
Piloto smarT.NC iTNC 530 - · PDF file4 Contenido Contenido El piloto smarT.NC 3 Nociones...
121
smarT.NC Piloto NC-Software 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Español (es) 12/2004 iTNC 530
Transcript of Piloto smarT.NC iTNC 530 - · PDF file4 Contenido Contenido El piloto smarT.NC 3 Nociones...

smarT.NC
Piloto
NC-Software
340 490-xx
340 491-xx
340 492-xx
340 493-xx
340 494-xx
Español (es)
12/2004
iTNC 530

3
El
pil
oto
sm
arT
.NC
El piloto smarT.NC
... esta ayuda de programación para el nuevo modo de funcionamiento smarT.NC del iTNC 530 está descrita de forma resumida. Las instrucciones completas para la programación y el manejo del iTNC 530 los podrá encontrar en el modo de empleo,
Símbolos en el piloto
Las informaciones importantes en el piloto tienen los siguientes símbolos:
Control numérico Número de software NC
iTNC 530 340 490-xx
iTNC 530, Versión Export 340 491-xx
iTNC 530 con Windows 2000 340 492-xx
iTNC 530 con Windows 2000, Versión Export
340 493-xx
Puesto de Programación iTNC 530
340 494-xx¡Nota importante!
Aviso: ¡Prestar atención, peligro para el usuario o la máquina!
¡El constructor de la máquina ajusta la máquina y el TNC para poder utilizar la función descrita!
4
Co
nte
nid
o
Contenido
El piloto smarT.NC 3
Nociones básicas 5
Definición de mecanizados 22
Definición de posiciones de mecanizado 95
Definición de contornos 109
Realización gráfica de tests y ejecución del programa UNIT 117

5
No
cio
nes b
ásic
as
Nociones básicas
Introducción al smarT.NC
Con smarT.NC se realizan de forma sencilla en unidades de mecanizado separados (Units), programas en lenguaje HEIDENHAIN subdivididos, los cuales se pueden utilizar también con el editor en lenguaje HEIDENHAIN. Los datos modificados en el Editor de lenguaje HEIDENHAIN se visualizan lógicamente en la representación de formularios, ya que el smarT.NC siempre utiliza el programa "normal" en lenguaje HEIDENHAIN como única base de datos.
Los formularios (casillas de introducción) resumidos (véase la figura de arriba a la dcha. 1) facilitan la definición de los parámetros de mecanizados necesarios, los cuales se representan adicionalmente en forma de gráfico en una figura auxiliar (2). La representación de programas estructurados en una estructura de árbol (Vista de árbol 3) ayuda a conseguir una vista resumida y rápida de los pasos de mecanizado del programa correspondiente.
smarT.NC es un modo de funcionamiento universal que se puede ajustar de forma alternativa a la programación en lenguaje HEIDENHAIN. Tan pronto como se haya definido una unidad de mecanizado, se puede comprobar y/o mecanizar el mismo en el nuevo modo de funcionamiento de forma gráfica.
11
2
13

6
No
cio
nes b
ásic
as
Funciones del smarT.NC
Con la versión de software actual aún no están disponibles mediante la ayuda de formularios de smarT.NC, todas las funciones TNC que se pueden definir en lenguaje HEIDENHAIN. Naturalmente nos esforzamos por poner a su disposición lo antes posible tantas funciones (y por supuesto también nuevas) como sea posible en smarT.NC.
Para poder hacer smarT.NC lo más flexible posible, existirá la llamada Unidad en Lenguaje HEIDENHAIN, en la que estará disponible cada función en lenguaje HEIDENHAIN de las unidades de mecanizado definidas en smarT.NC. De esta forma se representan las frases introducidas de forma tan exacta, como en el caso del Editor "normal" en lenguaje HEIDENHAIN.
Programación y Ejecución de ciclos de taladrado (201, 202, 204, 205, 240)Programación y Ejecución de Ciclos de taladrado de rosca (ciclos 206 y 209)Programación y Ejecución de ciclos de fresado de rosca (ciclos 26x)Programación y Ejecución de ciclos de fresado de cajeras (ciclos 25x, ciclo 208)Programación y Ejecución de mecanizados sencillos (ciclo 232)Programación y Ejecución de ciclos de contorno (20, 22, 25)Programación y Ejecución de ciclos de palpación (todos los ciclos 4xx)Programación y Ejecución de cálculos de coordenadas mediante la Unidad en lenguaje HEIDENHAIN (desplazamiento del punto cero, espejo, giro, escala, inclinación del plano de mecanizado con la función PLANE)
Las siguientes funciones basadas en formularios estarán disponibles en breve.

7
No
cio
nes b
ásic
as
Definición de posiciones de mecanizado con ayuda gráfica (generador de modelos)Omisión y bloqueo de posiciones de mecanizado con ayuda gráficaDefinición de contornos para su utilización en ciclos de contornos con ayuda gráfica y figuras auxiliaresCajera de contorno con posibilidad de unión sencilla de contornos de cajeras e islas (Fórmula de contorno EasyMode, Desbaste)Selección de programas de contorno (ficheros .HC) y posiciones de mecanizado (ficheros .PNT) según el formulario mediante el diálogo de selección de ficherosGestión de ficheros estándar en el directorio smarT.NCSimulación gráfica de mecanizado (test de programa)Utilización del ratón táctil (también en la versión de un procesador)

8
No
cio
nes b
ásic
as
Programas/ficheros
El TNC memoriza los programas, las tablas y los textos en ficheros. La descripción del archivo consta de dos componentes:
smarT.NC utiliza tres tipos de fichero:
Unidad de programa Unit (Tipo de fichero .HU)Los programas UNIT son programas en lenguaje HEIDENHAIN, los cuales contienen dos elementos de estructuración adicionales: el comienzo (UNIT XXX) y el final (END OF UNIT XXX) de una unidad de mecanizadoDescripciones del contorno (tipo de fichero .HC)Las descripciones del contorno son programas en lenguaje HEIDENHAIN que pueden contener funciones de trayectoria las cuales describen un contorno en el plano de mecanizado: Estas son los elementos L, C con CC, CT, CR, RND, CHF y los elementos de la programación de contorno libre FPOL, FL, FLT, FC y FCTTablas de puntos (tipo de fichero .PNT)En las tablas de puntos smarT.NC guarda las posiciones de mecanizado definidas mediante un potente generador de modelos
Ficheros en el TNC Tipo
ProgramasEn formato HEIDENHAINEn formato DIN/ISO
.H
.I
Ficheros de smarT.NCProgramas Unit estructuradosDescripciones de contornoTablas de puntos para posiciones de mecanizado
.HU
.HC
.PNT
Tablas paraHerramientasPosición de herramientasPaletsPuntos ceroPresets (Puntos de referencia)Datos de corteMateriales de corte, materiales de piezas
.T
.TCH
.P
.D
.PR
.CDT
.TAB
Textos comoficheros ASCII .A
PROG20 .H
Nombre del fichero Tipo de fichero
smarT.NC guarda a continuación automáticamente todos los ficheros en el directorio TNC:\smarTNC.
Si se desea llamar a un programa DIN/ISO o a un programa en lenguaje HEIDENHAIN existente, éste debe estar guardado en el directorio TNC:\smarTNC. En caso necesario copiar ahí el programa.

9
No
cio
nes b
ásic
as
La primera vez, seleccionar el nuevo modo de funcionamiento
Seleccionar el modo de funcionamiento smarT.NC: El iTNC se encuentra en la gestión de ficherosSeleccionar uno de los programas de ejemplo disponibles con las teclas cursoras y la tecla ENT, opara abrir un nuevo programa de mecanizado, pulsar la softkey NUEVO FICHERO: smarT.NC muestra una ventana de transiciónIntroducir el nombre del fichero sin tipo de fichero, confirmar con la softkey MM (o bien PULGADAS) o la MM (o bien PULGADAS): smarT.NC abre un programa .HU con la unidad métrica seleccionada e introduce automáticamente el formulario de cabecera del programaLos datos del formulario de cabecera del programa se han de introducir obligatoriamente, ya que sirven para todo el programa de mecanizado. Los valores estándar se determinan internamente. Modificar los datos en caso necesario y guardarlos con la tecla ENDPara definir unidades de mecanizado, seleccionar la unidad de mecanizado deseada mediante la softkey EDITAR

10
No
cio
nes b
ásic
as
Gestión de ficheros en smarT.NC
Tal como se ha descrito anteriormente, smarT.NC diferencia entre los tres tipos de ficheros Programas de Unidad (.HU), Descripciones de Contorno (.HC) y tablas de puntos (.PNT). Estos tres tipos de ficheros se pueden seleccionar y editar mediante la gestión de ficheros en el modo de funcionamiento smarT.NC. La edición de las descripciones de contornos y de la tablas de puntos también es posible si se define en ese momento una unidad de mecanizado.
En la versión de software actual, smarT.NC guarda automáticamente todos los ficheros en el directorio TNC:\smarTNC.

11
No
cio
nes b
ásic
as
Seleccionar el tipo de fichero
Seleccionar la gestión de ficheros: Pulsar la tecla PGM MGTPulsar la softkey SELECCIONAR TIPOVisualizar todos los tipos de fichero: Pulsar la softkey VISUALIZAR TODOS, oVisualizar un programa tipo "de unidad": Pulsar la softkey VISUALIZAR .HU, oVisualizar solamente las descripciones de contorno: Pulsar la softkey VISUALIZAR .HC, oVisualizar solamente las tablas de puntos: Pulsar la softkey VISUALIZAR .PNT, o
Para poder diferenciar mejor visualmente diferentes tipos de ficheros, smarT.NC muestra junto a cada nombre del fichero un icono. Estos símbolos los encontrará también en la estructura de árbol del tipo de fichero correspondiente y también en las ventanas de transición en las cuales se deben seleccionar ficheros.
Si ha seleccionado el tipo de fichero .PNT, smarT.NC muestra en la mitad derecha de la pantalla de la gestión de ficheros una vista previa del contenido del fichero de puntos.
Tipo de fichero Icono
Programa de tipo "Unidad"
Programa de "Contorno"
Tabla de puntos para posiciones de mecanizado

12
No
cio
nes b
ásic
as
Abrir nuevo fichero
Seleccionar la gestión de ficheros: Pulsar la tecla PGM MGTSeleccionar el tipo de fichero nuevo deseado como se describe anteriormentePulsar la softkey NUEVO FICHERO: smarT.NC muestra una ventana de transiciónIntroducir el nombre del fichero sin tipo de fichero, confirmar con la softkey MM (o bien PULGADAS) o la casilla MM (o bien PULGADAS): smarT.NC abre un fichero en la unidad métrica seleccionada. Para cancelar este proceso: Pulsar la tecla ESC o el botón Interrumpir

