pallets and packaging - cti-timber.orgcti-timber.org/sites/default/files/Dry Pallet - Process...
8
pallets and packaging This is a considerable technical challenge for the pallet industry. There are numerous variables to contend with throughout the timber procurement and storage, manufacture, drying, storage of finished stock and delivery process. At any point in this process mould can form on the surface of timber if conditions are favourable (i.e. temperature, humidity, poor ventilation, and wetting). To compound these factors, the industry has no clear guidelines for a dry specification or standardised method of measuring or sampling the moisture content of a pallet. To ensure commercial realism the study was carried out at participating working pallet factories. Study trials were limited to the 1000 x 1200mm and 800 x 1200mm 4 way entry pallets. Timber species was restricted to Sitka Spruce (Picea sitchensis) because it is the most common pallet timber in the UK and its properties are well documented. The trial involved 1360 pallets randomly sampled from 18 kiln batches dried in current technology “heat and vent” kilns employing 6 temperature probes. A total of 14640 separate moisture content readings were taken and the data analysed in accordance with acceptance sampling statistics in British Standard BS 600.The goal of the study is twofold: 1. Define the upper acceptance quality level AQL. Given the risk threshold for mould is a surface moisture content value of 22%, the AQL was set at this level. 2. Determine the specification and quality control measures to guarantee a standardized moisture content for the contracted supply of mould free pallets. TIMCON has produced this guide for pallet manufacturers and pallet users in order to determine a dry pallet standard and establish quality control measures to achieve a classification of Service Level Agreement (SLA), to minimize the risk as far as is practicably possible, to ensure pallets are delivered to an acceptable dried pallet standard. This is the second TIMCON best practice guide on the effects of kiln drying pallets and control of stain and mould. TIMCON recommends that this guide is read in conjunction with the “Best practice guide to timber stain and mould for users of wooden pallets.” The study into kiln drying practices TIMCON commissioned Edinburgh Napier University Forest Products Research Institute (FPRI) in early 2013 to conduct a study into the existing practices in the UK, (similar to other countries) of kiln drying pallets after manufacture. Timber pallet manufacturers are facing increasing demands from pallet users to guarantee the supply of pallets free of discolouration from stain, and most importantly discolouration from mould. The only viable method at present is to ensure that the timber is dried, and the moisture content maintained at a level below which, the relevant microorganisms cannot grow. 1 Dry Pallet – Process Standard for Timber Pallets Best Practice Guide
-
Upload
trinhduong -
Category
Documents
-
view
219 -
download
0
Transcript of pallets and packaging - cti-timber.orgcti-timber.org/sites/default/files/Dry Pallet - Process...
pallets and packagingThis is a considerable technical challenge for thepallet industry. There are numerous variables tocontend with throughout the timber procurementand storage, manufacture, drying, storage offinished stock and delivery process. At any point inthis process mould can form on the surface oftimber if conditions are favourable (i.e. temperature,humidity, poor ventilation, and wetting). Tocompound these factors, the industry has no clearguidelines for a dry specification or standardisedmethod of measuring or sampling the moisturecontent of a pallet.
To ensure commercial realism the study was carriedout at participating working pallet factories. Studytrials were limited to the 1000 x 1200mm and 800 x1200mm 4 way entry pallets.
Timber species was restricted to Sitka Spruce(Picea sitchensis) because it is the most commonpallet timber in the UK and its properties are welldocumented.
The trial involved 1360 pallets randomly sampledfrom 18 kiln batches dried in current technology“heat and vent” kilns employing 6 temperatureprobes. A total of 14640 separate moisture contentreadings were taken and the data analysed inaccordance with acceptance sampling statistics inBritish Standard BS 600.The goal of the study istwofold:
1. Define the upper acceptance quality level AQL.Given the risk threshold for mould is a surfacemoisture content value of 22%, the AQL was set atthis level.
2. Determine the specification and quality controlmeasures to guarantee a standardized moisturecontent for the contracted supply of mould freepallets.
TIMCON has produced this guide forpallet manufacturers and pallet usersin order to determine a dry palletstandard and establish quality controlmeasures to achieve a classification ofService Level Agreement (SLA), tominimize the risk as far as ispracticably possible, to ensure palletsare delivered to an acceptable driedpallet standard.
