Picking Station Design Considerations for Improved...
93
Picking Station Design Considerations for Improved Sequence Picking A Case Study at Volvo Cars Torslanda Master of Science Thesis EMMA LUNDGREN MATTIAS STENBERG Department of Technology Management and Economics Division of Logistics and Transportation CHALMERS UNIVERSITY OF TECHNOLOGY Göteborg, Sweden 2011 Report No. E2011:095
Transcript of Picking Station Design Considerations for Improved...

Picking Station Design Considerations for Improved
Sequence Picking A Case Study at Volvo Cars Torslanda
Master of Science Thesis
EMMA LUNDGREN
MATTIAS STENBERG
Department of Technology Management and Economics Division of Logistics and Transportation C H A L M E R S U N I V E R S I T Y O F T E C H N O L O G Y Göteborg, Sweden 2011 Report No. E2011:095


THESIS FOR THE DEGREE OF MASTER OF SCIENCE
Supply Chain Management
Picking Station Design Considerations for Improved
Sequence Picking
A Case Study at Volvo Cars Torslanda
EMMA LUNDGREN
MATTIAS STENBERG
Tutor, Chalmers: Christian Finnsgård
Tutors, Volvo: Bengt-Göran Larsson and Henrik Brynzér
Department of Technology Management and Economics
Division of Logistics and Transportation CHALMERS UNIVERSITY OF TECHNOLOGY
Göteborg, Sweden 2011

ii
Picking Station Design Considerations for Improved Sequence Picking
A Case Study at Volvo Cars Torslanda
EMMA LUNDGREN
MATTIAS STENBERG
© EMMA LUNDGREN AND MATTIAS STENBERG, 2011
Report number E2011:095
Division of Logistics and Transportation
Department of Technology Management and Economics
Chalmers University of Technology
SE-412 96 Göteborg
Sweden
Telephone +46 (0)31-772 1000
Cover:
Sequence picking station used at Volvo Cars Torslanda, refer to section 4.2 at page 29 for details.
Printed by Chalmers Reproservice
Göteborg, Sweden 2011

iii
Picking Station Design Considerations for Improved Sequence Picking:
A Case Study at Volvo Cars Torslanda
EMMA LUNDGREN
MATTIAS STENBERG
Department of Technology Management and Economics
Chalmers University of Technology
Abstract The automotive industry continuously becomes more competitive. New brands grow stronger and
there is a constant pressure to come up with new models with an increasing frequency. In addition,
safety requirements on the cars, together with customers demanding a wide range of both models
and variants of the models, makes the number of components for each car model larger than ever.
The many models and variants, and the fact that these are assembled on the same assembly line, put
demanding requirements on the material feeding process. One way of feeding the line with material
is to send items to the assembly line pre-picked according to the building sequence of the cars. This
requires facilities for sequence picking and the picking operations of course have to be carried out as
effectively and efficiently as possible. As the amount of models and variants increases, also the
extent of the picking activities increases and area efficiency in the sequence picking facilities
becomes a concern. Hence, the purpose of this thesis is to contribute to increased knowledge about
how an area problem in sequence picking facilities can be addressed.
The thesis suggests a number of different ways in which the area efficiency of a sequence picking
station can be improved. The improvement suggestions vary in effectiveness as well as in the physical
changes, and the level of investment, necessary for an implementation. In addition, an item
classification system is introduced. The system is thought to be used when looking for picking
stations with the greatest improvement potential or when looking for picking stations suitable for a
specific design change. At last, three of the improvement suggestions are evaluated trough a virtual
implementation at Volvo. The focus is on area savings but also operational differences are addressed.
The operational differences are addressed through a comparison of mappings of the activities
performed at the evaluated picking stations before and after the change.
Major contributions of the thesis are the identification of design considerations for improved area
efficiency of sequence picking stations and the item classification system developed as a support for
identifying picking stations suitable for specific design changes. In addition, the thesis serves as a
compilation of theory with focus on picking operations and also as a source of practical picking
solutions as the picking operations at six reference companies are presented.
Keywords: Picking, picking station design, sequence picking, materials supply, materials handling

iv

v
Preface The work presented in this thesis was carried out in collaboration with Volvo Car Corporation at
Torslanda in Gothenburg, from June 2011 to October 2011, in order to fulfill the requirements for the
degree of Master of Science in Supply Chain Management at Chalmers University of Technology in
Gothenburg, Sweden.
During the work with the thesis, we worked in close collaboration with our supervisors at Volvo,
Bengt-Göran Larsson and Henrik Brynzér, as well as with our supervisor at Chalmers, Christian
Finnsgård. We are very thankful for their help and support and would like to express our gratitude for
giving us the opportunity to work with an interesting topic in an interesting company. In addition, we
would like to thank all the nice and helpful employees at Volvo in general and in TB1 in particular for
giving us a great time and providing us with valuable knowledge and insights. At last we would like to
thank our families and friends for love and support, and we wish all readers of this thesis 63 pages of
pleasant reading.
Emma Lundgren
Mattias Stenberg
Gothenburg
September 2011

vi
Table of Contents
Abstract ........................................................................................................................... iii
Preface ............................................................................................................................. v
Table of Contents .............................................................................................................. vi
List of Figures .................................................................................................................. viii
List of Tables ................................................................................................................... viii
Word List .......................................................................................................................... ix
1 Introduction ............................................................................................................... 1
1.1 Problem Background ..................................................................................................................... 1
1.1.1 Case Company Background .................................................................................................... 2
1.2 Purpose and Problem Analysis ...................................................................................................... 4
1.2.1 Item Classification .................................................................................................................. 5
1.2.2 Picking Station Design ............................................................................................................ 5
1.2.3 Design Changes´ Affect on Picking Stations ........................................................................... 5
1.2.4 Research Questions ................................................................................................................ 5
1.3 Scope ............................................................................................................................................. 6
1.4 Thesis Outline ................................................................................................................................ 7
2 Theoretical Framework ............................................................................................... 9
2.1 Item Classification ......................................................................................................................... 9
2.2 Ergonomics .................................................................................................................................... 9
2.3 Picking Systems ........................................................................................................................... 10
2.3.1 Picking Operations ................................................................................................................ 10
2.3.2 Picking Support ..................................................................................................................... 16
2.3.3 Picking Performance ............................................................................................................. 19
2.4 SAM-analysis ............................................................................................................................... 20
2.5 Lean Thinking ............................................................................................................................... 21
2.5.1 Waste .................................................................................................................................... 21
2.5.2 Poka-yoke ............................................................................................................................. 22
2.6 Materials Flow Mapping .............................................................................................................. 22
3 Methodology ............................................................................................................ 25
3.1 General Research Design ............................................................................................................. 25
3.2 Data Collection ............................................................................................................................ 26
3.2.1 Literature Review .................................................................................................................. 26
3.2.2 Interviews ............................................................................................................................. 27
3.2.3 Observations ......................................................................................................................... 28
3.2.4 Data for Materials Flow Mapping ........................................................................................ 28
3.3 Item Classification ....................................................................................................................... 28
3.4 Picking Station Design ................................................................................................................. 29
3.5 Materials Flow Mapping .............................................................................................................. 29
3.6 Validity and Reliability ................................................................................................................. 29

vii
4 Empirical Findings ..................................................................................................... 31
4.1 Item Classification ....................................................................................................................... 31
4.2 Picking Operations at Volvo ........................................................................................................ 31
4.3 Picking Operations at Reference Companies .............................................................................. 33
4.3.1 Pininfarina Uddevalla ........................................................................................................... 33
4.3.2 Tamro Gothenburg ............................................................................................................... 36
4.3.3 Carlsberg Falkenberg ............................................................................................................ 38
4.3.4 Schenker Gothenburg ........................................................................................................... 39
4.3.5 DHL/SAAB Trollhättan .......................................................................................................... 40
4.3.6 Elanders Mölnlycke ............................................................................................................... 42
5 Analysis .................................................................................................................... 45
5.1 Item Classification ....................................................................................................................... 45
5.2 Picking Operations at Volvo ........................................................................................................ 47
5.3 Picking Operations at Reference Companies .............................................................................. 47
5.3.1 Pininfarina Uddevalla ........................................................................................................... 47
5.3.2 Tamro Gothenburg ............................................................................................................... 48
5.3.3 Carlsberg Falkenberg ............................................................................................................ 49
5.3.4 Schenker Gothenburg ........................................................................................................... 50
5.3.5 DHL/SAAB Trollhättan .......................................................................................................... 51
5.3.6 Elanders Mölnlycke ............................................................................................................... 52
5.4 Picking Station Design Improvements ......................................................................................... 52
5.5 Picking Station Design Improvement Evaluation ........................................................................ 53
5.5.1 Vertical Lift Modules ............................................................................................................. 54
5.5.2 Combine Picking Stations ..................................................................................................... 55
5.6 Research Questions Re-Visited .................................................................................................... 57
6 Discussion ................................................................................................................ 59
6.1 Item Classification ....................................................................................................................... 59
6.2 Picking Station Design Improvements ......................................................................................... 59
7 Conclusions .............................................................................................................. 65
8 Recommendations to Volvo ...................................................................................... 67
References ...................................................................................................................... 69
Appendix A – Literature Search Strategy ......................................................................... 73
Appendix B – Performed Interviews ................................................................................ 75
Appendix C – Interview Template.................................................................................... 76
Appendix D – Item Classification System ......................................................................... 77
Appendix E – Materials Flow Mapping ............................................................................ 78
Appendix F – Data for Evaluation of Design Changes ....................................................... 80

viii
List of Figures Figure 1. Illustration of the Torslanda facilities, including material flows. ............................................. 3
Figure 2. Schematic picture of the material flow to the assembly plant at Volvo Cars Torslanda ......... 4
Figure 3. Visualization of the content of this thesis. ............................................................................... 7
Figure 4. Different classes of order picking systems (de Koster, Le-Duc, & Roodbergen, 2007). ......... 11
Figure 5. Pick-to-belt system using bins. ............................................................................................... 12
Figure 6. Vertical lift module. ................................................................................................................ 14
Figure 7. Horizontal carousel. ................................................................................................................ 14
Figure 8. Vertical carousel. .................................................................................................................... 15
Figure 9. Example of a sensor which feels when a hand picks something from the box (Camillo, 2010).
............................................................................................................................................................... 17
Figure 10. Different picking aids: bar code scanner (1), pick-to-light (2) and pick-to-voice (3) (Reif et
al., 2010). ............................................................................................................................................... 18
Figure 11. Head-mounted display for visual picking support (Reif et al., 2010). .................................. 18
Figure 12. Example of MFM result. ....................................................................................................... 23
Figure 13. General outline of the research methodology used for the thesis work. ............................ 25
Figure 14. Picking station used by Volvo in TB1 at Torslanda. .............................................................. 33
Figure 15. Side view of Volvo´s picking station. .................................................................................... 33
Figure 16. Pininfarina´s picking station design used for sequencing. ................................................... 34
Figure 18. Hand-held truck with attached carriage used in the picking process .................................. 35
Figure 17. Pininfarina´s picking station design used for kitting. ........................................................... 35
Figure 19. Screen shot from the electronic device illustrating the boxes and how many items to be
picked in each box ................................................................................................................................. 36
Figure 20. Picking station used by Tamro when they act as a middleman between pharmaceutical
companies and pharmacies. .................................................................................................................. 37
Figure 21. Picking station used by Tamro when they act as a warehouse provider for pharmaceutical
companies. ............................................................................................................................................ 37
Figure 22. Picking area layout at Carlsberg in Falkenberg. ................................................................... 39
Figure 23. Picking layout used by Schenker in their Nissan spare part warehouse. ............................. 40
Figure 24. Picking station used by DHL/SAAB. ...................................................................................... 41
Figure 25. Picking area layout at Elanders in Mölnlycke. ...................................................................... 44
Figure 26. Decision tree for item classification (see Appendix D for a clearer version of the figure). . 46
Figure 27. Conceptual picking station (larger version of the picture can be seen in Appendix E). ....... 54
Figure 28. Conceptual picking station using a vertical lift module (larger version of the picture can be
seen in Appendix E). .............................................................................................................................. 55
Figure 29. Conceptual combined picking station (larger version of the picture can be seen in Appendix
E). ........................................................................................................................................................... 56
List of Tables Table 1. Key performance indicators for picking operations. ............................................................... 19
Table 2. Examples of search phrases. .................................................................................................... 27
Table 3. Segmentation proposed by Volvo and Chalmers. ................................................................... 31
Table 4. Item characteristics and their likely impact on picking station design. ................................... 31

ix
Word List Area/Space – Area, in this thesis, refers to a two dimensional surface while space, in this thesis,
refers to a three dimensional volume.
Downsizing – Re-packing of material delivered in a big package, e.g. a pallet, to a smaller unit load,
e.g. a plastic box.
Elevating forklift – Forklift on which the picker self stands on the elevating part. Can be thought of as
a forklift with a platform, from which the machine is controlled, mounted onto the forks.
Item class – Class of articles according to the proposed classification system.
Item group – A group of similar items, e.g. different handles or different steering wheels.
Lifting equipment – Equipment helping the picker lift items too heavy to be manually lifted.
Pallet storage rack – Rack in which pallets with products are stored.
Rack – see Sequence rack
Sequence rack – Rack with numbered pigeonholes for each and one the picked items. Used for
delivery of items from the sequence picking station to the assembly line, in the correct sequence.
Sequence picking station – Picking station for picking and positioning of items according to the
building sequence of the cars assembled at the assembly line.

x

1
1 Introduction This very first chapter presents the background to the problem addressed throughout this thesis.
A short introduction is also given to the case company Volvo Cars Torslanda (for simplicity referred to
as Volvo throughout the thesis) and its relation to the thesis. This is followed by a purpose statement
and an analysis of the actual problem. The problem analysis results in four research questions which
will serve as a backbone for the report. The chapter is concluded with a statement of the scope of
the work and an illustration of the thesis´s outline.
1.1 Problem Background As with many products in the world of today, customers can choose from a large number of
variants of the different car models on the market. Everything from external features such as color,
wheels and level of styling to more internal gadgets such as different stereo packages, luxury level of
interior and safety equipment can be combined in a close to endless range of combinations. The
many variants that a car producer needs to offer in order to stay competitive put high demands on
the production systems in use as they must be able to satisfy the scattered customer demands, yet
still be cost effective. The characteristics of the automotive industry have changed from those of
mass production to those of mass customization (Michalos et al., 2010).
Generally no car is built without an assigned customer, something which means that the factory
has to build cars with different specifications on the same assembly line, more or less randomly
alternated (Gunasekaran & Ngai, 2005; Howard, Miemczyk, & Graves, 2006). Further, as it would be
quite uneconomical to have one line for each car model, several models are usually built on the same
line. The product variety and the assembly of multiple models at the same line calls for advanced
logistics operations, in this case meaning a timely supply of a very large number of items to a limited
area around the line. All items need to reach the production line in the planned building sequence in
order to end up on the car they are specifically assigned to. Baudin (2002) argues that the two main
factors in assembly performance are part supply and the design of the assembly work.
Actually, the car industry has for a long time been characterized by a continuous search for more
effective and efficient operations. This is shown not at least by the fact that lean production as a
companywide philosophy was developed and first used by the automotive company Toyota (Ohno,
1988). The constant strive for more efficient operations, in combination with the above mentioned
importance of logistics, makes it interesting to investigate possibilities for improvements in the
material supply supporting assembly operations in the automotive industry.
As the cars are assembled in a predetermined sequence, the material supply involves storage, or
availability, of all items that can possibly be required as well as some way of delivering these to the
line in the correct sequence. However, if all items were to be presented along the line, the line would
be very long. So, the space along the line is in practice limited, which calls for different kinds of
preparation for different items. This preparation requires extra handling, and with the extra handling
comes extra transportation, storage and administration, activities which usually are related to extra
costs. In order to keep these extra costs as low as possible the following three options for supplying
the line with material are at hand. The preferable option, in terms of cost, is when the items can be
delivered directly to the line without any additional picking or handling operations. The secondly
preferred option is when only downsizing is required, i.e. re-pack items into smaller batches before

2
delivery to the line. The last option, which is the most expensive due to fairly substantial logistical
activities, is to deliver the items pre-picked in racks according to the building sequence. All these
options constitute opportunities to make improvements. However, in this thesis the focus is on the
last one.
In order to increase the efficiency of a sequencing warehouse one can either look at improving
the warehouse operations in some way or to change the picking operations. The improvements can
be made with focus on for example costs, throughput time or space utilization (Gu, Goetschalckx, &
McGinnis, 2010; Malmborg, 1996). In general, designing a warehouse is a very complex task as there
are many interrelated factors to consider (Baker & Canessa, 2009). For example the placement of the
products in the warehouse will affect the picker´s route, as will the composition of orders and the
amount of different products ordered. This complexity calls for a focus on sub-processes in order to
manage the big picture and build up a well functioning whole. As for designing a warehouse
according to picking route, product placement, order composition etcetera there are a lot of
literature available. Meanwhile, the research on the kind of picking station in question here is very
limited, whereby a focus on this sub-process seems suitable.
At last, in a distribution center, or a warehouse, order picking is very labor-intensive when using a
manual system and very capital-intensive when using an automated system (de Koster, Le-Duc, &
Roodbergen, 2007). Hence, regardless of using a manual or an automated system, order picking
operations constitute an area where productivity improvements can make a big difference for the
operating company. In addition, Dukic and Cedomir (2007) say that warehousing, besides
transportation, is one of the largest cost drivers within supply chains. The supply chain costs, in turn,
constitute about 10-15 % of GDP in western countries (Dukic & Cedomir, 2007). Combined with the
fact that the order-picking process is the most costly activity in a typical warehouse, with up to 55 %
of the total operating costs, this further supports the importance of improvements within the order
picking area (Tompkins et al., 2003).
To sum up, the fact that the sequence-picking is the most expensive of the material supply
alternatives for automotive companies, together with the lack of literature around sequence picking
stations in the automotive industry and the overall high cost of order picking activities, makes the
picking operations an interesting area of research and a promising target for improvements. Hence,
this thesis will add to the theory some ideas on how to attack the problem of designing picking
stations in a sequencing warehouse in a favorable way.
1.1.1 Case Company Background
Volvo has a very strong brand, promising to include their four core values - environment, quality,
design and security - into their products (Volvo Cars, n.d. b). In 2010 the company produced 387 802
cars out of which they sold 373 525 (Volvo Cars, 2011). Volvo cars have dealership stores in several
parts of the world, with the greatest sales numbers in USA, Sweden, UK, China and Germany. There
are currently 12 models produced in five factories located in Sweden, Belgium, China and South-East
Asia with Gothenburg in Sweden and Gent in Belgium being the largest production facilities in terms
of production volume (Volvo Cars, n.d. a). The Torslanda plant in Gothenburg produces five models –
S80, V60, V70, XC70, XC90, with potentially adding S60 to the production. Volvo has been awarded
several times during the years for their cars, both in Sweden and internationally (Volvo Cars, 2011).

3
Volvo Cars Torslanda consists of several buildings, among which there is one body shop, one
assembly plant, one sequencing warehouse and a paint shop (Figure 1). In the A factory, TA, all
sheets are pressed, later constructing the chassis of the cars. In the C factory, TC, the cars are
assembled. The painting is located in the building behind the present warehouse. The warehouse,
called TB1, provides the C factory with kitted and sequenced items for direct delivery to the assembly
line.
In terms of material supply, Volvo has a couple of sequencing operations feeding components to
the assembly line; see Figure 2 for schematic illustration of material flow to the assembly plant and
Figure 1 for material flows between the Torslanda facilities. The practical starting point of this thesis
is in TB1, where around 3000 items are stored and delivered to the assembly line as demand arises.
The production start of the new Volvo V60 and the introduction of a range of new items, partly due
to face lifts on previous models, together with an increased production have made the operations in
TB1 to start to grow too big for the facilities. In addition, there are limited possibilities to expand the
warehouse physically. These facts call for a performance improvement of the operations in TB1 in
order to make better use of the space.
TA
TB1
TB2
TB4
TV TC
TA – Body shop TB1 – Sequencing warehouse TB2 – Paint shop TB4 – Paint shop TC – Assembly plant TV – Warehouse, downsizing
Items for downsizing
Items for sequencing
Raw material
Figure 1. Illustration of the Torslanda facilities, including material flows.

