Overview Solid Carbide Drills 2 - svrdlo.hr
4
2 02| 5 WTX H ≤ 3xD 2,55–14 ● up to 70 HRC ◼ 19 HA Product name Tool type Length Diameter in mm Steel Stainless steel Cast iron Non-ferrous metals Heat-resistant Hardened materials coated uncoated ◼◻ Ø DC N ≤ 3xD 0,5–20 ●○○●○ ◻ 20 WTX UNI ≤ 3xD 3–25 ● ●○ ○ ◼ 9–13 HA HB HE WTX Speed UNI ≤ 3xD 3–20 ● ●○ ○ ◼ 21–24 HA WPC UNI ≤ 3xD 1–20 ●○●○ ◼ 25–28 HA HB WTX VA ≤ 3xD 3–20 ○●○●○ ◼ 21–24 HA HE WTX Ti ≤ 3xD 3–20 ● ● ◼ 29+30 HA 3xD without thro‘ coolant WTX VA ≤ 3xD 2–20 ○●○● ○ ◼ 9–13 HA HE Overview Solid Carbide Drills WTX UNI ≤ 3xD 3–25 ●○●○ ○ ◼ 21–24 HA HB HE 3xD with thro‘ coolant WPC UNI ≤ 3xD 1–20 ● ●○ ◼ 14–17 HA HB WPC VA ≤ 3xD 1–20 ○●○● ○ ◼ 14–17 HA HB N ≤ 5xD 0,5–16 ●○○●○ ◻ 37 WTX UNI ≤ 5xD 3–20 ● ●○ ◼ 32–35 HA HB HE 5xD without thro‘ coolant WTX Quattro 4F ≤ 5xD 3–20 ● ● ◼ 32–35 HA WTX VA ≤ 5xD 3–20 ○●○● ○ ◼ 32–35 HA HE WPC UNI ≤ 5xD 3–20 ● ●○ ◼ 36 HA HB WPC VA ≤ 3xD 1–20 ○●○●● ◼ 25–28 HA HE WTX 180 ≤ 3xD 3–20 ●○●○ ○ ◼ 31 HA WTX H ≤ 3xD 2,55–14 ○ ○ ● up to 58 HRC ◼ 18 HA Solid carbide drilling Content Overview
Transcript of Overview Solid Carbide Drills 2 - svrdlo.hr

2
02|5
WTX H ≤ 3xD 2,55 – 14● up to 70 HRC ◼ 19
HA
Prod
uct n
ame
Tool
type
Leng
th Diam
eter in
mm
Stee
lSt
ainles
s stee
l Ca
st iro
nNo
n-fer
rous
met
alsHe
at-re
sista
ntHa
rden
ed m
ateria
ls
coate
dun
coate
d
◼◻Ø DC
N ≤ 3xD 0,5 – 20● ○ ○ ● ○ ◻ 20
WTX UNI ≤ 3xD 3 – 25● ● ○ ○ ◼ 9–13HA HB HE
WTX SpeedUNI ≤ 3xD 3 – 20
● ● ○ ○ ◼ 21–24HA
WPC UNI ≤ 3xD 1 – 20● ○ ● ○ ◼ 25–28HA HB
WTX VA ≤ 3xD 3 – 20○ ● ○ ● ○ ◼ 21–24HA HE
WTX Ti ≤ 3xD 3 – 20● ● ◼ 29+30
HA
3xD without thro‘ coolant
WTX VA ≤ 3xD 2 – 20○ ● ○ ● ○ ◼ 9–13HA HE
Overview Solid Carbide Drills
WTX UNI ≤ 3xD 3 – 25● ○ ● ○ ○ ◼ 21–24HA HB HE
3xD with thro‘ coolant
WPC UNI ≤ 3xD 1 – 20● ● ○ ◼ 14–17HA HB