13
No
cio
nes b
ásic
as
Copiar ficheros
Seleccionar la gestión de ficheros: Pulsar la tecla PGM MGTCon las teclas cursoras desplazar el campo luminoso al fichero que desee copiarPulsar la softkey COPIAR: smarT.NC muestra una ventana de transiciónIntroducir el nombre del fichero de destino sin tipo de fichero, confirmar con la tecla ENT o la casilla OK: smarT.NC copia el contenido del fichero seleccionado a un nuevo fichero del mismo tipo de fichero. Para cancelar este proceso: Pulsar la tecla ESC o la casilla Interrumpir
Borrar fichero
Seleccionar la gestión de ficheros: Pulsar la tecla PGM MGTCon las teclas cursoras desplazar el campo luminoso al fichero que desee borrarPulsar la softkey BORRAR: smarT.NC muestra una ventana de transiciónPara borrar el fichero seleccionado: pulsar latecla ENT o la casilla Sí. Para cancelar el proceso de borrado: Pulsar la tecla ESC o la casilla No

14
No
cio
nes b
ásic
as
Modificar ficheros
Seleccionar la gestión de ficheros: Pulsar la tecla PGM MGTCon las teclas cursoras desplazar el campo luminoso al fichero que desee modificar el nombreSoftkey MODIFICAR NOMBRE (2. Pulsar la 2ª carátula de softkeys): smarT.NC muestra una ventana de transiciónIntroducir el nuevo nombre del fichero, confirmar con la tecla ENT o la casilla OK. Para cancelar este proceso: Pulsar la tecla ESC o la casilla Cancelar
Seleccionar uno de los 15 últimos ficheros empleados
Seleccionar la gestión de ficheros: Pulsar la tecla PGM MGTPulsar la softkey ÚLTIMOS FICHEROS: smarT.NC muestra los últimos 15 ficheros seleccionados en el modo smarT.NCCon las teclas cursoras desplazar el campo luminoso al fichero que desee seleccionarAceptar el fichero seleccionado: Pulsar la tecla ENT

15
No
cio
nes b
ásic
as
Subdivisión de la pantalla en edición
La pantalla en la edición del smarT.NC depende del tipo de fichero que se ha seleccionado en ese momento de la edición.
Edición de programas "Unidad"
11 2
13
14
14.1 14.2 14.3 14.4
15
11 2
13
14
14.5
15
1 Fila de cabecera: Texto de modos de funcionamiento, mensajes de error
2 Modo activo en segundo plano3 Estructura de árbol (vista de árbol) en la que las unidades de
mecanizado definidas se representan estructuradas4 Ventana de formulario con los parámetros de introducción
correspondientes: En dependencia de la unidad de mecanizado seleccionada, pueden existir hasta cinco formularios:
4.1: Formulario resumidoLa introducción de los parámetros en el formulario resumido es suficiente para ejecutar la unidad de mecanizado correspondiente con funciones básicas. Los datos del formulario resumido son un extracto de los datos más importantes, los cuales también pueden introducirse en los formularios detallados4.2: Formulario detallado de la herramientaIntroducción de datos adicionales específicos de la herramienta4.3: Formulario detallado de parámetros opcionalesIntroducción de parámetros de mecanizado adicionales y opcionales4.4: Formulario detallado de posicionesIntroducción de posiciones de mecanizado adicionales4.5: Formulario detallado de datos globalesLista de los datos globales activos
5 Ventana gráfica auxiliar en la que está representada el parámetro de introducción correspondiente de formulario

16
No
cio
nes b
ásic
as
Edición de posiciones de mecanizado
11 2
13
14
15
16
1 Fila de cabecera: Texto de modos de funcionamiento, mensajes de error
2 Modo activo en segundo plano3 Estructura de árbol (vista de árbol) en la que las figuras de
mecanizado definidas se representan estructuradas4 Ventana de formulario con los parámetros de introducción
correspondientes5 Ventana gráfica auxiliar en la que está representada el parámetro
correspondiente introducido6 Ventana gráfica, en la que están representadas las posiciones de
mecanizado programadas una vez guardado el formulario

17
No
cio
nes b
ásic
as
Edición de contornos
11 2
13
14
14.1 14.2 14.3
15
16
1 Fila de cabecera: Texto de modos de funcionamiento, mensajes de error
2 Modo activo en segundo plano3 Estructura de árbol (vista de árbol) en la que los elementos del
contorno correspondientes se representan estructurados4 Ventana de formulario con los parámetros de introducción
correspondientes: En la programación FK existen hasta cuatro formularios:
4.1: Formulario resumidoContiene las posibilidades de introducción más utilizadas4.2: Formulario detallado 1Contiene posibilidades de introducción para puntos auxiliares (FL/FLT) o bien para datos de círculo (FC/FCT)4.3: Formulario detallado 2Contiene posibilidades de introducción para referencias relativas (FL/FLT) o bien para puntos auxiliares (FC/FCT)4.4: Formulario detallado 3Sólo está disponible con FC/FCT, contiene posibilidades de introducción para referencias relativas
5 Ventana gráfica auxiliar en la que está representada el parámetro correspondiente introducido
6 Ventana gráfica, en la que están representados los contornos programados una vez guardado el formulario
18
No
cio
nes b
ásic
as
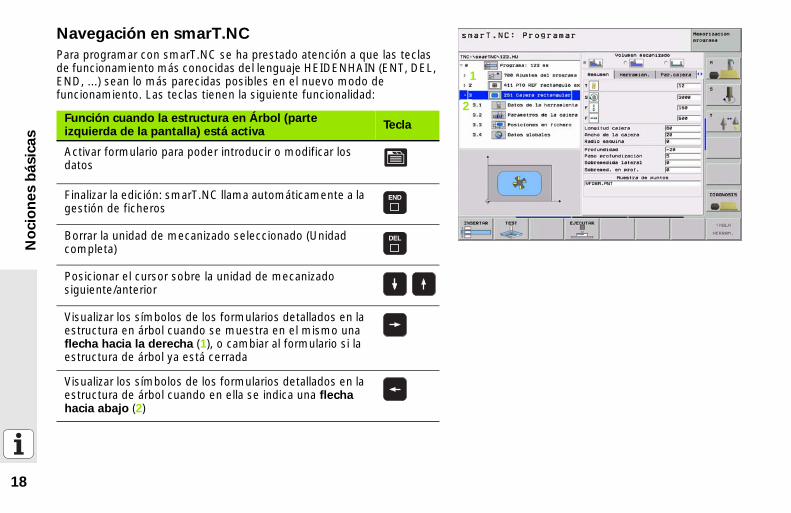
Navegación en smarT.NC
Para programar con smarT.NC se ha prestado atención a que las teclas de funcionamiento más conocidas del lenguaje HEIDENHAIN (ENT, DEL, END, ...) sean lo más parecidas posibles en el nuevo modo de funcionamiento. Las teclas tienen la siguiente funcionalidad:
Función cuando la estructura en Árbol (parte izquierda de la pantalla) está activa
Tecla
Activar formulario para poder introducir o modificar los datos
Finalizar la edición: smarT.NC llama automáticamente a la gestión de ficheros
Borrar la unidad de mecanizado seleccionado (Unidad completa)
Posicionar el cursor sobre la unidad de mecanizado siguiente/anterior
Visualizar los símbolos de los formularios detallados en la estructura en árbol cuando se muestra en el mismo una flecha hacia la derecha (1), o cambiar al formulario si la estructura de árbol ya está cerrada
Visualizar los símbolos de los formularios detallados en la estructura de árbol cuando en ella se indica una flecha hacia abajo (2)
11
12

19
No
cio
nes b
ásic
as
Función cuando el formulario (parte derecha de la pantalla) está activo
Tecla
Seleccionar el próximo campo de introducción
Finalizar la edición del formulario: smarT.NC guarda todos los datos modificados
Cancelar la edición del formulario: smarT.NC no guarda los datos modificados
Posicionar el cursor sobre el campo/elemento de introducción posterior/anterior
Posicionar el cursor en el campo de introducción activo para poder modificar los valores parciales individuales o cuando un cuadro de opción (1, véase la figura de la derecha) esté activo: Seleccionar la opción posterior/anterior
Anular el valor de contaje ya introducido a 0
Borrar completamente el contenido del campo de introducción activo
11

20
No
cio
nes b
ásic
as
Ahora en la unidad del teclado TE 530 B están disponibles tres nuevas teclas con las que se puede navegar aún más rápido dentro de los formularios:
Función cuando el formulario (parte derecha de la pantalla) está activo
Tecla
Seleccionar el próximo subformulario
Seleccionar el primer parámetro de introducción en la siguiente zona
Seleccionar el primer parámetro de introducción en la zona anterior

21
No
cio
nes b
ásic
as
El manejo es especialmente sencillo también con el ratón táctil. Preste atención a las siguientes características:
Junto a las conocidas funciones del ratón de Windows, también se pueden manejar las softkeys de smarT.NC por click del ratón táctil.Cuando varias carátulas de softkeys están disponibles (visualización mediante barras de softkeys), se puede activar por click sobre la barra de la carátula deseadaPara visualizar formularios detallados en la estructura de árbol: Pulsar sobre el triángulo horizontal; Para la cancelación, pulsar sobre el triángulo verticalPara poder modificar valores en el formulario: Pulsando en cualquier campo de introducción o sobre un cuadro de opción, smarT.NC cambia automáticamente al modo edición. Para salir nuevamente del formulario (para finalizar el modo de edición): Pulsar en cualquier sitio en la estructura de árbol, smarT.NC visualiza la pregunta de si desea guardar o no los cambios en el formularioCuando se desplaza con el ratón a un elemento cualquiera, smarT.NC visualiza un texto de ayuda. El texto de ayuda contiene breves informaciones para la función correspondiente del elemento (los textos de ayuda no están disponibles actualmente en todos los campos de introducción)

22
Defi
nic
ión
de
meca
niz
ad
os
Definición de mecanizados
Nociones básicas
Los mecanizados en smarT.NC se definen básicamente como unidades de mecanizado (Units), las cuales normalmente se componen de varias frases en lenguaje conversacional HEIDENHAIN. smarT.NC genera las frases en lenguaje conversacional HEIDENHAIN de forma automática en un fichero .HU (.HU: HEIDENHAIN Unit-Program), el cual parece un programa normal en lenguaje conversacional HEIDENHAIN.
El mismo mecanizado se realiza normalmente como un ciclo del TNC, cuyos parámetros se determinan en los campos de introducción de los formularios.
Las unidades de mecanizado se pueden definir ya mediante unas pocas introducciones en el formulario resumido 1 (véase la figura superior derecha). smarT.NC ejecuta entonces el mecanizado más básico. Para poder introducir datos adicionales de mecanizado, están disponibles formularios detallados 2. Los valores de introducción en los formularios detallados se sincronizan con los valores de introducción del formulario resumido, por lo que no hay que introducirlos dos veces. Se dispone de los siguientes formularios detallados:
Formulario detallado de la Herramienta (3)En el formulario detallado de la Herramienta se pueden introducir adicionalmente datos específicos de la herramienta, por ej. valores delta para la longitud y el radio o funciones M auxiliares
11
12
13

