PDA: A Global Technical Excellence in Parenteral ... · Technical Excellence in Parenteral...
24
PDA: A Global Association Technical Excellence in Parenteral Manufacturing Mauro Giusti [email protected] Eli Lilly Italia 2014 PDA Meeting Nov 4-5, Munich, Germany
Transcript of PDA: A Global Technical Excellence in Parenteral ... · Technical Excellence in Parenteral...

PDA: A Global Association
Technical Excellence in Parenteral Manufacturing
Mauro Giusti [email protected] Eli Lilly Italia
2014 PDA Meeting Nov 4-5, Munich, Germany

2
•Lilly Italia •Introduction to Technical Excellence •Develop a Technical Excellence Program
•Technical/Scientific Education •Issues Prevention/Prediction •Technical/Scientific Innovation
• Strategic Evolution • Success Factors

Lilly Italia
3
2000
• Eli Lilly Italia was established in 1959 and the plant built in 1961
• Eli Lilly Italia became a global Manufacturing Site for dry and parenteral products in the mid ’90s.
• In 2003 a decision was made to change the plant mission to Insulin products.

Lilly Italia Mfg Plant - Today
4
•Insulin Cartridges manufacturing in Isolators and packaging/combi products (Line 1 and Blister packaging line operational since Oct 2009, Line 2 and Insulin Pen assembly line operational since Nov 2012)
•Insulin Cartridges manufacturing in RABS (Line 3 start up planned in Q 4 2014)
•Chemical and Biological Lab, Utilities, Waste Waters Treatment Plant, full automated chillroom
•State of the art parenteral mfg technology :
• Rigid piping, use of CIP and SIP
• High speed filling in both Isolators/RABS and in electronic inspection
•Advanced level of process automation, system integration and paperless instructions
•Operations run 24hrs/6 days for F&F , 24hrs/5 days for Pen assembly/packaging, 16hrs/5 days Blister and Sorting.

5

Technical Excellence or nothing
6
A new high complexity mfg reality to face:
• Parenteral Production • Large Molecules/Complex Formulations • Computer Integr. Mfg (Systems/Wkcenters) • High volume batches (2500 lt) • High speed filling line (600/min) • High speed electronic inspection • Minimal Tolerances of finished product • High precision dosing device • Automated assembly process
“It is possible to fly without motors, but not without knowledge and skill”
Wilbur Wright
Only way to manage successfully
all these aspects in an integrated fashion
is to aim to Technical/Scientific Excellence.

Strategy for the Site in 2007
7
LILLY ITALIA MFG BRAND – What will differentiate us in terms of excellence
1. Technical Excellence (State of the art technical solutions and competences)
2. Efficiency – Product cost, Productivity, Lead Times 3. Flexibility – Reaction times 4. Quality and Health/Safety/Environment – Not Negotiables!
THE ORGANIZATION – How we will make it happen • Focused on the production process – The production process as a priority • Functional alignment – Superb Functional competence • Cross-functional integration – integration through specific teams • Lilly Network Integration – from local to global site • Flat (# Levels) - Management “close” to the process and to the people • Lean (Dir/Indir ratio) – Minimum organizational complexity

Technical Excellence
8
Initial focus (2009) on 4 areas: 1 area of excellence to leverage, 3 weak areas to strenghten
Differentiation Factor To design and develop an excellence area System Integration and Workcenter Integration
Insulin Manufacturing Sterility Assurance Equipment Computer Integrated
Manufacturing (CIM)
Material Science Vision System
Pen Assembly
3 additional areas to strenghten added at later date (2012):

Technical excellence
9
The three pillars of Technical Excellence: Technical Education and Capabilities development
Issues Prevention/Prediction
Continuous/Breakthrough Technological Innovation

Capabilities Development 2007-2009
10
Training @ Network Sites (1-2 years on-the-job, about 20 people)
Training @ Vendors
Insulin Academy (43 days per person, 384 employees)
Involvement of people in validation activity
Direct involvement and contribution from other Network sites and Central functions
Transformation competencies from the production of antibiotics to
Insulin
400 classrooms/more than 3000 hours of training

