
Parametric Analysis of Electrochemical Discharge Micro-Machining ... · electrochemical machining...
6
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th –14 th , 2014, IIT Guwahati, Assam, India 540-1 Parametric Analysis of Electrochemical Discharge Micro-Machining Process during Profile Generation on Glass 1 B. Mallick*, 2 M.N. Ali, 3 B. R.Sarkar, 4 B. Doloi, 5 B. Bhattacharyya 1-5 Production Engineering Department, Jadavpur University, Kolkata-32 *E-mail: [email protected] E-mail:[email protected] E-mail: [email protected] Abstract Electrochemical discharge micro-machining (micro-ECDM) has the ability to machine electrically non- conducting materials as compared with different existing traditional and also non-traditional machining processes. This paper deals with the effects of different process parameters like applied voltage (V), electrolyte concentrations(wt%), pulse frequency and duty ratio on different machining performance characteristics such as material removal rate (MRR), overcut (OC) and heat affected zone (HAZ) during micro-profile generation on electrically non-conducting glass. Applied voltage has been set from 35-55 V and the electrolyte concentration, pulse frequency and duty factor were varied from 10-30wt%, 200Hz-1kHz and 45-65% respectively during the experimentation. A cylindrical shaped stainless tool of diameter 350 μm and NaOH solution as electrolyte were used to conduct the experiments. Material removal rate is high for 55 V and 30 wt% electrolyte concentration respectively. Overcut and HAZ area decreases with frequency whereas it increases with duty ratio after 50% and 55% of duty ratio respectively. Keywords: μ-ECDM, μ-channel, MRR, OC, HAZ 1. Introduction Electrochemical Discharge micro-machining process is utilized as an advanced hybrid micro- machining technique, which is combination of electrochemical machining (ECM) and electro discharge machining (EDM) proposed by Basak et al. (1996). In ECDM process, the material removal takes place due to the combined effects of electrochemical (EC) reaction and electrical spark discharge (ESD) action analyzed by Bhattacharyya et al. (1999), Jain et al. (1999) and Jawalkar et al. (1999). Many researchers have carried out researches to trounce the various drawbacks associated with μ-ECDM process. Cao et al. (2009) studied micro-electrochemical discharge machining to improve the machining of 3D micro-structures on glass and to obtain good surface with minimized structures during drilling and milling operations. Han et al. (2007) reported a new method for improvement of the surface integrity in electrochemical discharge machining (ECDM) process by the use of fine graphite powder mixed with electrolyte. Jui et al. (2013) fabricated in-house high aspect ratio micro-tools, which have been used for deep micro-hole drilling on glass using low electrolyte concentration. An aspect ratio of 11 has been achieved. Kim et al. (2006) studied the voltage pulse frequency and duty ratio effects in an electrochemical discharge micro-drilling process using Pyrex glass materials. Sarkar et al. (2006) showed the effects of various process parameters during micro-drilling of silicon nitride ceramic using electrochemical discharge machining (ECDM) process. Still, a little attention has been drawn in the area of μ-profile or μ-channel cutting on electrically non- conducting materials viz glass and ceramics with ECDM process. Therefore, this paper includes the basic experimental results of profile generation like micro-channel on glass. This paper also deals with the effects of different process parameters like applied voltage (V), electrolyte concentrations(wt%), pulse frequency and duty ratio on different machining performance characteristics such as material removal rate (MRR), overcut (OC) and heat affected zone (HAZ) during micro-channel cutting on electrically non-conducting glass. 2. Experimentation 2.1 Experimental set up To accomplish the objectives of this research work and to control the process parameters such as machining voltage, duty ratio, pulse frequency, electrolyte concentration etc an experimental ECDM
Transcript of Parametric Analysis of Electrochemical Discharge Micro-Machining ... · electrochemical machining...

