Planejamento e Controle Da Producao - Parte III
26
PLANEJAMENTO E CONTROLE DA PRODUÇÃO PARTE III Conteudista Prof. Dr. SANDERSON CÉSAR M. BARBALHO
-
Upload
antonio-celso-chianesio -
Category
Documents
-
view
25 -
download
0
Transcript of Planejamento e Controle Da Producao - Parte III
-
PLANEJAMENTO E CONTROLE DA PRODUO PARTE III
Conteudista
Prof. Dr. SANDERSON CSAR M. BARBALHO
-
3
1 Sistemas de administrao da produo
As lgicas de gerenciamento do carregamento, do sequenciamento, da programao e
do controle foram, ao longo do tempo, consolidadas em sistemas de administrao da
produo que guardam coerncia entre suas partes. Ou seja, o mtodo de
programao incorpora elementos j previamente pensados em termos de
carregamento e sequenciamento, e implica em uma determinada forma de controle.
Esses sistemas coerentes foram denominados de sistemas de administrao da
produo (CORRA e GIANESI, 1993) sendo basicamente os seguintes: MRP, Just
in Time, OPT e sistemas orientados a grades de projetos. Como j falamos em Teoria
das Restries anteriormente, vamos abordar os outros trs sistemas nesse captulo.
1.1 MRP
A sigla MRP significa Material Requirements Planning, ou clculo das necessidades
de material, sendo uma lgica bastante simples e conhecida h muito tempo. Porm,
sua utilizao na manufatura foi impossvel ou invivel at meados da dcada de 60
quando se passou a ter capacidade de armazenagem e processamento de dados
suficiente para tratar o volume de dados necessrios ao MRP em uma situao real.
Os primeiros sistemas MRP eram basicamente processadores de lista de materiais
que convertiam um plano de produo de produto final (demanda independente) em
um plano de compras ou produo de seus itens componentes (demanda
dependente).
Itens de demanda independente so aqueles cuja demanda no depende da demanda de
nenhum outro item. Ou seja, normalmente um produto final ou um item de assistncia tcnica
(spare parts). Os itens de demanda dependente so exatamente os demais itens de um
determinado produto, cuja demanda depende da demanda do produto final. A relao entre
itens de demanda independente e dependente dita relao pai-filho. A demanda do item
pai determina a demanda do item filho. Portanto, a diferena bsica entre os dois itens (de
demanda independente e o de demanda dependente) que a demanda do primeiro tem de ser
prevista com base em determinadas tcnicas de previso da demanda. J o segundo tem sua
demanda calculada com base na demanda do primeiro.
-
4
A lgica bsica do MRP partiu dessa constatao. A lgica antecessora dos sistemas
MRP apregoava que todos os itens de estoque deveriam ter sua gesto baseada em
modelos convencionais, tais como o de ponto de reposio ou o lote econmico.
Nesse modelo, a compra ou produo de determinado item deveria ocorrer, em
determinada quantidade, chamada lote econmico, no momento em que o estoque
do item baixasse a determinado nvel chamado ponto de reposio. Nesse ponto,
uma ordem de ressuprimento do item deveria ser disparada para que o item
comeasse a ser montado, fabricado ou pedido a um fornecedor. Essa lgica de
operao tem a tendncia de aumentar o estoque em processo, alm de desbalancear
a capacidade de produo da empresa, uma vez que privilegia a otimizao do custo
de cada item, no observando seu impacto no custo global da operao.
Algumas definies importantes em MRP so: estrutura do produto, lead-times,
necessidades brutas e lquidas, o processo de exploso e o registro bsico do MRP.
Estruturas de produto
As estruturas de produto so tambm denominadas rvores de produto ou listas
tcnicas. Elas so, basicamente, a inter-relao entre itens pai e itens filho de um
produto at que se chegue aos seus componentes mais bsicos e matrias-primas.
Ela pode ser representada atravs de uma rvore ou por meio de listas endentadas,
conforme ilustrado abaixo. As estruturas do tipo rvores so mais tradicionais,
entretanto os sistemas de gesto utilizam estruturas indentadas para representar os
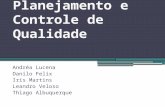
produtos da empresa. A figura abaixo apresenta uma estrutura simplificada para um
violo. Tente detalh-la at seu nvel mais bsico. Por exemplo, as cordas so feitas
de fios de nylon. Para cada conjunto de cordas, necessrio 6,2 metros de fio. Qual o
material e em que quantidade necessrio para que se tenha um corpo, um brao,
uma cabea e assim sucessivamente?