23
Defi
nic
ión
de
meca
niz
ad
os
Formulario detallado de Parámetros opcionales (4)En el formulario detallado de Parámetros opcionales se pueden definir parámetros de mecanizado adicionales, los cuales no se indican en el formulario resumido, por ej., valor de reducción en el taladrado o posiciones de la cajera en el fresado
Formulario detallado de Posiciones (5)En el formulario detallado de Posiciones se pueden definir posiciones de mecanizado adicionales cuando las tres zonas de mecanizado del formulario resumido no son suficientes. Si define posiciones de mecanizado en ficheros de puntos, el formulario detallado de Posiciones y el formulario resumido contienen sólo los nombres del fichero de puntos correspondiente (véase "Definición de posiciones de mecanizado" en pág. 95)
15
14

24
Defi
nic
ión
de
meca
niz
ad
os
Formulario detallado Datos globales (6)Con el formulario detallado datos globales se ejecutan los parámetros de mecanizado globales definidos en la cabecera de programa. En caso necesario se pueden modificar estos parámetros par la Unit local correspondiente
16

25
Defi
nic
ión
de
meca
niz
ad
os
Datos básicos del programa
Después de haber abierto un nuevo programa Unit, smarT.NC añade automáticamente los datos básicos del programa Unit 700.
En los datos básicos del programa deben estar definidos los siguientes datos:
La definición de la pieza en bruto con el eje de la herramienta para la determinación del plano de mecanizado y para la simulación gráficaOpciones para la selección del punto de referencia de la pieza y la tabla de puntos ceroDatos globales válidos para todo el programa. Los datos globales se suministran automáticamente por smarT.NC como valores estándar y son modificables en cualquier momento
Los datos básicos del programa Unit 700 deben existir necesariamente en cada programa, si no, smarT.NC no puede ejecutar este programa.
Tenga en cuenta que las modificaciones posteriores de los datos básicos del programa tienen efecto sobre todo el programa de mecanizado y así mismo pueden modificar notablemente el proceso de mecanizado.

26
Defi
nic
ión
de
meca
niz
ad
os
Datos globales
Los datos globales se subdividen en seis grupos:
Datos globales válidos en generalDatos globales válidos exclusivamente para taladradosDatos globales que determinan el comportamiento del posicionamientoDatos globales válidos exclusivamente para fresados con ciclos de cajerasDatos globales válidos exclusivamente para fresados con ciclos de contornosDatos globales válidos exclusivamente para funciones de palpación
Como se mencionó anteriormente, los datos globales sirven para todo el programa de mecanizado. Naturalmente, si se necesita, se pueden modificar para cada unidad de mecanizado los datos globales:
Para ello cambiar en el formulario detallado Datos globales 1 de la unidad de mecanizado: En el formulario, smarT.NC visualiza los parámetros válidos para la unidad de mecanizado correspondiente con su valor activo (2). En la parte derecha del campo de introducción verde hay una G como identificación para saber que el valor global correspondiente es válidoSeleccionar los parámetros globales que desee modificarIntroducir un valor nuevo y confirmar con la tecla ENTER, smarT.NC modifica el color del campo de introducción a rojoEn el lado derecho del campo de introducción hay ahora una L como identificación de un valor local
11
12

27
Defi
nic
ión
de
meca
niz
ad
os
La modificación de un parámetro global mediante el formulario detallado Datos globales actúa solo sobre una modificación local del parámetro, válida para la unidad de mecanizado correspondiente. smarT.NC visualiza con fondo rojo el campo de introducción de los parámetros modificados localmente. A la derecha junto al campo de introducción hay una L como identificación de un valor local.
Mediante la softkey FIJAR VALOR ESTÁNDAR se puede volver a cargar y también activar el valor del parámetro global desde la cabecera de programa. smarT.NC visualiza con fondo verde el campo de introducción de un parámetro global, cuyo valor está activo en la cabecera del programa. A la derecha junto al campo de introducción hay una G como identificación de un valor global.

28
Defi
nic
ión
de
meca
niz
ad
os
Datos globales válidos en general (1)
Distancia de seguridad: Distancia entre el extremo de la herramienta y la superficie de la pieza en la aproximación automática a la posición inicial del ciclo en el eje de la herramienta2ª distancia de seguridad: Posición en la que smarT.NC posiciona la herramienta al final de una unidad de mecanizado. A esta altura se realiza el desplazamiento a la próxima posición en el plano de mecanizadoAvance de posicionamiento F: Avance con el que smarT.NC desplaza la herramienta dentro de un cicloAvance de retroceso F: Avance con el que smarT.NC posiciona la herramienta al retroceder
Datos globales para el comportamiento de un posicionamiento (2)
Comportamiento de posicionamiento: Retroceso en el eje de herramienta al final de una unidad de mecanizado: Retroceder a la 2ª distancia de seguridad o a la posición al inicio de la unidad Unit
11
12

29
Defi
nic
ión
de
meca
niz
ad
os
Datos globales para el taladrado (3)
Retroceso en rotura de viruta: Valor al que smarT.NC retrocede la herramienta para el arranque de virutaTiempo de espera abajo: Tiempo en segundos que espera la hta. en la base del taladroTiempo de espera arriba: Tiempo en segundos que espera la hta. a la distancia de seguridad
Datos globales para fresados con ciclos de cajeras (4)
Factor de solapamiento: El radio de la herramienta x Factor de solapamiento da como resultado la distancia de aproximación lateralTipo de fresado: Marcha sincronizada/contramarchaTipo de profundización: Profundización helicoidal, pendular o perpendicular en el material
13
14

30
Defi
nic
ión
de
meca
niz
ad
os
Datos globales para fresados con ciclos de contornos (5)
Distancia de seguridad: Distancia entre el extremo de la herramienta y la superficie de la pieza en la aproximación automática a la posición inicial del ciclo en el eje de la herramientaAltura de seguridad: Altura absoluta, en la cual no se puede producir ninguna colisión con la pieza (para posicionamiento intermedio y retroceso al final del ciclo)Factor de solapamiento: El radio de la herramienta x Factor de solapamiento da como resultado la distancia de aproximación lateralTipo de fresado: Marcha sincronizada/contramarcha
Datos globales para las funciones de palpación (6)
Distancia de seguridad: Distancia entre el vástago y la superficie de la pieza en la aproximación automática a la posición de palpaciónAltura de seguridad: Coordenada en el eje de palpación, a la cual smarT.NC desplaza el palpador entre los puntos de medición, mientras esté activa la opción Desplazamiento a la altura de seguridadDesplazamientos a la altura de seguridad: Seleccionar si smarT.NC debe desplazarse entre los puntos de medición a la distancia de seguridad o a la altura de seguridad
15
16

31
Defi
nic
ión
de
meca
niz
ad
os
Selección de la herramienta
Tan pronto como esté activo un campo de introducción para la selección de la herramienta, se puede seleccionar por softkey (1) si se ha de introducir el número o el nombre de la herramenta.
Por ello se puede visualizar por softkey (2) una ventana mediante la cual se puede seleccionar una herramienta definida en la tabla de herramientas TOOL.T. smarT.NC escribe entonces el número o el nombre de la herramienta seleccionada en el campo de introducción correspondiente.
1112

32
Defi
nic
ión
de
meca
niz
ad
os
Unidades de mecanizado disponibles (Units)
Tras la selección del modo de funcionamiento smarT.NC, seleccionan mediante la softkey EDITAR las unidadesde mecanizado disponibles. Las unidades de mecanizado se subdividen en los siguientes grupos principales:
Grupo principalPulsar la softkey
MECANIZADO:Taladro, Mecanizado de rosca, Fresado
PALPACIÓN:Funciones de palpación para palpador 3D
CÁLCULOS:Funciones para el cálculo de coordenadas
FUNCIONES ESPECIALES:Llamada a programa, Unidad en lenguaje conversacional HEIDENHAIN
Las softkeys PGM CONTORNO y POSICIONAMIENTO de la segunda carátula de softkeys, inician la programación del contorno o bien el generador de modelos.

33
Defi
nic
ión
de
meca
niz
ad
os
Grupo principal de Mecanizado
En el grupo principal de Mecanizado seleccionar los siguientes grupos de mecanizado:
Grupos de mecanizadoPulsar la softkey
TALADROS:Taladro, Escariado, Giro, Rebaje inverso
ROSCAS:Roscado con macho y rígido, fresado de rosca
CAJERAS/ISLAS:Fresado de taladro, cajera rectangular, cajera circular, ranura, ranura circular
PGM CONTORNO:Mecanizar el programa del contorno: Trazado de contorno, cajera del contorno
SUPERFICIES:Planeado

34
Defi
nic
ión
de
meca
niz
ad
os
Grupo de mecanizado de Taladros
En el grupo de mecanizado de Taladros están disponibles las siguientes Units para el taladrado:
UnitPulsar la softkey
Unit 240 Centraje
Unit 205 Taladrado
Unit 201 Escariado
Unit 202 Mandrinado
Unit 204 Rebaje inverso

35
Defi
nic
ión
de
meca
niz
ad
os
Unit 240 Centraje
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de centrajeSelección de la profundidad/diámetro: Selección de si se centra por profundidad o por diámetroDiámetro: Diámetro de centraje. La introducción de T-ANGLE en TOOL.T es necesarioProfundidad: Profundidad de centrajePosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TFunción M: Cualquier función auxiliar MCabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

36
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros del taladro:
Ninguna
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Tiempo de espera abajo
Avance en el desplazamiento entre posiciones de mecanizado

37
Defi
nic
ión
de
meca
niz
ad
os
Unit 205 Taladrado
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de taladradoProfundidad: Profundidad del taladroProfundidad de paso de aproximación: Medida según la cual la herramienta profundiza antes de la salida correspondienteProfundidad Rotura de viruta: Profundidad a la que smarT.NC realiza una rotura de virutaPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TFunción M: Cualquier función auxiliar MCabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

38
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Profundidad Rotura de viruta: Profundidad a la que smarT.NC realiza una rotura de virutaValor de reducción: Valor al que smarT.NC reduce la profundidad del paso de aproximaciónPaso de aproximación mínima: Si se ha introducido el valor de reducción: Límite mínimo de la aproximaciónDistancia de parada previa arriba: Distancia de seguridad superior en el posicionamiento de retroceso tras la rotura de virutaDistancia de parada previa abajo: Distancia de seguridad inferior en el posicionamiento de retroceso tras la rotura de virutaPunto inicial de la aproximación: Punto inicial profundizado referido a la coordenada de la superficie de taladros mecanizados previamente
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Valor del retroceso en la rotura de viruta
Tiempo de espera abajo
Avance en el desplazamiento entre posiciones de mecanizado

39
Defi
nic
ión
de
meca
niz
ad
os
Unit 201 Escariado
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de escariadoProfundidad: Profundidad de escariadoPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TFunción M: Cualquier función auxiliar MCabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

40
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Ninguna.
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance de retroceso
Tiempo de espera abajo
Avance en el desplazamiento entre posiciones de mecanizado

41
Defi
nic
ión
de
meca
niz
ad
os
Unit 202 Mandrinado
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de taladradoProfundidad: Profundidad de mandrinadoDirección libre de retirada: Dirección en la que smarT.NC retira libremente la herramienta en la base del taladroPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