4
The operations in TB1 comprises foremost of storage and picking activities, hence these are the
areas for possible improvements. The space problem is further enhanced by the fact that even
though there is room for more picking stations, there is no room for inventory supporting any new
stations. Because of this, Volvo is considering outsourcing of the warehouse operations in TB1 and to
rather focus on the picking and sequencing operations. Hence, the main problem faced is that of how
to design picking stations in a space/area efficient way.
This is very much in line with what is stated in more general terms above, with the addition of the
outspoken focus on space/area. So, the main focus of the ideas on how to attack picking station
design presented in this thesis is put on space/area efficient solutions.
1.2 Purpose and Problem Analysis The purpose of this thesis is to develop suggestions for how the design of sequence picking
stations in the automotive industry can be changed in order to facilitate better utilization of the
warehouse space. More precise, the purpose is to contribute to the theory on the subject and to
provide Volvo with ideas of, and insights to, how they can make their picking operations more area
efficient.
The starting point of the problem is the pressure for effectiveness and efficiency in today´s car
industry. As mentioned in the background Volvo is considering outsourcing of inventory operations,
which makes picking stations the main focus of this thesis. Since the operations in the factory are
constantly evolving and the main focus is to make the daily operations work as smooth as possible
rather than to develop sustainable solutions to new problems, the main question for the thesis is:
How to design sequence picking stations in a better way than today? Due to Volvo´s space limitation,
the major approach to the problem is to find space/area efficient solutions and thereby the question
ASSEMBLY LINE
OPERATIONS
ITEMS
DELIVERED IN
SEQUENCE
FROM TB1
ITEMS
DELIVERED
FROM OTHER
FACILITIES
Figure 2. Schematic picture of the material flow to the assembly plant at Volvo Cars Torslanda

5
presented above becomes: How to design sequence picking stations in a more space/area efficient
way? Even though space/area utilization is given a central role here, other variables as cost, time
and ergonomics will also be considered.
In order to answer the main question and fulfill the purpose of the thesis, three main areas were
identified; a classification system, design suggestions for the picking stations and an evaluation of the
suggestions. These areas are presented closer in the following sections. At last, the research
questions that will be used to solve the problem are presented.
1.2.1 Item Classification
To start with, it is important to know what kind of items that are picked at the different stations.
When this is known, the main sub-problem is: how can these items be classified in relation to picking
station characteristics which will affect the area utilization? A further sub-problem becomes: with
respect to what characteristics is it suitable to classify car components picked and sequenced before
the assembly line?
The purpose of these sub-problems is to facilitate the development of a classification system
which can serve as a base for what picking station can be a target for a specific design change, when
there is a will to evaluate picking stations used for old items, or in order to set up the best possible
picking station when a new item is going to be introduced.
1.2.2 Picking Station Design
In order to change the design of a picking station it is of great importance to know what
determines the picking station design and what implications a change might have; both of which are
connected to how a picking station´s performance is evaluated. With this in mind, the first sub-
problem here becomes: with respect to what variables is it possible to design a picking station? And,
as mentioned above, of great value when looking to answer this question would be to first address
this sub-problem: what key performance indicators are used to evaluate order picking operations? In
relation to the item classification, picking station designs especially suitable for specific classes are
desirable to identify. At last, and as mentioned before, the focus when developing the layouts was on
space/area efficiency.
1.2.3 Design Changes´ Affect on Picking Stations
The last bit of the overall problem is to evaluate if the proposed picking station design changes
make any difference compared to the picking stations used today. The last sub-problem thereby
becomes: do the proposed design changes make any difference in a real life setting? As the purpose
of this thesis is focused on area, the main difference sought is a change in the area occupied by a
picking station. However, it is also interesting to address the impact of the design changes on the
operations performed at the picking station. The question itself is a question of high relevance to the
main problem of the thesis as it will provide both academics and the case company with valuable
information about the proposed design changes; whether they are positive or negative in terms of
improvement potential. However, it is an evaluation of the answers to the previously presented
questions and hence this problem does not justify a research question of its own.
1.2.4 Research Questions
In this section, the sub-problems, or questions, presented in the three sections above are
recapitulated in condensed form as research questions. First, as stated above, the major question

6
sought to be answered with this thesis is: How to design sequence picking stations in a more space/
area efficient way? In order to answer this question, the following research questions were
developed.
RQ1: With respect to what variables is it possible to segment items picked in sequence?
Classifying the items is supposed to give valuable hints of where improvements can be made. In
addition, the classification system is thought to be of help when looking to implement the picking
station design improvements at new stations in the future. In order to know, or evaluate, which is
the most appropriate way, it is important to know what classification alternatives are available.
RQ2: On what key performance indicators could a picking station be evaluated?
To know what to look for when evaluating picking stations in the search for improvements, it is
important to know on what parameters a picking station can be evaluated. Also when assessing the
validity of the proposed design changes this knowledge is perceived very valuable.
RQ3: With what measures can a picking station design be improved?
Similar to the question about different classification options above is the question of how to
improve the picking station design. The interesting thing to start with is how a picking station design
can be changed. After answering this question, it is possible to evaluate which of the design changes
are realizable in the context of Volvo Cars.
In order to answer this research question, an important sub-question to look into is: how do other
companies address the picking problem related to sequencing?
RQ4: Are some picking station design changes especially suitable for specific items?
After having segmented the items into appropriate categories and developed suggestions for
picking station improvement, the next step is to evaluate if some of the suggestions are more
suitable for some items or items classes than for other. A valuable outcome would be if it is possible
to connect some of the ideas to some of the item classes.
1.3 Scope This thesis examines improvement possibilities for picking stations used when sequencing
components to a car assembly line. The focus is on area efficiency as the case company Volvo is
facing area constraints in their facilities when the number of items handled in-house is expected to
increase. However, also other efficiency measures are taken into account when possible solutions are
presented.
In order to look at the problem in a structured way, a classification system for the items handled
in picking stations was developed. This classification system was developed for the type of items
present in an automotive sequencing warehouse and segments the products according to properties
that are likely to affect the picking stations´ designs. The classification system was thereafter used as
a foundation in the search for picking station improvements.

7
1.4 Thesis Outline The flow of the thesis is illustrated in Figure 3 followed by a brief text description below.
Figure 3. Visualization of the content of this thesis.
The thesis starts with an introduction which sets the stage for the whole work. A background to
the topic is given, as is the purpose of the research, a problem definition and the research questions
that will be addressed throughout the thesis. In this chapter also a brief introduction to the case
company is given.
The second chapter covers theory in areas relevant to understand the rest of the thesis. It gives
basic information in areas like work analysis and ergonomics and more detailed descriptions of
picking operations.
The third chapter presents the methodology used for carrying out the research and analysis
required to answer the research questions stated in the introduction chapter.
The fourth chapter reports the empirical findings made during the work with the case company
and during site visits at a number of other companies. This is followed by an analysis of, and
discussion around, the findings in chapter 5 and 6 respectively. In chapter 5, also answers to the
research questions are explicitly provided.
At last, the report is concluded with some general conclusions and some more specific
recommendations to Volvo. These are presented separately in chapter 7 and 8.
Introduction Theoretical Framework
Methodology Empirical Findings
Analysis Discussion Conclusions

8

9
2 Theoretical Framework In this chapter, theory relevant to the topic of this thesis is presented. According to what is
described in section 3.2.1, a literature review has been carried out and the information retrieved is
presented in the different sub-sections below. The idea with the literature review is to create a
theoretical framework upon which the rest of the thesis is built, as well as to provide the reader with
background information necessary to understand the rest of the work. The chapter starts off with
some theory around classification of items. This is followed by the backbone of the theory section
addressing picking related issues such as ergonomics, picking operations and SAM-analysis. The
chapter is concluded with a short presentation of lean principles and some relevant lean concepts
together with a method for assessing material flow performance.
2.1 Item Classification When managing a large warehouse with a wide range of items it is important with inventory
management in place (Min-Chun, 2011). One part of this can be a well thought through classification
of the items kept in stock, in order to achieve goals such as less tied up capital and/or higher service
level. A classification of items can be made with reference to one, two or more parameters. A
commonly known, and often used, method is referred to as ABC-classification in which the items are
divided into different classes, A, B, C etc. The division is often carried out by making use of the Pareto
principle, also known as the 80/20 rule. The Pareto rule means that 80% of for example the
revenue/value/area is covered by 20% of the items. However, also other classification criteria can be
used, such as the ABC-classification. A drawback with the latter, as it is presented here, is that it only
refers to one dimension; the importance of the item. Aspects of importance could be the frequency
of consumption or financially most valuable items. The most important items are classified as A,
meaning it needs the attention of the manager, while the other items are classified as either B –
important, or C – not so important (Braglia, Grassi, & Montanari, 2004).
As mentioned earlier the automotive industry is characterized by many variants of the different
car models. In addition, due to more cars assembled on the same line, more customized cars, higher
safety requirements etc., there is an increasing trend in the number of items connected to the
assembly process. Considering each item separately would not be realistic, hence the importance of
the efficiency of a classification system. Above mentioned, there are different dimensions to consider
when classifying items in a warehouse (Braglia, Grassi & Montanari, 2004). Criteria to use for
evaluation could be constraints, safety, logistic aspects, size, weight, supplier and/or part number
(Brynzér & Johansson, 1996; Braglia, Grassi, & Montanari, 2004). Other could be lead-time,
obsolescence, commonality, inventory cost and order size requirements (Min-Chun, 2011). Using a
multi dimensional classification system prevents over-looking important and potential control
parameters. It is however important to notice the difficulty in quantifying some parameters.
2.2 Ergonomics The science of ergonomics is concerned about the impact of different parts of a job, or the design
of a job, on the human-being performing it. The International Ergonomics Association defines
ergonomics as follows: “Ergonomics (or human factors) is the scientific discipline concerned with the
understanding of interactions among humans and other elements of a system, and the profession
that applies theory, principles, data and methods to design in order to optimize human well-being
and overall system performance” (International Ergonomics Association, 2010). As can be seen in the
definition, ergonomics is not just about physically demanding work, such as heavy lifts. It can refer to

10
other interactions in a system as well, for example how working with a computer for many hours a
day might affect a worker, physically as well as psychologically. However, the ergonomic aspects of
interest for this work are those concerned with the health effect repetitive physical work will have on
the worker if no preventive measures are taken.
Rowan and Wright (1994) claims that not only heavy lifts, but also smaller loads frequently
repeated over time, will have an impact on the person performing them. If no attention is paid to the
ergonomic conditions of the work, it will eventually lead to worker injuries. According to Prevent
(2007), in Sweden, injuries of this kind make up a big part of absence and rehabilitation costs which
have to be paid by the society. The same organization mentions that, within the European Union,
work related repetitive strain injuries is one of the major problems for the European public health.
According to the Swedish governmental organization for work environment, there are rules and
regulations every employer need to fulfill in order to have a work place as safe as possible
(Arbetsmiljöverket, 2011). The work environment subject to the regulations contains technological,
physical, organizational, social, and work-content related factors. In line with above, for this thesis
the most interesting part is regulations concerning the technological and physical parts of the work
as these are closely connected to the designs possible for picking stations. Important to notice is that
the regulations are more of guidelines than pure rules (Arbetsmiljöverket, 1998; Arbetsmiljöverket,
2000). It is thus very much the companies´ own responsibilities to judge what actions that have to be
taken in order to assure a healthy work environment which also meets the legal requirements.
2.3 Picking Systems According to de Koster, Le-Duc and Roodbergen (2007) order picking can be defined as “the
process of retrieving products from storage (or buffer areas) in response to a specific customer
request”. This definition builds on a definition given by Goetschalckx and Ashayeri (1989): “order
picking is the activity by which a small number of goods is extracted from a warehousing system to
satisfy a number of independent customer orders”. Both definitions, as well as other, can be seen as
equally valid. The point of bringing more than one up here is to illustrate the fact that there is no one
and only definition of order picking, and that order picking can be carried out in many different ways
but still fit in with definitions found in the literature.
2.3.1 Picking Operations
As shown in Figure 4, order picking operations can be divided into two categories, namely picking
carried out by human workers and picking carried out by machines. The classification shown in the
figure was presented by de Koster, Le-Duc and Roodbergen (2007) in their comprehensive literature
review on order picking. The different picking methods are explained one by one in the following
sub-sections.

11
Figure 4. Different classes of order picking systems (de Koster, Le-Duc, & Roodbergen, 2007).
2.3.1.1 Human Pickers
When employing a human picker there are mainly three picking methods to use; picker-to-parts,
parts-to-picker or a put system.
Picker-to-Parts
In a picker-to-parts system the picker walks, or drives, around in the warehouse facilities to pick
the ordered items. The picking, in turn, can be done in many ways, as indicated in Figure 4.
First, the picker can pick specific items (pick by article), i.e. pick batches of items which are later
combined with items from other batches in order to fill orders. As opposed to this, the picker can
pick specific orders (pick by order), i.e. the picker completes an order by combining individual items
while picking them.
Second, the picking can be performed in zones or the whole warehouse can make up just one
zone which means effectively to pick without zones. To use zones means to have different articles
placed in different pre-determined zones. The picking is then carried out zone by zone, either in
sequence or simultaneously by different pickers. These alternatives are referred to as progressive- (in
sequence) and synchronized (simultaneously) picking by de Koster, Le-Duc and Roodbergen (2007)
and both can be used whether one single order consists of items from different zones or not. Since
different items are assigned to different zones, the zone configuration is closely related to the
storage location assignment, i.e. where in the warehouse to locate different items as well as how to
assign the locations. To further dig into the issue of zone configuration and storage design is outside
the scope of this report, however there are some reading available on the topic from for example
Brynzér and Johansson (1996), Petersen (2002) and Speaker (1975).

12
Third there are three ways to perform the sorting of the picked orders available in sort-while-pick,
pick-and-sort and pick-and-pass. All of these are variants of the above explained picker-to-parts
methods. Sort-while-pick implies picking of multiple orders simultaneously, immediately followed by
sorting by the picker. If the sorting instead is carried out after the picking is done, the method is
called pick-and-sort. The last method, pick-and-pass, is related to progressive zone picking, i.e. one
part of an order is picked in one zone before the order is passed on to the next zone where the
picking is continued.
At last, there is an important special case of zone picking, combined with pick-and-pass, which is
worth mentioning, namely pick-to-belt (de Koster, 1994). This is a system in which a moving belt is
passing by different picking stations where items are picked and placed on the belt. In the end of the
belt the orders are completed. According to de Koster (1994) there are mainly two types of pick-to-
belt order picking systems. In the first type, the items are picked and placed directly on the belt. A
bar code may be attached to each item in order to facilitate the sorting taking place at the end of the
conveyor. This type can also be seen as a put system, which is presented further down. In the second
type of pick-to-belt system, bins are placed on the belt in the beginning of the track. Each bin is
assigned to one or more orders and information on what items should be put in the bin is attached in
form of a picking list and/or a bar code containing the information. The conveyor system then
automatically transports the bin to each picking station that has to be visited in order to fulfill the
orders assigned to the bin. A pick-to-belt system of the second type is illustrated in Figure 5, where
three picking stations can be seen. Here, items are presented in shelf racks positioned perpendicular
to the belt. However, other alternatives are also available such as presenting the material above and
below, and thereby parallel to, the belt. The material can even be presented using more automated
solutions, such as the ones presented in the next section, and in that case the system would classify
as a parts-to-picker system rather than a picker-to-parts system. The first type of system looks similar
to the one illustrated in Figure 5, with the exception of the “side tracks” as the items here are placed
directly onto the moving belt.
Figure 5. Pick-to-belt system using bins.

13
Parts-to-Picker
In a parts-to-picker system the picker is stationary while the products are retrieved from the
storage and presented to the picker at the picking location, thus the fairly substantial time a picker
spend walking in a picker-to-parts system is eliminated (Anon, 1986). As indicated in Figure 4, there
are a number of ways in which the items to be picked can be retrieved from the storage. However,
these different options can be divided into just two classes.
First, an automated storage/retrieval system (AS/RS), also referred to as a unit-load or end-of-
aisle order picking system, can be used. Usually this system is aisle bound and consists of a crane
which travels along the aisle retrieving, or leaving, one or more unit loads to, or from, their
respective inventory locations. The unit load can be a pallet or a smaller unit like a box or a bin, in the
latter case the load is called a miniload. The picker is responsible for picking the right amount of
items from the unit load when presented to him/her and thereafter compose the orders at the fixed
picking station. A drawback with this kind of system is the high investment costs that comes with all
the automation and thus the solution is usually only justifiable when inventory volumes are
extremely high (Sarker & Babu, 1995).
The second alternative consists of a couple of different variants, namely vertical lift modules
(VLM), horizontal carousels and vertical carousels. All these systems are usually smaller and more
compact than an AS/RS-system and they also build on the same principle of a number of storage
locations more or less inside a box. However, even though they often are smaller than an AS/RS
system, they still can be fairly big, especially the horizontal carousel system. Like in the case with the
AS/RS-system, the picker is responsible for picking the right amount of items from a unit load. Figure
6 to Figure 8 below shows the principle of vertical lift modules, horizontal carousels and vertical
carousels.

14
Figure 6. Vertical lift module.
Figure 7. Horizontal carousel.

15
Figure 8. Vertical carousel.
Put System
A put system, also referred to as an order distribution system, consists of two processes; one
retrieval process and one distribution process.
In the retrieval process the items are retrieved from the storage and transported to an order
picker. The retrieval process can be carried out according to either of the picker-to-parts or parts-to-
picker principles presented above. In the distribution process the items presented to the order picker
are distributed over customer orders, i.e. the picker puts the items on each order in customer
cartons which then are to be sent out to the buyers who placed the orders.
This kind of system is especially good when many order lines have to be picked in short time. This
might be the case in mail order companies like Amazon, companies which receive a very large
amount of small orders from many different customers.
2.3.1.2 Machine Picking
In machine picking the picking operations are fully automated by the use of robots or other
automated sorting. Other automated sorting can for example imply that items automatically are
retrieved from different storage locations and thereafter added to their specific orders at different
sections along a moving belt (SSI Schäfer, 2009). However, according to de Koster, Le-Duc and
Roodbergen (2007), this kind of fully automated system is only used in special cases, e.g. when
dealing with “valuable, small and delicate items”. In addition, and like the earlier presented AS/RS-

16
system, a fully automated picking system comes with substantial investment costs. Thereby this
alternative is most likely not something to use in the automotive industry and when dealing with a
sequencing warehouse. This, in combination with the fact that the literature base on the subject
showed to be fairly thin, makes it justifiable to go no further than this with fully automated machine
picking systems.
2.3.2 Picking Support
The most common support and guidance for order pickers in their picking work is still paper pick
tickets, which show what and how much should be picked (Vitasek, 2007). With very manual systems
like this, however, the risk for human errors is relatively high. In addition, these systems tend to be
less efficient than their more technologically based complements. There are a couple of alternatives
when it comes to more sophisticated systems and the following are covered here:
Combined shipping label/pick documents
Hand-held radio-frequency terminals or mobile data terminals
Pick-to-light
Bar code scanners
Pick-to-voice
Pick-by-vision
Vitasek (2007) mentions combined shipping label/pick documents, hand-held radio-frequency
terminals and portable label printers, pick-to-light technology and voice recognition technology (pick-
to-voice). Combined shipping label/pick documents means that an order is placed in its shipping
package immediately when it is picked, at the same time the packing label is attached.
Hand-held radio-frequency terminals are more or less small hand-held computers which recieves
picking information. The process in this case is similar to the use of paper based picking lists except
for the paper. When labels for the picked orders are needed, further time saving may be achieved if
the radio-frequency device is combined with a portable label printer.
Pick-to-light, together with pick-to-voice and classical bar code scanners, are presented in more
detail by Reif et al. (2010), see Figure 10 for illustrations. In a pick-to-light system a light shows what
product to pick. When the product is picked the system has to be told to show the item to be picked
next. This can be done either manually, e.g. by pushing a button, or automatically, e.g. by sensors,
which sense when a product is picked, at each storage location (Figure 9). The visual aid requires that
a small lamp is installed at each storage location, something that makes this soultion rather
expensive and even unflexible when it comes to changing the warehouse- or picking station layout
(Figure 10 (2)). In additions, frequent functional tests need to be performed to make sure that the
lamps work and this will add to the maintenance costs. A good thing, however, is that the system
approaches the human optical sence, which turns out to be the favored sence when it comes to
acquisition of information (Reif et al., 2010). Hence, due to this solid foundation for quick reactions in
combination with the high costs, a pick-to-light system is most suitable for order picking stations with
a high throughout of items (Reif et al., 2010).