Technical Education 2009 - today
11
The process to acquire/transfer knowledge and competences to make more effective the contribution of all employees to the manufacturing operations. It provides an overview of principles of why we do thing the way we do and, where required, a deep dive on given technical aspects. Education has two very different, but connected, purposes:
Differentiated Dissemination for large Mfg population
Specialization/Expertise development for Subject Matter Experts (SMEs)
Provide the right level of knowledge to the right attendees, considering the starting level and the learning agility. Ensure that the BIG PICTURE and the WHYs are well understood. E.g. Different training material for Operators/Technicians/Professionals
Design a specialization paths for SMEs of the various areas. Invest in their education and personal growth in promoting partecipation to forum, seminar, external training, etc
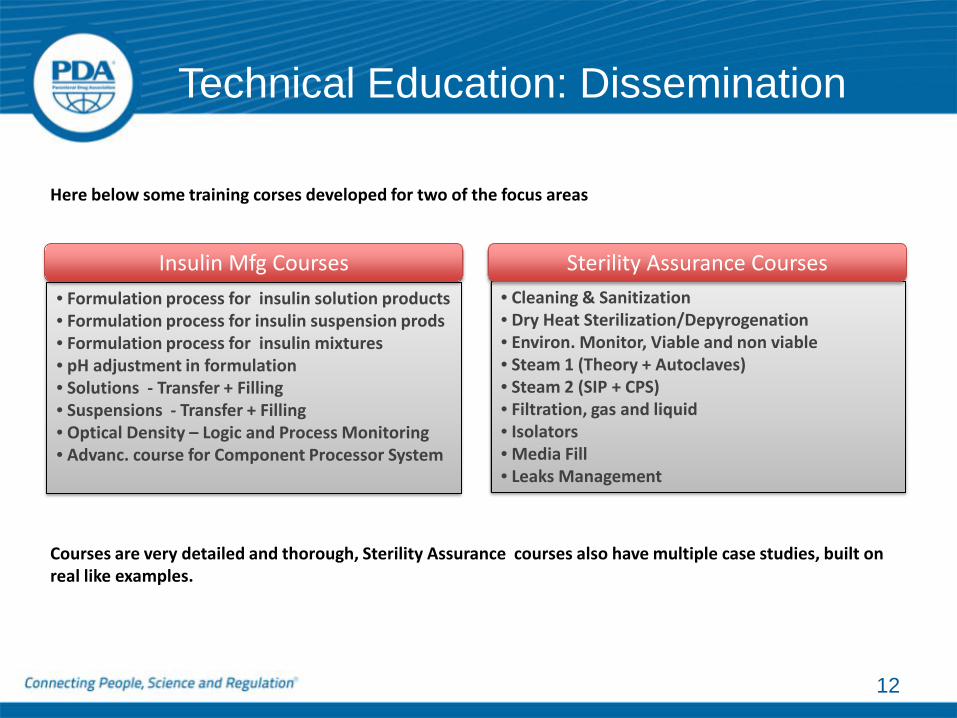
Technical Education: Dissemination
12
Courses are very detailed and thorough, Sterility Assurance courses also have multiple case studies, built on real like examples.
• Formulation process for insulin solution products • Formulation process for insulin suspension prods • Formulation process for insulin mixtures • pH adjustment in formulation • Solutions - Transfer + Filling • Suspensions - Transfer + Filling • Optical Density – Logic and Process Monitoring • Advanc. course for Component Processor System
Insulin Mfg Courses • Cleaning & Sanitization • Dry Heat Sterilization/Depyrogenation • Environ. Monitor, Viable and non viable • Steam 1 (Theory + Autoclaves) • Steam 2 (SIP + CPS) • Filtration, gas and liquid • Isolators • Media Fill • Leaks Management
Sterility Assurance Courses
Here below some training corses developed for two of the focus areas

