesinin setleneceğini gösterir.
LD %I0.0
S %Q0.0
ġekil 7.1. SET komut listesi olarak gösterimi
ġekil 7.2. SET komutunun merdiven diyagramı olarak gösterimi
2.8.3.2 RESET (Silme ) Komutu
ġekil 8.1 de SET komutunu durdurmak için RESET komutu kullanılmıĢtır. ġekil 8.2 de
ise program merdiven diyagramı olarak gerçekleĢtirilmiĢtir. Anlık olarak %I0.1 „e ileti

15
geldiğinde R komutunda bulunan operand RESET eder. Bu durumda çıkıĢ yani %Q0.0
pasif olur. Reset komutunun altında bulunan sayı kaç nokta çıkıĢın resetleneceğini gösterir.
LD %I0.1
R %Q0.0
ġekil 8.1. RESET komut listesi olarak gösterimi
ġekil 8.2. RESET komutunun merdiven diyagramı olarak gösterimi
2.8.4. Kenar Tetiklemeler
ġekil 9 da merdiven diyagramında programlanmıĢ negatif kenar tetiklemenin kullanımı
gösterilmiĢtir. Bu kontağın özellikle önündeki sensör kapatıldığında değil de önündeki
sensör kapatıldığında değil de önündeki sensör açıldığında bağlı bulunduğu çıkıĢı bir
taramalık boyunca aktif eder. %I0.0 giriĢini önce aktif ettikten sonra tekrar pasif hale
getirirsek %Q0.0 çıkıĢını enerjilendirmiĢ oluruz. ÇıkıĢ bir döngülük süre boyunca aktif
halde bulunur. Daha sonra pasif hale geçerek çalıĢmaz.
ġekil 9. Merdiven diyagramı olarak negatif kenar tetiklemeli gösterimi

16
2.8.5. Zamanlayıcı Komutları
2.8.5.1. Çekme de Gecikmeli Zaman Röleleri ( TON)
ġekil 10 da bulunan devrede giriĢte sürekli enerji olması gerekiyor ki TM37 sayma
iĢlemini gerçekleĢtirebilsin.% I 0.0 a basıldığında TM37 sayma iĢlemine baĢlar. Ayarlanan
süre bitiminde kontaklar durumlarını değiĢtirirler. Açık olan kontak kapanır yani % Q 0.0
çıkıĢı enerjili olur. Zamanlayıcıları IN giriĢine kontak bağlanılması zorunludur. Aksi
takdirde program çalıĢmaz ve hata verir.
PLC‟ler de 1 ms, 10 ms, 100 ms zaman tabanında olan zamanlayıcılar kullanılır.
TON zamanlayıcıların PLC‟de ki adresleme ve yazma tabanları Ģöyledir;
T32-T96 → 1 ms
T33….T36, T97…. T100 → 10 ms
T37….T63, T101…T255 → 100 ms
ġekil 10. TON zamanlayıcısının merdiven diyagramı gösterimi
2.8.5.2. Çekmede Gecikmeli Kalıcı Tip Zaman Rölesi (TP)
TP zamanlayıcısının sayması için IN giriĢine sinyal gelmesi gerekir. Eğer sinyal
kesilirse sayma iĢlemini durdurur. Fakat saydığı değeri saklar. Ne zaman IN giriĢine tekrar
sinyal gelirse o zaman tekrardan kaldığı yerden saymaya baĢlar. TON‟un özellikleri bu
özellik haricinde aynıdır. ġekil 11 deki devrede T5‟in enerjilenmesi için %I 0.0 kontağının

17
kapatılması gerekir. Bu Ģekilde saymaya baĢlar. Ayarlanan süre sonunda açık olan kontak
kapanır. %Q 0.0 çıkıĢı enerjilenir ve çıkıĢ verir. Schneider „da CPU222‟de 1 ms, 10 ms,
100 ms olarak zaman tabanlı toplam 65 adet TP mevcuttur.
TP zamanlayıcıların PLC‟de adresleme ve yazma tabanları Ģöyledir;
T0-T64 → 1 ms
T1…..T4, T65…..T 68 →10 ms
T5….T31, T69….T95 → 100 ms
ġekil 11. TP zamanlayıcısının merdiven diyagramında gösterimi
2.8.5.3. Bırakmada Gecikmeli Zaman Röleleri ( TOF)
ġekil 12 deki devrede TOF zamanlayıcısı kullanılmıĢtır. TOF zamanlayıcısının özelliği
IN giriĢine sinyal geldiğinde çıkıĢına gelen sinyalin aynısını aktarır. Bu durumda gelen
sinyal 1 ise %Q 0.0 aktif olur. IN giriĢine bağlı sensör açıldıktan sonra belirlenen süre
sonunda kontaklar normal konumuna geri dönerler. TOF zamanlayıcıları PC‟lerde 1 ms, 10
ms, 100 ms zaman tabanlı olarak bulunur. Enerji kesildiğinde TOF zamanlayıcısının
zaman değeri sıfırlanır.
TOF zamanlayıcılarının PLC‟de adresleme ve zamanlama tabanları
T32-T96 → 1 ms
T33….T36, T 97…T100 → 10 ms
T37….T63, T101…T255 → 100 ms

18
ġekil 12. TOF zamanlayıcısının merdiven diyagramındaki gösterimi
2.8.6. Sayıcı ( Counter) Komutları
2.8.6.1. Yukarı Sayıcı (C) Komutları
Yukarı doğru saymak için C komutu kullanılır. Sinyal her giriĢe uygulandığında sayma
iĢlemini bir yukarısı yapar. Yukarı çıkan sayılar PV değerine geldiğinde çıkıĢ 1 olur. PV
değeri R giriĢine sinyal uygulanarak sıfırlanır. ġekil 13 de ki „‟PV değerine iki defa % I 0.0
açılıp kapanmasıyla ulaĢılmıĢ olacağından % Q 0.0 açık kontağın kapatılmasıyla aktif olur.
C0 PV değerine ulaĢtığında CO çıkıĢı vermez hale gelir.
ġekil 13. Yukarı sayıcının merdiven diyagramında gösterimi

19
2.8.6.2. AĢağı Sayıcının (CD) Komutları
AĢağı doğru sayma iĢlemi için CD komutu kullanılır. Sinyal her giriĢe uygulandığında
sayma iĢleminde bir azaltma yapar. Kendi resetlemesi için LD giriĢine sinyal
uygulandığında bu değerini 2 yaparak kendini resetler. ġekil 14 da ki devrede % Q 0.0 „ın
aktif olması için I 0.0 kontağı açılıp kapama iĢlemi 2 defa yapıldıktan sonra C1 PV
değerine ulaĢır ve açık kontağı kapatır. Bu Ģekilde aktif olur. ġekil 14 de aĢağı sayacının
merdiven diyagramı üzerinde gösterimi bulunmaktadır.
ġekil 14. AĢağı sayıcının merdiven diyagramında gösterimi
2.8.6.3. AĢağı – Yukarı Sayacı (C-CD) Komutları
AĢağı veya yukarı sayma iĢlemi için C-CD komutları kullanılır. AĢağıdaki devrede PV
değerinin bir azalması için CD giriĢine her azalma için sinyal uygulanması gerekir. C2 „
nin resetlemesi içinde R giriĢine sinyal uygulaması gerekir.%Q0.0 „ın çıkıĢ vermesi için
PV değeri 2 „ye eĢit olmak zorundadır.%I0.2 kontağı ise C2‟ yi durdurma amaçlı kullanılır.
ġekil 15 de aĢağı-yukarı sayacının merdiven diyagramındaki gösterimi bulunmaktadır.

20
ġekil 15. AĢağı yukarı sayacının merdiven diyagramında gösterimi
2.8.7. KarĢılaĢtırma Komutu
ÇeĢitli olaylara dayanarak verilen büyüklük, küçüklük ve eĢitlik ölçülerine göre
belirlendiği ve bu belirlenen değerlere bağlı olarak kumanda iĢaretlerinin üretildiği
iĢlemlerdir. KarĢılaĢtırma komutu ile bu tür iĢlemler gerçekleĢtirilir.8 bitlik , 16 bitlik ve 32
bitlik verilerle bu karĢılaĢtırma iĢlemeleri yapılabilir.
2.8.7.1. Tam Sayı EĢit KarĢılaĢtırma Komutları
ġekildeki kontakların birbirine eĢit olduğu durumlarda yani N1 ve N2 ye eĢit olduğu
durumlarda kontaklar kapanır. “I” karakteri bu komut için katsayıyı ifade eder. N1 ve N2
operandlarına tamsayı haricinde baĢka sayıların girilemeyeceğini belirtir.
2.8.7.2. Tam Sayı Küçük Yâda EĢit KarĢılaĢtırma Komutları
Bu komutların kontağı kapatması için N1 değerinin N2 değerinden küçük ya da eĢit
olması durumunda olması gerekir. Büyük olması durumun da kontak kapanmaz açılır.
2.8.7.3. Tam Sayı Küçük Ya da Büyük KarĢılaĢtırma Komutları
Bu komutların kontağı kapatması için N1 değerinin N2 değerinden küçük ya da büyük
olması durumunda olması gerekir. Kontağın açması için sadece eĢit olmaları gerekir.

