
Perfil de Planta Concentradora para el Tratamiento de 50 td de Chalcopirita – Flotación de...
43
Planta Flotación 50 t/d Ing. Juan E. Jaico Segura PROYECTO DE INVERSIÓN “Perfil de Planta Concentradora para el Tratamiento de 50 t/d de Chalcopirita – Flotación de Cobre/Oro con Celdas Serrano” Ing. Juan E. JAICO SEGURA Reg. CIP Nº 80614 ― 1 ―
-
Upload
oswaldo-f-rll -
Category
Documents
-
view
644 -
download
0
Transcript of Perfil de Planta Concentradora para el Tratamiento de 50 td de Chalcopirita – Flotación de...

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
PROYECTO DE INVERSIÓN
“Perfil de Planta Concentradora para el
Tratamiento de 50 t/d de Chalcopirita –
Flotación de Cobre/Oro con Celdas Serrano”
Ing. Juan E. JAICO SEGURA
Reg. CIP Nº 80614
― 1 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
Octubre 2008
RESUMEN
En este proyecto se encuentran los cálculos, parámetros y especificaciones básicas para
procesar 20 tpd de mineral aurífero en una planta concentradora convencional.
El proyecto está elaborado para procesar minerales oxidados (cuarzo sin arcillas) que
tengan una ley de oro de 15 g/t; minerales de otra ley también pueden procesarse
modificando un poco el inventario de NaCN.
En esta planta se puede procesar hasta 20% más de mineral con el mismo circuito de
chancado y molienda pero acondicionando más tanques de agitación.
El área total necesaria es 10,000 m2.
Todo el proceso es controlado por 4 operadores (parrillero, chancador, molinero y
volante) en 2 guardias de 12 horas cada una. También se necesita un Ing. Jefe de
Guardia para supervisar toda la planta.
El proceso es continuo hasta la molienda y batch en la agitación/adsorción debido al
poco tonelaje que no justifica la continuidad del proceso; sin embargo la gran cantidad
de tanques agitadores permite que siempre se procese el mismo tonelaje diario y por lo
tanto en un mes se podrán procesar 600 t de mineral de cabeza.
Los equipos para este tipo de proceso necesitan una red trifásica de 380/440 vca con una
potencia total de 150 hp la cual debe ser suministrada por un generador petrolero o un
transformador de alta tensión.
Hay una cosecha de carbón por cada tanque agitador; todo el carbón cosechado se seca
en mantas de sacos y se vende a una empresa de desorción de carbón como GOLD
METALS SAC que está en la ciudad de Lima.
El mineral que ha sido procesado (relave) queda en forma de pulpa y se vierte a la
cancha de relaves dentro del mismo terreno de la planta; de esta manera se evita el
contacto con ríos y áreas de cultivo. El bajo tonelaje no justifica la recuperación del
agua de los relaves.
La instalación de la planta se hace en 1 mes.
La inversión total es US$ 60,000 y la utilidad mensual es US$ 100,000 cuando el precio
internacional del oro es US$ 660 la onza y el mineral se compra a US$ 100 la tonelada.
― 2 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
NOMENCLATURA
m3 : metro cúbico
US$ : dólares americanos
" : pulgadas
l : litros
ml : mililitros
NaCN : cianuro de sodio
NaOH : hidróxido de sodio
AgNO3 : nitrato de plata
KI : yoduro de potasio
HCl : ácido clorhídrico
kg : kilogramo
t : tonelada métrica seca
% : porciento
g : gramos
Au : oro
ø : diámetro
ρa : densidad aparente
ppm : partes por millón
pH : potencial hidrógeno
h : hora
min : minutos
onz : onzas troy
m : metros
hp : horse power
' : pies
tpd : tonelada métrica por día
µm : micras
G.E. : gravedad específica
Wi : work índex de Bond
Ai : índice de abrasión
― 3 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
x80 : tamaño máximo
rpm : revoluciones por minuto
mín. : mínimo
m200 : malla tyler Nº 00
Vc : velocidad crítica
Vb : volumen de bolas
gpm : galones USA por minuto
psi : pound square inches
Wutil : energía util/necesaria
Putil : potencia util/necesaria
Pmotor : potencia del motor a instalar
kw : kilowatts
Vop : velocidad de operación
― 4 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
DESCRIPCIÓN DEL PROCESO
El proceso en una planta concentradora tiene cuatro etapas que son: chancado, molienda/clasificación, cianuración y adsorción; el objetivo de este proceso es extraer el oro libre que hay en el mineral de cabeza y concentrarlo en pequeñas cantidades de carbón activado. Este producto final (carbón cargado con oro) es obtenido luego de 36 horas de lixiviación y es vendido a la empresa de desorción que se encarga de obtener los lingotes de oro y plata refinada.
CHANCADOEl chancado se hace en dos etapas que son el chancado primario y el chancado secundario; en el chancado primario todo el mineral se reduce a < 1" y en el chancado secundario todo el mineral se reduce a < ½". Esa granulometría es suficiente para obtener una buena liberación del oro en la etapa de molienda/clasificación.Las dos etapas de chancado se hacen en serie con diferentes chancadoras y un tamiz de ½" de abertura entre ellas; de esta manera se prolonga la vida de las quijadas y el producto es bastante bueno. Sin embargo hay que tener en cuenta que la chancadora primaria debe tener una giba de 1" y la chancadora secundaria debe tener una giba de ¾" para que puedan producir el tamaño requerido.Un circuito abierto de chancado secundario es típico para una planta de baja capacidad como ésta e inclusive para plantas de hasta 100 tpd en donde en vez de una chancadora secundaria de quijadas se usa una chancadora cónica pequeña. Sólo en plantas de más capacidad es conveniente usar un circuito cerrado de chancado secundario porque de esta manera se evita que el gran movimiento de mineral afecte el tamaño requerido para la etapa de molienda.La capacidad de la chancadora se reduce a la mitad cuando el mineral tiene más de 4% de humedad, es este caso se debe secar el mineral para evitar paradas por atoramiento de las chancadoras. Para cálculos de tonelaje considerar una humedad de 2%.La inclinación típica del tamiz es 15º cuando es vibratorio.Todo el producto chancado se almacena en la tolva de finos tal como sale de la chancadora.
