OVERVIEW OF COGENERATION AND ITS STATUS …s3.amazonaws.com/zanran_storage/ concept of cogeneration...
177
PART 1: OVERVIEW OF COGENERATION AND ITS STATUS IN ASIA
Transcript of OVERVIEW OF COGENERATION AND ITS STATUS …s3.amazonaws.com/zanran_storage/ concept of cogeneration...

PART 1:
OVERVIEW OF COGENERATION AND ITS STATUS IN ASIA


The concept of cogeneration 3
CHAPTER 1: THE CONCEPT OF COGENERATION
1.1 Introduction
Industries and commercial buildings all over the world are the major energy end-users. In thedeveloping countries of the Asia-Pacific region, electricity accounts for only around 20 percent of the total energy demand of the industrial sector, the remaining demand being mostlyin the form of thermal energy. Likewise, as much as 60 per cent of the energy demand ofmodern high-rise buildings in the tropical climate comes from comfort cooling. Typically,state-owned power companies assure electricity supply whereas on-site boilers and chillersmeet the heating and cooling needs of the users, respectively.
Thermal power plants are a major source of electricity supply in many developing countries.The conventional method of power generation and supply to the customer is wasteful in thesense that about a quarter of the primary energy fed into the power plant is actually madeavailable to the user in the form of electricity. The major source of loss in the conversionprocess is the heat rejected to the surrounding water or air due to the inherent constraints ofthe different thermodynamic cycles employed in power generation. Moreover, users may befar from the point of generation, which results in additional transmission and distributionlosses in the network. The concept of cogeneration is based on the principle of thermalcascading which consists of generating power on site where a substantial fraction of wasteheat produced is recovered to satisfy the heating/cooling demand of the end-user. There isthus a considerable enhancement of the overall conversion efficiency.
Combined heat and power generation (CHP), or cogeneration as it is popularly known, iswidely recognized world-wide as an attractive alternative to the conventional power and heatgenerating options due to its low capital investment, shorter gestation period, reduced fuelconsumption and associated environmental pollution, and increased fuel diversity.
Though the concept of cogeneration has been in existence for over a century now, it found itspopularity and renewed interest during the later half of the 70s and the early 80s. The mainfactors that attributed to this phenomenon are the two oil shocks that led to spiralling energyprices and the availability of efficient and small-scale cogeneration systems which becamecost-effective and competed well with the conventional large-scale electricity generationunits. A variety of measures were undertaken by several national authorities to promote thegrowth of cogeneration.
As energy prices started to fall during the mid-80s, some countries lost interest in thistechnology, particularly those that had excess generating capacities. Taking the example ofEurope, a great diversity can be observed among the member countries; electricity producedfrom cogeneration ranged from over 34 per cent in the Netherlands whereas it was less than1.5 per cent in France.
The main reasons that have revived the interest in cogeneration once again are the rapidlyincreasing demand for electricity, constraints faced by the national authorities to financeadditional power generating capacities, and the growing concern to limit the environmentalemission and pollution associated with the use of energy. Cogeneration is presently beingrecommended when there is plan for expansion of existing facilities, development of newindustrial zones, replacement of outdated steam generation systems, or when the cost ofenergy is high and there is scope for selling power.

4 Part I: Overview of cogeneration and its status in Asia
1.2 Principle of Cogeneration
Cogeneration is defined as the sequential generation of two different forms of useful energyfrom a single primary energy source, typically mechanical energy and thermal energy.Mechanical energy may be used either to drive an alternator for producing electricity, orrotating equipment such as motor, compressor, pump or fan for delivering various services.Thermal energy can be used either for direct process applications or for indirectly producingsteam, hot water, hot air for dryer or chilled water for process cooling.
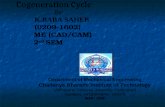
Cogeneration provides a wide range of technologies for application in various domains ofeconomic activities. The overall efficiency of energy use in CHP mode can be up to 80 percent and above in some cases. A typical small gas turbine based CHP unit can save about40 per cent of the primary energy when compared with a fossil fuel fired conventional powerplant and a boiler house (see Figure 1.1 below). Along with the saving of fossil fuels,cogeneration also allows to reduce the emission of greenhouse gases (particularly CO2
emission) per unit of useful energy output. The production of electricity being on-site, theburden on the utility network is reduced and the transmission line losses eliminated.
(i) Cogeneration System (ii)Conventional System
InputEnergy
100
Electricity
30
Heat
50
Input forPower
Generation
86
Input forBoiler
56
InputEnergy
142
Heat Loss20
Heat Loss56
Heat Loss6
Figure 1.1 Conventional energy system versus cogeneration system
Cogeneration makes sense from both macro and micro perspectives. At the macro level, itallows a part of the financial burden of the national power utility to be shared by the privatesector; in addition, indigenous energy sources are preserved or the fuel import bill is reduced.At the micro level, the overall energy bill of the users can be reduced, particularly when thereis a simultaneous need for both power and heat at the site, and a rational energy tariff ispractised in the country.
1.3 From Self Electricity Generation to Cogeneration
In Asian developing countries, it is not unusual to come across situations of grid powersupply interruptions either due to technical failure of the system or because the consumerdemand during a given time period exceeds the utility supply capacity. Industries andcommercial buildings normally adopt stand-by power generators for taking care of theiressential loads during these periods. It is essential to assure continuity of some activities tominimize production losses or guarantee minimum comfort of the clients. The stand-bygenerators have limited use in the year; moreover, these devices require investment and

The concept of cogeneration 5
incur operation and maintenance costs while contributing practically nothing to reduce theoverall energy bill of the site.
Since these generators serve the main purpose of assuring emergency power to priorityareas of the site, no financial analysis is carried out to assess their economic viability.However, these generators offer the possibility of continuous power generation so that themonthly power bill of the site can be reduced. Such benefits accrued can well justify the needfor higher investment that is associated with prime movers which are designed to operatecontinuously and at higher efficiencies.
In a gas turbine or reciprocating engine, typically a third of the primary fuel supplied isconverted into power while the rest is discharged as waste heat at a relatively hightemperature, ranging between 300 and 500ºC. At sites having a need for thermal energy inone form or the other, this waste heat can be recovered to match the quantity and level ofrequirements. For instance, steam may be needed at low or medium pressures for processapplications. Any heat recovered from the exhaust gases of the prime movers will help tosave the primary energy that would have been otherwise required by the on-site conversionfacility such as boilers or dryers.
An ideal site for cogeneration has the following characteristics:
• a reliable power requirement;
• relatively steady electrical and thermal demand patterns;
• higher thermal energy demand than electricity;
• long operating hours in the year;
• inaccessibility to the grid or high price of grid electricity.
Typical cogeneration applications may be in three distinct areas:
a) Utility cogeneration: caters to district heating and/or cooling. The cogeneration facilitymay be located in industrial estates or city centres;
b) Industrial cogeneration: applicable mainly to two types of industries, some requiringthermal energy at high temperatures (refineries, fertilizer plants, steel, cement, ceramicand glass industries), and others at low temperatures (pulp and paper factories, textilemills, food and beverage plants, etc.);
c) Commercial/institutional cogeneration: specifically applicable to establishments havinground-the-clock operation, such as hotels, hospitals and university campuses.
1.4 Technical Options for Cogeneration
Cogeneration technologies that have been widely commercialized include extraction/backpressure steam turbines, gas turbine with heat recovery boiler (with or without bottomingsteam turbine) and reciprocating engines with heat recovery boiler.
1.4.1 Steam turbine cogeneration systems
The two types of steam turbines most widely used are the backpressure and the extraction-condensing types (see Figure 1.2). The choice between backpressure turbine and extraction-condensing turbine depends mainly on the quantities of power and heat, quality of heat, and

6 Part I: Overview of cogeneration and its status in Asia
economic factors. The extraction points of steam from the turbine could be more than one,depending on the temperature levels of heat required by the processes.
(i) Back-Pressure Turbine (ii) Extraction-Condensing Turbine
FuelTurbine
Steam
Boiler
Process
Steam
Turbine Fuel
Boiler
Process Condenser
Cooling Water
Figure 1.2 Schematic diagrams of steam turbine cogeneration systems
Another variation of the steam turbine topping cycle cogeneration system is the extraction-back pressure turbine that can be employed where the end-user needs thermal energy at twodifferent temperature levels. The full-condensing steam turbines are usually incorporated atsites where heat rejected from the process is used to generate power.
The specific advantage of using steam turbines in comparison with the other prime movers isthe option for using a wide variety of conventional as well as alternative fuels such as coal,natural gas, fuel oil and biomass. The power generation efficiency of the cycle may besacrificed to some extent in order to optimize heat supply. In backpressure cogenerationplants, there is no need for large cooling towers. Steam turbines are mostly used where thedemand for electricity is greater than one MW up to a few hundreds of MW. Due to thesystem inertia, their operation is not suitable for sites with intermittent energy demand.
1.4.2 Gas turbine cogeneration systems
Gas turbine cogeneration systems can produce all or a part of the energy requirement of thesite, and the energy released at high temperature in the exhaust stack can be recovered forvarious heating and cooling applications (see Figure 1.3). Though natural gas is mostcommonly used, other fuels such as light fuel oil or diesel can also be employed. The typicalrange of gas turbines varies from a fraction of a MW to around 100 MW.
Gas turbine cogeneration has probably experienced the most rapid development in the recentyears due to the greater availability of natural gas, rapid progress in the technology,significant reduction in installation costs, and better environmental performance.Furthermore, the gestation period for developing a project is shorter and the equipment canbe delivered in a modular manner. Gas turbine has a short start-up time and provides theflexibility of intermittent operation. Though it has a low heat to power conversion efficiency,more heat can be recovered at higher temperatures. If the heat output is less than thatrequired by the user, it is possible to have supplementary natural gas firing by mixingadditional fuel to the oxygen-rich exhaust gas to boost the thermal output more efficiently.

The concept of cogeneration 7
ExhaustHeat (~ 150 °C)
Steam
Water
FlueGases
(~ 500 °C)
Fuel Air
Electricity
Generator
Gas Turbine
Boiler
Figure 1.3 Schematic diagram of gas turbine cogeneration
On the other hand, if more power is required at the site, it is possible to adopt a combinedcycle that is a combination of gas turbine and steam turbine cogeneration. Steam generatedfrom the exhaust gas of the gas turbine is passed through a backpressure or extraction-condensing steam turbine to generate additional power. The exhaust or the extracted steamfrom the steam turbine provides the required thermal energy.
1.4.3 Reciprocating engine cogeneration systems
Also known as internal combustion (I. C.) engines, these cogeneration systems have highpower generation efficiencies in comparison with other prime movers. There are two sourcesof heat for recovery: exhaust gas at high temperature and engine jacket cooling water systemat low temperature (see Figure 1.4). As heat recovery can be quite efficient for smallersystems, these systems are more popular with smaller energy consuming facilities,particularly those having a greater need for electricity than thermal energy and where thequality of heat required is not high, e.g. low pressure steam or hot water.
Though diesel has been the most common fuel in the past, the prime movers can alsooperate with heavy fuel oil or natural gas. In urban areas where natural gas distributionnetwork is in place, gas engines are finding wider application due to the ease of fuel handlingand cleaner emissions from the engine exhaust.
These machines are ideal for intermittent operation and their performance is not as sensitiveto the changes in ambient temperatures as the gas turbines. Though the initial investment onthese machines is low, their operating and maintenance costs are high due to high wear andtear.
1.5 Classification of Cogeneration Systems
Cogeneration systems are normally classified according to the sequence of energy use andthe operating schemes adopted.

8 Part I: Overview of cogeneration and its status in Asia
ExhaustHeat
~ 200 °C
~ 450 °C
BoilerI.C. Engine
Coolers
Oil Air WaterProcess
Steam or Hot Water
Figure 1.4 Schematic diagram of reciprocating engine cogeneration
A cogeneration system can be classified as either a topping or a bottoming cycle on thebasis of the sequence of energy use. In a topping cycle, the fuel supplied is used to firstproduce power and then thermal energy, which is the by-product of the cycle and is used tosatisfy process heat or other thermal requirements. Topping cycle cogeneration is widelyused in pulp and paper, food processing, textile industries, districting heating, hotels,hospitals and universities. In a bottoming cycle, the primary fuel produces high temperaturethermal energy and the heat rejected from the process is used to generate power through arecovery boiler and a turbine generator. Bottoming cycles are suitable for manufacturingprocesses that require heat at high temperature in furnaces and kilns, and reject heat atsignificantly high temperatures. Typical areas of application include cement, steel, ceramic,gas and petrochemical industries.
Cogeneration systems can also be classified according to the operating scheme whosechoice is very much site-specific and depends on several factors, as described below:
1.5.1 Base electrical load matching
In this configuration, the cogeneration plant is sized to meet the minimum electricity demandof the site based on the historical demand curve. The rest of the needed power is purchasedfrom the utility grid. The thermal energy requirement of the site could be met by thecogeneration system alone or by additional boilers. If the thermal energy generated with thebase electrical load exceeds the plant’s demand and if the situation permits, excess thermalenergy can be exported to neighbouring customers.
1.5.2 Base thermal load matching
Here, the cogeneration system is sized to supply the minimum thermal energy requirementof the site. Stand-by boilers or burners are operated during periods when the demand for heatis higher. The prime mover installed operates at full load at all times. If the electricity demandof the site exceeds that which can be provided by the prime mover, then the remainingamount can be purchased from the grid. Likewise, if local laws permit, the excess electricitycan be sold to the power utility.

