Owners Manual - Oneway · PDF file“BASKET” by Christian Burchard 5 Your lathe...
14
1640 Owner’s Manual #2 MT Safe Driver #3 MT Live Center Knock-out Rod 4” Faceplate with Removal Lever 14” Toolrest Tailstock Wrench Levelling Pads 4mm, 6mm, 8mm Allen Keys INCLUDED WITH YOUR LATHE POWER & PRECISION FOR TODAY’S WOODTURNER 241 Monteith Ave, Stratford, ON, N5A 2P6, Canada Phone: 1-519-271-7611 Fax: 1-519-271-8892 E-Mail: [email protected] 1-800-565-7288 A Revolution in Lathes! www.oneway.ca 2 INTRODUCTION 4 LATHE SPECIFICATIONS 4 ASSEMBLY & SETUP 5 CONTROL BOX OPERATION (PENDANT ARM) 6 ELECTRONICS COMMON PROBLEMS & HOW TO AVOID THEM 7 THE DRIVE 7 PULLEY SELECTION 8 CHANGING THE BELT 8 TOOLREST & BANJO 9 TAILSTOCK 10 GENERAL MAINTENANCE LUBRICATION 11 BEARINGS 12 SPINDLE THREAD & SAFETY GROOVE 13 SPINDLE LOCK 13 INDEXING 13 GENERAL SAFETY 14 - 15 LATHE ACCESSORIES 16 - 18 APPENDIX 1640 FINAL ASSEMBLY 19 HEADSTOCK ASSEMBLY 20 SPINDLE ASSEMBLY 21 BANJO ASSEMBLY 22 TAILSTOCK ASSEMBLY 23 TAILSTOCK SLEEVE ASSEMBLY 24 PENDANT CONTROL WIRING DIAGRAM 25 INDEX GUIDE INSTRUCTION 26 MANUFACTURERS LIMITED WARRANTY 31 ONEWAY CONTACT DETAILS 32 Table of Contents
Transcript of Owners Manual - Oneway · PDF file“BASKET” by Christian Burchard 5 Your lathe...

1 6 4 0Owner’s Manual
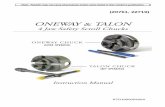
#2 MT Safe Driver #3 MT Live Center Knock-out Rod 4” Faceplate with Removal Lever
14” Toolrest Tailstock WrenchLevelling Pads 4mm, 6mm, 8mm Allen Keys
INCLUDED WITH YOUR LATHE
POWER & PRECISION FOR TODAY’S WOODTURNER
241 Monteith Ave, Stratford, ON, N5A 2P6, CanadaPhone: 1-519-271-7611
Fax: 1-519-271-8892E-Mail: [email protected]
1 - 8 0 0 - 5 6 5 - 7 2 8 8A Revolution in Lathes!www.oneway.ca
2
INTRODUCTION 4LATHE SPECIFICATIONS 4ASSEMBLY & SETUP 5CONTROL BOX OPERATION (PENDANT ARM) 6ELECTRONICS
COMMON PROBLEMS & HOW TO AVOID THEM 7THE DRIVE 7PULLEY SELECTION 8CHANGING THE BELT 8TOOLREST & BANJO 9TAILSTOCK 10GENERAL MAINTENANCE
LUBRICATION 11BEARINGS 12
SPINDLE THREAD & SAFETY GROOVE 13SPINDLE LOCK 13INDEXING 13GENERAL SAFETY 14 - 15LATHE ACCESSORIES 16 - 18
APPENDIX
1640 FINAL ASSEMBLY 19HEADSTOCK ASSEMBLY 20SPINDLE ASSEMBLY 21BANJO ASSEMBLY 22TAILSTOCK ASSEMBLY 23TAILSTOCK SLEEVE ASSEMBLY 24PENDANT CONTROL WIRING DIAGRAM 25INDEX GUIDE INSTRUCTION 26
MANUFACTURERS LIMITED WARRANTY 31
ONEWAY CONTACT DETAILS 32
Table of Contents

Belt Length & Width:16” Swing 500 J6
Headstock / Tailstock Alignment:Height - maximum tolerance 0.005 TIRActual Difference TIR
Side to Side Tolerance 0.010 TIRActual Difference TIR
Bearings:Front 6209 LLBC3 / 2ARear 6008 2NKE / C3
3
Electrics:Voltage: 220 Volts, Phase 1, 50 or 60 Hertz (auto-sensing)Wiring Method: Three Wire Control
Make Model Serial Number
Motor:
Drive:
QUALITY
INSPECTION SHEET
Model Number
Date Manufactured
Serial Number
Month: Year:
Horsepower
1½ Hp 2 Hp
Congratulations on your purchase of a ONEWAY 1640 Lathe. This manual describes general use and features of a ONEWAY Lathe. It is not meant tobe a woodturning instruction book. If you are new to turning, we recommend seeking outa qualified instructor in your area. There are many national and local woodturning organ-izations that can recommend instructors. If you are unable to take lessons, there are manyexcellent books and videos available. Proper instruction will ensure that you work safelyand that you can use your new lathe at it's optimum.
Lathe Specifications1640
Distance between Centers 40"
Overall Length 60"
Swing over Bed 16"
Spindle Taper #2 Morse Taper
Tailstock Taper #3 Morse Taper
Weight 575 lbs
Spindle Thread (inboard M33 * 3 ½ RH& outboard)
Standard Spindle Height 44”
Distance between bedways 1-3/4”
ONEWAY offers different models and configurations of lathe. Refer to your customizedQuality Inspection Sheet (inside the front cover of this manual) for the specific detailson your machine.
4Introduction