MOLIENDA/CLASIFICACIONLa molienda se hace en un circuito cerrado con hidrociclón; este tipo de circuito es típico para obtener un tamaño de corte tan fino como 74 µm. La alimentación de mineral al molino es a través de una faja alimentadora de donde se extraen las muestras del mineral para hallar la ley de cabeza de cada tanque. Esta etapa del proceso es continua durante todo el día.Al molino ingresan las ARENAS del ciclón para su remolienda, NaOH para eliminar la acidez del mineral, NaCN para disolver al oro del mineral y AGUA para formar la pulpa y mezclar homogéneamente los reactivos.La pulpa producida por el circuito sale por el rebose del ciclón y va a los tanques de agitación para completar su cianuración.Es muy importante que la densidad del rebose del ciclón sea la adecuada (1.32 g/ml) porque sólo con esa densidad habrá la fluidez y oxigenación perfecta para la cianuración de este tipo de mineral.
― 5 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
CIANURACIÓNLa cianuración consiste en disolver el oro libre que hay en el mineral de cabeza y así obtener un producto que se llama “solución rica” es decir solución cargada con el oro disuelto. El reactivo que se utiliza para hacer esto es el cianuro de sodio (NaCN).Se usa una concentración de 500 ppm de NaCN para este tipo de mineral. La pulpa debe estar protegida con pH 10 para evitar emanaciones de gas cianhídrico.La pulpa cianurada se agita en los tanques hasta que la concentración de NaCN sea constante lo cual ocurre luego de 36 horas aproximadamente. Sólo cuando hay escazes de oxigeno se inyecta aire con una compresora a fin de mantener una concentración aproximada de 10 ppm O2.La concentración de NaCN y el pH se mide cada hora durante el llenado del tanque y luego cada día durante la agitación, sólo se repone NaCN una vez por día hasta que el consumo no sea significativo.El mineral parcialmente oxidado se procesa como un mineral totalmente oxidado sin considerar la influencia de las pequeñas manchas de sulfuros.La cianuración en las plantas de 50 tpd o más es continua y el tiempo total de 36 de cianuración y 12 horas de adsorción se distribuye en los tanques agitadores y pachucas respectivamente. El proceso de cianuración descrito por Elsner es:
2 Au + 4 CN- + O2 + 2 H2O → 2 Au(CN)-2 + 2 OH- + 2 H2O2
ADSORCIÓNLa adsorción consiste en atrapar el oro de la solución rica; esto se hace mezclando la solución rica de la pulpa con carbón activado en el mismo tanque de agitación. En esa mezcla el oro ingresa a los poros del carbón y se obtiene el carbón cargado con oro que es el producto final del proceso.El carbón se agrega después de la cianuración y se deja reaccionar durante 12 horas. Las pérdidas por atricción son mínimas en este tiempo.El peso de carbón que se debe agregar al tanque se calcula teniendo en cuenta que la recuperación total del proceso es 90% y que un kilo de carbón atrapa 2 g de oro aproximadamente.Antes de agregar el carbón al tanque se tamiza con la malla 14 (la malla mosquetero tiene esa abertura) y se lava con HCl al 2% para eliminar el carbón fino y limpiar los poros del carbón. Se inyecta aire a presión con una compresora para mejorar la eficiencia del lavado ácido.Luego de la adsorción se cosecha el carbón con la malla 16 y se lava con bastante agua para su comercialización.
RELAVESA los relaves de cada tanque se vierten en la cancha de relaves sin considerar recuperación de agua por que el bajo tonelaje no lo justifica. Una dosificación de peróxido de hidrógeno puede agregarse a la quena de la relavera para minimizar la concentración de cianuro de los relaves.
REACTIVACION DEL CARBON- Colocar 15 kg de carbón en una tina de 100 l.- Agregar 20 l de agua y 1 l de ácido muriático.- Remover durante 1 h y decantar.
― 6 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
- Lavar con agua y secar.PREPARACION DE REACTIVOS- NaCN y NaOH: colocar 10 kg de reactivo en un cilindro de 200 l y disolver con
agua hasta aforar.- AgNO3: colocar 4.3333 g de reactivo en una fiola de 1 l y disolver con agua
destilada hasta aforar.- KI: colocar 5 g de reactivo en una fiola de 100 ml y disolver con agua destilada
hasta aforar.
ANALISIS DE NaCN- Colocar 10 ml de muestra en un matraz.- Agregar 4 gotas de KI y mezclar.- Titular hasta el color limonada.- Anotar los ml Gastados y calcular.
ppm NaCN = 250 × ml Gastados
ANALISIS DE MALLA- Hallar la densidad de pulpa (τ).- Deslamar la pulpa.- Colocar los sólidos en el envase.- Aforar con agua y hallar la densidad (τmalla).- Calcular el % de malla.
LEYES DEL PROCESO- Ley de Cabeza: de la faja alimentadora.- Ley de Carbón: del carbón cosechado.Con estas leyes se calcula la recuperación del proceso con la siguiente fórmula metalúrgica.
