Oxyfuel Fusion Welding. 2 Definition A welding process that uses an oxyfuel flame to melt the steel...
34
Oxyfuel Fusion Welding
-
Upload
benedict-francis -
Category
Documents
-
view
220 -
download
1
Transcript of Oxyfuel Fusion Welding. 2 Definition A welding process that uses an oxyfuel flame to melt the steel...

Oxyfuel Fusion Welding

2
Definition
A welding process that uses an oxyfuel
flame to melt the steel piece(s) forming a
pool (puddle) that when cooled, solidifies
to form the joint.
Oxyfuel fusion welding:
How popular is the process today?

3
Preparing To Weld
What safety preparations should be completed before attempting an oxyacetylene steel fusion weld?
How does oxyfuel welding meet the three requirements of fusion welding
1. Heat2. Shielding3. Filler material

4
Five (5) Factors Which Control The Quality of Oxyfuel Fusion Welds.
1. Heat
2. Filler rod
3. Torch position
4. Travel Speed
5. Manipulation

5
1. Heat
List the eight (8) ways that are used when oxyfuel fusion welding to control the heat of the weld.
Heat is provided by a flame utilizing oxygen and acetylene gas. Based on the laws of physics, what two methods can be used to control the flow of a gas?
6
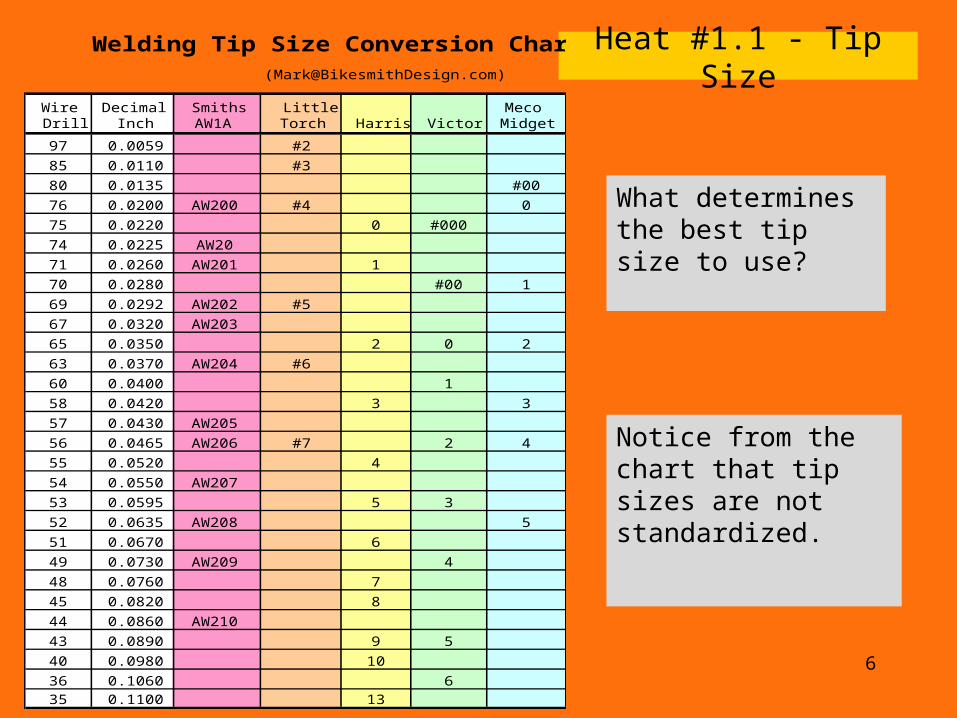
Heat #1.1 - Tip Size
What determines the best tip size to use?
Welding Tip Size Conversion Chart ([email protected])
Wire Drill
Decimal Inch
Smiths AW1A
Little Torch Harris Victor
Meco Midget
97 0.0059 #2
85 0.0110 #3
80 0.0135 #00
76 0.0200 AW200 #4 0
75 0.0220 0 #000
74 0.0225 AW20
71 0.0260 AW201 1
70 0.0280 #00 1
69 0.0292 AW202 #5
67 0.0320 AW203
65 0.0350 2 0 2
63 0.0370 AW204 #6
60 0.0400 1
58 0.0420 3 3
57 0.0430 AW205
56 0.0465 AW206 #7 2 4
55 0.0520 4
54 0.0550 AW207
53 0.0595 5 3
52 0.0635 AW208 5
51 0.0670 6
49 0.0730 AW209 4
48 0.0760 7
45 0.0820 8
44 0.0860 AW210
43 0.0890 9 5
40 0.0980 10
36 0.1060 6
35 0.1100 13
Notice from the chart that tip sizes are not standardized.