“BASKET” by ChristianBurchard
5
Your lathe comes assembled from thefactory and requires minimal assembly.Before setting up the lathe you shouldselect a location.
Location of the LatheThe best location for the lathe is on alevel concrete floor. The electrical boxand motor should be kept as cool as pos-sible so do not put the lathe where sunwill shine directly on the box or right infront of a furnace vent.
Remove the LatheThe first step is to remove the lathe fromthe shipping palette and position it atyour desired location.
Install the Belt CoversThe second step is to install the belt cov-ers. There will be a box in the crate withtwo belt covers. One is for the head-stock, the other is for the lathe body.
The Pendant Arm The pendant arm is shrink wrapped tothe lathe body to keep it from swinginginside the crate during transport.Note: The position of the stop bossdepends on where you like the pendantto "lock" in place. This can be set to suityour personal preference.
6. Levelling the LatheIn the lathe accessories box, there arefour metal pads and four large (M12 x40) set screws and nuts. These pads andscrews are for equalizing the pressure onthe lathe legs. Insert a set screw at thebase of each leg, then put a pad undereach setscrew. Screw the set screws downuntil there is even pressure on each padand then tighten the locknuts. Doingthis will help eliminate vibration causedby uneven floors and the resultantuneven pressure on each leg. It is notnecessary to level the lathe.
Q. What about adding Weight?
Our research shows there is no noticeableimprovement by filling the tube with sand.
Q. Should I bolt down my lathe?Each leg is predrilled for bolt downholes. Properly grouting in the legs andbolting the lathe down will greatlyincrease the stability and safety of thelathe.
Assembly & Setup
This button stops spindlerotation. Short decelerationis 4 seconds. Long decelera-tion is 12 seconds. Short orlong deceleration is selectedwith the toggle switch, locat-ed on the left side of thePendant. It is possible whenstopping a large piece fromhigh speed that the drive willget overloaded with toomuch voltage. If this hap-pens, the drive shuts down toprotect itself, and the lathewill coast to a stop. If thishappens, turn the lathe off(using the ON/OFF switch),wait 20 seconds, and turnthe power back on. Move theDeceleration switch to Longand resume working. Mostwork can be done with thedeceleration set to Short.
6
Up -Long Accel./Decel. (approx 11 seconds)Down -Short Accel./Decel. (approx 4 seconds)
This button is for "Emergencies". Thelathe will coast to a stop if this buttonis pushed in. Use the regular STOPbutton for the lathe to brake to a stop.To turn the machine on and off, use theon/off switch on the side of the drive.Important: This button MUST be inthe "OUT" position before turningthe lathe on. Twist it to get it in theOUT position.
Pushing this button starts spindle rotation.Before pushing the button, ensure the speedselect is in the appropriate position for the pieceyou are working on. After pushing the start but-ton the lathe will accelerate in 4 seconds up tothe selected speed. If the deceleration selectorswitch set to LONG, the lathe will take 6 sec-onds to accelerate up to speed. TIP: It is always a good idea to set the speed toZERO, and gradually increase speed to thedesired level every time you put on a new piece.
Set this switch to Forwardfor normal inboard opera-tion, and Reverse for nor-mal outboard operation.This allows for normalright-handed turning forinboard and outboard.Flipping the switch whilethe lathe is running willcause the lathe to deceler-ate to 0 rpm and then re-accelerate in the oppositedirection to the selectedspeed. Changing thedirection of rotationwhile the lathe is runningwill not harm the motoror the drive, but acces-sories can unscrew if notlocked to the spindle.
Toggle Switch
Lathe speed is selected with a combination of the pul-ley selected and the speed pot. Around the speed potthere are 2 rings. The inner ring is marked with thenumbers 1 thru 7. Each of these numbers represent thespeed x100 (i.e. 2 = 200 rpm). Please note that the lathedoes run less that 100 rpm but does not go to zero forsafety reasons.
Emergency Stop Start Button
Stop Button
Inner Ring: Largest pulleyin the headstock, smallestpulley on the motorOuter Ring: Smallest pul-ley in the headstock, largestpulley on the motor
What are the Rings for?
Forward / Reverse
Speed Pot