13 13
Develop internal training course
Arrange Technical Seminar with Global Steward
Attend Mfg operations at a Lilly Site
Sterility Assurance shadowing with Central Function
Stay/Visit at Suppliers shop on specific topics
Participation to Lilly Aseptic Engin. Focus
Group
Participation to Lilly Molecule stewards forum
Attend PDA/ISPE forums And Equipment shows
Technical Benchmarking Internal + External
Technical debate with Suppliers on improvements,
Validation approach, etc.
Lilly Site Lilly Network Lilly Suppliers Pharma Industry/Universities
Technical Excellence: Specialisation
R&D projects with Universities

14
Issues Prevention/Prediction - iMCS
ICH Q9/ISO14971
ICH Q9/ISO14971
Application of ICH Q8, Q9, & Q10
Pharmaceutical Quality System
9
10
• Life Cycle Approach • Enablers Knowledge & Risk management •Control Strategy Execution and Verification • Continuous Improvement
Pharmaceutical Development
•Life Cycle Approach •Product knowledge •Design space •Manufacturing process development •Control Strategy development
9
•Risk to the patient safety and product quality •Manufacturing link CQA’s to controls, monitoring •Enabler of Pharmaceutical Quality System
Quality Risk Management
8 9
10
iMCS

15
Step 4 FTA to id
causes that impact CQA’s
per unit op per CQA
Partnership w/ Development and Medical
Patient Safety Efficacy Requirements
Control Strategy
Step 5 FMEA
Identify controls of causes rank occ and det
Evaluate Risk
Step 1 Identify
CQA’s and CPPs& OPPs Level 1 & 2
Step 2 ID Harm and Rank Severity to Patient (PHA)
Step 3 Identify Process Unit operations
Determine Leading Indicators and Lagging Indicators
CT Manufacturing/Development/Tech Transfer/Registration Stability lots
Stage 1 Pharm Dev.
Stage 2 PPQ (PV)
Stage 3 Continued Verification
Validate Control Strategy
Continued Monitoring Of Leading and
Lagging Indicators
Leading Indicators
Lagging Indicators
Issues Prevention/Prediction - iMCS

16
Product: CQAs For patient safety,
efficacy and quality (as ICH Q8/Q6a)
Product: CQAs For patient safety,
efficacy and quality (as ICH Q8/Q6a)
Other Product Attributes & Business Requirements
e.g. cost, safety, environmental,
manufacturability
Other Product Attributes & Business Requirements e.g. Safety, environmental,
Manufacturability, cost
Controls to Enable Product CQAs to be met
e.g. CPPs , material attributes & components,
equipment and facility operation s that must be
monitored or controlled to achieve product CQAs
Controls to Enable Product CQAs to be met
e.g. CPPs , material attributes & components,
equipment and facility operation s that must be
monitored or controlled to achieve product CQAs
Other Controls Other parameters and material attributes &
components, equipment & facility operations that must be monitored or controlled to achieve
other product attributes & business requirements
Other Controls Other parameters and material attributes &
components, equipment & facility operations that must be monitored or controlled to achieve
other product attributes & business requirements
Analytical, Engineering & Other Control Methods Analytical methods (off line, at - line, in - line, or on - line)
Equipment and facility engineering controls PAT (including process models and control models)
Automation and manual controls Procedures
Analytical, Engineering & Other Control Methods Analytical methods (off line, at - line, in - line, or on - line)
Equipment and facility engineering controls PAT (including process models and control models)
Automation and manual controls Procedures
Control Strategy Level 2
Control Strategy Level 3
PATIENT BUSINESS
Control Strategy Level 1
Systems to
facilitate other
business controls
ISPE - PQLI Control Strategy Model
PQS (ICH Q10) and
GMPs
Issues Prevention/Prediction - iMCS

Issues Prevention/Prediction - iMCS
17
Critical Quality Attributes
A physical, chemical, biological or
microbiological property or
characteristic that should be within an appropriate limit,
range, or distribution to ensure the desired
product quality.
Preliminary Hazards Analysis
Hazards are the
failures on the CQA that may cause harm to the patient. Each
Hz is evaluated through a Risk
Assessment approach considering related
severity and Probability of Harm
Process Map Development
Identify Process Unit operations
Fault Tree Analysis
Each process step is reviewed by a proper
team of SMEs to identify each possible failure that may occur
in the production process
Failure Modes and Effects
Analysis
Each identified Failure mode of the FTA is
evaluated through a Risk Assessment
approach identifying tha probability of
occurrence /detection and each available
Preventive and Detection control in
place
FTA FMEA CQA PHA Process Map
“The planned set of controls, derived from current product and process understanding, that assures process performance and product quality.”
ICH Q 10

