Oxidación de mata de cobre
118
- 1 - UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS DEPARTAMENTO DE INGENIERIA DE MINAS CINÉTICA DE OXIDACIÓN DE MATA INDUSTRIAL DE COBRE CON FORMACIÓN DE ESCORIA OLIVINA MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL DE MINAS PABLO ANDRÉS VERA GIGLIO PROFESOR GUÍA: GABRIEL RIVEROS URZUA PROFESOR CO-GUÍA: TANAI MARÍN ALVARADO MIEMBROS DE LA COMISIÓN: ADRZEJ WARCZOK SANTIAGO DE CHILE MARZO 2007
-
Upload
yeiko-antonio-fuenzalida-irarrazabal -
Category
Documents
-
view
47 -
download
2
description
Cinética de oxidación de mata de cobre con formación de escoria olivina
Transcript of Oxidación de mata de cobre

- 1 -
UNIVERSIDAD DE CHILE FACULTAD DE CIENCIAS FÍSICAS Y MATEMÁTICAS DEPARTAMENTO DE INGENIERIA DE MINAS
CINÉTICA DE OXIDACIÓN DE MATA INDUSTRIAL DE COBRE CON FORMACIÓN DE ESCORIA OLIVINA
MEMORIA PARA OPTAR AL TÍTULO DE INGENIERO CIVIL DE MINAS
PABLO ANDRÉS VERA GIGLIO
PROFESOR GUÍA: GABRIEL RIVEROS URZUA
PROFESOR CO-GUÍA:
TANAI MARÍN ALVARADO
MIEMBROS DE LA COMISIÓN: ADRZEJ WARCZOK
SANTIAGO DE CHILE MARZO 2007

- 2 -
RESUMEN El presente trabajo se encuentra enmarcado en el Proyecto FONDEF D04I1307 “Nuevo Proceso de Conversión Continua” abordando el estudio de la cinética de oxidación de mata industrial de alta ley de cobre con formación de escoria tipo Olivina, y su desulfurización, para luego ser utilizado como análisis teórico del fenómeno de oxidación global de mata de cobre en un proceso que participan variables como velocidad relativa entre fases, presión parcial del gas oxidante que circula en contracorriente, temperatura del horno, concentración de la fase metálica, superficie de reacción y cantidad de muestra fundida. La metodología del trabajo se llevo a cabo mediante la realización de pruebas termogravimétricas a escala de crisol en una termobalanza con soplando de gas oxidante (aire enriquecido con oxígeno) a través de una lanza de inyección ubicada en la parte inferior de la muestra. A través de una bomba se extrajo el gas producto de la reacción y se analizó para determinar comportamiento en la remoción de azufre en el tiempo, mientras se captaban datos de variación en peso de la muestra. Las pruebas realizadas con mata de cobre (sintética e industrial) con y sin formación de escoria se ejecutaron manteniendo constante la temperatura (1210º C) y rangos entre 700-2000 cc/min de flujo de soplado, 10-75% de presión parcial de oxígeno, 0.64-2.27 cm² de superficie de transferencia, 64-80% en peso de Cu y 1-10 gr de muestra fundida. Las pruebas realizadas para estudiar la formación de escoria tipo Olivina se llevaron a cabo manteniendo la temperatura constante (1210 ºC) con rangos entre 1000-1800 cc/min de flujo de soplado, 10-50% de presión parcial de oxígeno, 0.64-2.27 cm² de superficie de transferencia y 1-10 gr de muestra fundida. Para mata industrial de alta ley de cobre la presión parcial de oxígeno resulta una función lineal no así del flujo de soplado cuya dependencia fue baja. Para formación de escoria tipo Olivina se encontró cinética de reacción de orden uno con una fuerte dependencia de la presión parcial de oxígeno y menor influencia del flujo de soplado. Debido a la alta dependencia de la presión parcial de oxígeno del gas oxidante de la reacción, tanto para pruebas ejecutadas con mata como para pruebas con sulfuro de hierro, de la presión parcial de oxígeno podemos suponer que la etapa controlante de la reacción es la transferencia de masa en fase gas y no se refleja en el flujo de soplado ya que la configuración no representa de buena manera el movimiento relativo entre fases. A partir de mediciones en las cinéticas de oxidación y de desulfurización, para mata de alta ley y de formación para escoria tipo Olivina llevamos a cabo la modelación básica de los principales fenómenos de transferencia de masa involucrados en cada sistema llegando a obtener una ecuaciones que representan la cinética de oxidación de mata de cobre de alta ley con formación
de escoria tipo Olivina tM
CuApOCtCmuestra
RSS
ρ60104,2)0()( 28−⋅
−=
Y otra ecuación que define el comportamiento durante la formación de escoria tipo Olivina
durante el soplado en el tiempo y está dado por t
MA
SS
RxN
eCtCρ8105,4
)0()(−⋅−
⋅=

- 3 -
SUMMARY
The present work is framed in Project FONDEF D04I1307 “New Process of Continuous Conversion” undertaking the study of kinetics oxidation of industrial high grade copper matte with slag formation Olivina type, and its desulfurization, soon to be used as theoretical analysis of the phenomenon of global oxidation of copper matte in a process that participates several variables like relative speed between phases, oxidating gas partial pressure, temperature of the furnace, metallic phase concentration, reaction surface and fused sample.
The methodology of this work was carried out by means of the accomplishment of thermogravimetric test on scale of crucible in a thermobalance with blowing of oxidating gas (air enriched with oxygen) through a lance of injection located at the bottom of the furnace. Through a pump the gas was extracted product of the reaction and it was analyzed to determine time behavior in the sulfur removal, while data of variation in weight of the sample attracted.
The tests made with copper matte (synthetic and industrial) with and without slag formation were executed maintaining furnace temperature (1210º C) and ranks between 700-2000 cc/min of blowing flow, 10-75% partial pressure oxygen, 0.64-2.27 cm ² of transference surface, 64-80% Cu grade in samples, and 1-10 gr. of fused sample. The made tests to study the Olivina slag formation were carried out maintaining the constant temperature (1210 ºC) with ranks between 1000-1500 of blowing flow, 10-50% of cc/min oxygen partial pressure, 0.64-2.27 cm ² of transference surface and 1-10 gr of fused sample.
For industrial matte of high copper grade the oxygen partial pressure is a linear function with matte oxidation but the blown flow dependency was low. For Olivina slag formation was founded first order kinetic of reaction with a strong dependency of the partial oxygen pressure and minor influences of the blowing flow. Due to the high dependency of oxygen the partial pressure of the oxidating gas of the reaction, as much for tests executed with matte like for tests with iron sulfide. Because of the partial oxygen pressure we can suppose that the stage control of the reaction is the transference of mass in phase gas and it is not reflected in the flow of blown since the configuration does not represent well mannered the relative movement between phases.
From measurements in the kinetic ones of oxidation and desulfurization, for matte of high grade and Olivina slag formation we carried out the basic modeling of the main phenomena of transference of mass involved in each system arriving to obtain equations that represent kinetic of oxidation of copper bush of the high law with few formation Olivina type slag
tM
CuApOCtCmuestra
RSS
ρ60104,2)0()( 28−⋅
−= [%S] Another equation defines the behavior during the
Olivina slag formation t
MA
SS
RxN
eCtCρ8105,4
)0()(−⋅−
⋅= [%S]

- 4 -
ÍNDICE DE CONTENIDOS RESUMEN CAPITULO I 1. Introducción…………………………………………………………………….…………….…1 1.1. Presentación del tema………………………………………………….……..……………….1 1.2. Objetivos……….……………………………………………………………………………...2 1.3. Motivación…………………………………………………………………….………………3 1.4. Justificación…………………………….…………………………………….……………….3 CAPITULO II 2. Antecedentes de la etapa de Conversión…………………………………………...………...…4 2.1. Descripción General del Proceso de Fundición Actual…………………………….…………4 2.2. Tecnología de Conversión…………………………………………………………..………...6 2.3. Conversión Continua de Cobre……..………………………………………………………..10 2.4. Descripción de la Etapa de Escoriado de Mata Industrial de Alta Ley…………………...…12 2.5. Descripción de la Etapa de Desulfurización de Cu2S………………………...……………...13 2.6. Hornos de Conversión Continua en operación………………………………………………13 CAPITULO III 3. Fundamentación Teórica de la Conversión Continua………………………………….....……15 3.1. Cinética Química…………………………………………………………………………….15 3.2. Planteamiento del Modelo Cinético..............………………………………………...….......22 3.3. Revisión Bibliográfica……………………………..………………………………………...24 3.6.1. Cinética de Oxidación de Sulfuro de Cobre…………………….…………………………24 3.6.2. Fenomenología de la Cinética de Oxidación de Sulfuro de Cobre y Cobre líquido……....32 3.6.3. Cinética de Conversión de Sulfuro de Cobre a Cobre Blister……………………………..38 3.6.4. Cinética de Oxidación de Sulfuro de Cobre a Cobre Blister en un Tubo Capilar…............42 3.6.5. Cinética de Oxidación de Cobre Líquido……………………………… …………………43 3.6.6. Conversión de Mata de Cobre usando técnica de Soplado en Superficie……..…………..45 3.6.7. Aspectos de Control en Operación de Horno Continuo Mitsubishi……….……………....46 CAPITULO IV 4. Planificación Experimental…………………………….…………………………….…..……50 4.1. Variables de Estudio y Control...……………….…………………………………………...50 4.2. Arreglo Experimental…………………………….……………………………………….....51 4.3. Equipos y Materiales………………………………………………………………………...52 4.4. Procedimiento Experimental………………………………………………………………...55 4.5. Diseño de Pruebas……………………………….…………………………………………..55 CAPITULO V 5. Resultados Experimentales………………………………………………………………..…58 5.1. Mediciones Experimentales para Formación de Escoria Tipo Olivina……………………58 5.2. Mediciones Experimentales para Oxidación de Mata Industrial de Alta Ley…….……….62 5.3. Eficiencia de Oxígeno……………………………………………………………………...70

- 5 -
CAPITULO VI 6. Análisis de Resultados y Discusión…………………………………….……………….……72 6.1. Formación Escoria tipo Olivina……………………………………..……………………...72 6.1.1. Efecto de la Composición de la Muestra.....……………………………………….……..72 6.1.2. Efecto de la Presión Parcial de Oxigeno en Gas Oxidante...............…………….……….72 6.1.3. Efecto de Flujo de Gas Oxidante.………………………………………………………...77 6.1.4. Efecto de la Temperatura……………………………………………… …………….…..78 6.1.5. Efecto de la Masa de Muestra Fundida…………………………………………………...79 6.2. Oxidación Mata Industrial de Alta Ley...........……………………………………………..80 6.2.1. Efecto de la Composición de la Muestra………………………………………………....80 6.2.2. Efecto de la presión parcial de Oxígeno en Gas Oxidante...………………………….......82 6.2.3. Efecto del Flujo de Gas Oxidante……………………………………..………………….86 6.2.4. Efecto de la Temperatura……..…..……………………………………………………....87 6.2.5. Modelo cinético de oxidación.…………………………………………………………....88 6.3. Discusión de Resultados……….…………………………………………………………...89 CAPITULO VII 7. Conclusiones y Recomendaciones………………………………………………………..…..91 CAPITULO VIII 8. Referencias………………………………………………………………………………..…..94 CAPITULO IX 9. Anexos…………………………………………………………………………………….……I 9.1. Escoria de Tipo Olivina…….……………………….……………………………………..…I 9.2. Resultado Pruebas…………………………………………………………………………..VI 9.3. Fotografías Montaje Experimental…………………………………………………….....XVII

- 6 -
1. INTRODUCCIÓN 1.1. Presentación del Tema La actual tecnología utilizada en la producción de cobre blister es muy similar en la gran mayoría de las fundiciones del mundo salvo algunas que han incorporado continuidad en la etapa de conversión de mata de cobre. La etapa de conversión se ha considerado un cuello de botella importante en el conjunto de etapas que conforman el proceso de fundición, por lo que resulta atractivo y necesario dirigir esfuerzos técnicos hacia esta área, donde avances desarrollados podrían traducirse en mejoras al proceso global de pirorrefinación. El proceso de conversión de cobre utilizado hoy es, en general, discontinuo, intensivo en mano de obra, ineficiente y contaminante. Las operaciones involucradas en el proceso de conversión son carguío, soplado formador de escoria, soplado formador de cobre metálico y descarga, siendo ambas etapas de soplado las más importantes en el proceso. En estas etapas de soplado el contenido de oxígeno en el baño representa la variable principal, en el primer caso para eliminar impurezas de hierro formando escoria, mientras que en el segundo para eliminar azufre y formar cobre metálico. La tendencia actual en pirometalúrgia del cobre apunta a desarrollo de procesos de producción continua, concretándose avances en etapas de fusión y conversión. La conversión ha logrado producir de manera continua cobre blister tanto a escala piloto como a escala industrial, mostrando ventajas en términos operacionales, económicas y medioambientales. Todo esto hace suponer que la implementación de procesos pirometalúrgicos continuos muestren el norte del desarrollo científico, en especial para conversión de mata pues, como ya señalamos, presenta las importantes restricciones al proceso. El presente trabajo consiste en estudiar la tasa de oxidación de mata industrial de cobre de alta ley con formación de escoria tipo Olivina, buscando detectar de qué manera influye tanto en la oxidación como en la formación de escoria una serie de variables operacionales, tales como presión parcial de O2, flujo de gas oxidante, temperatura, concentración de elementos y razón área/volumen para determinar, de manera conceptual, el desarrollo de nueva tecnología y su futura aplicación industrial, lo que podría constituir un aporte significativo en materia de procesos pirometalúrgicos continuos. El modelo propuesto por investigadores, consiste en hornos de conversión continuos por filtración en uno o dos reactores compactos verticales donde el metal fundido desciende gravitatoriamente desarrollándose los procesos de conversión en una única etapa, en caso de un

- 7 -
solo horno o una etapa en cada horno, en caso de que sean dos. Para la realización de este trabajo se establece un montaje experimental a través del cual se llevan a cabo pruebas a escala de crisol con mediciones termogravimétricas y atmósfera controlada con analizadores de gas. 1.2. Objetivos Generales
• Medir cinética de oxidación de mata industrial de alto grado de cobre con formación de escoria tipo Olivina en menor proporción.
• Estudiar cinética de formación de escoria tipo Olivina. Específicos
• Determinar, mediante pruebas termogravimétricas, de qué manera inciden en la cinética de oxidación las variables: - Velocidad de soplado del gas oxidante - Concentración de Cu, Fe y S en la muestra - Presión parcial de oxígeno - Temperatura del baño - Razón Área/Volumen de la muestra oxidada
• Investigar el mecanismo de remoción de azufre de mata industrial de cobre y la formación
de escoria tipo Olivina durante el soplado con gas oxidante. Para lograr estos objetivos se plantea la realización de una serie de pruebas a escala crisol, donde se evaluará la incidencia que tienen estas variables en la reacción, mediante análisis continuo de gases, complementado con balance de masa a reactantes y productos de la reacción.

- 8 -
1.3. Motivación Servir como estudio base para el proyecto de conversión continua, el que se encuentra enmarcado en el estudio del proyecto FONDEF D04I1307 “Nuevo proceso de conversión continua de cobre en un horno de lecho empacado”, el que consta de estudiar las condiciones de operación de uno o dos reactores de resistencias verticales a través del cual fluye la mata líquida en forma descendente (gravitacional) y, en forma ascendente, el gas oxidante (aire enriquecido con O2). La reacción se lleva a cabo formando 2 fases líquidas inmiscibles que se depositan en un contenedor bajo el reactor donde se separan fases y la fase de cobre metálico pasa continuamente a la siguiente etapa del proceso, mientras la fase escoria es recirculada al sistema. Los resultados obtenidos de esta investigación serán utilizados como antecedente de diseño y operación de un horno de conversión continua de las características recién mencionadas. 1.4. Justificación Los avances en pirometalúrgia convergen a procesos continuos con alta automatización como hace bastante tiempo lo vienen haciendo hornos de conversión continuos que se encuentran en operación en el mundo (Noranda, Mitsubishi). La ventaja comparativa que presenta el horno de lecho empacado es la que presentan hornos de nueva generación resultando siendo estos más productivos, menos contaminantes, más compactos, menos intensivos en mano de obra y más simples lo que permite automatizar todo el proceso de conversión. Según los antecedentes encontrados en la literatura técnica, la cinética de oxidación de mata de cobre no está completamente estudiada, sobre todo la oxidación de mata industrial, por lo que resulta imperante generar nuestros propios datos para controlar el proceso. Por otra parte, la cinética de formación de escoria tipo Olivina resulta totalmente novedosa, pues no existen estudios previos donde se haya estudiado su formación con lo que el trabajo se justifica, pues posee características particulares en pos del desarrollo de la pirometalúrgia. Con este trabajo abrimos ventana para simulación y diseño conceptual del nuevo método de conversión continua de cobre en un horno en lecho empacado, propuesto por el Departamento de Ingeniería de Minas de la Universidad de Chile.

