Performance and Benefits of Flue Gas Treatment Using Thiosorbic Lime Presented by Carmeuse North...
33
Performance and Benefits of Performance and Benefits of Flue Gas Treatment Flue Gas Treatment Using Thiosorbic Lime Using Thiosorbic Lime Presented by Carmeuse North America Carmeuse North America makes no warranty or representation, expressed or implied, and assumes no liability with respect to the use of, or damages resulting from the use of, any information, apparatus, method or process disclosed in this document.
-
Upload
felicity-porter -
Category
Documents
-
view
216 -
download
3
Transcript of Performance and Benefits of Flue Gas Treatment Using Thiosorbic Lime Presented by Carmeuse North...

Performance and Benefits Performance and Benefits of Flue Gas Treatment of Flue Gas Treatment Using Thiosorbic LimeUsing Thiosorbic Lime
Presented byCarmeuse North America
Carmeuse North America makes no warranty or representation, expressed or implied, and assumes no liability with respect to the use of, or damages resulting from the use of, any information, apparatus, method or process disclosed in this document.

LIME 2
North America
BACKGROUND ON CARMEUSE

LIME 3
North America
Carmeuse North America• Part of the Carmeuse Group• Joint Venture of:
60% Carmeuse S.A. (Belgium) 40% Lafarge S. A. (France)
• Carmeuse $1 billion privately-held lime company founded
in 1860 60 plants in 14 countries
• Lafarge $11 billion publicly-held construction materials
company founded in 1833 Operations in 60 countries
- Background
LIME 4
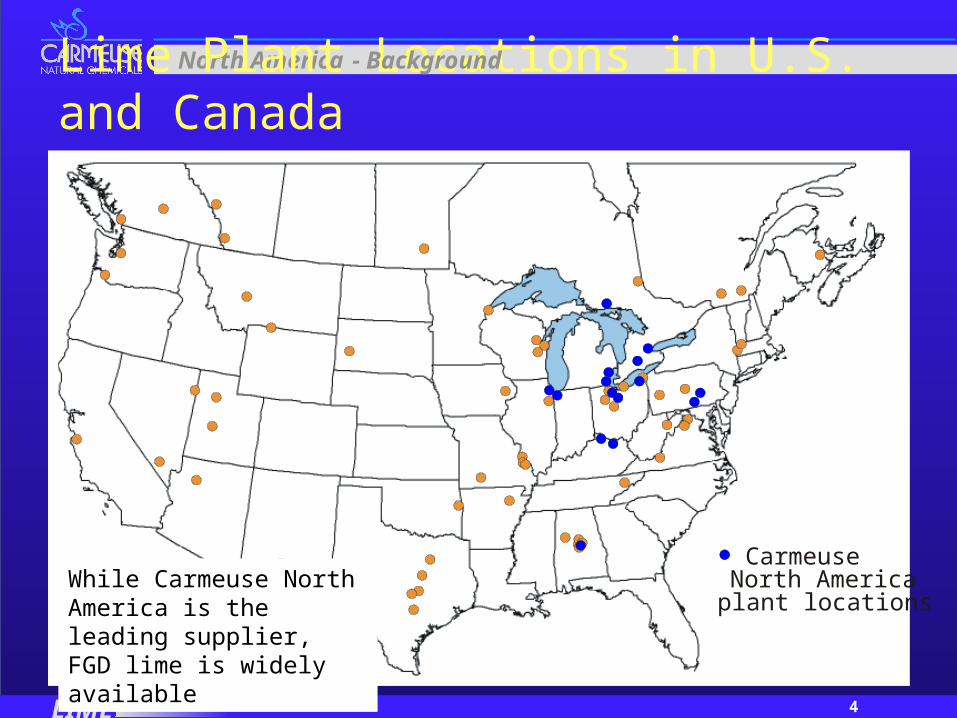
North AmericaLime Plant Locations in U.S. and Canada
CarmeuseNorth Americaplant locations
While Carmeuse North America is the leading supplier, FGD lime is widely available
- Background
LIME 5
North America
Carmeuse Provides:• Thiosorbic® Lime for flue gas
desulfurization (FGD) in coal-fired plants• Access to Thiosorbic process technology
Carmeuse works in cooperation with major FGD equipment suppliers to provide the best system for the customers requirements
• Technical support for FGD users FGD start-up, operator training, and
operations support Over 25 years experience in FGD in coal-
fired power plants
- Background