17
Figure 9. Example of a sensor which feels when a hand picks something from the box (Camillo, 2010).
The bar code scanners, presented by Reif et al. (2010) and shown Figure 10 (1), are usually used
together with a mobile data terminal, e.g. the hand-held terminals presented above. The good thing
with using a bar code scanner together with a mobile data terminal is a possible reduction in the part
of the human faulting factor related to telling the system what has been picked. On the other hand, it
is one extra device to carry and handle for the picker.
In a pick-to-voice system the picker gets pick instructions from a computer voice function
connected to the warehouse management system (Figure 10). According to Reif et al. (2010) this kind
of system has some weak points crucial to consider before an implementation. The main problem
arises when the environment, in which the system is to be emplyed, is very noisy since this will give
the picker a hard time hearing what the system is saying. It can also be questioned whether the order
picker likes to be told what to do by a monotone computerized voice all day long. On the other hand,
Jezierski and du Preez (2009) emphisise the efficiency gains possible from implementing a pick-to-
voice system. They say that employee efficiency increases with between 10 and 35 per cent and that
the picking accuracy can reach 99,9 per cent. The employee efficiency is largely a result of the hands-
free technique provided in the sound system as well as of the fact that the picker does not have to
search through picking lists to find the picking information. The picking accuracy increases since the
risk of reading the picking list wrong is eliminated. In addition, if the pick-to-voice system can
recognize the picker´s voice as well, the picker will be able to confirm the picks which further
supports the accuracy increase. This is exactly what is possible in pick-to-voice systems with voice
recognition. According to Jezierski and du Preez (2009), there are microphones available which can
filter background sound so they can better understand what the picker is saying. The picker then has
to confirm each pick to the system with, for example, a control number which can be found on the
picked product´s storage location.

18
Figure 10. Different picking aids: bar code scanner (1), pick-to-light (2) and pick-to-voice (3) (Reif et al., 2010).
In addition to the above mentioned picking aids there is one more option that is worth to mention
here. This option is augmented reality supported picking, presented by Reif et al. (2010). The authors
define augmented reality as “a combination of the real and virtual world with 3D registration and
which is interactive in real time”. Hence, a virtual reality is used to give the order picker the
necessary picking information. This system can be seen as a variant of visual picking support, as
earlier presented in the form of pick-to-light. A big difference, however, is that the user of this
system, called pick-by-vison by the authors, has a head-mounted display in which the picking
information is presented (Figure 11). As shown in Figure 11 this system can also have sound support
like the pick-to-sound system. A drawback with this kind of system is that it is fairly technologically
advanced, something which comes with a higher price than the other systems presented. Reif et al.
(2010) points out that the pick-by-vision system therefore has to provide a better performance
compared to the cheaper alternatives in order to be economically justifiable.
Figure 11. Head-mounted display for visual picking support (Reif et al., 2010).
19
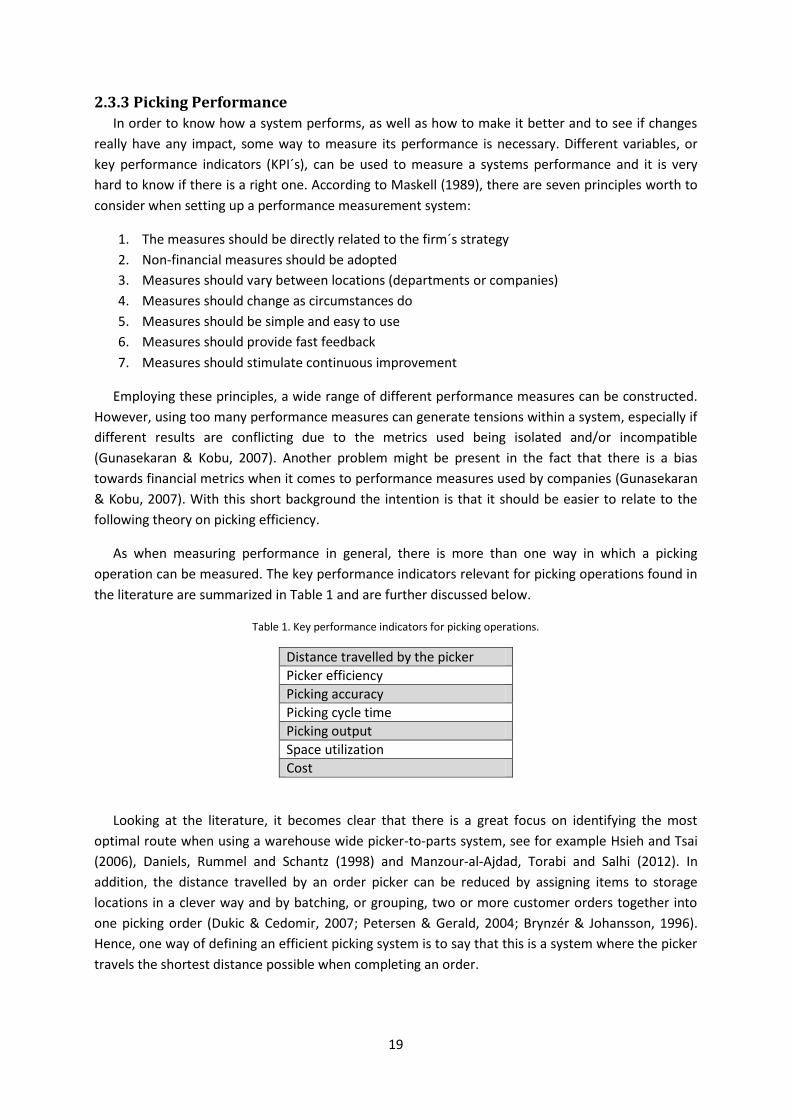
2.3.3 Picking Performance
In order to know how a system performs, as well as how to make it better and to see if changes
really have any impact, some way to measure its performance is necessary. Different variables, or
key performance indicators (KPI´s), can be used to measure a systems performance and it is very
hard to know if there is a right one. According to Maskell (1989), there are seven principles worth to
consider when setting up a performance measurement system:
1. The measures should be directly related to the firm´s strategy
2. Non-financial measures should be adopted
3. Measures should vary between locations (departments or companies)
4. Measures should change as circumstances do
5. Measures should be simple and easy to use
6. Measures should provide fast feedback
7. Measures should stimulate continuous improvement
Employing these principles, a wide range of different performance measures can be constructed.
However, using too many performance measures can generate tensions within a system, especially if
different results are conflicting due to the metrics used being isolated and/or incompatible
(Gunasekaran & Kobu, 2007). Another problem might be present in the fact that there is a bias
towards financial metrics when it comes to performance measures used by companies (Gunasekaran
& Kobu, 2007). With this short background the intention is that it should be easier to relate to the
following theory on picking efficiency.
As when measuring performance in general, there is more than one way in which a picking
operation can be measured. The key performance indicators relevant for picking operations found in
the literature are summarized in Table 1 and are further discussed below.
Table 1. Key performance indicators for picking operations.
Distance travelled by the picker
Picker efficiency
Picking accuracy
Picking cycle time
Picking output
Space utilization
Cost
Looking at the literature, it becomes clear that there is a great focus on identifying the most
optimal route when using a warehouse wide picker-to-parts system, see for example Hsieh and Tsai
(2006), Daniels, Rummel and Schantz (1998) and Manzour-al-Ajdad, Torabi and Salhi (2012). In
addition, the distance travelled by an order picker can be reduced by assigning items to storage
locations in a clever way and by batching, or grouping, two or more customer orders together into
one picking order (Dukic & Cedomir, 2007; Petersen & Gerald, 2004; Brynzér & Johansson, 1996).
Hence, one way of defining an efficient picking system is to say that this is a system where the picker
travels the shortest distance possible when completing an order.

20
Another way, possibly the most common, of looking at picking efficiency is with starting point in
the order picker. In more detail this can imply to look at the picking accuracy, as in how many of the
orders are delivered as they were ordered, as well as at how efficient the picker is in terms of using
the time for picking activities rather than other things like checking what to pick or thinking about
obscurities (Jezierski & du Preez, 2009).
Yet another way to address efficiency, common in supply chain management, is to connect it to
time (Gunasekaran & Kobu, 2007). For order picking, this could be throughput time or cycle time, i.e.
how quick a product travels through some part of the supply chain, but it could also be expressed as
output, i.e. how quick products are coming out of some part of the supply chain. Performance and
efficiency in relation to a picking station can also be measured in the area used for the picking
operations or how well the available space is utilized (de Koster, Le-Duc, & Roodbergen, 2007).
Last, and connected to the other measures presented here, is the cost aspect which is also
frequently mentioned by Gunasekaran and Kobu in their literature review on supply chain
performance measures (Gunasekaran & Kobu, 2007). As mentioned above, it is important not to just
look at costs but money can also serve as a unit for evaluation of other measures and as a unit for
comparison of different alternatives. For example a change can create great results when looking at a
throughput or area performance measurement, but if it costs a fortune it may not be the best
solution anyway.
2.4 SAM-analysis SAM-analysis is the abbreviation for Sequential based Activity and Methodology-analysis (MTM-
Föreningen i Norden, n.d. b). The methodology has its root in MTM, Methods-Time Measurement,
which was first presented in a book with the same title (Maynard, Stegemerten, & Schwab, 1948).
MTM is away to analyze manual work methods and according to the analysis describe the work in an
unambiguous and standardized way. With starting point in this description the aim is to identify and
evaluate possible improvements of the working method, i.e. to identify ways to work smarter (MTM-
Föreningen i Norden, n.d. a).
In Sweden today, the most common way to use MTM in the form of SAM and according to MTM-
Föreningen i Norden (n.d. a) this system is quick and easy to use. As indicated by the name, the SAM-
analysis is based on sequence thinking which means that the analysis is carried out in the same
sequence as the analyzed activities (MTM-Föreningen i Norden, 2006). The SAM system provides a
wide range of activities, where grip and place are the basic ones. These are then complemented with
activities like bend, step and apply force, and also refined by adding distances, level of precision etc.
Each activity is given a specific time based on a time measurement system first developed for MTM.
The units used in this system are called TMU´s or Time Measurement Units to measure the time, and
one TMU = 1/100 000 hour. However, the SAM-system uses a slightly different time unit called a
faktor, where 1 faktor = 5 TMU. A more thorough description of the system´s parts and structure is
provided by MTM-Föreningen i Norden (2006). Using the activities and the time assigned to each of
them, in faktor units, it is possible to analyze a work sequence and quantify its performance. More
complicated activities cost more in terms of faktors and the system makes it possible to calculate the
cost of certain operation and compare it to the cost of performing the same operation in a different
way. It also makes it possible to get an objectively determined cycle time for a work without using a
watch or subjective judgments of the performance (MTM-Föreningen i Norden, n.d. a).

21
2.5 Lean Thinking Lean Production was invented by Toyota under the parenting watch of the company CEO Taiichi
Ohno, where the Toyota production system is still seen as the ideal production system other
industries are striving to achieve (Liker, 2009; Lewis, 2000). The major building blocks of lean thinking
are Quality and Just-in-time (JIT), where quality refers to internal quality related to the
manufacturing and JIT meaning manufacturing according to customer orders with as little stock as
possible (Bergman & Klefsjö, 2010).
Lean thinking is about eliminating/reducing waste in a production system. By noticing defaults in
the production immediately using poka-yoke (refer to section 2.5.2 for poka-yoke information), a
high quality production system is ensured along with less resources wasted (Liker, 2009). Womack
and Jones (2003) describe lean thinking as a way of maximizing the production in the company by
minimizing the usage of resources and at the same time manufacture according the idea of a pull
system, meaning nothing is produced without a customer order. Lean thinking is about reducing
waste and maximizing the resource utilization, with a strong connection to the customers. Lean is a
philosophy that requires the entire organization to be a part of, and fully commit to, the way of
thinking and the implementation requires five steps defined by Womack and Jones (2003) as follows:
Define the customer value
Define the flow of value
Strive for a stable and even flow
Produce according to Pull
Aim for the highest quality.
Jones, Hines and Rich (1997) states the importance of seeing the entire supply chain as a system
in need of lean thinking in order to achieve pleasing results and not just implement lean into one
sub-system. The philosophy, as mentioned above, is built on finding activities that add value and
ideally eliminating those that do not. According to Jones, Hines and Rich (1997) the percentage being
value-adding activities are only five in a common factory; the rest is considered waste, which will be
further explained in the next section.
With standardized work and continuously dealing with prevention of errors playing a major part
of the Toyota Production System (TPS) and the lean thinking, it is also very important for the
philosophy to have a process which to use in order to find the root cause of problems appearing.
Minoura, a former managing director of global purchasing at Toyota, explains the possibilities in
finding the root cause by asking five why’s whenever a fault appears in a production process (Toyota
Motor Corporation, 2003). He further states that, keeping the aim of the TPS of lasting cost
reductions in mind, it is not the faults of the products that need to be placed in the spot light, but
rather finding the root problem within the production process causing the faulty products. At last,
when using the five why´s it is very important to focus only on what has happened in the actual
process. It is here the root cause of the problem is to be found, rather than in the workers own
deductions (Toyota Motor Corporation, 2003).
2.5.1 Waste
Waste, also known as the Japanese word Muda, can be found everywhere in an organization and
refers to activities that add no value to the customer. In order to eliminate or reduce waste the term

22
must be defined as to what it includes. Ohno identified seven types of waste within a factory (Jones,
Hines, & Rich, 1997):
Waiting
Producing without order
Rectification of mistakes
Over-production
Excess movement
Excess transport
Excess stocks
Waste can further be divided into non value-adding but necessary and non value-adding and
unnecessary activities. Despite the part of the operations being essential the necessary activities
should still be regarded as waste considering resources are being consumed without adding value
(Finnsgård et al., 2011). Having a very large portion of the manufacturing regarded as waste makes it
hard to categorize value-adding activities. However, activities dominating the value added in the
manufacturing process are performed in the assembly of the products.
2.5.2 Poka-yoke
Poka-yoke is the Japanese word for fail-safing and it is used to ensure a high level of quality within
the finished products. A poka-yoke is a mechanism in a manufacturing process using lean thinking
that helps an equipment operator avoid (yokeru) mistakes (poka). The purpose of the mechanism is
to eliminate defects within products using prevention, correction or by appointing error made by
operators at the time of occurrence. Companies embracing the lean thinking have a mechanism
placed at each working station in the manufacturing factory (Liker, 2009). Each device has its own
standardization on what fault to discover, what corrective measures to take, how often to confirm
the device is working properly and how to alarm when the device needs to be exchanged. Poka-yoke
is a very common device and method used across industries to ensure quality with the products
(Liker, 2009).
2.6 Materials Flow Mapping Materials Flow Mapping (MFM) is a process for mapping material flows in order to identify
unnecessary activities and possible movements. It builds on Value Stream Mapping (VSM) with the
difference that it is applicable also in cases where the activities are not directly value adding. MFM
was developed with focus in combining requirements on the assembly system, set by the end
customer, into a support for the same system. In the assembly, the materials supply system has to
maintain, and also improve, the efficiency of the system. VSM was developed as a toolkit to be used
when improving production and also when implementing the improvements. Due to the lack of focus
on non-value-adding but necessary activities in VSM, MFM was recently developed (Finnsgård et al.,
2011). The MFM methodology can be seen as a spin-off from VSM and the mapping consists of
several steps. To start off the mapping a definition of the improvement system is required, followed
by a mapping and assessment of the current system. The method finishes with an implementation of
the improved system. MFM is a further development of the two first phases in the value stream
mapping toolkit. The process of the MFM consists of seven steps, which are each presented below.

23
Set a scope: As it is very important to set a scope for the project early on the first step is a means
for deciding on an object and also the requirements for the project set by the end-user. The areas to
establish requirements for are attributes, functions, settings, behaviors and properties needed in
order to achieve set goals.
Data collection: Important and relevant data for a project is gathered using video recording and
conducting interviews. The recording must provide timestamps of all relevant activities in the process
in order to be able to follow the items upstream.
Compilation of collected data: A compilation of the data collection is made with aim of creating a
visualized schematic view of the flow.
Analysis of videoed process: The video recording is analyzed with the purpose of constructing an
MFM along with the activities recorded.
Compile MFM: A compilation of the constructed MFM is done to be able to identify earlier set
requirements as well as a description of the process. The performance of the material flow is
described through four dimensions: Productivity, Quality, Flexibility and Sustainability.
HATS-analysis: An analysis is made with regards to the four main categories – handling,
administration, transport and storage – summarizing data consisting of number of activities, the total
timing for the categories and the averages.
Re-iterate: In discussion with involved actors and the case company the procedure can be re-
iterated until all data required is gathered and the compilation is validated.
The result is expressed through the earlier mentioned four dimensions describing the
performance of the material flow. By doing so, it is not the performance of the supply chain that is
being measured but the performance of the material flow, indicating how well it meets the set
specifications and performance requirements. For example, the MFM might show that the material
spend a considerable amount of time in storage and hence not meeting set requirements as it ties up
more capital than it should. A conceptual sketch of a MFM result is shown in Figure 12. Each box
represents an activity in the material flow, the letters represents the components of the HATS-
analysis and the time line below the boxes presents the time occupied by each activity.
Handling
H
Storage
S
Transportation
T
Administration
A
100 s 15 s 10 s 625 s500 s
Figure 12. Example of MFM result.

24

25
3 Methodology This chapter presents the design of the study used to answer the research questions presented in
section 1.2.4. Generally speaking, a qualitative research approach is taken as there are not much
quantitative data available as well as the data needed mainly constitutes of experiences from
industry practitioners and ideas from academic research. The chapter starts off by an outline of the
general research design and thereafter follows more detailed explanations of the different activities
undertaken throughout the project. The chapter is concluded with an overall assessment of the
validity and reliability of the chosen methodology.
3.1 General Research Design The process shown in Figure 13 illustrates the general outline of the methodology used in this
thesis.
Figure 13. General outline of the research methodology used for the thesis work.
The purpose of the first phase, the conceptualization phase, was to get an understanding of what
order picking in an automotive sequencing warehouse really means and how these very operations
relate to the big picture of a car assembly plant. More precisely, the focus was on understanding the
case company´s picking operations. This phase included some general reading on the topic, but the
main contribution came from a couple of days spent at Volvo with interviews and observations of
how the operations are carried out. As mentioned above, the idea was to get familiar with the
processes, but also with the facilities in which they take place.
In the second phase, the information collection phase, information that was thought to be of help
when answering to the research questions were gathered. This was done through a literature review,
as presented above, and site visits combined with interviews and observations. Item characteristics
of possible use for the classification system were proposed and possible picking station designs were
mapped, which is presented in the empirical findings chapter (chapter 4).
In the third phase, the synthesis phase, ideas from the information collection phase are evaluated
and synthesized to some guidelines for designing, or improving, picking stations. These guidelines
consists of a classification system and, connected to the classes, a number of areas, or ideas, related
to picking stations, which can be used when looking to improve picking performance with a main
focus on area efficiency.
In the fourth and last phase, the evaluation phase, some of the proposed solutions are virtually
tested on suitable picking stations at Volvo in order to validate their potential. In addition, the
guidelines are discussed with supervisors and representatives from Volvo in order to identify possible
improvements. After the evaluation, corrective actions are taken and, if necessary, a new evaluation
Conceptualization Information
collection Synthesis Evaluation
Corrective actions if necessary

26
takes place. This iterative process is illustrated by the feedback loop in Figure 13, and was carried out
as many times as necessary to ensure a good outcome of the work.
The methodologies used in each of the phases described above are presented in more detail
below. First, the data collection techniques used are presented and thereafter follows the
methodologies used to create the picking station design guidelines.
3.2 Data Collection There have mainly been two goals for the data collection in this thesis. The first was to
understand the process in which a sequence picking station is a part, what the role of the station is
and how the work at the station is carried out. Also alternatives available to picking stations and why
picking and sequencing is necessary needed closer examination. The second goal was to get ideas, to
see different ways of how to solve the picking problem related to sequencing, in order to thereafter
be able to construct both a classification system for the items to be picked and a range of different
picking station designs for the different item classes.
Data has been collected from an extensive literature review as well as through site visits
combined with interviews. Hence, the data collection techniques used can be summarized as
interviews, observations, and use and examination of existing academic knowledge. Also, the data
gathered is mainly of the secondary type, with the exception of own observations at site visits and
data collected for the Materials Flow Mapping, which is primary data. The following three sections
present the different parts of the data collection process in a more detailed way.
3.2.1 Literature Review
In order to get all background information needed to fully understand the problem, a thorough
review of available literature is of great importance. With a literature review, a broad information
search of other’s work on the same, and closely related, issues is performed. This since gaining
knowledge of already existing solutions is crucial in order to be able to contribute with new
knowledge.
For the literature review to be as effective and structured as possible, it was very important to
map up a clear strategy from the very beginning. This strategy included a search phrase strategy as
well as to search in a variety of sources like libraries and electronic databases. As for the databases,
remembrance of using more than one is critical considering one database rarely concludes with all
possible answers. Instead looking through several, the percentage of missed out information
decreases and the percentage of gathered valuable information increases.
Performing the search by structuring the search phrases is a good way to start. By doing so, a
wide range of relevant phrases can be formed and extended as the search goes on. Starting off with a
single phrase search a wide range of results may be received. The search phrase can further
extended using double search phrases, which can then be extended into a triple search phrase
narrowing the result down even further gathering only the most relevant journals or research
articles, Table 2 This was repeated over several databases using the same search pattern; see
Appendix A for more detailed information regarding the searches.