1. The most common cause of the unitshutting off is stopping large pieces tooquickly, therefore causing excess voltageand the drive tripping out (self-protec-tion). If you press the STOP buttonand the lathe does not brake, but coaststo a stop, this is what has happened.Refer to the section "What If my Drivetrips out?" on page 8, to reset yourDrive.
2. The Drive can also trip out if thespeed is changed while turning apiece. To prevent this from happeningagain, put the deceleration toggleswitch into the Long position. Keepin mind that as a piece gets more inbalance and you increase the speed,even though you have reduced theweight, the increased speed makesstopping more difficult. This is whythe lathe might stop normally whenyou first start a piece but might tripout later when you increase the speed.You can also reduce braking problemsby selecting the proper pulley. It is
much easier for the drive to stop thespindle if the belt is on the largestheadstock pulley (slowest speed) thanif the belt is on the smallest (fastestspeed) headstock pulley. Selecting theLong Decel time, will also stop thedrive from tripping out when thespeed pot is turned rapidly whileworking on a large piece.
3. The drive unit that comes with yourlathe also monitors the amount ofcurrent and the length of time thatcurrent has been flowing. If the motorhas been drawing excess current fortoo long the drive will shut down toprotect the motor. This can happen ifthe lathe has been running slowly fora long time. To prevent this problem,use the largest headstock pulley (slow-est speed) suitable for the job to keepthe motor speed high.
4. Sudden high power demands cancause the drive to shut down also. Forexample, if you have a very largecatch, the drive may shut down.
7 Common Problems & How to Avoid Them
The Drive unit that controls the motor is a very sophisticated drive that constantly mon-itors the motor, incoming power, and itself. If the unit detects a condition that will causedamage to any part of the drive system, it will shut itself down and the motor will coastto a stop. If this happens, the lathe will not respond to any input from the pendant con-trol. To reset the Drive, turn the power off, let the lathe sit for 20 seconds, and then turnthe power back on.
What if my Drive trips out?
The drive unit can be programmed to function in many different ways. There are over60 programmable parameters in the AC controller.
Radio InterferenceThe drive unit in the lathe broadcasts radio interference that affects AM radio. To fixthis problem the drive can be fitted with a RFI Filter to eliminate radio interference.Refer to the “Lathe Accessories” section of our Website (www.oneway.ca) for moreinformation on the RFI Filter.
The Drive ( Inverter )
ONEWAY Lathes use an AC, variablespeed, control and a two-step pulley to givea high top speed and good low speedtorque. The drive and motor work bestwhen the motor is running fast.
Which belt setting is best?The best pulley to use is the one that givesthe range you want for the piece you areworking on.
If, for example, you want to turn a 12"bowl you would select the slowest pulley.This pulley will give lots of torque for therough turning and go fast enough for finishturning.
The following guidelines are only approxi-mate and must be reduced if the piece youare working on is out of balance, checked,or in any other way flawed. These speedsare only for side grain pieces:
• Bowls less than 11" - small head-stock pulley (fastest speed)
• Bowls larger than 11" - large head-stock pulley (slowest speed)
What speed should I run the lathe at?A general rule of thumb to determine thelathe speed:
Multiply the rpm x bowl diameter and theanswer should be between 6000 and 9000.For example:
6" bowl x 1000 rpm = 60006" bowl x 1500 rpm = 9000
Therefore, if you are turning a 6" bowl,the lathe should run somewhere between1000 and 1500 rpm.
NoteThis is only a guideline, and speed must bereduced to compensate for out-of-balanceor flawed pieces.
Pulley Selection
1. Stop the lathe.2. Remove the headstock and motor belt
covers. 3. Loosen the speed handle. Use the
motor lifter to lift the motor, thenlock it (in the raised position), usingthe speed handle.
4. Move the belt to the desired step onthe headstock pulley, and then to thecorresponding step on the motor pul-ley. Ensure the belt is correctly locat-
ed in the grooves on both pulleys. 5. Grasp the lifting lever and loosen off
the speed handle. Lower the motor,and apply downward pressure (25-50lbs). While still applying downwardpressure, tighten the speed handle tolock the motor in place. Check thebelt again to ensure it is seated cor-rectly (in the grooves), on both pul-leys.
6. Replace both belt covers.
Changing the Belt
8