The concept of cogeneration 9
1.5.3 Electrical load matching
In this operating scheme, the facility is totally independent of the power utility grid. All thepower requirements of the site, including the reserves needed during scheduled andunscheduled maintenance, are to be taken into account while sizing the system. This is alsoreferred to as a “stand-alone” system. If the thermal energy demand of the site is higher thanthat generated by the cogeneration system, auxiliary boilers are used. On the other hand,when the thermal energy demand is low, some thermal energy is wasted. If there is apossibility, excess thermal energy can be exported to neighbouring facilities.
1.5.4 Thermal load matching
The cogeneration system is designed to meet the thermal energy requirement of the site atany time. The prime movers are operated following the thermal demand. During the periodwhen the electricity demand exceeds the generation capacity, the deficit can becompensated by power purchased from the grid. Similarly, if the local legislation permits,electricity produced in excess at any time may be sold to the utility.
1.6 Important Technical Parameters for Cogeneration
While selecting cogeneration systems, one should consider some important technicalparameters that assist in defining the type and operating scheme of different alternativecogeneration systems to be selected.
1.6.1 Heat-to-power ratio
Heat-to-power ratio is one of the most important technical parameters influencing theselection of the type of cogeneration system. The heat-to-power ratio of a facility shouldmatch with the characteristics of the cogeneration system to be installed.
It is defined as the ratio of thermal energy to electricity required by the energy consumingfacility. Though it can be expressed in different units such as Btu/kWh, kcal/kWh, lb./hr/kW,etc., here it is presented on the basis of the same energy unit (kW).
Basic heat-to-power ratios of the different cogeneration systems are shown in Table 1.1along with some technical parameters. The steam turbine cogeneration system can offer alarge range of heat-to- power ratios.
Table 1.1 Heat-to-power ratios and other parameters of cogeneration systems
Cogeneration System Heat-to-power ratio(kWth / kWe)
Power output (as per centof fuel input)
Overallefficiency(per cent)
Back-pressure steam turbine 4.0-14.3 14-28 84-92
Extraction-condensing steam turbine 2.0-10.0 22-40 60-80
Gas turbine 1.3-2.0 24-35 70-85
Combined cycle 1.0-1.7 34-40 69-83
Reciprocating engine 1.1-2.5 33-53 75-85
1.6.2 Quality of thermal energy needed
The quality of thermal energy required (temperature and pressure) also determines the typeof cogeneration system. For a sugar mill needing thermal energy at about 120°C, a toppingcycle cogeneration system can meet the heat demand. On the other hand, for a cement plant

10 Part I: Overview of cogeneration and its status in Asia
requiring thermal energy at about 1450°C, a bottoming cycle cogeneration system can meetboth high quality thermal energy and electricity demands of the plant.
1.6.3 Load patterns
The heat and power demand patterns of the user affect the selection (type and size) of thecogeneration system. For instance, the load patterns of two energy consuming facilitiesshown in Figure 1.5 would lead to two different sizes, possibly types also, of cogenerationsystems.
kW
Time Time
Electricity Thermal Energy
(i) Factory “A” (ii) Factory “B”
kW kW
Figure 1.5 Different heat and power demand patterns in two factories
1.6.4 Fuels available
Depending on the availability of fuels, some potential cogeneration systems may have to berejected. The availability of cheap fuels or waste products that can be used as fuels at a siteis one of the major factors in the technical consideration because it determines thecompetitiveness of the cogeneration system.
A rice mill needs mechanical power for milling and heat for paddy drying. If a cogenerationsystem were considered, the steam turbine system would be the first priority because it canuse the rice husk as the fuel, which is available as waste product from the mill.
1.6.5 System reliability
Some energy consuming facilities require very reliable power and/or heat; for instance, a pulpand paper industry cannot operate with a prolonged unavailability of process steam. In suchinstances, the cogeneration system to be installed must be modular, i.e. it should consist ofmore than one unit so that shut down of a specific unit cannot seriously affect the energysupply.
1.6.6 Grid dependent system versus independent system
A grid-dependent system has access to the grid to buy or sell electricity. The grid-independent system is also known as a “stand-alone” system that meets all the energydemands of the site. It is obvious that for the same energy consuming facility, the technicalconfiguration of the cogeneration system designed as a grid dependent system would bedifferent from that of a stand-alone system.

The concept of cogeneration 11
1.6.7 Retrofit versus new installation
If the cogeneration system is installed as a retrofit, the system must be designed so that theexisting energy conversion systems, such as boilers, can still be used. In such acircumstance, the options for cogeneration system would depend on whether the system is aretrofit or a new installation.
1.6.8 Electricity buy-back
The technical consideration of cogeneration system must take into account whether the localregulations permit electric utilities to buy electricity from the cogenerators or not. The sizeand type of cogeneration system could be significantly different if one were to allow the exportof electricity to the grid.
1.6.9 Local environmental regulation
The local environmental regulations can limit the choice of fuels to be used for the proposedcogeneration systems. If the local environmental regulations are stringent, some availablefuels cannot be considered because of the high treatment cost of the polluted exhaust gasand in some cases, the fuel itself.

State of art review of cogeneration 13
CHAPTER 2: STATE OF ART REVIEW OF COGENERATION
2.1 Technological Advances in Cogeneration
Cogeneration plants benefit from many of the energy efficiency improvements that arebrought about in utility power generation because the same basic technology is employed inboth cases. However, cogeneration being more attractive for small-scale decentralizedapplications, significant technological progress has been made in the development ofmodular and packaged cogeneration systems of lower capacities. Moreover, as suchsystems are being adopted in industrial zones and city centres, the stringent laws andregulations put in place for protecting the local environment has obliged the cogenerationtechnology providers to innovate incessantly. The greater availability of natural gas in manyparts of the world has helped in the maturing of gas turbine technology. In addition, thepossibility of using alternative fuels such as wood, agro-industrial residues, biogas, etc., forpowering small-scale cogeneration systems has led to further technological progresses bytaking the specific characteristics of the fuels into consideration. This section brieflydescribes some of the developments in this domain.
2.2 Reciprocating Engines
Reciprocating engines are mostly employed in low and medium power cogeneration units.The lower and upper limits of engine sizes are often a function of the fuel in use; these canrange from 50 kW to 10 MW for natural gas, from 50 kW to 50 MW for diesel, and 2.5 MW to50 MW for heavy fuel oil. One of the major advantages of reciprocating engines is their higherelectrical efficiency as compared to other prime movers.
The two main types of internal combustion engines employed in cogeneration systems arediesel engines and Otto engines. The characteristic feature of the Otto engine is that anelectric spark from a spark plug ignites a mixture of fuel and air, and this is thus known widelyas a spark-ignition engine. In power generation applications, the Otto engine may be either agasoline engine or a diesel engine converted to have spark-ignition operation. Gasolineengines have the ratings ranging from 20 kW to 1.5 MW. The spark-ignition enginesconverted from diesel engines and running on natural gas are available in ratings from 5 kWto 4 MW. The Otto engines operate at speeds between 750-3,000 rpm and have the electricalefficiencies of 25-35 per cent. These engines can run on different fuels such as gasoline,natural gas, producer gas, and digester gas.
As opposed to Otto engines, fuel is injected into the diesel engine cylinders in which it mixeswith air and is ignited by the heat generated when the pistons compress the fuel/air mixture,and this engine is often known as a compression-ignition engine. Diesel engines cangenerally be classified into two main categories, i.e. two-stroke and four-stroke engines. Thetwo-stroke engine is also known as a low-speed engine, and is characterized by ignitiontaking place once every revolution, and by the engine running at a speed below 200 rpm anddelivering an output of 1-50 MW at a high electrical efficiency of 45-53 per cent. In a four-strike engine, ignition takes place during every other revolution, and this engine can bedivided into two categories. Medium speed engines are those running at speeds between400 and 1,000 rpm and can be designed for ratings between 0.5 and 20 MW with electricalefficiencies of 35-48 per cent. High-speed engines are those operating at speeds between1,000 and 2,000 rpm and with ratings between a few kW and about 2 MW with electricalefficiencies of 35-40 per cent.

14 Part I: Overview of cogeneration and its status in Asia
Diesel engines can run on a variety of fuels such as diesel, heavy fuel oil, light fuel oil, LPG,natural gas, producer gas, digester gas, etc. The diesel engines that are converted to gasengines are also known as dual-fuel engines. In their operation, the main fuel is gas, which isignited by a small quantity of pilot oil, usually diesel oil. The pilot oil is used to make sure thatthe gas in the cylinder will ignite. The gas/oil ratio is normally controlled so that the proportionof pilot oil at full engine power will be around 5 per cent of the fuel quantity supplied. Dieselengines running in gas engine mode can be classified in another way into two groups: low-pressure dual-fuel engines and high-pressure dual-fuel engines.
Typical heat balance diagram of a gas engine is shown in Figure 2.1. About 25 per cent of theheat recovered from the engine cooling system (cooling water, oil cooler and inlet air cooler)is low grade at a temperature of about 95°C. Considering the same power output, the amountof heat recoverable at high temperature is lower than that for the gas turbine. That is whycogeneration with reciprocating engine is more commonly used for producing hot water/hotair or low pressure steam. However, medium pressure steam can be generated byemploying supplementary firing since exhaust gases from gas engines have an O2 content ofabout 15 per cent.
62%
Rad ia t ionlosses
3 6 . 5 % 4 9 . 5 %
100 %
M e c h a n i c a l T h e r m a l
38%
5 %
7.5%
Exhaus t gaslosses
1.5%
G e n e r a t o rlosses
Elect r ica l T h e r m a l
3 6 . 5 % 2 5 . 0 % 2 4 . 5 %
E x h a u s tgas
EngineCoo l ingS y s t e m
Overal l e f f ic iency
86%
Figure 2.1 Typical heat balance of a gas engine
In the operation of low-pressure dual-fuel engines, gas at low pressure, i.e. 3-5 bar, ismixed with the engine combustion air during the induction cycle. The gas/combustion airmixture is compressed in the cylinder and is ignited at the top dead centre by a small amount(approximately 5 per cent) of diesel oil being injected into the cylinder and ignited in the usualmanner. Low-pressure dual-fuel engines have relatively low ratings and efficiencies. Thesystem is sensitive to variations in gas quality.
Gas is compressed outside the engine in a separate compressor in a high-pressure dual-fuel engine up to 250 bar and is injected into the cylinder with a minor amount of pilot oilwhen the piston is in the vicinity of the top dead centre. High-pressure dual-fuel engines have

State of art review of cogeneration 15
higher ratings and efficiencies and they are not sensitive to the gas quality. High-pressuredual-fuel engines are available in both two-stroke and four-stroke versions.
2.3 Gas Turbines
Gas turbines used for cogeneration are usually designed for continuous duty because gasturbines for stand-by use normally have low efficiencies and are most suitable forapplications where the operating periods are short.
Gas turbines for continuous duty are traditionally divided into two groups on the basis ofdifferences in design philosophy (there is now some convergence in their design).
The aero-derivative gas turbine, as its name indicates, is more or less derived from anaircraft propulsion engine. The characteristics of aero-derivative gas turbines are low specificweight, low fuel consumption, high reliability, etc. The major advantages of aero-derivativegas turbines are high levels of efficiency and a compact and modular design with easyaccess for maintenance. However, because skilled service personnel are required, gasturbines of this type are often taken off the site for maintenance. Aero-derivative gas turbinesrequire a relatively high specific investment cost ($/kWe), high quality fuel and mayexperience a lowering in output and efficiency after a long period of operation.
The industrial gas turbine, also referred to as the heavy duty or heavy frame gas turbine, is arobust unit constructed for stationary duty and continuous operation. It has a somewhat lowerefficiency than the aero-derivative type, but usually maintains its performance over a longerperiod of operation. Maintenance can be easily carried out on site, and maintenance costsare low. The industrial gas turbine usually has a lower specific investment cost than its aero-derivative counterpart. Furthermore, it has the ability to make use of low quality fuel.
The performance of a gas turbine depends on the pressure and temperature of ambient airthat is compressed. Since the ambient conditions vary from day-to-day and from location-to-location, it is convenient to consider some standard conditions for comparative purposes.The standard conditions used by the gas turbine industry are 15°C, 1.013 bar (14.7 psia) and60 per cent relative humidity, which are established by the International StandardsOrganization (ISO). The performance of gas turbines is expressed under ISO conditions.
The actual power output of a gas turbine varies with ambient conditions. The power output ofa gas turbine decreases when the ambient temperature rises. In contrast, the power outputincreases with the ambient pressure. The variations in power outputs of a typical gas turbinewith ambient conditions are shown in Figure 2.2 as a percentage of ISO power output.
The heat recovery steam generator (HRSG) is one of the major components of the gasturbine cogeneration system. Since the energy content of the exhaust gas rejected to theatmosphere is considerably high, HRSGs are designed to produce process steam (or hotwater) by recovering a large share of the energy contained in the exhaust stream. Theexhaust gas at 500-550°C is cooled in the HRSG to about 150°C to extract useful heat. Atemperature of 150°C is recommended at the outlet of the HRSG to avoid condensation ofexhaust gases. At lower temperature levels, gases such as SOx and NOx would form acidsalong with the condensation and corrode the materials of HRSG.