5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12th–14th, 2014,
IIT Guwahati, Assam, India
540-1
Parametric Analysis of Electrochemical Discharge Micro-Machining
Process during Profile Generation on Glass 1B. Mallick*, 2M.N. Ali, 3B. R.Sarkar, 4B. Doloi, 5B. Bhattacharyya
1-5Production Engineering Department, Jadavpur University, Kolkata-32
*E-mail: [email protected] E-mail:[email protected] E-mail: [email protected]
Abstract
Electrochemical discharge micro-machining (micro-ECDM) has the ability to machine electrically non-
conducting materials as compared with different existing traditional and also non-traditional machining
processes. This paper deals with the effects of different process parameters like applied voltage (V), electrolyte
concentrations(wt%), pulse frequency and duty ratio on different machining performance characteristics such as
material removal rate (MRR), overcut (OC) and heat affected zone (HAZ) during micro-profile generation on
electrically non-conducting glass. Applied voltage has been set from 35-55 V and the electrolyte concentration,
pulse frequency and duty factor were varied from 10-30wt%, 200Hz-1kHz and 45-65% respectively during the
experimentation. A cylindrical shaped stainless tool of diameter 350 µm and NaOH solution as electrolyte were
used to conduct the experiments. Material removal rate is high for 55 V and 30 wt% electrolyte concentration
respectively. Overcut and HAZ area decreases with frequency whereas it increases with duty ratio after 50% and
55% of duty ratio respectively.
Keywords: µ-ECDM, µ-channel, MRR, OC, HAZ
1. Introduction
Electrochemical Discharge micro-machining
process is utilized as an advanced hybrid micro-
machining technique, which is combination of
electrochemical machining (ECM) and electro
discharge machining (EDM) proposed by Basak et al.
(1996). In ECDM process, the material removal takes
place due to the combined effects of electrochemical
(EC) reaction and electrical spark discharge (ESD)
action analyzed by Bhattacharyya et al. (1999), Jain et
al. (1999) and Jawalkar et al. (1999). Many
researchers have carried out researches to trounce the
various drawbacks associated with µ-ECDM process.
Cao et al. (2009) studied micro-electrochemical
discharge machining to improve the machining of 3D
micro-structures on glass and to obtain good surface
with minimized structures during drilling and milling
operations. Han et al. (2007) reported a new method
for improvement of the surface integrity in
electrochemical discharge machining (ECDM)
process by the use of fine graphite powder mixed with
electrolyte. Jui et al. (2013) fabricated in-house high
aspect ratio micro-tools, which have been used for
deep micro-hole drilling on glass using low
electrolyte concentration. An aspect ratio of 11 has
been achieved. Kim et al. (2006) studied the voltage
pulse frequency and duty ratio effects in an
electrochemical discharge micro-drilling process
using Pyrex glass materials. Sarkar et al. (2006)
showed the effects of various process parameters
during micro-drilling of silicon nitride ceramic using
electrochemical discharge machining (ECDM)
process.
Still, a little attention has been drawn in the area
of µ-profile or µ-channel cutting on electrically non-
conducting materials viz glass and ceramics with
ECDM process. Therefore, this paper includes the
basic experimental results of profile generation like
micro-channel on glass. This paper also deals with the
effects of different process parameters like applied
voltage (V), electrolyte concentrations(wt%), pulse
frequency and duty ratio on different machining
performance characteristics such as material removal
rate (MRR), overcut (OC) and heat affected zone
(HAZ) during micro-channel cutting on electrically
non-conducting glass.
2. Experimentation
2.1 Experimental set up
To accomplish the objectives of this research
work and to control the process parameters such as
machining voltage, duty ratio, pulse frequency,
electrolyte concentration etc an experimental ECDM
Parametric Analysis of Electrochemical Discharge Micro-Machining
Process during Profile Generation on Glass
540-2
set-up was indigenously designed and developed. The
set-up includes the following sub systems:
a) Mechanical hardware system
b) Electrolyte supply System
c) Electrical power supply unit
The mechanical hardware system is very
important parts of micro-ECDM set-up. The
mechanical hardware system is used to achieve the
goal of the present research work. It consists of the
main elements such as (i) Main machining chamber,
(ii) Job holding unit, (iii) Tool holding unit, (iv)
Auxiliary electrode unit and (v) Job feeding
arrangement etc.