Technological Innovation - examples
18
Design of new Primary Packaging Components
To address issues
Rapid Micro Methods development/implementation
To shorten response time
Particoloscope to Determine nature
Of particle
FT-IR/SEM to characterise particles
Equipment Monitoring thru micro cameras
to improve troubleshooting
Fully Automated Chillroom to minimise
headcount/people exposure to cold
temperature
Tertiary Loop Concept (Group of Experts,
see next slide)
RFiD to track Material handling
and Time Out of fridge
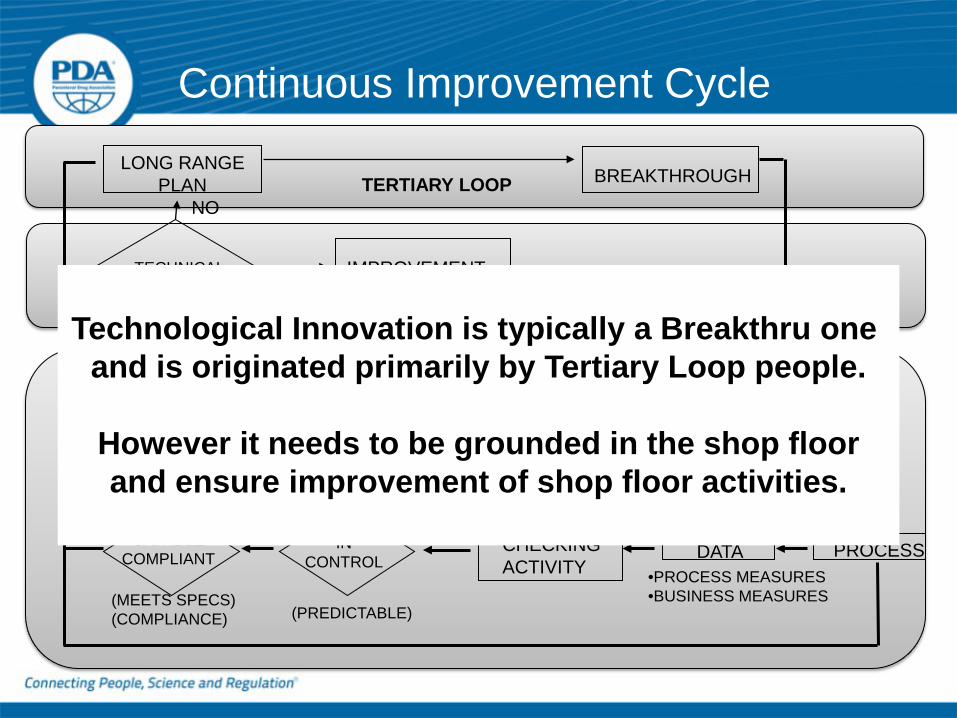
Continuous Improvement Cycle LONG RANGE
PLAN BREAKTHROUGH
TECHNICAL TEAM
IMPROVEMENT
PROCESS TEAM
CAPABLE COMPLIANT
IN CONTROL
CHECKING ACTIVITY
DATA PROCESS
•ANALYSIS OF PROBLEM THROUGH BUSINESS AND PROCESS MEASURES •ANALYSIS OF ROOT CAUSES
TEST PROPOSED SOLUTION
NO
NO
NO
YES YES
NO
•PROCESS MEASURES •BUSINESS MEASURES (MEETS SPECS)
(COMPLIANCE) (PREDICTABLE)
PRIMARY LOOP
SECONDARY LOOP
TERTIARY LOOP
Technological Innovation is typically a Breakthru one
and is originated primarily by Tertiary Loop people.
However it needs to be grounded in the shop floor and ensure improvement of shop floor activities.
Technical Governance – Tertiary loop
20
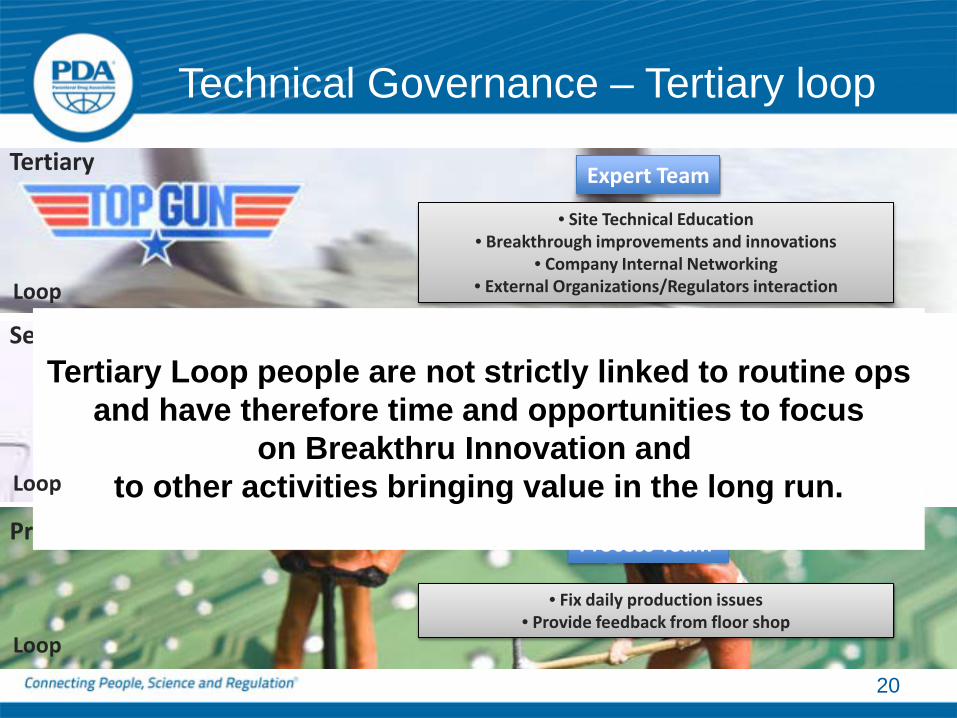
Tertiary
Secondary
Primary
• Fix daily production issues • Provide feedback from floor shop
Process Team
• Propose and implement changes • Provide expertise to support process teams
Technical Team
Expert Team
• Site Technical Education • Breakthrough improvements and innovations
• Company Internal Networking • External Organizations/Regulators interaction