9
The banjo (toolrest base) has a patentedclamping mechanism that ensures tightand consistent clamping position, regard-less of where the banjo is clamped. Toensure continuing smooth operation,lubricate the mechanism whenever itseems to be getting sticky.
Toolrest Clamp LeverThe toolrest clamp lever can be adjusted toclamp in any position. To change the posi-tion of this lever, unscrew the four screwsthat hold the clampnut in place, rotate itto the desired positionand re-fasten the nutwith the screws.
Note: There are 8holes in the clamp nut,allowing adjustmentsof 1/8 rotational incre-ments. The handleclamp position is anindividual preference,but the 5 O'clock posi-tion is a good place tostart.
Banjo Clamp HandleThe banjo handle will clamp either to theleft or right. Generally the handle is adjust-ed so that when it is clamped, the handle isclear of the bed. This allows the handle tobe clamped in all positions except over thebed. The clamp handle position can beadjusted via the Nylock Nut, underneaththe banjo.
Toolrest & Banjo
PAINTED BOWL by David Loewy
10
The tailstock has a #3 Morse Taper and a 5/16” thru hole for lamp hole augers. Thethread on the quill is a 6 pitch Acme thread that allows rapid feed in and retractions fordrilling with the tailstock.
The Quill Lock: The quill lock is located on the side of thetailstock. It should be snugged up whenusing a live center. The lock does not haveto be tightened excessively. This lock doesnot stop the quill from backing off, that isdone by the feed screw mechanism. Thelock removes any play between the quill andthe bore, to help reduce vibration when youare working between centers.
The Clamp HandleThis handle clamps the tailstock to the bed.The position of the handle (when clamped)is adjusted by means of a shim stack on thebottom of the clamp block. To change thelock position, loosen off the two bolts in theclamp block, add or remove shims, and re-tighten the bolts.
The #3 Morse TaperThe Morse taper in the tailstock is greatly affected by how clean the taper is. Even a smallamount of dust, or oil, will significantly reduce the drive force that can be exerted by thetailstock before accessories will spin in the taper.Always wipe any accessory and the taper with a clean rag before putting the accessory into thetailstock.
Installation of Accessories: To install anaccessory in to the tailstock, wind the barrelout 1". Put the accessory in the barrel, andsnap it into the taper.
Removal of Accessories: All OnewayTailstocks are equipped with a self-ejectingmechanism. To remove an accessory, wind thebarrel back until the accessory pops out.
Tailstock

ONEWAY Lathes, like any mechanicaldevice, needs lubrication to function at itsoptimum.
Woodturning creates dust and turning wetwood sprays water and chemicals onto thelathe. Some of these chemicals are acidicand can quickly rust the bed.
Minimizing RustTo minimize bed and tailstock quill rust,apply a heavy-duty paste wax. Doing thiswill not noticeably affect clamping.
How should I care for the Lathe?After turning, the lathe should be wipeddown - particularly the bed. Wiping an oilyrag over exposed metal will help keep yourlathe functioning better and last longer. Oilon the bed should be wiped off before usingthe lathe so the tailstock and banjo clamptightly.What are the most important areas?There are two areas on the lathe thatrequire lubrication: the tailstock and thebanjo clamping.
1. The TailstockThe tailstock quill is a precision fit andto maintain factory performance itshould be kept lightly oiled at all times.Wind the quill all the way out, put afew drops of oil on the barrel and windit in. Putting oil on the clampingmechanism will help ensure long lifeand good clamping force. To oil the
clamp mechanism put a few drops onthe shaft through the hole in the backof the tailstock.
2. The BanjoThe banjo uses a patented mechanismthat eliminates flex in the shaft andensures tight clamping over the entirerange of the banjo. Lubricating themechanism will ensure that the clamp-ing force is used to clamp the banjo,not to overcome friction in the mecha-nism. Any anti-seize lubricant willwork but we find that Fel-Pro anti seizelubricant C5-A works well.
To lubricate the Banjo, remove thebanjo from the lathe and lubricate thesliding cam.
Notes• You should only have to lubricate the
mechanism when it is not clampingwell.
• Putting oil on the shaft helps ensurethe banjo continues to slide freely.
Lubrication 12BearingsThere are four spindle bearings in the head-stock. These bearings are sealed and lubri-cated from the factory and should neverneed adjustment or lubrication. The bear-ings and the spindle in your lathe are verylarge and designed to take normal wood-turning forces for a long time. The best wayto ensure long bearing life is to never ham-mer the spindle. Are the Bearings supposed to get this hot?Due to the size and the preload on the bear-ings, the lathe will run quite hot when it isnew. As the bearings break in they will runcooler but will still get warm. Each lathe isrun in at the factory and checked for excesstemperatures, but it’s a good idea to keepthe speed below 2000 rpm for the first 30hours of operation. This allows excess greasein the bearings to escape and for the seals tobreak in.Replacing BearingsWhen replacing the bearings it is best toreplace the front bearings with a matchedset from ONEWAY. The rear bearings canbe replaced with any equivalent bearing.How do I Replace the Bearings?To replace the bearings you must removethe spindle.1. The first step is to take the belt off the
motor pulley and pull the belt part waythru the headstock belt change hole.
2. Remove the six bolts in the spindle nosecap. Grab the nose cap and the entirespindle assembly should slide out.
What if the Spindle won’t slide out?If it’s tight, take two of the bolts you justremoved and put them into the twotapped holes in the nose cap. Tighten themalternately and this will jack out the spin-dle.
Note: Be careful when removing the spindle asthe assembly weighs over 25 lbs.
3. Once the Spindle has been removed fromthe Headstock, the old bearings can be
removed from the spindle assembly andthe replacement bearings can be installed.
ImportantIf you do not have a proper set of bearing tools
it is a good idea to send the spindle back toONEWAY to prevent damage to the spin-dle and to the new bearings.
Re-installing the SpindleNow that you have the new bearings installed
on the Spindle assembly, the Spindle needsto be re-installed into the Headstock. Youwill use the Tailstock & Live Center tohelp “align” the Spindle in the Headstock.
4. Insert the Spindle into the Headstock so thatthe rear bearings are somewhat lined upwith the rear bearing housing.
5. Bring the tailstock up close to the Spindleand clamp in place.
6. Insert the Live Center (with Full PointCone attached) into the Tailstock.
7. Use the Live Center to help align theSpindle by moving the Live Center in sothat the Full Point Cone is inside theSpindle bore.
8. Once the Spindle is aligned, remove the LiveCenter and with a piece of wood betweenthe Tailstock barrel and the Spindle, pressthe Spindle most of the way in using theTailstock. Stop just before the LocatingRing is engaged.
Note - At this stage the Nose Cone (on theSpindle) should still spin freely.
Important - Make sure you use all six bolts to“press” the Spindle back into place. Thisshould be done in an alternating pattern.For example, if you were to number thebolts (in a clockwise sequence) 1 2 3 4 56, then you would tighten them in anorder similar to 1 3 5 2 4 6.
9. After all six bolts are fully seated andsnugged down, the “Nose Cap” (thatthe six bolts are screwed into) should besitting flush with the headstock.
11