-
5
Figura 1 - Estruturas de produto: formato hierrquico e indentada para um violo
Diversas informaes podem ser indicadas nas estruturas de produto, as informaes
mandatrias para permitir o clculo do MRP so: a prpria relao pai-filho e a
quantidade de itens filhos que vai em cada item pai. importante que a estrutura do
produto contenha ainda o cdigo do item e que esse cdigo tenha uma composio
bem conhecida na empresa de maneira a facilitar a comunicao entre os diversos
departamentos que utilizam as estruturas de produto. Observe que h itens na
estrutura que so comprados, itens que so fabricados internamente, utilizando
maquinrio da empresa, como por exemplo, as cordas j que a empresa compra
nylon para fabric-las; e ainda, h itens que so montados na empresa. No exemplo
do violo, considere que a cabea, o corpo, o brao e o prprio violo so montados.
VIOLOV1.000.000
CORPOV1.001.000
BRAOV1.002.000
CABEAV1.003.000
TARRACHAV1.003.001
CORDASV1.004.000
x 6
x 6
NYLON 6,2mV1.004.001
x 1
V1.000.000 - VIOLO
V1.001.000 - CORPO
V1.002.000 - BRAO
V1.003.000 - CABEA
V1.003.001 - TARRACHA
V1.004.000 - CORDAS
V1.004.001 - NYLON 6,2m
-
6
Lead-times ou tempos de ressuprimento
Os lead-times so os tempos necessrios para o ressuprimento dos itens
componentes do produto. Se o item comprado, o lead-time o tempo necessrio
entre a solicitao da compra e a entrega do item na empresa, disponvel para o uso
no produto. Se o item fabricado, trata-se do tempo necessrio para liberar a ordem
de produo at a liberao do item para a montagem do produto. Itens fabricados
demandam matria-prima, a qual pode estar ou no disponvel, e caso negativo,
exigiro um processo de compra relacionado.
Considere que os lead-times dos itens necessrios para a montagem do violo
anteriormente citado sejam os apresentados na figura abaixo.
Figura 2 Lead-times de produo e compra de itens do violo
Suponha que estamos no dia 01 e sejam demandados 60 violes para serem
entregues em 25 dias, calcule o tempo em que as ordens de compra e
produo deveriam ser liberadas, ou seja, em qual dia cada ordem deve ser
emitida para atender ao cliente.
Necessidades brutas e lquidas
Item Lead-time Unidade
V1.000.000 - VIOLO 0,25 Para cada 6 unidades
V1.001.000 - CORPO 0,5 Para cada 6 unidades
V1.002.000 - BRAO 0,25 Para cada 6 unidades
V1.003.000 - CABEA 0,25 Para cada 6 unidades
V1.003.001 TARRAXA 10 Por lote de compra de 50 tarraxas mnimos
V1.004.000 - CORDAS 0,1 Para cada 6 unidades
V1.004.001 - NYLON 6,2m 3 Por lote de compra de 1000 m metros
-
7
As necessidades brutas so as necessidades de cada produto considerando
as entregas necessrias. Por exemplo, para o violo, temos para o item de
demanda independente uma necessidade bruta de 60 no dia 26 a partir da
data de planejamento (dia 01). Uma questo que se coloca : h uma
necessidade bruta de corpo do violo para o dia 26? A resposta no! A
necessidade bruta de 60 corpos de violo para o dia 23, pois a empresa
tem uma capacidade de fabricar 24 unidades de violo por dia, portanto, 60
unidades sero fabricadas em 2,5 dias. Assim, se os corpos montados
chegarem no centro de trabalho de montagem final do violo no dia 23,
eles estaro prontos no dia 26 para entrega. Tente chegar nesses dados.
Essa necessidade bruta, entretanto, no leva em considerao que j
podemos ter partes em estoque. Portanto, pode no ser necessrio termos
que fabricar os 60 corpos de violo para o dia 23, ou mesmo os 60 violes
montados. Podemos ter violes em estoque! A necessidade efetiva de cada
item , em MRP, chamada de necessidade lquida. Considere os dados de
estoque apresentados abaixo.