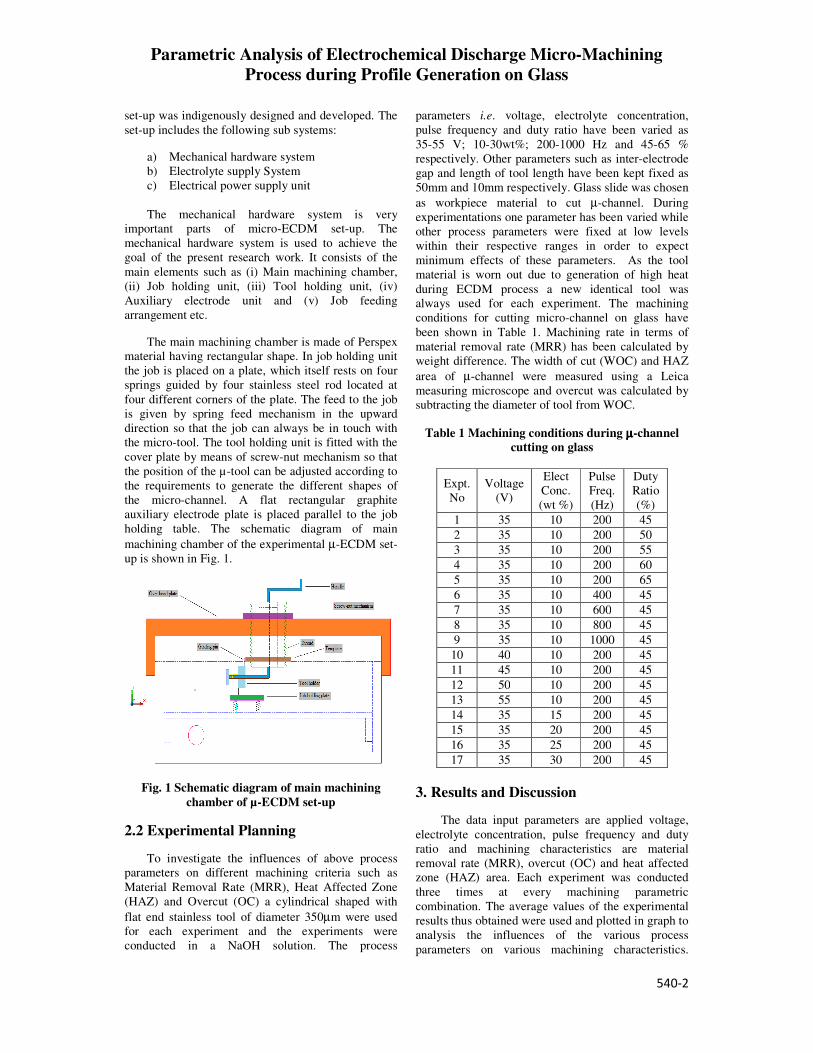
The main machining chamber is made of Perspex
material having rectangular shape. In job holding unit
the job is placed on a plate, which itself rests on four
springs guided by four stainless steel rod located at
four different corners of the plate. The feed to the job
is given by spring feed mechanism in the upward
direction so that the job can always be in touch with
the micro-tool. The tool holding unit is fitted with the
cover plate by means of screw-nut mechanism so that
the position of the µ-tool can be adjusted according to
the requirements to generate the different shapes of
the micro-channel. A flat rectangular graphite
auxiliary electrode plate is placed parallel to the job
holding table. The schematic diagram of main
machining chamber of the experimental µ-ECDM set-
up is shown in Fig. 1.
Fig. 1 Schematic diagram of main machining
chamber of µ-ECDM set-up
2.2 Experimental Planning
To investigate the influences of above process
parameters on different machining criteria such as
Material Removal Rate (MRR), Heat Affected Zone
(HAZ) and Overcut (OC) a cylindrical shaped with
flat end stainless tool of diameter 350µm were used
for each experiment and the experiments were
conducted in a NaOH solution. The process
parameters i.e. voltage, electrolyte concentration,
pulse frequency and duty ratio have been varied as
35-55 V; 10-30wt%; 200-1000 Hz and 45-65 %
respectively. Other parameters such as inter-electrode
gap and length of tool length have been kept fixed as
50mm and 10mm respectively. Glass slide was chosen
as workpiece material to cut µ-channel. During
experimentations one parameter has been varied while
other process parameters were fixed at low levels
within their respective ranges in order to expect
minimum effects of these parameters. As the tool
material is worn out due to generation of high heat
during ECDM process a new identical tool was
always used for each experiment. The machining
conditions for cutting micro-channel on glass have
been shown in Table 1. Machining rate in terms of
material removal rate (MRR) has been calculated by
weight difference. The width of cut (WOC) and HAZ
area of µ-channel were measured using a Leica
measuring microscope and overcut was calculated by
subtracting the diameter of tool from WOC.