42
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Angulo del cabezal: Angulo en el que smarT.NC posiciona la herramienta antes de retirarse
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance de retroceso
Tiempo de espera abajo
Avance en el desplazamiento entre posiciones de mecanizado

43
Defi
nic
ión
de
meca
niz
ad
os
Unit 204 Rebaje inverso
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de taladroProfundidad de introducción: Profundidad de la introducciónGrosor del material: Espesor de la piezaMedida de excentricidad: Medida de excentricidad de la barra del taladroAltura de la cuchilla: Distancia del lado inferior de la barra del taladro a la cuchilla principalDirección libre de retroceso: Dirección en la que smarT.NC retira la herramienta a la medida de excentricidadPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

44
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Angulo del cabezal: Angulo al que smarT.NC posiciona la herramienta antes de la profundización y de la salida del taladro
Tiempo de espera en la base de la profundización
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance de posicionamiento
Avance en el desplazamiento entre posiciones de mecanizado

45
Defi
nic
ión
de
meca
niz
ad
os
Grupo de mecanizado de Roscas
En el grupo de mecanizado de Roscas están disponibles las siguientes Units para el roscado:
UnitPulsar la softkey
Unit 206 Roscado con macho
Unit 209 Roscado rígido (también con rotura de viruta)
Unit 262 Fresado de rosca
Unit 263 Fresado de rosca avellanada
Unit 264 Fresado de rosca en taladro
Unit 265 Fresado de rosca helicoidal en taladro
Unit 267 Fresado de rosca exterior

46
Defi
nic
ión
de
meca
niz
ad
os
Unit 206 Roscado con macho
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de roscado F: Cálculo según S x Paso de rosca pProfundidad de rosca: Profundidad de la roscaPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

47
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Ninguna.
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Tiempo de espera abajo
Avance en el desplazamiento entre posiciones de mecanizado

48
Defi
nic
ión
de
meca
niz
ad
os
Unit 209 Roscado rígido
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalProfundidad de rosca: Profundidad de la roscaPaso de rosca :Paso de la roscaPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

49
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Profundidad de la rotura de viruta: Profundidad tras la cual se produce una rotura de virutaAngulo del cabezal: Angulo al que smarT.NC debe posicionar la herramienta antes del proceso de roscado: Por ello la rosca se puede repasar en caso necesario
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Valor del retroceso en la rotura de viruta
Avance en el desplazamiento entre posiciones de mecanizado

50
Defi
nic
ión
de
meca
niz
ad
os
Unit 262 Fresado de rosca
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de fresado FDiámetro: Diámetro nominal de la roscaPaso de rosca :Paso de la roscaProfundidad: Profundidad de roscaPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)
51
Defi
nic
ión
de
meca
niz
ad
os
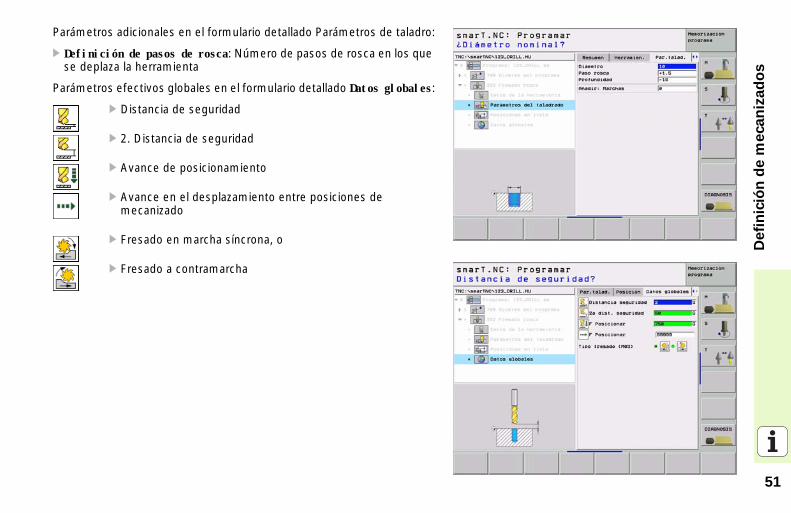
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Definición de pasos de rosca: Número de pasos de rosca en los que se deplaza la herramienta
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance de posicionamiento
Avance en el desplazamiento entre posiciones de mecanizado
Fresado en marcha síncrona, o
Fresado a contramarcha

52
Defi
nic
ión
de
meca
niz
ad
os
Unit 263 Fresado de rosca avellanada
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de fresado FF: Avance de profundización FDiámetro: Diámetro nominal de la roscaPaso de rosca :Paso de la roscaProfundidad: Profundidad de roscaProfundidad de introducción: Distancia entre la superficie de la pieza y el extremo de la herramienta introducidaDistancia de seguridad lateral: Distancia entre la cuchilla de la hta. y la superficie lateral de la piezaPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

53
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Profundidad frontal: Profundización frontal para el avellanadoDesvío frontal: Distancia a la que el TNC desplaza el centro de la herramienta respecto al centro del taladro para el avellanado
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance de posicionamiento
Avance en el desplazamiento entre posiciones de mecanizado
Fresado en marcha síncrona, o
Fresado a contramarcha

54
Defi
nic
ión
de
meca
niz
ad
os
Unit 264 Fresado de rosca en taladro
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de fresado FF: Avance de taladrado FDiámetro: Diámetro nominal de la roscaPaso de rosca: Paso de la roscaProfundidad: Profundidad de roscaProfundidad de taladro: Profundidad de taladroProfundidad de paso de aproximación en el taladradoPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

55
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Profundidad de la rotura de viruta: Profundidad tras la cual el TNC debe realizar una rotura de viruta en el taladroDistancia de parada previa arriba: Distancia de seguridad, cuando el TNC desplaza la herramienta tras una rotura de viruta de nuevo a la profundidad de aproximación actualProfundidad frontal: Profundización frontal para el avellanadoDesvío frontal: Distancia a la que el TNC desplaza el centro de la herramienta respecto al centro del taladro para el avellanado
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance de posicionamiento
Valor del retroceso en la rotura de viruta
Avance en el desplazamiento entre posiciones de mecanizado
Fresado en marcha síncrona, o
Fresado a contramarcha

56
Defi
nic
ión
de
meca
niz
ad
os
Unit 265 Fresado de rosca helicoidal en taladro
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de fresado FF: Avance de profundización FDiámetro: Diámetro nominal de la roscaPaso de rosca: Paso de la roscaProfundidad: Profundidad de roscaProceso de profundización: Selección de si se profundiza antes o después del fresado de roscaProfundidad frontal: Profundización frontal para el avellanadoDesvío frontal: Distancia a la que el TNC desplaza el centro de la herramienta respecto al centro del taladro para el avellanadoPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

57
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Ninguna.
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance de posicionamiento
Avance en el desplazamiento entre posiciones de mecanizado
58
Defi
nic
ión
de
meca
niz
ad
os
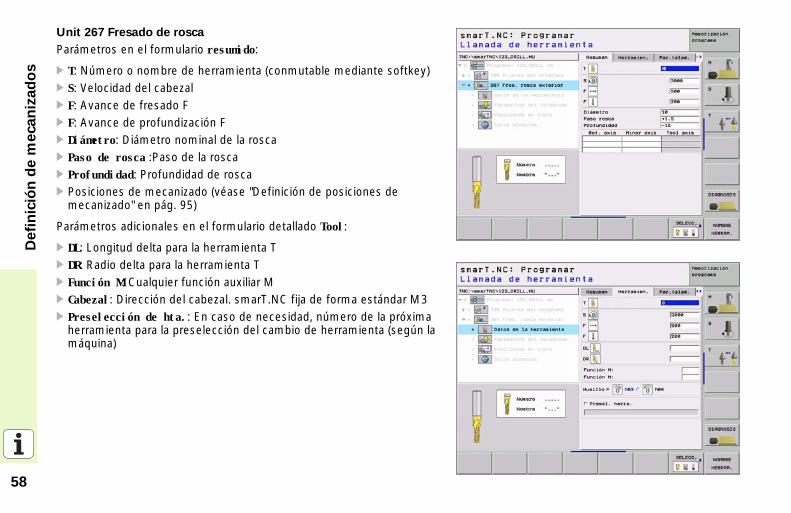
Unit 267 Fresado de rosca
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de fresado FF: Avance de profundización FDiámetro: Diámetro nominal de la roscaPaso de rosca :Paso de la roscaProfundidad: Profundidad de roscaPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

59
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Definición de pasos de rosca: Número de pasos de rosca en los que se deplaza la herramientaProfundidad frontal: Profundización frontal para el avellanadoDesvío frontal: Distancia a la que el TNC desplaza el centro de la herramienta respecto al centro del taladro para el avellanado
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance de posicionamiento
Avance en el desplazamiento entre posiciones de mecanizado
Fresado en marcha síncrona, o
Fresado a contramarcha
60
Defi
nic
ión
de
meca
niz
ad
os
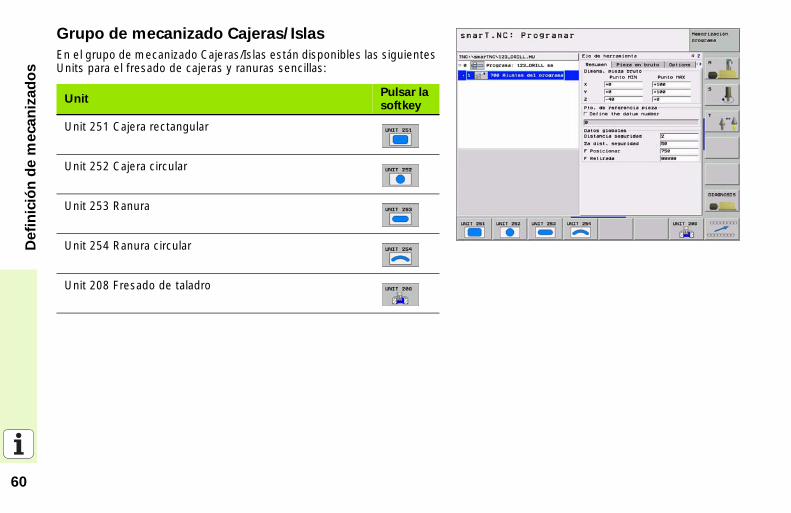
Grupo de mecanizado Cajeras/Islas
En el grupo de mecanizado Cajeras/Islas están disponibles las siguientes Units para el fresado de cajeras y ranuras sencillas:
UnitPulsar la softkey
Unit 251 Cajera rectangular
Unit 252 Cajera circular
Unit 253 Ranura
Unit 254 Ranura circular
Unit 208 Fresado de taladro