This is the second TIMCON best practiceguide on the effects of kiln drying palletsand control of stain and mould. TIMCONrecommends that this guide is read inconjunction with the “Best practice guideto timber stain and mould for users ofwooden pallets.”
The study into kilndrying practicesTIMCON commissioned Edinburgh Napier UniversityForest Products Research Institute (FPRI) in early2013 to conduct a study into the existing practicesin the UK, (similar to other countries) of kiln dryingpallets after manufacture.
Timber pallet manufacturers are facing increasingdemands from pallet users to guarantee the supply ofpallets free of discolouration from stain, and mostimportantly discolouration from mould. The only viablemethod at present is to ensure that the timber is dried,and the moisture content maintained at a level belowwhich, the relevant microorganisms cannot grow.
1
Dry Pallet – Process Standard for Timber PalletsBest Practice Guide

Current drying practices indicate that wettersections of the pallet are unavoidable. Risk of mouldgrowth is highly likely in these circumstances,therefore a mould free pallet cannot be guaranteed(this is borne out by the experiences ofmanufacturers involved in disputes for failing tomeet contracted requirements of mould free).Air drying of assembled pallets before kiln dryingreduces the moisture variability of this naturalmaterial and so overcomes this problem. Additionalhandling considerations and potential extendeddelivery lead times are important implications.It is possible to supply a “delivered” guaranteedmould free pallet, by offering a premium productservice but this premium service comes withconditions that should be clearly defined, mustbe agreed and signed up to by themanufacturer and pallet user. The pallet usermust be made aware that the premium servicewill potentially attract more additional costNot all pallet manufacturers may be prepared tocommit the necessary resources, or have thecapabilities, to provide the level of qualitycontrol requirements to meet the proposedsuperior dry specification.As a result of this exhaustive independentresearch study the pallet industry has available -for the first time - a rigorous independentassessment of the current drying practices andthe likely effect that different drying scheduleshave on the control of mould.
Although the target moisture content may be specifiedand drying schedules set accordingly (i.e. meanmoisture content at or below 22%). The actualmoisture content range is variable and wide, such thatthe maximum moisture content cannot be predicted.
Moisture content thresholdThe maximum surface moisture content figure of20% is widely acknowledged in European Standardsand other published documents, as necessary toprevent mould growth. This threshold was firstidentified by Cartwright and Finley 1946. Decay oftimber and its prevention. London HMSO.
The threshold moisture conditions for colonisation oftimber by mould and sapstain fungi are the same asfor decay fungi. The fibre saturation point (FSP) formost temperate species of timber occurs at a moisturecontent of around 30%. This was lowered to 22% toaccommodate most commercial timbers andinaccuracies in moisture content measurement, forsimplicity rounded down to 20%. This is where theaverage 22% moisture content (common industrynorm) for kiln dried pallets originates.
Study resultsThe study focuses on the UK climate conditions andpallet market where air drying is an acceptablemethod to help reduce moisture content. Thefindings and recommended practices arising fromthe study may not be appropriate in other countryclimates and timber species. It is also acknowledgedother drying practices may well have similarsuccessful results, however these have not beenevidenced in the study for verification.
Achieving the moisture content target ≤ 22% ischallenging for any manufacturer making pallets fromgreen (i.e. unseasoned) timber of different thickness.Trial data indicated the moisture content of greentimber for pallets is highly variable and having a hugeeffect on subsequent drying results..Consequently it may be reasonably assumed the kilndrying practices operated by most UK (and other countries)pallet manufacturers are not in statistical control.
Implications of these findings are:
•
•
•
•
•
•
The most important result of the study, the industrynow has independently verified evidence tochallenge and discredit current claims thatguarantee a maximum moisture content and mouldfree pallets. TIMCON is committed to promotingand maintaining the highest professional industryand ethical practices in the UK.
Although extensive, the study was limited toparticipating working pallet factories in the UK usinga single species of timber (Sitka spruce). It isrecommended that pallet manufacturers shouldundertake further work to ensure the applicability ofthe procedures for their own manufacturingoperations and species of timber used.
2

Mould and sapstainMould and sapstain are both due to fungi. Fungiwhich discolour timber are known as stain fungi,fungi that grow on the surface are called moulds.
Stain fungi can refer to sapstain of freshly felled logsand converted timber or to blue stain of timber inservice. Sapstain mainly affects the sapwood ofsusceptible timbers such as Scots pine (Pinussylvestris) whereas bluestain can occur in all timberspecies given the right conditions.