21
2.8.7.4. Tam Sayı Küçük KarĢılaĢtırma Komutları
N2 değerinin N1 değerinden büyük olduğu durumlarda kontağı kapatır.
2.8.7.5. Tam Sayı Büyük Ya da EĢit KarĢılaĢtırma Komutları
Kontağın kapanması için gerekli olan durum N1 değerinin N2 değerinden eĢit ya da
büyük olması durumunda gerçekleĢir.
2.8.7.6. Tam Sayı Büyük KarĢılaĢtırma Komutları
Kontağın kapanması için gerekli olan durum N1 değerinin N2 değerinden büyük olması
durumunda geçerlidir.
2.8.8. MOVE Komutu
GiriĢine uygulanan bilgiyi çıkıĢa aynen aktaran ve bu aktarmadan etkilenmeyen
komutlara MOVE komutu denir. GiriĢe verilen bilgiler sayıda olabilir değiĢkende olabilir.
EN giriĢinin “1” olması durumunda atama aktarma iĢlemleri gerçekleĢir.
Yeniden ayrı bir atama iĢlemi yapılması durumunda önceki bilgi silinir ve son atama
iĢlemi ele alınır. Byte içine atılan bilgiler MOV-B, word içine atılan bilgiler MOV-W
komutları kullanılır.
2.8.8.1. Move Byte ( MOW-B ) Komutları
ġekilde gösterilen devrede %Q0.0çıkıĢının aktif olması için EN giriĢinin “1” olduğu
durumlarda IN giriĢine “1” değeri verildiğinde QB0 byte içerisinde çıkıĢ aktif olur.%Q0.2
çıkıĢının aktif olması için IN giriĢine 4 değeri verilmesi gerekir.
2.8.8.2. Move Word ( MOVE-W ) Komutları
ġekildeki devrede EN giriĢinin “1” olması durumunda 450 rakamı %Q0.0, %Q0.1,
…,%Q0.6 , %Q0.7 „ nın karĢılığı olduğu ve MOV-W komutunun 450 değerinin QW0 „ a
atmasıdır. Bu Ģekilde %Q0.0 ,%Q1.1, … ,%Q1.6 , %Q1.7çıkıĢları bu durumda aktif
olur.IN yerine 256 yazdığımız durumda %Q0.0 aktif olur.16. bitteki sayı sayının negatif
mi, pozitif mi olduğunu belirler.IN giriĢine 1W , QW , MW , VW , AC , T, C değerlerini
alabilir. OUT çıkıĢı içinse 1W, QW, MW, VW, T, C değerleri de uygulanabilir.

22
2.8.8.3. Move Double Word ( MOV-DW ) Komutları
ġekildeki devrede %I0.0 aktif yani kapalı olma durumunda MOV-DW komutu 50.000
rakamını MDO giriĢine aktaran iĢlemleri yapar. IN giriĢine ID, QD, MD, VD, AC
değerlerini alabilir ve OUT çıkıĢı için ise ID, QD, MD, VD değerleri uygulanabilir.

3. DENEY SETĠNDE KULLANILAN DĠĞER MALZEMELER
3.1. Güç Kaynağı
Elektrik ve Elektronik cihazların gereksinim duyduğu çeĢitli gerilim ve akımlara
dönüĢüm yapabilen cihazlardır. Yaptığımız deney setinde PLC için gerekli 24 V DC
gerilim elde etmek için güç kaynağı kullanacağız. ġekil 16 da deney setinde kullanılacak
güç kaynağı gösterilmiĢtir.
ġekil 16. Güç Kaynağı gösterimi
3.2. Faz Koruma Rölesi
R-S-T fazlarıyla çalıĢan 3 Fazlı motorlarda fazlardan herhangi birinin kesilmesi
durumunda motorun çalıĢması devam eder. Fakat motor 3 faz yerine 2 fazda çalıĢmaya
devam ettiği için bu motor da tehlikeli ve normal olmayan bir durum ortaya çıkarabilir. 3
faz ile çalıĢan motorun 2 faz ile çalıĢması Ģebekeden çekmesi gerekenden daha yüksek

24
akım çekeceğinden ve bu yüksek akım sargıları ısıtıp sargıların izolesini eriteceğinden kısa
devre meydana getirir. Bu Ģekilde oluĢan kısa devrede motorun bozulmasına neden olur.
OluĢacak kısa devrede motorun zarara görmemesi için bazı önlemlerin alınması
gerekir. Bu önlemler sigorta, termik vb. koruyucular olabilir. Bu koruyuculara ek olarak
elektronik yapılı faz koruma röleleri üretilmiĢtir. Üretilen faz koruma röleleri maliyeti
bakımından oldukça ucuz ve iĢleyiĢi bakımından çok geniĢ bir alana sahiptir. Faz korum
röleleri motorun 3 fazdan 2 faza düĢmesine faz gerilimlerinin ±%10 ile ±%20 arasında
değiĢmesine ve sargıların aĢırı ısınıp kısa devre olmaması için koruma yapabilmektedir.
ġekil 17 de PLC ve Elektromekanik deney setinde kullanılacak Faz koruma rölesi
gösterilmiĢtir.
ġekil 17. Faz koruma rölesi gösterimi

25
3.3. AĢırı Akım Koruma Rölesi
AC veya DC ile çalıĢan motorların normal çalıĢma değerlerinde çalıĢırken beklenmedik
bir nedenden dolayı çıkan arızada normal değerlerin üzerinden daha da fazla akım
çekmeye baĢladığında motor sargılarının ve bağlı olduğu tesisatın zarar görmemesi ve
normalden daha da fazla çekilen akımın en kısa sürede kesilmesi gerekir. Motor kesmekte
kullanılan aĢırı akım röleleri manyetik ve termik olmak üzere 2 çeĢittir. Bunları
inceleyelim;
3.3.1. Manyetik AĢırı Akım Rölesi
Manyetik aĢırı akım rölesinin çalıĢabilmesi için manyetik bir alan oluĢması gerekir. Bu
manyetik alanda elektrik akımı sayesinde meydana gelir. Bu manyetik aĢırı akım rölesi 3
kısımdan meydana gelmektedir. Bunlar, Elektromıknatıs, kontak ve geciktirici düzenektir.
Röle aktif halde iken elektromıknatısın bobininden aynı zamanda motorun akımı da
geçer. Motor bilinmeyen bir nedenden dolayı normalin üzerinde akım çekmeye baĢlarsa bu
artıĢ nedeniyle bobinin oluĢturduğu mıknatısiyet artmaya ve nüveyi yukarı doğru çekmek
ister. Nüvenin frenlenmesi yani hemen yukarı hareket etmemesi içinde yağ bulunan
pistondan oluĢmuĢ yavaĢlatıcı bir düzenek ile sağlanır. Alıcını çektiği aĢırı akım 1-2 dakika
boyunca devam ederse pistonun düzeneği yukarı doğru kaymaya devam eder. Sonuç olarak
nüve yavaĢta olsa yukarı çıktığında kumanda kontakları mevcut durumları değiĢtirip
motorun çalıĢmasını sağlayan kontaktörün akımının kesilmesine neden olur. Motorun
yeniden aktif hale yani çalıĢabilmesi için reset (Yeniden Kurma) butonuna basılması
yeterlidir.
3.3.2. Termik AĢırı Akım Rölesi
Metallerin kendi yapılarına göre sıcaklığa olan tepkileri farklıdır. Bazı metaller sıcaktan
çok etkilenip geniĢlerken, bazı metaller sıcaktan fazla etkilenmezler. Bu metallerin
sıcaklıktan kaynaklana farklılıkları bimetal denilen düzeneklerin ortaya çıkmasına neden
olmuĢtur. Bu ortaya çıkan bimetal ısındığında farklı uzunlukta genleĢen ayrı cins farklı iki
metal Ģeridinin birleĢtirilmesi ile oluĢturulur. ġekil 18 de PLC ve Elektromekanik deney
setinde kullanılacak termik aĢırı akım rölesi gösterilmiĢtir [5].