- 9 -
2 ANTECEDENTES DE LA CONVERSIÓN 2.1. Descripción general del proceso de fundición actual El proceso de fundición de concentrados de cobre se lleva a cabo, en el general de los casos, con un proceso de secado de material que ingresará a los hornos, este material posee una ley de cobre entre 25-45% en peso y una humedad inicial del orden de 10 % en peso. Su paso por la etapa de secado reduce su contenido de agua a concentraciones del orden de 0.2% en peso siendo este producto obtenido ideal para alimentar la primera etapa del proceso de fundición conocida como fusión de concentrado. El material es transportado desde la planta de secado a unos silos de almacenamiento donde son inyectados al baño fundido del horno de fusión (no aplica para fusión flash) para, de esta manera, iniciar el proceso de producción de metal blanco eliminando las impurezas y elementos presentes en los minerales que no resultan económicos a la hora de ser comercializados. La fusión de concentrado es un proceso autógeno que se lleva a cabo introduciendo aire enriquecido con oxígeno que reacciona de manera exotérmica con el concentrado fundido, generando una fase gaseosa y dos fases inmiscibles fundidas dentro del horno, una fase de escoria y el producto deseado en esta etapa, el metal blanco o mata. La fase escoria se caracteriza por ser líquida con altos contenidos de óxidos de hierro y mezclas de estos con silicatos u otro elemento utilizado como fundente para formar la escoria requerida de tipo fayalita, la reacción principal de la etapa de fusión se presenta en forma particular en la ecuación 2.1.1 obtenidas de [1] 2CuFeS2 (l) + 5/2O2(g) + SiO2 = CuS*FeS(l) + FeOSiO2(l) +2SO2 +calor (2.1.1) Concentrado seco + gas oxidante + fundente = Mata + escoria + anhídrido sulfuroso + calor
La escoria presenta altos contenidos de cobre (8-20% en peso) debido a pérdidas ocurridas químicamente y metal blanco transportado mecánicamente, lo que obliga a las plantas de fundición, incorporar un proceso de recuperación de este cobre contenido en la escoria, el que puede ser otro horno o un circuito de enfriamiento-chancado-molienda-flotación. El metal blanco es una solución líquida de Cu2S y FeS e impurezas en concentraciones menores. Este alcanza leyes del orden de 75% de cobre, lo que se traduce en una baja concentración de FeS en relación a Cu2S, esta mezcla es el producto final de la etapa de Fusión. Posterior a la Fusión de concentrado viene el proceso de Conversión, cuyo objetivo fundamental

- 10 -
es obtener un producto final del orden de 98% en peso de cobre. Este producto final recibe el nombre de cobre ampollado o Blister, el que contiene concentraciones de azufre cercanas al 1% en peso y de oxígeno disuelto del orden de 0.5% en peso además de impurezas como plomo, arsénico, antimonio, selenio, bismuto, entre otras y elementos que agregan valor como oro y plata. Este proceso es llevado a cabo casi universalmente en la industria por convertidores Peirce-Smith los que a través de una línea de toberas dispuesta a lo largo inyectan aire enriquecido con oxígeno. La conversión en estos hornos se lleva a cabo en dos subetapas, una formadora de escoria y otra formadora de cobre, la que se lleva a cabo retirando del reactor la escoria formada en la primera etapa. En esta etapa obtenemos 2 fases líquidas inmiscibles y una fase gaseosa. En la fase escoria, queda el hierro en forma de óxido de hierro mezclado con silicatos u otros elementos utilizados como fundentes, los que dan características a la fase escoria según requerimientos. El azufre presente en la mata fundida se volatiliza reaccionando con el oxígeno disuelto en el baño, dando origen a la desulfurización del metal blanco en forma de anhídrido sulfuroso, como se presenta en la ecuación 2.1.2, a nivel esquemático (sin balancear) ya que esta se da en 2 etapas. Cu2S*FeS(l) + O2(g) + SiO2 = Cu(l) + FeOSiO2(l) + SO2(g) (2.1.2) Mata de cobre + gas oxidante + fundente = cobre metálico + escoria + anhídrido sulfuroso
El cobre Blister corresponde a la otra fase líquida formada y corresponde al producto final de esta fase. Este se destina a la siguiente etapa que consiste en una etapa eliminadora de impurezas, seguida del moldeo de ánodos ajustados a las celdas donde será finalmente refinado electrolíticamente. La refinación se lleva a cabo en hornos de tipo basculante llamados hornos de ánodos y se basa en 2 etapas operacionales. La primera etapa es inyectado oxígeno con el fin de eliminar todas las impurezas que presentan afinidad con el oxígeno, principalmente azufre. El azufre es oxidado como fase gaseosa en forma de anhídrido sulfuroso, los óxido formados con impurezas forman una escoria con el cobre que se comienza a oxidar, la que es sacada del horno a través de métodos manuales. Para que todas las impurezas sean retiradas del cobre blister, en especial elementos difíciles de extraer como arsénico y antimonio, debemos adicionar fundentes específicos durante esta primera etapa de oxidación para lograr una remoción total y efectiva. Posterior a esta viene una etapa de reducción de Cobre donde se elimina mediante un reductor (gas natural, petróleo) el exceso de oxígeno presente en el baño del horno deteniéndose con ello la oxidación, pasos

- 11 -
finales que se detallan en las ecuaciones 2.1.3 y 2.1.4 de oxidación y 2.1.5, 2.1.6 y 2.1.7 de reducción. 4Cu(l) + O2(g) = 2 Cu2O(l) (2.1.3) S(l) + O2(g) = SO2(g) (2.1.4) C + O(l) = CO(g) (2.1.5) CO(g) + O(l) = CO2(g) (2.1.6) C+ CO2(g)= 2CO(g) (2.1.7) Luego de estas subetapas se retira el cobre metálico y se lleva el metal fundido a la etapa de moldeo de ánodos. La escoria formada posee altos contenidos de Cobre disuelto por lo que resulta necesario recuperarlo, para lograr ello se recircula en el sistema, generalmente mandándola la etapa de conversión. 2.2. Tecnología actual de Conversión La conversión de mata industrial de cobre entrega como producto final cobre ampollado o blister a través de una oxidación secuencial de los compuestos que la constituyen. Esta oxidación comienza con una primera etapa formadora de escoria y otra productora de cobre blister. Este proceso se lleva a cabo en la actualidad, principalmente en convertidores Peirce-Smith, de dimensiones cercanas a 4 [m] de diámetro por 9 [m] de largo (ambas +/- 20%) con corazas de acero de espesor cercano a o los 5 [cm] de espesor, revestidos con un ladrillo térmico de magnesita o aleación con cromo de 25 – 75 [cm]. Un convertidor Peirce-Smith procesa por ciclo 200-500 [t] de mata industrial a 1200 [ºC] y producen 100-200 [t] de cobre blister, además de escoria de hierro-silicatos y anhídrido sulfuroso como gas producto de la combustión (las ecuaciones y termodinámica se detallan más adelante). A través de lanzas sumergidas en el baño inyectan aire o mezclas de aire-O2 500-700[Nm3/min] a través de una línea de toberas que se encuentran ubicadas a lo largo de todo el horno. La mata es convertida en 2 etapas diferentes, ambas autógenas debido a que las reacciones son muy exotérmicas, favoreciendo la oxidación de los compuestos sulfurados. Durante la etapa formadora de escoria los sulfuros de hierro son oxidados a FeO, Fe3O4 y Fe2O3 mientras los flujos de fundentes se encargan de proveer las características requeridas para la formación de una escoria estable, fluida y que minimice las pérdidas de cobre por arrastre mecánico.

- 12 -
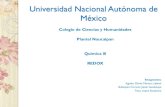
Posteriormente al sulfuro de cobre impuro o metal blanco se le es removida la fase escoria, mediante el soplado con gas oxidante a través de las toberas se inicia la segunda etapa de soplado, el que es sostenido hasta formar cobre metálico con concentraciones de S cercanas al 1 % en peso, obteniéndose como producto final, cobre ampollado o blister. Esta etapa recibe como nombre etapa formadora de cobre. Los diagramas de fase de la etapa formadora de cobre blister son descritas por el ternario Cu-S-O, donde una simplificación de la reacción de oxidación del sulfuro de cobre a cobre blister es descrita por el diagrama de fase binario Cu-S, que se presenta en la Figura 1 se puede ver el recorrido de sulfuro de cobre a cobre metálico bajo condiciones utilizadas en el desarrollo de la investigación. La segunda etapa de oxidación (formadora de cobre) del Cu2S produce anhídrido sulfuroso y un sulfuro de cobre deficiente en azufre. La composición del baño dentro del diagrama Cu-S forma una capa de miscibilidad cuando la concentración de azufre es cercana al 1% en peso y la oxidación debe ser controlada. Existe una zona de inmiscibilidad dentro del diagrama Cu-S en la que el azufre se encuentra solo como especie disuelta en el cobre blister, tal como se presenta en la parte central de la Figura 1 bajo condiciones convencionales de conversión. La remoción de azufre se desarrolla al reaccionar con el oxígeno disuelto en el baño. Las concentraciones de azufre y oxígeno en el baño son inversamente proporcionales y al final de la conversión el cobre blister contiene 0.5-1 % [S] en peso y 0.05-0.15 % [O] en peso. La desulfurización tiene lugar con la continuación del soplado, pero el proceso finaliza para prevenir la formación de óxido de cobre, el que resulta perjudicial para vida de los refractarios del convertidor.

- 13 -
Figura 1. Diagrama de fase Cu-S
Reacciones químicas involucradas en la conversión En general la mata de cobre reacciona sometida a soplado, produciendo cobre blister y formando escoria como se presenta en la reacción 2.2.1. Cu2S-FeS(l) + O2 + SiO2 = 2 Cu(l) + 2 FeO·SiO2(l) + SO2 (2.2.1) MATA + GAS OXIDANTE + FUNDENTE = COBRE BLISTER(l) + ESCORIA + GAS + CALOR
Esta es una reacción general, la oxidación de la mata ocurre en 2 etapas diferentes las que a su poseen diferentes reacciones liberadoras de calor, estas corresponden a las etapas de soplado que se ejecutan para completar el proceso de conversión de mata. Primera Etapa de Soplado: 2/3FeS (l) + 02 (g) = 2/3 FeO (l) + 2/3 SO2 (g) (2.2.2) ∆GºT = -86000 + 13,55 * T (cal) ∆Hº298 = -112920 (cal)

- 14 -
La ecuación 2.2.2 representa una reacción espontánea y liberadora de calor, donde el azufre del sistema se volatiliza a anhídrido sulfuroso al reaccionar con oxígeno. 2FeO (l) + SiO2 (l) = 2FeO * SiO2 (l) (2.2.3) ∆GºT = -26000 + 13,55 * T (cal) La ecuación 2.2.3 corresponde a la reacción de escorificación la que se obtiene con la adición de sílice dando origen a una escoria tipo fayalítica donde está presente el FeO obtenido como producto de la reacción 2.2.2. También se puede formar magnetita, según la ecuación 2.2.4, cuando las condiciones oxidantes se mantienen altas, situación real que se da a lo largo de la operación 6FeO (l) + O2 (g) = 2Fe3O4 (s) (2.2.4) ∆GºT = -149000 + 59.8 * T (cal) Como se puede apreciar esta reacción resulta termodinámicamente favorecida debido al ambiente altamente oxidante presente durante la conversión, por lo que, de no añadirse suficiente fundente para obtener una razón hierro-sílice adecuada esta reacción trae consecuencias desfavorables para la operación. En caso de existir suficiente sulfuro de hierro, puede tener lugar la siguiente reacción FeS (l) + 3Fe3O4 (l) = 10FeO (l)+ SO2 (g) (2.2.5) ∆GºT = 171340 – 99.41 * T (cal) Esta reacción presenta la reducción de magnetita debido a la presencia de hierro en el baño, no obstante con matas de alta ley es posible que esto ocurra a menor escala. Segunda Etapa de Soplado: Cu2S (l) + O2 (g) = 2Cu (l) + SO2 (g) (2.2.6) Cu (l) + O2 (g) = Cu2O (l) (2.2.7) 2Cu2O (l) + Cu2S (l) = 6Cu (l) + SO2 (g) (2.2.8)

- 15 -
Las reacciones presentadas en el 2.2.6, 2.2.7 y 2.2.8 son espontáneas y exotérmicas por lo que bajo ciertas condiciones de presión parcial de oxígeno no necesitan aportes de calor para llevarse a cabo. Para mantener la temperatura óptima de operación es necesario agregar carga fría para contrarrestar el efecto producido por estas reacciones liberadoras de calor. 2.3. Conversión Continua de Cobre Descripción de proceso de conversión continua de cobre en lecho empacado El proceso propuesto en el proyecto FONDEF D04I1307 de conversión continua de cobre, incorpora la tecnología, aún en desarrollo, de lecho empacado. Este correspondería a un o dos reactores donde se llevará a cabo la etapa de oxidación de mata de cobre. Este proceso opera de manera continua mediante la alimentación, por la parte superior del reactor, de la mata proveniente del proceso de fusión, sin precisión aún si será en estado fundido o sólido. La mata producida desciende por el lecho poniéndose en contacto en contracorriente con el gas oxidante donde ambos fluirán a través de un material poroso compuesto por diferentes fundentes y materiales no reactivos(encargado solo de aumentar superficie de transferencia) que darán origen a la escoria requerida y, a su vez, servirán como aceleradores de la reacción al formar un film de fluidos en contacto entre la mata líquida y el gas (aire + O2) provocando, de esta manera, la oxidación de mata de cobre. La conversión continua se lleva a cabo en 2 etapas, la primera tiene por objetivo la desulfurización del sulfuro de hierro, donde el gas oxidante se encarga de volatilizar el azufre en forma de anhídrido sulfuroso. La segunda etapa se encarga de remover el azufre presente en sulfuro de cobre volatilizándolo a anhídrido sulfuroso y formar cobre metálico con concentraciones de azufre cercanas al 1% (cobre blister). Para llevara cabo la conversión se debe definir durante el proyecto si se llevará a cabo en un horno o en dos hornos en línea, donde cada uno se encargaría de ejecutar etapas diferentes del proceso de conversión o se llevaría a cabo todo el proceso en un único reactor. En el crisol del horno la escoria se separa por densidad con el cobre metálico y a través de un orificio de sangrado ubicado en la pared fluye continuamente, lo mismo ocurre con el cobre metálico que fluye por otro sifón de sangrado ubicado en la pared del reactor, pero más abajo que el orificio de sangrado de escoria, con esto aseguramos sangrado diferenciado de fases.

- 16 -
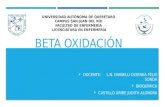
En la Figura 2 se presenta un modelo de horno de lecho empacado, suponiendo que el proceso de conversión continua se lleve a cabo en un único horno en lecho empacado.
Figura 2. Esquema de Horno de Conversión Continua en lecho empacado
El cobre metálico producido (blister) va a parar a un horno de refinación donde se realizará la última de etapa de oxidación y la remoción a fuego final de impurezas. Con una operación con estas características aseguramos un área de reacción muchas veces mayor que durante un proceso de conversión convencional, donde el diámetro de las toberas de inyección de gas oxidante, determinan la superficie de contacto y resulta muy limitante. Por otra parte el movimiento continuo de las fases en contracorriente provoca incremento en transferencia de masa por convección, resultando beneficioso para la remoción del azufre en forma de anhídrido sulfuroso garantizando la formación de cobre blister al final del trayecto, donde obtenemos el producto final de la conversión.

- 17 -
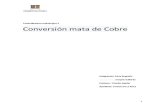
2.4. Descripción de la etapa de escoriado de mata de alta ley en horno continuo La escoria formada tradicionalmente en los procesos de conversión de mata de cobre es de tipo ferro-silicatada( FeO-SiO2), llamada comúnmente fayalita. Esta, sin embargo, presenta algunos inconvenientes como son: su alta viscosidad, limitada disolución de magnetita y una baja capacidad de remover impurezas ácidas. Una alternativa corresponde a la “escoria sílice-calcio-ferrosa” o escoria tipo Olivina, la que se define como la escoria ternaria del sistema CaO-FeO-SiO2 y que no ha sido utilizada en la fundición de cobre debido a la alta disolución de cobre azufrado, pero se sabe que incrementando el contenido de SiO2 disminuye la disolución de este, y de forma inversa, cuando el cobre disuelto es oxidado la disminución se realiza bajando el contenido de sílice adherido, logrando pérdidas de cobre inferiores a las de tipo fayalítica. Del diagrama de líneas de iso-viscosidad presentado en la Figura 3 se deduce que la zona que presenta menor viscosidad corresponde a la zona de estabilidad de la Olivina lo que significa que la escoria olivina posee menor viscosidad con respecto a otro tipo de escorias tales como las de tipo fayalíticas, se agrega a esto la propiedad de atrapar químicamente algunos contaminantes como As y Sb con lo que resulta posible estabilizarlos en la escoria, reduciendo problemas de contaminación ambiental provocada por desechos del proceso de fundición.
Figura 3. Diagrama ternario CaO-FeO-SiO2 con líneas de isoviscosidad

- 18 -
La mata fluida que recorre el horno en forma descendente a través del medio poroso, formado por partículas de fundente, y en contracorriente con el gas oxidante (aire enriquecido con oxígeno) darán origen a la escoria tipo Olivina la que descenderá a través del horno hasta depositarse en el settler donde, por rebalse, saldrá del sistema en forma continua. La etapa formadora de escoria se encarga de formar 2 fases inmiscibles, las que escurren a través del medio poroso presente al interior del horno reaccionando con el gas oxidante que fluye en contracorriente en un ambiente altamente oxidante lo que llevará a cabo la segunda etapa de oxidación. 2.5. Descripción de la etapa de desulfurización de Cu2S en horno continuo El metal blanco formado durante la el descenso gravitatorio a través de medios porosos entra en contacto con el aire enriquecido con oxígeno en contracorriente favorece enormemente la reacción de remoción de azufre presente en el metal blanco y pasando a formar cobre blister tal como se presenta en ecuaciones anteriores (2.2.6 y 2.2.8), evitando la sobre oxidación que podría ser provocada por un largo recorrido de la fase metálica, formando escoria de óxido de cobre conocida como mazamorra (2.2.7). Las condiciones de oxidación deben quedar bien establecidas para lograr oxidar en su justa medida el sulfuro de cobre evitando la formación del producto líquido Cu2O que podría traer problemas a la operación debido a la formación de una nueva fase líquida que corroe los refractarios del horno. Las ventajas de este proceso son importantes y se encuentran en estudio dentro del mismo proyecto, entre ellas, la capacidad de estabilizar elementos menores en la escoria y producir una escoria fluida que posibilite el proceso minimizando arrastre de cobre en ella, además de un mejor control de emisiones fugitivas. 2.6. Hornos de Conversión Continua en Operación Hoy en día se encuentran en operación hornos de conversión continua de cobre, los que han agregado valor a la industria pirometalúrgica en todo el proceso, pero siguen siendo una tecnología naciente que se encuentra en etapa de perfeccionamiento. Entre los convertidores continuos probados en la industria presentamos:

- 19 -
- Convertidor Continuo Mitsubishi (Naoshima): Trata mata de ~70% en peso de Cu proveniente en continuo de un horno de limpieza de escoria (CL). Este produce continuamente cobre blister de diferente composición de S, en función de requerimientos operacionales, cambiando constantemente el horno de ánodos que está alimentando sin ser interrumpida la operación. Se señala que el gas producido posee concentración, lo que favorece su manejo y tratamiento. Por otra parte este horno continuo baja cantidad de cargas circulantes en el sistema, lo que se traduce en mayor producción. - Convertidor Flash Kennecott-Outokumpu: Capaz de tratar diferentes leyes (55-78% en peso de Cu) generando menores volúmenes de gas a mayor concentración, lo que favorece su manejo y tratamiento. El problema de la operación a altas presiones parciales de oxígeno se soluciona enfriando el material proveniente de la fusión, reduciendo de tamaño y secando. Entre sus ventajas se señala el hecho de no tener emisiones fugitivas, por transportar material a través de cucharones a hornos de refino. Se puede adicionar fundentes de acuerdo al producto requerido. El tener un stock-pile de mata granulada y fría independiza el proceso de conversión y se puede manejar rangos más altos para contingencias ocurridas en algún proceso de la planta que pudiese provocar detención de la operación. De los hornos recién descritos el proyecto rescata lo mejor de cada uno de ellos para desarrollar un nuevo horno en lecho empacado donde se llevarán a cabo las reacciones que convertirán la mata de alta ley en cobre metálico. La reacción entre el sulfuro de cobre líquido descendente y el gas oxidante ascendente provoca la volatilización del azufre contenido en el sulfuro de cobre dando origen a una fase gaseosa de anhídrido sulfuroso y formando una fase líquida sin azufre, la que resulta ser el producto final del proceso de conversión continua, el cobre blister.