PATRONES DE MEDIDA1 balde de 20 l al ras = 30 kg de mineral húmedo (óxido) = 35 kg de mineral húmedo (sulfuro) = 10 kg de carbón seco1 balde de 4 l al ras = 4 kg de NaCN = 4 kg de NaOH1 saco de mineral = 100 kg de mineral húmedo (óxido) 120 kg de mineral húmedo (sulfuro)
― 7 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
ESPECIFICACIONES DE DISEÑO
MINERALTipo : Óxido Humedad : 2%Ley Au : 15 g/tG.E. : 2.8ρa : 1.6Wi : 14 kwh/tAi : 0.48Tamaño : 6" máx.
CHANCADORA PRIMARIAOperación : 10 horas por díaTonelaje : “t”Producto : set : 1" x80 : ¾"
CHANCADORA SECUNDARIAOperación : 10 horas por díaTonelaje : “t/2”Producto : set = ½" x80 = ⅜"
ZARANDA VIBRATORIAOperación : 10 horas por díaTonelaje : “t”Producto : 100% -½" 80% -⅜"
MOLINO DE BOLASOperación : 24 horas por día
80% de Vc 45% de Vb
100% de carga circulanteProducto : 80% -m200
50% -m270 1.80 g/ml
HIDROCICLÓNOperación : Indirecta
10 psi de presión 1.80 g/ml en ápex 1.32 g/ml en vórtex
― 8 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
TANQUES AGITADORESOperación : Batch (cada 3 días)
36 h Cianuración 12 h Adsorción 500 ppm NaCN 10 de pH
90% de Recup.
BOMBA DEL CICLÓNTipo : CompresoraSistema : Air-LifeSucción : PositivaDescarga : 8 m de altura
CONSUMO DE REACTIVOSNaOH : 2.0 kg/tNaCN : 3.0 kg/tCarbón : 2.0 gAu/kg
CONCENTRACIÓN DE REACTIVOSNaOH : 10 kg en 200 lNaCN : 10 kg en 200 l
SECCIONES AUXILIARESCancha de Relaves: Para 1 año de vida útilTolva de Finos: Para 1 día de procesoRepresa de Agua: Para 1 día de procesoCancha Stock: Para 1 día de proceso
― 9 ―

Peso Sólidos
malla
% sólidos
Tamaño
Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
BALANCE DEL CIRCUITO DE CHANCADO
Leyenda:
Tiempo de Chancado = 10 horas
― 10 ―
Ing. Juan E. Jaico Segura
2 tph
80% -2"
98.00 %
4" máx.
MINERAL CABEZA
1 tph
80% -½"
98.00 %
1" máx.
OVERSIZE
2 tph
80% -¼"
98.00 %
½" máx.
MINERAL CHANCADO

20 tpd
2.70 g/ml
98.0 %
8 m3/día
20 tpd
1.80 g/ml
69.1 %
16 m3/día
20 tpd
1.32 g/ml
37.7 %
40 m3/día
40 tpd
1.80 g/ml
69.1 %
32 m3/día
40 tpd
1.46 g/ml
48.8 %
56 m3/día
Agua
7 m3/día
NaOH
0.8 m3/día
NaCN
1.2 m3/día
Agua
24 m3/día
Peso Sólidos
Dens. Pulpa
% sólidos
Flujo Pulpa
Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
BALANCE DEL CIRCUITO DE MOLIENDA / CLASIFICACIÓN
REBOSE CICLÓN
ARENAS CICLÓN
INGRESO CICLÓN
MINERAL FRESCO
Leyenda: DESCARGA MOLINO
Consumo Agua = 31 m3/día (1.5 m3/t)
― 11 ―
Ing. Juan E. Jaico Segura

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
CÁLCULOS METALÚRGICOS
CHANCADORA DE QUIJADASLa tendencia en el diseño de chancadoras indica que si la malla es ½" entonces el P80 es ¼" y si la malla es ⅜" entonces el P80 es 3/16" que es aproximadamente la mitad de la abertura del tamiz. Necesitamos una chancadora que procese 20 t de mineral en 10 horas de trabajo con un set de ½". Con la fórmula de Taggart tenemos:2.0 tph = 0.6 × Largo × ½" → Largo = 6"Ancho = 6"× = 9"Los resultados indican que se debe instalar una chancadora 8"×10" con ½" de set.Según Bond:
Siempre se considera la roca más grande como el F80 para el cálculo de la energía requerida por una chancadora por que el tamaño más grande es el que demanda la mayor cantidad de energía.
MOLINO DE BOLASCon el método de Bond para circuito cerrado tenemos:
En la tabla de Mular vemos que esta potencia es para un molino con 2.5 pies de diámetro interior; a este diámetro le corresponde un factor f3 = 1.25 por lo tanto la potencia real es 15 hp × 1.0 × 1.25 = 18 hp. Esta potencia es mayor a los 7 hp de la tabla de Mular por lo tanto longitud interna del molino es:
Con este resultado podemos concluir que el molino que se debe instalar es el 3'×6'; hay que considerar que el mineral tiene dureza media (óxidos) lo cual hace que la longitud calculada anteriormente tenga cierto margen de holgura. Con un margen de seguridad de 50% para la potencia del motor tenemos:
Pmotor = 18 hp × 1.5 = 27 hp → 30 hp
― 12 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
VELOCIDAD DEL MOLINOCon 80 % de velocidad crítica:
PESO DE BOLASSegún Taggart, para 40% de carga:
DISTRIBUCIÓN DE BOLASUsamos la fórmula de Bond:
En este caso no es necesario usar bolas de 3" por que el mineral no es tan duro como los sulfuros, por eso con bolas de 2½" es más que suficiente. La fórmula de Bond es una buena referencia para analizar y ajustar los pesos de las bolas según las tareas de molienda requeridas.