LIME 6
North America
BENEFITS OF THETHIOSORBIC FGD PROCESS
- Thiosorbic® Process
LIME 7
North AmericaBenefits of Thiosorbic FGD process• Ultra-low SO2 emissions with high-sulfur fuel
99% SO2 removal with high-sulfur coal
• Lower FGD capital cost• Lower FGD power consumption• Valuable by-products: wallboard-quality
gypsum and magnesium hydroxide [Mg(OH)2]
• 25 year record of reliability• 17,700 MW base of experience
- Thiosorbic® Process
LIME 8
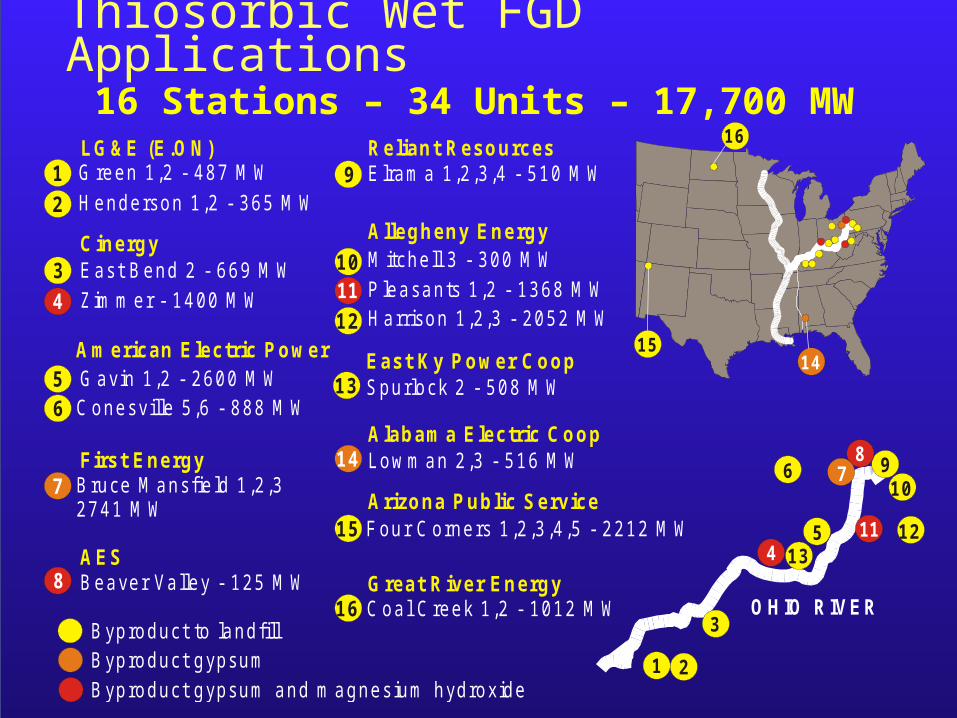
North AmericaThiosorbic Wet FGD Applications 16 Stations – 34 Units – 17,700 MW
1 2
4115
6
13
78 9
10
12
OHIO RIVER
1
2
3
6
7
8
9
1011
12
15
16
5
4
LG&E (E.ON)G reen 1,2 - 487 M W
Henderson 1,2 - 365 M W
CinergyEast Bend 2 - 669 M WZim m er - 1400 M W
Allegheny Energy
Pleasants 1,2 - 1368 M W
First Energy
Arizona Public Service
Great River Energy
Harrison 1,2,3 - 2052 M W
Lowm an 2,3 - 516 M W
Spurlock 2 - 508 M W
Four C orners 1,2,3,4,5 - 2212 M W
Coal C reek 1,2 - 1012 M W
AESBeaver Valley - 125 M W
Reliant ResourcesElram a 1,2,3,4 - 510 M W
M itchell 3 - 300 M W
American Electric Power
Alabama Electric Coop
East Ky Power CoopG avin 1,2 - 2600 M WConesville 5,6 - 888 M W
Bruce M ansfie ld 1,2,32741 M W
16
1415
3
13
14
Byproduct gypsum Byproduct to landfill
Byproduct gypsum and m agnesium hydroxide
LIME 9
North AmericaThiosorbic FGD Process Description
• Wet FGD process• Uses lime reagent with 3-6 wt.% MgO
• Mg increases SO2 removal and allows low L/G 45 L/G (gpm/1000 acfm) for 99% removal
with high-sulfur fuel
• Low chemical scaling potential Liquid in absorber slurry only 10% gypsum-
saturated
- Thiosorbic® Process