- 20 -
3 FUNDAMENTACIÓN TEÓRICA DE LA CONVERSIÓN CONTINUA 3.1. Cinética Química Caracterización Fenomenológica [2] En sistemas cinéticos simples, si las especies químicas presentes en el reactor son A, B, C,....en concentraciones CA, CB, CC,... definimos la variación de concentración de A en el tiempo como
dC
dtA = Velocidad de la reacción con respecto al componente A.
La dependencia específica de la velocidad de reacción con la concentración de las especies presentes o ley cinética, tiene la forma general
1a) dC
dt k C C C ... o bien 1b) dC
dt = k C C C ...AA A B C
AA A B Ci i= ∑α β γ α β γi i i (3.1.1)
Con ki, αi, βi, γi, ... constantes
Cuando la ley cinética es del tipo 1a), entonces se define α + β + γ + .... = orden global de reacción con α = orden con respecto a A, β = orden con respecto a B, etc. En general, si una reacción puede definirse mediante una ecuación estequiométrica simple aA + bB + cC + ... → pP + qQ + .... entonces la velocidad de reacción R queda definida por la ecuación 3.1.2
R= − = − = = + = + =1 1 1 1a
dCdt b
dCdt p
dCdt q
dCdt
A B P Q.... .... (3.1.2)
Para la recolección experimental de datos de concentración versus tiempo se utilizan varios métodos, entre ellos un análisis químico directo o la medición de una propiedad física observable proporcional a la concentración. Si consideramos la siguiente reacción aA + bB + cC + ... → pP + qQ + .... (3.1.3) en t = t se tiene: CA = A0 - aX , CB = B0 - bX , CP = P0 + pX , ... etc., donde X representa el grado de avance
de la reacción. Sea λ la propiedad física seleccionada, luego:

- 21 -
λ = λM + λA + λB + λP + λQ + ... (3.1.4)
donde λM representa el aporte a la propiedad debido al medio, recipiente, etc. y la propiedad
física es proporcional a la concentración, λA = α(A0 - aX) , λB = β(B0 - bX) , λP = π(P0 + pX), ... etc.
Suponemos que A es un reactivo limitante, que se agota completamente cuando t→∞, es decir CA (t=∞) = 0. Entonces se pueden plantear los siguientes valores para λ:
λ0 = λM + αA0 + βB0 +....+ πP0 + ξQ0 + ... λt = λM + α(A0 - aX) + β(B0 - bX) +...+ π(P0 + pX) + ξ(Q0 + qX) + ... (3.1.5) λ∞ = λM + β(B0 - b/aX) +...+ π(P0 + p/aX) + ξ(Q0 + q/aX) + ...
de donde:
λ∞ - λ0 = Aa
0 (πp + ξq + ...- αa - βb -...) = Aa
0 L
λt - λ0 = X (πp + ξq + ...- αa - βb -...) = X L (3.1.6)
λ∞ - λt= (Aa
0 - X)(πp + ξq + ...- αa - βb -...) = (Aa
0 - X)L
Donde L resulta ser una constante (no necesariamente determinable). Se deduce fácilmente que:
i) Fracción de A remanente en t=t: A aX
A -
- 0
0
t
0
−= ∞
∞
( )( )λ λλ λ
ii) Fracción de A usada en t=t : aXA
- - 0
t 0
0=
∞
( )( )λ λλ λ (3.1.7)
iii) Fracción de B remanente en t=t : B bX
Bba
AB
- -
0
0
0
0
t 0
0
−= −
∞1
( )( )λ λλ λ
Si los reactantes se encuentran en proporción estequiométrica, entonces:
ab
AB
0
0= y luego
B bXB
- -
A aXA
0
0
t
0
0
0
−= =
−∞
∞
( )( )λ λλ λ (3.1.8)

- 22 -
Estudios por medios físicos indirectos: - Cambios de presión y volumen: se siguen con dispositivos apropiados para medir estos cambios. - Cambios de propiedades eléctricas o magnéticas: estos incluyen diversas técnicas espectroscópicas y eléctricas. Ejemplo: NMR, ESR, Conductividad, Potencial de electrodo, constante dieléctrica. - Cambios en propiedades ópticas: las técnicas usadas son espectroscópicas y fotométricas. Ejemplo: Absorción UV-Visible, IR, Polarimetría (OR), Refractometría, Interferometría, Light Scattering (dispersión de luz), Fluorescencia. En espectrofotometría de absorción, si I representa intensidad de radiación transmitida, la ley de Beers establece la ecuación 3.1.9. log
II C 0
= ε l (3.1.9)
donde ε es un coeficiente de absorción característico, C la concentración de la especie de interés y l la longitud de la muestra. Caracterización Matemática de Sistemas Simples[2] Recordar que la ley cinética se puede escribir como 3.1.1
dC
dt k C C C ... AA A B C= α β γ (3.1.10)
Aquí, kA se denomina velocidad específica para la reacción del componente A, es decir cuando
las concentraciones de todas las especies son 1.0 Molar. Si el orden global de reacción, n=α + β + γ + .... las unidades de kA serán litros
mol seg.
n-1
n-1

- 23 -
Reacciones de Orden Cero
Ley Cinética de orden cero: -dCdt k = (3.1.11)
En forma integral C = -kt + C0 (3.1.12)
Si la reacción se describe simbólicamente como: aA + bB → Productos
entonces: dC
dt k , dCdt k A
AB
B= − = − (3.1.13)
como además R = adC
dt bdCdt A B− = −
1 1 (3.1.14)
entonces kk
ab A
B= (3.1.15)
las concentraciones en el tiempo son entonces C C = k (t t ) C C = k (t t )A A A 0 B B B 00 0− − − − − − (3.1.16)
Reacciones Simples de Primer Orden. Considerar una reacción del tipo: aA + bB → Productos donde la reacción es de primer orden con respecto al reactante A se presenta en la ecuación 3.1.17
dCdt k C A
A A= − (3.1.17)
Y su forma integrada es Ln CC k t o bien C = C eA
AA A A
k t
00
A= − − (3.1.18)
En la Figura 4 se presentan gráficamente las ecuaciones presentadas en 3.1.18, en esta se muestra una forma de corroborar si la reacción sigue este orden, para ello la reacción debe tener la forma

- 24 -
que poseen las gráficas presentadas
α
Ln CA
Ln CAo
tτt1/2
CA
CAo
tτt1/2
1/2CAo CAoe-1
Figura 4. Gráfica reacciones de primer orden
Reacciones de Segundo Orden. En reacciones del tipo: aA + bB → Productos la reacción puede ser de segundo orden con respecto a uno de los reactantes o ambos, hay dos tipos:
Tipo I: dC
dt k C AA A
2= − Tipo II: dC
dt k C C AA A B= − (3.1.19)
Si en t=0 la concentración de A es CAo, la forma integrada de las respectivas leyes cinéticas es:
Reacciones Tipo I:
dCC
k dt o bien 1
C1
C = k tA
A2 A
A AA
0= − − (3.1.20)
Reacciones Tipo II: Supongamos que la reacción es del tipo: aA + bB → Productos tendremos que: dC
dt k C C ó dCdt k C C donde
ka
kb A
A A BB
B A BA B= − = − = (3.1.21)
Si en t=0 las concentraciones de A y de B son CAo y CBo respectivamente y sea X la fracción
de A reaccionada en cualquier instante t=t, tendremos entonces que:

- 25 -
C = C X, C = C X dC = dX dCA A B Bba A
ba B0 0− − ⇒ − =
dC
dtdXdt = k (C X)(C X) A
A A Bba0 0
= − − − − (3.1.22)
de donde obtenemos usando fracciones racionales
dX(C X)(C X)
= k dt =dX
(C C )1
(C X) (C X)
A Bba
AB
ba A A
ba
Bba0 0 0 0 0 0
− − − −+
−
integrando
] ]Ln(C X) Ln(C X) = (C C )k tA Bba
tB
ba A A 0
t
0 0 0 0− − − − −
0
( )
LnCC
b C a Ca k t + Ln
CC
A
B
A BA
A
B
0 0 0
0
=
−
(3.1.23)
La Figura 5 muestra la información (vidas medias y velocidades específicas) posible de obtener al graficar la variación de la concentración con el tiempo, para el caso de reacciones Tipo I y Tipo II.
2CA0
α
t
tg ( ) = kAα
1CA
1CA0
t12
α
t
t12
( )tg( )
k b C a Ca
A A B0 0α =−
LnaC
2aC bCB
B A
0
0 0−
LnCC
A
B
(Tipo I) (Tipo II) Figura 5. Gráfica reacciones de segundo orden

- 26 -
La dependencia de la concentración del reactante Cuando la cantidad de moles de la sustancia A resulta demasiado baja, su concentración no varía considerablemente en el tiempo lo que podría conducir a errores en el estudio del comportamiento de la reacción. En el presente se estudiará experimentalmente, tal como se detallará en capítulo 4, la relevancia que tiene la concentración de reactantes en la velocidad de reacción. De acuerdo con la dependencia que posea la reacción respecto del reactante se clasificará dentro de rangos definidos de ecuaciones cinéticas y se determinarán parámetros que caracterizan la reacción. Para explicitar estas ecuaciones se presenta en la Tabla 1 un cuadro resumen con ecuaciones que describen las cinéticas de oxidación para diferente orden de reacción a modo de resumen de acuerdo a lo recién planteado
Orden Ecuación Reacción Dimensiones Integral
0
A+B -->PROD s¹־mol
1
A +B -> PROD s¹־
2
A+B -->PROD s¹־mol ¯¹
Tabla 1: Clasificación de orden de reacción.
De acuerdo a los casos de estudio tratados en la investigación se presentan las ecuaciones de la Tabla 1, las que guiarán el análisis hacia el desarrollo de un modelo experimental de cinética de oxidación de mata de cobre industrial con formación de escoria tipo Olivina.
AA k
dtdC
−= )( 0ttkCC AAoA −−=−
BAAA
AAA
CCkdt
dC
Ckdt
dC
−=
−= 2
tkCC
AA
A =0
ln
tkCC AAA =− −− 10
1 )()(
AAA Ck
dtdC
−=
0
000 ln)()ln(
B
AABA
B
A
CC
tkCCCC
+−=

- 27 -
3.2. PLANTEAMIENTO DEL MODELO CINÉTICO Determinación del orden de reacción Para determinar el orden de reacción existe un método computacional que se lleva a cabo asumiendo que la cinética de reacción responde a la ley de acción de masas, con la necesidad de realizar un gran número de pruebas, dada la imposibilidad de realizar este método puede utilizarse un método gráfico a causa de la simpleza estequiométrica de las reacciones involucradas en las pruebas ejecutadas con mata de cobre de alta ley, esto es, graficando la concentración C de elemento de interés [C], log[C], [C]ֿ¹ y [C]ֿ² en función del tiempo y determinando de acuerdo con Tabla 1 el orden de reacción la que mejor linealiza resultados obtenidos experimentalmente. Dependencia de la velocidad específica k con la temperatura. Experimentalmente se ha encontrado que la dependencia de la constante específica de velocidad con la temperatura sigue la siguiente relación (debida a S. Arrhenius):
Ln (k) Cte. - QT
= donde Q es una cantidad que depende de factores energéticos de la
reacción. Si se integra esta ecuación, se obtiene la siguiente relación, conocida como ecuación de Arrhenius, presentada en 3.3.1.
k A eE
RTa
=−
(3.3.1) Aquí A es una constante de integración, se denomina factor de frecuencia, y que Arrhenius encontró ser independiente de la temperatura. Estudios más precisos muestran que sin embargo depende de T, esta dependencia se mostrará en la sección de aspectos teóricos. Ea, se conoce como energía de activación y corresponde a la energía necesaria para que los
reactantes alcancen un estado intermedio, inestable, denominado estado excitado, el que posteriormente se descompone en productos. En la figura siguiente (figura B) se esquematiza este proceso a lo largo de la denominada coordenada de reacción, la que corresponde a una distancia intermolecular o deformación de enlaces o ángulos que describen el paso de los reactantes hasta convertirse en productos. El término - Ea /RT es un factor proporcional al número de colisiones que ocurren con una energía cinética combinada mayor a Ea. El término A debe ser considerado como un factor de

- 28 -
probabilidad, la probabilidad de que una colisión energéticamente adecuada sea efectiva en producir una reacción. Por otro lado A podría incluir un número mayor a la unidad del hecho que la probabilidad de colisión ocurra con energía mayor a Ea, sea mayor que el término exp(-Ea
/RT). Esto se debe a que la energía de activación debe venir de la energía vibracional de moléculas que chocan entre sí, como de la energía cinética. Supongamos que existe n modos internos de movimiento con lo que la oportunidad de colisionar con energía mayor a Ea es aproximadamente:
!/)/( ne
nRTEa− (3.3.2) Considerando sólo modos vibracionales de movimiento, cada molécula bimolecular tiene un solo modo interno de movimiento, en cambio una trimolecular tiene dos. Para moléculas complejas los modos se vuelven múltiples y cambian la probabilidad de colisión. El complejo activado Cuando dos reactantes se acercan con suficiente energía para romper sus enlaces internos y dar paso a la formación de productos se forma, temporalmente, algún tipo de complejo, previo a la formación de ellos. Este se conoce como complejo activado y la relación entre reactantes y productos se hace clara en la teoría absoluta de velocidades de reacción. Existen rutas a través de las cuales se puede trazar el comportamiento energético de la reacción, ellas con distinta energía de activación. La con menor energía de activación es la mayormente elegida por los reactantes para formar productos. Los niveles energéticos mostrados para reactantes y productos son niveles promedio (el cero ha sido ignorado). La energía de activación es igual a Ea y el cambio de energía interna igual a ∆U.
Para el caso de estudio se presentan análisis bibliográficos que dan señales acerca del comportamiento de la cinética respecto de la variables temperatura donde se destaca tanto para la disolución de oxígeno como para la volatilización de azufre, valores relativamente bajos para la energía de activación y una constante cinética de baja dependencia dentro de los rangos de temperatura estudiados.

- 29 -
3.3. REVISIÓN BIBLIOGRÁFICA 3.3.1. Cinética de Oxidación de Sulfuro de Cobre[3]
Figura 6: Diseño de horno donde se realizó el estudio de oxidación de sulfuro de cobre
Los autores estudian la cinética de oxidación de sulfuro de cobre de acuerdo a la configuración presentada en la Figura 6 a través de soplado a superficie con una mezcla de aire y oxígeno en diferentes proporciones. La cinética de oxidación es muestreada en función de la variable presión parcial de oxígeno en un rango que varía entre 0.2-0.78 atm, temperatura del baño fundido (1200-1300ºC), tasa de soplado de gas oxidante 1-4 l/min y la agitación del baño.

- 30 -
El efecto provocado por la aplicación del gas oxidante en superficie es tratado tanto visual como fotográficamente. Los autores deducen que la cinética de transferencia ocurre en 2 etapas diferentes, durante la primera ocurre una desulfurización parcial del metal fundido mientras el oxígeno se disuelve en el sulfuro de cobre. La segunda etapa comienza con la saturación del baño en oxígeno donde tanto la superficie como el baño proceden a formar cobre metálico y anhídrido sulfuroso.
Figura 7: Masa de la muestra en función del tiempo
La oxidación, tal como se presenta en la Figura 7, es considerada por los autores una etapa global con 2 subetapas. Durante la primera etapa se disuelve más oxígeno en el baño, comparativamente con oxígeno que se volatiliza en anhídrido sulfuroso, situación que se refleja en velocidad de reacción al inicio de la prueba. La otra etapa comienza cuando las condiciones de saturación de oxígeno del baño son alcanzadas, con lo que la disolución de oxígeno se hace menor que la cantidad de oxígeno volatilizado en SO2, el cambio de etapa acarrea un cambio en la velocidad de

- 31 -
reacción tal como se aprecia en la Figura 5. Esta condición de saturación del baño ocurre alrededor de los 20min de soplado, bajo las condiciones utilizadas por los autores.
Figura 8: Masa de la muestra en función del tiempo para diferentes configuraciones
Los autores concluyen que la oxidación es de orden cero, para todo el rango de estudio. Atribuyen un quiebre de pendiente, tal como se aprecia en la Figura 8, producto de alcanzar condición de saturación de oxígeno en la muestra. Los autores deducen una alta dependencia entre la tasa de soplado del gas oxidante con el coeficiente de transferencia de masa. Representan los resultados obtenidos para este análisis en la Figura 9.

- 32 -
Figura 9: Coeficiente de transferencia de masa en función del flujo de gas oxidante soplado en superficie
De acuerdo con los resultados presentados en la Figura 9 deducen que la reacción posee dependencia de la variable tasa de soplado de la fase gas, lo que hace pensar en una reacción controlada por transferencia de masa asociada a la entrada de gas oxidante al sistema, todo esto debido a la fuerte dependencia que posee la reacción respecto de las variables relacionadas a la fase gaseosa.

- 33 -
Figura 10: Coeficiente de transferencia de masa en función de presión parcial de oxígeno en gas oxidante
soplado en superficie
Según lo discutido por los autores, el coeficiente de transferencia de masa (de orden cero) posee dependencia lineal con la presión parcial de oxígeno, para ambas etapas de soplado, tal como se presenta en la Figura 10. Se encontró que, tanto para los coeficientes de transferencia de masa de la primera etapa como para los de la segunda etapa, existe linealidad con respecto a la presión parcial de oxígeno de gas utilizado para la oxidación de la muestra. De acuerdo con los resultados obtenidos, durante todo el soplado, deducen que la reacción posee dependencia de las variables relacionadas con la fase gas lo que hace pensar en una reacción controlada por transferencia de masa asociada a la entrada de gas oxidante al sistema.

- 34 -
Figura 11: Tasa de remoción de azufre en función de la temperatura del baño fundido
Para conocer el efecto de la temperatura como variable de estudio los autores llevaron a cabo pruebas bajo diferentes condiciones de temperatura encontrando suave dependencia dentro de los rangos estudiados. En la Figura 11 se grafican datos obtenidos de la experimentación, para diferentes temperaturas y diferentes etapas de soplado. Se puede apreciar que la remoción de azufre no se ve mayormente afectada por la variable temperatura tanto para datos adquiridos durante la primera como la segunda etapa de soplado, por lo que los autores descartan una reacción controlada por reacción química.

- 35 -
Figura 12: Tasa de remoción de azufre en función de la presión parcial de oxígeno
Dentro de las conclusiones de este estudio se pueden señalar que la etapa controlante del mecanismo de oxidación es la transferencia de masa en la fase gaseosa a la superficie de la muestra de sulfuro de cobre fundida, debido a la alta dependencia que tiene la tasa de transferencia de gas asociada a las características de la fase gas. En la Figura 12 se comparan tasas de remoción de azufre en función de la presión parcial de oxígeno para las 2 etapas de soplado.

- 36 -
Figura 13: Tasa de remoción de azufre en función de tasa de soplado de gas
De acuerdo con la Figura 13, el efecto provocado por la velocidad de aplicación del gas (flujo de gas oxidante) sobre la superficie, fue observada durante la experimentación. La formación de burbujas de anhídrido sulfuroso solo se dio en la segunda etapa de soplado, los autores lo consideran un factor que favorece la transferencia de masa pues aumenta el área de transferencia. Concluyen que como resultado de este tipo de soplado, las condiciones de transporte en la interfaz gas-líquido varían, aumentando levemente. El grado de turbulencia generado por la producción de burbujas de SO2 posee alta correlación con la cantidad de oxígeno presente en el gas oxidante, mientras que la tasa de soplado no incide de gran manera en la turbulencia. La transferencia de masa en fase líquida no es controlante debido a la naturaleza iónica del sulfuro de cobre líquido por lo que no fue considerada por los autores en un modelo. Lo mismo ocurre con el efecto provocado por la temperatura del baño, pues consideran que no incide en la tasa de oxidación. Basados en los resultados experimentales y en relación con las reacciones electroquímicas estudiadas se formuló un modelo matemático el cual describe el mecanismo de oxidación de la

- 37 -
reacción. En las ecuaciones 3.5.1.1 y 3.5.1.2 se presentan los modelos obtenidos para la primera etapa de soplado de sulfuro de cobre donde el baño alcanza condiciones de saturación de oxígeno
tApRTk
NN bO
OiSS
)32(
2
222 −= −− (3.5.1.1)
tApRTk
N bO
OO
)32(
2
22 =− (3.5.1.2)
Para la etapa donde se desarrolla la desulfurización del sulfuro de cobre se presentan las ecuaciones 3.5.1.3 y 3.5.1.4.
tApRTk
NNSONNN
SNNNN b
OO
SiS
CuCuCuOS
CuCuSSS ][][
23][
]2[2[][2
[2
222
22
2
2 * −−−+−
−−= −−
+−−
+−
− (3.5.1.3)
tApRTk
NNSONNN
SNNNN t
OO
StS
CuCuCuOS
CuCuSOO ]2[][3][1
]2[2[][2
[2
222
22
2
2 * −−−−+−
−+= −−
+−−
+−
− (3.5.1.4)
NA: Moles especie A kA: Coeficiente de transferencia de masa especie A OCu: Coeficiente de disolución-generación de oxígeno en fase metálica SCu: Coeficiente de disolución-generación de azufre en fase metálica A: Área de reacción[m²] R: Cte gases T:Temperatura [K] t:tiempo [s] Este ajuste matemático de la cinética de reacción fue generado y testeado con los resultados obtenidos. Los resultado de este estudio sirven de guía para el estudio de la cinética del soplado de sulfuro de cobre en un convertidor Peirce-Smith o en un Reactor Mitsubishi, de acuerdo a lo establecido por los autores. 3.3.2. Fenomenología de la cinética de oxidación de Sulfuro de Cobre y Cobre líquido[4] Para los autores, en la práctica, las fundiciones pueden tener eficiencias de oxígeno muy altas, por lo que realizar pruebas con niveles de oxígeno hasta 100% tiene sentido dado que existe la posibilidad de llevarlas a cabo industrialmente. Con esto, señalan, tiene sentido estudiar la influencia de la variable presión parcial de oxígeno presente en gas oxidante en la etapa de conversión de sulfuro de cobre a cobre metálico para todo rango.