Table 1 Machining conditions during µµµµ-channel
cutting on glass
Expt.
No
Voltage
(V)
Elect
Conc.
(wt %)
Pulse
Freq.
(Hz)
Duty
Ratio
(%)
1 35 10 200 45
2 35 10 200 50
3 35 10 200 55
4 35 10 200 60
5 35 10 200 65
6 35 10 400 45
7 35 10 600 45
8 35 10 800 45
9 35 10 1000 45
10 40 10 200 45
11 45 10 200 45
12 50 10 200 45
13 55 10 200 45
14 35 15 200 45
15 35 20 200 45
16 35 25 200 45
17 35 30 200 45
3. Results and Discussion
The data input parameters are applied voltage,
electrolyte concentration, pulse frequency and duty
ratio and machining characteristics are material
removal rate (MRR), overcut (OC) and heat affected
zone (HAZ) area. Each experiment was conducted
three times at every machining parametric
combination. The average values of the experimental
results thus obtained were used and plotted in graph to
analysis the influences of the various process
parameters on various machining characteristics.
5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12th–14th, 2014,
IIT Guwahati, Assam, India
540-3
Table 2 shows the average values of various
machining characteristics recorded during the
experimentations.
Table 2 Experimental results obtained at different
parametric combinations
Expt.
No
MRR
(mg/hr)
Overcut
(µm)
HAZ
(µm2)x103
1 12.13 198.826 327.323
2 14.53 45.842 438.461
3 18.53 86.356 232.298
4 19.06 84.878 264.316
5 23.87 133.443 352.374
6 11.06 112.780 525.679
7 11.87 92.241 554.657
8 11.6 132.299 318.508
9 8.53 116.617 294.514
10 24.13 165.009 392.858
11 30.27 259.524 452.955
12 31.6 264.494 714.806
13 51.33 457.347 1048.131
14 36.8 119.431 760.221
15 70.93 309.583 706.739
16 74.27 342.867 908.92
17 105.47 273.210 894.771
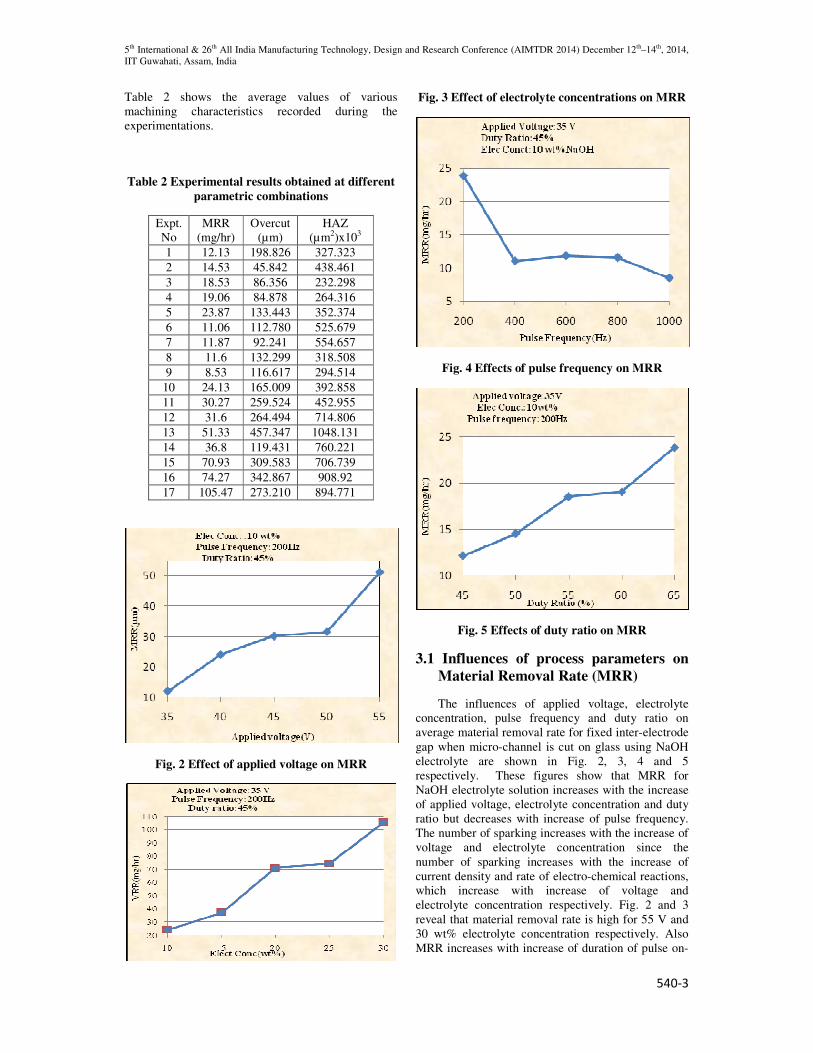
Fig. 2 Effect of applied voltage on MRR
Fig. 3 Effect of electrolyte concentrations on MRR