61
Defi
nic
ión
de
meca
niz
ad
os
Unit 251 Cajera rectangular
Parámetros en el formulario resumido:
Tipo de mecanizado: Desbaste y acabado, seleccionar sólo desbaste o sólo acabado mediante softkeyT: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance al profundizar el paso de aproximaciónF: Avance de fresadoLongitud de cajera: Longitud de la cajera en el eje principalAnchura de cajera: Anchura de la cajera en el eje transversalRadio de esquina: Si no está introducido, smarT.NC acepta el radio de la herramientaProfundidad: Profundidad final de la cajeraProfundidad de paso: Medida, según la cual la hta. penetra cada vez en la piezaSobremedida lateral: Sobremedida de acabado lateralSobremedida de profundidad: Sobremedida de acabado de profundidadPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TDR2: Radio delta 2 (radio de la esquina) para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

62
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de cajera:
Paso del acabado: Paso de aproximación para acabado lateral. Si no está introducido, entonces realiza el acabado en 1 sólo pasoAcabado F: Avance para el acabadoAngulo de giro: Angulo sobre el que gira toda la cajera.Posición de la cajera: Posición de la cajera referida a la posición programada
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Factor de solapamiento
Avance en el desplazamiento entre posiciones de mecanizado
Fresado en marcha síncrona, o
Fresado a contramarcha
Profundización helicoidal, o
profundización pendular, o
profundizacióin vertical

63
Defi
nic
ión
de
meca
niz
ad
os
Unit 252 Cajera circular
Parámetros en el formulario resumido:
Tipo de mecanizado: Desbaste y acabado, seleccionar sólo desbaste o sólo acabado mediante softkeyT: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance al profundizar el paso de aproximaciónF: Avance de fresadoDiámetro: Diámetro de la pieza acabada de la cajera circularProfundidad: Profundidad final de la cajeraProfundidad de paso: Medida, según la cual la hta. penetra cada vez en la piezaSobremedida lateral: Sobremedida de acabado lateralSobremedida de profundidad: Sobremedida de acabado de profundidadPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TDR2: Radio delta 2 (radio de la esquina) para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

64
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de cajera:
Paso del acabado: Paso de aproximación para acabado lateral. Si no está introducido, entonces realiza el acabado en 1 sólo pasoAcabado F: Avance para el acabado
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Factor de solapamiento
Avance en el desplazamiento entre posiciones de mecanizado
Fresado en marcha síncrona, o
Fresado a contramarcha
Profundización helicoidal, o
profundización vertical

65
Defi
nic
ión
de
meca
niz
ad
os
Unit 253 Ranura
Parámetros en el formulario resumido:
Tipo de mecanizado: Desbaste y acabado, seleccionar sólo desbaste o sólo acabado mediante softkeyT: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance al profundizar el paso de aproximaciónF: Avance de fresadoLongitud de la ranura: Longitud de la ranura en el eje principalAnchura de ranura: Anchura de la ranura en el eje transversalProfundidad: Profundidad final de la ranuraProfundidad de paso: Medida, según la cual la hta. penetra cada vez en la piezaSobremedida lateral: Sobremedida de acabado lateralSobremedida de profundidad: Sobremedida de acabado de profundidadPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TDR2: Radio delta 2 (radio de la esquina) para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

66
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de cajera:
Paso del acabado: Paso de aproximación para acabado lateral. Si no está introducido, entonces realiza el acabado en 1 sólo pasoAcabado F: Avance para el acabadoAngulo de giro: Angulo sobre el que gira toda la cajera.Posición de la ranura: Posición de la ranura referida a la posición programada
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance en el desplazamiento entre posiciones de mecanizado
Fresado en marcha síncrona, o
Fresado a contramarcha
Profundización helicoidal, o
profundización pendular, o
profundizacióin vertical

67
Defi
nic
ión
de
meca
niz
ad
os
Unit 254 Ranura circular
Parámetros en el formulario resumido:
Tipo de mecanizado: Desbaste y acabado, seleccionar sólo desbaste o sólo acabado mediante softkeyT: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance al profundizar el paso de aproximaciónF: Avance de fresadoCentro del 1er. eje: Centro del círculo teórico del eje principalCentro del 2º eje: Centro del círculo teórico del eje transversalDiámetro del círculoAngulo inicial: Angulo polar del punto inicialAngulo de aberturaAnchura de la ranuraProfundidad: Profundidad final de la ranuraProfundidad de paso: Medida, según la cual la hta. penetra cada vez en la piezaSobremedida lateral: Sobremedida de acabado lateralSobremedida de profundidad: Sobremedida de acabado de profundidadPosiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)

68
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TDR2: Radio delta 2 (radio de la esquina) para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

69
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de cajera:
Paso del acabado: Paso de acabado para acabado lateral. Si no está introducido, entonces realiza el acabado en 1 sólo pasoAcabado F: Avance para el acabadoPaso angular: Angulo sobre el que gira toda la ranuraNúmero de mecanizados: Número de mecanizados sobre el círculo teóricoPosición de la ranura: Posición de la ranura referida a la posición programada
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance en el desplazamiento entre posiciones de mecanizado
Fresado en marcha síncrona, o
Fresado a contramarcha
Profundización helicoidal, o
profundización pendular, o
profundizacióin vertical

70
Defi
nic
ión
de
meca
niz
ad
os
Unit 208 Fresado de taladro
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de fresadoDiámetro: Diámetro nominal del taladroProfundidad: Profundidad de fresadoProfundidad de paso: Medida, según la cual la hta. profundiza según una hélice (360º)Posiciones de mecanizado (véase "Definición de posiciones de mecanizado" en pág. 95)
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TDR2: Radio delta 2 (radio de la esquina) para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

71
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Parámetros de taladro:
Diámetro taladrado previamente: Introducir si se deben postmecanizar los taladros previamente acabados. De esta forma se pueden fresar taladros cuyo diámetro sea el doble que el diámetro de la herramienta
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance en el desplazamiento entre posiciones de mecanizado

72
Defi
nic
ión
de
meca
niz
ad
os
Grupo de mecanizado Programa de Contorno
En el grupo de mecanizado Programa de contorno están disponibles las siguientes Units para el mecanizado de cualquier cajera compuesta y trazado de contorno:
UnitPulsar la softkey
Unit 122 Cajera de contorno
Unit 125 Trazado de contorno

73
Defi
nic
ión
de
meca
niz
ad
os
Unit 122 Cajera de contorno
Con la cajera de contorno se pueden desbastar cajeras con una forma compuesta, las cuales también pueden contener islas.
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance al profundizar en pasosF: Avance al profundizar en pasosF: Avance de fresadoProfundidad: Profundidad de fresadoProfundidad de paso: Medida, según la cual la hta. penetra cada vez en la piezaSobremedida lateral: Sobremedida de acabado lateralSobremedida de profundidad: Sobremedida de acabado de profundidadNombre del contorno: Lista de los contornos parciales (ficheros .HC) para hacer su conexión (link).
¡Determinar mediante softkey si el contorno parcial correspondiente es una cajera o una isla!¡La lista de los contornos parciales siempre tiene que comenzar con una cajera!¡Como máximo en el formulario detallado contorno se pueden definir hasta 9 contornos parciales (véase la figura inferior derecha)!¡Por el momento sólo es posible el mecanizado de desbaste! Definir y llamar a los ciclos de acabado mediante la unidad (Unit) en lenguaje conversacional HEIDENHAIN.

74
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TDR2: Radio delta 2 (radio de la esquina) para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)
Parámetros adicionales en el formulario detallado Parámetros de fresado:
Herramienta de desbaste previo: Número de hta. con la cual se ha realizado el desbaste previo. Radio de redondeo: Radio de redondeo de la trayectoria del punto central de la herramienta en las esquinas interiores

75
Defi
nic
ión
de
meca
niz
ad
os
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Factor de solapamiento
Avance de retroceso
Fresado en marcha síncrona, o
Fresado a contramarcha

76
Defi
nic
ión
de
meca
niz
ad
os
Unit 125 Trazado del contorno
Con el trazado del contorno se pueden mecanizar contornos abiertos y cerrados, los cuales se han definido en un programa .HC.
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance al profundizar en pasosF: Avance de fresadoNombre del contorno: Nombre del fichero del contorno (.HC) a mecanizarCorrección de radio: Mecanizar el contorno con corrección por la izquierda, por la derecha o sin correcciónTipo de aproximación: Aproximación tangencial según un arco de círculo, una recta o perpendicular al contornoRadio de aproximación (sólo es válido si se selecciona la aproximación tangencial sobre un arco de círculo): Radio del círculo de entradaAngulo del punto central (sólo es válido si se selecciona la aproximación tangencial sobre un arco de círculo): Angulo del círculo de entradaDistancia del punto auxiliar (sólo es válida si se selecciona la aproximación tangencial sobre una recta o perpendicular): Distancia al punto auxiliar desde el que se aproxima el contornoProfundidad: Profundidad de fresadoProfundidad de paso: Medida, según la cual la hta. penetra cada vez en la piezaSobremedida lateral: Sobremedida de acabadoTipo de fresado: Fresado sincronizado, fresado a contra marcha o mecanizado pendular

77
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TDR2: Radio delta 2 (radio de la esquina) para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)
Parámetros adicionales en el formulario detallado Parámetros de fresado:
Ninguna.
Parámetros efectivos globales en el formulario detallado Datos globales:
2. Distancia de seguridad

78
Defi
nic
ión
de
meca
niz
ad
os
Grupo de mecanizado Superficies
En el grupo de mecanizado Superficies está disponible la siguiente unidad (Unit) para el mecanizado de superficies:
UnitPulsar la softkey
Unit 232 Planeado

79
Defi
nic
ión
de
meca
niz
ad
os
Unit 232 Planeado
Parámetros en el formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalF: Avance de fresadoTipo de fresado: Selección de la estrategia de fresadoPunto inicial del 1er. eje: Punto inicial en el eje principalPunto inicial del 2º eje: Punto inicial en el eje transversalPunto inicial del 3er. eje: Punto inicial en el eje de herramientaPunto final del 3er. eje: Punto final en el eje de herramientaSobremedida de profundidad: Sobremedida de acabado en profundidadLongitud del 1er. lado: Longitud de la superficie a fresar en el eje principal referida al punto inicialLongitud del 2º lado: Longitud de la superficie a fresar en el eje transversal referida al punto inicialPaso de aproximación máximo: Medida, según la cual la hta. penetra cada vez en la piezaDistancia de seguridad lateral: Distancia lateral desde la que se desplaza la herramienta sobre la superficie

80
Defi
nic
ión
de
meca
niz
ad
os
Parámetros adicionales en el formulario detallado Tool:
DL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TDR2: Radio delta 2 (radio de la esquina) para la herramienta TFunción M: Cualquier función auxiliar M Cabezal: Dirección del cabezal. smarT.NC fija de forma estándar M3Preselección de hta.: En caso de necesidad, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)
Parámetros adicionales en el formulario detallado Parámetros de fresado:
F Acabado: Avance para el último paso de acabado

81
Defi
nic
ión
de
meca
niz
ad
os
Parámetros efectivos globales en el formulario detallado Datos globales:
Distancia de seguridad
2. Distancia de seguridad
Avance de posicionamiento
Factor de solapamiento