- 38 -
La reacción química que ocurre al interior de los convertidores Peirce Smith tiene lugar en la superficie de las burbujas que se forman producto de la inyección de aire a través de las toberas. La transferencia de masa y la cinética de esta reacción se pueden estudiar mediante experimentación a nivel soplado a superficie (resulta difícil hacer el estudio hidrodinámico de la conversión CPS) y conocer así el comportamiento de la reacción, lo que servirá para conocer el comportamiento del proceso. El estudio se realiza combinando concentraciones de las variables de soplado en equilibrio térmico, llevando a cabo un montaje experimental sobre un crisol de alúmina de 30 mm de alto y 17-18 mm de diámetro, ubicando una lanza de alúmina en la superficie del crisol, tal como se presenta en la Figura 14.

- 39 -
Figura 14: Montaje experimental estudio fenomenología de la cinética de oxidación de sulfuro de cobre y cobre
líquido
Los resultados obtenidos consideraron las variables temperatura, presión parcial de oxígeno y flujo de aire soplado. La fenomenología es interpretada en 3 etapas tal como se presenta en la Figura 15, la primera es la saturación del baño con oxígeno provocando las siguientes reacciones 3/2 O2(g) + S (l) = O (l) + SO2 (g) (3.6.2.1) O2(g) + S(l) = SO2 (g) (3.6.2.2)

- 40 -
Figura 15: Etapas de oxidación de sulfuro de cobre.
La pérdida de peso es producto del cambio de fase que ocurre en estas reacciones volatilizando principalmente S (l), en forma de SO2 (g). Cuando el sistema está saturado en oxígeno y cobre, comienza la formación de cobre metálico dando origen a la segunda etapa con las siguientes reacciones: O2(g) + (Cu2+ ∆S)(l) = (2+∆) Cu(l) + SO2 (g) (3.6.2.3) La reacción presentada en la ecuación 3.6.2.3 es entregada por los autores para indicar la evolución de la reacción en la medida que el baño se hace deficiente en azufre. Los autores señalan que la pérdida de masa del baño (-m) es aproximadamente constante durante todo el período de conversión de metal blanco m(s), en la medida que el área de contacto gas-

- 41 -
líquido se mantenga constante. La pérdida de peso de la muestra se traduce en remoción de azufre disuelto en la mata en la medida que el oxígeno presente en el gas soplado se difunde en el baño y es expresable según:
⟩⟨⟩⟨ +=− OS mmm (3.6.2.4)
-m: perdida de masa de la muestra M(S): masa azufre de la muestra M(O): masa oxígeno disuelto en la muestra Finalmente se obtuvo un modelo que define la pérdida de masa de la muestra de sulfuro de cobre y el consumo de oxígeno de ella:
⟩⟨⟩⟨−⟩⟨
⟩⟨−⟩⟨=− O
SOO m
OSOSMM
m%%
%%/2
2 (3.6.2.5)
La cantidad de oxígeno contenido en el metal no fue analizado químicamente, pero si estimado mediante ecuaciones de equilibrio estudiadas por Schmiedl[5]. Se asume que la reacción llegó al equilibrio en la superficie del baño y que la presión parcial de anhídrido sulfuroso en la superficie era igual a la a la presión parcial de oxígeno del gas oxidante.

- 42 -
Figura 16: Pruebas de oxidación de sulfuro de cobre con diferentes concentraciones de Cu.
Se desarrolló una serie de pruebas con diferentes concentraciones de cobre en la mata, encontrando diferencias en velocidades de saturación del baño en oxígeno, tal como se presenta en la Figura 16, pero alcanzando tasas de transferencia similares durante la etapa de desulfurización. Los resultados obtenidos experimentalmente fueron comparados con los obtenidos utilizando la fórmula que modela la transferencia de masa arrojando que la cantidad de oxígeno disuelto en el metal blanco resulta ser un poco superior al estado de equilibrio (ver discusión). El error cometido en el modelo es menor, por lo que el modelo es validado. Como conclusiones del trabajo podemos aportar:
• La dependencia de la temperatura para la oxidación del sulfuro de cobre en la etapa de conversión cambia de positiva a negativa cuando la velocidad de flujo de soplado pasa de 0 a 1 m/seg. • Para un flujo constante la oxidación de sulfuro de cobre varía con el aumento de la

- 43 -
velocidad de soplado. • La eficiencia de oxígeno disminuye levemente a medida que aumentamos la velocidad de soplado. • La tasa de conversión de sulfuro de cobre es proporcional al contenido de oxigeno contenido en gas soplado. • La tasa de oxidación de metal blanco es de la misma magnitud que la tasa de oxidación de cobre anódico.
La discusión planteada por los autores está basada en que la oxidación de sulfuro de cobre se lleva a cabo en 3 etapas:
1. Transferencia de oxígeno presente en el flujo de aire enriquecido sobre la superficie del baño.
2. La reacción química global se podría llevar a cabo en los siguientes pasos: O2(g) + (Cu2+ S)(l) = (2+∆) Cu(l) + SO2 (g) (3.6.2.6) O2(g) = 2O (l) (3.6.2.7) (S)(l) + (O)(l) = SO (l) (3.6.2.8) O(l) + (SO)(l) = SO2 (g) (3.6.2.9)
3. Volatilización azufre a través de anhídrido sulfuroso de la superficie del baño a la zona de captación de gases.
Señalan que cuando el flujo de soplado es cero está controlado por la transferencia de masa a la fase gaseosa. Si la oxidación aumenta con el aumento de la temperatura y la energía de activación encontrada es del orden de 10[kJ/KM], la dependencia negativa de la reacción para los niveles de soplado no puede ser explicado por el concepto de energía de activación ya que tanto la difusión como el control cinético poseen dependencia positiva con el aumento de la temperatura, por lo que no puede ser interpretado de manera sencilla. La transferencia de masa entre las fases líquida y gaseosa se basa en la teoría de los 2 films de Lewis y Whitmans, que es aplicada a condiciones de soplado en superficie por Rottman y Ruth [6]. La presencia de un film con altas concentraciones de azufre mejora la reacción del oxígeno en la superficie del baño cuando este es soplado por arriba (en dirección del baño es aún mejor) se modela como un flujo laminar controlado por difusión molecular. La tasa de transferencia de masa de oxígeno y anhídrido sulfuroso a través del film depende de la diferencia de concentración sobre el film, de la difusión de O2 y SO2 en mezclas N2-O2-SO2, del área efectiva de transferencia y del grosor del film interfacial.

- 44 -
Si la tasa es controlada solo por transferencia de masa, las condiciones de equilibrio prevalecerán en la superficie de transferencia y la presión de O2 y SO2 serán controladas por la reacción 3.6.2.10, la que presenta le reacción principal de conversión de sulfuro de cobre, en la medida que el baño presenta menores concentraciones de azufre. O2(g) + (Cu2+ ∆S)(l) = (2+∆) Cu(l) + SO2 (g) (3.6.2.10) En el equilibrio la presión parcial de oxígeno corresponde a valores que no exceden las 510− atm. A temperaturas dentro del rango de estudio, los componentes principales de los gases producto son anhídrido sulfuroso y nitrógeno. Los autores concluyen que la transferencia de masa a través de la superficie es proporcional a la presión de oxígeno presente en el flujo de soplado, esta dependencia se explica por una disminución de grosor de la superficie del film la cual controla la tasa de reacción. Finalmente los autores señalan que existe dependencia negativa entre la temperatura y la tasa de oxidación por lo que deducen que, si la transferencia de masa en la etapa gaseosa controla la tasa de conversión, la dependencia negativa con respecto a la temperatura cuando el flujo de soplado es máximo, puede ser explicado por una disminución en el área efectiva de transferencia de masa o un aumento en el grosor de la superficie del film debido al aumento de la temperatura, el hecho es que deben ser mayores que el efecto de aumento de la difusividad producto del incremento de la temperatura. 3.3.3. Cinética de conversión de Sulfuro de Cobre a Cobre Blister[7] Los autores caracterizaron la desulfurización de metal blanco líquido a alta temperatura con aire y oxígeno. La experiencia se llevó a cabo en 2 reactores de laboratorio, uno de resistencias horizontales y otro de resistencias verticales, en los cuales el aire se sopla sobre el baño de metal blanco fundido. Este trabajo está enfocado en encontrar las tasas de oxidación del sulfuro de cobre obtenido en reactores sin lanzas sumergidas, pero con distintos patrones de flujo. Los materiales utilizados en el experimento fueron sulfuro de cobre y gas oxidante (aire + O2), la información fue obtenida mediante 2 diseños experimentales cada uno con un reactor, analizador y flujómetros de gases.

- 45 -
El diseño del horno vertical se presenta en la Figura 17, consiste en un horno de resistencias verticales al movimiento de gases(mezcla N2 y O2) que circulan a través de un tubo de alúmina que los lleva a una corta distancia de la superficie del baño, esta va por el centro del reactor.
Figura 17: Horno de resistencias verticales
Las mediciones de SO2 en el gas de salida se calculan por absorción en peróxido de hidrógeno (instrumento denominado ORSAT) y se realiza un balance con el sulfuro de cobre convertido. Si el área de la interfase baño-gas es conocida, los valores de la tasa de oxidación como una función del tiempo puede ser deducida como lo presenta la ecuación 3.6.3.1

- 46 -
u(mol Cu2S/superficie G-L * tiempo) = 1/A(mol SO2/tiempo) (3.6.3.1) Esta velocidad u es el radio entre la tasa de soplado, la composición (P) y la tensión superficial. La suma de estas difusiones es expresada en términos de transferencia de masa como gk para la fase gas y lk para la fase líquida, con pO la presión parcial de oxígeno se encontró la ecuación 3.6.3.2.
⟩⟩⟨+⟨+==
LnLlg
akCk
Hk
PKPu
ε111
(3.6.3.2)
Se llevaron a cabo pruebas bajo diferentes condiciones de operación, en la Figura 18 se presenta resultados obtenidos durante el soplado, en el horno de resistencias verticales
Figura 18: Resultados obtenidos de las pruebas de oxidación de sulfuro de cobre, con variación de flujo soplado
Los resultados obtenidos hablan de que la fracción de Cu2S convertida a cobre se deduce del peso acumulado de azufre en el SO2 de salida. Esta diferencia de peso se desarrolla de manera continua durante la operación y varía en función de las variables de la fase gas. Los autores presentan los siguientes resultados del análisis de datos:
• La velocidad de reacción es una función lineal con respecto al tiempo

- 47 -
• La influencia de la temperatura es despreciable. • Hay una gran dependencia con respecto al flujo de soplado
Dentro del rango estudiado por los autores la tasa de oxidación es constante en el tiempo para cada flujo, también lo es con respecto a la temperatura. La tasa de reacción de sulfuro de cobre depende del flujo de gas y un pequeño ajuste les entrega la relación con la velocidad de flujo del gas. El modelo cinético obtenido por los autores para el reactor vertical es:
252.0
22 75.73 pOVpOksm
molu gg ==⟩⟨ (3.6.3.2)
donde V: Tasa de pérdida de peso de la muestra kg : Coeficiente de transferencia en fase gas pO2: Presión parcial de oxígeno Vg: velocidad de inyección del gas oxidante De acuerdo con las conclusiones del estudio la velocidad de reacción en un horno de resistencias verticales se puede explicar como controlado por la transferencia de masa en la fase gas, no así el horno horizontal pues los resultados demuestran que la etapa controlante es la reacción química. Para el otro caso de estudio (horno horizontal) los autores señalan como resultado que la etapa controlante es la transferencia de masa en la fase líquida, vale decir la resistencia a la reacción química, pero con una energía de activación relativamente baja. 3.3.4. Cinética de Oxidación de Sulfuro de Cobre a Cobre Blister en un Tubo Capilar[8] Los autores determinan la cinética de oxidación de cobre líquido y de sulfuro de cobre a partir de una reacción controlada por difusión de gas oxidante en contacto con la interfase del baño. El método utilizado consiste en un tubo capilar por el cual se mide el flujo de gas que va hacia la superficie del baño, la muestra de sulfuro de cobre puro es ubicada en un horno tubular a través del cual circula la mezcla de gas argón enriquecido con oxígeno.

- 48 -
En general los 3 los mecanismos básicos indicados por los investigadores como controlantes de la cinética de reacción en distintas fases pueden ser los siguientes: 1.-Difusión del reactante hacia la superficie líquida o interfase gas-liquido. 2.-La reacción química en la interfase, la que incluye la absorción, adsorción y disociación o mecanismo de activación del complejo que controla la tasa de reacción química global. 3.-Difusión de productos de la reacción química en zonas lejanas a la interfase. La tasa de reacción es la suma de los pasos de difusión, los de reacción química y la cinética física que afecta los caminos de difusión de productos. A altas temperaturas los autores esperan que la reacción en la interfase se encuentre cerca del equilibrio químico. Esta difusión en fase líquida o gaseosa es a menudo la que controla la tasa de transferencia. Los autores consideran que en muchos casos esta etapa puede ser aislada para determinarla o corroborarla de manera experimental. Las 2 curvas típicas obtenidas por los investigadores, indican que la oxidación para diferentes largos de tubo muestran diferencias. Todas las pruebas se realizaron a flujo constante y con un mismo porcentaje de enriquecimiento de oxígeno. Durante el soplado existe una variación de masa constante, pasando la fase líquida a contener 2 líquidos producto de la reacción. Los autores señalan que el cobre líquido producido posee mayor gravedad específica que el sulfuro de cobre, por lo que tiende a bajar manteniendo la zona de reacción con sulfuro de cobre que sigue mezclando asegurando la difusión en ambas fases líquidas. Después de la eliminación del azufre presente en el baño comienza la sobresaturación de este con oxígeno, formando cobre oxidado, por lo que se consideran necesario detener la experimentación. De los resultados obtenidos, más los coeficientes de difusión de SO2 y O2 en el Argón, los que ellos calcularon en función de la temperatura para rangos de 1150° a 1350°C se construye un modelo de transferencia de masa semi-empírico. Los resultados obtenidos fueron validados con la experimentación, pero a temperaturas menores que las de estudio, el comportamiento de la tasa de desulfurización y de oxidación varía mucho, por lo que suponen un cambio de etapa controlante cuando las temperaturas se encuentran fuera del rango por ellos estudiado.

- 49 -
3.3.5. Cinética de Oxidación de Cobre Líquido [9] El estudio aborda la cinética y los mecanismos de oxidación de cobre blister líquido durante la etapa de desulfurización y oxidación de un nuevo proceso de refinación continua de cobre, basado en el descenso gravitacional de una muestra de cobre blister a través de un horno en lecho empacado cerámico, en contracorriente se sopla gas oxidante. El trabajo apunta a un análisis teórico del fenómeno de oxidación de cobre blister con participación del movimiento relativo entre fases, en función de variables como presión parcial de oxigeno, flujo de soplado de gas oxidante y temperatura. La metodología utilizada por el autor consistió en la realización de pruebas experimentales, mediante mediciones termogravimétricas de la cinética de oxidación de cobre. El estudio se realizo mediante soplado por atmósfera y por soplado sobre la superficie del metal. Se completo un conjunto de pruebas entre 1220 y 1350° C para estudiar el efecto de la temperatura en la cinética de reacción, entre 0 y 50% de presión parcial de oxígeno para ver la influencia de la composición del gas oxidante y un set de pruebas entre 400 y 1500 cc/min para ver la influencia de la velocidad relativa entre fases. La modelación combinada de la fluidodinámica y de la transferencia de masa a escala crisol, permitió discutir en detalle los mecanismos de reacción y los factores que determinan la tasa de oxidación. .

- 50 -
Figura 19: Simulación numérica de tasa de reacción k en función de velocidad promedio entre fases y presión
parcial de oxígeno del gas oxidante
Se determinó que la tasa de oxidación de cobre liquido es una función lineal de la presión parcial de oxigeno en fase gas, y que en el caso con soplado en superficie la velocidad relativa entre fases liquida y gaseosa se hace factor en la tasa de reacción tal como se presenta en la Figura 19. En el estudio se plantea un modelo cinético semiempírico para la tasa de oxidación de cobre, consistente con correlaciones para transferencia de masa del tipo Ranz-Marshall y aplicable a la configuración de oxidación en lecho empacado, entregando el modelos presentado en la Figura 20, donde se compara con los resultados de la simulación numérica alcanzando buena correlación. En este rango de trabajo se encuentra que la oxidación hasta el nivel de saturación de oxígeno disuelto y que el proceso está controlado por transferencia de masa en fase gas. El valor obtenido para la energía de activación es relativamente bajo, lo que refleja la baja dependencia de la tasa de oxidación respecto de la temperatura en el rango de estudio, y confirma el control difusional del proceso.

- 51 -
Figura 20: Comparación simulación numérica-resultados empíricos
Se efectuaron cálculos preliminares de la tasa de oxidación en lecho empacado utilizando el modelo cinético planteado, los que mostraron muy buena correlación con resultados experimentales obtenidos de pruebas de oxidación a escala piloto de laboratorio. El modelo permitió estudiar el grado de oxidación de cobre líquido y corroborar la factibilidad del proceso de oxidación en una instalación piloto industrial de refinación a fuego continua. 3.3.6. Conversión de Mata de Cobre usando técnica de soplado en superficie [6] Este estudio realizado por Rottman y Wuth consistió en una lanza que soplaba directo al baño de mata fundida de cobre (~ 65%Cu, 14%Fe y 21%S) hasta temperaturas sobre los 1600[ºC]. Bajo estas condiciones los autores estudiaron cual es la etapa controlante en el soplado en superficie. Llegaron a concluir que corresponde a la difusión de gases de reacción a través de una sub-capa de interfaz viscosa provocada por la entrada a alta velocidad del flujo. El estudio que realizaron distinguió 2 períodos de reacción, uno caracterizado por la saturación del baño de oxígeno y otro posterior caracterizado por la salida del azufre contenido en la

- 52 -
muestra en forma de SO2. Deducen que durante la primera etapa la tasa de disolución de oxígeno es de razón 1 a 6 respecto a la etapa de volatilización de azufre, dándose ambas reacciones de forma lineal hasta un punto de saturación (caso oxígeno) o ausencia (caso azufre). Cuando la saturación en el baño es alcanzada los autores postulan que la tasa de desulfurización se duplica con respecto a la del primer período y es acompañada por formación de escoria y aumento en la turbulencia de la fase gas en la medida que el dióxido de azufre se volatilizaba a mayor velocidad. La escoria por su parte reduce el área de reacción, aunque una comparación entre resultados experimentales con y sin escoria no reveló diferencias significativas, con lo que dedujeron que la transferencia de masa tomaba lugar principalmente en la vecindad de la superficie de la depresión formada por el jet de gas. 3.3.7. Aspectos de control en la operación de horno continuo Mitsubishi [10] Los autores muestran la operación de la planta continua implementada por Mitsubishi, en Naoshima Japón. El esquema operacional consta de tres hornos en línea -fusión, limpieza de escoria y conversión- los que son mostrados en la Figura 21. Características del proceso destacadas por los autores son los hornos operados en condiciones estacionarias con volumen, posición y temperatura constante., por otra parte, señalan, el control del proceso fusión-conversión es realizado por un solo operador para ambas operaciones. Recientes mejoras en el control de la temperatura utilizando nuevos sensores desarrollados extienden la vida útil de los pirómetros.