Figura 3 Estoque existente dos itens do violo
Item Estoque existente
V1.000.000 - VIOLO 6
V1.001.000 - CORPO 12
V1.002.000 - BRAO 12
V1.003.000 - CABEA 12
V1.003.001 TARRAXA 12
V1.004.000 - CORDAS 24
V1.004.001 - NYLON 6,2m 200m
-
8
Calcule as necessidades lquidas, considerando que o pedido de 60
unidades para o dia 25 o nico a atender at ento, e, sendo assim, todos
os itens em estoque podem ser utilizados nessa entrega.
Processo de exploso
A exploso do produto o clculo bsico realizado pelo MRP no qual
constam respostas a duas questes logsticas fundamentais dos sistemas de
produo: o que fabricar/ comprar (informao que consta na estrutura de
produto) e quanto (informao de quantidades de itens filho para cada item
pai). A figura abaixo apresenta a exploso do produto violo V1.000.000,
considerando j as necessidades liquidas.
Figura 4 Exploso dos itens do violo para atender ao pedido de 60
unidades
PA=60 und
Dia 26Dia 23
OPvi=54 und
Violo
Corpo
Brao
Cabea
Cordas
OPca=42 undOPbr=42 und
Tarraxas
Nylon
Dia 20Dia 18Dia 17Dia 14Dia 10
OPco=42 und
OCny=1000 m
OCtx=250 und
ET=6
ET=12
ET=12
ET=12
ET=24
OPcd=300 und
ET=200m
ET=12
-
9
Observe que para termos 60 violes (60 PA) no 26 dia preciso colocar
uma ordem de produo do violo (OPvi) de 54 violes no dia 23, pois j
h 06 violes em estoque. Esse tipo de programao dita para trs pois
parte da data de entrega do pedido. Assim, a atividade mais prxima a
compra de 250 unidades de tarraxas (OCtx) a ser realizada no dia 10. Tente
chegar a esses dados. Faa uma programao para frente, conforme
explicado no eixo anterior.
Registro bsico do MRP
O registro bsico do MRP apresenta, alm dos elementos j considerados
necessidades brutas e estoque atual os seguintes elementos, conforme a
figura a seguir onde consta o preenchimento do registro para o caso do
violo: recebimentos programados, estoque projetado, recebimento de
ordens planejadas e liberao de ordens planejadas, os quais sero
explicados a seguir.
Figura 5 Registro bsico do MRP para perodos de 1 semana, item violo
V1.000.000 -VIOLOLote = 6 (mnimo)LT = 0,25 dia(6 unidades)ES = 0
Perodos 1 2 3 4 5
Necessidades brutas 0 0 0 60 0
Recebimentos programados 0 0 0 0 0
Estoque projetado disponvel 6 6 6 6 6 0
Recebimento de ordens planejadas 0 0 0 54 0
Liberao de ordens planejadas 0 0 0 54 0
-
10
O registro bsico do MRP sumariza as informaes de produo de um
determinado item. esquerda v-se que o violo em questo tem lote
mnimo de 6 unidades, para os quais o lead-time (LT) 0,25 dia. No h
estoque de segurana (ES) previsto. O registro est formatado para gerar
informao semanal. Por conveno, a informao que consta em cada
perodo a do seu incio. Assim, no incio do planejamento, tem-se 6
violes em estoque. No incio da semana 4, dia 22, libera-se uma ordem
planejada de 54 violes, uma vez que o lead-time de montagem final
inferior a uma semana.
A linha recebimento programado tem relao com recebimentos de um
planejamento anterior que iro se concretizar dentro do horizonte de
planejamento considerado. O estoque projetado disponvel o clculo final
do estoque do item no incio do perodo, considerando o estoque de
segurana, o qual, se fosse maior que zero, teria seu valor no incio do
perodo 5 da programao. A lgica de exploso das necessidades do MRP,
anteriormente discutida, deve permear todos os registros bsicos dos
produtos intermedirios do violo, conforme apresentado na figura XXX.
JIT
A sigla JIT significa Just In Time, ou justo a tempo, sendo o termo em ingls para
designar o sistema de produo desenvolvido por Taiichi Ohno na Toyota Motor
Company. O sistema, segundo seu fundador (OHNO, 1988) orientado reduo de
custos com base na utilizao do potencial mximo da fora de trabalho. A orientao
geral do sistema a identificao e eliminao de desperdcios, os quais foram
inicialmente sistematizados aps uma visita realizada por Ohno e Eidi Toyota Detroit
no incio dos anos 50. So sete os desperdcios bsicos de um sistema de produo: (1)
desperdcio de superproduo (2) desperdcio de espera especialmente relativo
espera em filas; (3) desperdcio de transporte; (4) desperdcio de processamento acima
do necessrio; (5) desperdcio de movimento; (6) desperdcio de produzir produtos
defeituosos; e (7) desperdcio de estoques. Algumas das tcnicas do JIT para combater
tais desperdcios so apresentadas a seguir: sequenciamento e programao da produo
em JIT e controle Kanban.
