PETROKEMYA (SABIC) Control Loop Performance Monitoring …€¦ · Control Loop Performance...
26
PETROKEMYA (SABIC) Control Loop Performance Monitoring and Assessment Presentation at KFUPM Monday, 24 th November 2008 by Khalid T Al Ruwaili Khalid T . Al-Ruwaili Manager, Control System Department Petrokemya, SABIC Petrokemya Olefins-III v
Transcript of PETROKEMYA (SABIC) Control Loop Performance Monitoring …€¦ · Control Loop Performance...

PETROKEMYA (SABIC)Control Loop Performance p
Monitoring and Assessment
Presentation at KFUPMMonday, 24th November 2008
byKhalid T Al RuwailiKhalid T. Al-Ruwaili
Manager, Control System DepartmentPetrokemya, SABICPetrokemya Olefins-III
v

Contents …Contents …Introduction …The incident …Study objectives …Study findings …S l ti & D i iSolution & Decision …Project implementation …Benefits …
2

Introduction …Introduction …When it comes to performance of Control Loops in Process Industries, it is said that the day plants were built, it started to go , y p , gbad. With continuous operation, wear & tear, material variation, seasonal changes and changes in process characteristics plantsseasonal changes, and changes in process characteristics, plants drift away from their optimal performance. Most industries realize it only after a big process upset or
d ti lproduction loss.
3

The incident …The incident …In Olefins-II, the VHP to HP steam-let-down valve PV-8660 had problems since plant startup. So, Operations kept the valve in p p p , p pMANUAL mode, as its performance in AUTO mode was not satisfactory. When the Process Gas Compressor (BK-0201) tripped on 31stWhen the Process Gas Compressor (BK-0201) tripped on 31st December 2004, VHP Steam demand came down, and because PV-8660 got stuck at 20%, HP steam header pressure dropped. This reduced turbine speed of BFW pump and caused lack of BFW andreduced turbine speed of BFW pump and caused lack of BFW, and in turn eight (8) millisecond furnaces tripped.Olefins-II plant was down for 16 hours, and total production loss was
i l t t 3680 t i t f th l (SR 5 851 200)equivalent to 3680 metric tons of ethylene (SR 5, 851,200).
4

Study objectives …Study objectives …Main objectives of the CSD survey were,
To study the reasons for performance-deterioration ofTo study the reasons for performance deterioration of control loops over a period of time, due to which control loops in various plants of Petrokemya were kept in MANUAL mode and not in their DESIGN MODE ofMANUAL mode, and not in their DESIGN MODE of operation.To develop a system and apply the latest hardware /
ft t l t t d it d i thsoftware tools to study, monitor, and improve the performance of critical control loops, on a continuous basis.
5

Study findings …Study findings …Control Loops working alright, but may deteriorate anyway …Change in the process characteristicsChange in the process characteristics …Operations prerogative …Control Valve problems …Inadequate control scheme design …Other reasons …
6

Study findings (cont) …C
ateg
ory
Description Controllers status
VCM
Pla
nt
PVC
Pla
nt
PPS
Plan
t
lyet
hyle
ne
Ole
fins-
I
Ole
fins-
II
Ole
fins-
III
Util
ities
Ove
rall
C V P P
Po
O O O
1Controllers apparently working alright but may deteriorate anyway
Auto 279 470 87 0 532 829 989 159 3345deteriorate anyway
2 Change in process characteristics Manual 9 5 9 0 16 21 2 5 67
3 Operations prerogative Manual 25 26 12 0 20 464 101 7 655p p g
4 Control Valve problems Manual 3 4 4 0 8 3 4 2 28
5 Inadequate design Manual 8 4 0 0 0 3 47 3 65
7
Total per Plant 324 509 112 0 576 1320 1143 176 4160
Loops on Auto: 3345 (of 4160) Loops on Manual: 815 (of 4160)
7
7