Fig. 4 Effects of pulse frequency on MRR
Fig. 5 Effects of duty ratio on MRR
3.1 Influences of process parameters on
Material Removal Rate (MRR)
The influences of applied voltage, electrolyte
concentration, pulse frequency and duty ratio on
average material removal rate for fixed inter-electrode
gap when micro-channel is cut on glass using NaOH
electrolyte are shown in Fig. 2, 3, 4 and 5
respectively. These figures show that MRR for
NaOH electrolyte solution increases with the increase
of applied voltage, electrolyte concentration and duty
ratio but decreases with increase of pulse frequency.
The number of sparking increases with the increase of
voltage and electrolyte concentration since the
number of sparking increases with the increase of
current density and rate of electro-chemical reactions,
which increase with increase of voltage and
electrolyte concentration respectively. Fig. 2 and 3
reveal that material removal rate is high for 55 V and
30 wt% electrolyte concentration respectively. Also
MRR increases with increase of duration of pulse on-
Parametric Analysis of Electrochemical Discharge Micro-Machining
Process during Profile Generation on Glass
540-4
time, which increases with duty factor. As the
discharge duration increases, the removal rate
increases since the temperature of the glass channel
rises. MRR falls down with increase of pulse
frequency because the duration of the discharge
increases as the frequency decreases, even though the
total time that voltage is applied stays the same.
3.2 Influences of process parameters on
Overcut (OC)
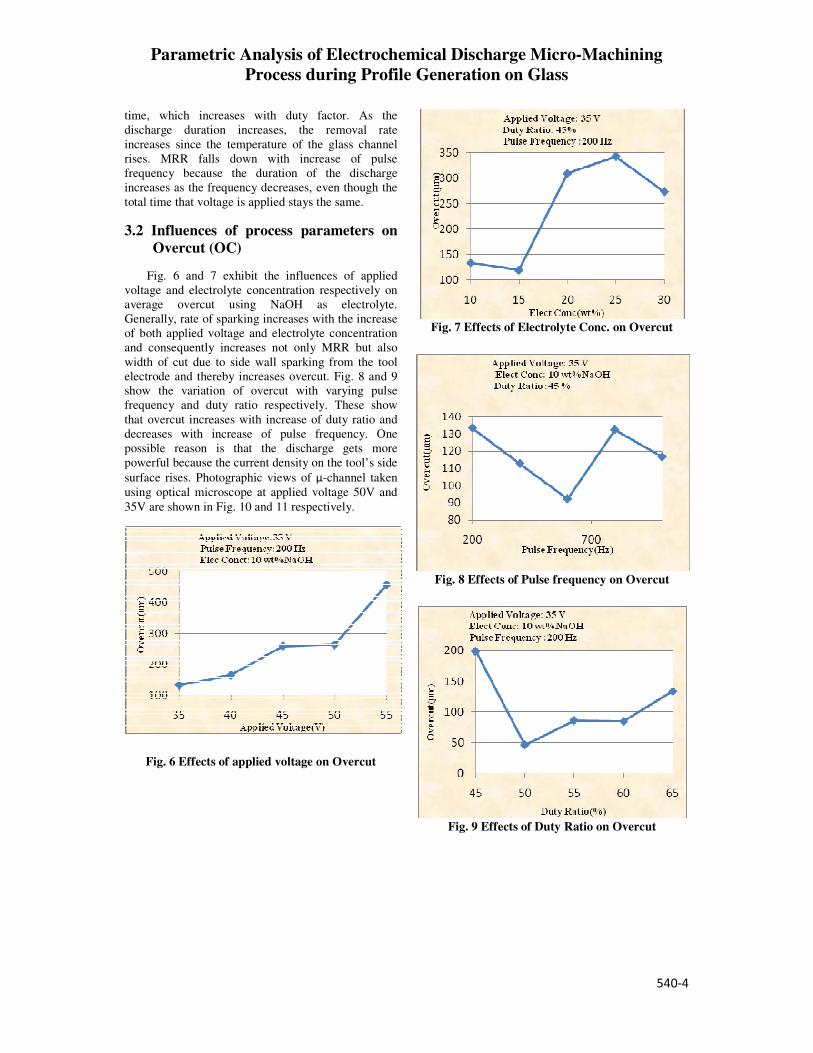
Fig. 6 and 7 exhibit the influences of applied
voltage and electrolyte concentration respectively on
average overcut using NaOH as electrolyte.