27
Table 2. Examples of search phrases.
Single search phrase Picking station*
Double search phrase Picking station* AND layout
Triple search phrase Pick* AND auto* AND layout * = open ended word. AND = logic command.
In addition to the literature search, in contact with persons performing research on the subject in
matter, access have been granted to yet unpublished material directly related to the problem of this
master thesis. Through the same persons, sources of information have also been recommended,
information which showed to be of good value for the background knowledge. At last, Volvo has also
provided information important for the understanding of the current situation within the company
and their way of working.
All information gathered has been carefully analyzed through visual inspection, comparing the
relevance of the literature to the subject of this thesis. After reading through all the material that
was found to be of use for the thesis, conclusions were drawn from the interpretations of what had
been read.
3.2.2 Interviews
To gather real world information, interviews and site visits have been carried out with a couple of
different actors with operations relevant for the thesis project, see Appendix B for a detailed list.
Interviews and personal contact with people working in different organizations is a central part of a
qualitative study and despite some criticism of this technique it was found to be the best way to
acquire knowledge even in this project; especially as there is not much written information available
in the area of interest. Some critics question the assumption that interviews are about mediating
knowledge as they claim that the interview might tell more about role play and adjustment to social
norms than about the actual reality surrounding the interviewee (Alvesson, 2011). It is also important
to mention that the material gathered from interviews is very limited, as events unknown to the
interviewees will be omitted (Alvesson, 2011). On the other hand, interviews and observations can
be a very good start to get to know a process and even the only way to get information about certain
interesting events or issues. Without saying the method is wrong, being aware of criticism like this is
crucial when using the method. With this in mind the interview methodology has been used with
care and the information acquired has been critically evaluated before being used in the thesis.
The interviews carried out in this project were semi-structured. This is an interview type that gives
the interviewer the freedom to adjust the interview to the prevailing circumstances as it proceeds,
but still in a structured way, e.g. by using some guiding questions, in order to ensure nothing
important is left out (Alvesson, 2011). When the interview guide was formulated, three interview
design issues raised by Karlsson (2010) were considered. The first is that one should move from
general questions to more and more specific ones. For illustration, the questions can be thought of
as that they should form a funnel. The second is that one should move from neutral topics and hence
wait with more sensitive questions till the end of the interview when the relation to the interviewee
hopefully has developed in a good way. The third is that one should start with questions on facts and
save questions that require reflection and evaluation to the end of the interview. The questions used
as the base for the interviews are shown in Appendix C. However, as the interviews were semi-

28
structured, and thus the interview guide not always strictly followed, the three issues just presented
were considered also when the actual interviews were performed.
In addition, the lean principle of “five why´s” was kept in mind. It was not that five why´s were to
be asked after each question but when creating the questions and, more important, when the
interviews were performed the principle of really digging down to the root cause of the answer to
the question was used. For example, it was very important to know why a picking station looked like
it did. What was in thought when the station was designed? Why? And so on. The employment of
this tool was thought to provide the authors with a thorough understanding of the present situation
and its available alternatives as well as a sound platform for the rest of the thesis to stand on. When
using the five why´s, it is also of great importance to be aware of the fact that if too many “why´s”
are asked, or if the answers to each “why” are too extensive, you run a risk of being confused by all
the information and by that find it hard to identify the actual root cause (Toyota Motor Corporation,
2003).
At last, the interviewees were selected with help from our supervisors at Chalmers and Volvo. The
aim was to interview people from different companies and even in other industries than automotive,
in order to get different viewpoints on the topic as well as to see different kinds of solutions to the
picking issue related to a sequenced material flow. Interviewees within Volvo were also added as the
thesis project evolved and the need for new input arose.
3.2.3 Observations
An important part of the thesis, and closely connected to the interviews described above, were
observations made in connection to the interviews. To fully understand what the interviewees were
talking about, the picking operations were observed and documented in form of the drawings
presented in the empirical findings of this thesis (chapter 4). These observations were nothing more
than observations accompanied with the story told by the interviewees. However, another type of
observation was also carried out during the project, observations that are closer explained in the
following section.
3.2.4 Data for Materials Flow Mapping
As previously described, the mapping of the material flow begins with relevant data being
collected for later analysis. Collecting the data, tools such as a video recorder and a stop watch
should be used. The filming records all data required for the analysis performed later on. However,
as the mapping was limited to single picking stations, the recording was exchanged for using stop
watch only. This as the relevant information to be gathered for this thesis was an approximation of
the timestamps for the activities performed within a picking station.
Data was also collected through direct observations of the material flow, as well as through semi-
structured interviews, as the mapping was made. The direct observations covered data collection
within the areas of material handling, administrative activities, storage and transports.
3.3 Item Classification To put together a number of properties according to which it could be useful to classify items in a
sequencing warehouse in the automotive industry, the information collected through the above
presented methods of a literature review, interviews and observations was used. When a number of
properties had been identified, each was evaluated in terms of its thought impact on the design of

29
the warehouse´s picking stations. The properties that are thought to have an impact on the design of
the picking stations were thereafter analyzed in relation to each other in terms of mutual influence
and importance, such as which should be considered first and how they will affect each other. Taking
their respective impact on picking station design and their relations into consideration, the
properties are presented in the form of an issue tree.
3.4 Picking Station Design The information collected through the above presented methods of a literature review, interviews
and observations served as a base for developing ideas for analysis, and possible new designs, of
picking stations. By using the collected information as a point of departure, brainstorming as well as
analysis of existing layouts and item characteristics according to the item classification presented
above was employed to suggest picking station design improvements. In order to validate the work,
some of the ideas were applied to picking stations used in Volvo’s TB1 sequencing warehouse at the
Torslanda factory.
3.5 Materials Flow Mapping The Materials Flow Mapping (MFM) tool was used to illustrate some of the proposed changes´
impact on existing picking stations at Volvo. The use of MFM should be seen as a complement to
estimated area savings, which is the main focus in this thesis, when assessing the outcomes of
implementing a certain design change. A conceptual MFM for the picking stations used by Volvo was
sketched, as was MFMs for picking stations modified using some of the proposed design
considerations. With point of departure in the MFM for the present picking stations, the effects of
the proposed changes on the activities performed at the picking station was evaluated and discussed.
3.6 Validity and Reliability According to Bryman and Bell (2011) there exist many definitions of validity and reliability. As
many of these measures have their roots in quantitative research, some writers argue that they are
inapplicable to, or inappropriate for, qualitative research. However, others argue that the measures,
with slight changes, are applicable even for qualitative research. Hence, some of the measures
presented by Bryman and Bell (2011) are here used to assess the validity and reliability of the work
presented in this thesis. More accurately, four aspects of validity and one of reliability were chosen
to be included. The four aspects of validity discussed are construct validity, internal validity, external
validity and ecological validity.
Construct validity is concerned with the question of whether a measure used actually measures
the concept of interest (Bryman & Bell 2011). Internal validity is concerned with how believable, or
trustworthy, the findings are and it also relates to causality, i.e. can we be sure that it is input A and
input not B that gives output C (Bryman & Bell, 2011). External validity is concerned with the
question of whether the results from a study can be generalized beyond the context of the particular
research from which the results are the outcome (Bryman & Bell, 2011). Ecological validity is
concerned with whether the findings from a study are people´s everyday, natural social settings
(Bryman & Bell, 2011). Reliability is concerned with whether the findings from a study are can be
replicated using the same method all over again (Bryman & Bell, 2011).
The construct validity of this thesis can be considered high as the focus on area is very clear and
thereby measuring the outcome of the ideas presented in the same unit is not considered a problem.

30
However, one should be aware of the sub-optimization problem present in looking at only one
measure and if broadening the scope the area would not be enough to account for the outcome and
in that case the construct validity would be a bit lower. To partly counteract this, and increase the
construct validity, material flow mapping is complementing the area as a tool to evaluate some of
the ideas presented in this thesis. The internal validity can be considered high, given the design of
the research as presented above; including a literature study, interviews, reference company visits
and a clear process to guide the work. The external validity can be considered low to medium. The
information gathered comes from different sources but there is a bias towards Volvo. In addition,
references in terms of other companies within the automotive industry are limited. On the other
hand, the sequence picking problem itself is fairly limited to the automotive industry as well.
Concluding, more research has to be done to ensure the external validity and hence it cannot be
seen as more than medium. The ecological validity can be considered medium as there are many
different stakeholders involved. Decision makers´ may not be directly affected by the changes they
decide to implement so it would be wrong to say that the ecological validity is high. On the other
hand, the work takes into consideration things such as work environment and ergonomic effects, and
hence some kind of ecological validity is present.
At last, the reliability can be considered medium. The environment in which the study has been
undertaken is constantly changing and developing but it is most likely possible to get the same kind
of findings if the study were repeated with the same, or even different, companies. What goes
against the reliability is that the study might have been too concentrated around Volvo and, as
mentioned above, more reference companies might add value in terms of reliability to the findings.
On the other hand, the methodology used is thoroughly described in terms of how data has been
collected and processed, what questions have been asked and which techniques have been
employed, something which enhances the reliability and the possibility to replicate the work.

31
4 Empirical Findings In this chapter the empirical findings from the thesis project is presented. First the findings
regarding classification of items are presented. This is followed by a presentation of how the picking
operations are presently performed at the case company Volvo´s Torslanda plant. The chapter is
completed with a presentation of picking operations carried out by six reference companies visited
during the work on the thesis.
4.1 Item Classification There has recently been a classification made for items connected to the assembly at Volvo by
Volvo in collaboration with Chalmers. This segmentation is as shown in Table 3 below.
Table 3. Segmentation proposed by Volvo and Chalmers.
Segmentation with respect to:
Pick one by one
Pick many at a time
Scoop/Pour
Ration packed, e.g. in bags
Orientation sensitive
These segments are mainly used when working with downsizing operations but they might also be
useful for a classification system focused on sequence picking operations.
Further, a couple of possible segments with respect to characteristics which could have an impact
on the design of picking stations were identified through the site visits and interviews. These are,
together with their likely impact on the picking station, presented in Table 4 below. Some of the
characteristics presented in this table are the same as, or similar to, the ones already proposed by
Volvo and Chalmers, but below their likely impact on the design of the picking station is added.
Table 4. Item characteristics and their likely impact on picking station design.
Segmentation with respect to: Likely impact on the picking station design:
Item weight Ergonomics and the need for handling equipment.
Item size Space requirement in the station.
Number of variants The size of the picking station.
Pick or pour Required handling and necessary picking aids.
Multi-picking possible The efficiency of the station.
Ration packed, e.g. in bags The picking operations, e.g. ergonomics
Orientation sensitive items Need for space in the station and complexity of the picking.
4.2 Picking Operations at Volvo As explained in the introductory chapter Volvo has a warehouse, called TB1, where both storage
and picking is located. With the impossibilities of expanding the building due to an increased amount
of items used in assembly, the main focus has instead been on better utilization of the space within
the existing building. As mentioned earlier, Volvo has plans on outsourcing part of the storage and
the focus has, thereby, been towards developing better utilization of area/space in the current

32
picking stations. In order to be able to create a more area efficient usage of the stations, an
understanding of the current situation in TB1 is of great importance.
The items, stored and sequenced in TB1 are delivered from distributors to the entry of the
warehouse from where the goods is transported to storage locations in the warehouse for later use
in picking stations. Part of the storage is located on the warehouse floor, while other parts are stored
on pallets on shelves or stored in racks for the returnable plastic boxes. The picking stations, in which
the sequencing is performed, are located at the bottom of each pallet storage rack (Figure 15). The
warehouse stores, and performs sequencing of, roughly 2000 items.
Currently in TB1 the picking stations are designed for picking to sequence racks (Figure 14). The
racks, with numbered pigeonholes, are placed in the middle of each picking station and when filled
they are transported directly in to the assembly line. The picker follows instructions using pick-to-
voice, a system instructing what item to pick by telling a number pre-assigned to each item. The
picker then has to confirm that the right item has been picked using one out of three check numbers
for each item. The picker is then told, by the pick-to-voice system, to place the item in one of the
numbered pigeonholes.
The items in the picking stations are placed according to the frequency of use. The most
frequently picked items are placed opposite the racks or next to, classified A in Figure 14. The picking
station is also designed carrying the more heavy items in an ergonomically friendly height and the
lighter items above. The less frequently used items are places in the far ends of the station, classified
as C. Picking aids are available at the stations with items that may require aids, creating a more
ergonomic environment for the picker. The lifting equipment available for the picker are mounted in
the ceiling, which makes the stations very inflexible regarding re-designs and potential movements
being made of the station.
The picking stations are coordinated in order to shorten the cycle time for the picker to walk
between different stations. It is the tact time of the assembly line that determines what stations that
can be matched to the same picker. The picker then circulates between the assigned stations during
the work shift.

33
4.3 Picking Operations at Reference Companies In the following sections, practical order picking solutions observed and discovered during site
visits and interviews are presented. In total six companies in different industries were visited.
4.3.1 Pininfarina Uddevalla
Pininfarina in Uddevalla is a small factory producing the C70 model for Volvo. The plant assembles
roughly 10 000 C70´s per year, which is just a fraction of Volvo´s total production, and contains only
Picking area
Sequence racks in which picked/sequenced items are transported to the assembly line.
Material presented to the picker on pallets or in plastic boxes.
Storage locations
Sequence racks in which picked/sequenced items are transported to the assembly line.
Figure 14. Picking station used by Volvo in TB1 at Torslanda.
Figure 15. Side view of Volvo´s picking station.

34
one manufacturing line. The items used at the various stations along the line are delivered to each
station in racks and in plastic boxes. As for the boxes, each box is assigned to a specific car. Hence,
the boxes are sequenced while their content consists of a number of different items belonging to the
car in question. The warehouse consists of both a storage system, with pallet storage racks, and
picking stations. 28 different items are sequenced in sequence racks and 250 are picked in plastic
boxes, with a system well correlating to the theory on picker-to-parts (section 2.3.1.1).
Material delivered to the entrance is taken care of by personnel operating trucks, relocating the
pallets from the entrance into the storage system. Not all picking stations are located beneath the
pallet storage. Sequencing stations requiring lifting equipment are placed openly on the floor, while
items stored in plastic boxes are stored on ledges in rows.
There are two different layouts for the picking stations in the warehouse, one for sequence
picking in racks and one for kitting in plastic boxes. The former is used for larger items, often
requiring lifting equipment and the latter is used for smaller and lighter items e.g. car handles and
items re-packed into plastic boxes.
The sequencing stations are designed with respect to picking frequency (Figure 16). The most
consumed items are placed closest to the sequence racks, later transported to the assembly line,
while the less frequently picked items are placed further away. The picker is picking according to a
paper order, from which the picker is manually reading and checking off.
Regarding the kitting stations the layout has been planned according to two variables; picking
frequency and similarity in shape and color. Different to the sequencing stations, the items are
placed in three rows, where the items most frequently picked are placed in the middle row enabling
easy picking for the operator (Figure 17). In addition, items with similar or same shape/color are
never placed next to, above or below each other to prevent the picker from picking the wrong
variant e.g. a left blue handle instead of a right blue handle.
Picking area
Sequence rack in which the picker sequences the items, later transported to the line.
Figure 16. Pininfarina´s picking station design used for sequencing.

35
The picker receives an order on what to pick both on paper and on a small computer on a carriage
connected to a truck driven by the picker (carriage and truck can be seen in Figure 18). The carriage
consists of 12 boxes (Figure 18), illustrated on the screen of the electronic device to enable the
picking and reduce mistakes (Figure 19). The number of each item to be picked of each item is shown
on the screen in the equivalent box to the one in which the item should be placed. After finished
picking each item group, e.g. the handles, the picker has to confirm and deliver the orders to the
assembly line before moving on to the next pick. There is a total time of 30 minutes in which the
picker has to finish one order and deliver to manufacturing.
Figure 18. Hand-held truck with attached carriage used in the picking process
Rack of shelves
Carriage with the 12 boxes for the picker to pick in.
Figure 17. Pininfarina´s picking station design used for kitting.

36
Figure 19. Screen shot from the electronic device illustrating the boxes and how many items to be picked in each box
4.3.2 Tamro Gothenburg
Tamro is a large pharmaceutical wholesaler with mainly two operational areas. One is acting as a
middleman for pharmaceuticals sold to pharmacies and the other is to provide storage to
pharmaceutical producers who are selling their products to hospitals and similar institutions. The
biggest difference between the two areas is that as a middleman Tamro takes title in the products as
well as they perform more advanced picking operations while as a warehouse provider they do not
own any products and the products are shipped in larger volumes on pallets, making the picking
operation less complicated.
The type of picking station used when Tamro acts as a middleman is illustrated by the conceptual
drawing in Figure 20. This is more or less exactly what is described as pick-to-belt under picker-to-
parts in section 2.3.1.1. Plastic boxes are travelling around the warehouse on a conveyor belt and
pushed off the belt at each picking station from which one or more products should be added to the
order connected to the plastic box. The pickers get information of what to add to each box from a
hand-held computer with a bar code scanner. They simply scan the box they are about to fill and the
computer provides the picking information for that specific box. Each picker works along a station of
several meters and the material is presented in quite small quantities, due to many variants and
traceability requirements, above and under the conveyor belt as well as behind the picker. The
material behind the picker is presented on pallets or in bigger unit loads due to its high appearance in
different orders. At last, the material is positioned along the picking station according to its
frequency of use; hence A items are used more frequently than B and C items in the figure.

37
When Tamro acts as a warehouse provider for pharmaceutical producers they use a different
picking layout, which is illustrated in Figure 21. In this case an AS/RS-system to bring pallets from a
high storage to the picker, which is shown to the left in the figure. The picker takes what he needs
from the pallet where after a new pallet with other products is presented to him. The picker places
the picket products on a pallet which is to be delivered to the customer; this can be seen to the right
in the figure. When the pallet is ready it is transported to the outbound delivery area and a new,
empty, pallet is presented to the picker.
Picking area
Material presented to the picker on pallets or in bigger packages.
Conveyor belt Plastic box
Material presented to the picker in small boxes (not downsized).
Pallet automatically retrieved from storage.
Pallet loaded according to customer order.
High storage area
Picking area
Outbound flow
Figure 20. Picking station used by Tamro when they act as a middleman between pharmaceutical companies and pharmacies.
Figure 21. Picking station used by Tamro when they act as a warehouse provider for pharmaceutical companies.