26
ġekil 18. Termik aĢırı akım rölesi gösterimi
3.4. Zaman Röleleri
Otomatik kumanda devrelerinde alıcıların belirli bir süre aktif ve ya pasif hale getirmek
için zaman röleleri kullanılır. Bu zaman rölesinin yapısı üç elemandan oluĢur.
Bunlar;
Gecikmeyle kontak değiĢtiren kontaklar
Ani konum (gecikmesiz) değiĢtiren kontaklar
Bobin
Zaman rölesi çeĢitleri;
Çekmede gecikmeli tip(Düz) zaman rölesi
DüĢmede gecikmeli tip( Ters) zaman rölesi
Bırakmada gecikmeli tip( impuls) zaman rölesi
Çekmede ve bırakmada gecikmeli tip zaman rölesi
FlaĢör zaman rölesi
Yıldız-üçgen zaman rölesi
Çift zaman ayarlı zaman rölesi
Deney setimizde kullandığımız zaman rölesi çekmede gecikmeli tip (düz) zaman rölesi
olacaktır. Normalde kapalı kontaklı bulunan rölenin besleme uçlarına enerji

27
uygulandığından belirlenen süre sonunda kontaklarının kapalı durumdan açık duruma
geçmesini sağlar. Aynı durum açık kontaktan kapalı kontağa geçmekte de geçerlidir.
Besleme uçlarında enerji kesildiğinde kontaklar ani olarak eski enerjisiz konumlarına geri
dönerler. ġekil 19 da PLC ve Elektromekanik deney setinde kullanılacak zaman rölesi
gösterilmiĢtir.
ġekil 19. Zaman rölesi gösterimi
3.5. Sınır Anahtarı
Hareket eden parçası tarafından kumanda edilen ve hareketli aygıtların hareketini
durdurup hareketsiz olan aygıtları hareket ettiren elemandır. Sınır anahtarının iki kontağı
vardır.
Normalde açık kontak
Normalde kapalı kontak
Hareketli sistemlerde yani bant sistemlerinde takım tezgâhları vb. mekanik ve
manyetik tip sınır anahtarı olarak iki çeĢittir.

28
Mekanik tip sınır anahtarı kullanılacak olan aygıtın sabit olan kısmına mantolanır.
Aygıtın hareketli kısmında bulunan çıkıntının, sınır anahtarının hareketli kısmına
değdiğinde kontakların konum değiĢtirmesi olayıdır. Bu sayede aygıtın hareket eden
parçası durur ve ya aygıtın hareket yönü değiĢir. Genel de makaralı ve pimli sınır
anahtarları olarak adlandırılır.
Manyetik tip sınır anahtarı mekanik gibi dokunma veya çarpma olmadan aynı iĢlemi
gerçekleĢtiren sınır anahtarlarıdır. Sabit mıknatıs ve kumanda olmak üzere 2‟ye ayrılır.
ġekil 20 de PLC ve Elektromekanik deney setinde kullanılacak sınır anahtarı gösterilmiĢtir.
ġekil 20. Sınır anahtarı gösterimi

29
3.6. Kontaktör
Normal devre veya aĢırı yük iĢletme durumunda akımları açmaya, kapamaya ve
taĢımaya yarayan uzaktan kumanda edilen anahtarlama elemanıdır. En önemli özellikleri
sık açma-kapamada sorun yaratmaması ve uzaktan kumanda edilebilmesidir. Kontaktör;
kontaklar, bobin ve demir nüveden oluĢmaktadır. Nüve üzerine sarılmıĢ kontaktör bobinine
uygulanan gerilim ile elektromıknatıs özelliği kazanan nüve karĢısındaki paleti çeker. Palet
üzerindeki hareketli kontaklar konum değiĢtirerek normalde açık olan kontaklar
kapanırken normalde kapalı olan kontakları açılır. ġekil 21 de PLC ve Elektromekanik
deney setinde kullanılacak kontaktör gösterilmiĢtir [6].
ġekil 21. Kontaktör gösterimi
3.7. Grup Ve Tekli Sigorta
Elektrikli devrelerde kullanılan sigorta devreden geçen akım, belirli bir değerin üzerine
çıkması durumunda akımı kesmesi için devreyi açar. Sigorta devreye seri bağlanırken fazla

30
akım çekmesi durumunda devreyi açarak tehlikeyi önler. ġekil 22 de deney setinde
kullanılacak grup ve tekli sigorta gösterilmiĢtir [5].
ġekil 22. Grup ve Tekli sigorta
3.8. Ampermetre
Devredeki elektrik akımını ölçen ampermetre devreye seri olarak bağlanır. Bir
ampermetrenin ölçeceği akım sınırlıdır. Sınırını aĢan akımı ölçebilmek için Ģönt adı altında
akım bölücü dirençler kullanılır. ġöntler özel olarak imal edilir ve ampermetreye dıĢarıdan
bağlanır. Bu Ģekilde ampermetrenin sınırını aĢan akımların ölçümü ampermetrede okunan
değer ile Ģönt üzerindeki değerle çarpılarak devreden geçen akım ölçülmüĢ olur. ġekil 23
de PLC ve Elektromekanik deney setinde kullanılan ampermetre gösterilmiĢtir.

31
ġekil 23. Ampermetre
3.9. Voltmetre
Elektrik devrelerinde iki ucun arasındaki potansiyel farkı ölçen aletlerdir. Devreye
paralel olarak bağlanır. Ġç dirençleri yüksek olarak imal edilmektedir. Günümüzde
teknolojinin geliĢmesi ile okuma kolaylığı olan ve çok hassas ölçümler yapabilen
voltmetreler bulunmaktadır. ġekil 24 de PLC ve Elektromekanik deney setinde
kullanılacak voltmetre gösterilmiĢtir.
ġekil 24. Voltmetre gösterimi

32
3.10. Kaçak Akım Koruma Rölesi
Faz – Nötr iletkenleri arasında bir fark oluĢtuğunda devreyi açan anahtarlara kaçak
akım koruma rölesi denir. Elektrik devrelerinde giren akımla çıkan akının eĢit olması
demek bu devrede herhangi bir kaçağın olmadığı anlamına gelir. Eğer kaçak akım olsaydı
devreye giren akım ile çıkan akım eĢit olmazdı. Bu eĢitliğin bozulması da faz - nötr
arasındaki dengenin bozulmasına neden olur. Kaçak akım koruma rölesi de bu gibi kaçak
akım olan devrelerde devreyi açarak istenmeyen kaçak akımı engellemiĢ olur. ġekil 25 de
PLC ve Elektromekanik deney setinde kullanılacak Kaçak akım rölesi gösterilmiĢtir.
ġekil 25. Kaçak Akım Koruma Rölesi
3.11. Kumanda Butonları
Devreyi çalıĢtırmaya veya durdurmaya yarayan elemanlardır. ÇeĢitli yapıda butonlar
üretilmektedir. Bunları Ģöyle sıralayabiliriz;
Tek Yönlü Butonlar
Start (ÇalıĢtırma) Butonu
Stop (Durdurma) Butonu
Çift Yönlü Butonlar
Kalıcı Tip Butonlar

4. DENEY SETĠNDEKĠ MALZEMELERĠN STANDARTLARI
Pano Ġmalat Standardı
Hizmet aldığımız pano imalatını yapan firmanın TSE 3367 Tip Test Sertifikası ve IEC
60439-1 „e göre Tip Test Sertifikası bulunmaktadır. Pano imalatı bu kalite standartlarına
göre üretilmiĢtir.
Kalite Standardı
TSE 3367 Belgesi
Kısa Devre Testi (Tip Testi )
ISO 9001 Belgesi Rusya Gast-R Sertifikası
Ukrayna Sepro Belgesi
Kablo Seçim Standardı
Ġletkenlerin tanıtılması için renk kodlaması iĢlemi;
ICS 29.020;13.110
TS 10316 EN 60204-1
standartları kullanılarak yapılmıĢtır.
Koruyucu Ġletkenin Tanıtılması
Koruyucu kablonun Ģekli, rengi, yeri ve iĢaretlenmesi daha rahat ayırt edebilmek için
tek renkte yapılmadığı iletkenin uzunluğu boyunca yeĢil ve sarı kombinasyonlar olarak
seçilir. Bu bölüm 417-IEC 5019 grafik sembolünde gösterilmiĢtir.
Nötr Ġletkenin Tanıtılması
Bir devrede nötr iletkeni varsa iletkenin rengi acık mavi olmalıdır. Standardı IEC 60446
olmalıdır. Diğer iletkenlerin tanıtılması siyah doğru akım ve alternatif akım güç devreleri,
kırmızı alternatif akım kontrol devreleri, mavi doğru akım kontrol devreleri

34
Sigorta Seçim Standartları
Sigorta seçiminde sigorta ve kaçak akım koruma seçiminde TS 86 EN 60269-1, TS 86
EN 60269-2, TS 86 EN 60269-3 bu standartlara göre seçim yapılmıĢtır. Kumanda devre
sembollerini Amerikan normuna göre çizilmiĢtir.
Topraklama Seçim Standardı
Deney panosunun topraklaması TS topraklama yönetmenliğe göre yapılmıĢtır.