Control Loops working alright but …Control loops are tuned during plant initial commissioning …PID parameters are set based on experience
Control Loops working alright but …
PID parameters are set based on experience …Problematic control loops are tuned through trial and error …Plants may run for their lifetime with sub-optimal controls …Control valves become mechanically deficient …
Flow control valve does 1 - 2 million reversals/year …Valve packing frequently over-tightened to prevent emissionsValve packing frequently over tightened to prevent emissions …
Causes valve stiction and control loop cycling …Process characteristics change with time …
Equipment fouling, wear, modifications …Even well-tuned control loops develop problems …
8

Control Loops working alright but (cont) …
Alarm LimitAlarm LimitLimit of OperabilityLimit of Operability
Reduction in benefits
Lowering of set point to maintain safety margin
Lowering of set point to maintain safety margin
Reduced Profit – Running further from ConstraintsIncreased Maintenance Costs – Equip & Valves CyclingIncreased Operator Loading Alarms Intervention reqd
Variability increases over time
Variability increases over time
9
After optimization 2 – 3 years later
Increased Operator Loading – Alarms, Intervention reqd.
Performance decreases over time
9
9

Control Loops - symptoms of poor performance …
Excessive varianceOscillatory behaviorDisclosing events– Increased alarm frequency
O t i t ti
Excessive Variance
– Operator intervention– Loops placed in manual mode– Controller output saturation
Oscillatory Behavior
Frequent alarmsOperator interventionPID T i h
Poor Control Loop Service
PID Tuning changesLoop in manualOutput runs into limits
10

Change in the Process Characteristics …
Compared to the original design, process characteristics change with time. Plant modifications, equipment wear & tear or fouling and varying plant loads, contribute to deterioration in the performance of control loops.For example,
Plants are modified, debottlenecked, or added with new equipmentIn VCM plant, guided wave radar level instruments were identified and successfully used as a replacement for obsolete and problematic displacer type level instruments. In Olefins I nearly 56 VORTEX flow meters are installed in place ofIn Olefins-I, nearly 56 VORTEX flow meters are installed in place of Orifice plates in furnace dilution steam flow meter applications, to overcome problems like, frequent plugging of impulse tubing with coke particles, and unstable & oscillating flow measurement.
11

Operations prerogative …
Over a period of time, plant operating personnel develop opinion on some control loops that there will be problems irrespective of the actions they take. Or, the Operators do not keep some control loops in their designed MODE of operation due to other reasons.For example,
In PVC plants, 15 Poly Reactor pressure control loops are in MANUAL mode, against their designed AUTO mode, to avoid releasing VCM to atmosphere.
12

Control Valve problems …
HysteresisStictionNonlinear Installed Characteristic
HysteresisNonlinear Installed CharacteristicOversized Control Valve These problems cannot be solved through tuningthrough tuning
Stiction
Non-linear characteristic
Oversized valve
13

Inadequate Control Scheme design…
Process units or equipment are provided with inadequate control schemes to control them, or inadequate field instrumentation to measure the required process variables.When it comes to performance of control loops, it becomes very difficult to judge, whether adequate control schemes are provided in the first place. For example,
When we compare three ETHYLENE plants in Petrokemya, which were built at different times, the number of control loops and field i t t i h th l l t k t i i i ifi tlinstruments in each ethylene plant kept increasing significantly.
14

Solution & Decision …
In the first phase of the project, we decided to go in for the following,Control Loop Performance Monitoring and Assessment packageControl Loop Tuning packageControl Loop Tuning packageAlarm Management System (AMS) package
And, in the second phase, we plan to go in for the following,Plant wide Advanced Process ControlPlant-wide Advanced Process ControlReal-Time Optimization
15

Project implementation (Olefins-II) …
We decided to implement the project in Olefins-II first. We prepared Invitation-To-Bid (ITB) documents and sent them to renowned Automation Companies. After technically and commercially evaluating the proposals, we selected the solution offered by Honeywell for Olefins-II.Deliverables,
Loop ScoutOperTuneAlarm ScoutAdvanced Alarm Management (AAM)Alarm Configuration Manager (ACM)Alarm and Event Analysis (AEA)User Alert (UA)Loop Scout Server, Advanced Alarm Management (AAM) Server
PowerEdge 1800, Xeon 3.0 GHz , Dual CPU, SATA Raid-5 hard disk
16