38
At last, Tamro measures its performance in terms of picking accuracy, i.e. how many orders or
order lines are picked and delivered according to what was actually delivered. Even very small
inaccuracies automatically generate extensive action plans. Also space utilization is, however,
important as the number of products handled recently has increased quite dramatically due to the
privatization of Swedish pharmacies and the earlier mentioned traceability requirements. The new
actors on the pharmacy market has also put new requirements on output capacity as new order
peaks has appeared due to changing opening hours.
4.3.3 Carlsberg Falkenberg
Carlsberg in Falkenberg is a brewery producing foremost beer but also cider, soft drinks and still
drinks. In connection to the brewery is also a warehouse keeping about five days´ demand of finished
products. In addition to the drinks produced in Falkenberg and drinks from other Carlsberg facilities,
the warehouse is also holding products for which Carlsberg is the distributor for the Swedish market.
The nature of Carlsberg’s products calls for somewhat different picking operations compared to
what is presented above. Tamro is also distributing to many different customers, but the more heavy
products handled by Carlsberg has made them choose a different layout, of which a principle sketch
can be seen in Figure 22. However, Carlsberg has considered a more line-like layout for the picking
with a pallet travelling along a conveyor belt passing by different picking stations with different
products. This system would then have been a pick-to-belt system, as presented in section 2.3.1.1.
Even though considered, and still under consideration by some of the personnel, the system was
thought to be too much of a change for the organization and its systems, and also a bit complicated
with respect to the products and the many changes in the assortment. The change aspect was also
connected to the fact that this kind of system is seen as more space consuming, space which is not
available in the existing facilities.
The picking of today is carried out manually by pickers travelling around on small forklifts, as
illustrated in the figure. The products are presented to the pickers on pallets. Different kinds of
specially designed, roof mounted, lifting equipment are available at every picking location as
ergonomics is a central concern for the organization. Each order is picked onto a pallet which after
the picking is manually wrapped in plastic at the end of one of the product rows and left in one of the
outbound goods areas. The pickers get the picking orders on a computer on the forklift. The orders
are planned according to a route which follows an S-shape through the aisles in the picking area.
However, the picker can ignore the route and take another one if that for some reason is better, e.g.
due to better stacking of the picked products on the pallet. This stacking itself is also an interesting
issue. If the picker gets a complicated order, i.e. an order with a lot of products which still can fit on
one pallet, it becomes a skill to stack the pallet and if the puzzle does not turn out well the picker has
to take on the unwanted extra task of re-stacking the pallet.
Concerning the layout of the whole picking area items are positioned according to their frequency
of appearance on order and the amount of which they appear. More frequent articles, A articles, are
placed closer to the plastic machines, which is also closer to where the finished pallets are left,
illustrated by the “outbound flow of pallets ready for delivery” in Figure 22. The frequent ordering of
these products, together with larger quantities ordered, calls for more pallets in picking position. This
is illustrated in the figure by bigger areas for A articles than for B and C articles. Worth to mention is

39
also that Systembolaget has its “own” rows, as drinks with higher alcoholic content cannot be sold to
any other customer in Sweden.
4.3.4 Schenker Gothenburg
DB Schenker Logistics in Marieholm in Gothenburg is a part of DB Schenker, one of the world´s
largest third party logistics providers. The operations performed in the warehouse mainly consist of
storage and picking operations of products belonging to Nissan, providing spare parts to Sweden and
Norway. The products range from small screws to big interior parts as well as car windows and are
about 20 000 different items.
The warehouse is divided into two divisions, indicated by the wall in Figure 23, where all the
larger and heavier items are placed in one part and the lighter, smaller and medium sized items are
placed in the second division. During the first half of the day, unpacking the goods delivered to
Schenker is performed, while the second half of the day is used for picking.
The picking area is divided into three zones; small, medium and large item zone as indicated by S,
M and L in Figure 23. The items are placed in a zone depending on their size and weight. The small
item zone can contain items such as screws or items that can fit on wagons. As for the medium item
zone, the items are a bit heavier and larger in size. The picker may, in this area, have to perform one
order in two routes. Last, in the large item zone, items which are big and heavy to handle are kept
together. For this picking, a type of forklift in which the picker stands on the elevating part, here
Beverages in different packages presented to the picker on pallets.
Pickers on small forklifts. Picked goods are placed on a pallet.
Outbound flow of pallets ready for delivery
Inbound flow of pallets to pick from
Machines for wrapping the picked pallets in plastic.
Figure 22. Picking area layout at Carlsberg in Falkenberg.

40
referred to as an elevating forklift, is used. In all three zones the picker uses printed order tags to
read what item to pick checking the article number on the tag compared to the shelves manually.
The small item zone consists of high metal racks, where the items are placed in the shelves
depending on free space. The rack of shelves are also placed in two stories, where the picker self
uses forklifts to transport a picking wagon with items up and down. In the medium item zone, all
items are placed on the floor and the most frequently used items are placed closest to the
consolidation area in order to facilitate the picking for the picker. In the large item zone, the pickers
move around in the picking area using elevating forklifts, onto which the items are picked for later
placement onto pallets. This zone consists of many high pallet storage racks in which the items are
stored both in buffer storage and in picking positions in smaller quantities due to the large item sizes.
4.3.5 DHL/SAAB Trollhättan
The well known logistics company DHL is responsible for the sequencing operations at SAAB in
Trolhättan and has set up a sequencing warehouse exclusively for SAAB. The layout of the
warehouse, and its picking stations, is very much similar to the set up used by Volvo at Torslanda.
The main part of the warehouse consists of pallet storage racks with five to seven levels of pallets
above the picking stations which thus are located below the storage.
The type of picking station used by DHL/SAAB is illustrated in Figure 24 and as mentioned above it
builds on the same idea as Volvo´s. The picker works in an aisle between two high pallet storage
racks in which material is stored as well as presented to the picker on the floor level. Different from
Volvo, DHL/SAAB has chosen to put the most frequently used items in one end of the picking station
and the less frequently used ones in the other end, as illustrated by the letter A to C in Figure 24
Elevating forklift from which picking can be performed at multiple levels.
Picking with trucks Picking by walking with a wagon
Wagon on which the picker puts items for before taking them to a consolidation area.
Wall separating truck area from walk area.
Door
Figure 23. Picking layout used by Schenker in their Nissan spare part warehouse.

41
where A represents the items with highest frequency. The wagon, onto which the picker puts the
items in numbered pigeonholes, is placed in the end of the picking station. However, there is an idea
about arranging the picking list in such a way that the picker can put the wagon through the station
as it is filled up, starting in the end with the low frequency items in order to make the wagon as easy
as possible to move.
In some picking stations, where the number of item variants is very high, the storage space above
the picking station is replaced with picking locations similar to the ones on the floor. In order to pick
from these above floor level picking locations the picker uses an elevating forklift and can thereby
travel in two dimensions (back and forth as well as up and down) in while performing the picking.
Here the picked items are placed in boxes rather than wagons or sequence racks. The boxes,
however, are then put on wagons for further transportation to the production line.
The picking information, i.e. the order, is given to the picker in form of a list and one sticky label
for each item to be picked. The picker then picks what is on the list, with no more help than visual
labels on each item´s position along the station, and attaches the sticky labels to the items before
putting them in their assigned locations on the wagon. When the wagon is filled, the picker has to
scan all items on the wagon with a bar code scanner to make sure that each item, and their positions,
corresponds to what is stated on the picking order. A drawback here is that if something is found to
be wrong, the picker has to manually find what it is, which in worst case can mean that he/she has to
re-pick the complete order.
Material presented to the picker on pallets or in plastic boxes.
Picking area
Picking wagon with one pigeonhole for each item.
Figure 24. Picking station used by DHL/SAAB.

42
In terms of performance measurements the most important one for DHL/SAAB is picking
accuracy, which they were very good at with 0.8 ppm in wrong picks compared to the requirement of
21 ppm. Another important performance metric is utilization of the workers. DHL/SAAB think it is
more important to have a high utilization of the people working in the picking warehouse than to fine
tune the picking operations at every picking station. It is no point in saving three seconds at a picking
station if balancing losses makes the picker wait anyway. As a measure to tackle this problem, very
flexible agreements with staffing companies were put in place. Interesting to add in relation to the
balancing time, which is determined by the tact time of SAAB´s production line, is that this time has a
much greater role in affecting how picking stations are located together than the picked items´
ergonomic impact on the picker. In other words, it is a higher priority to locate picking stations so
that one picker can operate a number of stations with minimum idle time, or balancing losses, than
to consider the ergonomic impact on the picker by bundling these very stations together.
4.3.6 Elanders Mölnlycke
Elanders is a big printing group with global presence. There products span from books and
magazines to packaging and manuals & product information. The site visit for this thesis was done at
Elanders facility in Mölnlycke, just outside Gothenburg. At this site, Elander performs printing
operations as well as warehouse and picking operations. The part of Elanders´s operations connected
to the automotive industry, and Volvo, was moved from Arendal to Mölnlycke in 2008 and at the
same time the area for these operations shrunk from 10 000 m2 to 600 m2.
To both Scania and Volvo Trucks, Elanders print chassis number specific manuals which they also
ship in sequence according to the customers´ production schedules. However, the most interesting
operations from the perspective of this thesis are the ones concerning more standardized manuals
for automotive companies such as Volvo Cars and SAAB. These are carried out in two steps. First,
products are picked out from their storage locations in one of two vertical lift modules (VLMs).
Thereafter, they are presented to the kitting personnel on trolleys where the staff picks up the
products included in their kits and performs the kitting at a table. The complete kits are thereafter
put in plastic boxes which are placed on a conveyor belt next to the kitting table. In the end of the
conveyor belt, the plastic boxes are stacked onto pallets for delivery to the customers. The picking
and kitting area layout is illustrated in Figure 25 below.
Both the pickers and the kitting personnel receive their orders via stationary computers. The
picker then receives more accurate information about what to pick on a screen fixed at the vertical
lift module. Every pick from the module is confirmed with pushing a pedal. In addition, the picker
retrieves high frequency material from the pallet storage rack opposite to the vertical lift modules
(indicated by the A:s in Figure 25, the C:s and D:s indicates items of lower frequency in the VLMs); he
then uses a hand-held computer together with a bar code scanner to confirm the picks. The kitting
personnel print labels from their computer for all kits they are to pick, and hence they realize if the
picker has missed something as they do not get full kits or have labels left but no more material.
When it comes to the above mentioned sequencing for Scania and Volvo Trucks, the picker is using a
bar code scanner for two purposes. The first is to confirm that the right products are included in the
kit, and the second is to ensure that each kit is positioned in the plastic boxes used for delivery
according to the customers´ sequencing demands.

43
Space is a major concern for Elanders and thereby the picking area design has to be area efficient.
The fact that the area used was reduced by 94 % when the operations were moved in 1998 is a good
sign of this and the vertical lift modules used are a big part of making it possible. Instead of having
people travel around up and down aisles, everything is now concentrated to the machines. In
addition to the space, which is more static, the most important KPI for the picking operations is the
delivery performance. It is extremely important for Elanders to deliver the kits according to what is
ordered and in time. Regarding the kits sequenced to Scania and Volvo Trucks no faults are tolerated;
thereby the rigorous control with the bar code scanners. The kitting operation presented in more
detail here has a customer requirement of at least 99.7 % precision, but Elanders themselves aims
even higher.
At last, regarding the vertical lift modules, the introduction period was a bit cumbersome but
after everything was adjusted and fine tuned the system has worked very well. There have been
some down time but most of the problems have been possible to solve over phone.

44
Plastic box
Computer from which kitting staff receive orders.
Vertical lift
modules (VLMs).
Pallet racks
Small forklift for transportation of pallets.
Table where the kitting is performed.
Conveyor belt
Pallets ready for delivery.
Trolleys on which the material picked from the VLMs are presented to the kitting staff.
Computer from which pickers receive orders, which in turn are picked from the VLMs.
Material flow
A
A
A
A
A
A
A
A
B
C
B
C
Figure 25. Picking area layout at Elanders in Mölnlycke.

45
5 Analysis In this chapter the results presented in the previous chapter are analyzed and discussed in order
to formulate solutions to the problem at hand. The chapter starts off with an analysis of the item
characteristics presented in section 4.1 together with a classification system comprising the relevant
characteristics. Following this comes an analysis and presentation of a couple of picking station
improvements with main focus on area efficiency and a validation of some of these ideas using
picking stations at Volvo as mini cases. The chapter is concluded by explicitly revisiting the research
questions presented in section 1.2.4 in the very beginning of this thesis.
5.1 Item Classification With starting point in the proposed classes presented in section 4.1 the most relevant item
variables with respect to picking station design has been identified.
Considering the literature found on the topic, mainly two things were deducted from the theory.
The first one being that classification can be very useful in order to deal with a large number of items
in an efficient way. The second one being that there are numerous ways of doing the actual
classification assignment. While different ways to divide the articles according to their economic
contribution or to their importance are presented, this case calls for something else.
As an item can possess multiple characteristics, which will all affect a picking station design in
different ways at the same time, this very problem called for a different way of classifying the items.
First, the items have to be classified according to some characteristics which affect the picking
station design. As mentioned in section 2.1, classification according to item characteristics have been
touched upon by Brynzér and Johansson (1996) and Braglia, Grassi and Montanari (2004). Some of
the ideas presented by these authors were revealed also in the characteristics identified as possible
to use for classification and presented in the empirical findings of this thesis (section 4.1).
From an evaluation of the characteristics presented in the empirical findings with respect to their
presence in, and likely impact on, a sequence picking station the following five characteristics
crystallized as useful for this classification:
Item weight
Item size
Orientation sensitive item
Number of variants
Multi-picking possible
In order to arrive at these five, two main questions were asked for each of the characteristics
presented in the empirical findings (section 4.1). The first one was: Is this characteristic at all relevant
for the type of picking carried out at the sequence picking station? If the answer to this was no, the
characteristic was removed. If the answer was yes, the second question was asked as: Is this
characteristic likely to have an impact on the design of the picking station; in terms of any of the
performance measures presented in section 2.3.3? If the answer to this was no, the characteristic
was removed. Going through this analysis procedure derived the characteristics presented above.
The next question was in which order to prioritize these characteristics. As mentioned above a
single item can have an impact on picking station design in terms of more than one of these

46
characteristics so the conclusion was that they have to be ranked according to their mutual extent of
impact. The ones that have the greatest impact have to be prioritized first. From this analysis the
following prioritization and basic decision criteria was developed:
Level 1: Item weight – over or under a weight limit
Level 2: Item size – over or under a size limit
Level 3: Orientation sensitive item – yes/no
Level 4: Number of variants – over or under a quantity limit
Level 5: Multi-picking possible – yes/no
The decision criteria should be thought of in connection to a decision tree developed from the
characteristics prioritization above, and which can be seen in Figure 26 below and in a larger version,
including decision criteria, in appendix D.
Figure 26. Decision tree for item classification (see Appendix D for a clearer version of the figure).
The item weight is on level one since it is critical for whether or not it is necessary to use lifting
equipment to carry out the picking. For heavy items, ergonomic reasons and regulations make it
harmful and impossible to perform the picking manually (refer to theory around ergonomics in
section 2.2). Thus, lifting equipment is necessary at these picking stations, and since the lifting
equipment is usually roof-mounted special requirements are put on the stations.
On level two is the item size since this also has a direct impact on the design of the picking station.
For example, if an item is very long the station cannot be too narrow since in that case the picker
would have a hard time maneuver the item within the station.
Level three separates orientation sensitive items from non orientation sensitive items. The
sensitivity towards orientation will affect the picking operations as the orientation sensitive items
require more care and a higher maneuverability within the picking station. However, we argue that
this is important first after it is known if the items are very heavy or very big as these two
characteristics will have a fundamental impact on the design of the picking station.
Level four is concerned with how many different types of the item there is. A lot of different types
of the items requires a big picking station, a medium number of types makes the picking station more
Weight
Item Size
Orientation Sensitive
Item?
Number of Variants
Multi-pick Possible?
Multi-pick Possible?
Number of Variants
Multi-pick Possible?
Multi-pick Possible?
Orientation Sensitive
Item?
Number of Variants
Multi-pick Possible?
Multi-pick Possible?
Number of Variants
Multi-pick Possible?
Multi-pick Possible?
Item Size
Orientation Sensitive
Item?
Number of Variants
Number of Variants
Orientation Sensitive
Item?
Number of Variants
Number of Variants
Q
A B C D E F G H
R S T
I J K L M N O P

47
manageable in terms of where in the facilities to put it and a very small amount of types opens up for
a combined picking station in which different items are co-picked.
On the fifth, and last, level items possible to pick more than one at a time are separated from
those that has to be picked individually. This will have implications for how the picker can work
within the station as it might be possible to eliminate waste in terms of unnecessary walking for
items that can be multi-picked. Regarding the order of the last two levels, this is more arbitrary than
the order argued for the first three levels. This is since it does not make much of a difference if one
shifts the order. However, worth to note is that the multi-picking level is not considered for items
requiring lifting equipment, and thereby it became natural to put it as level five.
5.2 Picking Operations at Volvo In order to understand how the operations at the reference companies can be used as input for
developing improvements in a picking system of the type used by Volvo, it is important to first
analyze a system of this type.
The picking system used by Volvo can be seen as a picker-to-parts system, or partly as a put
system (section 2.3.1.1); a picker-to-parts system as the picker walks along the picking station to pick
the ordered parts and a put system as the pickers at the picking stations are fed with material by
forklift operators.
The positioning of items along the picking station is supposed to minimize the walking distance for
the picker as picking is performed. This through placement of the most frequently used articles in the
middle of the picking station close to the racks. However, no consideration is given to highly
infrequent items. Hence, there might be an opportunity to save area present in co-presenting certain
low frequency items in one, or a few, C picking locations in the end of the picking stations (Figure 14).
In connection to the presentation of the material at the picking station it is interesting to look at how
items are presented as it might be possible to save space at each picking location by changing the
way the material is presented.
At last, the picking support used by Volvo is a pick-to-voice system. Since this system was put in
place the picking accuracy has improved. What is interesting with the picking support in the context
of this thesis though, is whether it is able to support a suggested design change or not. If a design
change is of such nature that it cannot co-exist with an existing system, proven to be as good as the
pick-to-voice system, then the design change is probably not as good as it has to be.
5.3 Picking Operations at Reference Companies In the following sections each and one of the reference picking operations presented in the
empirical findings are analyzed with the aim of finding ideas that could be applied in order to
improve sequence picking operations.
5.3.1 Pininfarina Uddevalla
Evaluating the picking stations at Pininfarina Uddevalla, they are a typical example of what a
picker-to-parts system, described in 2.3.1.1, looks like. Worth noticing in the Pininfarina factory is
that items similar to each other, e.g. in terms of color or shape, are never placed close to each other.
This lowers the rate of picking mistakes made by the picker. Important to highlight is that not all

48
items are separable using color. Hence using color in order to decrease the rate of faults is a limited
option.
As this thesis deals with picking efficiency, with a focus on space/area, it is interesting to look at
the system used by Pininfarina from this perspective. The size of the facility depends on how far
apart the items are placed in the warehouse. Currently it takes the picker approximately 30 minutes
to pick one order and deliver it to the line. Combined with the facility size the picking operations are
not only a rather time consuming activity, but quite area-demanding as well. When finished picking
the picker self delivers the racks or boxes to the assembly line, which also prolongs the activity.
Hence, for a company with a high number of produced products, e.g. Volvo, a system like this would
be hard to implement keeping a focus on space/area as well as time efficiency. Looking at the KPI’s
identified in section 2.3.3, time efficiency can be related to the picking operations in terms of picking
cycle time, the output of the picking or the picker efficiency.
Finally, the Pininfarina factory also use multi-picking, which would need an investment to conform
to picking aids such as a pick-to-voice system. However, considering the multi-picking from a
different viewpoint, the system enables items picked into all boxes being picked at the same time.
This reduces the distance the picker has to drive, which could be seen as an increase in the efficiency
of the picking operations.
To sum up, the two main lessons learned from the system used at Pininfarina. First come the
possibility of separating the items thru color and size can help reduce the percentage of faulty picks.
However, it is necessary to evaluate how great an effect these two variable can have combined with
a pick-to-voice system used e.g. at Volvo. Second is the option of using multi-picking, enabling the
picking operations to be more time efficient when the picker can pick several items at once instead
of driving back and forth to the same items.
5.3.2 Tamro Gothenburg
Tamro uses a pick-to-belt system, explained in section 2.3.1.1, where items are picked into boxes
transported on a conveyor belt. Similar to the Volvo factory, each picker is responsible for one
picking station; also the station layouts are very similar. The most frequently picked items are placed
closest to the racks; behind or right in front of the picker, while the items with lower frequency are
placed at the end of the station. It is interesting to elaborate on the fact that items are placed both
above and below the conveyor belt. It can be argued that items placed close to the ground may have
a negative ergonomic impact on the picker. However, if this layout is used only for low frequency
items it will most likely neither have any harmful impact on the picker, nor will it conflict with the
regulations on ergonomics set by the government, discussed in section 2.2.
Considering the placement of the items in the picking station, this layout, including items placed
on different levels in the station, constitutes an interesting point of reference in the search for
changes that could increase space/area utilization. Using a structure where low frequency, and/or
small, items are placed above or below larger items constitutes a possible way of combining two, or
more, picking stations and thereby increase the area efficiency. This structure might raise a concern
about increased risk of faulty picks from combining different items in one station. However, the fact
that Pininfarina uses the composition of items at a picking station as a measure to reduce this very
same risk, and increase the efficiency of the system, suggests that it should not constitute an issue
when combining stations. At least not as long as the combined items are clearly separable.