16 Part I: Overview of cogeneration and its status in Asia
60
70
80
90
100
110
120
10 11 12 13 14 15
Ambient Pressure (psia)
60
70
80
90
100
110
120
-5 5 15 25 35
Ambient Temperature (°C)
% o
f IS
O P
ow
er O
utp
ut
% o
f IS
O P
ow
er O
utp
ut
Figure 2.2 Power output variation of a gas turbine with the ambient conditions
The basic heat-to-power ratio of a simple gas turbine cogeneration system is about two.However, supplementary firing can double the heat-to-power ratio. The HRSG withsupplementary firing option contains an additional burner to increase the heat output of thewhole system. This is made possible due to the high oxygen content of the exhaust gases,typically 14 to 17 per cent, as a result of the need for high excess air in the combustionchamber (for avoiding very high hot gas temperature that can affect the turbine). By addingsupplemental firing, fuel consumption increases slightly, however the steam productionincreases significantly. Addition of supplemental firing is quite common in gas turbinecogeneration systems.
In a gas turbine cogeneration cycle, the power output can be increased by steam injection.High-pressure steam produced in HRSG can be injected into the combustion chamber sothat the mass flow rate through the turbine is increased. Steam injection allows the flexibilityof matching with the process steam demand and can increase the power output by about 15per cent.
0
5
10
15
20
25
30
35
40
0 5 10 15 20 25 30 35 40
ISO Power Output (MW)
Ele
ctri
cal E
ffic
ien
cy (
%)
0
5
10
15
20
25
30
35
40
0 5 10 15 20 25 30 35 40
ISO Power Output (MW)
Ele
ctri
cal E
ffic
ien
cy (
%)
(i) Aero-Derivative (ii) Industrial
Figure 2.3 Power generation efficiency ranges of gas turbines
The power generation efficiency ranges of aero-derivative and industrial gas turbines arecompared in Figure 2.3. The overall efficiency of the gas turbine cogeneration system is goodwithout post-combustion (70 to 85 per cent), which can be further boosted to between 83 and89 per cent with post-combustion. When the system is opted as a retrofit in a facility alreadyhaving boilers, it is at times possible to make use of the existing boilers.

State of art review of cogeneration 17
Recuperators are used to increase the power output of gas turbine cogeneration systems ifthe heat demands are low. The recuperator is in fact only a heat exchanger that is employedto heat the air leaving the compressor. The exhaust stream from the turbine is passedthrough the recuperator before going into the HRSG so that a part of the energy contained inturbine exhaust is utilized in the recuperator. The gas turbine cogeneration system withrecuperator is sometimes known as the heat exchange cycle.
2.4 Steam Turbines
Steam turbines are the most commonly employed prime movers for cogenerationapplications, particularly in industries and for district heating. The technology is well proven insugar and paper mills having demand for both electricity and large quantity of steam at highand low pressures. Some steam turbine manufacturers are over 100 years old and haveproducts ranging from a few kW to 80 MW. However, turbines below two MW may beuneconomical except where the fuel has no commercial value.
A cogeneration system using a backpressure steam turbine (see Figure 1.2) consists ofboiler, turbine, heat exchanger and pump. In the steam turbine, the incoming high pressuresteam is expanded to a lower pressure level, converting the thermal energy of high pressuresteam to kinetic energy through nozzles and then to mechanical power through rotatingblades. Thermal energy of the turbine exhaust steam is then transferred to another fluid,water, air, etc., in a heat exchanger, providing heat to the processes. For instance, the airheated by heat exchanger can be used to dry products in food processing industries.
Depending on the pressure (or temperature) levels at which process steam is required,backpressure steam turbines can have different configurations. The most common types ofbackpressure steam turbines are shown in Figure 2.4. In extraction and double extractionbackpressure turbines, some amount of steam is extracted from the turbine after beingexpanded to a certain pressure level. The extracted steam meets the heat demands atpressure levels higher than the exhaust pressure of the steam turbine.
The backpressure steam turbine has a higher heat to power ratio and higher overallefficiency. Furthermore, back pressure turbine cogeneration systems need less auxiliaryequipment than condensing systems, leading to lower initial investment costs.
The extraction condensing turbines have higher power to heat ratio in comparison withbackpressure turbines. Although condensing systems need more auxiliary equipment suchas the condenser and cooling towers, better matching of electrical power and heat demandcan be obtained where electricity demand is much higher than the steam demand and theload patterns are highly fluctuating.
In the reheat cycle, steam is extracted from the turbine and reheated in the boiler during theexpansion process. Reheat cycles improve the overall thermal efficiency and eliminate anymoisture that may form as the steam pressure and temperature are lowered in the turbine.Steam turbines may also include a regenerative cycle where the steam is extracted from theturbine and used to preheat the boiler feedwater.
The efficiency of a backpressure steam turbine cogeneration system is the highest. In caseswhere 100 per cent backpressure exhaust steam is used, the only inefficiencies are geardrive and electric generator losses, and the inefficiency of steam generation. Therefore, withan efficient boiler, the overall thermal efficiency of the system could reach as much as 90 percent.

18 Part I: Overview of cogeneration and its status in Asia
High pressure steam Extracted steam Exhaust steam
(i) Simple backpressure (ii) Extraction backpressure (iii) Double extraction backpressure
Figure 2.4 Different configurations for back pressure steam turbines
The overall thermal efficiency of an extraction condensing turbine cogeneration system islower than that of back pressure turbine system, basically because the exhaust heat cannotbe utilized (it is normally lost in the cooling water circuit). However, extraction condensingcogeneration systems have higher electricity generation efficiencies.
The techniques available for energy generation from fossil fuels are well established. In orderto make greater use of alternative fuels, efforts have been made to take the specificity of fuelcharacteristics into account in order to overcome the technological constraints. The physicalproperties of agro-industrial residues vary considerably and can affect the conversionefficiency. Some areas where technological progresses have been made include fuelhandling, combustion system and pollution abatement equipment.
Fuel handling and transformation is important for appropriate functioning of the installation.Handling biomass residues depends mainly on the fuel granulometry and moisture content.Coarse residues can be transformed into homogeneous mass by crushing and chipping.Reduction of the moisture content by drying represents two main advantages: increases inthe fuel heating value, and decrease in the fuel losses through fermentation during storage.Suitable technologies are available in the market to cover the handling, drying and storagerequirements of different types of fuels.
The selection of combustion system using alternative fuels depends on parameters such asthe size of the unit, energy required, fuel characteristics, etc. Though grate-fired systems(Dutch-oven type or spreader-stokers) have been widely used because of the flexibility theyoffer, suspension burners and fluidized-bed combustors are emerging as relevanttechnologies because of their high conversion efficiencies and improved performance inmeeting the environmental constraints. In suspension burners, ash is dragged out with theexhaust gases or it falls to the furnace bottom. Fluidized-bed combustors control thecombustion better and make use of an inert material capable of absorbing energy, thusmaximizing the heat transfer from the fuel. These units are capable of burning fuels with verylow calorific values. Modern designs of furnaces offer staging combustion and good control ofair-fuel ratio.

State of art review of cogeneration 19
2.5 Trigeneration and Vapour Absorption Cooling
Trigeneration is the concept of deriving three different forms of energy from the primaryenergy source, namely, heating, cooling and power generation. Also referred to as CHCP(combined heating, cooling and power generation), this option allows having greateroperational flexibility at sites with demand for energy in the form of heating as well as cooling.This is particularly relevant in tropical countries where buildings need to be air-conditionedand many industries require process cooling. A typical trigeneration facility consists of acogeneration plant, and a vapour absorption chiller which produces cooling by making use ofsome of the heat recovered from the cogeneration system (see Figure 2.5).
Generator
HRSGSteamTurbine
Steam
ELECTRICITY
Steam
Generator
FUEL
Heat Exchanger
HotGases
Chiller
AIR
GE Frame 6 Gas Turbine
CHILLED WATER
HOT WATER
STEAM
Figure 2.5 Schematic presentation of a gas turbine based trigeneration facility
Although cooling can be provided by conventional vapour compression chillers driven byelectricity, low quality heat (i.e. low temperature, low pressure) exhausted from thecogeneration plant can drive the absorption chillers so that the overall primary energyconsumption is reduced. Absorption chillers have recently gained widespread acceptancedue to their capability of not only integrating with cogeneration systems but also because theycan operate with industrial waste heat streams. The benefit of power generation andabsorption cooling can be realized through the following example that compares it with apower generation system with conventional vapour compression system.
A factory needs 1 MW of electricity and 500 refrigeration tons (RT)1. Let us first consider thegas turbine that generates electricity required for the processes as well as the conventionalvapour compression chiller. Assuming an electricity demand of 0.65 kW/RT, thecompression chiller needs 325 kW of electricity to obtain 500 RT of cooling. Hence, a total of1325 kW of electricity must be provided to this factory. If the gas turbine efficiency has anefficiency of 30 per cent, primary energy consumption would be 4417 kW. A schematicdiagram of the system is shown in Figure 2.6.
1 Refrigeration ton (RT) is defined as the transfer of heat at the rate of 3.52 kW, which is roughly therate of cooling obtained by melting ice at the rate of one ton per day.
ELEC-TRICITY
Gas Turbine

20 Part I: Overview of cogeneration and its status in Asia
Figure 2.6 Schematic diagram of power generation and cooling with electricity
However, a cogeneration system with an absorption chiller can provide the same energyservice (power and cooling) by consuming only 3,333 kW of primary energy. A schematicdiagram of the system is shown in Figure 2.7.
Figure 2.7 Schematic diagram of power generation and absorption cooling
It can be seen that the cogeneration system incorporating an absorption chiller can saveabout 24.5 per cent of primary energy in comparison with the power generation system andvapour compression chiller. Furthermore, a smaller prime mover leads to not only lowercapital cost but also less standby charge during the system breakdown because steamneeded for the chiller can still be generated by auxiliary firing of the waste heat boiler.
Since many industries and commercial buildings in tropical countries need combined powerand heating/cooling, the cogeneration systems with absorption cooling have very highpotentials for industrial and commercial application.
1000 kW
Fuel Input
325 kW
1325 kW
Process
4417 kW
Gas Turbine
Generator Compression
Chiller 500 RT Cooling
Fuel Input Generator
3,333 kW Gas Turbine 500 RT Cooling
2.25 Tons/hr of Steam AbsorptionRecovery ChillerBoiler
Exhaust Heat
1,000 kW
Process

State of art review of cogeneration 21
2.6 Working Principle of Absorption Chillers
Like the vapour compression chiller (VCC), the vapour absorption chiller (VAC) extracts heatin the evaporator which is placed in the space to be cooled and rejects this heat in thecondenser. However, VAC needs a heat source as the driving force while VCC requiresmechanical power or electricity for the same duty. Figure 2.8 shows the schematic diagramsof VCC and VAC.
Figure 2.8 Comparison between vapour compression and absorption cycles
The improved version of the VAC, commonly known as the double effect type, is designedsuch that it utilizes the vaporized refrigerant as an extra heat source. The generator is dividedinto high and low temperature sections. The refrigerant vapour produced in the hightemperature generator gives up its latent heat to the partially refrigerant-rich solution in thelow temperature generator that operates at a low pressure, hence the lower boiling point ofthe refrigerant. The energy consumption of a double effect VAC is approximately half that ofthe single effect VAC for the same cooling effect. Moreover, heat rejected in the condenser isalso reduced, resulting in smaller condenser and cooling tower.
The performances of absorption chillers strongly depend on the thermo-physical properties ofthe working pair, i.e., the refrigerant and absorbent. Binary working pairs such as ammonia-water (NH3-H2O) and lithium bromide-water (LiBr-H2O) have been employed commercially inabsorption chillers for a long time and these are in commercial use. A single effect LIBr-H2Oabsorption chiller requires about 0.8 m3/h of hot water at around 90ºC or 8.3 kg/h of steam at1.5 bar to provide 1 RT. On the other hand, a double effect chiller requires only 4.5 kg/h ofsteam, though at a higher pressure between 6 and 8 bar.
2.7 District Heating/Cooling Network
Individual buildings and industries may lack economies of scale when setting up cogenerationfacilities and it may not be always possible to optimize the design parameters due to thepeculiarity of the energy demand patterns. In such cases, one may think of developing afacility that caters to several user-groups with varying demand patterns that can becomplimentary. In the building sector, for instance, offices are active during the daytime
High PressureHigh Pressure VapourVapour Refrigerant Refrigerant
Heat Mechanical Input
HeatPower/Electricity Exchanger
Vapour Compressor
Low Pressure Low PressureVapour Refrigerant Vapour Refrigerant
(i) Vapour Compression Chiller (ii) Vapour Absorption Chiller
Condenser Condenser Generator
Evaporator Evaporator Absorber

22 Part I: Overview of cogeneration and its status in Asia
whereas hotels may have high loads at nights. When the two loads are combined, a uniformcomposite curve may be obtained with very small amplitude.
Besides, there are a number of justifications for grouping together several buildings andindustries in order to meet their different energy services, such as:
- larger cogeneration system and the economies of scale associated with it;
- system expansion to users for whom individual facility cannot be justified;
- improvement in the overall generation efficiency;
- increased reliability and availability of utility services;
- pooling of maintenance personnel and reduction in manpower cost;
- saving of mechanical room space in the user buildings;
- purchase of fuel at more competitive rate;
- better negotiation power for power purchase/sale to the electric utility, etc.
There are, however, a few drawbacks to district heating/cooling, the most important amongthem being the high initial investment on the system. The cost of steam/hot water and chilledwater transportation and distribution can also be high. Because of the down-sizing of thedifferent components installed at the central plant, capital investment cost can in fact bereduced by 10 to 20 per cent as compared to those which would have been required in theindividual buildings. This takes into account the piping distribution network cost that is notrequired in conventional decentralized systems. For instance, a district cooling network isinstalled in Paris which includes three chiller plants with a total of 25,500 RT to supply to amuseum, shopping complex, exhibition centre and offices having a total equivalent areaexceeding one million m2. Decentralized plants would have required a total capacity ofapproximately 34,100 RT to be installed. The district-cooling network has thus helped toachieve an investment saving of over US$ 8 million for the reduced installed cooling capacity.2
2.8 Evolution of Package Cogeneration
Cogeneration systems traditionally constituted various components which were ordered andassembled at the site according to the client’s requirements, mostly matching the thermalenergy needs. The minimum power generation capacity was of the order of a few MW due tothe limited products available in the market, some of the reasons being:
1) Investment cost per kWe is considerably higher for smaller units;
2) Limited financing capabilities of small and medium scale enterprises;
3) Additional investment needed by smaller units to cope with environmental regulations;
4) Unavailability of guarantee for the overall system.
2 R. Caillaud, “District cooling with thermal storage for shifting power loads in south-east Asia”, APECDemand-side Management Inter-Utility Liaison Group Meeting, Chiang Mai, 26-29 March 1996.