13
Spindle Locking MechanismWhen removing acces-sories it is necessary to lockthe spindle.Where will I find theSpindle Lock?The spindle lock is locatedat the back end of theheadstock.How do I Lock theSpindle?Lift the lever from the dis-engaged position and pushit in gently. At the sametime slowly rotate the spin-dle by hand. The spindlelock pin will engage a hole
in a plate in the headstock. When the pinlocks in place drop the lever into the secondslot to keep the spindle locked in place. How do I Unlock the Spindle?To unlock the spindle lift the lever, pull it backand drop it into the unlocked position.Will I damage the Lathe if it’s started withthe Spindle Lock engaged?If you start the lathe with the spindle lock inplace the lathe will not be damaged. If you dostart the lathe with the spindle locked, pressthe stop button and remove the spindle lock.What if the Lathe shuts off?Leaving the lock pin in with the lathe startedwill eventually cause the lathe to shut off. To restart the lathe in this situation it will benecessary to turn the lathe off and let the latherest for 20 seconds (to reset itself). Applypower to the lathe again, to continue turning.
The spindle indexing pinlocated at the top, on theback end of theHeadstock.It is locked into an engagedor disengaged positionwith a set screw.Where is the Indexing PinSet screw located?The set screw for theIndexing Pin is located atthe top and rear of theheadstock and requires a4mm Allen Key (supplied)for operation.How is it used?To use the spindle indexing, loosen the setscrew, slide the pin forward while rotating thespindle by hand. The pin will engage one of48 holes. Lock the pin in place with thesetscrew.Where’s the Indexing Ring?To see the indexing ring, open the belt changelid and look at the face of the largest pulley.The numbers 1 thru 48 are engraved on theface of the pulleyThere is no mechanism to mark what holeyou are using supplied with the lathe.Clipping a clothespin on the headstock in thebelt change hole works great and allows youto select what index numbers you work with.You can also put a strip of masking tape acrossthe belt hole and use that.Refer to page 26 for a guide for indexing posi-tions titled "Index Guide Instruction".
Indexing
14
Woodturning is an activity that can involveheavy workpieces revolving at high speeds.
ONEWAY Lathes are very heavy solidmachines and can rotate pieces faster thanmost other lathes.
Be Aware!ONEWAY Lathes are also very quiet. It’s iseasy to run the lathe faster than you think itis going.
Bark, shavings and pieces of wood can flyfrom the lathe with considerable force,unexpectedly, at any time.
Wear ProtectionAlways wear face protection to preventinjury in such instances. Safety glasses willnot protect your whole face. Wear a full-faceshield and if possible, wear lung protectionas well. A powered respirator is a goodinvestment for any woodturner.
Avoid the Firing LineThe best way to avoid injury is to stay outof the firing line. Professional instructorscan teach you where to stand to minimizeinjury potential from flying debris. As whenworking with any tool, a sensible approach,with simple safety precautions, should befollowed.
Hand Wheel SafetyDo not use a ONEWAY 6" or 8” Faceplateas a hand wheel. The reinforcing ribs on thisfaceplate causes a dangerous pinch area withthe spindle index and locking mechanism ifused as a hand wheel. If you feel a handwheel is required you should make onefrom wood. Make sure that at least 1½"clearance exists between an installed handwheel and the spindle lock mechanism.Optionally order part# 2802. This is a handwheel hub designed for this purpose.
Common Sense Safety Rules1. Always keep guards in place.
2. Always wear eye protection. Use safetyglasses or a full face shield when appro-priate. Work in a well-lit environment.
3. Wear lung protection. Wear a dustmask if cutting dry/dusty wood andwhen sanding.
4. Do not wear loose clothing. Shirtsshould have short sleeves. Never wear atie when working with any powerequipment.
5. Never wear jewelry (i.e. watches, neck-laces, rings and bracelets) while work-ing with a wood lathe.
6. Long hair should be tied up or stuffedinto a hat. Long beards can get caughtand should be tied back.
7. Keep your shop floor free from objectsthat can be stumbled over.Woodturning generates lots of chips,which will quickly hide any hazards onthe floor. Keep the work area clean.Accidents are less likely to occur in atidy work area where all sharp tools areput in their proper place.
Before You Start8. Check your lathe and work area before
you start to make sure that everythingis in proper working order and there isnothing lying loosely on the lathe.Ensure that the proper belt is selectedand that the speed pot is dialed downto the lowest speed. Make sure that theworkpiece is fastened securely to thelathe and that the toolrest and banjoare tightened. Rotate your work man-ually before starting power. This will
General SafetyThe spindle of ONEWAY Lathes are thread-ed M33 x 3.5 RH and has a locking (safety)groove to help ensure that accessories on thespindle do not loosen off during use. There aretwo set screws on all ONEWAY accessoriesthat fit your lathe. Screw the accessory secure-
ly onto the lathe and then tighten the two setscrews using an M4 allen key. Note: Metricthreads have two terms. The first term (M33)refers to the diameter of the spindle in mil-limeters and the second term (3.5) refers tothe distance between threads in millimeters.
Spindle Thread & Safety Groove