82
Defi
nic
ión
de
meca
niz
ad
os
Grupo principal Palpación
En el grupo principal Palpación seleccione los siguientes grupos de funciones:
Grupo de funcionesPulsar la softkey
ROTACIÓN:Funciones de palpación para la determinación automática de un giro básico
PRESET:Funciones de palpación para la determinación automática de un punto de referencia
MEDICIÓN:Funciones de palpación para la medición automática de la pieza
HERRAMIENTA:Funciones de palpación para la medición automática de la herramienta

83
Defi
nic
ión
de
meca
niz
ad
os
Grupo de funciones Rotación
En el grupo de funciones Rotación están disponibles las siguientes unidades (Units) para la determinación automática de un giro básico:
UnitPulsar la softkey
Unit 400 Rotación respecto a una recta
Unit 401 Rotación con 2 taladros
Unit 402 Rotación con 2 islas
Unit 403 Rotación del eje de giro
Unit 405 Rotación del eje C

84
Defi
nic
ión
de
meca
niz
ad
os
Grupo de funciones Preset (punto de referencia)
En el grupo de funciones Preset están disponibles las siguientes unidades (Units) para la fijación automática de un punto de referencia:
UnitPulsar la softkey
Unit 410 Punto de referencia en rectángulo interior
Unit 411 Punto de referencia exterior
Unit 412 Punto de referencia en círculo interior
Unit 413 Punto de referencia en círculo exterior
Unit 414 Punto de referencia en esquina exterior
Unit 415 Punto de referencia en esquina interior
Unit 416 Punto de referencia en centro del círculo de taladros
Unit 417 Punto de referencia en el eje del palpador

85
Defi
nic
ión
de
meca
niz
ad
os
Unit 418 Punto de referencia de 4 taladros
Unit 419 Punto de referencia en un eje
UnitPulsar la softkey

86
Defi
nic
ión
de
meca
niz
ad
os
Grupo de funciones Medición
En el grupo de funciones Medición están disponibles las siguientes unidades (Units) para la medición automática de la pieza:
UnitPulsar la softkey
Unit 420 Medir Angulo
Unit 421 Medir Taladro
Unit 422 Medir Isla Circular
Unit 423 Medir rectángulo interior
Unit 424 Medir rectángulo exterior
Unit 425 Medir Anchura interior
Unit 426 Medir Anchura exterior
Unit 427 Medir Coordenada

87
Defi
nic
ión
de
meca
niz
ad
os
Unit 430 Medir Círculo de taladros
Unit 431 Medir Plano
UnitPulsar la softkey

88
Defi
nic
ión
de
meca
niz
ad
os
Grupo de funciones Herramienta
En el grupo de funciones Herramienta están disponibles las siguientes unidades (Units) para la medición automática de la Herramienta:
UnitPulsar la softkey
Unit 480 TT: Calibración del TT
Unit 481 TT: Medición de la longitud de la herramienta
Unit 482 TT: Medición del radio de la herramienta
Unit 483 TT: Medición completa de la herramienta

89
Defi
nic
ión
de
meca
niz
ad
os
Grupo principal Cálculo
En el grupo principal Cálculo están disponibles directamente funciones para el cálculo de coordenadas:
FunciónPulsar la softkey
UNIT 247:Selección del número de preset
UNIT 404:Fijación del giro básico

90
Defi
nic
ión
de
meca
niz
ad
os
Grupo principal Funciones especiales
En el grupo principal Funciones especiales están disponibles directamente diferentes funciones:
FunciónPulsar la softkey
UNIT 151:Llamada al programa
UNIT 152:Selección de la tabla de puntos cero
UNIT 50:Llamada separada a la herramienta
UNIT 40:Unit en lenguaje conversacional HEIDENHAIN
UNIT 700:Datos básicos del programa(véase "Datos básicos del programa" en pág. 25)

91
Defi
nic
ión
de
meca
niz
ad
os
Unit 151: Llamada al programa
Con esta unidad (Unit) se puede llamar desde smarT.NC a cualquier programa con los siguientes tipos de fichero:
Programa unidad smarT.NC (tipo de fichero .HU)Programas en leguaje conversacional HEIDENHAIN (tipo de fichero .H)programa DIN/ISO (tipo de fichero .I)
Parámetros en formulario resumido:
Nombre del programa: Introducir el camino del programa que se quiere llamar.
¡Si se desea seleccionar el programa deseado mediante softkey (ventana de transición, véase imagen abajo a la derecha), debe estar guardado en el directorio TNC:\smarTNC!¡Si el programa deseado no está guardado en el directorio TNC:\smarTNC, introducir directamente el camino completo!

92
Defi
nic
ión
de
meca
niz
ad
os
Unit 152: Selección de la tabla de puntos cero
Con esta unidad (Unit) se pueden activar mediante smarT.NC cualquier tabla de puntos cero, la cual estará activa para posteriores desplazamientos programados de los puntos cero de dicha tabla.
Parámetros en formulario resumido:
Tabla de puntos cero: Introducir el nombre de la tabla de puntos cero a activar
¡Si se desea seleccionar la tabla de puntos cero deseada mediante softkey (ventana de transición, véase imagen abajo a la derecha), debe estar guardada en el directorio TNC:\smarTNC!¡Si la tabla de puntos cero deseada no está guardada en el directorio TNC:\smarTNC, introducir directamente el camino completo!
93
Defi
nic
ión
de
meca
niz
ad
os
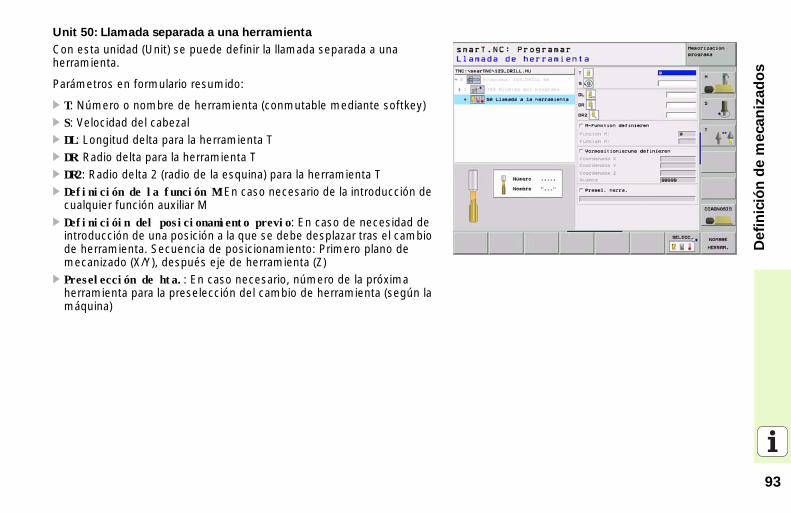
Unit 50: Llamada separada a una herramienta
Con esta unidad (Unit) se puede definir la llamada separada a una herramienta.
Parámetros en formulario resumido:
T: Número o nombre de herramienta (conmutable mediante softkey)S: Velocidad del cabezalDL: Longitud delta para la herramienta TDR: Radio delta para la herramienta TDR2: Radio delta 2 (radio de la esquina) para la herramienta TDefinición de la función M: En caso necesario de la introducción de cualquier función auxiliar MDefinicióin del posicionamiento previo: En caso de necesidad de introducción de una posición a la que se debe desplazar tras el cambio de herramienta. Secuencia de posicionamiento: Primero plano de mecanizado (X/Y), después eje de herramienta (Z)Preselección de hta.: En caso necesario, número de la próxima herramienta para la preselección del cambio de herramienta (según la máquina)

94
Defi
nic
ión
de
meca
niz
ad
os
Unit 40: Unit en lenguaje conversacional HEIDENHAIN
Con esta unidad (Unit) se pueden añadir secuencias en lenguaje conversacional HEIDENHAIN entre bloques de mecanizado. Se puede utilizar siempre, si
necesita funciones TNC para las cuales no están aún disponibles entradas al formulariodesea añadir cualquier posicionamiento entre Unitsdesea definir funciones M específicas de la máquina
Las siguientes funciones en lenguaje conversacional HEIDENHAIN están disponibles actualmente:
Funciones de trayectoria L, CHF, CC, C, CR, CT, RND mediante las teclas grises de función de trayectoria Frase de STOP mediante la tecla STOPFrase de función M separada mediante tecla ASCII, MLlamada a la hta. con la tecla TOOL CALLFunción PLANEDefinición del cicloDefinición del ciclo de palpaciónRepetición parcial de programa/Técnica de subprogramaProgramación de parámetros Q
¡El número de frases en lenguaje conversacional HEIDENHAIN por secuencia de lenguaje conversacional HEIDENHAIN no está limitada!

95
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Definición de posiciones de mecanizado
Nociones básicas
Las posiciones de mecanizado se pueden definir directamente en coordenadas cartesianas en el Formulario resumido 1 de la unidad de mecanizado correspondiente (véase figura de arriba a la derecha). Cuando deba realizar el mecanizado con más de tres posiciones se pueden introducir en el Formulario detallado de Posiciones (2) hasta otras 6 (por tanto, en total hasta 9 posiciones de mecanizado).
De forma especialmente cómoda las posiciones de mecanizado se definen mediante el generador de modelos. El generador de modelos visualiza de inmediato las posiciones de mecanizado introducidas de forma gráfica, después de haber introducido y guardado los parámetros requeridos.
Las posiciones de mecanizado definidas mediante el generador de modelos las guarda smarT.NC de forma automática en una tabla de puntos (fichero .PNT), el cual se puede utilizar cuantas veces se desee. Especialmente práctica es la posibilidad de omitir o bloquear cualquier posición de mecanizado, seleccionándolo gráficamente.
Cuando ya haya utilizado tablas de puntos en controles anteriores, también podrá utilizarlas en smarT.NC.
11
12

96
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Iniciar el generador de modelosEl generador de modelos smarT.NC se puede iniciar de dos formas diferentes:
Directamente desde la segunda carátula de softkeys del menú principal de smarT.NC, cuando desee definir varios ficheros de puntos directamente uno tras otroDurante la definición de mecanizado según el formulario, cuando tenga que introducir posiciones de mecanizado
Inicio del generador de modelos desde el listado principal del menú Edición
Seleccionar el modo smarT.NC
Seleccionar la segunda carátula de softkeys
Inicio del generador de modelos: smarT.NC cambia a la gestión de ficheros (véase la figura de la derecha) y muestra - si existe - los ficheros de puntos existentesSeleccionar el fichero de puntos (*.PNT) existente, aceptar con la tecla ENT, o Abrir un nuevo fichero de puntos: Introducir el nombre del fichero (sin tipo de fichero), confirmar con la tecla MM o PULGADAS: smarT.NC abre un fichero de puntos con la unidad métrica seleccionada y se sitúa a continuación en el generador de modelos

97
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Inicio del generador de modelos desde un formulario
Seleccionar el modo smarT.NCSeleccionar cualquier paso de mecanizado de la representación en árbolSeleccionar el campo del formulario donde se introducen las posiciones del mecanizado (véase figura de arriba a la derecha)Conmutar con la softkey "posiciones" al formato de posiciones de un modelo de puntos (PNT)
Para generar un nuevo fichero: Introducir el nombre del fichero (sin tipo de fichero), confirmar con la softkey NUEVOConfirmar la unidad métrica del nuevo ficheros de puntos en la ventana de transición con la tecla MM o PULGADAS: smarT.NC se encuentra ahora en el generador de modelosPara seleccionar un fichero PNT existente: Pulsar la softkey SELECCIONAR: smarT.NC muestra una ventana de transición con los ficheros de puntos existentes. Seleccionar uno de los ficheros visualizados y aceptar con la tecla ENT o la casilla OK en el formularioPara editar un fichero PNT ya existente: Pulsar la softkey EDITAR: smarT.NC inicia directamente entonces el generador de modelos

98
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Finalización del generador de modelosPulsar la tecla END o la softkey ENDE: smarT.NC visualiza una ventana de transición (véase la figura de la derecha)Pulsar la tecla ENT o el botón Sí para guardar todas las modificaciones realizadas, o bien para guardar un fichero nuevo programado, y para cerrar el generador de modelosPulsar la tecla NO ENT o el botón No para no guardar las modificaciones realizadas y para cerrar el generador de modelosPulsar la tecla ESC para regresar al generador de modelos
Si se ha iniciado el generador de modelos desde un formulario, entonces se regresa automáticamente tras el final al mismo punto.
Si ha iniciado el generador de modelos desde el listado principal, vuelve automáticamente al programa HU seleccionado por última vez.