Tabla 1. Distribución de las Bolas.
ø Bola F(ø)Peso PESO A
COMPRAR% kg2½"2"
1½"
1004214
582814
928448224
920 kg440 kg240 kg
TOTAL - 100 1,600 1,600 kg
CONSUMO DE BOLASEl consumo teórico de bolas se calcula con la fórmula empírica de Bond:
El consumo teórico es mucho mayor al consumo empírico que es 0.5 kg/t; por esa razón sólo consideraremos el 60 % del promedio que es 0.7 kg/t.De esta manera:
Con este valor calculamos el periodo de recarga teniendo en cuenta que se debe reponer el 10 % de la carga moledora total.
HIDROCICLÓNEn este caso no se puede aplicar el método de Krebs Engineers para el diseño del ciclón por que el tonelaje es bajo. Este método es real para tonelajes > 1,000 tpd. El balance de materiales del circuito de molienda/clasificación indica que la pulpa a clasificar tiene un flujo de 56 m3/día es decir 10 gpm. En las curvas de operación
― 13 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
proporcionadas por Krebs Engineers observamos que un ciclón standard de 2"ø (D2B) tiene una capacidad de 10 gpm a 10 psi de presión; por lo tanto, ese es el ciclón que se debe instalar. Sólo basta uno de esos ciclones para el flujo requerido.Los fabricantes proporcionan el tamaño correcto de inlet, vórtex y ápex que dan el máximo rendimiento; sin embargo el ajuste final de las boquillas se hace durante el arranque de la planta concentradora.
TANQUES AGITADORESCada tanque trabaja independientemente uno del otro y cada tanque se ocupa durante (36h+12h) = 2 días por lo que es necesario 4 tanques para mantener una producción constante de 20 tpd. La capacidad de cada tanque debe ser de 40 m3 de volumen útil según el balance de materiales para que ingresen 20 t de mineral; si consideramos que el volumen útil sólo ocupa el 80% de todo el tanque entonces:
En cianuración es recomendable usar agitadores con alta velocidad de agitación para reducir la capa límite de Nerst y aumentar la oxigenación de la pulpa por esa razón es conveniente agitar entre 200 y 300 rpm.El manual de equipos DENVER recomienda un motor trifásico de 15 hp para este tanque de agitación cuando el % de sólidos es menor de 40% como en este caso, por lo tanto:
El material de construcción es acero estructural ASTM – 36 y según la norma API – ASME el espesor de la plancha debe ser:
REPRESA DE AGUAEl balance de materiales indica que para un día de proceso se necesitan 31 m3 de agua, sin embargo se debe tener 10% más para el lavado de las cosechas, preparación de reactivos y limpieza general; por lo tanto el volumen a considerar es 35 m3 de agua por día.Este volumen debe ocupar el 80% del volumen interno de la represa, por lo tanto el volumen interno de la represa debe ser 45 m3.La represa no necesita condiciones de sedimentación por lo que no es necesario que sea rectangular. Si el fondo es cuadrado y la altura es la mitad del largo, entonces las dimensiones internas de la represa serán:
45 m3 = (L×L)× → Largo = 4.5 m Ancho = 4.5 m
― 14 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
Alto = 2.2 m
BOMBA DEL CICLÓNEn el transporte de pulpas se calcula el diámetro nominal de la tubería que evitará la sedimentación interna de las partículas más pesadas.En este caso tomamos el 50% passing del molino primario por que de el salen las partículas más gruesas. En el gráfico de Mc Cleivan observamos que el FL = 0.8 para 50% -m270 y 25 % de sólidos en volumen.En una tubería de 1" de diámetro nominal (Di = 0.026m) tenemos:
Los resultados indican que el bombeo en la tubería de 1"ø es seguro por que Vop > Vc; esto quiere decir que la tubería no se arenará (el mineral no se sedimentará en la tubería). Por lo tanto se debe instalar una bomba que tenga este diámetro de tubería. La bomba comercial que se ajusta a este requerimiento es la 1½"×1¼" la cual tiene una holgura (en el diámetro) que no afecta mucho la eficiencia del bombeo.La conexión de la bomba con el ciclón se hace con mangueras de caucho las cuales tienen una constante de rugosidad de C = 100.Con los accesorios de instalación tenemos:
Tabla 2. Longitud Equivalente de los Accesorios.
Accesorios Cantidad L/D DiLong.