WPC VA ≤ 3xD 1 – 20○ ● ○ ● ○ ◼ 14–17HA HB
N ≤ 5xD 0,5 – 16● ○ ○ ● ○ ◻ 37
WTX UNI ≤ 5xD 3 – 20● ● ○ ◼ 32–35HA HB HE
5xD without thro‘ coolant
WTX Quattro4F ≤ 5xD 3 – 20
● ● ◼ 32–35HA
WTX VA ≤ 5xD 3 – 20○ ● ○ ● ○ ◼ 32–35HA HE
WPC UNI ≤ 5xD 3 – 20● ● ○ ◼ 36HA HB
WPC VA ≤ 3xD 1 – 20○ ● ○ ● ● ◼ 25–28HA HE
WTX 180 ≤ 3xD 3 – 20● ○ ● ○ ○ ◼ 31HA
WTX H ≤ 3xD 2,55 – 14○ ○ ● up to 58 HRC ◼ 18HA
Solid carbide drillingContent Overview

02|6
Prod
uct n
ame
Tool
type
Leng
th Diam
eter in
mm
Stee
lSt
ainles
s stee
l Ca
st iro
nNo
n-fer
rous
met
alsHe
at-re
sista
ntHa
rden
ed m
ateria
ls
coate
dun
coate
d
◼◻Ø DC
WTX Speed UNI ≤ 5xD 3 – 20
● ● ● ○ ○ ◼ 38–42HA
WTX SpeedVA ≤ 5xD 3 – 20
○ ● ○ ○ ○ ◼ 43–49HA
WTX VA ≤ 5xD 3 – 20○ ● ○ ● ○ ◼ 43–49HA HE
WTX Quattro4F ≤ 5xD 3 – 20
● ○ ● ○ ◼ 38–42HA
WTX GG ≤ 5xD 3 – 20● ● ◼ 43–49
HA
Overview Solid Carbide Drills
WTX UNI ≤ 5xD 3 – 25● ○ ● ○ ◼ 38–42HA HB HE
5xD with thro‘ coolant
WTX AL ≤ 5xD 2,5 – 20○ ● ◼ 43–49
HA
WTX Ti ≤ 5xD 3 – 20● ● ◼ 43–49
HA
WPC UNI ≤ 5xD 1 – 20● ○ ● ○ ◼ 50–53HA HB
WPC VA ≤ 5xD 1 – 20○ ● ○ ● ● ◼ 50–53HA HB
WTX 180 ≤ 5xD 3 – 20● ○ ● ○ ◼ 54HA
WTX FeedUNI ≤ 5xD 4 – 20
● ● ● ○3 flute ◼ 38–42
HA
WTX FeedUNI ≤ 8xD 4 – 20
● ● ●3 flute ◼ 55–58
HA
WTX VA ≤ 8xD 3 – 20○ ● ○ ● ○ ◼ 60–62HA
WTX Quattro 4F ≤ 8xD 3 – 20
● ● ○ ○ ◼ 55–58HA
WTX GG ≤ 8xD 3 – 20● ● ◼ 60–62
HA
WTX UNI ≤ 8xD 3 – 25● ● ○ ◼ 55–58HA HB HE
8xD with thro‘ coolant
WTX AL ≤ 8xD 3 – 20○ ● ◼ 60–62
HA
WPC UNI ≤ 8xD 3 – 20● ○ ● ○ ◼ 59HA
WTX Speed UNI ≤ 8xD 3 – 20
● ● ◼ 55–58HA
Solid carbide drillingContent Overview
2
02|7
Prod
uct n
ame
Tool
type
Leng
th Diam
eter in
mm
Stee
lSt
ainles
s stee
l Ca
st iro
nNo
n-fer
rous
met
alsHe
at-re
sista
ntHa
rden
ed m
ateria
ls
coate
dun
coate
d
◼◻Ø DC
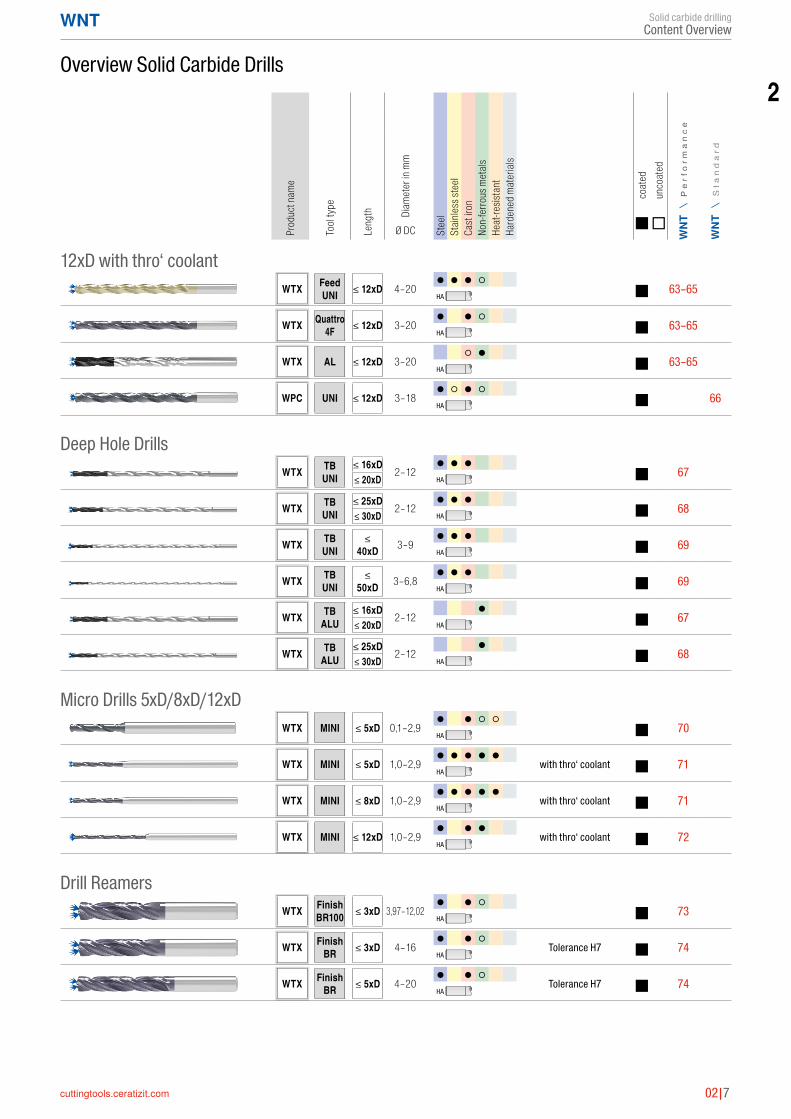
Overview Solid Carbide Drills
12xD with thro‘ coolant