-
11
Programao e sequenciamento JIT
Em JIT se d forte nfase ao que denominado nivelamento da produo.
OHNO (1988) apresenta um exemplo tpico da Toyota abaixo:
... suponha que ns fazemos 10000 Coronas em 20 dias por ms. Assuma
que isto desdobra-se em 5000 sedans, 2500 hardtops e 2500 wagons. Isso
significa que 250 sedans, 125 hardtops e 250 wagons so feitos
diariamente. Eles so alocados na linha de produo como segue: um
sedan, um hardtop, ento um sedan, um wagon e assim por diante.
(OHNO, 1988, p, 38)
Essa a idia bsica por trs do conceito de takt time. Vejamos a adaptao
de um exemplo apresentado por SCHONBERGER (1982) em uma linha de
montagem de violes. Abaixo apresentada uma linha de produo em que
a montagem alimentada por uma linha de fabricao do brao do violo
para cada modelo, considerando que h os modelos A, B e C.
Figura 6 Linha de montagem de violes (dados baseados em
SCHONBERGER, 1982)
A A A A A A A A A A
A
A
C
C
C
C
C
C
Linha de Montagem
O estoque de segurana de
braos de violo desprezvel
B BBBBB
Linhas de Fabricao
MontagemSerrariaAjuste manualEsmerilhagemPolimentoFurao
12 Aspor hora
6 Bspor hora
6 Cspor hora
Capacidade: 64 por dia ou8 por hora (6 Bs ou 6 Cs por hora e 12 Aspor hora)
Modelos trocam a cada horaTempo de troca desprezvel
-
12
Observe que as linhas de fabricao de braos de violo trabalham em
taxas iguais s de montagem final de cada modelo de violo. Na situao
ilustrada na figura, apenas a linha da violo do tipo B est trabalhando.
Percebe-se, portanto, que h um prejuzo na produtividade das linhas, as
quais ficam duas horas paradas aps uma de produo.
A figura a seguir apresenta como seria tratado esse sistema de produo
com nivelamento de produo. Tal sistema tambm pode ser chamado de
modelos mesclados. Note que, apesar de a produtividade da linha de
montagem se manter, a linha de fabricao no sofre de horas paradas, pois
trabalham continuamente, a taxas de produo de um tero daquelas
requeridas no caso anterior, permitindo melhor utilizao dos equipamentos
e mo-de-obra. Imaginando que os outros componentes do violo, como
corpo, cordas e cabea, so programados de acordo com a linha de
montagem, tem-se uma noo do incremento em produtividade que ocorre
na fabricao.
Figura 7 Aplicao de nivelamento de produo na linha de montagem de
violes (dados baseados em SCHONBERGER, 1982)
A A A A
A
A
C
B
Linha de Montagem
O estoque de segurana de
braos de violo desprezvel
A A
AA
B
B
C
C
Linhas de Fabricao
4 Aspor hora
2 Bspor hora
2 Cspor hora
Capacidade: 64 por dia ou8 por hora (6 Bs ou 6 Cs por hora e 12 Aspor hora)
Modelos trocam a cada horaTempo de troca desprezvel
C B C B
C
B
A
A
MontagemSerrariaAjuste manualEsmerilhagemPolimentoFurao
-
13
Vamos analisar a linha de montagem de maneira a compreender melhor
como se d a programao em JIT, utilizando para tal uma adaptao do
exemplo descrito em CORRA e GIANESI (1993) para o caso dos violes
aqui analisados. So dois os momentos em que o nivelamento da produo
ocorre: distribuio equalizada da produo agregada mensal por dia, e
distribuio equalizada da produo mensal de cada produto por dia.