Generally, rate of sparking increases with the increase
of both applied voltage and electrolyte concentration
and consequently increases not only MRR but also
width of cut due to side wall sparking from the tool
electrode and thereby increases overcut. Fig. 8 and 9
show the variation of overcut with varying pulse
frequency and duty ratio respectively. These show
that overcut increases with increase of duty ratio and
decreases with increase of pulse frequency. One
possible reason is that the discharge gets more
powerful because the current density on the tool’s side
surface rises. Photographic views of µ-channel taken
using optical microscope at applied voltage 50V and
35V are shown in Fig. 10 and 11 respectively.
Fig. 6 Effects of applied voltage on Overcut
Fig. 7 Effects of Electrolyte Conc. on Overcut
Fig. 8 Effects of Pulse frequency on Overcut
Fig. 9 Effects of Duty Ratio on Overcut
5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12th–14th, 2014,
IIT Guwahati, Assam, India
540-5
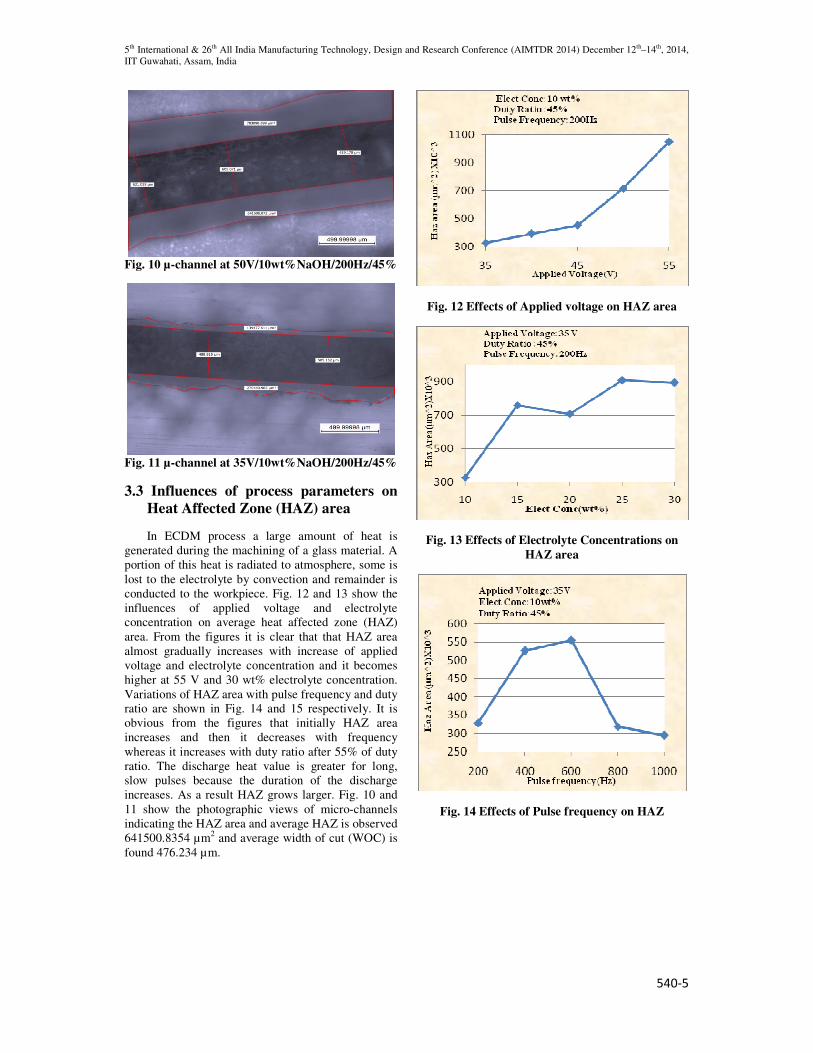
Fig. 10 µ-channel at 50V/10wt%NaOH/200Hz/45%
Fig. 11 µ-channel at 35V/10wt%NaOH/200Hz/45%
3.3 Influences of process parameters on
Heat Affected Zone (HAZ) area
In ECDM process a large amount of heat is
generated during the machining of a glass material. A
portion of this heat is radiated to atmosphere, some is
lost to the electrolyte by convection and remainder is
conducted to the workpiece. Fig. 12 and 13 show the
influences of applied voltage and electrolyte
concentration on average heat affected zone (HAZ)
area. From the figures it is clear that that HAZ area
almost gradually increases with increase of applied
voltage and electrolyte concentration and it becomes
higher at 55 V and 30 wt% electrolyte concentration.