7
Heat #1.2 - Fuel gas working pressure
What determine the ideal working pressures?
What is a possible problem with excessive working pressure?
What is a possible problem with insufficient working pressure?

8
Heat #1.3 - Torch settings
Torch setting refers to the position of the oxygen and acetylene torch valves.
Which one of the torch valves controls the amount of heat?
Which one of the torch valves controls the type of flame?

9
Oxyfuel Welding Tips
On the system that we use what is normally called a welding tip is actually a welding tip and a mixing chamber.
The welding tip can be purchased separately—reduces cost.

10
Using Tip Cleaner
•Start with the smallest size that will
enter the orifice without excessive
force and work up to orifice size.•Be careful, a broken tip cleaner
usually means a destroyed tip.•Clean the face of the tip with the
included file.

11
Heat #1.4 - Torch Angles
Two welding angles are important in OxyFuel welding.
– Work
– Travel
Will increasing the travel angle change the heat at the weld? Explain!

12
Heat # 1.5 - Travel Speed
Why does changing the speed of travel change the temperature of
the weld?

13
Heat #1.6 - Welding Rod Manipulation
• Manipulating the torch produces a wider bead.• The heat of the flame is applied to a larger area--lower weld
temperature.

14
Heat #1.7 - Size of welding rod
• Standard rods are 36 inches long and are available in a range
of sizes from 1/16 to 1/4 inch diameter.
• A slightly larger or smaller rod than what is recommended can
be used to manipulate the heat of the weld.
– Explain!

15
Heat #1.8 - Distance from the torch to the metal
The distance between the torch and the metal influences the temperature of the weld in two ways.
1. As the distance is increased the heat is spread over a wider area. This reduces the temperature of the weld.
2. The temperature of the flame is not uniform.

16
Heat #1.8 - cont.
What is the distance?
What is the critical distance when oxyfuel fusion welding called?

17
2. Filler Rod
What are the desirable characteristics of the filler rod?
How will use a rod larger or smaller than
recommended affect the welding process?

18
3. Torch Position
Critical torch positions are angle and height.
Explain the effect of having incorrect angle and/or height.

19
4. Welding Speed
Travel speed should be adjusted so that as the edges of the puddle melt they form a collapsed key hole at the front edge of the puddle each time the rod is dipped into the weld puddle.
What factors determine the ideal speed of travel?

20
5. Manipulation
Three common manipulation patterns:1 Circular/spiral
2 C or crescent
3 Dipping

21
Oxyfuel Welding Process

22
Seven (7) steps to Oxyfuel Welding
1. Prepare metal
2. Attach the correct welding tip
3. Turn on system
4. Set regulators to correct working pressure
5. Light the torch and adjust the flame
6. Form a puddle
7. Manipulate torch and filler rod (if used) to complete the weld

23
1 - Prepare Metal
You need to complete an oxyacetylene fusion weld on this piece of sheet metal.
Should anything be done to the metal before you start?
If so what?

2 – Attach the correct tip
What determines the correct tip?
24
How should it be attached?

25
3 - Turn On System
What are the step for preparing an oxyacetylene system for use?

4 – Set Regulators
How do you set the regulators to the correct working pressure?
26
What do you do if you set the pressure to high?

27
5 - Lighting Torch & Adjusting Flame
Should the acetylene or the oxygen torch valve be opened first?
How far should you open the torch valve when starting the torch?
Why?

5 – Lighting Torch and Adjusting Flame – cont.
28
Fusion welding requires a neutral flame.
Describe a neutral flame.

29
6 – Form Puddle
Hold torch stationary, or 1/8 circle, at the beginning of the weld until the molten puddle is formed.
Note: The puddle should form in 3 to 4 seconds.

30
7 – Manipulate Torch and Rod
Requirements;1 The torch must be moved to the
back of the puddle before the rod is dipped in.
2 The rod must be dipped into the molten puddle and withdrawn when the desired amount is melted off.
3 The rod must stay within the outer flame.
4 The rod a torch advance 1/8 – 3/16 inch each time the rod is withdrawn.
Note: To produce a good weld the welder must practice until they can maintain a constant rhythm.

31
Joints & Spacing
Use the correct joint preparation.
Describe each one of these joints.

32
Acceptable Welds
• An acceptable weld has the designed strength and meets appearance standards.
• Strength– Bending
– Tensile
• Appearance evaluation
1. Uniformity
2. Appropriate weld size
3. Penetration
4. Reinforcement
5. Undercutting
6. Starved joint

33
Unacceptable Welds
1. The weld doesn’t completely fill the joint.
2. Surface reinforcement
is greater than 1/8
inch.
3. Undercutting is greater
than 1/32 inch.
4. The weld breaks
during a bend test.
5. The weld metal was
not fused to the base
metal.
Five unacceptable fusion weld conditions:

Questions?


