Vamos considerar que a empresa produz 3 tipos de violo, A, B e C, com
ciclo de montagem de 23 minutos, 46 minutos e 46 minutos,
respectivamente. Suponhamos ainda que o programa de produo seja de
260 unidades a serem produzidas em um ms de 20 dias. A produo diria
deve ser ento de 13 violes por dia. Se o mix a ser atendido de 144
violes do tipo A, 72 B e 43 C, tem-se a situao de carregamento da
capacidade da linha de montagem ilustrada na figura abaixo:
Figura 8 Carregamento da linha de montagem de violes. (Adaptado de
CORRA e GIANESI, 1993)
Tipo de violo Ciclo (min)Demanda(mensal)
Demanda (diria) Horas por dia
A 23 144 7 2,77
B 46 72 4 2,77
C 46 43 2 1,66
Total 260 13 7,20
80%
-
14
O programa exige 80% da capacidade produtiva, considerando um turno de
9 horas. A inteno de manter uma reserva de capacidade, para poder
alterar a velocidade da linha na ocorrncia de problemas ou para manter
uma variao no mix de produtos. Sendo assim, diariamente a linha deve
entregar 7 violes A, 4 B e 2 C.
Volte ao esquema ilustrado nas figuras 6 e 7. Observe que as linhas de
montagem do violo e a de fabricao do brao tem o mesmo tempo de
ciclo (ver figura 8). Preencha os valores de capacidade diria e horria nas
figuras 6 e 7 com o caso mais real ilustrado na figura 8. Ento, analise o
impacto das duas sequncias ilustradas abaixo na linha de fabricao de
braos. O que seria necessrio fazer para manter as trs linhas de fabricao
de braos em melhor condio de produtividade?
Considere agora que haja um pedido adicional de entrega de outras 40
unidades do violo C. A linha de produo vai estar ocupada em 97%,
conforme visto abaixo. Essa acomodao levaria a linha para trabalhar
prximo ao seu limite superior. Analise agora um caso onde o cliente
cancelasse 35 unidade do violo A, e solicitasse 28 adicionais de B e 7
adicionais de C. Qual a capacidade ocupada? Que aumento de
produtividade necessrio para que a capacidade fique em torno de 80%?
Opo 1 A A B A C A B A C A B A BOpo 2 A A A A A A A B B B B C C
-
15
Controle Kanban
Uma vez estabelecido o plano de produo, o controle no sistema JIT
realizado por meio do sistema Kanban. O formato mais conhecido do
Kanban o sistema de dois cartes, o qual ser apresentado abaixo,
considerando a linha de montagem de violes e a fabricao dos braos.
So dois os tipos de carto Kanban, portanto: kanban de produo e kanban
de transporte, conforme ilustrados na figura abaixo.
O kanban de produo contm: nmero da pea, descrio, tamanho do lote
a ser produzido e colocado em continer padronizados, centro de produo
responsvel e local de armazenagem. Nenhuma operao de produo
executada sem que um kanban de produo a autorize. J o kanban de
transporte autoriza a movimentao do material pela fbrica, de onde ele
fabricado para onde ele consumido e vice-versa. As informaes que
constam nesse carto so: nmero da pea, sua descrio, tamanho do lote
de movimentao (igual ao do kanban de produo), centro de produo
que o origina e o seu destino.
Figura 9 Tipos de kanban: de produo e de transporte
KP produo
Nm. da pea: V1.002.000
Descrio: BRAOLote: 12 peas
C.P.: Clula B-32Armazm: B-32
KP transporte
Nm. da pea: V1.002.000
Descrio: BRAOLote: 12 peas
C.P. origem: Clula B-32C.P. destino: Posto V-32
-
16
importante salientar tambm que o Kanban demanda haver um painel nos
centros de trabalho que resuma a programao da produo no centro de
forma rpida e visual. Voltando ao caso da fbrica de violes,
consideremos a figura a seguir. Dois operadores realizam a montagem final
do brao do violo. Nesse local, eles montam os trastes no brao do violo.
Nele esto armazenadas determinadas quantidades de braos dos trs tipos
de violes a serem usados quando necessrio. Vamos ento ilustrar a
sequncia de passos do Kanban.