5. DENEYSEL ÇALIġMALAR
Deney setinde kullanılan malzemeler alındıktan sonra malzemelerin sağlamlık tespiti
yapıldı ve örnek deney konumları belirlendi. Malzemelerin montaj öncesi tasarım planı
hazırlanarak malzemelerin pano üzerinde bulunacak yerleri kesin tespiti yapıldıktan sonra
pano üzerinde delinecek delikler belirlenerek iĢaretlendi.
Bu deney setinin simülasyonu ve tasarımı tamamlandıktan sonra deney seti panosu,
elektrik panosu üreten firmalara danıĢılmıĢ ve tasarıma uygun olarak yaptırılmıĢtır. PLC,
butonlar, anahtarlar, koruma röleleri, zaman rölesi, DC röle, trafo, kontaktörler,
ampermetre, voltmetre, sigortalar, güç kaynağı ve çeĢitli sensörler kullanılarak deney seti
panosu üzerine tasarıma uygun olarak montajı yapılmıĢ ve deney seti elemanlarının uçları
set üzerine çıkarılmıĢtır. Deney seti malzemelerinin tümüne içten kablolama yapılarak
çeĢitli deneyleri yapılacak hale getirilmiĢtir. Malzemelerin bağlantı Ģekillerinin
karmaĢıklığa yol açmayacak Ģekilde kabloların düzenli olarak yerleĢtirildi ve kablo
kanalları kullanıldı. Deney seti panosuna acil müdahale gerektiğinde kullanılmak üzere acil
durum butonu konulmuĢtur.
Deney setinin deneye baĢlamadan önce kapsamlı olarak kullanılan tüm malzemelerin
kapsamlı olarak ölçümleri yapıldı ve yuğun olmayan durumlar düzeltilerek deneylere
uygun hale getirilmiĢtir.
Deney setinde yapılabilecek deneylerin bazıları Ģöyledir;
Motorun kesik ve sürekli çalıĢması
Motorda devir yönü değiĢtirme
Buton kilitlemeli devir yönü değiĢtirme
Elektriksel kilitlemeli devir yönü değiĢtirme
Motorun çalıĢması ve zaman ayarlı olarak durması
Otomatik Yıldız-Üçgen yol verme
Oto trafosuyla yol verme
Dirençle yol verme [4].

36
Bu deneyler ve bunun gibi birçok otomatik kumanda deneyi deney setinde
gerçekleĢtirilerek deney setinin çalıĢması gözlemlenmiĢtir. Ayrıca bu deneylerin PLC ile
gerçeklemesi yapılarak karĢılaĢtırma da yapılabilmektedir.
Deney seti üzerinde yapılabilecek deneylerden bazıları EK 1 ve EK 2 de laboratuvar deney
föyleri içeriğinde bulunmaktadır. EK 3. te ise deney setinin blok Ģeması görülmektedir.

6. SONUÇLAR
Günümüzde gıda, tekstil, otomotiv ve kimya gibi birçok sanayi alanında üretim
otomatik olarak yapılmaktadır. Bu sanayi kuruluĢlarında cihazların kontrol edilebilmesi
için programlanabilir lojik kontrol (PLC) cihazları yaygın olarak kullanılmaktadır. Elektrik
kumanda sistemlerinde de kontaktör, röle ve zaman rölesi gibi elemanlarla yapılan
kumanda sistemleri ile birlikte mikroiĢlemci tabanlı programlanabilen PLC ve otomatik
kumanda sistemleri kullanılmaktadır. PLC ile yapılacak otomatik kumanda sistemleri
karıĢık devrelere çözüm getirerek PLC ile endüstriyel sistemler kolay tasarlanıp
uygulamalara daha rahat Ģekilde çözüm bulunmuĢtur.
Günümüze kadar kullanılmakta olan deney setleri PLC, kumanda, güç devresi, ölçme
ve koruma deney setleri olarak tasarlanmaktadır. Bu deney setlerinde yaĢanan problemler
Ģunlardır;
Çoğu kez deney setleri ayrı ayrı tasarlanmaktadır.
KarmaĢık deneyler yaparken farklı deney setlerini bir araya getirmek gerekir.
KarmaĢık deneyleri yapan kiĢi farklı deney setlerini kullanırken yanlıĢ bağlantı
yapması söz konusu olabilir.
Yapılacak olan yanlıĢ bağlantılar deney setlerini güç, gerilim ve akım
yönünden zarar verebilir veya kullanılamaz hale getirebilir.
Kısıtlı yer sorunu olan laboratuvar ortamlarında farklı deney setleri fazla yer
kaplamaktadır.
Deney setlerinin ayrı ayrı olması deney setlerini etkili kullanmayı
azaltmaktadır.
Farklı deney setleriyle yapılan deneyler kiĢiye özgünlük katmamakta ve
çalıĢma ortamlarında oluĢabilecek sorunları bir bütün olarak görmesini
engellemektedir.
Bu nedenlere çözüm olarak yaptığımız PLC ve Elektromekanik deney seti ile
Ayrı ayrı olan PLC, kumanda, güç, koruma ve ölçme deney setleri
birleĢtirilmiĢtir.

38
Kapsamlı ve karmaĢık deneyler bu deney seti ile daha kolay Ģekilde yapılır.
Farklı deneylerin birbirleriyle bağlantıları durumunda ortaya çıkabilecek
sorunlar minimum seviyeye indirilmiĢtir.
Deney setinde güç, akım ve gerilim yönünden kullanıcıya zarar vermesi
engellenmiĢ, gerekli önlemler alınmıĢtır.
Laboratuvar ortamında fazla yer kaplamadan birçok deney yapılabilir.
Deneyi yapan kiĢi deney setini etkili kullanabilecek ayrıca yer, zaman ve
maliyet açısından verimlilik artacaktır.
Deney setinde yapılacak deneyler ile birçok bilgi bir araya getirilecek ve
kullanıcının pratik uygulamaları artıracaktır.
ÇalıĢma ortamına uygun deneyler yapılabilecek ve karĢılaĢılacak olan
problemlere bakıĢ açısını değiĢtirerek değiĢik çözümler ortaya konulabilecektir.

7. DEĞERLENDĠRME
PLC ve elektromekanik deney seti birçok otomatik kumanda ve güç sistem devrelerinin
tasarımında önemli bir avantaj sağlamaktadır.
Deney setini kullanacak olan kiĢiler farklı uygulamaları birebir uygulayarak konu
hakkında detaylı bilgiye ve pratiğe sahip olabilmektedir. Deney seti aynı zamanda kısıtlı
laboratuvar ortamında yer ve zaman kullanımını azaltmaktadır. Ayrıca elektrik makinaları
devreleri ve otomatik kumanda deneylerinin tek bir deney seti üzerinde tasarlanmasına
olanak sağlar. Akademik olarak kullanıcı kendini geliĢtirebilmektedir.
Yapılan PLC ve elektromekanik deney seti ile birçok deney seti birleĢtirilerek
kullanıcıya alternatif oluĢturulmuĢ ve kullanıĢlı, düĢük maliyetli, öğretici ve kullanıcılığı
yüksek olan deney seti oluĢturulmuĢtur.

40
KAYNAKLAR
[1]. A. D. Gök, PLC Temelleri ve Uygulamaları, Okutman Yayıncılık, Ankara,
2008.
[2]. Z. Sancak, T. Kato, Otomatik Kumanda 1, Yüce Yayınları, Ġstanbul, 1992.
[3]. B. Karayazı, İleri Kumanda Tekniği, Birsen Yayınevi, 2006.
[4]. Twido Programlanabilir Kontrolörler Yazılım Kılavuzu, Schneider Elektrik,
2013.
[5] A. Görkem, Atölye 2, Özkan Matbaası, Ankara, 2003.
[6] Kontaktör, Röle, Koruyucu Elemanlar ve Montajı, Megep Yayınları 2011.
[7]. A. Özdemir, Elektrik Bilgisi, BiliĢim Matbaacılık, Ġstanbul, 2000.

1
KARADENİZ TEKNİK ÜNİVERSİTESİ Mühendislik Fakültesi
Elektrik-Elektronik Mühendisliği
Bölümü
Ek 1. Laboratuvar Deney Föyü 1
ASENKRON MOTORLARIN PLC’ LERLE KONTROLÜ
1. Deneyin Amacı
Bu deney Klasik Kumanda Devreleri ile PLC arasındaki benzerlik ve farklılıkları
göstererek bu sistemlerin birbirlerine karşı avantaj ve dezavantajlarının belirlenmesi amacıyla
yapılmaktadır. Ayrıca Klasik Kumanda Devreleri ve PLC’ler ile Asenkron motorların nasıl
kontrol edildiğini uygulamalı olarak göstererek öğretmeyi amaçlamaktadır.
2. Kullanılacak Malzemeler
Bilgisayar
PLC Elektromekanik Deney Seti
1 adet 3 Fazlı Asenkron Motor
3. Hazırlık Soruları
1) Kontaktör, kontak, buton, Normalde Açık (NO, NA) kontak, Normalde Kapalı (NC, NK)
kontak, röle, bobin, sınır anahtarı hakkında bildiklerinizi yazınız. Bunların PLC ve
Kumanda devresindeki kullanım amaçları nelerdir ve birbirleri ile nasıl bir ilişki
içerisindedirler?
2) Kumanda, PLC ve Güç devrelerinin çalışma gerilimleri nelerdir?
3) PLC ve Kumanda devrelerinin kullanım alanları nelerdir? Bunlardan hangisi daha çok
kullanılır? Niçin?
4) Yol verme nedir? Neden yapılır? Nasıl yapılır? Ve çeşitleri nelerdir?
5) 3 fazlı asenkron motorun devir yönü nasıl değişir?
6) Mühürleme işlemi nedir? Nasıl yapılır? Neden ihtiyaç duyulur?
7) Elektriksel Kilitleme nedir? Nasıl yapılır? Neden ihtiyaç duyulur?
8) Ters akımla frenleme nasıl yapılır?
9) Kaç çeşit zaman rölesi vardır? Özellikleri nelerdir?
10) Dinamik frenleme nasıl yapılır?
11) Deney föyünde verilen deneylerin PLC merdiven diyagramlarının çalışmasını kısaca
anlatınız.