TuberíaTubería RectaBridasManómetroSucción Entrada
-211
-52035
-1.04"1.04"1.04"
8.0 m0.3 m0.5 m0.9 m
TOTAL 9.7 mLos criterios de diseño son:Succión PositivaAltura de Descarga = 8 mLa Succión y Descarga tienen el mismo diámetroLa Succión es atmosférica y la Descarga es a 10 psi de presión (0.7 kg/cm2)Flujo de Pulpa = 10 gpmCon estos datos y la fórmula de Hazen y Williams tenemos:F(velocidad) = 0 mF(altura) = 8 m
CABEZA TOTAL = 12 m (40 pies)
― 15 ―

0.20×0.20
2.4
2.4 m
1.9
1.2
Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
La curva de operación de la bomba 1½"×1½" indica que la velocidad del impulsor debe ser 1,250 rpm para que el flujo sea 10 gpm. Esta velocidad se reduce con las poleas de la bomba y del motor. Los motores que se fabrican para los ciclones siempre giran a 1,750 rpm.En la carta de la bomba 1½"×1¼" vemos que el BHP = 0.3 hp a 1,250 rpm y 10 gpm; por lo tanto teniendo en cuenta que la densidad de la pulpa es 1.46 g/ml y con un margen de seguridad de 50% para la potencia del motor tenemos:
Pmotor = 0.3 hp × 1.46 g/ml × 1.5 = 0.6 hp → 3 hp
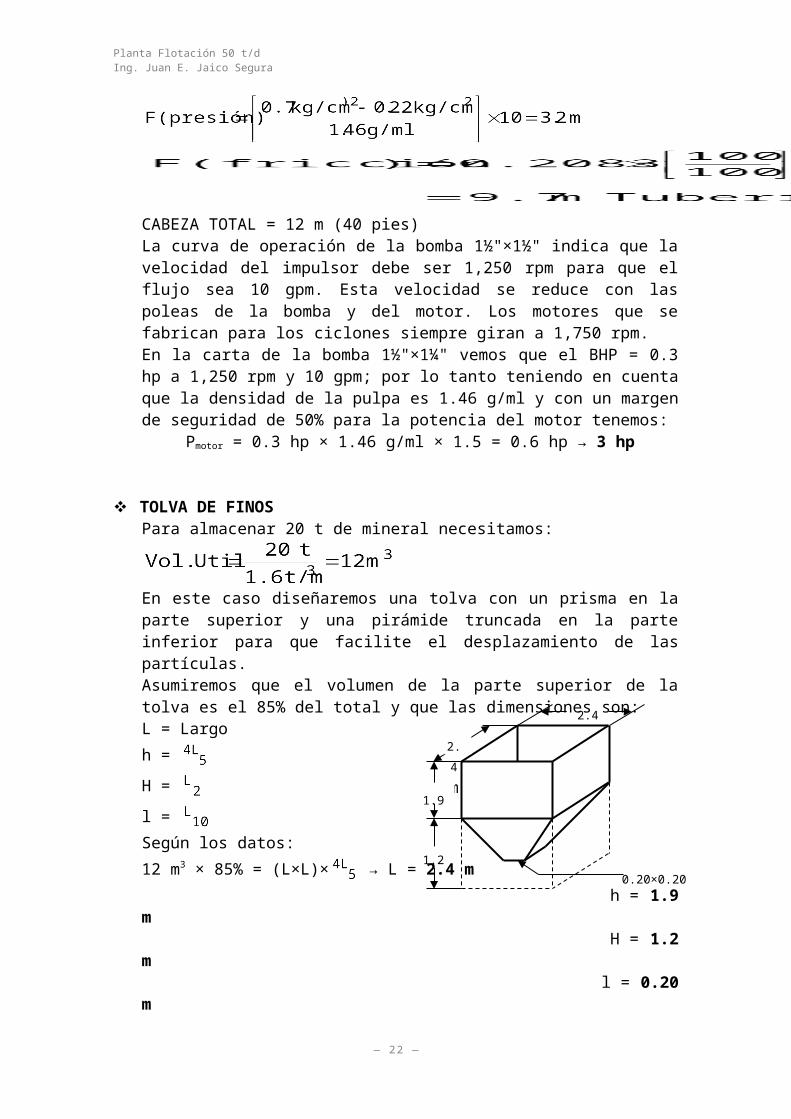
TOLVA DE FINOSPara almacenar 20 t de mineral necesitamos:
En este caso diseñaremos una tolva con un prisma en la parte superior y una pirámide truncada en la parte inferior para que facilite el desplazamiento de las partículas. Asumiremos que el volumen de la parte superior de la tolva es el 85% del total y que las dimensiones son:L = Largoh =
H =
l = Según los datos:12 m3 × 85% = (L×L)× → L = 2.4 m h = 1.9 m H = 1.2 m l = 0.20 mEl material de construcción es acero estructural ASTM – 36 y según la norma API – ASME el espesor de la plancha debe ser:
CANCHA STOCKPara 20 t de mineral:
― 16 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
CANCHA DE RELAVESEl poco tonelaje de la planta concentradora no justifica la recuperación del agua de los efluentes por lo tanto el diseño consistirá en calcular las dimensiones de una poza (sin gemomenbrana) que tenga capacidad para almacenar los 40 m3/día de relave por un año. Según los datos tenemos:
Este volumen debe ocupar el 80% de la relavera, por lo tanto el volumen interno de la cancha de relaves debe ser 18,000 m3.La relavera no necesita condiciones de sedimentación por lo que no es necesario que sea rectangular. Si el fondo es cuadrado y la altura es de 4 m, entonces las dimensiones internas de la cancha de relaves serán:
18,000 m3 = (Largo×Largo)× 4 m→ Largo = 67 m Ancho = 67 m Alto = 4 m
REACTIVOSPara una semana de trabajo se necesitan:
FUENTE DE ENERGÍAChancadora 8"×10" = 10 hpMolino 3'×6' = 30 hpTanques 13'×13' = 4×15 hpBomba 1½"×1¼" = 3 hpFaja 10"×4m = 1 hpOtros (10%) = 10 hpTOTAL = 150 hp (110 kw)
DISTRIBUCIÓN DE ÁREAS Y PROCESO
INVERSIÓN Y UTILIDADES
Las cantidades que se muestran a continuación se han estimado en base a los costos de cada uno de los materiales que se necesitan. Estos valores económicos nos indican que la inversión total se puede recuperar en 1 mes de trabajo continuo.En el costo de mineral también se incluye el transporte y carguío desde la mina hasta la planta concentradora.Las ventas se calculan teniendo en cuenta que el precio internacional del oro es US$ 660 por onza y considerando que la empresa desorbedora de carbón hace un descuento total de 95% por impuestos y proceso. Además se considera que el proceso de la planta
― 17 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
es continuo durante todo el mes y por lo tanto en un mes se podrán procesar 600 t de mineral de cabeza.Una evaluación económica de este proyecto nos indica que las variables mas influyentes son el precio internacional del oro y el tonelaje mensual procesado; la influencia de la recuperación, ley de oro y maquila no es muy significativa.