Figura 10 Linha fictcia de montagem final do brao do violo
Container com peas
Container vazio
KT-A KT-B KT-B KT-C KT-C
Para o centro J-32 (produtor do brao tipo C)
1
2
-
17
1 o operador retira o ltimo brao tipo C de um continer kanban que est
em seu posto;
o continer tem preso a ele um kanban de transporte que permite sua
movimentao at o centro produtivo que finaliza a fabricao de braos
tipo C;
os funcionrios de movimentao dirigem-se ao centro de produo de
finalizao dos braos (B-32), deixam o continer de transporte vazio e
levam um cheio para a linha de montagem. O kanban de transporte
acompanha essa movimentao.
o kanban de produo que estava preso ao continer cheio de rotores
colocado no painel kanban do centro B-32 indicando que um novo lote de
braos tipo C precisa ser finalizado.
o operador do centro B-32 utiliza braos semi-acabados que estavam em
um continer no estoque de entrada de seu centro de trabalho.
ele, ento, libera o kanban de transporte que estava preso ao continer de
braos semi-acabados para que o pessoal de movimentao possa transferir
um outro lote de braos semi-acabados do centro S-32 para o B-32.
quando concludo o lote de braos solicitados, conforme indicados no
painel (4), o operador do centro B-32 prende o kanban de produo que
estava no painel ao continer e deposita o conjunto no local de estoques de
sada.
-
18
Esse processo continua para trs no processo at que se chegue na matria-
prima bsica do subconjunto em questo. Dessa forma, o sistema JIT
garante que a fabricao das etapas anteriores do processo ser puxada pela
etapas finais. A figura a seguir ilustra o esquema de operaes produtivas,
estoques de entrada e sada e kanbans de produo e transporte em no
sistema de produo acima.
Caso o centro processe peas para mais de um centro consumidor, vrios
cartes kanbans de produo sero colocados no painel de produo do
centro, indicando que vrios lotes de diferentes peas devero ser
executados. O operador dar prioridade ao material que tiver relativamente
o maior nmero de kanbans no painel, pois isso indica que existe menos
estoque entre seu centro e o que est mais indicado no painel.
Figura 11 Esquema de funcionamento da linha de montagem e linhas de
produo apresentadas
EE S-32 ES EE B-32 ES EE Linha
Fluxo de materialFluxo de kanbans de transporteFluxo de kanbans de produo
-
19
No sistema kanban, a reduo de estoques perseguida de uma maneira
bem simples e direta: diminuindo os contineres e, portanto, os kanbans
entre os dois centros. Sem o kanban de movimentao, simplesmente o
centro produtor no acionado e sem o kanban de movimentao, material
no circula entre os centros.
Gerenciamento de projetos
O gerenciamento de projetos uma disciplina que no se aplica ao mesmo
tipo de problema dos sistemas MRP e JIT. Vimos que esses dois sistemas
se prestam programao e ao controle da produo de um dado volume de
pedidos em uma produo repetitiva.
O gerenciamento de projetos, por sua parte, trata de uma situao onde a
produo no repetitiva. Isso no significa que no existam tarefas
repetitivas relacionadas entrega prevista para a concluso do projeto. Em
um projeto , inclusive, possvel e muitas vezes necessrio adotar outras
tcnicas de gesto da produo para realizar parte suas atividades. Por
exemplo, se retomarmos a fbrica de violes, imagine haver um pedido
muito grande de um cliente importante. Um novo modelo de violo, que,
apesar de ter corpo e cabea totalmente diferentes, contm um brao padro
utilizado no modelo A, anteriormente mencionado. Ser necessrio realizar
uma srie de atividades para projetar o novo violo, provavelmente ser
feito um modelo do violo e apresentado ao cliente. Se esse modelo for
aprovado, provvel que a linha de produo dos braos do violo A seja
utilizada. Pode ser necessrio aumentar sua capacidade de produo, mas
se ela operar utilizando cartes kanban, provavelmente continuar
operando com os cartes.
O mesmo raciocnio pode ser aplicado integrao o gerenciamento de
projetos e os sistemas que utilizam MRP para programar a produo. O
importante saber que:
-
20
... um projeto caracterizado como um empreendimento temporrio cujo
resultado nico, com incio e fim bem definido, portanto no se repetindo
como tal. Adaptado de PROJECT MANAGEMENT INTITUTE, 2008, p.
5).
As principais tcnicas de programao e controle de projetos so
sumarizadas a seguir. Utilizaremos um exemplo simples de atendimento do
pedido de violes exclusivos, acima mencionado para exemplificar as
tcnicas.
Estrutura da diviso do trabalho (EDT)
A estrutura da diviso do trabalho a principal ferramenta utilizada para
estabelecer o escopo do projeto, ou seja, o que deve ser feito para atender
aos requisitos do cliente. Convencionou-se utilizar uma estrutura
hierrquica para representar a EDT, conforme ilustrado na
Figura 12.