2
PLC’ lerle Kontrolü
4. Programlanabilir Lojik Kontrolör
4.1 Giriş
Programlanabilir lojik kontroller (Programmable Logic Controller ) otomasyon
sistemlerinin kontrol ve kumanda devrelerine uygun yapıda gerçekleştirmeye iletişim ara
birimleri ve giriş-çıkış birimleri ile donatılmış, yapısal olarak kontrol programı altında çalışan
bilgisayarlardır.
İlk olarak PLC 1969 yılında Modicon firması tarafından kumandalı sistemlerin yerine
almak için geliştirilmiştir. İlk PLC ‘nin başarı ile endüstride kullanılmasından sonra, Allen –
Bradley, General Electric, Siemens, GEC gibi birçok firma performansı yüksek orta maliyette
PLC üretmiştir. Toshiba, Omron, Mitsubishi gibi firmalarda yüksek performans ve ucuz
maliyette PLC ürettikten sonra yaygın olarak endüstriyel otomasyon devlerinde kullanılmaya
başlamıştır.
PLC’ lerin kullandığı en yaygın alanlar kumanda devrelerine sahip olan endüstriyel
otomasyon sistemleridir. Kumanda devreleri, zaman rölesi, kontaktör, sayıcı ve yardımcı röle
gibi elemanlardan oluşur. Şu anki günümüzde PLC ‘ler, kumanda devreleriyle aynı işi yaparak
kumandalı sistemlerde PLC’li olarak bulunmaktadır.
PLC’nin girişine uygulanan komutlar ve bilgi ile çalışır. PLC dijital anahtar, yakınlık
anahtarı, manyetik ışık, ısı gibi sensörlerden aldığı bilgiyi kullanıcının belirlediği programa göre
uygulayan ve çıkışa aktaran mikroişlemcidir.
Çıkış bölümüne bağlı işi yapacak elemanlar ( kavrama sistemi, sinyal lambası, selenoid
valf, motor vb. ) birçok malzeme bağlanabilir. Gücü küçük olan yükler PLC’lerin çıkış bölümüne
bağlanırken ek donanıma ihtiyaçları yoktur fakat büyük güçlü olan yükler direk olarak değil de
kontaktör veya röle üzerinden bağlanması gerekir.
4.2 PLC ‘li ve Röleli Kumanda Arasındaki Farklar
a) Kumanda sistemlerine klasik olarak sayıcı, koruma röleleri, kontaktör ve birçok çeşide
sahip butonlardan oluşmaktadır. Fakat PLC ‘nin olduğu sistemler de bu saydığımız
elemanlar PLC’nin içinde mevcut olduğundan bu elemanlara ihtiyaç yoktur.
b) Bir devre klasik kumanda sistemi ile gerçekleştirildiğinde sınırlı sayıda kontakları
bulunan kontaktör ve röleler vardır. Bundan dolayı sisteme ek ilave yeni kontaktörlere
gereksinim vardır. Fakat kontaktör sayısı PLC lerde sınırsızdır.

3
PLC’ lerle Kontrolü
c) Sisteme ek olarak yapılacak değişiklikler için kumanda sistemleri sökülüp ek ilave ile
montaj baştan yapılacağından değişiklikler ve masraf programın farklılaştırılması ile
meydana gelir.
d) Devreler klasik kumanda sistemleri ile oldukça zor ve karmaşık halde iken PLC
kullanılan devreler kumanda sistemlerine göre oldukça basit ve daha kolaydır.
e) Gerçekleştirilmiş olan devreler klasik kumanda sistemi ise kapladığı alan oldukça fazla
olurken, PLC’de gerçekleştirilen devreler kumanda sistemine göre oldukça az yer
kaplamaktadır. Görünüş bakımından daha estetik durmaktadır.
f) Klasik kumanda sistemleriyle gerçekleştirilen devreler PLC’li devrelere göre az maliyet
olmasına rağmen zamanla yapılacak olan ilaveler sayesinde PLC’ler büyük avantaj
sağlamaktadır.
4.3 PLC Nasıl Çalışır?
PLC, girişten gelen sinyallere göre, çıkışa uygun sinyalleri vermek suretiyle çalışır. PLC
Şekil E 1.1 de bu kontrolü gerçekleştirmek için, hafızasına yüklü olan programı sürekli olarak
kontrol eder. Bu program PLC’nin dâhili işlemlerinin bir parçası olarak çalışır.
4.4 Deneyin Yapılacağı TWDLCDA24DRF PLC'nin Bazı Özellikleri
Besleme: 24 V DC beslemesi vardır. Giriş kontaklarını beslemek için 24V DC
çıkışları vardır.
CPU24: Programın yürütülmesini sağlar. Programların kaydedilmesi için belleğe
sahiptir. Programlama işlemi bilgisayar üzerinden yapılmaktadır. Bilgisayara
bağlanabilmesi için USB/PPI multi-master kablo kullanılır.
Şekil E 1.1. Programlanabilir Lojik Kontolör Yapısı Blok Diyagramı

4
PLC’ lerle Kontrolü
Giriş Anahtarları: %I0.0 - %I0.13 olmak üzere 14 tane giriş kontağına sahiptir. 24 V
DC ile çalışır. PLC' ye uygulanacak giriş işaretler bu anahtarlara uygulanır.
Çıkış Anahtarları: %Q0.0 - %Q0.9 ve 10 tane çıkış anahtarına sahiptir. 24 V DC, 0-20
mA arasında çıkış sağlamaktadır.
4.5 PLC'lerin Programlanması
Yazılan programlar kumanda ve kontrol amacıyla PLC’lerin program belleğine
yüklememiz için programlayıcı birimlere ihtiyacımız vardır. Bu programlayıcı birimler
mikroişlemci tabanlı olmakla birlikte özel bir aygıt olabileceği gibi genel amaçla kullanılmakta
olan kişisel bilgisayarlara da yüklenmiş olan yazılımlarda olabilir. Aynı zamanda programlayıcı
birim PLC’nin çalışma anında giriş ve çıkış durumlarının incelenmesi ve değiştirilmesi gibi yâda
programların yazılması, PLC ‘ye aktarılması gibi olanaklar sağlar. PLC’ nin programlanması için
gerekli semboller ve Ladder diyagramı örneği Şekil E 1.2 ve 1.3 de gösterilmiştir.
4.6 Ladder Diyagramı – Temel Semboller
Şekil E 1.2. a) Kumanda Devresi b) Ladder Diyagram
Şekil E 1.2. a) Normalde Açık Kontak b) Normalde Kapalı Kontak c) Çıkış

5
PLC’ lerle Kontrolü
5. Üç Fazlı Asenkron Motor PLC Uygulamaları
5.1 Genel Amaç
Asenkron motorların PLC’ler ile elektromekanik kumanda elemanlarına göre daha hızlı, daha
güvenli ve daha ucuz bir şekilde kontrolüne ilişkin deneyler yapılacaktır.
5.2 Üç Fazlı Asenkron Motora Yıldız-Üçgen Yol Verme
5.2.1 Klasik Kumanda Devresi ile:
Kumanda devresini Şekil E 1.4 a )’da görüldüğü gibi deney seti üzerinde gerçekleştirin. Daha
sonra da güç devresini Şekil E 1.4 b )’de görüldüğü gibi yine deney seti üzerinde gerçekleştirin.
Şekil E 1.3. a) Kumanda Devresi b) Güç Devresi

6
PLC’ lerle Kontrolü
5.2.2 PLC ile
LDN %I0.0.0
AND( %I0.0.1
OR %Q0.0.0
)
ST %Q0.0.0
BLK %TM0
LD %Q0.0.0
ANDN %Q0.0.2
IN
OUT_BLK
LD Q
ANDN %TM0.Q
ST %Q0.0.1
END_BLK
LD %Q0.0.0
ANDN %Q0.0.1
AND( %TM0.Q
OR %Q0.0.0
)
Şekil E 1.4. Üç Fazlı Asenkron Motora Yıldız-Üçgen Yol Verme Devresine İlişkin Ladder
Diyagram
Çizelge E.1. Üç Fazlı Asenkron Motora Yıldız-Üçgen Yol Verme Devresine İlişkin Sembol
Tablosu