- 53 -
Figura 21: Flowsheet planta de fundición continua Mitsubishi
En las fundiciones convencionales que utilizan convertidores Peirce-Smith, la operación batch genera impactos negativos en el sistema de manejo de gases en toda la fundición. Se señala que en hornos Peirce Smith una buena operación depende de las capacidades del operador, ya que la composición y temperatura del baño varían a lo largo de la reacción. El operador determina cuando cambiar de etapa de soplado en base a análisis visual y expertise, lo que agrega incertidumbre a la operación. Por otra parte los hornos están sujetos a frecuentes cargas y descargas causando daño térmico y mecánico lo que acarrea altas tasas de mantenimiento. Todos estos factores han llevado a la ciencia a desarrollar hornos de conversión continua. En el horno Mitsubishi de conversión continua existen dos fases, una formadora de cobre y otra formadora de escoria. La escoria fluye a través del overflow y el cobre es retirado por el otro extremo del horno circulando a través de un sifón. La mata fundida es alimentada al horno a través de canales que transportan el metal proveniente del horno de limpieza de escorias. Las condiciones de operación del horno son

- 54 -
4 PLANIFICACIÓN EXPERIMENTAL En consideración a los objetivos propuestos, el diseño experimental se centra en el estudio de la cinética y del mecanismo de oxidación de mata de cobre de alta ley a escala crisol, como mediciones fundamentales para el análisis y el modelamiento del mecanismo de oxidación de cobre en un lecho empacado. Se utilizó una configuración para efectuar análisis termogravimétricos del proceso de oxidación de mata de cobre. 4.1. VARIABLES DE ESTUDIO Y DE CONTROL Las variables y sus rangos de estudio para mata de cobre • Presión Parcial de O2[%] 5 – 75 • Flujo gas oxidante[cc/min] 700 - 2000 • Temperatura Crisol[C] 1210 • Composición de la muestra[%Cu] 64-80 • Masa de muestra[gr] 1-10 • Área de reacción[cm²] 0.64-2.27 Las variables y sus rangos de estudio para mata de cobre • Presión Parcial de O2[%] 5 – 50 • Flujo gas oxidante[cc/min] 1100- 1500 • Temperatura Crisol[C] 1210 • Composición de la muestra[%Fe] 40 • Masa de muestra[gr] 1-10 • Área de reacción[cm²] 0.64-2.27 Variables de control ambas configuraciones • Temperatura Horno • Temperatura Crisol Variables medidas ambas configuraciones • Peso muestra • SO2 formado • O2 sin reaccionar

- 55 -
4.2. ARREGLO EXPERIMENTAL El arreglo experimental considera la utilización de una termobalanza de alta precisión (resolución 0,001gr.) y baja capacidad, puede describirse en su conjunto como un sistema compuesto por una termobalanza, un sistema de alimentación y conducción de gases y un computador dotado de un software que realiza el registro de datos. La termobalanza consiste en un horno cilíndrico equipado con 4 calefactores de silicio dispuestos verticalmente, que suministran una zona central de calor uniforme aproximado de 10 cm de longitud. Por el interior del horno se dispone un tubo de reacción de alúmina, cerrado en ambos extremos por tapas de bronce refrigeradas con agua. La tapa inferior posee dos orificios para las entradas de oxido de magnesio, una para la inyección de la mezcla de gases oxidantes y la otra para la termocupla, que captará la temperatura del crisol. La tapa superior posee una salida lateral de gases y una conexión sellada al compartimiento hermético en que se ubica la balanza electrónica de alta precisión. El crisol de óxido de magnesio que contiene la muestra de mata de cobre con fundente se ubica en la zona central del tubo de reacción casi en contacto con la termocupla y se suspende de la balanza mediante un alambre de khantal y otro de platino. El horno tiene incorporado un controlador de temperatura programable, que convierte la señal enviada por la termocupla, ubicada en la zona central del tubo de reacción, a temperatura y actúa sobre los elementos calefactores del horno mediante un relay que condiciona el paso de la corriente eléctrica. El computador, conectado a la balanza electrónica y al controlador de temperatura registra periódicamente mediciones de masa y de temperatura mediante un software de adquisición de datos programado en Matlab 6.5, dotado de una interfaz que permite observar gráficamente y en tiempo real la evolución de cada prueba (existiendo un pequeño desfase). El sistema de conducción de gases está compuesto por flujómetros másicos, rotámetros, mangueras y piezas de bifurcación o en Y. Se dispone de un flujómetro másico de 0 a 1 litro por minutos para la medición del flujo de alimentación de oxígeno y otro de 0 a 10 litros por minutos para la medición del flujo de alimentación de nitrógeno. La mezcla se efectúa mediante la pieza de bifurcación y se inyecta a través de la tapa de bronce inferior del tubo de reacción.

- 56 -
En el sistema de salida de gases se instalará un analizador de dióxido de azufre (anhídrido sulfuroso) el cual enviará información al computador donde la información será incorporada a los otros datos registrados. Para estudios preliminares se utilizaron burbujeadores con reactivo captador de SO2 los que mediante un procedimiento de titulación entrega la cantidad de moles de SO2 que reaccionaron. Para el caso del oxígeno que no reacciona (debido a las condiciones de pO2 que debemos asegurar para lograr un experimento representativo) debemos tener un analizador de O2 que no reaccionó para poder hacer los balances respectivos y verificar la atmósfera a la que estamos sometiendo la muestra de material fundido. 4.3. EQUIPOS Y MATERIALES EQUIPOS
• Horno con 4 calefactores eléctricos de carburo de silicio, con un controlador de temperatura marca Omega modelo CN 8500
• Termocupla: Platino ó Platino(13%)_Rodio, con cubierta de alúmina • Flujómetro másicos marca Omega, rango 0 a 1000 cc/min y resolución 1cc/min • Balanza de precisión, rango 0-300gr; resolución 0.001g, error 0.0005g • Analizador de O2, con rango 0-25% y resolución 0.1%. • Calibrador de flujos Brooks, con sello de mercurio. • Pulverizador vibratorio • Computador con sistema operativo compatible y programa almacenador de datos
MATERIALES • Tubo de reacción de alúmina de 41 mm de diámetro externo y 44 cm de alto. • Tapa de bronce con aberturas. • Sistemas de sello y refrigeración. • Crisoles de MgO cuyas dimensiones son 16 mm de diámetro interno, 19.5mm de
diámetro externo y 33 mm de alto. • Lanza de inyección de alúmina de 4 mm de diámetro interno. • Alambre de Khantal de 1,2 mm diámetro. • Alambre de platino de 0.35 mm de diámetro. • Cañería de cobre conectado en tapa de bronce por donde saldrán los gases. • Nitrógeno extra puro. • Oxígeno extra puro.

- 57 -
• Mata de cobre industrial (~64% Cu), procedente de Chagres en forma granulada • SCu2 de laboratorio 99,5% de pureza, importada por Equilab en polvo
• FeS de laboratorio 99,5% de pureza, importada por Equilab en granos gruesos • Fundentes 2, SiOCaO en polvo
• Agua Oxigenada 100vol. para análisis • Tachiro indicador de pH, con cambio de color pH=5 • Pipeta, de 100 ml • Bureta, de 100 ml • Solución neutralizante NaOH al 0,2M
El esquema general del arreglo experimental se presenta a continuación, (Figura 22) mientras que la Figura 23 presenta el interior del horno eléctrico donde se presenta en detalle el tubo de reacción.
Figura 22: Montaje experimental global

- 58 -
Figura 23: Arreglo experimental del horno donde se lleva a cabo la reacción
4.4. PROCEDIMIENTO EXPERIMENTAL Calibración e iniciación de equipos. Se ejecuta el programa de almacenamiento de datos, posteriormente se enciende el horno eléctrico para luego verificar el correcto funcionamiento de flujómetros, analizador de gases y balanza. Se introduce el crisol con la muestra de mata de cobre dentro del tubo de reacción el cual se encuentra suspendido mediante alambres de platino que a la vez confluyen hacia el alambre de Khanthal que se encuentra unido a la balanza de precisión, la cual nos permitirá detectar la variación en el peso de la muestra de mata de cobre. Posteriormente se cierra el tubo de reacción con la tapa de bronce y se refrigera con agua, de modo que el sistema quede totalmente sellado. Finalizado este procedimiento, se da inicio a la inyección de nitrógeno fijando el flujo requerido de este. Se hace el ajuste de acuerdo al diseño de las pruebas experimentales para ello fijamos la

- 59 -
temperatura del horno requerida y esperamos la estabilización del sistema, enseguida se hace necesaria la toma y almacenamiento de datos, para luego ajustar el flujo de soplado y la proporción de oxígeno en la mezcla (de acuerdo a presión parcial en estudio). Para finalizar cada prueba se detiene la inyección de oxígeno y se detiene el registro de datos en el computador. El horno se enfría con nitrógeno puro (atmósfera neutra) se retira el crisol con la muestra sometiéndolo a un enfriamiento brusco en agua. La muestra es pesada y enviada a análisis mineralógico para muestras de formación de escoria tipo Olivina. 4.5. DISEÑO DE PRUEBAS Las pruebas experimentales desarrolladas se detallan a continuación. Estas tienen por finalidad estudiar el efecto de las variables de estudio.

- 60 -
Prueba Material Utilizado Masa de
muestra [gr] pO2[%]
Flujo
soplado[cc/min]
Superficie
transferencia[cm²]
1 Mata industrial (64%) 7.5 50 700 1.77
2 Mata industrial (64%) 10 25 1000 1.77
3 Mata industrial (64%) 10 30 1500 1.77
4 Mata industrial (64%) 8.65 40 1500 2.27
5 Mata industrial (64%) 3.65 40 1500 1.33
6 Mata industrial (64%) 10 10 1200 2.01
11 Mata SINTETICA (75%) 5.4 30 1100 1.77
12 Mata SINTETICA (75%) 4 50 1100 1.77
13 Mata SINTETICA (75%) 4 40 1100 1.54
14 Mata SINTETICA (75%) 4 20 1100 2.01
15 Mata SINTETICA (75%) 4 30 1100 2.01
16 Mata SINTETICA (75%) 4 30 1100 2.01
17 Mata SINTETICA (75%) 4 10 1100 1.89
18 Mata SINTETICA (75%) 4 20 1100 2.01
19 Mata SINTETICA (75%) 3 40 1800 2.01
28 Mata SINTETICA (75%) 1 75 1100 0.75
29 Mata SINTETICA (75%) 1 50 2000 0.64
7 Cu2S SINTETICO 7 30 1500 2.01
8 Cu2S SINTETICO 6.5 15 1100 1.77
27 Cu2S SINTETICO 1 50 1100 0.64
25 Olivina 3.5 50 1100 1.77
26 Olivina 3.5 30 1500 2.01
22 Olivina 3 75 1100 1.77
21 Olivina 3.5 50 1100 2.01
23 Olivina 3.5 10 1100 2.27
30 Olivina 1.5 30 1100 0.64
31 Olivina 1.5 30 1100 0.64
32 Olivina 1.5 30 1100 0.64
24 Olivina 3.5 30 1100 2.01
9 Olivina 5.57 40 1100 1.77
10 Olivina 4 50 1100 1.77
20 Fes SINTETICO 4 30 1100 1.77
Tabla 2: Diseño de pruebas realizadas.

- 61 -
Para mata de cobre se utilizaron diferentes concentraciones en peso de materiales, las que se detallan a continuación:
Mata
64% Cu Normalizada
Mata
75% Cu Normalizada
Mata
80%CuNormalizada
Cu2S 80% 69,3% Cu2S 93,90% 89,7% Cu2S 100% 100%
FeS 20% 17,3% FeS 6,10% 5,8% FeS 0% 0%
fundente 15% 13,4% fundente 4,71% 4,5% fundente 0% 0%
Tabla 3: Composición de la muestra de mata
En la Tabla 3 se consideró que una mata de x% en peso de cobre corresponde al porcentaje de cobre presente en la mata considerándola como una solución líquida de sulfuro de cobre y sulfuro de hierro, sin los fundentes. Para formación de escoria tipo Olivina se utilizaron las siguientes concentraciones en peso de materiales:
OLIVINA
FeS 56,5%
SiO2 21%
CaO 22,5%
Tabla 4: Composición de la muestra formadora de escoria tipo Olivina
En la Tabla 4 se presenta la composición mineralógica de la muestra cuya concentración inicial es de 40% en peso de Fe, la que formaría una escoria tipo Olivina como se presenta en la Tabla 5. .
OLIVINA
FeO 51,5%
SiO2 23,4%
CaO 25,1%
Tabla 5: Composición requerida de la escoria formada

- 62 -
5. RESULTADOS EXPERIMENTALES 5.1. MEDICIONES EXPERIMENTALES PARA FORMACIÓN DE ESCORIA TIPO OLIVINA El desarrollo experimental se llevó a cabo de acuerdo con el diseño de pruebas planteado anteriormente, previo a ello se hizo un estudio de cinética de desulfurización de sulfuro de hierro (FeS) y formación de escoria tipo Olivina, como primera etapa, y posteriormente, el estudio de oxidación de sulfuro de cobre, ambas etapas ejecutadas con materiales de laboratorio (99,5% de pureza) y con diferentes concentraciones de manera de medir la influencia de los componentes presentes en el sistema de conversión de mata Industrial de cobre con formación de escoria tipo Olivina. El estudio se realizó comparando resultados obtenidos bajo las mismas condiciones de operación, modificando únicamente, la variable de estudio. Oxidación de FeS. El estudio de la oxidación de FeS, no fue considerado para el desarrollo del estudio debido a que bajo condiciones ultra-oxidantes, como las estudiadas, ocurren múltiples competencias de reacciones de difícil estudio producto de la alta inestabilidad del compuesto formado, por lo que nos enfocamos solo en entender la cinética de formación de escoria tipo Olivina. Etapa formadora de escoria Para el estudio de esta etapa se utilizarán las composiciones de FeS, CaO y SiO2 necesarias para formar una muestra con 40% de concentración en peso de hierro. Esta escoria, con altas concentraciones de hierro, tiene el problema de generar importantes pérdidas de cobre lo que llevó a los investigadores, a cargo del proyecto, a redefinir la composición de la escoria requerida con concentraciones de hierro cercanas al 20%. A continuación se presentan resultados de las primeras experiencias llevadas a cabo para diferentes condiciones de soplado.

- 63 -
5,35
5,40
5,45
5,50
5,55
5,60
0 20 40 60 80 100 120 140 160 180Tiempo[min]
mas
a [g
r]
Figura 24: Masa en función del tiempo en formación de escoria tipo Olivina con pO2 30%. (prueba 9)
3,86
3,88
3,90
3,92
3,94
3,96
3,98
4,00
0 10 20 30 40 50 60 70
Tiempo[min]
mas
a [g
r]
Figura 25: Masa en función del tiempo en formación de escoria tipo Olivina con pO2 40%. (prueba 10)

- 64 -
La prueba presentada en la Figura 24 corresponde a la prueba 9 con 5,57gr de muestra, presión parcial de oxígeno de 30%, flujo de gas de 1100 cc/min, área de transferencia 1,77 cm² y temperatura 1210 C. La prueba presentada en Figura 25 corresponde a la prueba 10 con 4gr de muestra, presión parcial de oxígeno de 40%, flujo de gas de 1100 cc/min, área de transferencia 1,77 cm² y temperatura 1210 C. En las Figuras 24 y 25 se presentan datos captados por el programa de adquisición durante las pruebas ejecutadas con sulfuro de hierro y fundentes para formar escoria tipo Olivina. Se ve que existe un descenso desacelerado en peso lo que supone una reacción dependiente de la concentración de reactantes. Para poder comparar de mejor manera las pruebas llevadas a cabo durante la formación de escoria se graficó la pérdida de masa en el tiempo desde el inicio de la toma de datos de cada prueba. A continuación se presenta una comparación de 4 pruebas ejecutadas bajo diferentes condiciones de soplado
Figura 26: Comparación pruebas de formación de escoria tipo Olivina.
En la Figura 26 se presenta el cambio de masa en función del tiempo para las 4 pruebas llevadas a cabo con compuestos necesarios para formar escoria de tipo Olivina. Se aprecia que llega un punto en que la pérdida de masa se hace cero, comenzando la muestra una ganancia sostenida de

- 65 -
masa, tema que será analizado en el próximo capítulo. Las pruebas fueron realizadas con diferentes condiciones de soplado las que se detallaran de acuerdo a la ecuación obtenida para cada una de ellas: Pérdida de masa = -0,0004*(tiempo)² + 0,0281*(tiempo), prueba 22, presión parcial O2 75% Pérdida de masa = -4*10^-5*(tiempo)² + 0,0057*(tiempo), prueba 21, presión parcial O2 50% Pérdida de masa = -3*10^-5*(tiempo)² + 0,0038*(tiempo), prueba 10, presión parcial O2 40% Pérdida de masa = -9*10^-6*(tiempo)² + 0,0025*(tiempo), prueba 9, presión parcial O2 30% De acuerdo a lo presentado en la Figura 26 apreciamos que en la medida se que aumentó la presión parcial de oxígeno en el gas soplado aumentó la velocidad de reacción, suponiendo que la podemos interpretar como la pendiente en la zona inicial (hasta 40 minutos), lo que lleva a pensar en etapa controlante relacionada con la fase gas. Desulfurización durante la formación de escoria tipo Olivina En la medida que avanza la reacción de formación de escoria tipo Olivina el FeS presente como reactante pasa a formar parte de la escoria, vía desulfurización. El azufre se volatiliza provocando pérdida de peso de la muestra lo que se aprecia en las pruebas realizadas con la termobalanza. Parte de la metodología es ejercer total control de la atmósfera de reacción, para ello hemos dispuesto una trampa de SO2 a la salida del horno, por donde circularon los gases de reacción. El gas es lavado en un reactivo (H2O2) que reacciona con SO2, generando ácido sulfúrico. Esta solución puede ser titulada para conocer la concentración de azufre disuelto, el que corresponderá al azufre volatilizado de la muestra fundida y sometida a soplado con aire enriquecido. A continuación se presenta tabla resumen con todas las concentraciones en el tiempo de azufre obtenidas a partir de la titulación del reactivo utilizado para atrapar SO2.

- 66 -
y = 0.1361Ln(x) - 0.2748
y = -0.0001x2 + 0.0112x y = -7E-06x2 + 0.0031x
y = -8E-06x2 + 0.003x
y = -1E-05x2 + 0.0035x
y = -5E-05x2 + 0.0087x
y = -8E-05x2 + 0.0082x
y = -5E-05x2 + 0.0107x
0
0.1
0.2
0.3
0.4
0.5
0.6
0 20 40 60 80 100 120 140 160 180 200
Tiempo[min]
azu
fre
rem
ovid
o[gr
]
Prueba 10
Prueba 21
Prueba 9
Prueba 22
Prueba 23
Prueba 24
Prueba 25
Prueba 26
Logarítmica
Figura 27: Azufre removido durante formación de escoria tipo Olivina.
En la Figura 27 se presentan las 8 primeras experiencias ejecutadas con sulfuro de hierro, sílice y óxido de calcio. La curva corresponde a la cantidad acumulada de azufre removido durante la etapa de formación. Cuando la prueba ejecutada comienza a sobre oxidarse el incremento en peso de la muestra es sostenido, con lo que se supone estamos entrando en un tema de formación mineralógica no deseada (se supone formación de magnetita) y la prueba debe ser detenida. La remoción de azufre se detiene cuando las especies empiezan a sobre oxidarse y se aprecia en la Figura 27, con una tendencia a desacelerada en el tiempo. 5.2. MEDICIONES EXPERIMENTALES MATA INDUSTRIAL DE ALTA LEY Hasta la fecha no hemos recibido noticia de la mata de alta ley que se utilizaría en un principio proveniente de la fundición Paipote de ENAMI por lo que el estudio comenzó con mata de características similares, pero hecha mediante la mezcla de componentes de laboratorio formando mata de alta ley tipo industrial. Esta mezcla se llevó a cabo utilizando Cu2S de laboratorio (99.5% pureza), FeS (99.5% pureza), CaO y SiO2 de manera de obtener una mata de alta ley (75% Cu) y un producto final de Cu metálico y escoria tipo Olivina. La oxidación de mata de alta ley fue estudiada según el protocolo de prueba desarrollado en el capítulo anterior. Se presentan a continuación los resultados obtenidos más significativos.