A estrutura indica que o violo especial ter seu projeto dividido em
atividades que dizem respeito ao projeto (design) propriamente dito, ao
desenvolvimento de novos fornecedores, pois se prev que no possvel
fabricar todo o lote comprado internamente na empresa, produo e
entrega do violo e um conjunto de atividades que tm relao com validar
os requisitos, o projeto, os lotes de produo etc., com o cliente.
VIOLO ESPECIAL
PROJETO DO VIOLO
DESENVOLVI-MENTO DE
FORNECEDORES
VALIDAO COM O CLIENTE
PRODUO
-
21
-
22
Figura 12 Estrutura da diviso do trabalho de um projeto de um pedido
encomendado de um violo especial
A etapa seguinte o planejamento do escopo, que seria basicamente
relacionar as atividades necessrias para cumprir cada elemento da EDT
elaborada. Essa etapa est dentro do contexto do que se denomina de gesto
do escopo do projeto.
Rede de operao, CPM e PERT
As atividades listadas passam para um processo de gesto de tempo. Nele,
inicialmente as relaes de precedncia entre as atividades estabelecida
de maneira a criar uma rede de operaes ou rede de atividades. Para
cada atividade so feitos os seguintes questionamentos: (1) qual a atividade
que a antecede? (2) seus resultados vo para qual atividade? Respondendo
a tais questes e interligando as atividades tem-se a rede de operaes. O
passo seguinte , ento, estimar a durao de cada atividade. Uma vez
estimada, tem-se um cronograma inicial do projeto. A figura a seguir
apresenta um conjunto sucinto de atividades necessrias ao projeto do novo
violo, com suas estimativas, precedncias e uma rede de atividades que a
caracteriza.
Uma vez tendo a rede de atividades e as estimativas de durao, pode-se
realizar os clculos relativos ao CPM e ao PERT. Iniciaremos com o CPM
que o mtodo do caminho crtico (Critical Path Method). Seu clculo
realizado da seguinte forma:
- o incio da rede designado como tempo 0 (zero). A partir dele soma-se a
durao das atividades de maneira a termos os valores de incio mais cedo
possvel de cada atividade.
- a data de trmino da ltima do projeto a data mais cedo possvel de o
projeto terminar.
-
23
- considerando a data de trmino mais cedo feito o clculo agora do final
para o comeo. Ou seja, vai-se reduzindo da data de trmino a durao da
atividade at chegar ao incio da rede.
Figura 13 Lista de atividades, precedncias, estimativas e rede de
operaes do projeto do novo violo.
- a essa altura temos quatro datas representando as atividades da rede: uma
data de incio mais cedo e uma data de fim mais cedo; e uma data de incio
e uma data de fim mais tarde.
- subtraindo as datas de incio ou as datas de fim, teremos a folga da
atividade. O caminho crtico do projeto aquele em que a folga de suas
atividades 0 (zero).
P1.1 P1.2
IncioP1.3
P1.5
P1.4
P1.6 P1.7 P1.8
P1.10
P1.9
P1.11 P1.12
Cdigo Atividade Precedncia Estimativa
P1.1 Levantar requisitos do violo Incio 2
P1.2 Projetar violo P1.1 15
P1.3 Validar o projeto do violo P1.2 2
P1.4 Desenvolver fornecedor do corpo P1.3 20
P1.5 Elaborar estrutura do produto P1.3 5
P1.6 Planejar a fabricao do lote piloto P1.5 2
P1.7 Fabricar lote piloto P1.6 15
P1.8 Validar lote piloto com o cliente P1.7; P1.4 3
P1.9 Programar a fabricao do lote final P1.8 2
P1.10 Fabricao dos corpos de violo P1.4; P1.8 10
P1.11 Fabricar violes especiais P1.9;P1.10 15
P1.12 Entregar os violes especiais ao cliente P1.11 5
Fim
-
24
A figura a seguir apresenta graficamente a rede de atividades com as datas
de cedo e tarde, a durao e folga de cada atividade, assim como seu
caminho critico. Tente chegar nesses dados.