99
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Trabajar con el generador de modelos
Resumen
Para definir las posiciones de mecanizado, en el generador de modelos están disponibles las siguientes posibilidades:
FunciónPulsar la softkey
Punto único, cartesianas
Fila única, recta o girada
Modelo de rectas, girada o deformada
Marco, girado o deformado
Círculo completo
Arco circular
Modificar la altura inicial

100
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Definición del modeloSeleccionar el modelo a definir por softkeyDefinir los parámetros de introducción necesarios en el formulario: Seleccionar el próximo campo de introducción con la tecla ENT o la tecla "flecha hacia abajo" Guardar el parámetro de introducción: Pulsar la tecla END
Después de haber introducido cualquier modelo por el formulario, smarT.NC la representa simbólicamente como icono en la mitad izquierda de la pantalla en la representación en árbol 1.
En la mitad inferior derecha de la pantalla 2 se representa gráficamente la figura tras guardar el parámetro de introducción.
Cuando se abre la representación en árbol con la "flecha hacia la derecha", se puede seleccionar por "flecha hacia abajo" cada punto dentro de la figura definida anteriormente, smarT.NC visualiza el punto seleccionado a la izquierda en el gráfico marcado en azul a la derecha (3). Para su información, se visualizan adicionalmente en la mitad superior derecha 4 las coordenadas cartesianas del correspondiente punto seleccionado.
11
12
13
14

101
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Funciones del generador de modelos
FunciónPulsar la softkey
Omitir la figura o la posición seleccionada en la representación en árbol para el mecanizado. La figura o las posiciones omitidas están marcadas en la representación en árbol 1 con una raya roja y en el gráfico de vista previa con un punto rojo claro
Volver a activar la figura o la posición omitida
Bloquear la posición seleccionada en la representación en árbol para el mecanizado. Las posiciones bloqueadas están marcadas en representación en de árbol 1 con una cruz roja. En el gráfico smarT.NC no visualiza las posiciones bloqueadas. Estas posiciones no se guardan en el fichero .PNT hasta que smarT.NC no cierre el generador de modelos
Volver a activar las posiciones bloqueadas
Visualizar la figura seleccionada/ todas las figuras definidas sólo en la representación en árbol. smarT.NC visualiza en azul en la representación en árbol la figura seleccionada.
Aumento de la sección: Visualizar y desplazar el marco. Para desplazar pulsar varias veces la softkey con la flecha (segunda carátula de softkeys)
11

102
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Aumento de la sección: Disminución del marco (segunda carátula de softkeys)
Aumento de la sección: Aumento del marco (segunda carátula de softkeys)
Aumento de la sección: Aceptación del margen seleccionado (segunda carátula de softkeys)
Aumento de la sección: Volver a representar la sección original (segunda carátula de softkeys)
FunciónPulsar la softkey

103
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Punto único, cartesianas
X: Coordenadas en el eje principal del plano de mecanizado Y: Coordenadas en el eje secundario del plano de mecanizado
Fila única, recta o girada
Punto inicial del 1er. eje: Coordenada del punto inicial de la fila en el eje principal del plano de mecanizadoPunto inicial del 2º eje: Coordenada del punto inicial de la fila en el eje secundario del plano de mecanizadoDistancia: Distancia entre las posiciones de mecanizado. Valor a introducir positivo o negativo Número de mecanizados: Número total de posiciones de mecanizadoGiro: Angulo de giro alrededor del punto inicial introducido. Eje de referencia: Eje principal del plano de mecanizado activo (por ej. X con eje de herramienta Z). Valor a introducir positivo o negativo

104
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Modelo de rectas, girada o deformadaPunto inicial del 1er. eje: Coordenada del punto inicial del modelo 1 en el eje principal del plano de mecanizadoPunto inicial del 2º eje: Coordenada del punto inicial del modelo 2 en el eje secundario del plano de mecanizadoDistancia al 1er. eje: Distancia entre las posiciones de mecanizado en el eje principal del plano de mecanizado. Valor a introducir positivo o negativoDistancia al 2º eje: Distancia entre las posiciones de mecanizado en el eje secundario del plano de mecanizado. Valor a introducir positivo o negativoNúmero de filas: Número total de filas del modelo Número de columnas: Número total de columnas del modeloGiro: Angulo de giro alrededor del cual se gira el modelo sobre el punto inicial introducido. Eje de referencia: Eje principal del plano de mecanizado activo (por ej. X con eje de herramienta en Z). Valor a introducir positivo o negativoPosición de giro del eje principal: Angulo de giro alrededor del cual se deforma a continuación el eje principal del plano de mecanizado referido al punto inicial introducido. Valor a introducir positivo o negativo. Posición de giro del eje secundario: Angulo de giro alrededor del cual se deforma a continuación el eje secundario del plano de mecanizado referido al punto inicial introducido. Valor a introducir positivo o negativo.
Los parámetros Posición de giro del eje principal y Posición de giro del eje secundario actúan adicionalmente sobre un giro de la figura total realizado anteriormente.

105
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Marco, girado o deformado
Punto inicial del 1er. eje: Coordenada del punto inicial 1 del marco en el eje principal del plano de mecanizadoPunto inicial del 2º eje: Coordenada del punto inicial 2 del marco en el eje secundario del plano de mecanizadoDistancia al 1er. eje: Distancia entre las posiciones de mecanizado en el eje principal del plano de mecanizado. Valor a introducir positivo o negativoDistancia al 2º eje: Distancia entre las posiciones de mecanizado en el eje secundario del plano de mecanizado. Valor a introducir positivo o negativoNúmero de filas: Número total de filas del marcoNúmero de columnas: Número total de columnas del marcoGiro: Angulo de giro alrededor del cual se gira el marco totalmente sobre el punto inicial introducido. Eje de referencia: Eje principal del plano de mecanizado activo (por ej. X con eje de herramienta en Z). Valor a introducir positivo o negativoPosición de giro del eje principal: Angulo de giro alrededor del cual se deforma a continuación el eje principal del plano de mecanizado referido al punto inicial introducido. Valor a introducir positivo o negativo. Posición de giro del eje secundario: Angulo de giro alrededor del cual se deforma a continuación el eje secundario del plano de mecanizado referido al punto inicial introducido. Valor a introducir positivo o negativo.
Los parámetros Posición de giro del eje principal y Posición de giro del eje secundario actúan adicionalmente sobre un giro del marco total realizado anteriormente.

106
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Círculo completoCentro del 1er. eje: Coordenada 1 del punto central del círculo en el eje principal del plano de mecanizadoCentro del 2º eje: Coordenada 2 del punto central del círculo en el eje secundario del plano de mecanizadoDiámetro: Diámetro del círculoAngulo inicial: Angulo polar de la primera posición de mecanizado. Eje de referencia: Eje principal del plano de mecanizado activo (por ej. X con eje de herramienta en Z). Valor a introducir positivo o negativoNúmero de mecanizados: Número total de posiciones de mecanizado sobre el círculo
smarT.NC calcula el paso angular entre dos posiciones de mecanizado siempre respecto a 360º dividido por el número de mecanizados.

107
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Arco circular
Centro del 1er. eje: Coordenada 1 del punto central del círculo en el eje principal del plano de mecanizadoCentro del 2º eje: Coordenada 2 del punto central del círculo en el eje secundario del plano de mecanizadoDiámetro: Diámetro del círculoAngulo inicial: Angulo polar de la primera posición de mecanizado. Eje de referencia: Eje principal del plano de mecanizado activo (por ej. X con eje de herramienta en Z). Valor a introducir positivo o negativoPaso angular: Angulo polar incremental entre dos posiciones de mecanizado. Valor a introducir positivo o negativoNúmero de mecanizados: Número total de posiciones de mecanizado sobre el círculo

108
Defi
nic
ión
de
po
sic
ion
es d
e
me
can
iza
do
Modificar la altura inicialCoordenadas de la superficie: Coordenadas de la superficie de la pieza
Si no se define ninguna altura inicial en la definición de las posiciones de mecanizado, smarT.NC fija siempre las coordenadas de la superficie de la pieza en 0.
Si se modifica la altura inicial, entonces es válida la nueva altura inicial para todas las siguientes posiciones de mecanizado programadas.
Si se selecciona en la representación en árbol el símbolo de coordenadas de la superficie, el gráfico de vista previa marca todas las posiciones de mecanizado en verde, para las cuales es válida esta altura inicial (véase figura de abajo a la derecha).