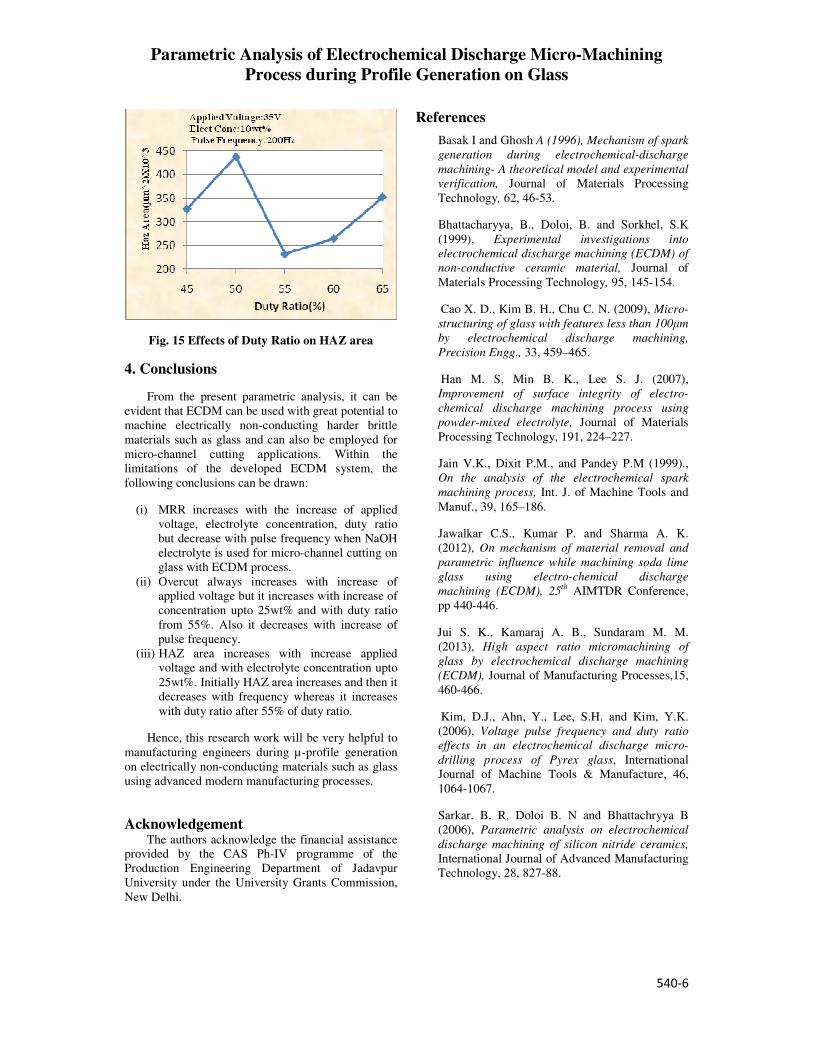
Variations of HAZ area with pulse frequency and duty
ratio are shown in Fig. 14 and 15 respectively. It is
obvious from the figures that initially HAZ area
increases and then it decreases with frequency
whereas it increases with duty ratio after 55% of duty
ratio. The discharge heat value is greater for long,
slow pulses because the duration of the discharge
increases. As a result HAZ grows larger. Fig. 10 and
11 show the photographic views of micro-channels
indicating the HAZ area and average HAZ is observed
641500.8354 µm2 and average width of cut (WOC) is
found 476.234 µm.