both assure clearances of toolrest, bed,etc. as well as assuring that chuck keysor wrenches have been removed.
While You Are Working9. Stop the lathe before moving the tool-
rest. If you move the rest while thelathe is running you risk damaging thelathe, your workpiece and your fingers.Never touch the spinning wood.
10. Do not force your tool. A sharp toolused properly will remove wood veryquickly without being forced. Pushinghard will lead to many problems, notjust safety problems. Always use theproper tool for the job. Keep your toolssharp and clean for best results. Sharptools are more predictable and behavebetter than dull tools.
11. Never wrap rags or abrasives aroundyour fingers. They can get caught andcause severe injury.
12. If you have small children around,please be aware that they can walk intothe firing line and be hit with chips orother debris.
13. If you hear your lathe making a newsound, stop and investigate. Newsounds are usually a sign of somethinggoing wrong.
14. Do not turn obviously damaged orweakened wood. Check for splits,cracks or weak spots before mountingit on the lathe. If turning a piece ofglued wood, ensure that glue joints aresecure.
15. Never leave the lathe running whileunattended. Wait until the lathe comesto a complete stop before leaving thearea.
16. Always make sure that the lathe is run-ning in forward while turning inboard,and in reverse while turning outboard.
17. Disconnect the power source when themotor is being mounted, connected orreconnected.
18. The Tool Rest: adjust the tool restheight properly; adjust the tool rest sothat it is as close to your work piece aspossible; remove the tool rest whensanding or buffing.
“IPU POD” by Mike Lee
15 16
Curved ToolrestsTo make a nice curve on a bowl, the curveneeds to be cut in one shot. On medium tolarge sized bowls, you need a curved toolrest todo this. The ONEWAY curved toolrest is gen-tly curved to help bowl turning from greenturning to the final finish cut.Increased Safety & ControlThe curve allows you to position the rest clos-er to the piece you are turning. Therefore, yourtool will not have to hang so far off the rest.This not only increases the safety factor, butmeans you have greater control of your tool.Made from stainless steel it will not rust andwill last a lifetime.There are two different shapes available with a1” post, General Purpose and Exterior
Spindle AdaptorONEWAY offers special adaptors to fit yourexisting tooling (if required) for most stan-dard machines.
Hand Wheel HubWood is screwed to this hub so a customhand wheel can be made. Available toONEWAY Lathe owners as they are sup-plied at cost
Spindle ExtensionThis extension is threaded M33 * 3.5 ,female on one end, male on the other,which screws onto the spindle and effective-ly lengthens it by 2-7/8 inches.
Remote Start/Stop (Order No. 2787)A remote START/STOP control is an avail-able accessory. This option is especially con-venient when turning outboard or on alarge bed extension. It is wired into the con-trol box and can be attached anywhere onthe lathe with its magnetized control box.
1” Exterior Curved ToolrestOrder No. 3038
1” General-Purpose Curved ToolrestOrder No. 3037
From To Part #M33 * 3.5 RH 3/4 - 16 RH 2596M33 * 3.5 RH 1 - 8 RH 2567M33 * 3.5 RH 1 - 12 RH 2598M33 * 3.5 RH 1-1/8 - 7 2594M33 * 3.5 RH 1-1/8 - 8 RH 2595M33 * 3.5 RH 1-1/8 - 8 LH 2956M33 * 3.5 RH 1-1/4 - 8 RH 2566M33 * 3.5 RH 1-1/2 - 6 RH 2565M33 * 3.5 RH 1-1/2 - 8 RH 2564M33 * 3.5 RH M30 * 3.5 RH 2575
1 - 8 RH M33 * 3.5 RH 29613/4 - 16 RH M33 * 3.5 RH 2962
anything else M33 * 3.5 RH 3232(two piece adaptor)
Spindle Adapter Chart
Lathe Accessories