State of art review of cogeneration 23
However, trends have changed considerably with the introduction of modular concept whichconsists of cogeneration units packaged as “of-the-shelf" products and whoseperformances, both electrical and thermal, are guaranteed by suppliers who act as the soleresponsible for the design of the overall system and all its interfaces. This has led towidespread propagation of cogeneration plants with power generating capacities less than aMW. Many of these adopted by enterprises that are located at the end of electric networksand are faced with the problem of getting reliable and uninterrupted power. Moreover, theexpansion of the natural gas network has made it possible to employ gas engines of smallercapacities in urban areas without violating the environmental regulations. For example, over2,500 units have been installed in the Netherlands alone in the range between 100 and 300kW, the main clients being hospitals, community buildings, sports centres, teachingestablishments, commercial buildings, small and medium enterprises, etc.
A typical module of less than one MWe capacity presents itself as a mono-bloc, compact andsoundproofed packaged unit, consisting of the following:
− engine for mechanical energy generation;
− alternator for electrical output;
− heat recovery unit for thermal energy generation;
− component for evacuation of combustion products;
− control system, electrical protection and low voltage connection box;
− soundproofing insulation.
These modules are designed for being installed within a few days with very little structural orengineering work at the site. Moreover, as the components are well matched, high efficiencyis guaranteed for the overall system. Some of these cogeneration facilities are designed for“trigeneration” at sites with process or space cooling needs.
The strength of the package units lies with their high overall efficiency and system availability.Manufacturers propose cogeneration systems whose overall efficiency can be between 84and 92 per cent (with a mechanical efficiency between 30 and 35 per cent) and 95 per centavailability. Variations in their performances are a function of the type of prime mover, thelevel at which heat is required, and the quality of heat recovery devices.
The package cogeneration plants are well suited for intermittent operations and variableloads. The nominal power can be delivered within a few seconds after starting (typically 90seconds) and the loading can be modulated between 50 and 100 per cent without muchreduction in the efficiency. When supplied in soundproof casing, the unit may limit the noiselevel to only 65 dB at a metre.
The supplier defines a well-defined maintenance schedule to guarantee long-term operationwithout unscheduled breakdowns. Use of the same core prime mover for numerousapplications allows to have improved availability of the spare parts at a lower cost. A wellmaintained package cogeneration unit can have a life span of over 60,000 hours. Themaintenance cost on small size engine-based units still remains relatively high comparedwith units with capacities exceeding 600 kW.

24 Part I: Overview of cogeneration and its status in Asia
2.9 Innovation in Exhaust Gas Heat Recovery
Sites requiring more thermal energy than that is available at the exhaust of reciprocatingengine or gas turbine have the option of adopting post-combustion of oxygen-rich exhaustgases. For this, either the fuel required by the prime mover or an alternate cheaper fuel maybe employed. New types of burners have been designed in the recent years that can beoperated efficiently to provide the varying thermal energy demand of the site.
The “GRC Induct” type of burners has been specially designed by EGCI Pillard forcombustion of either liquid or gaseous fuels, by making use of the gas turbine exhaust gas(leaving at around 500°C and 13 per cent of O2 content) as the oxidizing air. Located at theinlet of the heat recovery boiler, it helps to increase the temperature of the gas turbineexhaust gas, and thus the overall efficiency of the cogeneration installation. In case the gasturbine is out of operation, these burners can assure steam generation by making use of coldinlet air from the surrounding. The heat output per burner can range from 4 to 50 MW.
These burners function equally well on natural gas as well as liquid fuels (light or heavy fueloil, residual fuel) or in simultaneous mixed mode. Steam or compressed air assurespulverization of the liquid fuel. The design based on the GRC LONOxFLAM technology,assures perfect flame stability, a low-pressure drop and an excellent combustion with lowemissions of unburnts and NOx, thus well within the environmental pollution thresholds set bythe regulation. When there is a combustion zone in the boiler, it is possible to reduce theoxygen level in the exhaust gas to around three to four per cent for further increasing theefficiency, while still maintaining the emission of pollutants lower than the norms.3
For its operation with cold ambient air, the control flaps close a part of the recovery section.While using heavy fuel oil, a suitable adaptation is necessary for limiting emissions. One ofthe main features of the system is the mechanism for quick dismantling which allows tochange the burners during operation by opening the whole frame laterally within 15 minutes.
2.10 Research and Development on Cogeneration Technologies
There has been a steady rise in the efficiency of gas turbines and diesel engines. The inlettemperature of a large size gas turbine has risen to 1,350ºC and can be expected to reach1,500ºC in the near future. The thermal efficiency of gas engines has been increasing thanksto an increase in compression ratio, and the application of pre-chamber lean burntechnologies. These improvements have been made possible mainly due to the progressesmade in cooling, heat-resist materials, turbo machinery and combustion technologies.
Various projects are ongoing to achieve rapid efficiency improvements by the year 2000.4
These include development of ceramic gas engine and gas turbine that require advancedtechnology related to ceramic science. To prove the concept, the Miller cycle gas enginesystem is being developed which has a unique intake and exhaust timing mechanism thatallows to power generation efficiency exceeding 35 per cent.
In a ceramic gas engine, ceramic is used as the materials of the combustion chamber toallow an advanced combustion. Similar to a thermos structure, air gap is provided andgaskets with low thermal conductivity are placed between the ceramic and metallic parts to
3 Energie Plus, “Lumières et ombres sur la cogénération, No.197, pp. 6, 15 December 1997.4 M. Motokawa, “R&D efforts for cogeneration technologies with high efficiency”, Proceedings of theConference on Natural Gas Technologies: A Driving Force for Market Development, International EnergyAgency, pp. 627-636, Berlin, 1-4 September 1996.

State of art review of cogeneration 25
enhance the effect of insulation. The wall temperature of the combustion chamber ismaintained above 1,000ºC, which helps to reduce the heat transfer from the combustion gasto the wall. Such a structure eliminates the need for a cooling system and renders the enginevery compact. High efficiency is achieved by both diesel cycle combustion and the energyrecovery unit where exhaust energy from the heat insulation is recovered and converted intoelectricity by a turbo compound system, an ultra high speed generator, and a highly efficientconverter. As for the ceramic gas turbine, the target is to develop units having efficiencies of42 per cent or more.
The thermal efficiency of an Otto cycle engine is a function of the difference between themaximum combustion temperature and the exhaust gas temperature. The maximumcombustion temperature in an engine increases with a higher compression ratio while theexhaust gas temperature decreases with a lower expansion ratio. But the compression andexpansion ratios of an Otto cycle engine are the same and the engine is adjusted for a lowercompression ratio to avoid knocking. In a Miller cycle, the expansion ratio can be set largerthan the compression ratio by adjusting the intake timing, and this results in an improvedefficiency as well as improved durability due to the lower exhaust temperature.
The gas injection diesel engine can now attain an electrical efficiency of 45 per cent, which isthe highest among commercialized gas engines. The engine no longer requires pilot oil andglow plugs be used to ignite natural gas ignited into the cylinder at 25 MPa.
R&D efforts are also on going to develop solid oxide fuel cells to exploit the excellentproperties of ceramic materials and achieve efficiencies in the range of 50 per cent. Oncethese technologies are commercialized, cogeneration promotion can get a further boost asan energy saving and environmentally sound technology.
2.11 Cogeneration and the Environment
The high efficiency of cogeneration and efficient use of fuel guarantee a significant reductionof CO2 emission. However, cogeneration can have environmental implications in the form ofCO, SO2 and NOx emissions to the atmosphere. The quantity of each of the pollutantgenerated depends largely on the type of fuel used and the characteristics of thecogeneration technology adopted.
CO is a poisonous gas produced due to incomplete combustion and can be reduced tonegligible levels by assuring satisfactory air-fuel ratio control. SO2 is an acidic gas producedwhen sulphur-containing fuels such as oil or coal are burned. Its emissions cause acid rain.Sulphur-containing exhaust gases are the main cause of corrosion of heat recovery deviceswhen the SO2 in the gas is cooled below its condensation temperature. NOx is a mixture ofnitrogen oxides produced due to the combustion of a fuel with air, and its formation is afunction of the combustion condition, characterized by the air-fuel ratio, combustiontemperature, and residence time. It also causes acid rain and can result in ozone and smogafter undergoing several chemical reactions in the atmosphere.
Technologies which have undergone rapid development are those based on spark andcompression ignition engines and gas turbines, primarily using natural gas as the fuel.Natural gas is considered the cleanest among the fossil fuels as it does not practicallycontain any sulphur, nitrogen and is free of dust particles. However, the emission of NOx isgreater, particularly for the prime movers operating at high temperatures.

26 Part I: Overview of cogeneration and its status in Asia
Appropriate designing of the combustion chambers and control of the flame characteristichelp to reduce NOx formation in engines and turbines. Engine design alone cannot eliminateNOx formation. Moreover, efforts to reduce NOx emission can lead to increase in COemissions while adversely affecting the power output and efficiency. Therefore, end-pipe NOx
abatement technologies such as those based on catalytic reduction systems must beapplied to assure very low emission.
2.11.1 Gas engine
Technical options adopted to minimize emissions from gas engines are optimal combustionprocess and flue gas cleaning. Lean-burn techniques are used for self-igniting engines usingnatural gas as fuel. With high load pressure and excess air (typically, 35 to 60 per cent), NOx
emission can be reduced to 200 mg/m3, below the standards set by many industrializedcountries.
Flue gas can be cleaned with a 3-way catalyst; as its name implies, NOx, CO andhydrocarbon emissions are reduced. In order for it to function efficiently, a constant NOx-COratio needs to be maintained by proper control of air-fuel ratio and ignition.
2.11.2 Gas turbine
Three commonly employed methods for eliminating NOx emissions from gas turbines arewater or steam injection, use of dry low NOx burners, and selective catalytic reduction.
Water or steam injection are well established techniques which boost the power output dueto increased mass flow rate in the turbine. These also help to lower the flame temperatureand the partial pressure of oxygen, thus inhibiting NOx formation. There is an upper limit toNOx reduction by this method without affecting gas turbine performance. Beyond a certaininjection rate of water or steam, there is greater flame instability that leads to formation of COand emission of unburned hydrocarbons.
More modern gas turbines make use of dry low-NOx systems instead of water or steaminjection in order to avoid the costs of treating and pressurizing water or producing highquality steam. The fuel is mixed with combustion air to a homogeneous mixture in a mixingchamber before being sprayed into the flame; this reduces the peak flame temperature andassures less NOx generation. Such systems are effective at high loads but perform poorly atpartial loads. Where the cogeneration system is required to have a wide range of operatingconditions, a hybrid design of low NOx burners is employed which incorporates a smalldiffusion pilot flame for stabilizing flame at low loads.
At sites where stringent environmental standards are applied, selective catalytic converterscan be adopted as an end-of-pipe technique. A reducing agent, normally ammonia, is used toconvert NOx to nitrogen and water in the presence of a catalyst, the most common beingvanadium oxide.
2.11.3 Steam turbine
In steam turbine cogeneration systems, sulphur and nitrogen oxide emissions are importantin oil-fired boilers whereas particulate and nitrogen oxides have to be considered in wood-fired boilers.
As far as the boilers are concerned, technologically advanced equipment has beendeveloped to meet increasingly stringent environmental requirements. A significantdevelopment is the use of a secondary combustion chamber where complete combustion ofthe unburned gases occurs. Better monitoring of combustion parameters through adequateinstrumentation has allowed the operator to better regulate the combustion.

State of art review of cogeneration 27
Four types of emission control devices widely used in boiler systems are electrostaticprecipitation, fabric filters, multi-tube cyclones and wet scrubbers. Chemical agents such aslime, magnesium oxide, etc., are used for flue gas desulphurization. Commonly usedtechniques employed for NOx emission abatement in steam turbine cycles include low NOx
burners, selective catalytic reduction, flue gas recirculation, ammonia injection, etc.