- 67 -
Para mata de alta ley se utilizaron diferentes concentraciones de materiales, las que se detallan a continuación (Tabla 6 y 7). En cada columna central de la Tabla 6 se especifica la concentración en peso de cobre y los diferentes compuestos que posee cada tipo de mata utilizada durante la investigación, a la que se le debe adicionar fundentes para formar escoria tipo Olivina
Mata
64% Cu Normalizada
Mata
75% Cu Normalizada
Mata
80%CuNormalizada
Cu2S 80% 69,3% Cu2S 93,90% 89,7% Cu2S 100% 100%
FeS 20% 17,3% FeS 6,10% 5,8% FeS 0% 0%
fundente 15% 13,4% fundente 4,71% 4,5% fundente 0% 0%
Tabla 6: Composición muestras utilizadas.
Fundente
SiO2 48%
CaO 52%
Tabla 7: Composición fundente utilizado.
Oxidación de mata 80% en peso de Cu Con muestras de sulfuro de cobre se realizaron 3 pruebas (7, 8 y 27) modificando presiones parciales de oxígeno. A continuación se presentan resultados obtenidos para pruebas ejecutadas con sulfuro de cobre puro

- 68 -
5,2
5,4
5,6
5,8
6
6,2
6,4
6,6
0 50 100 150 200 250
Tiempo[min]
mas
a [g
r]
Figura 28: Masa en función del tiempo para mata 80 % en peso de cobre pO2 15% (Prueba 8)
De las Figuras 28, 29 y 30 se deduce una clara tendencia a la pérdida constante de masa en el tiempo para cada una de ellas. Esto nos habla que la cinética de oxidación de sulfuro de cobre puro se aproxima a una reacción es de orden 0.
6,3
6,4
6,5
6,6
6,7
6,8
6,9
7
7,1
0 10 20 30 40 50 60
Tiempo[min]
mas
a[gr
]
Figura 29: Masa en función del tiempo para mata 80 % en peso de cobre pO2 30%.(Prueba 7)

- 69 -
En la Figura 30 se aprecia un sector sin información entre los 5-10 minutos de soplado, producto de la caída del programa de adquisición de datos.
0,4
0,5
0,6
0,7
0,8
0,9
1
1,1
0 10 20 30 40 50Tiempo[min]
mas
a[gr
]
Figura 30: Masa en función del tiempo para mata 80 % en peso de cobre pO2 50%.(Prueba 27)
Desulfurización durante el soplado de mata 80% en peso de Cu En la Figura 31 se presenta la desulfurización obtenida de las pruebas de titulación realizadas a solución de agua oxigenada utilizada para lavar gases producto de la reacción de oxidación de sulfuro de cobre puro. Podemos afirmar de acuerdo a lo representado en la Figura 31 que la cinética de desulfurización no parece tener dependencia con la concentración de azufre remanente en el baño metálico

- 70 -
y = 0,0077x
y = 0,0115x y = 0,0016x
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 50 100 150 200 250Tiempo[min]
mas
a az
ufre
rem
ovid
a[gr
]
Prueba 27Prueba 7Prueba 8
Figura 31: Azufre removido durante el soplado de mata de cobre 80% en peso de Cu. Oxidación de mata 75% en peso de Cu Para la realización de estas pruebas se utilizó sulfuro de cobre de laboratorio (99,5% en peso) mezclado con sulfuro de hierro (99,5% en peso) de laboratorio, pulverizado, con concentraciones calculadas para formar una mezcla con 75% en peso de cobre con posterior adición de fundentes para formar mezcla de reactantes (FeS+CaO+SiO2) con 40% en peso de Fe y formar la escoria requerida para el proyecto. A continuación presentaremos resultados tipo, obtenidos para la oxidación de mata de alta ley, los que se presentan en la Figura 32

- 71 -
4,4
4,6
4,8
5
5,2
5,4
5,6
0 20 40 60 80 100 120
tiempo [min]
mas
a [g
r]
Figura 32: Peso en función del tiempo para mata de alta ley con presión parcial de O2 30%.(Prueba 11)
De acuerdo con la experiencia con mata de 80% en peso de cobre (Cu2S) y experiencias estudiadas en análisis bibliográfico realizadas con sulfuro de cobre puro ([3]-[9]), lo que sucede con mata de alta ley de cobre con adición de fundentes para formar escoria tipo Olivina, es similar. Como se aprecia en la Figura 32 el descenso en peso es constante durante el soplado hasta que la muestra se hace deficiente en azufre dando paso a un incremento constante producto de la sobre oxidación de la muestra, esto obliga a detener el soplado. Para el desarrollo de la investigación utilizaremos el descenso de peso en función de variables de estudio mientras el descenso de peso sea sostenido producto de la oxidación de sulfuro de cobre, sin tomar en cuenta valores obtenidos en la etapa de sobre oxidación ya que el comportamiento de la oxidación toma otro rumbo, por lo que esta no se considera en los análisis. A continuación presentaremos una comparación entre una selección de pruebas realizadas con mata de alta ley de cobre con formación de escoria tipo Olivina. Para que pruebas sean comparables se graficará el de peso en función del tiempo de pruebas ejecutadas bajo las mismas condiciones excepto de presión parcial de oxígeno.

- 72 -
3,3
3,4
3,5
3,6
3,7
3,8
3,9
4
4,1
0 20 40 60 80 100 120 140 160 180
Tiempo [min]
mas
a[gr
]
Prueba 18
Prueba 16
Prueba 13
Prueba 17
Prueba 12
Lineal (Prueba 16)
Lineal (Prueba 18)
Lineal (Prueba 13)
Lineal (Prueba 17)
Lineal (Prueba 12)
Figura 33: Peso en función del tiempo para mata de alta ley presión parcial de O2 10%, 20 %, 30%, 40% y 50%
(Respectivamente Pruebas 12,13,16,18,17)
La muestra de mata de alta ley pierde peso de manera constante en el tiempo, lo que nos lleva a pensar en la menor dependencia de la tasa de oxidación global con respecto a la concentración de elementos en la muestra fundida. Las pruebas que se presentan en la Figura 33 corresponden a pruebas ejecutadas bajo diferentes condiciones de soplado que provocan cambios en las velocidades de reacción, pero no en el orden, pues esta se mantiene constante a lo largo de la oxidación. Desulfurización durante el soplado de mata 75% en peso de Cu A continuación se presentan resultados de titulación del reactivo (H2O2 100vol) con que se lavó los gases de reacción, para pruebas llevadas a cabo con mata de Cobre con 75% en peso de cobre y formación de escoria tipo Olivina en menor proporción. Se hace una comparación de pruebas representativas cuyo análisis resulta interesante para el desarrollo de la investigación.

- 73 -
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 20 40 60 80 100 120 140
Tiempo [min]
Mas
a de
azu
fre re
mov
ido
[gr].
Prueba 13
Prueba 16
Prueba 17
Figura 34: Azufre removido durante soplado de mata de cobre 75% en peso de Cu
. Se puede suponer en la misma dirección de acuerdo a los resultados presentados en la Figura 34 obtenidos para desulfurización de las pruebas realizadas. Se mantiene la hipótesis de la baja dependencia de la tasa de desulfurización de la muestra con respecto a la concentración de elementos en la muestra fundida. Las pruebas que se presentan en la Figura 31 corresponden a pruebas ejecutadas bajo diferentes condiciones de soplado que provocan cambios en las velocidades de desulfurización, pero no en el orden de las reacciones. Desulfurización durante el soplado de mata 64% en peso de Cu La desulfurización no se pudo medir debido a que el sistema de captación de gases no se implementó de buena manera durante el período en que se desarrollaron estas mediciones lo que trajo errores de medición que obligaron a no considerar los resultados de titulaciones realizadas a pruebas ejecutadas con esta composición. 5.3. Eficiencia de Oxígeno De acuerdo con mediciones realizadas es posible suponer una tasa de oxígeno disuelta en la fase metálica asociada a la perdida de peso de la muestra.

- 74 -
Los resultados teórico-experimentales se presentan en la tabla 6, como puede observarse en general baja eficiencia de utilización de oxígeno debido a la configuración de oxidación por atmósfera. En consideración de lo anteriormente señalado la presión parcial de oxigeno ejerce una fuerte dependencia, el flujo de soplado presenta escasa influencia en los resultados de oxidación. De acuerdo a ello podemos afirmar que la eficiencia de absorción de oxígeno tiende a disminuir en la medida que se incrementa la inyección de oxígeno.
PRUEBA pO2 Flujo soplado Disuelto Soplado Eficiencia O2
[%atm] [cc/min] [mol/min] [mol/min] [%]
2 25 1000 7,31E-04 0,61 0,12%
3 30 1500 7,50E-04 1,10 0,07%
4 40 1500 1,88E-04 1,47 0,01%
5 40 1500 8,75E-05 1,47 0,01%
6 10 1200 4,38E-04 0,29 0,15%
7 30 1500 7,25E-04 1,10 0,07%
8 15 1100 3,40E-04 0,40 0,08%
9 30 1100 9,38E-05 0,81 0,01%
10 50 1100 2,13E-04 1,35 0,02%
11 30 1100 7,38E-04 0,81 0,09%
12 50 1100 7,88E-04 1,35 0,06%
13 40 1100 7,56E-04 1,08 0,07%
14 20 1100 5,75E-04 0,54 0,11%
15 30 1100 7,19E-04 0,81 0,09%
16 30 1100 5,79E-04 0,81 0,07%
17 10 1100 2,56E-04 0,27 0,09%
18 20 1100 4,20E-04 0,54 0,08%
19 40 1800 8,14E-04 1,76 0,05%
21 20 1100 2,75E-04 0,54 0,05%
22 40 1100 1,32E-03 1,08 0,12%
23 10 1100 5,63E-04 0,27 0,21%
24 30 1100 4,69E-04 0,81 0,06%
25 50 1100 7,25E-04 1,35 0,05%
26 30 1100 6,63E-04 0,81 0,08%
27 50 1100 2,50E-04 1,35 0,02%
28 75 1100 7,06E-04 2,02 0,03%
29 50 2000 4,38E-04 2,45 0,02%
Tabla 6. Balance de masa y eficiencia de oxígeno

- 75 -
6. ANÁLISIS DE RESULTADOS 6.1. FORMACIÓN DE ESCORIA TIPO OLIVINA De acuerdo a lo observado en gráficos de análisis de resultados podemos decir que el comportamiento de la cinética de formación de escoria tipo Olivina posee relación con la composición de algún elemento del sistema. El sistema de formación de escoria es relativamente complejo ya que en la medida que se forma la escoria existe formación conjunta de especies como magnetita y hematita, lo que es captado por variaciones asociada a formación de nuevas especies no cuantificables en peso por la termobalanza. Como el sistema es complejo las reacciones de oxidación compiten entre ellas por lo que cada molécula de oxígeno que se diluye en el baño como oxígeno monoatómico es ocupado para reemplazar un azufre del sulfuro de hierro. El azufre se asocia con dos moléculas monoatómicas de oxígeno la que forma un compuesto volátil que es atrapado en una solución de agua oxigenada la que se titula para conocer las concentraciones de azufre removido de la muestra. Resulta interesante hacer el estudio de la cinética de desulfurización, para conocer como es el comportamiento de uno de los componentes del sistema formador de escoria (FeS, posterior a ello, veremos como se debería comportar el sistema en conjunto.
3.86
3.88
3.90
3.92
3.94
3.96
3.98
4.00
4.02
0 20 40 60 80 100 120
tiempo[min]
mas
a[gr
]
Figura 35: Comparación pérdida de masa en función del tiempo durante la formación de escoria Olivina pO2
30% vs 50%
De acuerdo a los resultados obtenidos durante el ejercicio de pruebas para formar escoria tipo

- 76 -
Olivina, como las que se presentan en la Figura 35, mediante la realización de mediciones termogravimétricas, probaremos que el sistema de desulfurización durante la formación de escoria tipo Olivina sigue una cinética de orden 1 Para simplificar supondremos que tasa de formación de escoria tipo Olivina tiene relación molar con la volatilización de azufre de la muestra, vale decir, por molécula de azufre que se volatiliza en forma de anhídrido sulfuroso se forma una molécula de escoria tipo Olivina. De acuerdo a lo recién planteado supondremos que la cinética de desulfurización de sulfuro de hierro es igual a la cinética formación de escoria tipo Olivina, cosa no necesariamente verdadera.
Sabemos que la desulfurización satisface tendremos que para cinética de primer orden
SSS Ck
dtdC
−= (6.1.2.1)
tkC
tCS
S
S −=)0()(ln (6.1.2.2)
tkSS
SeCtC −⋅= )0()( (6.1.2.3)
Donde: Cs(0) - concentración inicial de Azufre en la muestra[%S] Cs(t) - concentración de Azufre en la muestra para un tiempo t[%S] t - tiempo [min] Dentro de los capítulos estudiados analizamos como determinar el orden de reacción. Para el
presente caso haremos una evaluación visual graficando )0()(ln
S
S
CtC en función del tiempo. En la
Figura 36 y 37 se presentan regresiones logarítmica de resultados obtenidos de la desulfurización obtenida durante la etapa de formación de escoria. De acuerdo con la reacción que se asume como principal en la formación Olivina, podemos concluir que la desulfurización de FeS presente en la mata, que da origen a la escoria tipo Olivina, es de orden 1.

- 77 -
y = -0,0111xR2 = 0,9777
y = -0,0126xR2 = 0,9839y = -0,0139x
R2 = 0,9835
y = -0,015xR2 = 0,997
-1,8
-1,6
-1,4
-1,2
-1
-0,8
-0,6
-0,4
-0,2
00 20 40 60 80 100 120 140 160
tiempo
Ln(
C(t)
/C(0
))
oli 50%oli 30%oli 20%oli 10%Lineal (oli 50%)Lineal (oli 30%)Lineal (oli 20%)Lineal (oli 10%)
Figura 36: Linealización logarítmica de la constante cinética de desulfurización durante formación de escoria.
y = -0,0306xR2 = 0,9771
y = -0,0253xR2 = 0,9928
y = -0,0276xR2 = 0,9662
y = -0,0364xR2 = 0,9865
-2,5
-2
-1,5
-1
-0,5
00 20 40 60 80
tiempo
Ln(
C(t
)/C(0
))
oli 40%oli 30%oli 30%oli 50%Lineal (oli 40%)Lineal (oli 30%)Lineal (oli 30%)Lineal (oli 50%)

- 78 -
Figura 37: Linealización logarítmica de la constante cinética de desulfurización durante formación de escoria Para las pruebas llevadas a cabo con sulfuro de hierro y fundentes para la formación de escoria tipo Olivina se obtiene que la velocidad de reacción k, muestra buena correlación logarítmica respecto al tiempo, con ello afirmamos que la reacción es de primer orden respecto al tiempo. 6.1.1. Efecto de la Composición de la Muestra El desarrollo de este trabajo se realizó bajo composiciones iniciales de reactantes diferentes a las hoy planteadas como óptimas, por lo que no se pudo ver la incidencia de la composición de la mezcla formadora de escoria. Resultados relevantes para la operación se obtienen de este análisis como pueden ser la concentración de cobre en la fase escoria o capacidad de estabilización de elementos menores en ella, por lo que la recomendación quedará explícita a ser desarrollada de forma independiente. Dentro del Anexo se detallan bondades de la escoria tipo olivina, pero no existe material bibliográfico sobre estudios de cinética de formación. Las muestras de escoria con las que se trabajó contemplaban la formación de un compuesto con concentraciones en peso de 51.5% de FeO, 23.4% de SiO2 y 25.1% de CaO. 6.1.2. Efecto de la Presión Parcial de Oxígeno en Gas Oxidante La problemática que se debe resolver se presenta al graficar velocidades de reacción k obtenida de las pendientes de la regresión logarítmica realizada a cada prueba en función de presiones parciales de oxígeno utilizadas no presentan buena correlación con magnitud. Para poder comparar constantes cinética debemos normalizar los resultados que se presentan gráficamente en las Figuras 36 y 37 y para debemos hacer la comparación de coeficiente de velocidad de reacción normalizados 1k de cada experiencia. La operación a ejecutar consiste en multiplicar k por la
densidad del material y el área de transferencia y dividir por la masa de la muestra formadora de escoria, tal como se presenta en la ecuación 6.1.2.4.
muestra
RxN
MAk
kρ1−
= (6.1.2.4)
ARxN : Área de reacción [m²] ρ: Densidad de la escoria fundida [kg/m³] m: masa fundida de la escoria [kg]

- 79 -
k1:Coeficiente de transferencia de masa de primer orden[m/s] De acuerdo con lo recién planteado la ecuación de cinética de primer orden se modifica tal como se presenta en la Ecuación 6.1.2.5 donde 1k corresponde al coeficiente de transferencia de masa
de primer orden asociado a cada prueba ejecutada para la formación de escoria.
tMmuestra
Ak
SS
r
eCtCρ1
)0()(−
⋅= (6.1.2.5) ARxN : Área de reacción [m²] ρ: Densidad de la escoria fundida [gr/cm³] m: masa fundida de la escoria [gr] k1:Coeficiente de transferencia de masa de primer orden [%Sm/s] Cs(0): concentración inicial de Azufre en la muestra [%] Cs(t) : concentración de Azufre en la muestra para un tiempo t [%] t :tiempo[min] De acuerdo al análisis en estudio se realizaron pruebas a diferentes presiones parciales de oxígeno en el gas oxidante, a las que se graficará su coeficiente de transferencia de masa k1.
y = 4.5E-08xR2 = 0.885
0
0.0000005
0.000001
0.0000015
0.000002
0.0000025
0.000003
0 10 20 30 40 50 60pO2[%]
k [%
Sm/s
eg]
Figura 38: Coeficiente de primer orden obtenido para pruebas de desulfurización de Olivina.
En la Figura 38 se presenta el coeficiente de transferencia de masa 1k en función de la presión
parcial de oxígeno, obtenido para cada experiencia de formando escoria tipo Olivina a partir de los resultados de titulación de cada prueba.