LIME 10
North America
Thiosorbic FGD Process
GypsumByproductInerts to
DisposalCompressedAir
FlueGas
Stack
Hydroclone
AbsorberModule
HotWaterWash
Belt Filter
LimeSlurryTank
Slaker
Water
Cleaned Gasto Atmosphere
MagnesiumEnhanced
Lime Oxidizer(bubbletower)
15% solids
- Thiosorbic® Process
LIME 11
North AmericaFGD Process Comparison: Thiosorbic vs. Limestone Forced Oxidation (LSFO)• Higher SO2 removal
Up to 99% vs. 95% for LSFO
• Lower Power Consumption 1.4% versus 2.0% for LSFO for high-sulfur
coal
• Higher Reagent Utilization 99.9% vs. up to 97% for LSFO
• Better Gypsum Quality 98-99% pure, bright white vs. 95%, brown
or tan for limestone
- Thiosorbic® Process

LIME 12
North America - Thiosorbic® ProcessComparison of Gypsum from Thiosorbic Lime with LSFO Gypsum
LIME 13
North America
FGD Process Comparison: Thiosorbic vs. LSFO• Lower Capital Cost
8-12% lower capital cost Much smaller absorbers Fewer recycle pumps, fewer spray
headers, smaller recirculation tank
• Lower maintenance cost
• Generate more valuable SO2 allowances
- Thiosorbic® Process