BS EN 2246 1999 Quality classification of timber usedin pallets and packaging, permits the unrestricted useof blue stained timber.
The main focus of attention is concentrated on mouldas this is the common cause of biodisfigurement ontimber pallets globally
Timber QualityThe quality of the timber used for pallet manufacture isa major factor affecting the dry quality of the endproduct. Material specifications for timber shouldalways state mould free requirements. It may notalways be possible however, or practical due tounavoidable reasons, to reject timber that does notmeet specified requirements.
Timber used for the packaging industry is generally atthe lower end of grading quality. Packs of palletboards and blocks may sometimes be delivereddiscoloured with stain or mould or becomediscoloured while in transit or storage.
Accepting mouldy timber does introduce the risk ofcausing spore breeding grounds and release of airborne mould spores. Mould contaminated timbershould be quarantined in an area well away fromuncontaminated stocks of timber and pallets.
Mouldy timber is not recommended to be usedfor pallet manufacture unless the mould can beremoved thoroughly by cleaning. It is amisguided view that it is acceptable to usemouldy timber, and that subsequent kiln dryingof the pallets kills the mould. Although the hightemperatures in the kiln do kill mould, deadmould residue remains on the surface of thetimber. Unless this is thoroughly cleaned away,the pallets remain unsightly, and continue to beregarded by the customer as being in a mouldycondition.
3
Potential additional cost of kiln dried timber.
Pallet manufacture is a challenging industryconstantly under pressure from supply and demand,and price in a highly competitive market.
Major shortfall in sawmills kiln capacity to supply drytimber for the pallet industry puts pressure on supplycapabilities.
Typically the lead time for dried timber supply isgenerally incompatible with just-in-time (JIT) palletuser requirements.
The UK sawmilling industry is geared to drying highervalue added long length timber for the constructionmarket.
Considerable investment by sawmills would berequired in handling equipment to dry significantvolumes of cut to length pallet timber.
Maintaining timber stock in dry condition can imposepressure on a manufacturer’s storage capacity.
Thin section dry timber is potentially moresusceptible to warping and to splitting when nailed.
Kiln dried boardsand blocksManufacturing pallets from pre kiln dried palletcomponents is another option to ensure moisturecontent is within specified requirements. Even so,moisture content cannot be guaranteed. Theadvantages nevertheless are generally outweighedby the following disadvantages for the palletmanufacturer:
•
••
•
•
•
•
•
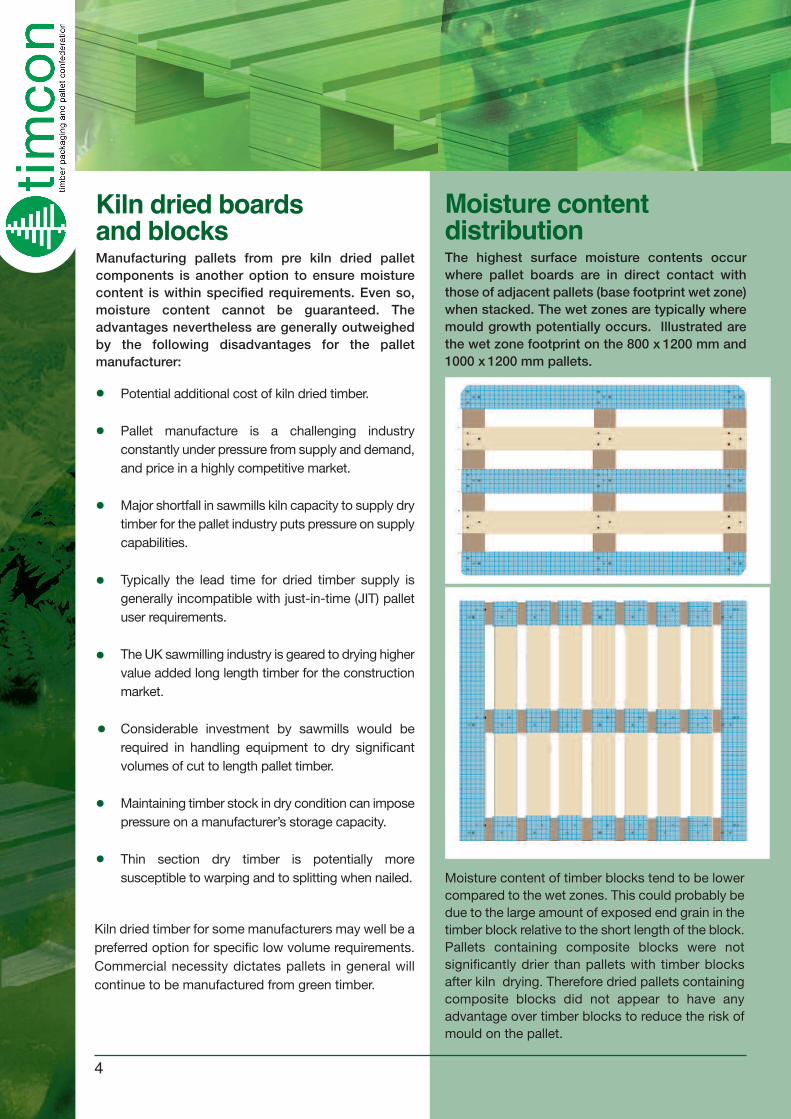
Moisture contentdistributionThe highest surface moisture contents occurwhere pallet boards are in direct contact withthose of adjacent pallets (base footprint wet zone)when stacked. The wet zones are typically wheremould growth potentially occurs. Illustrated arethe wet zone footprint on the 800 x 1200 mm and1000 x 1200 mm pallets.
Kiln dried timber for some manufacturers may well be apreferred option for specific low volume requirements.Commercial necessity dictates pallets in general willcontinue to be manufactured from green timber.