Economic and financial aspects of cogeneration 27
CHAPTER 3: ECONOMIC AND FINANCIAL ASPECTS OF COGENERATION
3.1 Introduction
Cogeneration is a proven technology that saves fuel resources, but it does not necessarilyimply any assurance of economic benefits. Irrespective of all its technical merits, theadoption of cogeneration would principally depend on its economic viability, which is verymuch site-specific. The equipment used in cogeneration projects and their costs are fairlystandard, but the same cannot be said about the financial environment that variesconsiderably from one site and/or country to another. The best way to assess theattractiveness of a cogeneration project is to conduct a detailed financial analysis andcompare the returns with the market rates for investments in projects presenting similarrisks.
Well-conceived cogeneration facilities should incorporate technical and economic featuresthat can be optimized to meet both heat and power demands of a specific site. Acomprehensive knowledge of the various energy requirements as well as characteristics ofthe cogeneration plant is essential to derive an optimal solution. As a first step, thecompatibility of the existing thermal system with the proposed cogeneration facility should bedetermined. Important user characteristics which need to be considered include electricaland thermal energy demand profiles, prevalent costs of conventional utilities (fossil fuels,electricity) and physical constraints of the site. A factor that should not be overlooked at thisstage is the need for reliable energy supply as some industrial processes and commercialsites are extremely sensitive to any disruption of energy supply that may lead to productionlosses.
To fully exploit the cogeneration installation throughout the year, potential candidates forcogeneration should have the following characteristics:
a. adequate thermal energy needs, matching with the electrical demand;
b. reasonably high electrical load factor and/or annual operating hours;
c. fairly constant and matching electrical and thermal energy demand profiles.
These are essential for full exploitation of the cogeneration installation; moreover, part-loadoperation of the plant can be avoided, which would otherwise have affected the economicviability of the project.
3.2 Some Points to Consider for Cogeneration Project Development
Cogeneration project is the same as any other commercial project requiring high investment,relatively longer period, and presenting certain financial risks. Therefore the steps whichshould be followed in developing a cogeneration facility would be quite the same as thoseemployed for any investment project (see Figure 3.1). Projects will obviously vary from one toanother on the basis of factors such as who is the project developer, what is the size of theproject, who is financing the project, etc.
Prior to undertaking any economic analysis to assist the commercial benefit of acogeneration project, technical parameters which need to be considered first have beendiscussed in Chapter 1 and are summarized below:

28 Part I: Overview of cogeneration and its status in Asia
- heat-to-power ratio;
- quality of thermal energy needed;
- electrical and thermal energy demand patterns;
- fuel availability;
- Required system reliability;
- Local environmental regulations;
- dependency on the local power grid;
- option for exporting excess electricity to the grid or a third party, etc.
Some of these concerns are further elaborated below.
Figure 3.1 Typical steps for cogeneration project development
A cogeneration system may be sized to meet either the electricity or the heat demand of thesite. When the local power utility allows selling excess electricity generated at the site, oneshould make sure that the buy-back rate is attractive enough before over-sizing thecogeneration plant.
As the electrical and thermal loads of the site tend to vary with time, the cogeneration systemmay require that any shortfall in the electricity supply be met by the purchase of electricityfrom the grid. Likewise, any shortfall of thermal energy should be met by either post-combustion of exhaust gases in the case of gas turbines or reciprocating engines, or from anauxiliary source such as a stand-by boiler. These solutions will certainly have consequenceson the annual average efficiency and the economics of the project. The ideal operation wouldthus consist of the use of the maximum electricity on site, while assuring continuousoperation of the processes at nominal conditions and avoiding the generation of excessthermal energy.
If the thermal load is negligible or if it is required to produce only low-pressure steam or toheat a fluid at low temperature, gas engine may be preferred because of its higher efficiency.
1-Technical Analysis 2-Economic Study
3-Selection of Best Solution
4-Financial Arrangement 5-DECISION
6-Execution
7-Starting off8-Technical &Financial
Result

Economic and financial aspects of cogeneration 29
When opting for gas turbine, it is advisable to first verify gas supply pressure. If the pressureof gas in the pipeline is low, it will necessitate additional investment on the gas compressionstation. Moreover, some amount of electricity generated would be diverted for running thecompressor, and the operation and maintenance costs will be higher.
The availability of fuel, its price and guarantee of its long-term supply are the major factorsdetermining the choice of the prime movers. As prime movers can operate with differenttypes of fuels, the option for fuel switching should be taken into consideration.
Designing of the cogeneration facility at the initial stage should incorporate the possibleevolution of future energy demand. This would help in the appropriate choice of equipmentand in planning the schedule for expanding capacity according to the changes in need.
Modern cogeneration plants are highly reliable and have a high load factor; one cannothowever ignore the occurrence of stoppages for scheduled maintenance or unscheduledbreakdown. There may be a need for back-up power to assure continuous operation ofactivities at the site. One solution would be to provide stand-by generation capacity at thesite, which will increase the investment further. Alternatively, a stand-by contract may besigned with the power utility so that electricity can be tapped from the grid up to the maximumcontracted demand whenever the cogeneration plant stops operating.
3.3 Key Parameters for Cogeneration Economic Analysis
Cogeneration may be considered economical only if the different forms of energy producedhave a higher value than the investment and operating costs incurred on the cogenerationfacility. In some cases, the revenue generated from the sale of excess electricity and heat orthe cost of availing stand-by connection must be included. More difficult to quantify are theindirect benefits that may accrue from the project, such as avoidance of economic lossesassociated with the disruption in grid power, and improvement in productivity and productquality.
Following are the major factors that need to be taken into consideration for economicevaluation of a cogeneration project:
1. initial investment;
2. operating and maintenance costs;
3. fuel price;
4. price of energy purchased and sold.
Initial investment is the key variable that includes many items in addition to the cost of thecogeneration equipment. To start with, one should consider the cost of pre-engineering andplanning. Barring a few exceptional cases, the cogenerator would normally hire a consultingfirm to carry out the technical feasibility of the project before identifying suitable alternativesthat may be retained for economic analysis. If the cogeneration equipment needs to beimported, one should add the prevailing taxes and duties to the equipment cost. If one plansto purchase cogeneration components from different suppliers and assemble them on site,one should take into account the cost of preparing the site, civil, mechanical and electricalworks, acquiring of all auxiliary items such as electrical connections, piping of hot and coldutilities, condensers, cooling towers, instrumentation and control, etc. Table 3.1 provides anexample of the breakdown of typical costs for a 20 MWe gas turbine cogeneration plant.

30 Part I: Overview of cogeneration and its status in Asia
Table 3.1 Cost breakdown (US$) of a 20 MWe gas turbine cogeneration plant1
If cogeneration is being adopted as a retrofit at an existing site, the cost items will dependgreatly on the existing facilities, some of which may be retained while others are discarded,replaced or upgraded.
The cost of land may be a crucial factor at some sites where cogeneration facility iscommissioned, particularly in the case of urban buildings or when additional space isrequired for storage and handling of fuel.
Integration of the cogeneration plant into the existing set-up may lead to some economiclosses to the cogenerator (e.g. production downtime). Costs associated with such lossesshould be included in the total project cost.
The operating and maintenance (O&M) cost should include all direct and indirect costs ofoperating the new cogeneration facility, such as servicing, equipment overhauls, replacementof parts, etc. The cost of employing additional personnel as well as their training needed foroperating the new facility must also be taken into account. Present technology allowscomplete automation of small pre-packaged and pre-engineered units, helping to reduce theO&M costs considerably.
1 Gas Turbine World, The 1990 Handbook, Pequot Publishing.
G a s t u r b i n e p l a n t e q u i p m e n t- G a s t u r b i n e g e n - s e t p a c k a g e ( F O B )- A u x i l i a r y s y s t e m s
- F u e l g a s c o m p r e s s o r / s k i d
- B a c k - u p d i s t i l l a t e s t o r a g e
S t e a m e q u i p m e n t- H e a t r e c o v e r y b o i l e r w i t h a u x i l i a r y f i r i n g
- W a t e r t r e a t m e n t s y s t e m
- C o n d e n s e r , f e e d w a t e r p u m p s
E l e c t r i c a l e q u i p m e n t- S u b s t a t i o n t r a n s f o r m e r s
- S w i t c h g e a r a n d c o n t r o l s- U t i l i t y i n t e r c o n n e c t i o n s
S e r v i c e s a n d I n s t a l l a t i o n- E n g i n e e r i n g d e s i g n- C i v i l w o r k s
- C o n t r o l a n d m a i n t e n a n c e b u i l d i n g
- E l e c t r i c a l f i e l d w o r k
- M e c h a n i c a l f i e l d w o r k- F r e i g h t a n d h a n d l i n g
8 , 1 0 0 , 0 0 03 7 0 , 0 0 0
4 2 0 , 0 0 0
1 1 0 , 0 0 0
1 , 8 4 0 , 0 0 0
3 2 0 , 0 0 0
4 2 0 , 0 0 0
3 2 0 , 0 0 0
1 1 0 , 0 0 04 2 0 , 0 0 0
1 , 1 0 0 , 0 0 06 3 0 , 0 0 0
3 2 0 , 0 0 0
8 4 0 , 0 0 0
1 , 4 7 0 , 0 0 03 2 0 , 0 0 0
9 , 0 0 0 , 0 0 0
2 , 5 8 0 , 0 0 0
8 5 0 , 0 0 0
4 , 6 8 0 , 0 0 0
T o t a l p l a n t c o s t- E q u i p m e n t , d e s i g n a n d i n s t a l l a t i o n
- C o n t i n g e n c y ( a p p r o x i m a t e l y 1 0 % )
1 7 , 1 1 0 , 0 0 0
1 , 7 0 0 , 0 0 0
1 8 , 8 1 0 , 0 0 0

Economic and financial aspects of cogeneration 31
Annual costs incurred due to the cogeneration plant, such as the insurance fees and propertytaxes should be included in the analysis. These are often calculated as a fixed percentage ofthe initial investment.
Fuel costs may form the largest component of the operating expenditures. If cogeneration isadded to an existing plant, only the fuel cost in excess of that used earlier for heat and powergeneration may be considered. Since the cogeneration plant is expected to operate for a longtime period, escalation of the fuel price over time should be included in a realistic manner.
The price of energy purchased and sold is a decisive parameter. This includes the net valueof electricity or thermal energy that is displaced as well as any excess electricity or thermalenergy sold to the grid or a third party. A good understanding of the electric utility’s tariffstructure is important, which may include energy charge and capacity charge, time-of-usetariff, stand-by charges, electricity buy-back rates, etc. As for the fuel, there should beprovision to account for electricity price escalation with time. This is particularly true wherepower utilities depend heavily on fuel in their power generation-mix.
3.4 Source of Financing of Cogeneration Projects
Cogeneration systems are capital intensive projects and the sources of capital financing canbe an important consideration in the investment analysis in which different sources may beused. It is important, therefore, to know the rate of return for each alternative. The sources ofcapital financing could be one of the following:
1. self financing: capital generated from cogenerator’s own activities;
2. borrowing: requiring certain equity and guarantee;
3. leasing: ownership maintained by the leasing company;
4. third-party financing: undertaken by an energy service company; and
5. facility management: reduction of energy bill for user with zero capital risk.
Self-financing can be in various forms, such as equity capital, depreciation fund and retainedprofit. Equity capital is supplied and used by its owner in the expectation that a profit, of aminimum acceptable level, will be earned. In equity financing, however, the owner has noassurance that a profit will actually be made or that even the equity capital invested will berecovered.
When the funds that are set aside out of the revenue as the cost of depreciation are a part ofthe net cash flow, these can be retained and used for capital financing of expansion projectslike cogeneration. The equipment may continue to be used after its original value has beenrecovered through normal depreciation procedures. Hence the accumulated funds may beavailable for use until the original equipment is actually replaced. Also, if the depreciationprocedures used in accounting are such that they provide large recoveries of the first costsduring the first few years of equipment life, there will usually be funds available before theequipment must be replaced. Thus, the depreciation funds may provide a revolvinginvestment fund that will become a source of capital for new ventures like cogeneration.Obviously, the management of these funds must ensure the availability of required capitalwhen the time does come for replacement of essential equipment.
Existing enterprises have an important source of capital financing for expansion of activities,like setting up cogeneration power plants, through retained profits. Normally a part of the profitearned by an enterprise is retained after payment of adequate dividend to the shareholders,and this capital is then re-invested for a further increase in profits.

32 Part I: Overview of cogeneration and its status in Asia
In reality, the enterprise concerned may prefer to save the capital for financing its mainactivity that may present a smaller risk and can be a source of greater financial profitability.As an alternative, borrowed financing may seem more attractive because the suppliers ofdebt capital do not get a share of the profits accrued from the use of their capital. Here, afixed rate of profit, or value of money, must be paid to the supplier of the capital and therepayment of the borrowed funds is negotiated on the basis of the amount borrowed,duration, and the interest rates. Normally, the terms of the borrowed financing (loan) mayplace some restrictions on the uses to which the funds may be put. Moreover, any amountborrowed will require a certain percentage of equity investment and guarantees may berequired in the forms of mortgages or securities.
Leasing is only one of the several ways of obtaining working capital and a decision to lease,rather than purchase, should be based upon the cost of capital financing by other possiblemethods, some of which have been described above. The leasing company guarantees fullfinancing of the cogeneration plant, which remains its owner till the user buys it backaccording to the conditions of the contract. Most leases cannot be cancelled, or cancelled byincurring costly penalties, whereas borrowed financing works on some fixed obligations andmay provide better terms.
Some indirect costs, which are difficult to determine in most cases, are associated with theownership that may not apply to the equipment under lease. In many cases, leasing turns outto be cheaper than owning, but the actual comparative costs and all other factors must beconsidered before a decision is taken.
An Energy Service Company (ESCO) often does third party financing which, after preliminaryanalysis of the requirement of the client and feasibility study of the cogeneration project,implements the project in agreement with the client. When the ESCO covers the whole costof financing the project, it is repaid by sharing the actual savings realized according to apredetermined contract. Accurate measurement of the actual monetary saving is essential toassure fairness to the ESCO as well as the client. Here, the client does not have toinvestment in the cogeneration project and starts getting benefits from the day thecogeneration plant is in operation.
The concept of facility management is not very different from third party financing, except thatthe facility manager does more than an ESCO in meeting practically all the requirements ofthe site which are not directly involved with the main line of activity of the client. For example,a facility management firm can assure the supply of all utilities including electricity, steam,compressed air, water, etc., to the client, while also handling the wastes or effluentsgenerated from the production process. This firm signs a contract with the client to meet thepresent and future requirements of the site and invests in the development of infrastructureand undertakes to operate and maintain it. By adopting innovative schemes such ascogeneration, sizing the components appropriately, operating the facility reliably andmaintaining it efficiently, the facility management firm manages to reduce the overall costconsiderably. Moreover, a part of the benefits accrued is shared with the client in the form ofreduced bill.
Facility management is normally feasible for bigger clients or where one firm can cater to theneeds of several clients in the same locality. Then it becomes economical to makeinvestment on a bigger facility and employing a limited number of personnel who can dealwith several clients at the same time.
3.5 Tools for Financial Analysis of Cogeneration Projects
Regardless of whether the cogeneration project is a totally new facility or a retrofit of anexisting operation, the project will materialize only if it is financially attractive. There are a