Figura 14 Clculo do caminho crtico do projeto do novo violo
A tcnica PERT (Program Evaluation and Review Technique), muito
embora tendo sido criada de maneira independente, pode ser entendida
como uma sofisticao da tcnica CPM, uma vez que ela incorpora a
importante noo de que, a durao de uma atividade pode no ser fcil de
determinar, ou incorporar uma incerteza. Assim, no PERT, ao invs de uma
durao determinada, o planejador apresenta 3 valores para cada durao:
um mais provvel ( , um otimista ( e um pessimista . Uma vez
tendo esses dados, deve-se calcular a durao esperada da atividade pela
seguinte equao:
P1.1 P1.2
IncioP1.3
P1.5
P1.4
P1.6 P1.7 P1.8
P1.10
P1.9
P1.11 P1.12
Fim
Incio cedo
Incio tarde
Fim cedo
Fim tarde
Dura-o
Folga
0
0
2
2
2
0
2
2
17
17
15
0
17
17
19
19
2
0
19
19
24
24
5
0
19
21
39
41
20
2
24
24
26
26
2
0
26
26
41
41
15
0
41
41
44
44
3
0
44
44
54
54
10
0
44
52
46
54
2
8
54
54
69
69
15
0
69
69
74
74
5
0
-
25
Onde o tempo esperado da atividade. Obviamente que as estimativas
realizadas utilizando PERT so mais realistas. H diversas variaes na
tcnica de clculo de dependendo da distribuio estatstica utilizada.
Pesquise na internet de que se tratam essas distribuies.
Enfim, basta dizer que o cronograma do projeto a representao da rede
de operaes final no formato de grfico de Gantt, discutido no eixo
anterior desse mdulo.
Oramento do projeto
Uma vez tendo um cronograma considerado realista, elabora-se o
oramento do projeto (budget). Basicamente, o oramento consiste em
estimar o custo das atividades envolvidas no cronograma, considerando
todos os recursos nelas envolvidos.
Um aspecto adicional a se considerar na hora de orar o projeto analisar o
risco de no-cumprimento de alguma atividade ou de indisponibilidade de
algum recurso. Por exemplo, no caso considerado, algo crtico pode ser o
fornecedor a ser desenvolvido para fabricar o corpo do violo. Pode ser um
fornecedor com tecnologia proprietria e com dificuldades em transfer-la,
pode ser uma empresa com sistema de produo pouco sistematizado, pode
haver o risco de um aumento de custo exacerbado no preo de venda do
corpo etc. usual utilizar um fator de segurana relacionado ao risco de
cada atividade.
Linha de base do projeto
importante que uma vez que o cronograma est definido com as
atividades necessrias ao projeto, o oramento est fechado, os riscos
foram analisados e os padres de qualidade do produto a ser entregue
estejam consolidados, seja congelada uma linha de base (baseline) do
projeto que vai servir de orientao ao trabalho de execuo do projeto,
assim como de monitoramento e controle do mesmo.
-
26
Monitoramento e controle do projeto
importante que se entenda que o planejamento de um projeto consiste em
um preo estabelecido para entregar um determinado escopo dentro de um
dado prazo a um padro de qualidade pr-definido. Qualquer mudana em
um desses aspectos implica em mudana em um outro. Ou seja, se o cliente
desejar introduzir uma funo no seu produto que no est previamente
acordada (uma mudana de escopo), ela implicar em aumento de prazo e /
ou custo. comum que se estabeleam critrios para aceite de mudanas
em projetos aps iniciados e que o impacto de tais mudanas sejam aceitas
formalmente pelo cliente.
Enfim, o controle bsico do projeto envolve identificar as alteraes no
escopo, prazo e custo do projeto ao longo de sua execuo. Basicamente,
isso feito comparando-se o real com o projetado, para o que, podem ser
usadas as frmulas apresentadas na figura abaixo.
Indicador de prazo Indicador de custo Indicador de escopo
Figura 15 Indicadores de acompanhamento e controle de projetos
Basicamente, dP o desempenho em prazos, calculado comparando-se os
prazos realizados com o planejamento original. De forma similar, dC a
comparao do custo real com o planejado para cada etapa do projeto e dE
o escopo realizado em cada momento comparado com o escopo planejado
para o momento considerado. Vale salientar que o escopo real verificado
considerando as atividades que realmente foram realizadas at o momento
em relao s planejadas originalmente. Considera-se que a excelncia em
gesto de projeto ocorre quanto mais prximo da unidade (1) esto os
indicadores acima.
-
27
Esses dados precisam, enfim, ser levantados periodicamente de maneira a
manter o projeto sob controle, ajustando variaes ou corrigindo o plano
em funo de sua inviabilidade.