7
PLC’ lerle Kontrolü
5.3 Elektriksel Kilitleme Devresi ile Asenkron Motorun Dönüş Yönünün Değiştirilmesi
5.3.1 Klasik Kumanda Devresi ile:
Bu deneyin amacı Elektriksel Kilitleme Devresini tanıyarak 3 fazlı asenkron motorun
devir yönünün elektriksel kilitleme yöntemi ile nasıl değiştirildiğini gözlemleme olacaktır.
Ayrıca güç ve kumanda devresine ait pratik ve teorik bilgi ve becerilerimiz geliştirecektir.
Sistemin işleyişi şöyle gerçekleşmektedir; İleri butonuna bastığımızda I kontaktörü
enerjilenir ve motor ileri yönde çalışmaya başlar. Eğer motoru Geri yönde çalıştırmak istiyorsak
ilk önce Stop butonuna basılıp daha sonra Geri butonuna basmamız gerekir. Çünkü Geri
kontaktörüne seri bağlı İleri kontaktörünün I kapalı kontağı vardır. Bu kontak motor İleri yönde
çalışmaya başlayınca açık hale gelmiştir. Bu sebeple de ilk önce Stop butonuna basılıp daha
sonra Geri butonuna basmamız gerekmektedir. Bu işlemleri sırasıyla takip ettikten sonra G
kontaktörü enerjilenir ve motor geri yönde çalışmaya başlar. Yani ilk durumun tersi yönünde
dönmeye başlar. Motoru ileri veya geri çalıştırmak istiyorsak ilk önce Stop butonuna basıp sonra
isteğimiz yön butonuna basarız. Motorun dönüş yönü değiştirilirken durdurulması gerektiği için
dönüş hızı bu sırada azalacaktır. Motor, diğer yönde dönmeye başladığı anda Butonsal Kilitleme
Devresindeki gibi sarsılmayacaktır. Buda, bu devrenin avantajıdır.
Kumanda devresini Şekil E 1.6 a )’da görüldüğü gibi deney seti üzerinde gerçekleştirin.
Daha sonra da güç devresini Şekil E 1.6 b )’de görüldüğü gibi yine deney seti üzerinde
gerçekleştirin.
Şekil E 1.5. a) İleri-Geri Kumanda Devresi b)Güç Devresi

8
PLC’ lerle Kontrolü
5.3.2 PLC ile:
LDN %I0.0.0
MPS
AND( %I0.0.1
OR %Q0.0.0
)
ANDN
%Q0.0.1
ST %Q0.0.0
MPP
AND( %I0.0.2
OR %Q0.0.1
)
ANDN
%Q0.0.0
ST %Q0.0.1
Şekil E 1.6. Elektriksel Kilitleme Devresi ile Asenkron Motorun Dönüş Yönünün
Değiştirilmesine İlişkin Ladder Diyagram
Çizelge E.2. Elektriksel Kilitleme Devresi ile Asenkron Motorun Dönüş Yönünün
Değiştirilmesine İlişkin Sembol Tablosu

9
PLC’ lerle Kontrolü
5.4 Asenkron Motorun İki Yönde Sınır Anahtarı ile Çalıştırılması
5.4.1 Klasik Kumanda Devresi ile:
Bu deneyin amacı motorun sınır anahtarı ile çalışma devresini tanıyarak 3 fazlı asenkron
motorun devir yönünün sınır anahtarı ile nasıl değiştirildiğini gözlemleme olacaktır. Ayrıca güç
ve kumanda devresine ait pratik ve teorik bilgi ve becerilerimiz geliştirecektir.
Sistemin işleyişi şöyle gerçekleşmektedir; Öncelikle bu sistem elektriksel kilitlemeli
devir yönü değiştirme sisteminin sınır anahtar kontaklarının eklenerek oluşturulmuş bir sitemdir.
Vargel, taşlama, freze gibi iş tezgâhlarında hareketli kısmın hareketi, sınır anahtarı ile kontrol
altına alınır. Hareketli kısmın durmasını veya yönünü değişmesini istediğimiz noktaya sınır
anahtarı konulur. Hareketli kısım sınır anahtarının pimine değdiği zaman kontaklar konum
değiştirerek motorun dönüş yönünün değişmesi sağlar. Burada amaç motorun belli bir konuma
kadar çalışması sonra sınır anahtarı vasıtası ile durdurularak ters yönde çalışmaya hazır hale
getirilmesidir.
Kumanda devresini Şekil E 1.8 a )’da görüldüğü gibi deney seti üzerinde gerçekleştirin.
Daha sonra da güç devresini Şekil E 1.8 b )’de görüldüğü gibi yine deney seti üzerinde
gerçekleştirin.
Şekil E 1.7. a) Kumanda Devresi b)Güç Devresi

10
PLC’ lerle Kontrolü
5.4.2 PLC ile:
LDN %I0.0.0
MPS
AND( %I0.0.1
OR %Q0.0.0
)
ANDN %I0.0.2
ANDN %Q0.0.1
ST %Q0.0.0
MPP
AND( %I0.0.3
OR %Q0.0.1
)
ANDN %I0.0.4
ANDN %Q0.0.0
ST %Q0.0.1
Şekil E 1.8. Asenkron Motorun İki Yönde Sınır Anahtarı ile Çalıştırılmasına ilişkin Ladder
Diyagram
Çizelge E.3. Asenkron Motorun İki Yönde Sınır Anahtarı ile Çalıştırılmasına ilişkin Sembol
Tablosu

11
PLC’ lerle Kontrolü
5.5 Asenkron Motorun İki Yönde Sınır Anahtarı ile Sürekli Çalıştırılması
5.5.1 Klasik Kumanda Devresi ile:
Bu sistemin, motorun sınır anahtarı ile çalıştırılmasından farkı, motorun belli bir konuma gelince
durmayıp, sürekli çalışmasıdır. Bu çalışmayı sağlamak için, İleri butonu ile İleri kontaktörünün
normalde açık anahtarına paralel İleri sınır anahtarının normalde açık kontağı, Geri butonu ile
Geri kontaktörünün normalde açık anahtarına paralel Geri sınır anahtarının normalde açık
kontağı bağlanması gerekmektedir. Bunun sebebi motorun sürekli olarak ileri ve geri yönde
çalışmasını sağlamaktır. Bu işlem şu şekilde gerçekleşmektedir; Hareketli konum sınır
anahtarının pimine değdiği zaman kontaklar durum değiştirerek motorun dönüş yönünün
değişmesini sağlar. Bu işlem sürekli olarak tekrarlanır. Motorun durmasını istediğimizde Stop
butonuna basmamız gerekmektedir.
Kumanda devresini Şekil E 1.10 a )’da görüldüğü gibi deney seti üzerinde gerçekleştirin.
Daha sonra da güç devresini Şekil E 1.10 b )’de görüldüğü gibi yine deney seti üzerinde
gerçekleştirin.
Şekil E 1.9. a) Kumanda Devresi b)Güç Devresi

12
PLC’ lerle Kontrolü
5.5.2 PLC ile:
LDN %I0.0.0
MPS
AND( %I0.0.1
OR %Q0.0.0
OR %I0.0.4
)
ANDN %I0.0.2
ANDN %Q0.0.1
ST %Q0.0.0
MPP
AND( %I0.0.3
OR %Q0.0.1
OR %I0.0.2
)
ANDN %I0.0.4
ANDN %Q0.0.0
ST %Q0.0.1
Şekil E 1.10. Asenkron Motorun İki Yönde Sınır Anahtarı ile Sürekli Çalıştırılmasına
İlişkin Ladder Diyagram
Çizelge E.4. Asenkron Motorun İki Yönde Sınır Anahtarı ile Sürekli Çalıştırılmasına İlişkin
Sembol Tablosu

13
PLC’ lerle Kontrolü
5.6 Asenkron Motorun Dinamik Frenlemesi
5.6.1 Klasik Kumanda Devresi ile:
Kumanda devresini Şekil E 1.12 a )’da görüldüğü gibi deney seti üzerinde gerçekleştirin.
Daha sonra da güç devresini Şekil E 1.12 b )’de görüldüğü gibi yine deney seti üzerinde
gerçekleştirin.
Şekil E 1.11. a) Kumanda Devresi b)Güç Devresi

14
PLC’ lerle Kontrolü
5.6.2 PLC ile:
LD %I0.0.1
OR %Q0.0.0
ANDN %I0.0.1
ANDN %Q0.0.1
ST %Q0.0.0
LD %I0.0.0
OR %Q0.0.1
ANDN %TM0.Q
ANDN %Q0.0.0
ST %Q0.0.1
BLK %TM0
LD %Q0.0.1
IN
END_BLK
Şekil E.1.12. Asenkron Motorun Dinamik Frenlemesi İlişkin Ladder Diyagramı
Çizelge E.6. Asenkron Motorun Dinamik Frenlemesi İlişkin Sembol Tablosu