Economic and financial aspects of cogeneration 33
number of financial indicators to measure the attractiveness of a project. Some indicators areused to compare several projects to decide which one is the best alternative.
The sizing of the cogeneration system is sometimes carried out by financial analysis in griddependent cases where there is an option for importing electricity instead of self-generationof all the electricity. In such circumstances, the optimum size of cogeneration wouldcorrespond to a system that has the minimum annual total cost (or maximum annual netprofit).
Commonly employed financial indicators for cogeneration feasibility study are the paybackperiod (PBP), net present value (NPV), and internal rate of return (IRR).
The easiest and basic measure of the financial attractiveness of a project is the paybackperiod (PBP). It reflects the length of time required for a project to return its investmentthrough the net income derived or net savings realized. It is the most widely employedquantitative method for evaluating the attractiveness of a cogeneration system. Assuminguniform energy cost saving every year, PBP is expressed as:
The simple payback period gives an idea of the time frame necessary for the net energy costsaving (or cash benefits) to pay the total installation cost of a cogeneration system. Itdisregards the salvage value, and the time value of money.
The net present value (NPV) of a stream of annual cash flows is the sum of discountedvalues of all cash inflows and outflows over a certain time period. For a cogeneration project,initial investment costs are assumed as cash outflows and net annual energy cost savings(or net annual benefits) are cash inflows. Thus, NPV is expressed as
When cogeneration system alternatives of different capacities are being compared, the netpresent value is an important financial parameter. The project that has the highest netpresent value would be chosen as the best alternative system.
The internal rate of return (IRR) is defined as the discount rate that equates the present valueof the future cash inflows of an investment to the cost of the investment itself. Actually, theIRR is the rate of return that the project earns. The equation for calculating the internal rate ofreturn is given as:
NPV = - Io + + + .................... + +
= - Io + +
Where, Aj = Net saving (or profit) in time period j (j=1,2,.....,n) Io = Initial investment cost
i = Discount rate NPV = Net present value S = Salvage value
A1 A2 An S
(1+i) (1+i)2 (1+i)n (1+i)n
n
j=1
Aj
(1+i)j
S
(1+i)n
Payback Period = Total installation cost
Annual energy cost saving (or annual net benefit)

34 Part I: Overview of cogeneration and its status in Asia
Manual computation of IRR is generally an iterative process. One starts with an assumptionof the rate first and calculates the net present value of the cash flow stream. If the net presentvalue is negative, the process is repeated with a lower assumed IRR. The iterative processwould be repeated until the net present value becomes zero (or nearly zero). However, manypersonal computer spreadsheet programs and some hand-held financial calculators have theability to compute IRR from a stream of cash flows.
To judge the suitability of a cogeneration project, comparison is made between IRR anddiscount rate (or required minimum rate). If IRR happens to be less than the discount rate,the project would be rejected.
3.6 Assessment of Financial Feasibility of Cogeneration Projects
Once a client is satisfied with the rough payback period of a specific cogeneration project, acommon and simple procedure of financial feasibility of that particular alternative may bepursued, as shown in Figure 3.2.
Figure 3.2 Flowchart of cogeneration feasibility analysis
In the estimation of NPV for a cogeneration project, the total investment costs are taken ascash outflows, and cash inflows are the difference between the annual total cost ofcogeneration system and that of the conventional energy supplies.
Sometimes, the total discounted costs of different cogeneration alternatives are estimatedinstead of the NPV of a single alternative, e.g., the case of a grid independent project. All thecash outflows are considered and discounted to the present value. The option that has theleast discounted costs would be selected as the best system.
0 = - Io+ + +.....+ +A1 A2 An S
(1+IRR) (1+IRR)2 (1+IRR)n (1+IRR)n
IsNPV > 0
IsIRR>Expected
Rate
Yes
No
Yes
Accept theSystem
Cost Data ofthe System
No
FinancialParameters
Reject theSystem
EstimateNPV
EstimateIRR

Economic and financial aspects of cogeneration 35
Investment decisions are based on the above mentioned financial indicators which arecalculated from cash flow streams. The cash flows are estimated based on a number offactors such as future costs, interest rates, fuel costs, expected investment levels, tax ratesand so on. Therefore changes in these parameters affect drastically the financial indicatorsand investment decisions. It is necessary to analyze how the value of a financial indicator(e.g. internal rate of return) changes when one or more of the input parameters (e.g. discountrates, fuel prices, investment costs) deviate by a certain amount (or percentage) from theexpected value. This is known as the sensitivity analysis.
If the system to be installed has no access to the utility grid, the financial feasibility study willlead to the best cogeneration alternative since the sizing of different alternatives would havebeen carried out in the technical feasibility study. Financial indicators are estimated for eachcogeneration system retained after the technical feasibility study. The best cogenerationalternative that has the highest NPV (or the least total discounted cost) would be selected.
For systems having access to the utility grid, the optimum size of alternative cogenerationsystems is determined by the financial feasibility study. The optimum size of each alternativewould be that which has the highest net present value (or least discounted cost). After sizingeach alternative system, the best alternative that has highest net present value (or leastdiscounted cost) would be selected. Normally determination of the optimum size of aparticular cogeneration system is done by computer software because it is a repetitive andtime-consuming process, dealing with a large number of variables and parameters. Theobjective function of the optimization process may be the maximization of the net presentvalue or the minimization of the total discounted costs.
Finally, the best cogeneration system would be identified after the sensitivity analysis iscarried out to make sure whether the selected cogeneration system is still financiallyattractive with possible variations in the values of some critical parameters.
To summarize, assessment of the feasibility of a cogeneration project involves four distinctsteps, as follows:
1. Analysis of the energy demand pattern (electricity, thermal energy);
2. Identification of the different technical options (considering technical constraints,equipment availability, space constraints, etc.);
3. Optimization of each technical option (overall efficiency, part load performance);
4. Financial analysis for selecting the best option (payback period, internal rate of return).

Policy framework for promoting cogeneration 37
CHAPTER 4: POLICY FRAMEWORK FOR PROMOTING COGENERATION
4.1 Introduction
Small and medium size cogeneration projects extend indisputable benefits to both thecogenerator as well as the utilities/governments. Cogeneration projects are environmentallybenign or have greater scope to limit the environmental impact as compared to large-scalefossil-fired or hydropower plants. Moreover, small to medium-scale projects are less risky toimplement as they may have a lower life cycle cost as a result of three factors:
shorter construction time in comparison with large scale power plants;
lower project development expenses due to less complex negotiation process; and
perception of lower financial risk by the potential lender.
In addition, site selection for setting power generating facility by the utilities is a rathercomplicated procedure. In comparison, cogeneration is suitable for any site closer to end-users and can lead to savings on costs associated with transmission of electricity. There isthus a great scope for providing electricity in remote areas at a lower cost than from thecentralized utility grid.
In spite of the above facts, cogeneration development so far has been rather slow becausethere is a general feeling among the Asian energy policy makers that only large scale thermalpower generation projects can be economically and financially viable to tide over theimpending electricity capacity shortage. In the process, they have underestimated the risksinvolved in the implementation of large-scale power generation projects with private sectorparticipation and overlooked the potential contributions from a great number of small-scalecogeneration and renewable energy projects.
Secondly, most electric utilities look down upon cogeneration projects as unreliable. It is truethat many industries, such as steel, cement, petrochemical and agro-processing, havingcogeneration potential consider the output power as a by-product, thermal energy being theirmain energy source for matching the process energy demand. As the demand for thermalenergy may fluctuate with time and production, these industries will find it difficult to optimizefirm power purchase agreements with the utility. Instead of looking for innovative riskallocation and pricing schemes, utilities often limit the amount of power that can be sold tothem in the power purchase agreement to minimize the risk of depending on thecogenerators. Any additional electricity supplied by the cogenerator is purchased using non-firm pricing which discourages the cogenerators in investing on such projects.
In countries where energy prices have not been rationalized, there is a tendency for the state-owned utilities to charge the industrial and commercial sectors more for the electricity theyconsume in order to cross-subsidize other sectors. A number of industrial and commercialsector clients have economically viable cogeneration potential. But as they pay a highelectricity price to the utilities, any attempt by them to generate their own power is perceivedas a loss of revenue and a threat by the utilities.
The following section will cover some of the barriers to cogeneration development in general.This will be followed by discussion on the policy, institutional and regulatory measuresnecessary for overcoming the obstacles and promoting cogeneration.

38 Part I: Overview of cogeneration and its status in Asia
4.2 Barriers to Cogeneration Development
Obstacles to cogeneration development can be classified into the following: technicalbarriers, financial drawbacks, poor institutional framework, short-sighted electric utilitypolicies, and low environmental concern.
In most instances, these barriers are country specific because there are a lot of differencesin the energy demand patterns, electricity supply structures, fuel pricing, fuel availability,climatic conditions, environmental considerations among the countries in the differentcontinents. For instance in Europe, the share of cogeneration in the overall power generationin a country like France is low because the national policy in the past had been to dependmainly on power generation based on nuclear energy. In Netherlands and Germany wheremore natural gas and coal are available, the government policy has favoured cogenerationdevelopment. In a country like Spain having no need for heating of buildings throughout theyear, there is a trend to recover the waste heat for comfort or process cooling applicationsusing vapour absorption chillers in the hotter months. In colder climates, urban cogenerationschemes have been closely associated with district heating schemes to meet the spaceheating and hot water requirements. The problems associated with industrial or commercialcogeneration are quite different from those encountered in district heating applications whichcontribute to about 40 per cent of the European Union’s electricity generation throughcogeneration.
4.2.1 Technical hurdles
First technical barrier is the lower level of awareness about the soundness of cogenerationtechnologies due to the lack of technical information at the level of local utilities, industries,potential cogenerators and governments. In fact, awareness building about cogeneration isthe very first step to promote cogeneration systems.
Lack of capability to locally manufacture some energy supply equipment can lead to higherinvestments linked with higher cost of imported equipment. Inferior quality of equipmentproduced by local manufacturers with poor technologies also hampers the propagation ofcogeneration systems.
In many developing countries, the technical expertise to design, construct and operate energyefficient cogeneration systems is quite limited. For grid-dependent systems with the option ofelectricity export to the grid, advanced electrical control systems are necessary for bothcogeneration plants and local electric utilities. The local electric utilities must have competentpersonnel who are capable of operating a more complicated system consisting of utility-owned power plants and cogenerators. The cogeneration systems need skilled techniciansfor regular maintenance and trouble-free operation.
Lack of infrastructure is also one of the obstacles in promoting cogeneration systems. Forinstance, there are natural gas networks in many developed countries. The lack ofinfrastructure such as gas handling, storage and distribution auxiliaries in some developingcountries leads to technically more complicated systems for gas powered cogeneration.
4.2.2 Economic and financial constraints
Cogeneration systems are somewhat capital intensive. Investments required are sometimesout of reach of energy consuming facilities such as industries, commercial buildings,hospitals, etc., in many developing countries.

Policy framework for promoting cogeneration 39
Any lack of guarantee for long term availability of fuels can lead to higher risks in investing incogeneration systems. For example, unlike the developed economies, the availability of fuelsin most developing countries depends on the government’s policy changes due to themonopoly of the energy sector. There will be uncertainties about the actual energy costsavings unless long-term fuel supply is ensured.
A cogeneration scheme may be found to be a good financial investment and providereasonable payback period. The hindering factors however are those which limit the incomederived from the products (heat and electricity) or increase the cost of inputs (equipment andfuel). Among these, electricity pricing appears to be the deciding factor that is beyond thecontrol of the cogenerator. Some sort of involvement of energy companies and developmentof third-party financing schemes can help to reduce the financial uncertainties.
In countries where prices of other fuels and electricity are subsidized, cogeneration systemscannot be financially attractive for private or public enterprises if the energy consuming facilityhas easy access to the grid or can buy other subsidized fuels. The low rate of return oninvestment would not justify the high capital requirement of a cogeneration system.
Investors may often look for some form of incentives such as reduced fuel prices, investmentsubsidy, tax benefits and attractive tariffs. In countries having no or inadequate incentives,cogeneration development has been found to be low or marginal. In industrialized countries,cogeneration has been promoted through financial incentives such as soft loans, subsidies,tax credit, etc. Experiences show that these financial incentives are effective tools toenhance the development of cogeneration in industries and utilities.
4.2.3 Poor institutional structure and inadequate regulatory framework
Like other energy efficient technologies, cogeneration can be effectively and rapidly promotedby the government and appropriate institutions working together in harmony. Institutionalissues are mainly related to the seriousness of the national authorities in promotingcogeneration in order to achieve conservation of fossil fuels and protection of theenvironment.
In some instances, existence of a promotional organization for cogeneration has helped toestablish policy measures and develop cogeneration market. Some developing countries lackinstitutions or have inadequate institutions to deal with energy and environment matters. Insuch instances, there are no energy conservation campaigns and distribution of informationon energy efficient technology such as cogeneration.
Inadequate regulatory framework can set negative example in the form of poorly planned anddesigned projects. For bigger cogeneration projects involving district heating/cooling networkin city centres or industrial estates, the need for investment may be high. When foreigninvestment is involved, the question of allocating sovereign risks and guaranteeing utilitypayment obligations must be resolved. Lack of experience in planning and lack of transparentpower purchase agreement can lead to prolonged process of negotiation between the projectdevelopers and the concerned authorities, resulting in unnecessary delays in projectimplementation and financial losses to the developers.
Some of the regulatory issues concern fulfilling of technical requirements, licensingarrangements, ability to “wheel” (i.e. allowing cogenerators to sell electricity and heat directlyto energy consumers, not through utilities), etc. While the principle of authorization soundsreasonable, procedures can be bureaucratic, complex and time consuming, thus perceivedas a disincentive for potential cogenerators with little experience in the power sector.
It is also important that the government and institutions themselves must be aware of thebenefits of cogeneration in achieving higher overall energy efficiency and lower emission of