Tertiary Loop people are not strictly linked to routine ops
and have therefore time and opportunities to focus on Breakthru Innovation and
to other activities bringing value in the long run.
Loop
Loop
Loop

Lilly Italia Strategic Evolution
21
• From “Flexible Site” to Biotech Products launch Site
• From being the ones that learn to become those who teach, still continuing learning
Operational Excellence Efficiency Technical Excellence Flexibility
Enhance focus on people development and make it even more explicit

22
Success Factors for Technical Excellence
Site Head and Mfg Lead Team to drive and support Technical Excellence initiatives
One Mfg Lead Team member as Technical Excellence Champion, to provide oversight and coordination of activities
Focus on successful recruitment, then induction and accelerated development of new employees.
Leverage strengths of more senior employees to develop them as SMEs and become tutors/mentors of the less senior ones
Ensure appropriate reward and career development for employees on technical roles. Example set-up a TECHNICAL LADDER

23
Technical Ladder – skills required
Scientific Excellence
Business Results
Leadership
If you think education is expensive, try ignorance!
Derek Bok, Past President, Harvard University
However beautiful the strategy, you should occasionally look at the results.
Sir Winston Churchill, Prime Minister of the Uk Nobel Prize Winner for Literature
In matters of style, flow with the current. In matters of principle, stand like a rock.
Thomas Jefferson, 3rd President of the United States

24
Thank You for the Attention