Project implementation (VCM) …
Then we moved on to Vinyl Chloride Monomer (VCM) plant. This time, we selected Process Automation Systems (PAS) after technically and commercially evaluating the proposals from renowned automation companies.Deliverables,
ControlWizardTuneWizardAlarm Analysis Module Alarm Documentation and Rationalization (D&R) module Automatic Data Update (ADU) module Real Time Alarm Management Application PlantState Suite Server
DELL tower, Xeon 3.0 GHZ , Dual CPU, 4GB SDRAM memory, 73 GB Raid-5 hard disk
17

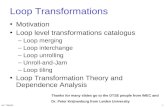
Project implementation (VCM) …
Clients
Internet
Business LAN
Clients
External Firewall
Process Control Network
Controller Performance,Controller Tuning,
Alarm ManagementServers
Internal Firewall
OPC DA Server Clients
DCS
18

Project implementation (VCM) …
ControlWizard Treemap Performance Display provides a visual overview of loop
Assessment Details viewer shows data used for analysis, lists statistics, and provides p p
performance, loop importance, and draws attention to problem areas.
y , , pcorrective actions
19

Project implementation (VCM) …
Assessment Details viewer shows data used for analysis, lists statistics, and provides
Advanced Assessment Details viewer provides autocorrelation, impulse response, y , , p
corrective actions. p , p p ,and power spectrum plots, as well as detailed results of performance analyses .
20

Project implementation (Olefins-III) …
Too many alarms causing nuisance Many alarms were disabled (process safety)History Module (HM) of Honeywell DCS overflowingHistory Module (HM) of Honeywell DCS overflowing Difficult to retrieve alarm history of last few hours12 % - “BADPV” alarms
“Null” reading for fraction of a secondNull reading for fraction of a second.Mainly temperature alarms/defective thermocouple
30 % - “OFFNORM” alarms Change of state Deluge valvePump seal leakBurner scanner failure
21

Project implementation (Olefins-III) …
55 % - “PVHI” and “PVLO” alarmsProcess value exceeding high/low alarm limitsWrong selection of alarm limitsWrong selection of alarm limitsPoor controller tuningVarying feedstock
Controllers were tuned by HoneywellControllers were tuned by HoneywellAlarm limits were corrected based on feedstock“Dead bands” were created to allow for process swing“Time delay” was provided for process swing.“Bad PV” alarms were removed for temperatures
22

Project implementation (Olefins-III) …
NU
M
42
Olefins-III
MB
ER O
F A
42Journey from OverloadedWorkstation to “Robust" A
LARM
S P
Workstation
ER H
OU
RR
% PLANT UPSET
23

Benefits …
Continuous monitoring of all loopsAutomatic assessmentNon-invasiveNon invasiveProvides an overview of all loops
Prioritization of maintenance effortsProblem identification & diagnosisProblem identification & diagnosisScheduled reportingMaintain Advanced Process Control benefits
Typically, 40 - 70% of savings from APC projects are achieved by optimizing the performance of control loops
Reduce frequency & severity of abnormal situationsPoor performance of control loops contribute to 30% of preventable/unplanned plant downtime
24

Benefits (Cont) …
In Olefins-III, We achieved 93% reduction in total alarms per day (from 52,000 to 4,000 for 4 workstations). )We moved from "overloaded" workstation to "robust" workstation. We achieved this within 7-weeks of installing the system.Operators are now able to concentrate on process related issues Ope ato s a e o ab e to co ce t ate o p ocess e ated ssuesbetter than before.Nearly 95% of control loops run in their designed MODE.We achieved stable operation of C2-splitter and overallWe achieved stable operation of C2 splitter, and overall production increase of 3% (Capacity of the plant is one (1) million-tons-per-year of ethylene).
25

Thank You
Any Questions?
Khalid T. Al-Ruwaili Manager, Control System Department
26