- 80 -
Se ve que la dependencia de la velocidad de reacción normalizada respecto a la presión parcial de oxígeno es lineal, por lo que podemos aseverar que existe relación entre el suministro de gas y el comportamiento de la cinética de desulfurización durante la formación de escoria. La relación que se presenta para la desulfurización del material de formador de escoria tipo Olivina es la misma relación y cumpliendo con el supuesto que cada mol de anhídrido sulfuroso sacado del sistema es un mol de escoria tipo Olivina formado, por lo que la relación entre formación de escoria y la presión parcial de oxígeno se presenta en la ecuación 6.1.2.6
28
1 105,4 pOk ⋅⋅= − [%S·m/s] (6.1.2.6)
6.1.3. Efecto del Flujo de Gas Oxidante El efecto del flujo de gas se determinó con pruebas similares modificando únicamente la variable flujo de gas oxidante de 1100 a 1500 [cc/min] y analizar el cambio en el coeficiente de transferencia de masa 1k . En la Figura 39 se presenta la comparación de pruebas ejecutadas bajo
las mismas condiciones de área de reacción, densidad y masa de muestra fundida modificando el flujo de gas oxidante. La curva de la prueba 26, ejecutada a 1500 cc/min, fue desplazada para comparar resultados en el tiempo.
3.1
3.15
3.2
3.25
3.3
3.35
3.4
3.45
3.5
3.55
3.6
0 10 20 30 40 50 60 70 80
Tiempo[min]
mas
a [g
r]
Figura 39: Comparación pérdida de masa en el tiempo durante formación escoria Olivina a diferentes tasas de
soplado.
Experimentalmente se encuentra una tasa de formación de escoria tipo Olivina similar al implementar el soplado de la fase oxidante por atmósfera. Esto lo indica la escasa influencia que ejerce el aumento del flujo en la fase oxidante (a las pruebas se les realizó un desfase para efectos

- 81 -
de análisis gráfico). Podemos afirmar que en una situación de soplado por atmósfera el flujo de alimentación de la fase gas no afecta la tasa de formación de escoria tipo Olivina debido a que la velocidad de inyección del gas no influye en la velocidad de entrada de la fase gaseosa sobre el baño. Esto se puede concluir a partir de la Figura 39, en la que se grafican los resultados de las pruebas 24 y 26, ambas con un contenido en el gas de 30% de oxígeno se observa que la tasa de oxidación es prácticamente invariante frente a un aumento de flujo del gas oxidante de 1100 a 1500[cc/min.]. Suponemos que una situación distinta se debería dar si inyectásemos gas directo en la superficie de transferencia ya que de esta manera estamos asegurando la difusión total de gas oxidante al baño fundido, con lo que aumentaríamos la baja eficiencia de oxígeno obtenida. 6.1.4. Efecto de la Temperatura De acuerdo con temas tratados en capítulo 3 el efecto de la temperatura se ha establecido factor de la constante cinética, según Arrhenius:
RTEa
AeTk−
=)( (6.1.4.1)
Con lo que para cinética de primer orden la ecuación quedaría
SRTE
S CAedt
dC a−
−= (6.1.4.2)
Cuando la agitación es mayor al interior de la muestra fundida se ve reflejada en la constante cinética por el hecho de aumentar el número de colisiones entre reactantes. Para plantear el control de la fase debemos determinar empíricamente valores para la energía de activación y poder ver el real control que ejerce la temperatura en la cinética de formación. Esto quedará como recomendación para estudio futuro ya que resulta útil conocer el mecanismo de control para la formación de escoria tipo Olivina

- 82 -
6.1.5. Efecto de la Masa de Muestra Fundida De acuerdo a pruebas llevadas a cabo con diferentes cantidades de muestra formadora de escoria no podemos afirmar la dependencia entre coeficientes cinéticos y cantidad material utilizado para producir la escoria requerida, debido a la falta de experiencias que apunten en la dirección de estudio de esta variable. Con esto no descartamos la posibilidad de considerar la cantidad utilizada para fundir y formar escoria como un factor que altere la velocidad de reacción formadora de escoria. Existe la sospecha que en la medida que se utiliza una mayor cantidad de material la composición mineralógica de la escoria se modificaría debido a la sobreexposición de especies formadas en superficie, sometidas a condiciones oxidantes, las que podrían formar una capa impermeable que altere la difusión de gas y detenga la reacción (forma esquemática en la Figura 40).
Figura 40: Esquema del tubo de reacción al interior del horno

- 83 -
6.2. OXIDACIÓN DE MATA INDUSTRIAL DE ALTA LEY De las pruebas presentadas en capítulo de Resultados Experimentales podemos afirmar que las pruebas ejecutadas con mata de cobre, en las tres composiciones utilizadas se rigen por una cinética independiente de la concentración de la muestra fundida ya que la pérdida de masa es constante en el tiempo y el mismo caso se da para la captación de azufre volatilizado en forma de anhídrido sulfuroso el que es captado a tasa constante, por lo que podemos aseverar que la cinética de oxidación de mata de cobre tanto industrial como sintética es de orden 0. De acuerdo con lo señalado anteriormente, sabemos que la cinética es de orden cero por lo que la reacción cumple las ecuaciones 6.2.1 y 6.2.2.
sS k
dtdC
−= (6.2.1)
tkCtC SSS −= )0()( (6.2.2)
Con Cs(t): Concentración de azufre disuelto en la muestra de Cu2S[%] Cs(0):Concentración inicial de Azufre [%] ks: Constante cinética de reacción de orden 0 [%/min] t: tiempo [min] 6.2.1. Efecto de la Composición de la Muestra Para el estudio del efecto de la composición de las pruebas ejecutadas con mata de alta ley de cobre con menor formación de escoria tipo Olivina se llevó a cabo un estudio de constantes cinéticas de orden cero para cada set de pruebas ejecutadas con mata de alta ley. Como se presentó anteriormente la volatilización de azufre en forma de anhídrido sulfuroso es constante en todo momento, lo que se traduce en pérdida de masa constante durante el soplado de gas oxidante.

- 84 -
0
0.005
0.01
0.015
0.02
0.025
0.03
0 10 20 30 40 50 60
pO2[%atm]
Vel
ocid
ad d
e re
acci
ón [%
S/m
in]
Set 80%Cu vs pO2
Set 75%Cu vs pO2
Set 64%Cu vs pO2
Figura 41: Comparación muestras con diferentes concentraciones de Cobre
A partir de los resultados obtenidos podemos concluir que a medida que la ley de cobre aumenta existe una dependencia lineal cada vez mayor con respecto a la variable presión parcial de oxígeno. En la Figura 41 se puede apreciar el fenómeno recién mencionado en función de la presión parcial de oxígeno soplado, donde la curva del sulfuro de cobre puro se acerca más a una línea recta en comparación con las curvas obtenidas para pruebas con formación de escoria. La justificación de este fenómeno corresponde al mayor reemplazo de átomos de azufre por oxígeno en moléculas con hierro, que se encuentran presentes en pruebas con mata de alta ley con formación menor de escoria tipo Olivina. Para los datos obtenidos de la desulfurización se puede apreciar en la Figura 42, no existe mayor dependencia de la composición de la muestra como función de la presión parcial de oxígeno del gas oxidante ya que las curvas se comportan forma similar, efecto que podría ser mejor detallado con un número mayor de pruebas.

- 85 -
0
0.005
0.01
0.015
0.02
0.025
0 10 20 30 40 50 60
pO2 [%atm]
Velo
cida
d de
d re
acci
ón[%
S/m
in]
set desulfurización80%Cu vs pO2
set desulfurizacion75%Cu vs pO2
Figura 42: Comparación coeficientes de desulfurización en función de la presión parcial de oxígeno
De la Figura 42 podemos apreciar la desulfurización obtenida de la titulación de soluciones para pruebas ejecutadas con mata de alta ley de cobre con formación de escoria tipo Olivina y de sulfuro de cobre puro (anaranjado). Podemos concluir que no existe mayor dependencia de la tasa de desulfurización en función de la composición de la muestra para diferentes presiones parciales de oxígeno en el gas oxidante 6.2.2. Efecto de la Presión Parcial de Oxígeno en Gas Oxidante La cinética de reacción de las pruebas llevadas a cabo para muestras con cobre presenta tanto para su oxidación como para su desulfurización muestran dependencia lineal con respecto a la presión parcial de oxígeno del gas oxidante.

- 86 -
y = 0.0004xR2 = 0.6075
0
0.005
0.01
0.015
0.02
0.025
0.03
0 10 20 30 40 50 60
pO2[%atm]
TA
SA D
E R
EA
CC
IÓN
[%S/
min
]Set 80%Cu vs pO2Set 75%Cu vs pO2Set 64%Cu vs pO2Reg. lineal
Figura 43: Constantes cinéticas para diferentes presiones parciales de oxígeno en gas oxidante
Como se ve en la Figura 43 la presión parcial ejerce todo el peso sobre la cinética de oxidación de mata industrial de alta ley de cobre, se puede observar que existe una linealidad entre las constantes cinéticas calculadas y la presión parcial de oxígeno utilizada para cada prueba.
y = 0.0005xR2 = 0.5109
0
0.005
0.01
0.015
0.02
0.025
0.03
0 10 20 30 40 50 60
pO2[%O2]
Velo
cida
d de
des
ulfu
rizac
ión[
%S/
min
]
set desulfurización80%Cu vs pO2set desulfurizacion75%Cu vs pO2Reg. Lineal
Figura 44: Velocidad de desulfurización en función de la presión parcial de oxígeno en gas soplado
Las tasas resultan un poco dispersas para la Figura 43 y 44, con lo que hicimos revisiones en la

- 87 -
metodología y se determinaron puntos que causan rangos de error tan elevados. Concluimos que el problema de las diferencias recae principalmente en que los crisoles de MgO no cumplían con la condición de tener igual diámetro lo que a la hora de realizar las pruebas se traduce en superficie de reacción, por lo que resulta imprescindible realizar una normalización de la tasa para poder conocer el comportamiento sin sesgo. De acuerdo con lo señalado anteriormente, sabemos que la cinética es de orden cero, por lo que la reacción cumple las ecuaciones 6.2.1 y 6.2.2 y por otra parte se define el coeficiente de transferencia de masa k de orden cero en la ecuación 6.2.2.3 y mediante el cual se podría desarrollar una comparación efectiva ya que no considera variables de las que si depende la constante de velocidad. Se define en la ecuación 6.2.2.3 el coeficiente de transferencia de masa k.
60100 RxNmata
MataS A
Mkk ρ= [%Sm/seg] (6.2.2.3)
donde ks: velocidad de reacción de azufre en [%S/min] Mmata: Masa de la muestra de mata [gr] ρmata: densidad de la mata [gr/cm³] ARxN: superficie de transferencia de masa [cm²] De acuerdo a esto se obtiene una velocidad de reacción normalizada a través de la cual desarrollaremos el mismo análisis.
y = 2.3E-08xR2 =0.92
0.0E+00
2.0E-07
4.0E-07
6.0E-07
8.0E-07
1.0E-06
1.2E-06
1.4E-06
1.6E-06
1.8E-06
2.0E-06
0 10 20 30 40 50 60 70 80
pO2
Vel
ocid
ad d
e re
acci
ón [%
Sm/s
]
Figura 45: Velocidad de reacción normalizada (k) en función de la presión parcial de oxígeno en gas soplado

- 88 -
En la Figura 45 se grafica la velocidad de reacción normalizada en función de la presión parcial de oxígeno en el gas, apreciando buena correlación entre estas, para todo rango de estudio (0,1-0,75 [atm]) explorando presiones parciales de oxígeno de 0.75 [atm] donde los niveles no parecen decaer ni dejar de comportarse linealmente. Obteniendo de acuerdo a esta correlación la ecuación 6.2.2.4.
28103,2 pOk ⋅⋅= − [%S·m/s] (6.2.2.4)
Se realizó el mismo ejercicio para las pruebas llevadas a cabo con velocidades de reacción normalizadas para la desulfurización, obtenidas a partir de pruebas de titulación.
y = 2.4E-08xR2 = 0.781
0.0E+00
2.0E-07
4.0E-07
6.0E-07
8.0E-07
1.0E-06
1.2E-06
1.4E-06
1.6E-06
1.8E-06
2.0E-06
0 10 20 30 40 50 60 70 80
pO2
Vel
ocid
ad d
e de
sulfu
riza
ción
[%Sm
/s]
Figura 46: Velocidad de desulfurización normalizada (k) en función de la presión parcial de oxígeno en gas
soplado
De acuerdo a la Figura 46 podemos observar buena correlación acotada a rangos de pO2 hasta 0.75 [atm]. De acuerdo a la regresión realizada se satisface la ecuación 6.2.2.5.
28104,2 pOk ⋅⋅= − [%S·m/seg] (6.2.2.5)
De las mediciones termogravimétricas realizadas es posible calcular la concentración de azufre remanente en el baño, suponiendo que la pérdida de peso de la muestra se debe exclusivamente a la volatilización de azufre que reacciona con oxígeno monoatómico disuelto en el metal fundido formando anhídrido sulfuroso y saliendo del sistema. Esta suposición resulta válida si consideramos la utilización de un sistema cerrado, gases de oxidación puros y compuestos con

- 89 -
bajos contenidos de impurezas, condiciones que se supone se satisfacen en la realización de esta investigación. Sin embargo, se da que la cantidad de azufre atrapada por la solución de agua oxigenada es levemente superior debido lo que es atribuible al hecho de que las pruebas de titulación no consideran el oxígeno diluido en el baño, bajaría en forma mínima la tasa de reacción En la Figura 46 se grafican los resultados obtenidos de la desulfurización a través de la titulación efectuada a solución de agua oxigenada que lavaba gases de salida del horno. Las pruebas de titulación de azufre se llevaron a cabo en conjunto con la adquisición de datos medidos por la termobalanza, y si suponemos que la cantidad de oxígeno disuelto es igual a la cantidad de azufre volatilizado, podríamos utilizar indistintamente las relaciones encontradas para velocidades de reacción obtenida por la termobalanza y por la titulación de gases producto.
6.2.3. Efecto del Flujo de Gas Oxidante Efecto de la velocidad relativa entre fases Para pruebas llevadas a cabo bajo diferentes condiciones de flujo soplado no se registró mayor variación mayor en la velocidad de transferencia, para pruebas realizadas modificando únicamente el flujo de soplado, manteniendo el resto de las variables constantes. Con esto podemos decir que en el caso de no existir soplado en superficie (caso de estudio) la velocidad de inyección del gas no influye en la velocidad de la fase gaseosa sobre el baño. En la Figura 47 se grafican resultados de las pruebas 13 y 19, del análisis gráfico se puede decir que para pruebas con diferente flujo de soplado los resultados no varían si la presión parcial se mantiene, tal como se ve en las pendientes que resultan del mismo orden considerando que la tasa de soplado es de 1100[cc/min] v/s 1800[cc/min]. La Figura 47 presenta los resultados de la comparación llevada a cabo para conocer la influencia del flujo de gas oxidante, donde la curva superior se ve desfasada debido a que la zona inicial presentaba diferente pendiente, lo que se puede atribuir a la saturación del baño en oxígeno o a una anomalía en la medición.

- 90 -
y = -0.0121x + 4.0425
y = -0.013x + 3.0749
2.5
2.7
2.9
3.1
3.3
3.5
3.7
3.9
4.1
0 10 20 30 40 50 60
Tiempo[min]
Mas
a[gr
]
Figura 47: Comparación velocidad de reacción para pruebas ejecutadas con mata de alta ley con diferentes flujo
de soplado
A partir de la observación de la Figura 47, planteamos como tema de discusión, que el hecho de utilizar una termobalanza con soplado por atmósfera no es capaz de simular las condiciones a las que la muestra de mata de cobre será sometida durante el desarrollo a escala semi-industrial del proyecto, vale decir un horno en lecho empacado con flujos en contra corriente, por ello quedará recomendado la implementación de un horno con soplado de gas oxidante en superficie del baño. 6.2.4. Efecto de la temperatura Para analizar la influencia de la temperatura en la tasa de oxidación de mata de cobre se hizo una revisión acabada de trabajos realizadas con sulfuro de cobre. Para los casos estudiados [3,4,6,8,9] se encontraron resultados para energías de activación relativamente bajos, lo que indica una influencia menor de la temperatura sobre la oxidación de mata de cobre, con ello descartamos un proceso controlado por reacción química y nos inclinamos por uno controlado por transferencia de masa en fase gas. Según la literatura técnica dentro de los rangos de estudio el efecto provocado por la temperatura no tiene mayor ingerencia en la tasa de reacción del sistema, esto se basa en la teoría de colisiones de las reacciones químicas que indica que cuanto mayor es la energía de activación, mayor es la dependencia de la constante cinética con respecto a al temperatura.

- 91 -
La variable temperatura es estudiada para determinar dependencia térmica de la constante cinética. Existen 2 causas de esta dependencia, una tiene que ver con la frecuencia con que se dan los encuentros entre moléculas y la otra se deduce del hecho que existe mayor probabilidad de encuentros de alta energía al aumentar la temperatura, por lo que la barrera de energía de activación se vence fácilmente. De la revisión bibliográfica [3,4,6,8,9] se encontraron valores para energías de activación en pruebas ejecutadas con sulfuro de cobre a través de las velocidades de transferencia encontradas experimentalmente versus el inverso de la temperatura, para ver de qué manera influye la variable temperatura en el modelo cinético determinado. Para rangos entre 1120-1350°C todos los trabajos concuerdan en el menor efecto de la temperatura en el coeficiente de transferencia de masa, concluyendo que la reacción no es controlada por reacción química, debido a la menor influencia que presenta la temperatura en los coeficientes de transferencia de masa. 6.2.5. Modelo de Cinética de Oxidación Modelo de desulfurización para mata de alta ley Cinética de 0 orden
sS k
dtdC
= (6.5.1)
tkCtC SSS −= )0()( (6.5.2)
Con esto 60R
S CuAMCukk ρ= (6.5.3)
Por correlación con presión pO2, para rangos hasta 75% en presión parcial de oxígeno, la velocidad de rección de orden cero cumple la ecuación 6.2.2.5 k[%S·m/s] α 2,4*10-8 pO2
La concentración de azufre es estimada en el tiempo como porcentaje en peso de la muestra con las unidades especificadas en capítulo de resultados, satisface la ecuación 6.5.5, para la temperatura de estudio (1210 C).

- 92 -
tM
CuApOCtCmuestra
RSS
ρ60104,2)0()( 28−⋅
−= [%S] (6.5.5)
Modelo de formación de escoria tipo Olivina De acuerdo a lo estudiado durante la formación de escoria, la remoción de azufre del sistema se presenta como una reacción de primer orden
t
mAk
SS
r
eCtCρ1
)0()(−
⋅= (6.5.7)
De acuerdo a la correlación obtenida experimentalmente con pO2 en 6.1.2.6, junto con 6.5.7., se tiene lo siguiente: 2
81 105,4 pOk ⋅⋅= −
tM
A
SS
RxN
eCtCρ8105,4
)0()(−⋅−
⋅= [%S] (6.5.8)

- 93 -
6.3. DISCUSIÓN DE RESULTADOS La gran parte de trabajos realizados con sulfuro de cobre distinguen dos etapas, una primera etapa donde se absorbe más oxígeno del que sale del sistema como anhídrido sulfuroso y una segunda en que el oxígeno que sale en el anhídrido sulfuroso es más que el oxígeno que entra al sistema. El efecto de la temperatura en la cinética de oxidación de sulfuro de cobre es menor debido a sus bajos niveles de energía de activación encontrados en trabajos anteriores[3,4,6,8,9] que así lo transmiten, dentro de los rangos de temperatura estudiados y a pesar de no tener nuestros propios resultados acerca de la dependencia de la temperatura, consideramos que para pruebas ejecutadas con mata los rangos no deberían diferir. Resultaría interesante obtener resultados de pruebas ejecutadas con compuestos formadores de escoria tipo Olivina para descartar control por reacción química. Hay que mencionar que en la superficie de contacto se pueden producir diferencias importantes de temperatura debido a que el gas oxidante que ingresa al horno posee menores temperaturas, lo que puede provocar pérdidas de calor por radiación y la oxidación exotérmica de fase metálica. La evidencia experimental obtenida desdice que la tasa de oxidación quede controlada por transporte en fase liquida, si consideramos la fuerte dependencia del contenido de oxígeno de la fase gas en la tasa de oxidación. Para ambos casos de estudio se encontró que tasas de oxidación aumentan al incrementar la presión parcial de oxígeno en la fase gaseosa oxidante. Con este antecedente la cinética de oxidación está fuertemente ligada a esta variable relacionada a la fase gas e independiente de la concentración de oxígeno y azufre disuelto en la fase liquida, con lo que es posible establecer que la tasa de oxidación de mata industrial de alta ley de cobre está controlada por transferencia de masa en fase gas. Para formación de escoria tipo Olivina vemos que ocurre algo similar ya que la cinética de formación se encuentra asociada a la presión parcial de oxígeno, aunque resulta necesario investigar más en esta área, para poder establecer de buena manera el mecanismo de control en la formación de escoria tipo Olivina, a pesar de encontrar buena correlación con la presión parcial de oxígeno de la fase gas. Se propone realizar estudio posterior para ver cómo se comporta mineralógicamente la formación de escoria tipo Olivina, para estudiar la evolución durante su formación de especies que podrían alterar el proceso de conversión.