109
Defi
nic
ión
de
co
nto
rno
s
Definición de contornos
Nociones básicas
Los contornos se definen básicamente en ficheros separados (tipo de fichero .HC). Ya que los ficheros .HC contienen una descripción pura del contorno -sólo geometría-, sin datos tecnológicos, se pueden determinar de forma flexible: como trayectoria del contorno, como cajera o como isla.
Las descripciones de los contornos existentes de programas en lenguaje HEIDENHAIN anteriores (ficheros .H), se pueden convertir con pocos pasos en una descripción de contorno smarT.NC (véase Pág. 116).
Así como en programas de unidades Unit y en el generador de modelos, smarT.NC representa cada elemento individual del contorno en la representación en árbol 1 con el icono correspondiente. En el formulario de introducción 2 se introducen los datos para el correspondiente elemento del contorno. En la programación libre del contorno FK están disponibles junto al formulario resumido 3 hasta otros 3 formularios detallados (4), en los que se pueden introducir datos (véase la figura de abajo a la derecha).
11
12
13 14

110
Defi
nic
ión
de
co
nto
rno
s
Inicio de la programación de contornos
La programación de contornos smarT.NC se puede iniciar de dos formas diferentes:
Directamente desde el listado principal del menú Edición, cuando se desee definir varios contornos separados directamente uno tras otroDurante la definición del mecanizado desde el formulario, cuando desee introducir el nombre del contorno a mecanizar
Inicio de la programación del contorno desde el listado principal del menú Edición
Seleccionar el modo smarT.NC
Seleccionar la segunda carátula de softkeys
Inicio de la programación de contornos: smarT.NC cambia a la gestión de ficheros (véase la figura de la derecha) y muestra - si existe - los programas de contorno existentesSeleccionar el programa de contorno existente (*.HC), aceptar con la tecla ENT, o Abrir un nuevo programa de contorno: Introducir el nombre del fichero (sin tipo de fichero), confirmar con la tecla MM o PULGADAS: smarT.NC abre un programa de contornos con la unidad métrica seleccionada.smarT.NC inicia automáticamente el diálogo para la definición del gráfico: Introducir el punto MIN del gráfico referido al punto cero, confirmar con la tecla ENDIntroducir el punto MAX del gráfico referido al punto cero, confirmar con la tecla END. smarT.NC se encuentra a continuación en la programación de contornos

111
Defi
nic
ión
de
co
nto
rno
s
Inicio de la programación de contorno desde un formulario
Seleccionar el modo smarT.NCSeleccionar cualquier paso de mecanizado requerido para el programa de contorno (UNIT 122, UNIT 125)Seleccionar el campo de introducción en el que hay que definir el nombre del programa de contorno (1, véase la figura superior derecha)Para generar un nuevo fichero: Introducir el nombre del fichero (sin tipo de fichero), confirmar con la softkey NUEVOConfirmar la unidad métrica del nuevo programa de contorno en la ventana de transición con la tecla MM o PULGADAS: smarT.NC abre un programa de contorno en la unidad métrica seleccionada, a continuación se encuentra en la programación de contornos e inicia automáticamente el diálogo para la definición del bloque gráfico:Introducir el punto MIN del gráfico referido al punto cero, confirmar con la tecla ENDIntroducir el punto MAX del gráfico referido al punto cero, confirmar con la tecla END. smarT.NC se encuentra a continuación en la programación de contornosPara seleccionar un fichero HC existente: Pulsar la softkey SELECCIONAR: smarT.NC muestra una ventana de transición con los programas de contorno existentes. Seleccionar uno de los programas de contornos visualizados y aceptar con la tecla ENT o la casilla OK en el formularioPara editar un fichero HC ya existente: Pulsar la softkey EDITAR: smarT.NC inicia directamente entonces la programación de contornos
11

112
Defi
nic
ión
de
co
nto
rno
s
Finalizar la programación de contornos
Pulsar la tecla END: smarT.NC finaliza la programación de contornos y regresa al estado desde el cual se había iniciado: En el programa HU activo por última vez (siempre que se haya iniciado desde el listado principal del smarT.NC, o bien en el formulario de introducción del paso de mecanizado correspondiente)
Si se ha iniciado la programación de contornos desde un formulario, al finalizar se regresa automáticamente a la misma función.
Si ha iniciado la programación de contornos desde el listado principal, tras la finalización se vuelve automáticamente al programa HU seleccionado por última vez.

113
Defi
nic
ión
de
co
nto
rno
s
Trabajar con la programación de contornos
Resumen
La programación de los elementos de contornos se realiza con las funciones en lenguaje HEIDENHAIN. Junto a las teclas grises de función de trayectoria está disponible también la programación de contornos libre FK, cuyos formularios se pueden llamar por softkeys.
Son especialmente de ayuda en la programación de contorno libre FK las figuras auxiliares, las cuales están disponibles para cada campo de introducción y representan qué parámetro se ha de introducir.
Todas las funciones conocidas del gráfico de programación están disponibles también en smarT.NC.

114
Defi
nic
ión
de
co
nto
rno
s
Funciones del gráfico de programación
Función Pulsar la softkey
Realizar el gráfico de programación completo
Realizar el gráfico de program. frase a frase
Realizar el gráfico de programación completo, o realizarlo con RESET + START
Detener el gráfico de programación. Esta softkey sólo aparece mientras el TNC realiza un gráfico de programación
Función de zoom (carátula de softkeys 3): Disminuir la sección, para disminuir, pulsar varias veces la softkey
Función de zoom (carátula de softkeys 3): Aumentar la sección, para aumentar, pulsar varias veces la softkey
Función de zoom (carátula de softkeys 3): Visualizar y desplazar el marco

115
Defi
nic
ión
de
co
nto
rno
s
Los diferentes colores de los elementos del contorno visualizados determinan su realización:
Selección según varias soluciones posibles
Mientras que las tareas incompletas conlleven a varias soluciones teóricas posibles, se puede seleccionar por softkey la solución correcta con la ayuda gráfica:
Visualizar las diferentes soluciones
Seleccionar y aceptar la solución visualizada
Programar otros elementos del contorno
Realizar el gráfico de programación para la siguiente frase programada
Azul La trayectoria del contorno está claramente determinadaverde Los datos introducidos indican varias soluciones; Vd.
selecciona la correctarojo Los datos introducidos no son suficientes para
determinar la trayectoria del contorno; hay que introducir más datos

116
Defi
nic
ión
de
co
nto
rno
s
Convertir el programa en lenguaje HEIDENHAIN en programa de contorno
En este proceso se debe copiar un programa en lenguaje HEIDENHAIN (fichero .H) ya existente en una descripción de contorno (fichero .HC). Ya que ambos tipos de ficheros poseen un formato de datos interno diferente, el proceso debe realizarse mediante un fichero ASCII. Debe procederse de la siguiente forma:
Seleccionar el modo de funcionamiento Memorizar/Editar programa
Llamada a la gestión de ficheros
seleccionar el programa .H a convertir
Seleccionar la función de copiado: Introducirla como fichero de destino *.A, el TNC genera un fichero ASCII desde el programa en lenguaje HEIDENHAINSeleccionar previamente el fichero ASCII generado
Seleccionar la función de copiado: Introducirla como fichero de destino *.HC, el TNC genera una descripción del contorno desde el fichero ASCIISeleccionar el nuevo fichero .HC elaborado y borrar todas las frases (con excepción de la definición de la pieza en bruto BLK FORM) que no describan un contornoBorrar las correcciones de radio programadas, los avances y las funciones M auxiliares. El fichero HC es ahora operativo por smarT.NC

117
Re
ali
za
ció
n g
ráfi
ca
de
te
sts
y
eje
cu
ció
n d
el
pro
gra
ma
UN
IT
Realización gráfica de tests yejecución del programa UNIT
Gráfico de programación interactivo
Durante la introducción del programa, el TNC puede representar el contorno programado en un gráfico bidimensional:
Realizar el gráfico de programación completo
Realizar el gráfico de program. frase a frase
Inicio y terminación del gráfico
Gráfico automático
Borrar el gráfico
Dibujar nuevamente un gráfico
Visualizar u omitir los números de frase
El gráfico de programación sólo está disponible en la realización de un programa de contorno (fichero .HC).

118
Re
ali
za
ció
n g
ráfi
ca
de
te
sts
y
eje
cu
ció
n d
el
pro
gra
ma
UN
IT
Test gráfico y gráfico de programación
En los submodos de funcionamientos Test y Ejecución el TNC puede representar gráficamente un mecanizado. Mediante softkeys se pueden seleccionar las siguientes funciones:
Vista en planta
Representación en tres planos
La representación 3D
Representación 3D de alta resolución
Funciones para el aumento de la sección
Funciones para los planos de corte
Funciones para Girar y Aumentar/Disminuir
Selección de la función del cronómetro
Ajuste de la velocidad de simulación
Determinación de la función tiempo de mecanizado
Realizar o no las frases de programa con el carácter "/"
¡Seleccionar la subdivisión de la pantalla GRAFICO o GRAFICO+PROGRAMA!

119
Re
ali
za
ció
n g
ráfi
ca
de
te
sts
y
eje
cu
ció
n d
el
pro
gra
ma
UN
IT
Visualizaciones de estados
En la parte inferior de la pantalla, en los modos de funcionamiento de ejecución de programas, se encuentra la información sobre:
posición de la herramientaavanceFunciones auxiliares activadas
A través de softkes se pueden visualizar otras informaciones de estado en la ventana de la pantalla:
Información del programa
Posiciones de la herramienta
Datos de la herramienta
Traslación de coordenadas
Subprogramas, repeticiones de partes de programas
Medición de herramientas
Funciones auxiliares M activadas
¡Seleccionar la subdivisión de la pantalla PROGRAMA+ESTADO!

120
Re
ali
za
ció
n g
ráfi
ca
de
te
sts
y
eje
cu
ció
n d
el
pro
gra
ma
UN
IT
Ejecutar el programa UNIT
En el submodo de funcionamiento Ejecución, un programa UNIT puede ejecutarse de las siguientes formas:
Ejecución del programa UNIT individualmenteEjecución completa del programa UNIT Ejecución de cada Unit individual activo
Procedimiento
Seleccionar el modo smarT.NC
Seleccionar el submodo Ejecución
Seleccionar la softkey EJECUCIÓN DE UNIT INDIVIDUAL, o
Seleccionar la softkey EJECUCIÓN DE TODOS LOS UNITS, o
Seleccionar la softkey EJECUCIÓN DEL UNIT ACTIVO
Los programas de unidades UNIT (*.HU) se pueden ejecutar en el modo smarT.NC o en los modos de funcionamiento de ejecución de programa anteriores Frase a Frase o Ejecución Continua
Preste atención a los consejos sobre la ejecución de un programa en el manual de la máquina y en el modo de empleo.

Ve 00533 191-50 · SW01 · 3 · 12/2004 · Bi · Impreso en la RFA · Reservado el derecho de modificationes
ESPAÑAFARRESA ELECTRONICA S.A.c/Simón Bolivar, 27 Dpto. 1148013 Bilbao, Spain� 944413649� 944423540
FARRESA ELECTRONICA S.A.c/Les Corts, 36-3808028 Barcelona, Spain� 934092491� 933395117
FARRESA ELECTRONICA S.A.c/Arganda, 1028005 Madrid, Spain� 915179687� 914749306
PortugalFARRESA ELECTRONICA LDA.Rua do Outeiro, 1315 1º M4470 Maia, Portugal� (22) 9478140� (22) 9478149
BrasilDIADUR Indústria e Comércio Ltda.Rua Servia, 329 - Socorro, Santo AmaroPost Box 12 69504763-070 São Paulo - SP. Brazil� (011) 5523 – 6777� (011) 5523 – 1411
����������������� �������������� ��� ������������������������� ������� ���������������� ������������������ � � !�"� ��� ��
�������� �!�""#�� � ��������������������� � ���# $"� ��� ��
$��!����%�!�!���! � ��������������������� � ���# $�����%&&���"� ��� ��
�&�!�""#�� � ��������������������� � ���# $�$��%&&���"� ��� ��
&�"�#%������% � ��������������������� � ���# $�$�&'�"� ��� ��
'(&�"�#%������% � �����������������(��� � ���# $�&�$"� ��� ��
(������#���# ! � �����)������(�������� � ���# $���!"� ��� ��
***�� ��� ��


