49
Eliminating faulty picks could be done e.g. using the color and size separating method used at
Pininfarina (section 4.3.1).
Additionally, having a system automatically scanning a bar code attached to the boxes indicating
what items to be contained is a way Tamro uses to increase the efficiency of the system. However,
using automated systems increases the risk of system failure, which could highly affect a company
like Volvo, where a system failure could result in racks not being delivered to the assembly line on
time, which in turn might lead to a production stop. On the other hand, the fact that Tamro uses an
automated system like this can be seen as a case in favor of using automation as they still are able to
reach their set performance requirements. Hence, this should be possible for Volvo as well, as long as
the automation is managed in a proper way suitable for their specific operations and needs. The
“proper management” could for example include plans for how to act in order to secure material
deliveries in case of a system failure.
At last, it is interesting to take a look at Tamro’s other system, namely the automated storage
system, which can be categorized as a parts-to-picker system. The system delivers a pallet,
automatically retrieved from the storage system, from which the picker self picks the required
amount of items before the pallet is automatically restored in the system. That means that the
picking stations and the whole storage are located at the same place, which makes the system very
area efficiency. However, considering the fact that the system is fully automated along with the fact
that all items are depending on the functionality of the system, the risk increases as the event of a
system failure will lead to inability to fulfill orders. In the context of this thesis, this would, as in the
case mentioned above, lead to a production stop, something which is very expensive and highly
undesired in the competitive automotive industry. In the event of this situation happening, the
consequences would be a complete inaccessibility of the items considering that the system contains
the entire warehouse. Some might argue that it is possible to manually pick from this kind of system
in case of a break down, but it is likely to imply problems for the inventory management system.
Items can be misplaced during the performed picking operation or the picker forgets to manually
register the pick in the system, which results in an inaccurate inventory balance.
Summing up, two main lessons were learned from Tamro; the station layout and the automated
storage system. Using all areas of possible placement for items in the picking station, Tamro are
utilizing the space/area of the station by effectively using all available space/area. This is highly
relevant when designing a new station or when combining two into one. The automated storage
system being area efficient, it is in this case considered more of a plain storage system. Despite
picking operations being performable, there are inventory management risks attached to it.
However, some automation might be an important part of increasing the space/area efficiency as
long as the automation is managed in a proper way.
5.3.3 Carlsberg Falkenberg
The picking stations at Carlsberg were not separated into individual stations for different classes
of items. It correlates well with the picker-to-parts system presented in section 2.3.1.1, this since the
picker uses a forklift driving around and picking the items on the order onto a pallet. Because of the
layout inside the warehouse a lot of driving is required by the picker and along with the risk of having
to re-stack the pallet the operation can be very time consuming. This set up is probably more suitable
for companies transporting the picked items on the same type of, or very similar, pallets. The picker

50
develops knowledge on how to stack each pallet during the picking. Considering a company carrying
many different items, which in turn may require alternatives to pallets Supportive to this is also the
fact that automotive companies of today are working with an increasing amount of components in
each car. The frequent appearance of items not being very similar in size and/or shape, hence
suggests that a layout such as Carlsberg’s will not be space/area efficient. Instead, for a company as
Volvo, the introduction of such a picking system could be viewed as reverse development for the
organization rather than an improvement contributing to better performance.
More interesting is how Carlsberg works with lifting equipment to protect the workers and to
facilitate heavier lifts than otherwise possible. At each picking location, there are lifting equipments
available for the pickers to use if they feel they need to. As mentioned in the empirical findings, the
lifting equipment is, similar to the equipment used by Volvo, mounted in the ceiling. However, there
is a factor making Carlsberg´s lifting equipment interesting to look at, namely the special design.
Firstly, the equipment is designed according to the design of the items to be picked. Hence, it enables
the picking operations for the picker and at the same time user-friendly encouraging usage. For some
high frequency items, the lifting equipment also allows the picker to multi-pick. Secondly, using
vacuum and suction cups instead of a mechanical design allows for faster usage of the equipment, as
well as reduced risk of damaging the lifted items. The picker only has to press a button in order to
grip the item and perform the same procedure in order to release. This not only decrease the
potential negative ergonomic effects on the workers the heavy lifting could have resulted in, but also
increases the picking efficiency. Picking several items at once instead of one at the time together
with the easy usage of the equipments are examples of two things contributing to increased
efficiency.
Summarizing, at Carlsberg two main lessons were learned. First comes the picking system
designed with respect to specific variables, e.g. picking onto pallets, which would be problematic for
more flexible needs, e.g. using racks or plastic boxes. The variable can be items’ shapes and sizes and
the way the items are transported e.g. racks, wagons, pallets or boxes. Secondly, using vacuum based
lifting equipments would not only be positive ergonomically for the pickers but also result in an
increase of the efficiency of the picks thru faster usage and in some cases allowing multi-picks to be
performed.
5.3.4 Schenker Gothenburg
The system Schenker uses, for both big and small items, is what is referred to as a picker-to-parts
system in section 2.3.1.1. The picker walks, or drives a forklift, up and down aisles in order to pick
ordered items from their respective warehouse locations.
An interesting feature in Schenker´s picker-to-parts system is picking locations above floor level.
In the part of the inventory handling small items, some of the picking is carried out using a two level
set-up. A second floor is built, thus doubles the utilization of floor area for picking operations. The
fact that the picker has to lift his/her picking wagon up to the second floor using a forklift can be seen
as a cumbersome risk moment, however this increased risk has to be traded off against the increase
in floor area utilized for picking operations. In addition, the stairs used to get up to the second floor
takes up space but as the upstairs picking area is quite big the space used by these stairs comprises
just a fraction of the extra area made available for picking operations.

51
In the part of the inventory handling bigger items the picking is carried out using a multi level set-
up. As the items are stored on pallets in high storage racks and the picking is carried out using
elevating forklifts on which the picker self is elevated up to the right picking location, it is possible to
use a lot more than just the floor area for picking operations. However, there is a risk present in
dropping items, and in a setting for automotive sequence picking a problem arises in how to
efficiently put the picked items in the right sequence on a vehicle for transportation to the assembly
line.
At last, notable for the operations at Schenker is that no lifting equipment is used; resulting in
that only a few employees can work in the part of the warehouse handling big items. According to
the theory around ergonomics presented in section 2.2, this is not a preferable way of designing the
operations as the risk is high for a negative physical impact on the workers. The negative impact may
also be present in terms of psychological effects as the lack of lifting equipment prevents the
personnel from rotating between different assignments.
To sum up, the main lesson learned from Schenker is that floor area can be saved by picking in
multiple levels. This can be carried out by using trucks in which the picker is elevated to the picking
locations or by building an extra floor level in a part of the warehouse. The bigger the extra level is,
the lower the impact on the space occupied by the non value-adding stairs required to reach the
extra level.
5.3.5 DHL/SAAB Trollhättan
The picking operations carried out by DHL/SAAB are very interesting as a point of reference for
this work, this foremost as the picking operations supports an assembly process very similar to the
one at Volvo. As explained in the empirical findings, DHL/SAAB´s picking station designs build on the
same ideas as Volvo´s, however the stations are used a bit differently. As in the case with Volvo,
DHL/SAAB´s system can be seen as picker-to-parts system, or partly as put system (section 2.3.1.1); a
picker-to-parts system as the picker walks along the picking station to pick the ordered parts and a
put system as the pickers at the picking stations are fed with material by forklift operators.
The positioning of the material along the picking station at DHL/SAAB differs from the one used by
Volvo (Figure 24 and Figure 14). The positioning used by DHL/SAAB, with high frequency items in one
end of the station, might be good to use for a set-up where the picker walks along the picking station
with a wagon, or a rack, and picks all the items as he/she walks along. However, with the currently
used layout where the picking wagon, or rack, is fixed we believe that a layout with the most
frequently used items positioned together with the wagon, or rack, in the middle of the station is
preferable. Hence, no new important lesson was learned from DHL/SAAB in this case.
For small items, however, DHL/SAAB uses an interesting system. This is very much similar to the
multilevel picking with elevating forklifts used by Schenker, but in this case for smaller items. The
systems saves a lot of floor area as the extensive range of different items can be stored on multiple
levels in the same picking station. In terms of picking performance this operation may add some time
to the picking itself and hence this extra time has to be traded off against the savings in area usage.
At last, it is worth commenting on the sticky labels used by DHL/SAAB to confirm their picks. As
explained in section 4.3.5 a label is attached to each item and then used to confirm that the items are
put in the correct pigeonhole on the sequencing wagon. However, if the wrong item is picked the

52
sticky label will be put on the same wrong item, something that might create problems since the
sticky label still can be located correctly on the wagon but together with the wrong item. This is well
worth considering when evaluating the performance of this kind of system and might be part of the
reason to DHL/SAAB´s very high picking accuracy.
To sum up, two main lessons were learned from DHL/SAAB. The first is that it might be possible to
carry the picking wagon, or rack, through the picking station and pick everything ordered by just
walking through the station once. With this set-up, the items are preferably positioned along the
picking station according to their frequency of use so that the ones with lowest frequency are picked
first, just as shown in Figure 24. This set-up will reduce the distance walked by the picker and hence
in that respect increase the picking efficiency. In addition, some area will be saved as the wagons, or
racks, no longer occupy area that could be used as picking locations. The second is the possibility to
pick at multiple levels by using a truck in which the picker can be elevated to picking locations above
floor level and hence the floor area used can be reduced by having picking locations at multiple
levels.
5.3.6 Elanders Mölnlycke
The order picking operations at Elanders illustrates in a very good way what is presented as a put
system in section 2.3.1.1. In the retrieval part of the process ordered items are retrieved from a
vertical lift module and delivered to pickers who perform the order distribution part of the process.
The put system as such is, according to the theory, a very efficient set-up when many smaller
orders have to be picked and delivered to a scattered customer base. Elanders might not have this
big customer base as they operate in a business to business environment and serve big customers
such as Volvo and SAAB, but they pick and kit a lot of catalogues and hence the system suits them
well. However, this complete system as it is set up at Elanders is not likely to suit Volvo as their
picking operations are not of the same scale.
In the context of this thesis it is more interesting to look at a part of the system used by Elanders,
namely the vertical lift modules as they are very area efficient. These machines can be used as
picking stations in themselves. They can also be used as storage, as is the case at Elanders.
To sum up, the main lesson learned from Elanders is the value of vertical lift modules as they can
be very efficient in terms of floor area utilization.
5.4 Picking Station Design Improvements Starting by looking at the classification system, presented in section 5.1, it is believed that the
greatest potential for space/area improvements are to be found for items belonging to class A
through H (Figure 26); this since picking stations for items in need of lifting equipment are very
restricted in terms of this equipment. As can be seen in section 4.3.3 about Carlsberg as well as in the
presentation of the current operations at Volvo (section 4.2) lifting equipment is commonly ceiling-
mounted. In addition, not many items at Volvo, based on size and weight, require lifting equipment;
the same was the case at DHL/SAAB. The low amount of heavy items, together with the restrictions
put on the associated stations, indicates that it is more rewarding to focus the efforts on the classes
mentioned above, and hence not on class I to L in Figure 26.

53
With focus on items not requiring lifting equipment, the ideas found through the analysis of the
reference companies have been condensed into a couple of design considerations or ideas that
mainly aims at increasing the area efficiency of sequence picking stations. These ideas are presented
below1, and further discussed in section 6.2.
Use vertical lift modules as a substitute for small item picking stations. (1)
Combine two, or more, picking stations into one. (2)
Use elevating forklift to pick from above floor level picking locations. (3)
Build an extra picking level. (4)
Move sequence rack through picking station while picking. (5)
In addition, the following ideas evolved from meetings, interviews and brainstorming as the work
proceeded, the root to some of these can also be found in the analysis of Volvo above:
Consolidate low frequency items to a few locations at the picking station. (6)
Downsizing before items are presented at picking station. (7)
Presentation of the material at the picking station. (8)
Picking of more than one item at a time. (9)
5.5 Picking Station Design Improvement Evaluation In order to assess the validity of the results presented above, the effects from implementing three
of the ideas at Volvo were approximated. As the changes were too big to be physically tested in the
TB1 facility it has to be stressed that this evaluation is nothing more than a virtual implementation
indicating the directions of the results from implementing the ideas. The design ideas virtually
implemented are the first three from the first list above, namely:
Use vertical lift modules as a substitute for small item picking stations.
Combine two, or more, picking stations into one.
Use elevating forklift to pick from above floor level picking locations.
The third alternative is more or less a special case of the second one and hence these two will be
addressed together even though the differences will be commented on. The reasons for evaluating
these three design ideas are the extensive area savings possible from using the vertical lift modules
in the case of idea (1) and the easier implementation procedure, together with still quite big area
savings, for idea (2) and (3).
As a point of reference, additional to the area occupied by the picking station, a conceptual
Materials Flow Map (MFM) was constructed for the existing picking station layout used at Volvo
(Figure 27). One MFM is used to represent the picking stations in general as the differences among
the different picking stations is thought to be the same in the reference MFM´s as in the MFM´s
illustrating the changes.
1 The numbers in the brackets are for reference/identification purposes only and hence do not represent any
kind of hierarchical order among the alternatives.

54
MFM – Materials Flow MappingVCT Conceptual Picking Station
August 2011
30 s 60 sN/A10 s N/A 3 s 2 s 10 s 3 s 2 s
No. of H: 3
No. of A: 3
No. of T: 1
No. of S: 2
Tot. activities: 9
Tot. time: 60 s
1
Place item in
position for picking
H
2
Scanning
A
3
Item waiting to be
picked
S
4
Item being picked
H
5
Picking being
confirmed
A
6
Item being moved to
sequencing rack
T
7
Item being placed in
sequencing rack
H
8
Placement being
confirmed
A
9
Waiting time in
sequencing rack
S
Figure 27. Conceptual picking station (larger version of the picture can be seen in Appendix E).
As can be seen in the MFM in Figure 27 (larger version in Appendix E), the picking station consists
of nine activities with an estimated total time of 60 seconds. Further, in this MFM no times are
approximated for activity three and nine, “item waiting to be picked” and “waiting time in sequence
rack”. The exclusion of these times is valid partly because they are hard to approximate on a general
level as they are different for different items and partly because they are not thought to have an
impact on the outcome of the analysis for which the MFM is used here. The time for activity three
will depend on the frequency of use for the item and the amount of the item presented at the
picking station. Hence, the consolidation (6) and downsizing (7) alternatives will have an impact on
this time for some items. However, it is not sure that the total time in inventory, and thus the
inventory level, will be reduced as it may just be relocated from picking locations to storage
locations. The time for activity nine will depend on the balancing between the picking at the picking
station and the tact time at the production line. Hence it is regarded to be outside the scope of this
thesis, not relevant for the outcome and thereby not considered.
5.5.1 Vertical Lift Modules
Referring to the vertical lifts modules (VLMs) used by Elanders, see Appendix F for data, it should
be possible to combine the picking stations for e.g. door handles and antenna covers. In addition,
already combined stations, such as door mirrors and door mirror covers, or stations with many items,
such as the manuals, can be substituted with a VLM to save area.
As can be seen when comparing the MFM for present picking stations presented in the previous
section with the MFM for a picking station using a VLM shown in Figure 28 no extra activity is added
when using a VLM; the number of activities is still nine. The only difference seems to be the time for
the step of moving a picked item from its picking location to the sequence rack, activity 6 in the
MFM. This difference is to the favor of the VLM since the picker now has to walk a shorter distance
to the sequence rack as all items are picked at the same place, in the VLM. The difference is shown in
the MFM as the total time has decreased from 60 seconds to 54 seconds. Worth noticing in relation
to the activity making the difference is that this activity is frequently repeated as it occurs for every
pick, hence the positive effect from a VLM on this time will be greater than it appears to be when
looking at a MFM representing just one discrete pick. On the downside though, and not shown by the
MFMs, is the activity of loading the VLM. This activity is the first one in the MFMs presented here but
represents only the positioning of the items. Considering the whole loading procedure might change
things a bit in the favor of the old design as the refilling speed for the VLM is constrained by the
speed of the machine. However, the refilling is not an activity as frequent as the picking, so looking at
the whole set of activities the VLM will most likely be able to save some time, and walking, for the
picker.

55
MFM – Materials Flow MappingVCT Conceptual Picking Station with VLM
30 s 54 sN/A10 s N/A 3 s 2 s 4 s 3 s 2 s
No. of H: 3
No. of A: 3
No. of T: 1
No. of S: 2
Tot. activities: 9
Tot. time: 54 s
1
Place item in
position for picking
H
2
Scanning
A
3
Item waiting to be
picked
S
4
Item being picked
H
5
Picking being
confirmed
A
6
Item being moved to
sequencing rack
T
7
Item being placed in
sequencing rack
H
8
Placement being
confirmed
A
9
Waiting time in
sequencing rack
S
Figure 28. Conceptual picking station using a vertical lift module (larger version of the picture can be seen in Appendix E).
So comparing the MFMs, using a VLM for smaller items seems like a viable option. However, this
is what could be called a qualifying property in the context of this thesis as the focus is on space/area
efficiency, and indeed the VLM is a very area efficient alternative as is shown below.
Using the examples of items mentioned above and looking at the data presented in Appendix F it
is possible to estimate the area savings possible. Elanders has about 1200 positions per VLM but
considering that Volvo is using larger packaging, e.g. 800x600 mm2 and 600x400 mm2 compared to
Elanders 300x200 mm2, it seems fair to assume that Volvo could have 500 positions in the same VLM
as Elanders employs. The bottom area of such a VLM is 9 m2. This should be compared to the areas of
the picking station being replaced.
Looking at the data in Appendix F and the number of storage positions in a VLM estimated above
one can see that it should be possible to combine door handles, antenna covers and manuals into
one VLM. The combined area of these stations is around 200 m2, so even though a bit more area
than occupied by the VLM itself would be required for a VLM-based picking station, the area saving
would be quite dramatic.
Again looking at the data in Appendix F, but this time on the side mirror- and side mirror cover
station, which is already a combined station similar to what is evaluated in the next section, one can
see that the area of this station is close to 150 m2. So, even here a fairly substantial area saving is
possible and in this case there would be room for more items left in the VLM as only about 150
storage positions will be occupied.
So, the VLMs seem to be able to provide area savings for more than one picking station at Volvo
without affecting the existing performance here addressed using MFM. However, some issues worth
considering in connection to VLMs will be addressed in the discussion chapter of this report (section
6.2).
5.5.2 Combine Picking Stations
The second idea to be evaluated is the combination of two or more picking stations into one,
where the evaluation will address two different ways of doing this. These ways are fairly similar, with
the major difference present in how many picking stations that are actually combined into one. The
basic idea is to combine two picking stations, one for smaller items with one for larger, and continue
to pick in the same way as before. However, it would be possible to take the combination a step
further by using either some solution with a height adjustable floor within the picking station or by
using elevating forklifts in order to combine more than two stations into one.
Comparing an MFM for these both alternatives, see Figure 29, with the MFM for present picking
stations shown in Figure 27 one can see that there are no major differences; the number of activities

56
is still nine. The picking itself, activity 4 in the MFM, is thought to take a bit more time due to the
increased complexity for the picker when he/she is facing more items. This increases the total time
shown in the MFM from 60 seconds to 62 seconds. In the case of using an elevating forklift, the time
for travelling up and down also has to be accounted for. Important to notice here is that this extra
picking time, whatever the origin, might have a larger impact than illustrated by the MFM. This
follows the same logic as in the VLM case, as the frequency of the picks will give the extra time a
greater impact than what appears in the MFM.
MFM – Materials Flow MappingVCT Conceptual Combined Picking Station
30 s 62 sN/A10 s N/A 5 s 2 s 10 s 3 s 2 s
No. of H: 3
No. of A: 3
No. of T: 1
No. of S: 2
Tot. activities: 9
Tot. time: 62 s
1
Place item in
position for picking
H
2
Scanning
A
3
Item waiting to be
picked
S
4
Item being picked
H
5
Picking being
confirmed
A
6
Item being moved to
sequencing rack
T
7
Item being placed in
sequencing rack
H
8
Placement being
confirmed
A
9
Waiting time in
sequencing rack
S
Figure 29. Conceptual combined picking station (larger version of the picture can be seen in Appendix E).
Even though the picking time might be slightly increased, no drastic changes were to be found
when comparing the MFMs. But as above, this is a qualifying property in the context of this thesis as
the most important thing here is space/area utilization.
As the station layout of this design change is pretty much similar to the one currently used, the
major determinant of how much area is going to be saved is how many picking stations that is
combined. Without using an adjustable floor or an elevating forklift it is most likely hard to combine
more than two picking stations as the picker has a limited reach. So, assuming that the two stations
are of the same size the area of one picking station will be saved. If the stations are of different sizes,
the area of the smallest station will be saved. Looking at the data in Appendix F, combining e.g. door
handles with pedals or lower door strips would save the area of the door handles station which is
about 80 m2. However, even though the door handle station contains small items, there are a lot of
variants which will make the presentation at a combined station of this type difficult.
Using an elevating forklift, or some kind of adjustable floor, opens up new possibilities sine it is
then possible to locate picking stations on top of each other without being restricted by the picker
walking on the floor. This also means that more area can be saved as three, or maybe more, stations
can be combined into one. For example the many variant of door handles could now be located
above, or even below, for example pedals. Again, the area of the smallest station will be saved.
So, combining stations seems to be an option when looking to save area, but it is important to
evaluate which items are possible to combine. Just because the door handles are small it is not
necessarily possible to combine them with larger items due to their many variants. However, using
elevating forklift might help to solve these kinds of problems. At last, as was the case with the VLMs,
some issues worth considering in connection to the combination of picking stations and the use of
elevating forklifts will be addressed in the discussion chapter of this report (section 6.2).