LIME 14
North AmericaFGD Process Comparison: Absorber Size
55 ft16.8 m
125 ft38.1 m
LSFO
Thiosorbic
These absorbers were supplied by the same FGD equipment supplier at two different sites. The difference in height is due solely to FGD process type. LSFO requires more absorber spray headers, greater L/G, more recirculation pumps, and a larger hold time in the recirculation tank, leading to a substantially taller, more costly absorber.
- Thiosorbic® Process
LIME 15
North America
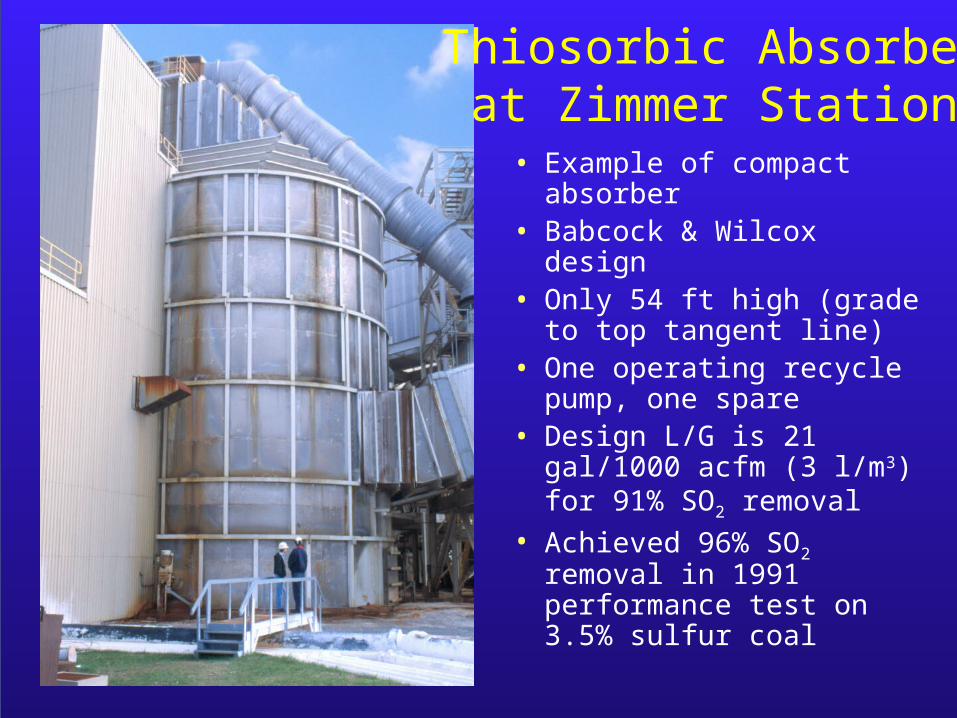
• Example of compact absorber
• Babcock & Wilcox design
• Only 54 ft high (grade to top tangent line)
• One operating recycle pump, one spare
• Design L/G is 21 gal/1000 acfm (3 l/m3) for 91% SO2 removal
• Achieved 96% SO2 removal in 1991 performance test on 3.5% sulfur coal
Thiosorbic Absorberat Zimmer Station
LIME 16
North America
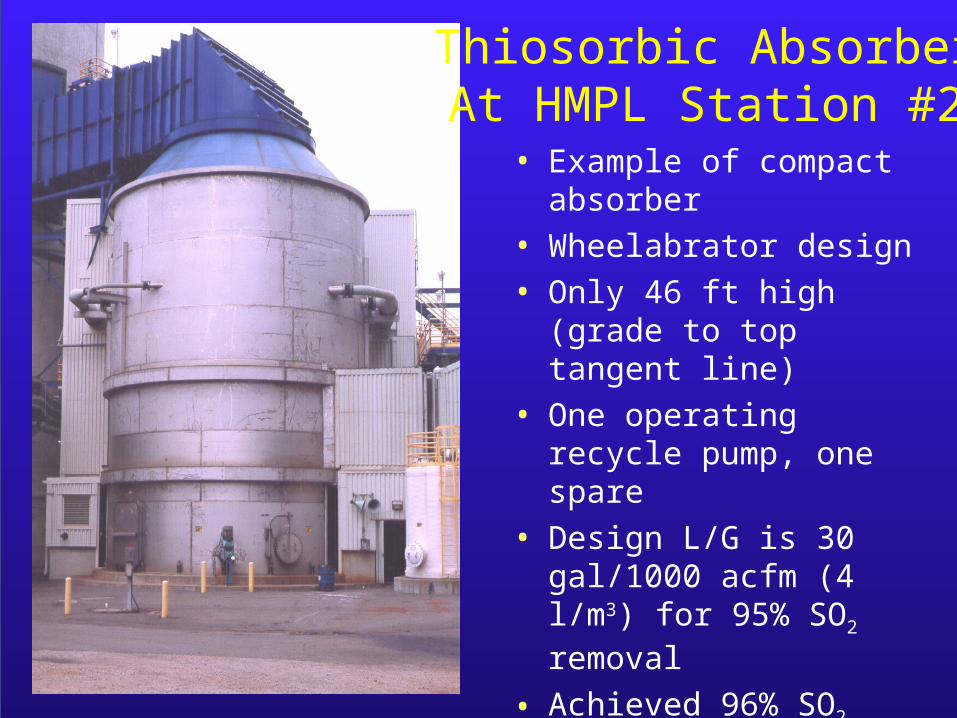
• Example of compact absorber
• Wheelabrator design• Only 46 ft high (grade
to top tangent line)• One operating recycle
pump, one spare• Design L/G is 30
gal/1000 acfm (4 l/m3) for 95% SO2 removal
• Achieved 96% SO2 removal in 1994 performance test on 3% sulfur coal
Thiosorbic AbsorberAt HMPL Station #2

LIME 17
North America
BENEFITS OF BYPRODUCT MAGNESIUM HYDROXIDE FROM
THE THIOSORBIC PROCESS
- Byproduct Mg(OH)2 from the Thiosorbic® Process

LIME 18
North AmericaThiosorbic FGD Process
with Byproduct Mg(OH)2 Production
MagnesiumHydroxide
for SO Control3
AdditionalGypsum
to Oxidizer
Treated FGDLiquid Effluent
GypsumByproduct
PrecipitationTank
Inerts toDisposalCompressed
Air
FlueGas
Stack
Hydroclone
Hydroclone
AbsorberModule
HotWaterWash
Belt Filter
LimeSlurryTank
Slaker
Water
Cleaned Gasto Atmosphere
MagnesiumEnhanced
Lime Oxidizer(bubbletower)
15% solids
ByproductMagnesiumHydroxide
System