1
KARADENİZ TEKNİK ÜNİVERSİTESİ Mühendislik Fakültesi
Elektrik-Elektronik Mühendisliği Bölümü
EK 2. Laboratuvar Deney Föyü 2
AŞIRI AKIM KORUMA RÖLESİ VE FAZ KORUMA RÖLESİ
TESTİ
1. Deneyin Amacı
Bu deney enerji iletim hatlarından kullanılan röleler ile aşırı akım koruma rölesi ve faz
koruma rölesi hakkında temel bilgileri öğretmeyi amaçlamaktadır. Ayrıca bu rölelerin testini,
bağlanma şeklini, kullanımını ve tasarımını öğretmeyi hedeflemektedir.
2. Kullanılacak Malzemeler
PLC Elektromekanik Deney Seti
1 adet 3 Fazlı Asenkron Motor
3. Hazırlık Soruları
1) Enerji sistemlerinde kullanılan röle çeşitleri nelerdir ve bunların kullanım alanları
nerelerdir?
2) Yönlü ve yönsüz aşırı akım rölelerini karşılaştırın. Bunların birbirine göre avantaj ve
dezavantajlarını yazın?
3) Faz koruma rölesinin koruma amacı nedir?
4) Faz koruma rölesinin çalışma şekilleri nelerdir?
5) Faz koruma rölesinin çeşitleri nelerdir?

2
4. Aşırı Akım Koruma Rölesi
4.1 Giriş
AC veya DC ile çalışan motorların normal çalışma değerlerinde çalışırken beklenmedik bir
nedenden dolayı çıkan arızada normal değerlerin üzerinden daha da fazla akım çekmeye
başladığında motor sargılarının ve bağlı olduğu tesisatın zarar görmemesi ve normalden daha da
fazla çekilen akımın en kısa sürede kesilmesi gerekir. Şekil E 2.1 de muhtelif ters zaman
karakteristikleri görünen aşırı akım röleleri primer ve sekonder aşırı akım röleleri olmak üzere
iki gruba ayrılır. Bunlardan sekonder aşırı akım röleleri, yönlü ve yönsüz aşırı akım röleleri
olarak ikiye ayrılır. Aşırı akım röleleri sabit, ters, çok ters ve aşırı ters zamanlıdır.
Şekil E 2.1. Muhtelif Ters Zaman Karakteristikleri
Motor kesmekte kullanılan aşırı akım röleleri manyetik ve termik olmak üzere 2 çeşittir.
Bunları inceleyelim;
4.1.1 Manyetik Aşırı Akım Rölesi
Manyetik aşırı akım rölesinin çalışabilmesi için manyetik bir alan oluşması gerekir. Bu
manyetik alanda elektrik akımı sayesinde meydana gelir. Bu manyetik aşırı akım rölesi 3
kısımdan meydana gelmektedir. Bunlar, Elektromıknatıs, kontak ve geciktirici düzenektir.
Röle aktif halde iken elektromıknatısın bobininden aynı zamanda motorun akımı da geçer.
Motor bilinmeyen bir nedenden dolayı normalin üzerinde akım çekmeye başlarsa bu artış
nedeniyle bobinin oluşturduğu mıknatısiyet artmaya ve nüveyi yukarı doğru çekmek ister.
Nüvenin frenlenmesi yani hemen yukarı hareket etmemesi içinde yağ bulunan pistondan oluşmuş
yavaşlatıcı bir düzenek ile sağlanır. Alıcını çektiği aşırı akım 1-2 dakika boyunca devam ederse

3
pistonun düzeneği yukarı doğru kaymaya devam eder. Sonuç olarak nüve yavaşta olsa yukarı
çıktığında kumanda kontakları mevcut durumları değiştirip motorun çalışmasını sağlayan
kontaktörün akımının kesilmesine neden olur. Motorun yeniden aktif hale yani çalışabilmesi için
reset (Yeniden Kurma) butonuna basılması yeterlidir.
4.1.2 Termik Aşırı Akım Rölesi
Metallerin kendi yapılarına göre sıcaklığa olan tepkileri farklıdır. Bazı metaller sıcaktan çok
etkilenip genişlerken, bazı metaller sıcaktan fazla etkilenmezler. Bu metallerin sıcaklıktan
kaynaklana farklılıkları bimetal denilen düzeneklerin ortaya çıkmasına neden olmuştur. Bu
ortaya çıkan bimetal ısındığında farklı uzunlukta genleşen ayrı cins farklı iki metal şeridinin
birleştirilmesi ile oluşturulur.
5 Faz Koruma Rölesi
5.1 Giriş
R-S-T fazlarıyla çalışan 3 Fazlı motorlarda fazlardan herhangi birinin kesilmesi
durumunda motorun çalışması devam eder. Fakat motor 3 faz yerine 2 fazda çalışmaya devam
ettiği için bu motor da tehlikeli ve normal olmayan bir durum ortaya çıkarabilir. 3 faz ile çalışan
motorun 2 faz ile çalışması şebekeden çekmesi gerekenden daha yüksek akım çekeceğinden ve
bu yüksek akım sargıları ısıtıp sargıların izolesini eriteceğinden kısa devre meydana getirir. Bu
şekilde oluşan kısa devrede motorun bozulmasına neden olur.
Oluşacak kısa devrede motorun zarara görmemesi için bazı önlemlerin alınması gerekir.
Bu önlemler sigorta, termik vb. koruyucular olabilir. Bu koruyuculara ek olarak elektronik yapılı
faz koruma röleleri üretilmiştir. Üretilen faz koruma röleleri maliyeti bakımından oldukça ucuz
ve işleyişi bakımından çok geniş bir alana sahiptir. Faz korum röleleri motorun 3 fazdan 2 faza
düşmesine faz gerilimlerinin ±%10 ile ±%20 arasında değişmesine ve sargıların aşırı ısınıp kısa
devre olmaması için koruma yapabilmektedir.
6 Deneyin Yapılışı
6.1 Aşırı Akım Koruma Rölesi
Koruma rölelerin karakteristiklerine göre çalışıp, çalıştığı belirli zaman periyotlarında test
edilmesi gerekmektedir. Röleler sürekli enerji halinde olduğu için özelliklerini kaybedebilirler.
Bu amaçla rölelerin test edilmesi gerekir.

4
Aşağıdaki adımları takip ederek deneyi gerçekleştirin.
1) Şekil E 2.3 deki rölenin zaman çarpanını ve çalışma akımını ayarlayın,
2) Röleyi test etmek için gerekli bağlantıları yapın,
3) Enerji verin,
4) “Start” butonuna basıp istenilen akımı ayarlayın,
5) “Stop” butonuna basıp enerjiyi kesiniz,
6) Rölenin gerekli bağlantılarını yapın,
7) Zamanı sıfırlayın,
8) “Start” butonuna basarak bobini enerjilendirin,
9) Röle ekranında görülen değer, rölenin çalışma zamanıdır,
10) Farklı akımlar için deneyi tekrarlayın ve rölenin soğuma zamanını gözlemleyin.
Zaman çarpanı sabit tutularak rölenin akımı değiştirilirse rölenin akım-zaman grafiği elde
edilir.
Şekil E 2.2. a) Kumanda Devresi b) Güç Devresi
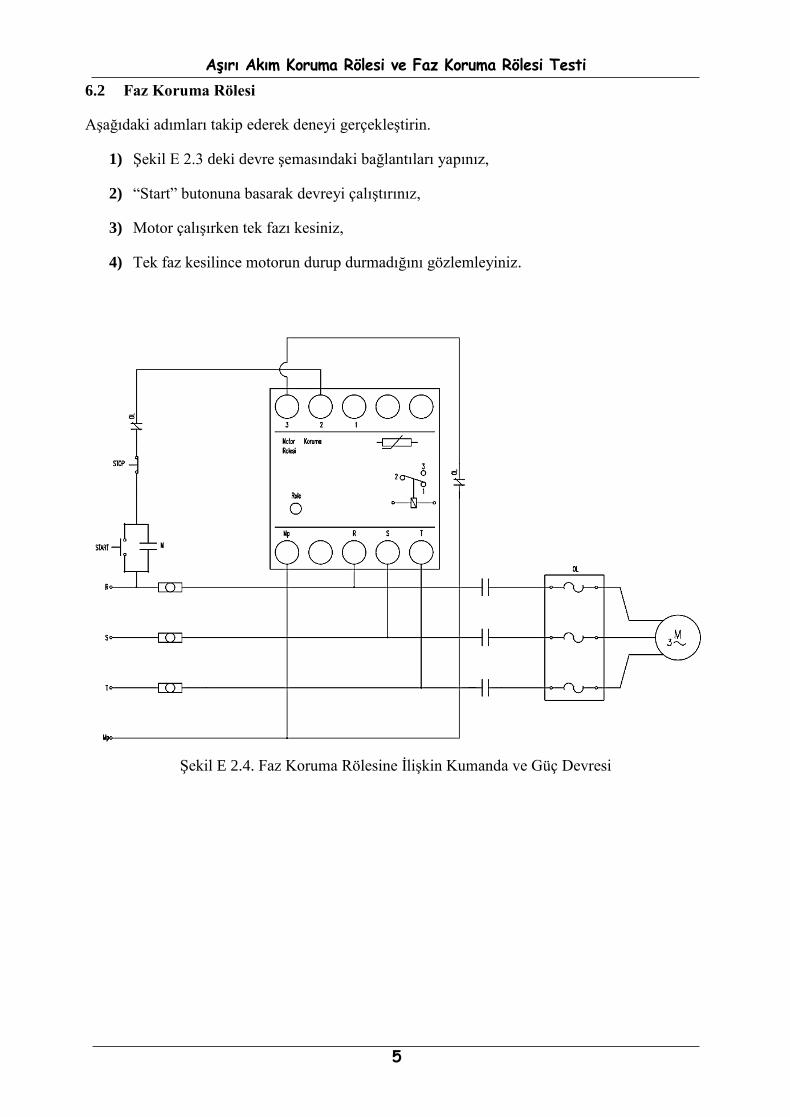
5
6.2 Faz Koruma Rölesi
Aşağıdaki adımları takip ederek deneyi gerçekleştirin.
1) Şekil E 2.3 deki devre şemasındaki bağlantıları yapınız,
2) “Start” butonuna basarak devreyi çalıştırınız,
3) Motor çalışırken tek fazı kesiniz,
4) Tek faz kesilince motorun durup durmadığını gözlemleyiniz.
Şekil E 2.4. Faz Koruma Rölesine İlişkin Kumanda ve Güç Devresi