57
5.6 Research Questions Re-Visited Before moving on to a discussion of the results presented above it is of great value to re-visit the
research questions stated in the beginning of this thesis (section 1.2.4). So, below each question is re-
stated followed by a very condensed answer together with a note on where in the thesis more
information is to be found.
RQ1: With respect to what variables is it possible to segment items picked in sequence?
A number of variables, possible to segment with respect to, were identified and further analysis
condensed the following five as the most appropriate for an item classification system used in
relation to sequence picking stations:
Item weight
Item size
Orientation sensitive item
Number of variants
Multi-picking possible
For more information, refer to section 5.1.
RQ2: On what key performance indicators could a picking station be evaluated?
In order to know where to start looking for design improvements and what to focus the discussion
chapter on the following key performance indicators were deducted from the theory:
Distance travelled by the picker
Picker efficiency
Picking accuracy
Picking cycle time
Picking output
Space utilization
Cost
The use of these was also, to different degrees, confirmed by the reference companies visited
throughout the work with the thesis. For more information, refer to section 2.3.3.
RQ3: With what measures can a picking station design be improved?
A number of possible improvement ideas have been presented and three of them have also been
closer evaluated in the form of virtual implementations on picking stations at Volvo. The
improvement suggestions are the following:
Use vertical lift modules as a substitute for small item picking stations. (1)
Combine two, or more, picking stations into one. (2)
Use elevating forklift to pick from above floor level picking locations. (3)
Build an extra picking level. (4)
Move sequence rack through picking station while picking. (5)
Consolidate low frequency items to a few locations at the picking station. (6)
Downsizing before items are presented at picking station. (7)
Presentation of the material at the picking station. (8)

58
Picking of more than one item at a time. (9)
The origins of these are explained in section 5.3 and 5.4. For a discussion refer to section 6.2.
RQ4: Are some picking station design changes especially suitable for specific items?
In general, it was found that there is a greater improvement potential for smaller items, items in
classes with letters earlier in the alphabet in the item classification system. However, combining
larger items with smaller in the same picking station also constitutes a promising area for area
efficiency improving design changes. The design changes developed and presented in this thesis are
thought to have a rather limited value for items requiring lifting equipment, i.e. items in classes with
letters late in the alphabet.
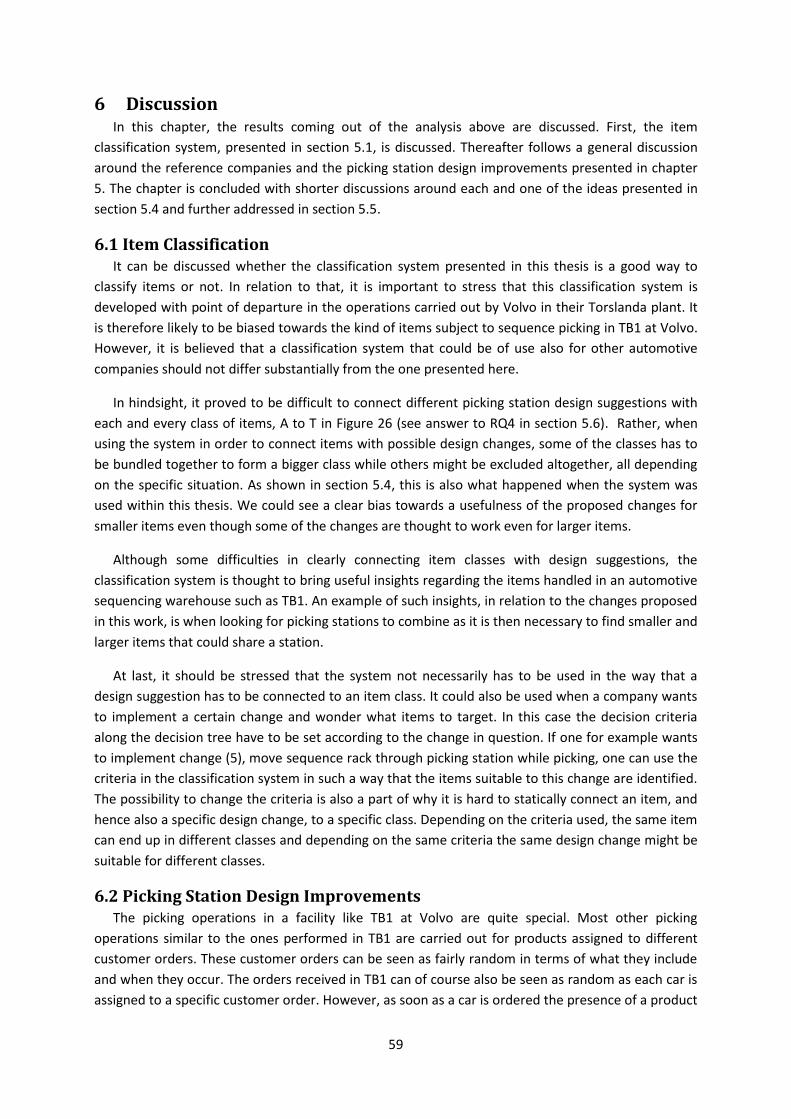
59
6 Discussion In this chapter, the results coming out of the analysis above are discussed. First, the item
classification system, presented in section 5.1, is discussed. Thereafter follows a general discussion
around the reference companies and the picking station design improvements presented in chapter
5. The chapter is concluded with shorter discussions around each and one of the ideas presented in
section 5.4 and further addressed in section 5.5.
6.1 Item Classification It can be discussed whether the classification system presented in this thesis is a good way to
classify items or not. In relation to that, it is important to stress that this classification system is
developed with point of departure in the operations carried out by Volvo in their Torslanda plant. It
is therefore likely to be biased towards the kind of items subject to sequence picking in TB1 at Volvo.
However, it is believed that a classification system that could be of use also for other automotive
companies should not differ substantially from the one presented here.
In hindsight, it proved to be difficult to connect different picking station design suggestions with
each and every class of items, A to T in Figure 26 (see answer to RQ4 in section 5.6). Rather, when
using the system in order to connect items with possible design changes, some of the classes has to
be bundled together to form a bigger class while others might be excluded altogether, all depending
on the specific situation. As shown in section 5.4, this is also what happened when the system was
used within this thesis. We could see a clear bias towards a usefulness of the proposed changes for
smaller items even though some of the changes are thought to work even for larger items.
Although some difficulties in clearly connecting item classes with design suggestions, the
classification system is thought to bring useful insights regarding the items handled in an automotive
sequencing warehouse such as TB1. An example of such insights, in relation to the changes proposed
in this work, is when looking for picking stations to combine as it is then necessary to find smaller and
larger items that could share a station.
At last, it should be stressed that the system not necessarily has to be used in the way that a
design suggestion has to be connected to an item class. It could also be used when a company wants
to implement a certain change and wonder what items to target. In this case the decision criteria
along the decision tree have to be set according to the change in question. If one for example wants
to implement change (5), move sequence rack through picking station while picking, one can use the
criteria in the classification system in such a way that the items suitable to this change are identified.
The possibility to change the criteria is also a part of why it is hard to statically connect an item, and
hence also a specific design change, to a specific class. Depending on the criteria used, the same item
can end up in different classes and depending on the same criteria the same design change might be
suitable for different classes.
6.2 Picking Station Design Improvements The picking operations in a facility like TB1 at Volvo are quite special. Most other picking
operations similar to the ones performed in TB1 are carried out for products assigned to different
customer orders. These customer orders can be seen as fairly random in terms of what they include
and when they occur. The orders received in TB1 can of course also be seen as random as each car is
assigned to a specific customer order. However, as soon as a car is ordered the presence of a product

60
structure makes it possible to know exactly what is going to be needed. In addition, the locations to
which the products are going to be sent are pre-determined and known. So, the special thing with
the operations is that each picking station serves only one customer and the location of this
customer is fixed and known. The order fulfillment process is here also very intertwined with other
operations, which makes sub-optimizations a very important issue to consider. These are things that
make the whole process very interesting, but they also make it possible to question the validity in the
reference companies used. The majority of these companies, Tamro, Carlsberg, Schenker and to
some extent Elanders, lacks product structures. This puts quite different demands on their systems
as they do not know what is going to be ordered and the order compositions as far in advance as TB1
does. However, the reference companies are still considered an important contribution to this work
as they have provided many useful ideas and insights related to order picking.
As mentioned above, when implementing changes like the ones coming out of this thesis in a big
organization, possibly the most important thing to address is if a sub-optimization will be the result
of the implementation. As the main focus of the ideas presented here is on area efficiency, this is
also the main performance indicator on which the ideas have been evaluated. Looking to implement
some of the ideas, it is very important to consider their effect on other dimensions of performance
such as cost, quality, productivity, ergonomic impact and employee satisfaction. Assessing all these
variables is outside the scope of this work; however it is interesting to discuss some a bit closer.
Quality and overall efficiency are two main concerns for Volvo and the impact on these should
thereby be carefully evaluated before a possible implementation. In addition, it is very important not
only to look at purely production related indicators but also on soft factors such as employee
satisfaction and ergonomic implications of the changes. Talking to employees at Volvo it was found
that there were concerns of too much walking related to the picking operations, something that
should be taken into account when evaluating a possible change. Looking at the design suggestions
presented in this thesis, some will reduce the walking distance and none is thought to have any
negative ergonomic implications compared to the currently employed picking stations. It might even
be the case that employing some of the changes presented here will add some variation to the work.
If for example using vertical lift modules and/or elevating forklifts, the walking will be reduced or
eliminated at some picking stations. In addition, the new work environment at some picking stations
will provide some variation to the picking work which might be perceived as positive by the pickers.
When looking to implement a change it is also important to consider how existing systems might
impact the adoption of the change or vice versa. The most prominent example of this in the case of
Volvo is probably the pick-to -voice system and hence this will be used as an example here. If a
change is not supported by an existing system, this will constitute an obstacle for the introduction of
the change; especially if the existing system was a larger investment which is thought to work well. In
terms of the changes presented here, consolidation of low frequency items to one picking location
(6) and multi-picking (9) are the alternatives that mainly might be constrained by the pick-to-voice
system. This as these changes will require changes in the picking support that might be hard to
implement. However, the main point here is that, when looking to implement a change, it is
important to be aware of the existence of constraints set by existing systems, and not exclusively
focus on the obvious benefits shown by performance indicator estimates.
At last, before giving some short notes on each of the design improvements presented in section
5.4, it is well in place to comment on the sustainability aspect of this work. The main thing to

61
mention is that to save area also means to save resources, something which is good from a
sustainability perspective. However, it is important not to take the resource saving for granted. If, for
example, more effective area utilization for the sequence picking stations leads to lower inventory
levels, a consequence might be that more transportation is necessary and thereby the overall
resource usage might not decrease at all. Thus, increased area efficiency might be a change in the
direction towards increased sustainability, but in order to be sure a more comprehensive analysis,
covering more than only the area used, must be performed.
Vertical Lift Modules (1)
When looking to implement an automated solution like this as close to the production as is the
case in an automotive sequencing warehouse like TB1 it is very important to closely consider what
effect this might have. These considerations include both what items to put into the VLMs and how
to deal with possible mechanical problems. Regarding the items put in the VLM, it could be of value
to evaluate them in terms of whether or not they will stop the assembly line. If they will to stop the
line one should have a well thought through back-up plan or design the use of the VLMs in such a
way that the likelihood of a stop is minimized. Some argue that this system is too similar to an
automated storage system for pallets. However, we argue that there are considerable differences
which make this system worth to consider even for use as close to an assembly process as is the case
here. This is due to three main reasons. The first one is that the whole inventory is not kept in the
VLMs and thereby the system is not as sensitive to technical problems as an automated pallet
storage system. The second is closely related to the first, namely that the VLMs should be seen as
picking stations rather than a storage system and in an emergency situation it would be possible to
get items out of the other storage positions. The third is that it is possible to use more than one VLM
and thereby keep the same items in different machines. Thereby all VLMs has to face problems at
the same time if the consequence should be a production stop. At last, the VLMs are connected to an
investment and hence the value of this investment is largely determined by the value put on area
savings and picking efficiency compared to the risk of the investment.
Combine Picking Stations (2)
The idea of combining picking stations is, in its simplest form, a fairly basic way of saving area. The
idea is to find items which can be combined in one picking station, preferably over and under each
other, similar to what is the case at Tamro. In the best case, this can be done using the existing way
of presenting items to the picker and hence minimal investments are required. It might be hard to
find items this easy to combine though, so another way to facilitate the combination is to have some
kind of adjustable floor. Referring to what is presented in the ergonomics section of this work
(section 2.2), picking even small and light items in a bad position can harm the worker. Hence,
limitations are put on how it is possible to combine picking stations. However, by using a floor with
adjustable height, it might be possible to stretch these limits and in that way save area. An adjustable
floor would unfortunately require some investments. So, which solution is the best becomes a
tradeoff between the necessary investments and the value of the possible area savings.
Elevating Forklifts (3)
This idea is pretty much a variant of the one presented above. The main difference is that an
elevating forklift is used for the picking and hence picking can be carried out on higher picking
locations. This, of course, requires investment in the elevating forklifts, but using these more picking
stations can be combined and thereby more area can be saved. In relation to this though, it is very

62
important to consider the storage issue. As the space above the picking stations at the moment is
used as storage, the usage of this space for picking locations requires either new space dedicated to
storage or outsourcing of the storage activities. There is a great potential for area savings for picking
stations in this design suggestion. However, the storage problem has to be addressed and the cost
for solving this together with the necessary investments has to be traded off against the value of the
area savings.
Extra Picking Level (4)
Adding a fixed extra picking level will increase the area efficiency, but similarly to the elevating
forklifts discussed above this will create issues in relation to the storage located above the picking
stations. Another concern is that the sequence rack has to be lifted to the second level in some way;
something that might constitute a safety issue as well as it will add activities to the material supply
process. In addition, the area taken up by the stairs used to reach the second level will counteract
the area saved as the area occupied by the stairs can be seen as waste. So, if the added level is too
small the area saving effect will be limited. Accounting for the concerns raised here, implementing
this idea or not becomes a tradeoff between the cost of the second floor, together with its
implications for the picking operations, and the value of the area savings.
Move Sequence Rack through Picking Station (5)
The area savings available from using this idea is equal to the area currently occupied by the
sequence racks, in other words no substantial area efficiency improvement. What is more interesting
is that this alternative also might increase the picking efficiency considering the reduced walking time
during the picking due to the picker constantly being close to the rack. Two possible problems are
however important to highlight. The first is that pushing or pulling a heavy wagon might be
ergonomically bad for the picker. The second is that when pricing the operations at picking stations,
at least at Volvo, SAM-analysis is used and in this it is very expensive to get a wagon started. Hence,
moving the sequence rack through the picking station, constantly starting and stopping, would be
very expensive according to the SAM-analysis. So, as long as this method is used to price the
activities this alternative might face rejections based on the virtual reality of the SAM-system.
However, before rejecting the idea solely on these grounds, we would recommend a physical
evaluation of the alternative together with consultation with the worker regarding the ergonomic
aspects mentioned above.
Consolidate Low Frequency Items (6)
In the ends of the picking stations, low frequency items are presented in boxes, or on pallets,
similar to the ones used for items with higher frequency. Even though these items can be used very
infrequently they are presented in the same way as items with much higher turnover. This
contributes to poor utilization of the area along the picking station, especially at stations with a high
amount of very infrequent items. Using this idea, some extra handling will be required as will a way
to identify which item is positioned where at the shared picking location. The extra handling is
thought not to have that much of an impact since it only concerns low frequency items. The bulk of
the items, in terms of frequency and handling, are managed as before. The position identification
issue on the other hand might face obstacles in terms of compatibility with the pick-to-voice system.
As long as this issue can be solved, this solution is a simple way to save some area. In order to know
the extent of the saving, an evaluation of the frequency for the items at the different picking stations

63
is necessary. Having the result of this evaluation the estimated area saving has to be traded off
against the cost for the saving in terms of necessary changes.
Downsizing before Picking Station (7)
Downsizing before presenting the items at the picking station would save area as fewer items are
presented to the picker, hence the area for each item position can be reduced. On the downside, this
adds extra activities in terms of extra handling. With this extra handling, even extra administration
might appear. On the positive side, the change might be fairly easy to implement, depending on how
the new material presentation is designed. A problem is however present in where the material
removed from picking locations should be stored. If the total amount of items in the warehouse shall
be the same as before, more items has to be assigned to the storage area, an area which, in the case
of Volvo, already is limited. So, the usefulness of this idea again becomes, after making sure that the
storage space is large enough or deciding to outsource storage activities, a tradeoff between the cost
of the extra activities and the saving in terms of area.
Presentation of Material (8)
This is a minor idea thought to be used together with other ideas rather than on its own. Changing
the packaging in which the material is presented is a smaller improvement which is not likely to have
a big impact on its own, but since every change to the better is good it is thought to be an important
idea to consider. An example of where this type of change could make a difference is at the picking
station for door handles. The door handles are now presented lying next to each other in a box
similar to a chocolate box. If the handles instead were delivered in a standing position, it should be
possible to reduce the area taken up per box considerably without any major consequences for the
picking operations.
Multi-Picking (9)
This is not considered an area saving solution, but rather a way of increasing picking efficiency. As
the work proceeded, we saw a number of picking stations where small items were picked
individually, e.g. antenna covers and door handles, resulting in a lot of walking carrying only small
items. This raised the idea of some way of carrying more than single items by using for example a
belt in which items can be put as the picker walks along the picking station. When all positions in the
belt are filled, the picker moves the items from the belt into the sequence rack. This way of solving
the problem might however be restricted by the pick-to-voice system, as discussed above, and it
might also add a risk of reduced picking accuracy as the extra handling might cause items being put in
the wrong positions. After evaluating the implications of the pick-to-voice system and the extra risk,
the impact on the efficiency from multi-picking becomes a tradeoff between the reduced walking
and the added handling.

64

65
7 Conclusions The work presented in this thesis suggests a number of ways in which sequence picking stations
can be re-designed in order to increase their area efficiency. Hence, by using one or more of these
ideas, companies can, with various degrees of investment, increase the area efficiency of their
picking operations. Worth to notice, though, is that the ideas presented are general with a focus on
the automotive industry. Hence, the suitability for each company, and the items being picked, has to
be carefully evaluated before an implementation decision is made. In addition, an item classification
system has been presented, a system that might constitute a valuable tool for the evaluation.
As not much work is previously done on sequence picking stations, neither in general nor for the
automotive industry, this work is a step in the right direction to fill a gap. The sequencing operations
are a very important part in the process of supplying material to assembly lines in the automotive
industry and even though this thesis mainly focuses on area efficiency, many other areas are, and
have to be, included as well. A change in the sequence picking operations will affect the material flow
in other parts of the supply chain, as well as it will affect the employees working in the process.
Hence, this thesis is positioned somewhere between supply chain management, operations
management, production engineering and work environment together with ergonomics. This
position is right in the gap referred to in the beginning of this paragraph. So with this thesis, a piece
of work on area efficiency, including connections to the other areas mentioned above, is starting to
fill that gap.
In order to continue to fill the gap, more research is needed. This thesis provides ideas and one
way of connecting these ideas to items with different characteristics in form of the item classification
system presented. However, the validity of the ideas presented has to be further evaluated, as has
the question of how easy they are to implement. An interesting thing to examine would be how
other companies in the automotive industry, in addition to SAAB and Pininfarina, deal with
sequencing operations. Are the ideas presented here possible to implement in such companies? Or
are some already used? It would also be of great value to add new design considerations, like for
example non-straight picking stations. Can some other shape be preferable in some context? Which
shape is in that case better and why? As sequence picking is quite un-explored and since measures to
increase effectiveness and efficiency are always coveted, especially in the automotive industry, we
argue that there are great opportunities for interesting future research present in this corner of the
field of logistics and supply chain management.