LIME 19
North America
Benefits of Byproduct Magnesium Hydroxide• Thiosorbic process allows option for
on-site production of magnesium hydroxide
• Demonstrated for furnace injection and SO3 control in 800 MW and 1300 MW boilers
• Reduces furnace-generated SO3 emissions by 90%
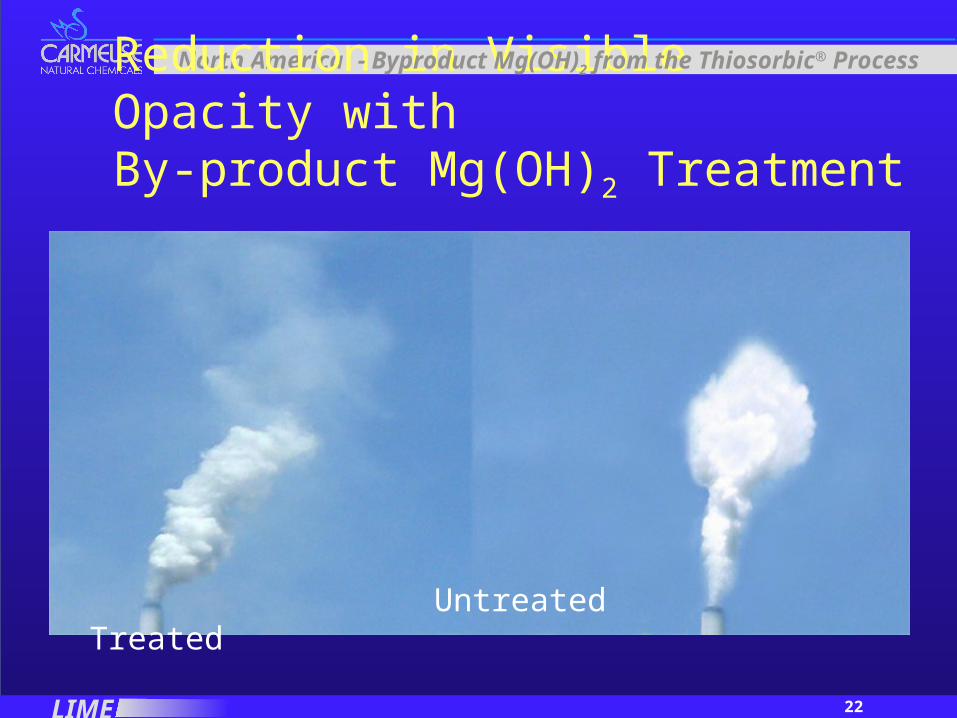
• Substantially reduces visible plume opacity
- Byproduct Mg(OH)2 from the Thiosorbic® Process