Moisture content of timber blocks tend to be lowercompared to the wet zones. This could probably bedue to the large amount of exposed end grain in thetimber block relative to the short length of the block.Pallets containing composite blocks were notsignificantly drier than pallets with timber blocksafter kiln drying. Therefore dried pallets containingcomposite blocks did not appear to have anyadvantage over timber blocks to reduce the risk ofmould on the pallet.
4

Moisture content was measured using calibratedelectrical resistance moisture meters, temperaturecompensated, in accordance with the procedure inBS EN 13182-2. Measurements were initially takenat probe depths of 3 mm and 25 mm as necessary.The depths were selected as being representative ofmoisture conditions at the timber surface and thewettest location where boards overlap at blockassembly points. As trials progressed only 3 mm probedepths were deemed necessary due to the confidenceof the extensive measurement data analysis.Moisture content measurements were sampledfrom both the wet and dry zones.
Measuring moisturecontentTypes of moisture meterThere are two types, resistance and dielectric.Dielectric meters perform well in many conditionsbut they are affected by timber density and require aflat timber surface.Pallet timber has variable density and is a rough sawnsurface. Consequently dielectric meters are generallyunsuitable for measuring pallet moisture content.Temperaturecompensated resistancemetersaresuitablefor timber with a moisture content range of 7% to 30%.Measurements outside this range are only indicative.Within this range themeters should be assumed to havean accuracy of ± 3%. This level of accuracy is adequatefor measuring pallet moisture content.
CalibrationThe meter must be checked for accuracy accordingto supplier instructions before use.
ProcedureUse the following method for estimating themoisture content of individual pallets:1. Correct the meter according to timber speciesand readings for temperature.
2. Take the measurement in the direction of thegrain.
3. Drive the electrodes into the face of the piece oftimber. Avoid end grain, board edges, resin wood,bark, knots and close proximity to nails.
4. Take the reading within 3 seconds after insertionof the electrodes and round up the reading of thepercentage point figure.
Recommendation for measuringa 4 way palletThe surface moisture of the pallet top deck shouldalways be measured to a depth of up to 3 mm. It isnot generally necessary to measure the moisturecontent of the core thickness of the board.The base deck of a pallet has a similar moisturecontent to the top deck. It is not necessary tomeasure the surface moisture content of thebottom deck unless the bottom deck has beenexposed to wet conditions.
Pallet batch samplingPallets must be stored under cover on exit from thekiln and allowed to cool for a period of 24 hoursminimum, however best practice would be 48 hoursbefore taking moisture content measurements.
Initial optimisation of drying schedules requires60 pallets to be sampled until a satisfactoryconfidence level of a defined moisture contenttarget is achieved. Thereafter a random sampleof 30 pallets minimum from each kiln chargeshould be selected. To avoid edge effects, onlytake samples in both cases from the middlesection pallets from a range of stacks, avoidingthe 5 top and 5 bottom pallets.