INVERSIÓN TOTALEquipos = US$ 60,000Materiales = US$ 3,000Mineral = US$ 3,600Imprevistos = US$ 3,400 US$ 70,000
UTILIDADES
Maquila = US$ 20 por tMineral = US$ 100 por tSaldo = US$ 160 por t
CONTROL DE OPERACIONES
FECHA: TURNO:
HORA
MOLINO OVER CICLÓN
pHNaCN
(ppm)
Densidad
(g/ml)% -m200
8:00
― 18 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
9:00
10:00
11:00
12:00
1:00
2:00
3:00
4:00
5:00
6:00
7:00
TONELAJE =
NaCN =
NaOH =
OCURRENCIAS:
…………………………………………………………………………………………………….
…………………………………………………………………………………………………….
…………………………………………………………………………………………………….
COSECHA # 5
Tipo de Mineral: Óxidos/Sulfuros
Peso de Mineral: 4,92 TMH
4,77 TMS
― 19 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
Densidad Pulpa: 1,30 gr/ml
Granulometría: 90% -m200
pH: 10
ADSORCION
Tiempo = 12 h
Carbón = 47 kg
LEYES
Cabeza = 30,69 g/TMS
Carbón = 2,50 g/kg
BALANCE DEL TANQUE
Au en Cabeza = 146,39 g
Au Producido = 117,50 g
% Recup. = 80,26 %
Tiempo NaCN
0 1650
REACTIVOS 1 1350
NaCN = 45,5 kg 2 850
NaOH = 7,0 kg 3 800
COMENTARIOS DEL PROCESO
* Poco tonelaje (menos 5 TMS).
* Mucho NaCN en agitación (más 1,000 ppm).
CONTROL DE TANQUE # 1
DATOS DE CONTROL:Tipo de Mineral = OXIDO-CUARZOPeso de Mineral = 4.920 TMH
4.770 TMS
― 20 ―

Carbón
Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
Densidad Pulpa = 1.300 g/ml
Consumo NaCN = 0.98 kg/TMSConsumo NaOH = 0.11 kg/TMSSolucion Inicial = 6.5 m3 → Filtró = 4.4 m3
FECHA HORA pHNaCN(ppm)
NaCN(kg)
NaOH(kg)
Lunes,15 de Febrero
Martes,16 de Febrero
Miercoles,17 de Febrero
Jueves,18 de Febrero
Viernes,19 de Febrero
Sabado,20 de Febrero
Domingo,21 de Febrero
Lunes,22 de Febrero
Martes,23 de Febrero
Miercoles,24 de Febrero
Jueves,25 de Febrero
Viernes,26 de Febrero
Sabado,27 de Febrero
Domingo,28 de Febrero
Lunes,29 de Febrero
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
8:00am
10
9
10
10
10
9
10
10
10
10
10
9
10
10
10
1,000
650
500
600
450
500
550
400
500
550
600
650
650
700
700
6.5
0.7
1.4
0.9
1.6
1.4
1.2
1.8
1.4
1.2
0.9
0.7
0.7
0.5
0.5
1.3
0.4
-
-
-
0.4
-
-
-
-
-
0.4
-
-
-
TOTAL 21.4 2.5
LEYES:Cabeza = 14.201 g/TMSCarbón = 3.905 g/kg
BALANCE METALURGICO:Au en Cabeza = 309.652 gAu Producido = 234.300 g% Recup. = 75.665 %
― 21 ―
Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
Inversiones Mineras del Norte S.R.L.Planta Concentradora
― 22 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
MANUAL DE OPERACIONESY PROCESOS
Elaborado por:Ing. Juan Jaico
Reg. CIP Nº 80614
Trujillo – Perú
DESCRIPCIÓN DEL PROCESO
El objetivo de la planta concentradora es extraer el oro que se encuentra diseminado en el mineral utilizando un proceso que consta de 4 etapas que son: Chancado,
― 23 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
Molienda/Clasificación, Cianuración y Adsorción. El producto final del proceso es el carbón rico (carbón cargado con oro) obtenido luego de 2 días de cianuración.El mineral viene en sacos de 100 kg y tiene 3% de humedad; la G.E. es 2.8 para óxidos y 3.0 para sulfuros.El mineral parcialmente oxidado es pesado y procesado como si fuese totalmente oxidado; esto no baja la recuperación del proceso.
CHANCADOEl chancado se hace para reducir el tamaño del mineral hasta ½" como máximo. La alimentación de mineral a la chancadora es manual y sólo se agregan rocas menores de 3"; las rocas más grandes se chancan con combas en la cancha stock.La capacidad de la chancadora es 1tph sin embargo esta capacidad se reduce a la mitad cuando el mineral es arcilloso o tiene más de 4% de humedad.Con el mineral chancado se forma una pila de 5 t y se extrae una muestra de 1 kg para determinar la ley de cabeza.El mineral chancado tiene pocas partículas de ½" por lo que no es necesario tamizar y volver a chancar.