40 Part I: Overview of cogeneration and its status in Asia
pollutants. However, the lack of expertise in government body and relevant institutions leadsto lower level of awareness on cogeneration and weak policy on the development ofcogeneration.
Some developing countries have realized the importance of energy conservation in theeconomic growth. They have formed a number of institutions to handle the energy mattersincluding promotion of cogeneration. However, the duty and responsibility of each institution isnot clearly defined or there is an overlapping of responsibility among the institutions. Such aninefficient institutional structure leads to ineffective cooperation between the government andindustries or other energy intensive facilities. Contradictory policies and complicatedprocedures often frustrate the potential cogenerators.
4.2.4 Role of electric utilities
Equally important is the role and attitude of electric utilities towards cogeneration. In spite ofthe fact that these utilities are being restructured in many parts of the world including Asia,many among them remain monopolistic in nature. Significant investments have been made inthe past to develop their generation capacities. As some of these investments have beenwritten off, relatively inexpensive electricity is produced which is not conducive to thedevelopment of alternative options of power generation even when they are found economic.If electricity prices are low, there is little incentive for the users to consider supplying theirown power or sell it to the grid with unattractive payback periods. Unhelpful utility attitudesand actions are manifested in the following recurring themes:
• tariffs fixed for purchasing surplus electricity from cogenerator are too low;
• tariffs for stand-by or back-up supplies to the cogenerator are excessive;
• sale of electricity to third parties is rarely permitted or is too expensive;
• technical authorization to new schemes are not always fully transparent; procedurefollowed can be time consuming and costly.
Where utilities do not consider the cost of additional power generation (system avoidedcosts) while fixing the power purchase agreement with the cogenerators, they cannot raiseenough funds to expand their generating capacities, while they hinder the growth of privateinvestment in power generation or cogeneration. In the process, there is a shortfall betweenthe supply and the demand and there is a slowdown of the national economy.
Sometimes, although there are several energy and environment related institutions in somecountries, they are not capable of formulating suitable energy policies. For instance, theycannot draft well-structured electricity tariffs. These institutions often imitate the energypolicies directly from other countries that are not always suitable for their respectivecountries. Therefore, the lack of ability to formulate and implement sound energy policiesleads to improper dissemination of energy efficient and environmentally sound technologiesincluding cogeneration.
4.2.5 Environmental issues
Some developing countries feel that environment is a matter of concern of industrializedcountries. They are reluctant to impose environmental restrictions on industries, being afraidthat local industries would lose the competitiveness in world market. Such a situation favoursthe use of cheaper and pollution intensive fuels in inefficient manner. Without energyefficiency standards and environmental regulations, cogeneration systems would not get anadvantage over other systems. Therefore, higher environmental concern is necessary topromote cogeneration.

Policy framework for promoting cogeneration 41
Where emission regulations are used to limit air pollution related to various economicactivities, they can be discriminatory against cogeneration installations, as the emissionthresholds set do not always recognize the efficiency of energy conversion of thecogeneration process. Though a cogeneration plant may increase the local emissions, itnormally displaces even more emissions at the fossil fuel power plant. Any relaxation in thelimit of air pollution can help to reduce the investment on cogeneration facilities.
Natural gas is widely recognized as a clean fossil fuel for cogeneration applications. Where itis available and the gas network exists, natural gas can be a promising fuel if it is not tooexpensive. The Netherlands has been most successful in gas powered cogenerationwhereas the price of gas is cited as a major obstacle for its propagation in Germany.
Other barriers include the lack of skilled manpower and management. In most cases, boththe electric utilities as well as the industrial plants lack skilled manpower and managers tohandle the specific task of heat and power production.
4.3 Policy and Regulatory Framework for Promoting Cogeneration
4.3.1 Establishing right policy framework
The development of cogeneration is basically a policy issue. The first prerequisite therefore isan ideal policy framework, as has been demonstrated by some countries which have madeconsiderable progress in this domain, such as Japan, Republic of Korea and Thailand inAsia, and the Netherlands and Denmark in western Europe. The motives for action may varydepending on the priorities set, and the methodology pursued may also be different.Whatever may be the rationale behind such a move and whatever the tools used, the policiesmust be supported by a clear political will for achieving any tangible result.
Planning and decision making regarding capacity expansion should involve the nationalauthorities, electricity producers and distributors as well as potential developers of alternativeenergy sources including cogeneration. Fair and transparent criteria such as cost-effectiveness and environmental benefits will help to create a more competitive and convivialatmosphere for greater investment.
Certain principles need to be upheld by the policy makers to assure greater private sectorparticipation in energy generation and cogeneration, so that the capital requirements forpower system expansion can be met. These include:
• preparation of a well structured regulatory framework, including separation ofresponsibilities and authorities for efficient and timely project implementation;
• launching of balanced programme in terms of the type of project (project size,technology, choice of fuel) and the type of market served (sale to utility, third parties);
• systematic implementation of programmes and projects following a well defined workplan, including completion of important planning activities and establishment of biddingand contract awarding procedures;
• setting of fair and transparent procedures for soliciting, evaluating and awarding bids,which will help to maximize competition thanks to a greater participation of lenders andinvestors;
• conducting negotiations in an open and transparent manner, without resorting to negativetactics;

42 Part I: Overview of cogeneration and its status in Asia
• revising regulatory frameworks, legal and institutional arrangements, bidding as well asnegotiation procedure periodically on the basis of experience gained, and in consultationwith all the other partners concerned.
4.3.2 Adequate regulatory measures
There should be certain regulations that clearly define the cogeneration system by specifyingthe fuel to be used, energy efficiency, minimum or maximum ratio of heat to power, etc.Regulations should allow the purchase and sale of power between cogenerators and electricutilities. The obligations and rights of cogenerators and electricity utilities must be clearlydefined as well as the interaction between them. A sound investment climate should becreated in order to attract foreign investment into the field of cogeneration.
Development of a positive regulatory framework regarding the role of the electricity industrywill send the right signal to the potential cogenerator. This should include purchase and saleof electricity, back-up facilities and wheeling of electricity to third parties. There should bearrangement for the grid to buy back electricity from a cogenerator. The price of electricitypurchased should be based on avoided cost of electricity generation by the utility.Experiences in many countries show that capacity allowances fixed are inadequate and theprinciple of avoided costs is not fully applied while setting up the pricing structure forpurchasing cogenerated electricity.
Small cogenerators are prone to equipment failure or unscheduled breakdown. Penalties forimporting electricity during these periods can have severe impact on the economics of thecogeneration project, as has been found in a number of countries. The utility should belenient in such cases and provide emergency power at a reasonable rate.
The arrangements for “wheeling” or selling electricity to third parties are not widely adopted oraccepted by energy policy makers in many countries. Wheeling should not only be allowedbut also encouraged at sites where there is a shortage of local supply of electricity or whenpower is delivered at a lower level than that of the electricity network.
4.3.3 Examples of regulations in selected Asian countries
Some aspects of regulations for cogeneration facilities in Thailand are presented here. Thebenefits that can be enjoyed by cogenerators in some other selected countries are alsomentioned in order to give an idea of how cogeneration can be effectively promoted bymeans of good regulations.
In Thailand, regulations for the purchase of power from small power producers wereapproved in 1992. The sections that are relevant to the cogeneration systems are mentionedbelow.1
The operating standard of a cogeneration facility is that the process must involve continuoususe of energy by employing a topping cycle or a bottoming cycle thermal process. Thethermal energy to be used in thermal processes other than electricity generation, must be noless than an average of 10 per cent of the total energy production during each year.
The efficiency standard of cogenerators is set such that if oil and/or natural gas is used eitheras a primary or supplementary fuel, the sum of the electricity produced and one half of the
1 Electricity Generating Authority of Thailand, Regulations for the Purchase of Power from SmallPower Producers, Thailand, 1992.

Policy framework for promoting cogeneration 43
thermal energy used in the thermal process on an annual average must be at least 45 percent of the total energy from oil and/or natural gas (based on Lower Heating Value).
In case of the electricity being exported from a cogeneration facility to the power utilities, thecogenerator will be qualified as a small power producer if the following criteria are met:
I. Electricity export capacity to utilities should not exceed 60 MW (this can be raised to90 MW on a case by case basis)
II. The cogenerator must generate and supply electricity to the public utility during theutility’s system peak months of March, April, May, June, September and October, andthe total hours of electricity production supplied to the utility must be no less than7,008 hours per year.
The cogenerator is responsible for the cost of system interconnection which includes thecosts of the transmission and distribution systems, metering, protective devices and otherexpenses arising from undertaking to purchase electricity from the cogenerator.
The cogenerator is also responsible for the cost of equipment inspection which refers to theutility system and the expenses to be incurred from corrective actions that may arise inaddition to the normal practices of the utility.
If the electric export contract period is more than 5 years, the qualifying cogenerator canobtain the capacity payment and energy payment based on long term avoided costs ofelectric utility. Otherwise, the cogenerator can obtain only energy payment calculated on thebasis of short run avoided energy cost of utility.
Cogenerators are allowed to use electricity from the public utility as back-up power. In thiscase, they must pay demand and energy charges to the utilities.
Cogenerators must be billed energy charges (Baht/kWh) at the same price as otherelectricity consumers pay, but they pay only half of the demand charges (Baht/kW/month)which are applicable to other small power producers.
In Malaysia, the energy policy is geared towards cutting down on the use of oil andpromoting the use of non-oil indigenous resources such as gas, hydro and coal. Major gasinfrastructure developments are being carried out and greater use of gas for powergeneration is planned.
The Electricity Supply Act (ESA) of 1990 provides a legislative framework for regulating anyactivity in the electricity supply industry in Malaysia. Together with any regulations that can bemade by the Minister (of Energy, Telecommunications and Posts) under section 53 of thisAct, it forms the regulatory framework for those who opt for cogeneration.2 Benefits ofcogenerators under ESA are:
• Electric utilities must sell power to cogenerators’ facilities;
• Electric utilities must provide inter-ties with cogeneration systems, if requested by thecogenerator;
• Electric utilities must operate in parallel with a cogenerator facility if the cogeneratorwishes to do so;
2 F. X. Jacob, “Development of cogeneration and its regulation in Malaysia”, National Seminar onEnergy for Future Generation, Malaysia, 1995.

44 Part I: Overview of cogeneration and its status in Asia
• Electric utility rates for the sale of electricity to a cogenerator must be non discriminatorywhen compared with other customers;
• The electric utility must provide special services to cogenerators, even though similarservices are not extended to other customers; these include top-up and stand-by power;
• Rates for stand-by power shall not be based on the assumption that outages of allcogenerator’s facilities on a given electric utility system will occur simultaneously orduring peak periods. The rates for power purchased during maintenance shall take intoaccount the extent to which the scheduled outages of the cogenerator's facility can beusefully co-ordinated with those of the utility’s facilities;
• Cogenerators who qualify to sell electricity to the utility will be paid for at the utility avoidedcost.
In the Philippines, Energy Regulations No. 1-95 allows private sector participation in powergeneration activities and also covers cogeneration systems.3 Under this regulation, thebenefits gained by cogenerators are:
Electric utilities shall sell power to a cogenerator if requested;
Cogenerators can sell power to the electric utilities and the utilities can purchase at a ratebased on utilities’ avoided cost;
Except for back-up power, rates for sales of electric utilities to cogenerators can be based onthe net interchange of energy between them. The applicable rates in this case shall be therates stipulated in a contract between cogenerators and utilities;
Electric utilities shall provide the back-up power and maintenance power at a rate approvedby Energy Regulatory Board;
For small scale cogenerators (having capacities below 10 MW), the electric utilities shallshoulder all costs needed for establishing the physical connection between the cogenerationfacilities and utilities’ transmission network;
For the cogeneration facility of any size, maintenance costs for the interconnection facilitiesshall be borne by electric utilities.
4.3.4 Financing issues
Cogeneration systems are somewhat capital intensive. Many countries in the region face amajor obstacle to the development of innovative energy technologies such as cogenerationdue to lack of investment financing, particularly when there is a rapid economic growth takingplace and the energy prices are low. It becomes imperative to look for financing techniquesthat will have less impact on a firm’s financial balance sheet. In some cases, grants can helpto reduce investment costs and to promote the financing of remaining investment. The aim ofthe grant should not be merely subsidized to improve the company’s profit, but to minimizefinancial risks associated with innovative technologies.
Incentives provided by the public authorities may include tax relief and accelerateddepreciation for investments in cogeneration systems. Interest rate subsidies and loan/equityguarantees may also be considered for reducing the risks associated with private sectorinvestment in small and medium enterprises. As an energy efficient device, some equipment
3 Department of Energy, Implementing Rules and Regulations, Executive Order No. 215, thePhilippines, 1995.