WTX Quattro 4F ≤ 12xD 3 – 20
● ● ○ ◼ 63–65HA
WTX AL ≤ 12xD 3 – 20○ ● ◼ 63–65
HA
WPC UNI ≤ 12xD 3 – 18● ○ ● ○ ◼ 66HA
Deep Hole Drills
WTX TBUNI
≤ 25xD≤ 30xD 2 – 12
● ● ● ◼ 68HA
WTX TBUNI
≤ 16xD≤ 20xD 2 – 12
● ● ● ◼ 67HA
WTX TB UNI
≤ 40xD 3 – 9
● ● ● ◼ 69HA
WTX TBUNI
≤ 50xD 3 – 6,8
● ● ● ◼ 69HA
WTX TB ALU
≤ 16xD≤ 20xD 2 – 12
● ◼ 67HA
WTX TB ALU
≤ 25xD≤ 30xD 2 – 12
● ◼ 68HA
WTX MINI ≤ 5xD 0,1 – 2,9● ● ○ ○ ◼ 70HA
WTX MINI ≤ 8xD 1,0 – 2,9● ● ● ● ●
with thro‘ coolant ◼ 71HA
WTX MINI ≤ 5xD 1,0 – 2,9● ● ● ● ●
with thro‘ coolant ◼ 71HA
Micro Drills 5xD/8xD/12xD
WTX MINI ≤ 12xD 1,0 – 2,9● ● ●
with thro‘ coolant ◼ 72HA
Drill ReamersWTX Finish
BR100 ≤ 3xD 3,97 – 12,02● ● ○ ◼ 73HA
WTX FinishBR ≤ 5xD 4 – 20
● ● ○Tolerance H7 ◼ 74
HA
WTX FinishBR ≤ 3xD 4 – 16
● ● ○Tolerance H7 ◼ 74
HA
WTX FeedUNI ≤ 12xD 4 – 20
● ● ● ○ ◼ 63–65HA
Solid carbide drillingContent Overview

02|8
Prod
uct n
ame
Tool
type
Point
angle
Diam
eter in
mm
Stee
lSt
ainles
s stee
l Ca
st iro
nNo
n-fer
rous
met
alsHe
at-re
sista
ntHa
rden
ed m
ateria
ls
coate
dun
coate
d
◼◻Ø DC
Overview Solid Carbide Drills
Stepped drillsWTX SB 2,5 – 14
● ○ ○Thread cutting ◼ 75
HA
WTX SB 2,8 – 15● ○ ○
Thread forming ◼ 75HA
NC Spot DrillNC–A
90° 120° 142°
2 – 20● ● ● ◻ 76HA
NC–A 90° 120° 142°
2 – 20● ● ◼ 76HB
Centre drillsZB 120° 0,5 – 6,3
● ● ● ◻ 78
NC–A 90° 120° 142°
3 – 16● ●
Long version ◼ 77HA HB
MultiChange NC spot drillNC–A
90° 120° 142°
8 – 20● ● ● ● ◼ 93
WTX Change UNI 12 – 41
● ● ◼ 83–88
WTX Change P 12 – 41
● ● ◼ 83–88
WTX Change ALU 12 – 32
● ◼ 83–88
WTX Change 12 – 41 89–91HB
WTX ChangeFeed 14 – 32
● ● ◼ 79+80
WTX ChangeFeed 14 – 32 81+82
HB
Exchangeable head system – holders 1xD/3xD/5xD/8xD/12xD
Exchangeable head system – heads
WTX Change VA 12 – 32
○ ● ○ ◼ 83–88
WTX Change GG 12 – 32
● ◼ 83–88
Solid carbide drillingContent Overview