LIME 20
North America
Mg(OH)2 Injection for SO3 Control
Mg(OH)2 Injection Location
Furnace
Selective Catalytic
Reduction
ESPThiosorbic
FGD
- Byproduct Mg(OH)2 from the Thiosorbic® Process
LIME 21
North America
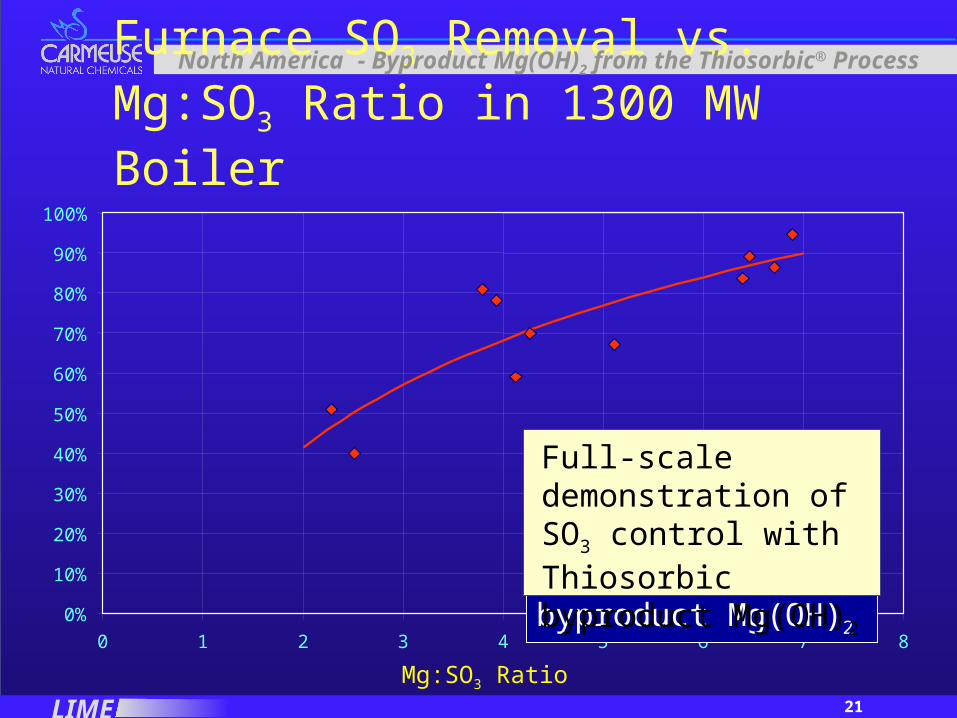
Furnace SO3 Removal vs. Mg:SO3 Ratio in 1300 MW Boiler
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 1 2 3 4 5 6 7 8
Mg:SO3 Ratio
Full-scale demonstration of SO3 control with Thiosorbic byproduct Mg(OH)2
- Byproduct Mg(OH)2 from the Thiosorbic® Process
Full-scale demonstration of SO3 control with Thiosorbic byproduct Mg(OH)2
LIME 22
North America
Reduction in Visible Opacity withBy-product Mg(OH)2 Treatment
Untreated Treated
- Byproduct Mg(OH)2 from the Thiosorbic® Process
LIME 23
North America
Benefits of Byproduct Magnesium Hydroxide• Increases melting point of boiler slag• Reduces strength of slag deposits;
increases friability and fracture for ease of removal
• Increases boiler efficiency Cleaner heat transfer surfaces Allows lower air heater outlet
temperature
- Byproduct Mg(OH)2 from the Thiosorbic® Process
LIME 24
North America
Benefits of Byproduct Magnesium Hydroxide• Provides FGD wastewater treatment: As,
Cd, Pb, Ni, Hg below detection limits• Reduces size and operating costs of
wastewater treatment system; no TSS removal and coagulation/lime precipitation steps required; no BOD (DBA) removal
• Eliminates disposal of (RCRA-unexcluded) wastewater treatment sludge; allows co-mangement via return to furnace and combination with flyash
- Byproduct Mg(OH)2 from the Thiosorbic® Process
LIME 25
North AmericaFull-scale Application of Byproduct Mg(OH)2 Injection for SO3 Control
• A 1400 MW installation begins operation 1st quarter 2004
- Byproduct Mg(OH)2 from the Thiosorbic® Process
LIME 26
North America
Potential Cost Savings from Furnace Injection of Magnesium Hydroxide• Increase in plant efficiency due to
cleaner boiler tubes and low acid dew point: 1% increase per 35 F lower air heater exit temperature
• Coal savings due to use of lower temperature ash fusion coal
- Byproduct Mg(OH)2 from the Thiosorbic® Process

LIME 27
North AmericaFactors Used to Determine Cost Benefits of Boiler Injection of Byproduct Mg(OH)2
Cost factor Thiosorbic
LSFO
Coal cost reduction for lower ash fusion coal, $/ton
0.50
N/A
Increase in boiler availability to reduced slag build-up, fewer slag falls, air heater washing, unplanned outages, hrs/yr
48 N/A
Increased efficiency due to reduction in sulfuric acid dewpoint, cleaner boiler tubes, %
0.75 N/A
- Byproduct Mg(OH)2 from the Thiosorbic® Process

LIME 28
North AmericaLower Life Cycle Cost with Thiosorbic Process and Byproduct Mg(OH)2 Compared with LSFO
- Byproduct Mg(OH)2 from the Thiosorbic® Process
0
5
10
15
20
25
30
35
40
40 45 50 55 60 65 70Lime cost, $/ton
Lim
esto
ne
cost
, $/
ton
base case
Increased availability & furnace efficiency
Increased availability & furnace efficiency, reduced fuel cost
Increasing cost competitiveness of Thiosorbic process
Lower life cycle cost for Thiosorbic process in area
above each line
Based on 3% sulfur bituminous coal
LIME 29
North America
HYDRATED LIME INJECTIONFOR SO3 CONTROL
- Hydrated Lime for SO3 Control