FaceplatesA wide range of faceplates are available foryour lathe. These are available in five differ-ent sizes:
• 3” Faceplate Carbon 2391-0355cr• 4” Faceplate Stainless 2391-0355ss• 6” Faceplate 2393-0655• 8” Faceplate 2394-0855• 10” Faceplate 2395-1055
The 10” faceplate requires an adaptor.
17 Lathe Accessories Continued. . . 18
Faceplate
Chuck
LIve Center
Live CenterAdaptor
Bowl
Live Center AdaptorsNow available are Live Center Adaptors. These adaptors are threaded to screw ontoONEWAY Live Centers, effectively changing the ¾” - 10 TPI thread of the Live Centerto the size of the lathe spindle. With one of these adaptors, a very precise centering methodcan be used:1. Attach a bowl blank to a faceplate.2. Turn the outside of the bowl, including a foot or tenon to chuck it on. 3. Using the Live Center adaptor, attach a chuck or faceplate to the Live Center.4. Move the tailstock (with the Live Center / chuck assembly attached) up to the bowl,
and grab the foot or tenon on the bowl while it is still attached to the faceplate andlathe.
5. Remove the faceplate, bowl blank and chuck from the lathe.6. Remove the faceplate from the bowl blank.
You can now screw the chuck onto the headstock, and your bowl will be very precisely cen-tered and ready to be hollowed out.
Live Centre adaptors are available in the following thread sizes: ¾” - 10 TPI to M33 * 3.5 Order No. 3065
Lathe Accessories Continued. . .

19 20Appendix Appendix
1
2
10
7
5
3
6
8
9
4
Item
Part
#T
itle
Qty
1H
0021
head
stock
cas
ting
1
2H
0025
spin
dle
assy
1
3M
8 x
20sh
cs sc
rew
6
424
53in
dex
pin
1
5M
8 x
20se
t scr
ew1
624
50lo
ck p
ot1
7M
6 x
12bh
cs sc
rew
2
824
51lo
ck p
in1
924
52bo
lt1
10H
0085
belt
cove
r1
Headstock Assemblywith Re-Order Numbers

Appendix Appendix 22
3
1
2
8
7
4
1213
6
59
14
15
10
11
Item
Part
#T
itle
Qty
1H
0036
banj
o1
2H
0081
Lock
Sha
ft1
328
60bu
shin
g1
424
32ca
m1
524
44ey
ebol
t1
624
43ca
m su
ppor
t1
724
10T
nut
1
8M
16N
yloc
k nu
t1
924
95ha
ndle
ass
y1
10M
8w
ashe
r2
11M
8 x
20bu
tton
head
scre
w2
1224
34pr
essu
re p
ad1
1324
37lo
ckin
g pa
d1
1426
75ha
ndle
ass
y1
15M
6 x
20bu
tton
head
scre
w4
Banjo Assemblywith Re-Order Numbers
Spindle Assemblywith Re-Order Numbers
21
9
4
1
8
65
17
13
19
14
7
12
11
16
32
1815
10
Item
Part
#T
itle
Qty
1H
0023
spin
dle
shaf
t1
223
72Br
g Sp
acer
1
323
70Br
g Sp
acer
1
462
09 L
LBC
32A
bear
ing
2
5IW
-09
toot
hed
was
her
1
6K
M-0
9lo
ck n
ut1
723
16N
ose
Cap
1
8H
0024
Pulle
y1
960
08-2
nke
bear
ing
2
1027
65Sh
im S
pl R
ear B
rg1
1123
40In
dex
Rin
g1
1223
21Br
g C
lam
p R
ing
1
13M
6 x
20sh
cs sc
rew
6
14M
8 x
20sh
cs sc
rew
6
1527
35R
ear s
pl sp
acer
1
1623
41Sp
lit B
ushi
ng1
17*
M6
x 25
hex
bolt
4
1827
28Sp
acer
spl o
utbo
ard
1
1926
05Se
t scr
ew3