MOLIENDA/CLASIFICACIONLa molienda se hace para reducir el tamaño del mineral hasta 74 µm. La alimentación de mineral al molino es manual y se hace desde una tina que tiene 3 baldes de mineral al ras; es decir, 90 kg de óxidos ó 105 kg de sulfuros. En base a este peso se controla el tonelaje procesado.La capacidad del circuito de molienda/clasificación es 13 tpd; es decir, 6 tinas de óxidos por hora ó 5 tinas de sulfuros por hora. Para llenar un tanque se necesitan procesar 58 tinas de óxidos ó 50 tinas de sulfuros.Al molino también ingresan las ARENAS del ciclón para su remolienda, NaOH para eliminar la acidez del mineral, NaCN para disolver al oro del mineral y AGUA para formar la pulpa y mezclar homogéneamente los reactivos.La pulpa producida por el circuito sale por el rebose del ciclón y va a los tanques de agitación para la cianuración.Es muy importante que la densidad del rebose del ciclón sea 1.32 g/ml por que sólo con esa densidad habrá la fluidez y oxigenación perfecta para la cianuración de este mineral.
CIANURACIÓNLa cianuración se hace para disolver el oro que se encuentra diseminado en el mineral y de esta manera obtener la solución rica, es decir la solución cargada con oro. El reactivo que se utiliza es el cianuro de sodio (NaCN).Se usa una concentración de 1,000 ppm de NaCN para óxidos y 1,500 ppm de NaCN para sulfuros. El pH es siempre 10.La agitación se hace en los tanques hasta que la concentración de NaCN sea constante lo cual ocurre luego de 2 días aproximadamente.La concentración de NaCN se mide todos los días y sólo se repone una vez al día y hasta que el consumo no sea significativo.
ADSORCIÓNLa adsorción se hace para atrapar el oro disuelto en la solución rica. Esto se hace mezclando la pulpa con el carbón activado en el mismo tanque de agitación.El carbón se agrega luego de la cianuración y se deja reaccionar durante 12 horas.
― 24 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
El peso de carbón que se debe agregar al tanque se calcula teniendo en cuenta que un kilo de carbón atrapa 2 g de oro aproximadamente; el cálculo se hace considerando 90% de recuperación.Antes de agregar el carbón al tanque se tamiza con la malla 14 y se lava con HCl al 2% para eliminar el carbón fino y limpiar los poros del carbón. Se usa la presión de una compresora para mejorar la eficiencia del lavado ácido.Luego de la adsorción se cosecha el carbón con la malla 16 y se lava con agua para su comercialización.
RELAVESA los relaves de cada tanque se agregan 50 g de MAGNAFLOC para separar la solución clara de los sólidos del relave.La solución clara se bombea al tanque de BARREN para usarse nuevamente en el proceso.
REACTIVACION DEL CARBON- Colocar 20 kg de carbón en una tina de 100 l.- Agregar 20 l de agua y 1 l de ácido muriático.- Remover durante 1 h y decantar.- Lavar con agua y secar.
PREPARACION DE REACTIVOS- NaCN y NaOH: colocar 10 kg de reactivo en un cilindro de 200 l y disolver con
agua hasta aforar.- AgNO3: colocar 4.3333 g de reactivo en una fiola de 1 l y disolver con agua
destilada hasta aforar.- KI: colocar 5 g de reactivo en una fiola de 100 ml y disolver con agua destilada
hasta aforar.
ANALISIS DE NaCN- Colocar 10 ml de muestra en un matraz.- Agregar 4 gotas de KI y mezclar.- Titular hasta el color limonada.- Anotar los ml Gastados y calcular.
ppm NaCN = 250 × ml Gastados
ANALISIS DE MALLA- Hallar la densidad de pulpa (τ).- Deslamar la pulpa.- Colocar los sólidos en el envase.- Aforar con agua y hallar la densidad (τmalla).- Calcular el % de malla.
― 25 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
LEYES DE PLANTALas leyes de planta son:- Ley de Cabeza: de la pila de 5 t.- Ley de Carbón: del carbón cosechado.Con estas leyes se calcula la recuperación del proceso con la siguiente fórmula metalúrgica.
PATRONES DE MEDIDA1 balde de 20 l al ras = 30 kg de mineral húmedo (óxido) = 35 kg de mineral húmedo (sulfuro) = 10 kg de carbón seco1 balde de 4 l al ras = 4 kg de NaCN = 4 kg de NaOH
EQUIPOS DE LA PLANTA
CHANCADORATipo : Quijadas
― 26 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
Medidas : 5"×7"Set : ½"Impactos : 345 rpmMotor : Delcrosa
1,740 rpm380 vca11.9 amp7½ hp
Polea Motor : 3"Polea Volante: 15"Fajas : B91 (dos)
MOLINOTipo : BolasMedidas : 2½'×4'Trommel : malla Nº 16Velocidad : 42 rpmPeso Bolas: 1,200 kg (45% Vw)ø Bolas : 2½", 2", 1½" y 1"Motor : Trifásico
1,165 rpm 380 vca24.0 amp15 hp
Polea Motor : 3½"Polea Volante: 18½"Piñón Eje : 12 dientesPiñón Corona: 62 dientesFajas : B97 (tres)
CICLÓNTipo : TangencialModelo : D2BMedidas : 2" ø
⅝" vórtex½" inlet⅜" ápex
BOMBA PULPATipo : CentrifugaMedidas : 1"×1"Motor : Delcrosa
1,725 rpm380 vca4.8 amp3 hp
Polea Motor : 4"
― 27 ―

1 pie
1 pie
1 pie
2"
4"
10.5"
30"
0.5 m
TEMPLADOR
Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
Polea Impulsor: 3"Fajas : A-28 (una)
AUXILIARES DEL PROCESOPoza Relaves : 6m×4m×1.5mPoza Barren : 4m×3m×1.5m
AGITADORESTipo : MecánicoMedidas : 7'ø×10' altura (tanque)
2'ø×8½' altura (pantalón)2"ø×⅛" (tubos templadores)1½"ø (eje barreno)4"×½" (aletas impulsor)21"×3"×¼" (deflectores)3/16" (planchas de tanque y pantalón)
Descarga : 3"øVol. Util : 10 m3
Vel. Imp. : 340 rpmMotor : Trifásico
1,765 rpm380 vca21.5 amp15 hp
Polea Motor : 3½"Polea Eje : 18"Fajas : B108 (dos)
CONTROL DE OPERACIONES
― 28 ―

Planta Flotación 50 t/d Ing. Juan E. Jaico Segura
FECHA: TURNO:
HORA
MOLINO OVER CICLÓN
pHNaCN
(ppm)
Densidad
(g/ml)% -m200
8:00
9:00
10:00
11:00
12:00
1:00
2:00
3:00
4:00
5:00
6:00
7:00
ASISTENCIA: TONELAJE = NaCN = NaOH =
OCURRENCIAS:
…………………………………………………………………………………………………….