In four-way entry pallets, the ratio of wet zones todry zones is approximately 40:60.
The number of readings in each zone should be inthe same proportion.
5

When measuring the surface moisture content of afour-way entry pallet after it has been kiln dried, theminimum number recommended of surface moisturereading is seven. They should be taken as follows:
•
••
Dry pallet contractsThe aesthetic appearance of pallets is of foremostimportance to the pallet user’s corporate image,product presentation and quality integrity of theunit load. These conditions do make a differenceas to whether the load is accepted or rejected bydiscerning major retailers and supermarket chains.
Pallet users are therefore increasingly specifying kilndried pallets or want a guarantee that pallets will befree of mould.Often the contractual terms and conditions of palletsupply between manufacturer and pallet user do notset out the service offer in sufficient and clear detail.Whilst stain and mould do not cause significant lossof strength in timber they are unsightly; to theinexperienced eye it may be difficult to tell thedifference, stain can easily be mistaken for mouldand result in complaints and potential disputes.TIMCON recommends where pallet user’srequirements specify dry or mould free pallets,contractual agreements should ensure thedifference is clearly defined to avoid such problemsarising.Contracts for dry pallets should clearly describe thatthe dry standard applies only up to the point ofdespatch from the factory, for a known deliveryduration taking 24 hours or more. Less than 24hours pallets are delivered dry. Responsibilitythereafter passes to the customer to maintain thepallets in a dry condition.Reference should be made to, the TIMCON ~ bestpractice guide to timber stain and mould for users ofwooden pallets, and recommended that a copy isappended to the contract.The contracted dry pallet standard is only possibleprovided that the pallet user complies with theagreed order lead times defined in the contract. It issuggested that good working practice to cover forshort lead time (or JIT) pallet orders/call offs, shouldbe accompanied by a quality conformanceconcession in writing issued to the pallet supplier.
Because of their engineered composition and inherentlow moisture content, composite blocks are notrequired to be measured.
Pallets manufactured from more than one species oftimber, each species should be measured at itsappropriate calibration setting for the species.
Two readings in the wet zone from 2 top deckboards. The area over the blocks is likely to bewettest. Meter probes should be at least 1 cm fromnearest nail heads, and avoid sap pockets.
Three readings in the dry dry zone from from 3 topdeck boards.
Two readings in the side grain - from any one timberblock on opposite sides of the pallet.
Pallet batch sampling continued...
800 x1200 mm pallet
1000 x1200 mm pallet
6

Is the AQL achievable?The AQL is achievable and there are two optionscapable of delivering the drying conditions requiredto guarantee a mould free pallet. They do howeverhave very different commercial implications.
1. Pallets that are kiln dried and separated withstickers, and dried to a target moisture content of 15 to17%. This option was not fully investigated becauseat the present time it is not regarded as a commerciallyviable option. That said, the probability can beestimated as being in the region of 70% +.
2. Pallets stacked under ventilated cover and airdried for 14 days, then kiln dried to a target moisturecontent 15 to 17% have a high probability of beingbelow the upper AQL. A probability of almost 100%.3. The 800 x1200 mm pallets are more susceptibleto distortion dried at low moisture contentcompared to the 1000x1200 mm full perimeter basepallet. The 800 x1200 mm pallets dried at the 15 to17% target showed no signs of distortion andsplitting of blocks and boards. This is due to airdrying reducing the moisture content of the greentimber before kiln drying.
Dry pallet standardAAQQLL::This is the overall upper moisture content leveldefined at 22% (19 ± 3%).TTaarrggeett mmooiissttuurree ccoonntteenntt::The mean range 15% to 22%.The dry pallet standard due to the formal qualitycontrol procedures involved - a premium productthat is clearly differentiated from mainstreamproduction. The following service levelagreement (AQL) classification is proposed:
Option1 PremiumPallets made from a single timber species, air driedfor 14 days before kilning to a target moisture contentof 15 to 17% (monitored by at least 6 moisturesensors in the kiln) and stored after drying in aventilated shed. Formal quality assurance proceduresshould be applied. The mean moisture content of thesurface of the pallet decks being ≤ (19 ± 3)% with aconfidence level between 95% and 100%.