LIME 30
North America
Ca(OH)2 Injection for SO3 Control
• Hydrated lime [Ca(OH)2] has been demonstrated at 1300 MW for control of SO3 emissions after selective catalytic reduction (SCR)
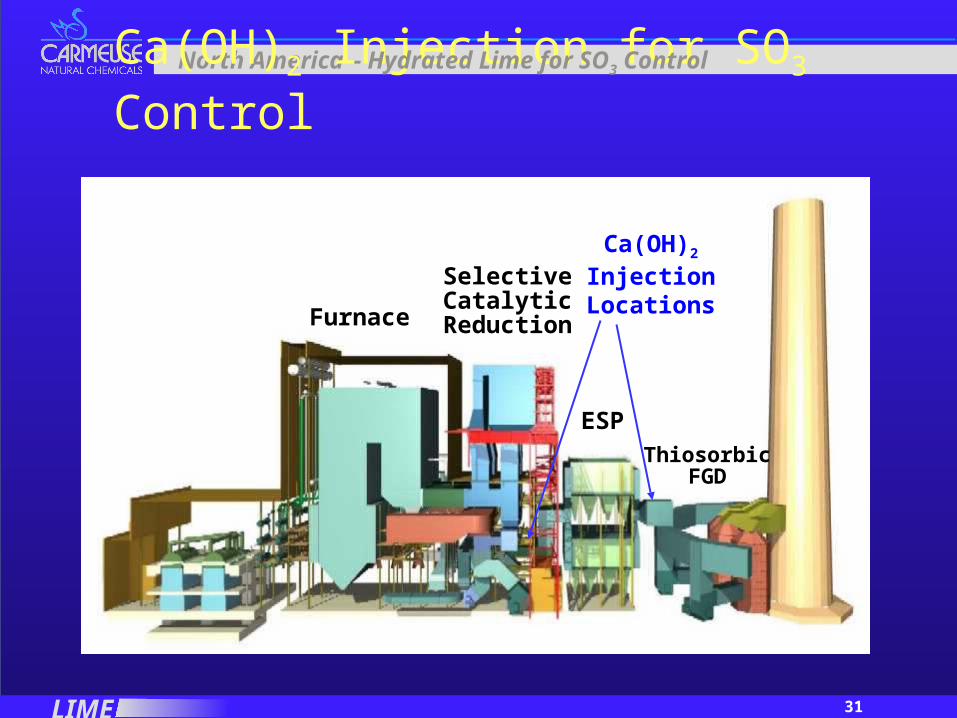
• Hydrated lime powder can be injected into flue gas immediately after the air heater and before the particulate collector, or injected after the particulate collector and before the Thiosorbic FGD system
- Hydrated Lime for SO3 Control
LIME 31
North America
Ca(OH)2 Injection for SO3 Control
Ca(OH)2 Injection
LocationsFurnace
Selective Catalytic
Reduction
ESPThiosorbic
FGD
- Hydrated Lime for SO3 Control

LIME 32
North America
Ca(OH)2 Injection for SO3 Control
• Hydrated lime injected before the particulate collector (e.g. ESP) is removed with fly ash
• Hydrated lime injected before the Thiosorbic FGD system is removed by impingement with absorber spays Results in complete utilization of the hydrated
lime which substantially reduces reagent cost for SO3 control
• 90% removal of SCR-generated SO3 is possible at Ca:SO3 molar ratio of 8
- Hydrated Lime for SO3 Control
LIME 33
North AmericaPerformance and Benefits of Flue Gas Treatment Using Thiosorbic LimeConclusions:• The Thiosorbic process is a widely utilized FGD
process with a 25 record of successful operation• The Thiosorbic lime FGD process provides better
SO2 removal performance than the LSFO process
• The Thiosorbic process allows lower FGD capital cost, lower power consumption, and lower life cycle cost than the LSFO process
• Byproduct Mg(OH)2 provides efficient control of furnace SO3 emissions and additional operating benefits and cost savings
• Hydrated lime provides efficient, low-cost control of SO3 formed during SCR