Appendix Appendix23
1
3
5 6
42
Item
Part
#T
itle
Qty
1H
0033
tails
tock
bod
y1
223
63ba
rrel
ass
y1
3H
0063
hand
le a
ssy
1
424
25A
clam
p bl
ock
assy
1
5H
0069
lock
scre
w a
ssy
1
6M
8 x
10do
g po
int s
crew
1
Tailstock Assemblywith Re-Order Numbers
24
2355
2354
2352
2351
(2 R
eq.)
2837
2347
2350
2838
5/16
x 2
sh
ou
lder
bo
ltW
oo
dru
ff k
ey #
405
2349
2348
2356
Tailstock Sleeve Assemblywith Re-Order Numbers

Appendix Appendix25
Stop ButtonABBSK616 001-B
Red Jumper Wire
Red Jumper Wire
Start ButtonAbbSk616001-A
Emergency Stop ButtonAbbSk616001-A
Forward Reverse ButtonAbbSk616001-A
Red Jumper Wire
Brown Wire goes to Red Wire ondoor switch
Light Tan Wire goes to Terminal S1on the drive
Blue Wire goes to Terminal S4on the drive
Yellow Wire goes to Terminal S3on the drive
Brake TimeSelection Toggle
Orange Wire goes to Terminal S5on the drive
Red Jumper Wire
Red Wire goes to Terminal S2Con the drive
Speed Pot
Pink WireTerminal FS on drive White Wire
Terminal FR on drive
Black WireTerminal FC on drive
Pendant Control Wiring Diagram
26
24
24
24
2424
24
24
24
24
7
65
43
21
98
24
3
46
6
8
8
8
12
12
12
1011
1213
1415
1617
18
1920 12
12
24
31
3335
3638
44 45 46 47
3233
48 0
MASKING TAPE ORSIMILAR
4
2526272829
12
12
12
2424
24
24
242412
8
24
3940
41
4243
1
30
37
24
2424
24
6
66
8
8
8
8
12
12
12
6
32
24
24
24
2
3
4
4
2223
2
MARK LINE
INDEX PLATESPACES
Your index plate has 48 spaces of 7.5degreewhich can give you 2-3-4-6-8-12-24and 48 divisions.We have made this
yy
chart as a guide only for easy referenceas to what number to use.
yg
Indexing Guide

Manufacturers Limited Warranty
Date Purchased:
This Oneway product is backed by a warranty period of 5 years from the date of pur-chase. Non-manufactured parts (i.e. Drive, Motor, Bearings etc) are not covered underthis warranty; please refer to the relevant Warranty information provided with thelathe.
Oneway hereby agrees to repair or replace, any defects due to faulty material or work-manship, provided that:
1. Oneway has reasonable opportunity to verify the alleged defect by inspec-tion.
Oneway reserves the right to charge customers for replacement parts until thedefect is verified whereupon a full refund will be issued.
2. The warranty period has not elapsed. Proof of purchase date (sales receiptetc.) is required prior to any repair taking place.
3. The product has not been altered or modified in any way.
4. The product has not been subjected to misuse, abuse, negligence, or was notused in a “normal” manner.
5. All transportation costs incurred in returning the product to OnewayManufacturing is pre-paid by the customer.
6. Defective parts will be returned using the Canadian or U.S Postal Service(ground) or relevant Postal Service (surface) if overseas, packaged appropri-ately, and labeled “Defective Goods - Returning to Manufacturer”.
Important: Please call us prior to returning the defective parts.
This warranty does not cover any costs or damages arising directly or indirectly fromthe operation of this product.
No other guarantee, written or verbal, is authorized by Oneway Manufacturing.
Our policy is one of continuous improvement. We therefore reserve the right to changethe specification and/or design without notice.
31
241 Monteith AveStratford, Ontario, N5A 2P6, Canada
Phone: 1-519-271-7611Fax: 1-519-271-8892
1-800-565-7288
www.oneway.ca
“Nested Set”by David Lancaster




![BURCHARD FÜHRER - fuehrergruppe.de · Ein Magazin der Burchard Führer GmbH 22. Jahrgang Ausgabe 1/18 BURCHARD FÜHRER SINDEN SIE IN DIESER AUSGABE Ausbildung 2018;u ]ov _;Wo1_ bl](https://static.fdocuments.net/doc/165x107/5e05802bad6b4d332001c75f/burchard-foehrer-ein-magazin-der-burchard-fhrer-gmbh-22-jahrgang-ausgabe-118.jpg)