- 94 -
Durante el desarrollo del trabajo de investigación se tuvo que implementar un sistema de entrampamiento de gases de salida, de manera de poder cuantificar la cantidad de azufre removido. Para ello se dispusieron burbujeadores en el circuito de manejo de gases de manera de extraer el anhídrido sulfuroso presente en el gas para, por técnicas de titulación de soluciones, cuantificar la presencia de azufre. En la Figura 48 y 49 se presentan resultados obtenidos para velocidades de reacción de pruebas bien ejecutadas con mata de cobre con formación menor de escoria tipo Olivina.
0
0.005
0.01
0.015
0.02
0.025
0.03
0 10 20 30 40 50 60
pO2[%atm]
Vel
ocid
ad d
e re
acci
ón [%
S/m
in]
Set 80%Cu vs pO2
Set 75%Cu vs pO2
Set 64%Cu vs pO2
Figura 48: Tasa de Reacción para muestras de sulfuro de cobre
Es interesante ver estos gráficos para poder determinar visualmente el error que comete el método de titulación de soluciones. La pérdida de masa de la Figura 48 debería ser similar a la velocidad de desulfurización presentada en la Figura 49, lo que se da, estimándose un error cercano al 10%, en estos datos obtenidos por métodos manuales, como fue la titulación de soluciones lavadoras. Esta situación podría ser solucionable, bajo el supuesto que las tasas sean iguales y se ponderarían los resultados de la cinética de desulfurización para lograr el balance, pero el tema no parece tan sencillo pues existe pruebas en que la medición falló severamente y, por otra parte, la condición de tasas equivalentes no es verdadera de acuerdo a revisión bibliográfica.

- 95 -
0
0.005
0.01
0.015
0.02
0.025
0 10 20 30 40 50 60
pO2 [%atm]
Velo
cida
d de
d re
acci
ón[%
S/m
in]
set desulfurización80%Cu vs pO2
set desulfurizacion75%Cu vs pO2
Figura 49: Tasa de desulfurización para muestra de sulfuro de cobre

- 96 -
7. CONCLUSIONES Y RECOMENDACIONES
• Tasa de oxidación de mata industrial de alta ley de cobre con formación de escoria tipo Olivina obedece, para las diferentes concentraciones de cobre estudiadas, a una reacción de orden cero con respecto a la concentración de azufre presente en la muestra.
• El modelo propuesto para la remoción de azufre de la mata de alta ley con formación
menor de escoria tipo Olivina es:
tM
CuApOCtCmuestra
RSS
ρ60104,2)0()( 28−⋅
−= [%S]
• La tasa de formación de escoria tipo Olivina obedece a una reacción de orden uno
respecto de la cantidad de azufre presente en la muestra. El azufre es reemplazado por un átomo de oxígeno monoatómico dando origen a la escoria tipo Olivina.
• El modelo propuesto para la remoción de azufre contenido en el sulfuro de hierro de
mezcla utilizada para la formación de escoria tipo Olivina es:
tM
escA
SSmuestra
RxN
eCtCρ8105,4
)0()(−⋅−
⋅= [%S]
• El proceso de oxidación de mata industrial de alta ley de cobre con formación de escoria
tipo Olivina esta controlado por transferencia de masa en fase gas debido a la dependencia de las cinéticas de reacción con respecto a las variables de soplado.
• El proceso de formación de escoria tipo Olivina se plantea controlado por transferencia de
masa en fase gas suponiendo energía de activación baja de acuerdo al modelo planteado. No obstante este planteamiento debe ser corroborado por estudios posteriores que tomen como base el presente estudio.
• Queda propuesto el desarrollo de nuevas pruebas de formación de escoria tipo Olivina
con diferentes concentraciones de Fe ya que, de acuerdo con lo estudiado, menores concentraciones de Fe pueden implicar diferente arrastre de Cu a la fase escoria, tema muy relevante a la hora de evaluar eficacia del proceso de conversión.

- 97 -
• Dado que el flujo de alimentación de la fase gas no afectase la tasa de oxidación de la
muestra debido a que la velocidad de este flujo no influye en la velocidad con la que se difunde la fase gaseosa en el baño podemos afirmar que no estamos simulando de buena manera las condiciones propuestas al inicio del trabajo. El movimiento relativo entre fases no se ve representado por la configuración de soplado, por lo que queda propuesto realizar pruebas donde la inyección de gas se haga sobre la superficie de la muestra tomando como base el actual trabajo.
• Se recomienda realizar dentro del estudio acabado de formación de escoria tipo Olivina la
evolución mineralógica y química de la muestra en los diferentes tiempos de soplado para poder deducir de buena manera toda la cinética de oxidación del sistema.
• De acuerdo a los estudios de cinéticas de desulfurización se plantea la reposición del
analizador continuo de anhídrido sulfuroso para disminuir errores en adquisición de datos.
• Resultados relevantes para la operación se podrían obtener del estudio de concentración de compuestos que participan en la formación de la fase escoria, de los que se podrían ver capacidades de estabilización de elementos menores en ella, por lo que se recomienda estudio y análisis en esta dirección.
• Se propone realización de modelaciones de transferencia de masa y fluidodinámica para
ser comparados con resultados experimentales y verificar si los supuestos adoptados concuerdan con la simulación.

- 98 -
8. REFERENCIAS BIBLIOGRÁFICAS
1. A.K.Biswas y W.G.Davenport, “El Cobre, Metalurgia Extractiva”. Ed. Limusa, México. Primera ediciòn 1993. Pàginas 26, 28,201-211.
2. Ricardo Letelier D. Apunte Cinética Química, curso Fisicoquímica I, Departamento de
Química, Facultad de Ciencias Físicas y Matemáticas, Universidad de Chile.
3. Alyaser y Brimacombe “Oxidation Kinetics of Molten Copper Sulfide”. Metall. Transactions B, 1995, vol 26B, pp.25-39.
4. Heikki Jalkanen. “Phenomenology of the Oxidation Kinetics of Molten Cuprous
Sulphide”. Scandinavian Journal of Metallurgy, vol 10, 1981, pp. 257-262.
5. Schmiedl. J. Physical chemistry of continuous copper smelting. In “Physical Chemistry of Process Metallurgy”: the Richardson Conference, p. 127.134. London, 1975.
6. G. Rottmann y W.Wuth. “Conversion of Copper Matte by use of the Top-Blowing
Technique”. Copper Metallurgy, Practice and theory. Institution of Mining and Metallurgy, London, 1975, pp 49-52.
7. F. Carrillo, J. Martinez, P. Barrios y A. Roselló. “Kinetics of the conversion of copper
sulfide to blister copper”. Rev de Metalurgia de Madrid vol 38, 2002, pp 334-338.
8. F. Ajersch and J. Toguri. “Oxidation Rates of Liquid Copper and Liquid Copper Sulfide.” Metall. Transactions, 1972, vol 3, pp.2187-2193.
9. German Wastavino. “Cinética de Oxidación de Cobre líquido”. Tesis para optar al grado
de Magíster mención metalurgia extractiva, Facultad de Ciencias Físicas y Matemáticas, Universidad de Chile. 2005.
10. Tanai Marín, German Wastavino, Torstein Utigard, Andrzej Warczok y Gabriel Riveros.
“Effect of Gas Oxygen Content on the Kinetics of Molten Copper Oxidation” Copper 2003, The Herman Schwarze Symposium on Copper Pyrometallurgy, Santiago, Chile, vol IV, (2003) pp 397-412

- 99 -
11. Moto Goto, Eiki Oshima y Mineo Hayashi. “Control Aspects of the Mitsibishi Continuous Process”. JOM April 1998, pp 60-63.
12. Barton y Brimacombe The Kinetics and Mechanism of sulfide Copper Oxidation by Top
Blowing . Metall. Transactions B, 1977, vol 8B, pp.417-427. 13. Levich, “Physicochemical Hydrodinamics”, International Series in the Physical and
Chemical Engineering Science, Ed. Amundson, N.R., Englewood Cliffs, N.J., Prentice-Hall(1962).

- 100 -
9. ANEXOS 9.1. Escoria tipo Olivina Las escorias tipo Olivina poseen la capacidad de atrapar impurezas como As y Sb en mucho mejor proporción que las escoria fayalíticas, además resulta buena removiendo Ni, Co y Sn. Otras ventajas a tomar en cuenta en el estudio de estas escorias son la espumación y el “dusting”, este último fenómeno se da cuando la composición de CaO y SiO2 es la adecuadas y se produce un rompimiento espontáneo de la escoria durante el enfriamiento lo que facilita procesos posteriores de reducción de tamaño y aumento de superficie específica para recuperar el cobre disuelto en ella a través de flotación. Dentro de las problemáticas a tratar por el desarrollo del experimento se presentó el hecho de que durante la oxidación de mata se forma una fase de escoria la cual deberá ser retirada para de esta manera representar modelo propuesto para un horno en lecho empacado, donde la superficie de contacto gas-líquido se renueva constantemente. Durante la conversión existe la posibilidad de formación de magnetita, debido al ambiente altamente oxidante dado al interior del horno lo que favorece que la ecuación presentada a continuación se lleve a cabo espontáneamente Formación Magnetita Para controlar la formación de este producto debemos agregar fundente para que reaccione con el hierro presente, disminuya su actividad y controle la formación de magnetita. La magnetita dentro de un horno de lecho empacado podría provocar problemas de falsos fondos lo que llevaría adulterar la producción de cobre blister y escoria. Para controlar esta situación se ha decidido formar la anteriormente descrita escoria de tipo olivina. Formación de Escoria tipo Olivina

- 101 -
Para el desarrollo del experimento debemos ser cuidadosos con la adición de fundentes en proporciones precisas para de esta manera lograr la formación de la escoria deseada. Aspectos generales del sistema CaO-FeO-SiO2
Sistemas ⋅CaO*SiO2-FeO*SiO2 (9.1.1)
⋅2CaO*SiO2-2FeO*SiO2 (9.1.2) Estos diagramas de fases son muy importantes puesto que nos permite determinar regiones en las cuales se forma escoria de tipo Olivínica. El diagrama que aparece en la figura 1 presenta cierta complejidad debido a la formación de fases intermedias en el rango completo de composición. Sin embargo, la zona de interés se encuentra en la composición de 70% de FeO*SiO2 en donde comienza a aparecer la Olivina.
Figura 1: Sistema binario CaO*SiO2-FeO*SiO2
El sistema binario que aparece en la Figura 1 corresponde al sistema 2CaO*SiO2-2FeO*SiO2 en el cual se logra observar que estos componentes no son completamente miscibles en todo el rango de fracción molar, a bajas temperaturas la solubilidad de 2FeO*SiO2 en 2CaO*SiO2 sólido, es reducida, aumentando hasta un 10% en peso de 2FeO*SiO2 a 1230ºC, por sobre esta composición en la región sólida a parece las primeras cantidades de Olivina, la cual continua existiendo hasta alcanzar el 2FeO*SiO2 puro.

- 102 -
Es de mucha importancia notar que la menor temperatura de fusión 1115ºC, corresponde a una una escoria de composición de 80% en peso de 2FeO*SiO2.
Figura 2: Sistema binario 2CaO*SiO2-2FeO*SiO2 [2]
Sistema Ternario CaO-FeO-SiO2
Aún cuando los sistemas binarios representan muy bien los tipos de escorias a obtener con las distintas composiciones de los elementos, con un diagrama ternario es posible observar de mejor manera la zona de estabilidad de la Olivina y la temperatura a utilizar en el proyecto. A continuación presentamos el diagrama ternario para este sistema remarcando la zona de estabilidad de la Olivina .

- 103 -
Figura 3: Sistema CaO-FeO-SiO2 [2]
La composición buscada en la que se encuentra la zona de estabilidad de una escoria Olivina se presenta dentro de los siguientes rangos de composición: 0% a 38% de CaO 20% a 41% de SiO2 28-75% de FeO La mezcla de componentes que formarán la escoria tipo Olivina corresponde debe contener 40% en peso de Fe y razón molar entre CaO y SiO2. De acuerdo con combinaciones requeridas por los investigadores el producto poseería 25.1% en peso de CaO, 23.4% en peso de SiO2 y 38% en peso de FeO, mezcla que consideramos escoria tipo Olivina.

- 104 -
Figura 4: Sistema CaO-FeO-SiO2 y Viscosidad en poise
En la Figura 4 se presenta un diagrama ternario de viscosidad de la Olivina donde se presenta curvas de isoviscosidad para diferentes concentraciones en peso. La intersección de las rectas presenta la viscosidad teórica que posee a escoria requerida por los investigadores del proyecto

- 105 -
9.2. RESULTADO PRUEBAS TERMOGRAVIMÉTRICAS
1,35
1,36
1,36
1,37
1,37
1,38
1,38
1,39
1,39
0 20 40 60 80 100 120 140 160 180
Tiempo[min]
mas
a [g
r]
0
5
10
15
20
25
30
pO2
salid
a[%]
Figura 5: Masa en función del tiempo, prueba 9, formación Olivina pO2 30% atm
3,86
3,88
3,90
3,92
3,94
3,96
3,98
4,00
4,02
0 20 40 60 80 100 120
tiempo[min]
mas
a[gr
]
Figura 6: Masa en función del tiempo, prueba 10, formación Olivina pO2 50% atm

- 106 -
3,25
3,30
3,35
3,40
3,45
3,50
3,55
3,60
0 10 20 30 40 50 60 70 80 90
Tiempo[min]
mas
a[gr
]
0
5
10
15
20
25
pO2 [
%]s
alid
a
Figura 7: Masa en función del tiempo, prueba 21 formación Olivina pO2 20% atm
2,0
2,1
2,2
2,3
2,4
2,5
2,6
2,7
2,8
2,9
3,0
0 10 20 30 40 50 60tiempo[min]
mas
a[gr
]
0
5
10
15
20
25
30
35
40
45
pO2[
%] s
alid
a
Figura 8: Masa en función del tiempo, prueba 22 formación Olivina pO2 40% atm

- 107 -
3,25
3,30
3,35
3,40
3,45
3,50
3,55
3,60
0 20 40 60 80 100 120 140 160 180
tiempo[min]
0
2
4
6
8
10
12
14
Figura 9: Masa en función del tiempo, prueba 23 formación Olivina pO2 10% atm
3,003,053,103,153,203,253,303,353,403,453,503,55
0 10 20 30 40 50 60 70 80
Tiempo[min]
mas
a [g
r]
0
5
10
15
20
25
30
35
pO2[
%] s
alid
a
Figura 10: Masa en función del tiempo, prueba 24 formación Olivina pO2 30% atm

- 108 -
2,5
2,6
2,7
2,8
2,9
3
3,1
3,2
3,3
3,4
3,5
0 5 10 15 20 25 30 35 40 45 50
Tiempo[min]
mas
a [g
r]
0
10
20
30
40
50
60
pO2
[%]
Figura 11: Masa en función del tiempo, prueba 25 formación Olivina pO2 50% atm.
3,00
3,05
3,10
3,15
3,20
3,25
3,30
3,35
3,40
3,45
3,50
0 10 20 30 40 50
Tiempo[min]
mas
a[gr
]
0
5
10
15
20
25
30
35
pO2[
%]
Figura 12: Masa en función del tiempo, prueba 26 formación Olivina pO2 30% atm

- 109 -
1,16
1,18
1,2
1,22
1,24
1,26
1,28
1,3
1,32
0 5 10 15 20 25 30 35
Tiempo[min]
mas
a[gr
]
Figura 13: Masa en función del tiempo, prueba 30 formación Olivina pO2 30% atm
Experiencias realizadas con Mata 80%

- 110 -
5,2
5,4
5,6
5,8
6
6,2
6,4
6,6
1 51 101 151 201 251
Tiempo[min]
mas
a [g
r]
Figura 14: Masa en función del tiempo, prueba7, oxidación de sulfuro de cobre pO2 15% atm
6,3
6,4
6,5
6,6
6,7
6,8
6,9
7
7,1
0 10 20 30 40 50 60
Tiempo[min]
mas
a[gr
]
Figura 15: Masa en función del tiempo prueba 8, oxidación de sulfuro de cobre Cu2S 2

- 111 -
0,4
0,5
0,6
0,7
0,8
0,9
1
1,1
0 10 20 30 40 50
Tiempo[min]
mas
a[gr
]
Figura 16: Masa en función del tiempo prueba oxidación de sulfuro de cobre Cu2S 3
Experiencias realizadas con Mata Alta ley (75 % Cu)
Reacción Alta Ley pO2 30%
4,4
4,6
4,8
5
5,2
5,4
5,6
0 20 40 60 80 100 120
tiempo [min]
mas
a [g
r]
0
5
10
15
20
25
30
pO [%
] sal
ida
Figura 17: Masa en función del tiempo prueba 11 oxidación de mata de cobre

- 112 -
3,3
3,4
3,5
3,6
3,7
3,8
3,9
4
4,1
0 10 20 30 40 50 60
Tiempo[min]
mas
a[gr
]
Prueba 12Lineal (Prueba 12)
Figura 18: Masa en función del tiempo prueba 12 oxidación de mata de cobre

- 113 -
3,3
3,4
3,5
3,6
3,7
3,8
3,9
4
0 10 20 30 40 50 60
Tiempo[min]
mas
a[gr
]
Prueba 13
Lineal (Prueba 13)
Figura 19: Masa en función del tiempo prueba 13 oxidación de mata de cobre
3
3,2
3,4
3,6
3,8
4
4,2
0 10 20 30 40 50 60 70 80 90 100
tiempo[min]
mas
a[gr
]
0
5
10
15
20
25
pO2
[%] s
alid
a
Figura 20: Masa en función del tiempo prueba 14, oxidación de mata de cobre

- 114 -
3
3,2
3,4
3,6
3,8
4
4,2
0 10 20 30 40 50 60 70
Tiempo [min]
mas
a[gr
]
0
5
10
15
20
25
30
35
pO2[
%] s
alid
a
Figura 21: Masa en función del tiempo prueba15, oxidación de mata de cobre
3,4
3,5
3,6
3,7
3,8
3,9
4
0 10 20 30 40 50 60
Tiempo[min]
mas
a[gr
]
Prueba 16
Lineal (Prueba 16)
Figura 22: Masa en función del tiempo prueba 16, oxidación de mata de cobre

- 115 -
3,3
3,4
3,5
3,6
3,7
3,8
3,9
4
4,1
0 20 40 60 80 100 120 140 160 180
Tiempo[min]
mas
a[gr
]
Prueba 17
Lineal (Prueba 17)
Figura 23: Masa en función del tiempo prueba 17, oxidación de mata de cobre
3,3
3,4
3,5
3,6
3,7
3,8
3,9
4
4,1
0 10 20 30 40 50 60 70 80 90 100
Tiempo[min]
mas
a[gr
]
Serie1
Lineal (Serie1)
Figura 24: Masa en función del tiempo prueba 18, oxidación de mata de cobre

- 116 -
y = -0,013x + 3,0749
2,5
2,6
2,7
2,8
2,9
3,0
3,1
3,2
0 5 10 15 20 25 30 35 40
Tiempo[min]
Mas
a[gr
]
Figura 25: Masa en función del tiempo prueba 19, oxidación de mata de cobre
9.3. FOTOGRAFÍAS MONTAJE EXPERIMENTAL

- 117 -

- 118 -
RESULTADOS TIPO MATA ALTA LEY CON MENOR FORMACIÒN DE ESCORIA OLIVINA
RESULTADOS ESCORIA TIPO OLIVINA