Fig. 12 Effects of Applied voltage on HAZ area
Fig. 13 Effects of Electrolyte Concentrations on
HAZ area
Fig. 14 Effects of Pulse frequency on HAZ
Parametric Analysis of Electrochemical Discharge Micro-Machining
Process during Profile Generation on Glass
540-6
Fig. 15 Effects of Duty Ratio on HAZ area
4. Conclusions
From the present parametric analysis, it can be
evident that ECDM can be used with great potential to
machine electrically non-conducting harder brittle
materials such as glass and can also be employed for
micro-channel cutting applications. Within the
limitations of the developed ECDM system, the
following conclusions can be drawn:
(i) MRR increases with the increase of applied
voltage, electrolyte concentration, duty ratio
but decrease with pulse frequency when NaOH
electrolyte is used for micro-channel cutting on
glass with ECDM process.
(ii) Overcut always increases with increase of
applied voltage but it increases with increase of
concentration upto 25wt% and with duty ratio
from 55%. Also it decreases with increase of
pulse frequency.
(iii) HAZ area increases with increase applied
voltage and with electrolyte concentration upto
25wt%. Initially HAZ area increases and then it
decreases with frequency whereas it increases
with duty ratio after 55% of duty ratio.
Hence, this research work will be very helpful to
manufacturing engineers during µ-profile generation
on electrically non-conducting materials such as glass
using advanced modern manufacturing processes.
Acknowledgement The authors acknowledge the financial assistance
provided by the CAS Ph-IV programme of the
Production Engineering Department of Jadavpur
University under the University Grants Commission,
New Delhi.
References
Basak I and Ghosh A (1996), Mechanism of spark
generation during electrochemical-discharge
machining- A theoretical model and experimental
verification, Journal of Materials Processing
Technology, 62, 46-53.
Bhattacharyya, B., Doloi, B. and Sorkhel, S.K
(1999), Experimental investigations into
electrochemical discharge machining (ECDM) of
non-conductive ceramic material, Journal of
Materials Processing Technology, 95, 145-154.
Cao X. D., Kim B. H., Chu C. N. (2009), Micro-
structuring of glass with features less than 100µm
by electrochemical discharge machining,
Precision Engg., 33, 459–465.
Han M. S, Min B. K., Lee S. J. (2007),
Improvement of surface integrity of electro-
chemical discharge machining process using
powder-mixed electrolyte, Journal of Materials
Processing Technology, 191, 224–227.
Jain V.K., Dixit P.M., and Pandey P.M (1999).,
On the analysis of the electrochemical spark
machining process, Int. J. of Machine Tools and
Manuf., 39, 165–186.
Jawalkar C.S., Kumar P. and Sharma A. K.
(2012), On mechanism of material removal and
parametric influence while machining soda lime
glass using electro-chemical discharge
machining (ECDM), 25th
AIMTDR Conference,
pp 440-446.
Jui S. K., Kamaraj A. B., Sundaram M. M.
(2013), High aspect ratio micromachining of
glass by electrochemical discharge machining
(ECDM), Journal of Manufacturing Processes,15,
460-466.
Kim, D.J., Ahn, Y., Lee, S.H. and Kim, Y.K.
(2006), Voltage pulse frequency and duty ratio
effects in an electrochemical discharge micro-
drilling process of Pyrex glass, International
Journal of Machine Tools & Manufacture, 46,
1064-1067.
Sarkar. B. R, Doloi B. N and Bhattachryya B
(2006), Parametric analysis on electrochemical
discharge machining of silicon nitride ceramics,
International Journal of Advanced Manufacturing
Technology, 28, 827-88.
![Electrical Discharge/Electrochemical Hybrid Machining ... · Electrochemical machining (ECM) is an alternative surface finishing process [8–10]. Unlike EDMed surfaces, there is](https://static.fdocuments.net/doc/165x107/5f0415997e708231d40c3e08/electrical-dischargeelectrochemical-hybrid-machining-electrochemical-machining.jpg)

