66

67
8 Recommendations to Volvo Volvo is recommended to consider the ideas presented in this thesis, as quite substantial area
saving could be achieved. The extent of the possible area savings of course depends on which design
idea is considered, and according to what is presented in the discussion chapter (section 6.2) the
area efficiency is only one interesting parameter to investigate when evaluating the ideas. The value
of the area savings often becomes a tradeoff to some other parameter where the most common one
is the cost of the change, the required investment.
When an interesting idea is chosen, the next step is to find items/picking stations to apply them
on. For this the item classification system presented in section 5.1 can be used. Appropriate selection
criteria have to be set for the decision tree. After this, the tree can be used as a tool to perform a
structured analysis of the items subject to sequence picking in TB1.
At last, a general conclusion from the work is that it seems likely that the greatest area savings are
to be reached from re-designing picking stations for smaller items. According to the Pareto-rule, also
known as the 80/20-rule, one can achieve good results by focusing on the 20% of something that
commonly generates 80% of the outcome in the other end. Having this said, we recommend Volvo to
focus on some picking stations, probably for small items or high variety items, with potential for
great area savings and use these as pilot studies.

68

69
References Alvesson, M. (2011). Intervjuer - genomförande, tolkning och reflexivitet. Malmö: Liber.
Anon. (1986). Part-to-man systems keep order pickers busy. Modern Materials Handling, 41(4), 26-
30.
Arbetsmiljöverket. (2011). Arbetsmiljölagen. Retrieved from Arbetsmiljöverket:
http://www.av.se/lagochratt/aml/ June 27, 2011.
Arbetsmiljöverket. (1998). Belastningsergonomi. Solna: Arbetarskyddsstyrelsen.
Arbetsmiljöverket. (2000). Manuell hantering. Solna: Arbetarskyddsstyrelsen.
Baker, P. & Canessa, M. (2009). Warehouse design: A structured approach. European Journal of
Operational Research, 193(2), 425-436.
Baudin, M. (2002). Lean assembly: the nuts and bolts of making assembly operations flow. New York:
Productivity Press.
Bergman, B. & Klefsjö, B. (2010). Kvalitet från behov till användning. Lund: Studentlitteratur AB.
Braglia, M., Grassi, A. & Montanari, R. (2004). Multi-attribute classification method for spare parts
inventory management. Journal of Quality in Maintenance Engineering, 10(1), 55-65.
Bryman, A. & Bell, E. (2011). Business Research Methods - 3rd Edition. New York: Oxford University
Press.
Brynzér, H. & Johansson, M. (1996). Storage loction assignment: Using the product structure to
reduce order picking times. International Journal of Production Economics, 46-47(51), 595-603.
Camillo, J. (2010). Guided assembly. Assembly, 53(13), 44-47.
Daniels, R. L., Rummel, J. L. & Schantz, R. (1998). A model for warehouse order picking. European
Journal of Operational Research, 105(1), 1-17.
de Koster, R. (1994). Performance approximation of pick-to-belt orderpicking systems. European
Journal of Operational Research, 72(3), 558-573.
de Koster, R., Le-Duc, T. & Roodbergen, K. J. (2007). Design and control of warehouse order picking: A
litterature review. European Journal of Operational Research, 182(2), 481-501.
Dukic, G. & Cedomir, O. (2007). Order-picking methods: improving order picking efficiency.
International Journal of Logistics Systems and Management, 3(4), 451-460.
Finnsgård, C., Medbo, L., Johansson, M. I. & Wänström, C. (2011). Materials flow mapping: a tool for
describing and assessing performance of material flows in supply chains. Göteborg: Chalmers
University of Technology.
Goetschalckx, M. & Ashayeri, J. (1989). Classification and design of order picking. Logistics
Information Management, 2(2), 99-106.

70
Gu, J., Goetschalckx, M. & McGinnis, L. F. (2010). Research on warehouse design and performance
evaluation: A comprehencive review. European Journal of Operational Research, 203(3), 539-
549.
Gunasekaran, A. & Kobu, B. (2007). Performance measures in logistics and supply chain
management: a review of recent literature (1995-2004) for research and applications.
International Journal of Production Research, 45(12), 2819-2840.
Gunasekaran, A. & Ngai, E. (2005). Build-to-order supply chain management - a literature review and
framework for development. Journal of Operations Management, 23(5), 423-451.
Howard, M., Miemczyk, J. & Graves, A. (2006). Automotive supplier parks: an imperative for build-to-
order? Journal of Purchasing and Supply Management, 12(2), 91-104.
Hsieh, L.-f. & Tsai, L. (2006). The optimum design of a warehouse on order picking efficiency.
International Journal of Advanced Manufacturing Technology, 28(5-6), 626-637.
International Ergonomics Association. (2010). International Ergonomics Association. Retrieved from
What is Ergonomics: http://www.iea.cc/01_what/What%20is%20Ergonomics.html July 25,
2011.
Jezierski, R. & du Preez, A. (2009). Voice recognition - The sound of productivity. The Engineering,
294(7782), 33.
Jones, D. T., Hines, P. & Rich, N. (1997). Lean Logistics. International Journal of Physical Distribution &
Logistics Management, 27(3/4), 153-173.
Karlsson, M. (2010). Data Collection. Gothenburg: Chalmers University of Technology. Lecture
November 17, 2010.
Lewis, M. A. (2000). Lean production and sustainable competitive advantage. International Journal of
Operations & Productions Management, 7(8), 959-978.
Liker, J. K. (2009). The Toyota Way - Lean för världsklass. Malmö: Liber.
Malmborg, C. J. (1996). An integrated storage system evaluation model. Applied Mathematical
Modelling, 20(5), 259-370.
Manzour-al-Ajdad, S., Torabi, S. & Salhi, S. (2012). A hierarchical algorithm for the planar single-
facility location routing problem. Computers and Operations Research, 39(2), 461-470.
Maskell, B. (1989). Performance measures of world class manufacturing. Management Accounting,
67, 32-33.
Maynard, B. H., Stegemerten, J. G. & Schwab, L. J. (1948). Methods-Time Measurement. New York:
Toronto: London: McGraw-Hill Book Company.
Michalos, G., Makris, S., Papakostas, N., Mourtzis, D. & Chryssolouris, G. (2010). Automotive
assembly technologies review: challenges and outlook for a flexible and adaptive approach.
Journal of Manufacturing Science and Technology, 2(2), 81-91.

71
Min-Chun, Y. (2011). Multi-criteria ABC analysis using artificial-intelligence-based. International
Journal of Expert systems with applications, 38(4), 3416-3421.
MTM-Föreningen i Norden. (n.d. a). MTM-systemens utveckling och spridning. Retrieved from
Nordisk Produktivitet: http://www.nordiskproduktivitet.com/?id=25 August 26, 2011.
MTM-Föreningen i Norden. (n.d. b). SAM. Retrieved from Nordisk Produktivitet:
http://www.nordiskproduktivitet.com/?id=71 August 26, 2011.
MTM-Föreningen i Norden. (2006). Sekvensbaserad Aktivitets- och Metodanalys. Västerås: MTM-
Föreningen i Norden.
Ohno, T. (1988). Toyota production system: beyond large-scale production. Cambrige: Productivity
Press.
Petersen, C. G. (2002). Considerations in order picking zone configuration. International Journal of
Operations & Production Management, 22(7), 793-805.
Petersen, C. G. & Gerald, A. (2004). A comparison of picking, storage, and routing policies in manual
order picking. International Journal of Production Economics, 92(1), 11-19.
Prevent. (2007). Ergonomi för ett gott arbete. Stockholm: Prevent.
Reif, R., Günthner, W. A., Schwerdtfeger, B. & Klinker, G. (2010). Evaluation of an augmented reality
supported picking system under practical conditions. Computer Graphics Forum, 29(1), 2-12.
Rowan, M. P. & Wright, P. C. (1994). Ergonomics is good for business. Work Study, 43(8), 7-12.
Sarker, B. R. & Babu, S. P. (1995). Travel time models in automated storage/retrieval systems: A
critical review. International Journal of Production Economics, 40(2-3), 173-184.
Speaker, R. L. (1975). Bulk order picking. Industrial Engineering, 7(12), 14-18.
SSI Schäfer. (2009). Warehouse picking systems, automated picking with S-Pemat. Warehouse
logistics solutions. Retrieved from YouTube: http://www.youtube.com/watch?v=lQDtp7d7cnA
July 28, 2011.
Tompkins, J. A., White, J. A., Bozer, Y. A. & Tanchoco, J. M. (2003). Facilities Planning - Third edition.
Hoboken: John Wiley & Sons.
Toyota Motor Corporation. (2003). Toyota Georgetown - The official website of Toyota in Kentucky.
Retrieved from The Toyota Production System: http://www.toyotageorgetown.com/tps.asp
July 27, 2011.
Vitasek, K. (2007). On picking and packing. Multichannel Merchant, 3(2), 41-42.
Volvo Cars. (n.d. a). Business Areas. Retrieved from Volvo Cars:
http://www.volvocars.com/intl/top/about/corporate/career/pages/businessareas.aspx August
10, 2011.

72
Volvo Cars. (2011). Nyheter - Volvo Personvagnar AB 2010. Retrieved from Volvo Cars:
http://www.volvocars.com/se/top/about/news-events/pages/default.aspx?itemid=164 August
1, 2011.
Volvo Cars. (n.d. b). Working at Volvo Cars. Retrieved from Volvo Cars:
http://www.volvocars.com/intl/top/about/corporate/career/pages/working-at-volvo.aspx
August 17, 2011.
Womack, J. P. & Jones, D. T. (2003). Lean thinking: banish waste and create wealth in your
corporation. 2003: New York.

73
Appendix A – Literature Search Strategy The following methodology should be followed when searching for academic articles in databases:
1. Determine a number of relevant words.
2. Start with the most relevant word, thereafter combine the words, first two and thereafter
three and more.
3. Record which words and combinations that have been used as well as which databases have
been searched.
The article selection will be based on the presence of the selected relevant words in articles´
headlines and key words. In the case of no hits or no relevant articles found, the search will be
extended to contain abstracts as well.
In addition to the strategy presented above, more random searches will performed and suggestions
given by the searched databases, e.g. in the form of cited articles, will be explored.
The searches documented in the initial literature search are presented below; this in order to give
the reader a feeling for how the search for literature was performed.
Order Picking Databases used:
Business Source Premier, Scopus, Emerald, Informit, ProQuest.
Relevant words:
Picking station, work station, layout, configuration, picking aid, pick-to/by-voice, pick-to/by-light, pick
to belt, picking policy, picking technology, robotized picking, automated order picking
Searched combinations:
Single search phrase:
Pick* station*, work* station*, pick-to-belt, pick-to/by-voice, pick-to/by-light, pick* technology, pick
to belt, pick* policy,
Double search phrase:
Pick* station* AND configuration, pick* station* AND layout, work* station* AND configuration,
work* station* AND layout,
Ergonomics Databases used:
Business Source Premier, Scopus, Emerald.
Relevant words:
Ergonomics, picking, health, automotive
Searched combinations:
One word search:
Ergonom*
Two word search:
Ergonom* AND automotive, ergonom* AND auto*, ergonom* AND pick*

74
Triple search phrase:
Ergonom* AND pick* AND auto*
Segmentation Databases used:
Business Source Premier, Scopus, Emerald.
Relevant words:
Classification, segmentation, identification, evaluation, elements, characteristics, attributes,
hierarchy, automobile, car manufacturer, manufacturing, spare parts, warehouse, inventory, picking
stations, sequencing.
Searched combinations:
One word search:
Classification, Segmentation, Characteristics, Warehouse, Sequencing
Two word search:
Classification warehouse/inventory/picking station, classification/segmentation/sequencing spare
parts, automobile warehouse/inventory/spare parts, identification picking
station/sequencing/elements/spare parts, picking station/car manufacturer/warehouse
sequencing/evaluation.
Triple search phrase:
Classification articles picking stations, segmentation articles picking stations/warehouse/inventory,
characteristics/classification/segmentation spare parts warehouse/picking station.
Quadruple search phrase:
Identification characteristics articles warehouse/picking stations/inventory, characteristics/attributes
evaluation warehouse/picking station automobile, hierarchy characteristics warehouse/inventory
automobile/car manufacturer.
Quintuple word search:
Attributes sequencing automobile/car manufacturer/spare parts/warehouse.

75
Appendix B – Performed Interviews
Date Company Interviewee Title
2011-06-01 VCT* Bengt-Göran Larsson Produktverkstadschef 2011-06-13 VCT* Michael Lindström Material Handling Expert 2011-06-22 VCT* Peter Hultman Logistic Engineer 2011-06-28 VCT* Michael Lindström Material Handling Expert 2011-06-28 VCT* Roine Johnsson Material Handling Expert 2011-07-04 Pininfarina Peter Andersson Logistics Engineer 2011-07-12 VCT* Linus Svanström MP&L Project Manager 2011-08-03 Tamro Tomas Björkman Site Manager 2011-08-16 Carlsberg Gert-Arne Ekman Arbetsledare Plock 2011-08-23 Elanders Mikael Hallgren & Head of Department, Storage Anna Grönwall & Supply Chain Planner Christoffer Liljesson Supply Chain Planner 2011-08-31 DHL/SAAB Martin Blom Operations Manager Jörgen Svensson Supervisor 2011-09-02 Schenker Ted Kahnvik Gruppledare 2011-09-21 VCT* Vande Petkovski Lokalt Hälso- & Skyddsombud Logistik & Kvalitet
Rolf Ros Vice President IF Metall Material Handling * - VCT – Volvo Cars Torslanda

76
Appendix C – Interview Template Denna intervjumall ska användas vid informationsinsamling gällande plockstationer och
sekvenseringslagerlayout. Mallen är inte på något vis fullständig utan ska fungera som ett ramverk
för att få med det viktigaste, som på förhand känns relevant. Intervjuerna kommer sedan utformas
efter, och anpassas till, vad som händer under intervjuerna/besökens gång.
1. Generella frågor 1.1 Hur sker materialförsörjningen till linen?
1.2 Hur många artiklar hanteras/sekvenseras här? Kommer resten sekvenserat från leverantören
eller presenteras det i leverantörsemballage vid linen?
1.3 Kittas och/eller monteras några komponenter i lagret?
1.4 Använder ni SAM-analys (Sekvensbaserad Aktivitets- och Metodanalys) och TMUs för att beräkna
tid/kostnad för stationerna?
1.5 Förslag på egenskaper hos komponenter som kan påverka stationslayouten? (vikt, storlek, antal
varianter, plocka/häll, möjlighet till multiplock)
1.6 Vad för KPI:er används för att utvärdera plockstationer? Alternativt förlag på KPI:er.
1.7 Är plockhastigheten/genomloppstiden i sekvenseringslagret ett problem/hinder? Om inte: Kan
den komma att bli ett problem/en begränsning om linens takttid skulle minska eller är det ”gott om
tid” för att utföra plockningen?
2. Stationslayout 2.1 Vad för stationslayout används i dagsläget?
2.2 Hur har layouterna ändrats över tiden? (fler artiklar, hårdare sekvensstyrning)
2.3 Hur bestäms vilken layout som ska användas? Hur har nuvarande layouter utvecklats?
2.4 Används olika layouter för olika stationer? Och i så fall vad är anledningen till att ha olika?
3. Plockhjälpmedel 3.1 Vad för plockhjälpmedel används idag? (pick-to-voice, pick-to-light etc.)
3.2 Hur har hjälpmedlen ändrats över tiden? Positiva/negativa effekter.

77
Appendix D – Item Classification System
Weight
Item Size
Orientation Sensitive Item
Number of Variants
Multi-pick Possible?
Multi-pick Possible?
Number of Variants
Multi-pick Possible?
Multi-pick Possible?
Orientation Sensitive Item
Number of Variants
Multi-pick Possible?
Multi-pick Possible?
Number of Variants
Multi-pick Possible?
Multi-pick Possible?
Item Size
Orientation Sensitive Item
Number of Variants
Number of Variants
Orientation Sensitive Item
Number of Variants
Number of Variants
Under limit Over limit
Under limit Over limit
Under limit Over limit
Yes No
No Yes No No No No No No No Yes Yes Yes Yes Yes Yes Yes
Q
A B C D E F G H
R S T
I J K L M N O P
Ap
pe
nd
ix D
– Ite
m C
lassifica
tion
Sy
stem
77

78
Appendix E – Materials Flow Mapping
MFM – Materials Flow MappingVCT Conceptual Picking Station
August 2011
30 s 60 sN/A10 s N/A 3 s 2 s 10 s 3 s 2 s
No. of H: 3
No. of A: 3
No. of T: 1
No. of S: 2
Tot. activities: 9
Tot. time: 60 s
1
Place item in
position for picking
H
2
Scanning
A
3
Item waiting to be
picked
S
4
Item being picked
H
5
Picking being
confirmed
A
6
Item being moved to
sequencing rack
T
7
Item being placed in
sequencing rack
H
8
Placement being
confirmed
A
9
Waiting time in
sequencing rack
S
MFM – Materials Flow MappingVCT Conceptual Picking Station with VLM
30 s 54 sN/A10 s N/A 3 s 2 s 4 s 3 s 2 s
No. of H: 3
No. of A: 3
No. of T: 1
No. of S: 2
Tot. activities: 9
Tot. time: 54 s
1
Place item in
position for picking
H
2
Scanning
A
3
Item waiting to be
picked
S
4
Item being picked
H
5
Picking being
confirmed
A
6
Item being moved to
sequencing rack
T
7
Item being placed in
sequencing rack
H
8
Placement being
confirmed
A
9
Waiting time in
sequencing rack
S
Ap
pe
nd
ix E
– Ma
teria
ls Flo
w M
ap
pin
g
78

79
MFM – Materials Flow MappingVCT Conceptual Combined Picking Station
30 s 62 sN/A10 s N/A 5 s 2 s 10 s 3 s 2 s
No. of H: 3
No. of A: 3
No. of T: 1
No. of S: 2
Tot. activities: 9
Tot. time: 62 s
1
Place item in
position for picking
H
2
Scanning
A
3
Item waiting to be
picked
S
4
Item being picked
H
5
Picking being
confirmed
A
6
Item being moved to
sequencing rack
T
7
Item being placed in
sequencing rack
H
8
Placement being
confirmed
A
9
Waiting time in
sequencing rack
S
79

80
Appendix F – Data for Evaluation of Design Changes Below is the data used for the evaluation presented in section 5.5. Presented first is data regarding
the vertical lift modules used by Elanders and after that follows station specific data for some
present picking stations at Volvo.
Vertical Lift Modules Data from VLMs used by Elanders.
More details available e.g. at: www.welandlagersystem.se/sv-se/compact-twin.htm
Base area per VLM 3x3 = 9 m2
Trays per VLM 45
Positions per tray 27
Positions per VLM 1215
Area per Position 310x215 mm2
Distance between trays 270 mm
Picking Stations at Volvo
Data collected for some picking stations at Volvo Cars Torslanda.
Item type Door handles
Item class according to classification system B or D *
Approx. no. of items at station 192
Bottom area of item presentation box 600x400 mm2
Height of item presentation box < 270 mm
Approx. Picking station area 5x16 = 80 m2
Item type Side mirrors
Item class according to classification system A or C *
Approx. no. of items at station 71
Bottom area of item presentation box 800x600 mm2
Height of item presentation box < 270 mm
Approx. Picking station area** 4x37 = 148 m2
Item type Side mirror covers
Item class according to classification system B or D *
Approx. no. of items at station 72
Bottom area of item presentation box 600x400 mm2
Height of item presentation box < 270 mm
Approx. Picking station area** 4x37 = 148 m2
Item type Antenna covers
Item class according to classification system B or D *
Approx. no. of items at station 33
Bottom area of item presentation box 600x400 mm2
Height of item presentation box < 270 mm
Approx. Picking station area 5x5,5 = 27,5 m2

81
Item type Manuals
Item class according to classification system B or D *
Approx. no. of items at station 165
Bottom area of item presentation box 600x400 mm2
Height of item presentation box < 270 mm
Approx. Picking station area 5x20 = 100 m2
Item type Pedals
Item class according to classification system - ***
Approx. no. of items at station 53
Bottom area of item presentation box N/A
Height of item presentation box N/A
Approx. Picking station area 4x30 = 120 m2
Item type Lower door strip
Item class according to classification system - ***
Approx. no. of items at station 122
Bottom area of item presentation box N/A
Height of item presentation box N/A
Approx. Picking station area 2x(4x33) = 264 m2
* - Depends on "number of variants"-limit.
** - Side mirrors and their covers are allready combined in one station.
*** - Depends on too much to be valuable to specify here.