Option 2 Standard plusPallets made from single or mixed timber species,kiln dried from green to a target moisture contentof 18 to 22% (monitored by at least 6 moisturesensors in the kiln), stored after drying in a ventilatedshed. No formal quality assurance is required. It isunlikely that more than around 60% of the pallet surfacewill conform with the ≤ (19 ± 3) % moisture content.Applying formal quality assurance procedures plusair dried for 14 days improves confidence level inthe region from around 60% to ≥ 80%.
Option 3 StandardDrying pallets to a nominal moisture content ofbelow 22% but without air drying or extensive kilnmonitoring. Subsequent storage is uncontrolled. Thepercentage of pallets ≤ (19 ± 3) % cannot be predicted.
Reduced Environmental ImpactThe extra time taken to air dry the pallets andadditional associated handling implications areoffset to some extent by a saving in kiln operatingtime, in the region of 35% plus energy consumptioncompared to non-air dried green timber pallets.
RecommendationInformation provided in this guide is based on theextensive study undertaken by FPRI. The studytrials were limited to participating working factoriesin the UK, therefore the results cannot beconsidered definitive. Pallet manufacturers wishingto introduce a guaranteed dry pallet standardshould undertake their own drying trials to ensurethat the dry standard is applicable to their operationand timber species.The Dry Pallet – Process Standard for TimberPallets provides informative guidance to enable apallet manufacturer to formulate a range of drypallet service options to meet the requirements of aspecific pallet user (first time use). Self declaration by a manufacturer indicating thatpallets are in accord with the Dry Pallet – ProcessStandard for Timber Pallets are meaningless unlesssuch declaration can be substantiated. The acceptedpractice is to provide supportive evidence of qualitycontrol statistics as outlined in the ~ Dry Pallet -Essential Guide to the pallet user.
7

Effective mould minimization strategyManagement has to be committed to implementing andmaintaining an effective control strategy.
Reduce air borne mould spore density by carrying outregular checks of timber stocks and pallets.
Maintain low surface moisture of timber.
Timber packs wrapped in plastic film should not beplaced in the direct sunlight for long periods of storage toprevent condensation build up and moisture absorptionby the timber.
Timber should be stored so that it does not get splashedwith water from passing vehicles.
Segregate mouldy timber and pallets well away fromclean stocks.
Kiln dried pallets should be stored in a well ventilatedcovered area; the roof cover must extend at least 30 cmover the stacked pallets to offer protection from rain.
Protection against ground moisture, dried pallets stacksshould supported off the ground to improve ventilation,using bearers or slave pallets.
Storage areas must be well drained and free of standingwater.
TIMCON/BP/Drying No.1/Essential Guide Pack/150114AJ/ Version 11 03/08/201
Essential Guide PackTIMCON has produced the guide for palletmanufacturers wanting to introduce the drystandard as the basis for a contractual SLA. It is important to dry pallets as close as possibleto target AQL and minimze deviation as much aspossible. The methodology and quality statisticalcontrol of dried pallets batch sampling are primaryrequirements in determining the effectiveness ofthe whole drying process in order to minimise therisk of mould.Preserving the integrity of the data and to ensuremethod of analysis is carried out in a consistentmanner.
TIMCON has developed a computer model, as anessential tool for this purpose.Only those pallet manufacturers that arecommitted to the undertaking, to provide a drypallet service option and comply with therequirements described in the Essential GuidePack, shall be recognised and endorsed byTimcon.In addition to the guide, should further on siteguidance or training be required, this can bearranged through Timcon.
DisclaimerThe information in this publication has been produced ingood faith for general informational purposes only, and issubject to change without notice. Nothing contained in anypart of this document constitutes legal, investment, tax orother advice, nor should it be relied upon in making aninvestment or other decision or for any other specificpurpose and no undertaking, representation or warranty(express or implied) is given as to its accuracy, reliabilityor completeness. We have made reasonable efforts toensure that all information in this document is accurate atthe time of inclusion; however, there may be errors in suchinformation for which we apologise, but shall have noliability. We cannot guarantee that any informationdisplayed here has not been changed or modified throughmalicious attacks or “hacking”. We may have includedcertain material in this document which has beenproduced, provided or written by third parties. Suchmaterial is provided for information purposes only andshould not be taken to represent the opinions, beliefs orviews of TIMCON or any of its directors,members, officersor employees."
pallets and packaging
••
••
•
•••
•
8