…………………………………………………………………………………………………….
…………………………………………………………………………………………………….
― 29 ―

Ing. Juan E. Jaico Segura
FLOW SHEET DE LA PLANTA CONCENTRADORA
DATOSCianuración : 1½ díasAdsorción : ½ día NaCN : 10 kg en 200 l NaOH : 10 kg en 200 lCarbón : 150 kg mín.
― 30 ―
Mineral
20 tpd
NaCN NaOHAgua
Carbón
1.32 g/ml82% -m200
500 ppm NaCN10 de pH
1.80 g/ml
Relaves
-½"
ANÁLISIS DE CIANURO(10ml de muestra)
ppm NaCN = 250 × ml Gastados
Planta Flotación 50 t/d

Ing. Juan E. Jaico Segura
EQUIPOS PARA DIFERENTES PLANTAS CONCENTRADORAS
DATOS:Tipo de Mineral = ÓxidoLey de Oro = 15 g/tTamaño = ½"Cianuración = 36 hAdsorción = 12 hRecuperación = 90%Precio del Oro = US$ 660 por onza
CAPAC.PLANTA
AREATOTAL
FUENTEENERGÍA
CHANCADORATAMIZ
TOLVAFINOS
FAJAALIM.
MOLINOBOMBACICLÓN
CICLÓNTANQUESAGITAC.
PACHU-CAS
REPR.AGUA
CANCHARELAVES
INVERSIÓNTOTAL
UTILIDADMENSUALPrimar. Secund.
50 t/d
100 t/d
300 t/d
10,000m2
20,000m2
40,000m2
150 hp(110 kw)
200 hp(150 kw)
250 hp(180 kw)
6"×8"(10 hp)
8"×10"(20 hp)
10"×16"(20 hp)
3"×8"(10 hp)
3"×10"(20 hp)
22"*(25 hp)
3'×5'(½" luz)
3'×6'(½" luz)
3'×6'(½" luz)
20 t
40 t
60 t
10"×4m(1 hp)
12"×4m(3 hp)
12"×4m(5 hp)
3′×6′(30 hp)
4′×8′(60 hp)
5′×8′**(100 hp)
AIRE***(3 hp)
1½"×1¼"(5 hp)
2½"×2"(7½ hp)
2"ø(uno)
3"ø(uno)
3"ø(dos)
13′×13′(15 hp)cuatro
13′×13′(15 hp)cuatro
16′×16′(25 hp)cuatro
-
7′×14′(cuatro)
9′×18′(cuatro)
45 m3
100 m3
200 m3
18,000 m3
(67×67×4)
45,000 m3
(110×110×4)
90,000 m3
(150×150×4)
US$ 60,000
US$ 100,000
US$ 140,000
US$100,000
US$240,000
US$480,000
*Chancadora hidrocónica Allis Chalmers.**También puede usarse el molino 4′×8′ con bolas 2½",2"y1½" y luego el 3′×6′ con bolas 1½"y1".***Compresora de aire con el sistema air-life; las velocidades de las bombas son 1,300 y 1,100 rpm.La cancha de relaves es para 1 año de uso y sus dimensiones están en metros.
LA PLANTA DE NAZCA CONSUME 220 KW DE ENERGIA,,CORREGIR LAS FUENTES DE ENERGIA,,EN BASE A ESE CONSUMO DE LA PLANTA DE NAZCA QUE ES 50 TPD
Las aletas de celdas denver se mueven a 30 rpm y tienen un motor de ½ hp,,,
― 31 ―
Planta Flotación 50 t/d
PARA CHALCOPIRITA: 45% DE CARGA MOLEDORA MOLINOS 5*5---6*6---7*7++++++++100% DE CARGA CIRCULANTE+++++++70% -M200++++1.80+++++1.34 g/ml CHANCADO A ¾ PULGADA PARA BORNITA: 45% DE CARGA MOLEDORA MOLINOS 5*5—6*6—7*7++++++++100% DE CARGA CIRCULANTE++++++++65%- M200+++++1.80+++++1.40 g/ml CHANCADO A 1 PULGADA
CUANDO LA PLANTA ES MAS DE 100 T/D SE USA APRROM FEEDER por que la carga es tan alta que el operador no puede controlar las rocas manualmente.


