EK 3. PLC ve Elektromekanik Deney Seti Blok Şeması

Karadeniz Teknik Üniversitesi Mühendislik Fakültesi Elektrik-Elektronik Mühendisliği Bölümü
STANDARTLAR VE KISITLAR FORMU
Tasarım Projesinin hazırlanmasında Standart ve Kısıtlarla ilgili olarak, aşağıdaki soruları
cevaplayınız.
1. Projenizin tasarım boyutu nedir? Açıklayınız. Projemizin büyük bir bölümü tasarım ve uygulama şeklinde olmuştur.
2. Projenizde bir mühendislik problemini kendiniz formüle edip, çözdünüz mü? PLC’nin giriş uçlarına 220V uygulanmadığından güç kaynağı kullanılarak 24 V DC gerilim
elde edilip PLC input’larına uygulama yapılmıştır.
3. Önceki derslerde edindiğiniz hangi bilgi ve becerileri kullandınız? Programlanabilir Lojik Denetleyiciler dersindeki PLC bilgilerimizle, Laboratuvar
uygulamalarında gördüğümüz güç, ölçme ve koruma elemanları bilgileri projemizde
kullanılmıştır.
4. Kullandığınız veya dikkate aldığınız mühendislik standartları nelerdir? Proje sonunda oluşturrduğumuz deney seti test edilmiş ve optimum şekilde tasarlanmıştır.
Ve uygun bir maliyetle alternatif deney seti tasarlanırken TSE (Türk) ve DIN (Alman)
standartları kullanılmıştır.
5. Kullandığınız veya dikkate aldığınız gerçekçi kısıtlar nelerdir? a) Ekonomi
Deney setimizde kullandığımız birçok malzemeyi piyasadan alıp minimum maliyet ile
alternatif bir deney seti elde edilmiştir.
b) Çevre sorunları:
Yaptığımız deney setinin çevreye olumsuz bir etkisi bulunmamaktadır.
c) Sürdürülebilirlik: Projemiz günümüze kadar kullanılan deney setlerine alternatif olacağından zamanla
geliştirilebilir ve sürdürülebilir bir yapıda olmuştur.
d) Üretilebilirlik:
Ülkemizdeki meslek eğitim kurumlarında ve bölümümüz laboratuvarlarında
kullanılmak üzere üretimi yapılabilir.
e) Etik:
Projemiz daha önce yapılmış olan deney setlerini göz önünde bulundurularak
tasarlanmış ve geliştirilmiştir.
f) Sağlık:
İnsan sağlığına olumsuz bir etkisi bulunmamakla birlikte değişik setleri birleştirip ara
bağlantıları ortadan kaldırdığımız için elektrik çarpma etkisini minimuma indirmiştir.
g) Güvenlik:
220V AC gerilim kullanıldığından gerekli koruma elemanları kullanılacak ve pano
üzerine uyarıcı levha konulacaktır.
h) Sosyal ve politik sorunlar:
Projemizde kullandığımız elemanlarla oluşturduğumuz deney setinin sosyal ve politik
olarak etkisi yoktur.
Not: Gerek görülmesi halinde bu sayfa istenilen maddeler için genişletilebilir.
Projenin Adı PLC ve Elektromekanik Deney Seti
Projedeki Öğrencilerin adları Tuncay PARLAYAN İzzet KÖMÜRCÜ Kadir DERE Hamit YAZICI
Tarih ve İmzalar

ÖZGEÇMİŞ
Tuncay PARLAYAN
1980 yılında Trabzon Akçaabat’ta doğmuĢtur. Ġlk ve orta öğrenim Akçaabat Lisesinde
tamamlamıĢtır. Karadeniz Teknik Üniversitesi Trabzon Meslek Yüksekokulu Elektrik ön
lisans programını 1999 yılında tamamladıktan sonra Marmara Üniversitesi Teknik Eğitim
Fakültesi Elektrik Öğretmenliği programından 2003 yılında mezun olmuĢtur. 2004 - 2007
tarihleri arasında MEB ücretli öğretmenlik, 2007-2008 tarihleri arasında TEDAġ Akçaabat
ĠĢletmesi Arıza Bakım Sorumlusu olarak çalıĢmıĢtır. 2008 yılından itibaren Türk Telekom
Kuzey II Bölge Müdürlüğünde Tekniker olarak çalıĢmaktadır. 2010 yılında DGS ile
Karadeniz Teknik Üniversitesi Elektrik-Elektronik Mühendisliği Bölümünü kazandı. Elektrik
ve Kontrol Bölümünü seçti ve Ģuanda halen öğrenim hayatına devam etmektedir.
İzzet KÖMÜRCÜ
1986 yılında doğmuĢtur. Ġlk ve orta öğrenimini Samsun Endüstri Meslek Lisesinde
Elektrik programında tamamlamıĢtır. Fırat Üniversitesi Teknik EĞĠTĠM Fakültesi Elektrik
Öğretmenliği programından 2008 yılında daha sonra da Karadeniz Teknik Üniversitesi
Trabzon Meslek Yüksekokulu Elektrik programından 2010 yılında mezun olmuĢtur. 2009-
2010 tarihleri arasında Ġstanbul BEDAġ ĠĢletmesinde Teknisyen olarak çalıĢmıĢtır. 2010
yılından itibaren Karadeniz Teknik Üniversitesi Yapı ĠĢleri ve Teknik Daire BaĢkanlığında
Teknisyen olarak çalıĢmaktadır. 2010 yılında DGS ile Karadeniz Teknik Üniversitesi
Elektrik-Elektronik Mühendisliği Bölümünü kazandı. Elektrik ve Kontrol Bölümünü seçti ve
Ģuanda halen öğrenim hayatına devam etmektedir.
Kadir DERE
1987 yılında Kocaeli’ de doğdu. Ġlköğrenimini Çelik Sanayi Ġlköğretim Okulunda bitirdi.
Körfez Mustafa Kemal Lisesinde okuyarak 2004 yılında mezun oldu. 2006-2008 yılları
arasında Kastamonu MYO ‘da Endüstriyel Elektronik bölümünü bitirdi. 2010 yılında
Karadeniz Teknik Üniversitesi Elektrik-Elektronik Mühendisliği bölümünü kazandı. Halen bu
bölümde öğrenimine devam etmektedir.

Hamit YAZICI
1986 yılında Kocaeli’de doğdu. Ġzmit Anadolu Ġmam Hatip Lisesinden 2004 mezun oldu.
Daha sonra 3 yıl süren iĢ hayatından sonra 2007 yılında Ordu Üniversitesi Meslek Yüksek
Okulu Endüstriyel Elektronik Bölümünü kazanarak 2009 yılında da bu üniversiteden mezun
oldu. Bir yıl sonra 2010 yılında Dikey GeçiĢ Sınavı ile Karadeniz Teknik Üniversitesi
Elektrik-Elektronik Mühendisliği bölümünü kazandı. Halen bu bölümde öğrenimine devam
etmektedir.


