Policy framework for promoting cogeneration 45
to be used in cogeneration systems should avail duty-free or low duty benefits. Severalcountries in Asia have already adopted a number of these measures in their efforts toencourage efficient energy generation and utilization. For example, the government of Indiahas listed a number of energy generating devices which are eligible to apply for reducedimport taxes and duties, accelerated depreciation, income tax holiday, capital and interestsubsidy, etc. (for more details, please see Part II, Chapter 1).
In Europe, apart from the national incentives given to private companies, there are severalEuropean Union energy programmes that provide grants to encourage investment in energyefficiency (e.g. JOULE, THERMIE). The concept of third party financing is strongly supportedby the European Commission in order to help companies finance investment withoutaffecting their balance sheets. Projects suitable for third party financing can get assistancefrom the SAVE programme and the Technology Performance Financing (TPF) systemdeveloped under the SPRING programme of the European Commission.
4.3.5 Role of electric utilities
A factor of prime importance appears to be an adequate definition of the structure and activityof the electric utility. There is a trend across the globe for liberalization, restructuring andgradual disintegration of the traditional vertical energy supply monopolies. Some Asiandeveloping countries are already envisaging to separate the production and distributionoperation of the vertically integrated utilities. The emphasis should be clearly to bring forthprogressive changes in the utilities so that they gradually become suppliers of energyservices.
The public and monopolistic natures of electric utilities in many developing countries lead tosubsidized price of electricity and improper tariff structures that hinder the promotion ofcogeneration systems. The electric tariff should be acceptable to all parties concerned andnot protect the interest of any specific entity. For projects with long term commitments, thetariff structures should reflect the long-run marginal cost of electricity generated. Thereshould be rules and regulations for the sale and buy-back rates for electric utilities andcogenerators; the latter should get benefits for their installed capacities and exportedelectricity based on the avoided costs of electric utilities.
The active and supportive role of electric utilities in different forms, such as promotionalactivities on behalf of cogenerator, investment in schemes, establishment of joint venturesand setting up conducive tariff structures, can be crucial to the development of cogeneration.For example, utility owned cogeneration is quite common in Denmark and Germany that havea long record of adopting district-heating networks. In countries like the Netherlands, Spainand the United Kingdom of Great Britain and Northern Ireland (United Kingdom), joint ventureshave been established between utility and cogenerator. Similar initiatives have also beentaken in Japan, Republic of Korea and Thailand.
A contentious issue related to private participation in power generation is the decision onfixing the new capacity that should be added. Capacity planning should not only haverepresentation from government and electricity producers and distributors, the interests ofthose willing to contribute to decentralized power generation and cogeneration, should alsobe protected. The procedure applied should be fair and transparent, taking into accountfactors such as cost-effectiveness, location of the plant, environmental benefits, etc. If acogeneration facility shows the same economic promise as a conventional power plant, it isobvious that the former should be given a priority.
The idea of the power utilities implementing a competitive bid process seems the rightapproach to determine the realizable potential for cogeneration. This helps to avoid situationsof the supply of power greatly exceeding the demand.

46 Part I: Overview of cogeneration and its status in Asia
4.3.6 Internalization of environmental costs
Fossil fuel and electricity prices are forecasted to remain low for the short and mediumterms. As a result, there is likely to be a lack of market forces to support energy efficiencyprojects, including cogeneration using fossil fuels. In the absence of other specific incentivesfor cogeneration development, there is a need to develop a mechanism to internalize externalenvironmental costs. Though Denmark and Sweden have succeeded in introducing suchmeasures for energy conservation, the European Union proposal for an energy/carbon taxhas met with significant resistance. The tax revenues on fossil fuel and electricity, similar tothe one introduced in Thailand (a small tax imposed on oil products to sustain the EnergyConservation Promotion Fund), could be used to promote all activities leading to energyconservation, including cogeneration.
4.3.7 Setting targets for cogeneration development
It is important to set ambitious but realistic targets for cogeneration development as itdemonstrates a clear political commitment. If insufficient action is being taken, pressure maybe applied by the organizations that are in-charge of promoting cogeneration. In the EuropeanUnion, specific targets have been set by a number of countries including the Netherlands,France, Spain and the United Kingdom. This obliges the concerned authorities to monitor theevolution of cogeneration on a regular basis, and intervene, if necessary, in a proactivemanner by taking timely policy and implementation decisions in consultation with all thebeneficiaries.

Cogeneration in Asia today 49
CHAPTER 1: COGENERATION IN ASIA TODAY
1.1 Introduction
The concept of cogeneration is not new to Asia. What is new, on the other hand, is therenewed interest in cogeneration associated with the recent changes in government policiesregarding the role of private sector in the power sector. Deregulation of the power sector hasgiven the right thrust towards revitalization of the cogeneration concept, and has provided anexcellent opportunity for cogeneration to flourish. Experience in some countries have shownthat while independent power producers (IPPs) are facing some teething problems, the smallto medium sized cogeneration projects, despite their relatively small scale, have been moresuccessful under the small power producer (SPP) programme. Based on location,environment and small-scale advantages, these projects have been capable of providingsurplus power at highly attractive rates.
The technology of cogeneration has matured over the years and equipment of all capacitiesand designs are readily available in the market. Moreover, the Asian region has a very largeand growing industrial base from which cogeneration projects can be easily developed. Giventhe right policy and regulatory framework, and rational pricing mechanism, cogeneration isguaranteed to bring economic and environmental benefits at the micro and macro levels.
The degree of cogeneration development varies widely from one country to another. There areseveral determining factors, including the level of economic and industrial development,status of power sector in terms of demand versus supply, availability of fuels, governmentpolicies regarding the role of private sector in energy supply, local climatic conditions, etc.Each country should develop its own strategy and set targets for developing cogeneration onthe basis of above factors.
In this context, the examples set by Japan as an industrialized country, and Thailand as adeveloping country, are noteworthy and their cogeneration experiences have been given insome details in this section. The status of cogeneration in some other Asian countries is alsobriefly covered here.
Many Asian countries have a strong agriculture base and do generate large quantities ofresidues from agro-processing industries. These residues have proved to be an excellentprimary energy source for cogeneration, not only meeting the thermal energy and powerneeds of the industries concerned, but also providing excess power which can be exported tothe utility grid or sold to neighbouring industries. The last part of this section gives an overviewof cogeneration from wood and agro-industrial residues in South-East Asia.
1.2 Status of Cogeneration in Japan1
Following the Third Conference of Parties held at Kyoto in December 1997, Japan has setitself a target of reducing the greenhouse gas emission by 6 per cent by the year 2010, taking1990 as the base year. An Environmental White Book was released in June 1998 whereincogeneration appears as one of the important measures to reduce CO2 emission.
1 A. Ishiyama, “Use of cogeneration system in Japan”, ESCAP South-east Asia Sub-regional Seminaron Promotion of Energy Efficiency and Pollution Control through Cogeneration, Hanoi, 10-11 November1998.

50 Part II: Cogeneration experiences in Asia and elsewhere
Cogeneration is a well known concept in Japan, and the total cogenerating capacity of publicpower plants and industrial and commercial cogenerators represents 1.8 per cent of the totalpower generation capacity of the country. As of March 1998, there were 1,490 units totalling789 MW installed for commercial use and 1,051 units totalling 3,507 MW for industrialapplications. The details of capacities installed according to the type of prime mover aresummarized in Table 1.1. As can be observed, industrial cogeneration plants with an averagepower generation capacity of 3.34 MW tend to be much bigger in size compared to the onesused for commercial applications, typically around 0.5 MW. Gas turbines are popular as primemovers for bigger capacities, followed by diesel engines, and gas engines are widely appliedat sites with very low demand, ranging between 220 and 450 kW. Gas turbines have a lowgenerating efficiency but higher heat recovery rate, making them more attractive for industrieshaving high demand for steam. On the other hand, diesel engines with high generatingcapacities but low heat recovery rates are recommended for sites with high electricitydemands and less heat, mostly in the form of hot water. Gas engines perform somewherebetween the other two types of prime movers.
Table 1.1 Cogeneration plants by types and capacities in Japan (March 1998)
Type of application Projects Prime movers
Number Total Capacity(MW)
Average capacity(kW/project)
Number Average capacity(kW/unit)
Commercial Use- Gas turbines- Diesel engine- Gas engines
45768677
156407226
3,467530334
811,3471,022
1,926302221
Industrial Use- Gas turbines- Diesel engine- Gas engines
255563233
1,9861,366
155
7,7882,426
665
3331,075
344
5,9641,271
451
1.2.1 Cogeneration development trend
The number of installations as well as the capacity has been steadily increasing over the lastdecade (see Figure 1.1). After a sharp rise in 1990, the growth rate slowed down in 1992 dueto recession and decline of energy price. There has been a renewed interest in cogeneration,proven by the fact that over 850 MW of cogeneration capacity was added between March1996 and March 1998.
Data of commercial and industrial cogeneration by type of activity, including number ofinstallations and generating capacities, are summarized in Table 1.2. Among commercialapplications, hotels rank first in terms of number and total capacity, followed by shoppingcentres and offices. The main features of these sites include long and continuous operatinghours, constant demand of thermal energy for hot water, steam and chilled water. Though afew in number, the district heating and cooling network projects with much higher averagesizes, contribute significantly to the total capacity. Among industrial uses, pharmaceutical andchemical industries have the largest share in terms of number and capacity. Other sub-sectors having high cogeneration capacities are oil and gas, pulp and paper, iron and metals,and machinery. In contrast, the food industry uses many smaller systems.
1.2.2 Government support for promoting cogeneration
The support extended by the government for promoting cogeneration may be classified intofour categories: special taxation, low interest loan, investment subsidy, and subsidy for newtechnology development.

Cogeneration in Asia today 51
Figure 1.1 Cogeneration development trend in Japan
Table 1.2 Details of commercial and industrial cogeneration projects in Japan(March 1998 data)
Commercial Cogeneration Industrial CogenerationBuilding type No. of
projectsTotal capacity
(kW)Industry type No. of
projectsTotal capacity
(kW)
OfficeHotelSports facilityPetrol stationShopsTraining centresR&D centresHospitalsBath housesDistrict heating/coolingOthers
19329216486
1948952
1538713
165
95.7161.974.25.5
138.833.833.281.611.969.783.0
FoodTextilePulp and paperPharmaceutical/chemicalMetalElectrical equipmentMachineryOil and gasWater works/sewageMiningOthers
1867065
2058987
123492416
138
2711713199383981912755962046
282
The cogenerator may avail either 30 per cent depreciation on the installation cost or 7 per centof tax exemption in the first year of acquisition of cogeneration plant. Low interest loans (2.3per cent per year) can be had for 40-70 per cent of the total investment cost.
Types of subsidies given by different organizations depend on the type of projects, as follows:
• Subsidy by New Energy and Industrial Technology Development Organization (NEDO):
- large scale cogeneration for district heat supply (15 per cent of the investment, up to amaximum of US$5 million);
MW Generating Capacity
0
1,000
2,000
3,000
4,000
79 83 87 91 95Fiscal Year
Commercial
Industrial

52 Part II: Cogeneration experiences in Asia and elsewhere
- high efficiency natural gas cogeneration system (less than one-third of investment; ifthe project is implemented by the local government, the amount can be as much asone-half of investment, with an upper limit of US$174,000);
• Subsidy by Ministry of International Trade and Industry (MITI): cogeneration for petrolstations (up to one-fifth of investment but no more than US$43,000);
• Subsidy by LPG Gas Centre: LPG cogeneration for LPG Depots (a maximum ofUS$150,000);
• Subsidy by the Local Government: Cogeneration in regional central disaster hospital (up toone-third, not exceeding US$1.5 million).
Lastly, grants can be obtained for development of new generation environment-friendlytechnologies such as ceramic gas turbines, ceramic natural gas engines, large-scale highefficiency fuel cells, etc.
1.2.3 Revision of electricity supply law
Under the Electricity Supply Law, nine regional electric utilities had the monopoly to supplyelectricity in the whole country. This law was revised in 1995, which now helps in furtherpropagation of cogeneration. The law now allows the private sector to:
• Sell self-generated electricity to the electric utilities - Private sector was invited by theelectric utilities to supply 2.7 GW of electricity by tender for the period from 1999 to 2002;all the offers added up to 11 GW capacity of which 3 GW was finally approved. In thesecond phase for 2001-2004, another invitation was extended for sending tenders for 2.9GW capacity and 14 GW of offers were received; the selection process is on foraccepting 3 GW of capacity;
• Wheeling self-generated electricity to other areas through the utility transmission network(from April 1998) – The transmission cost is about one-third of the electricity price set bythe power utilities. Some companies have benefited from this option by exportingelectricity from one site to another, such as Ooji Paper Company (such as the Kurefactory, and the Nobeoka factory), Sumimoto Chemical Company and Asahi ChemicalCompany;
• Supply self-generated electricity to third parties – this has helped in strengthening EnergyService Companies. For example, 10 companies in Suwa area have established anenergy supply company that uses gas turbine cogeneration to supply 3 MW of electricityand steam as well as chilled water to hospitals and other users. A utility service companyhas installed 3 units of gas turbines, each of 4.3 MW capacity, to supply electricity, steamand chilled water to 67 clients in Amagasaki city.
While concentrating efforts on promoting cogeneration, adequate measures have been takenin the country towards air pollution control from cogeneration plants in urban areas. Standardsof NOx and particulate emissions have been set for prime movers, keeping in view theavailability of appropriate and affordable technologies to attain those values.
Lastly, as cogeneration is perceived as the most important energy conservation technology inJapan, a country which relies heavily on imports of primary energy supplies, the governmentis keen on developing new cogeneration technologies which can reduce cost, increase powergeneration and heat recovery efficiency, and minimize NOx emissions.

Cogeneration in Asia today 53
1.3 Thailand
Thailand can be considered as an excellent showcase for many of the Asian developingcountries as far as the promotion of small power generation and cogeneration is concerned.
The government of Thailand approved a policy in October 1988 to encourage private sectorinvolvement in power generation through cogeneration, renewable energies and waste fuels.The Energy Policy Sub-committee established a working group with the task to developregulations for the purchase of power from small power producers. After experts reviewed thedraft regulations, a revised set of regulations was announced by the power utilities ofThailand, defining the conditions for the purchase of power from small power producers(SPP). This was followed by the first request for proposal of 300 MW and an amendment inthe EGAT2 Act, allowing direct sale to third party if not connected to the grid. It took a littlewhile to build up awareness in the private sector but once the ideas were understood, therewas a tremendous response. This is proved by the fact that from only 13.3 GWh of electricitypurchased from SPP in 1994, the figure went up to 2,152 GWh in 1997. By June 1998, EGAThad issued notification of acceptance of electricity from 70 SPPs with a total power capacityof 2,951 MW.
1.3.1 Potential for cogeneration in Thailand
According to the report of a survey commissioned by the National Energy Policy Office(NEPO) of Thailand in April 1992, industries were found to have an installed generatingcapacity of over 876 MW, 22 per cent of which was set aside as the spare capacity. Adetailed study undertaken for each of the industrial sub-sectors revealed a technical potentialfor increasing the existing generation capacity by over 3,000 MW. A rigorous financial analysisusing the prevailing economic and financial parameters and relatively conservativeassumptions indicated that about one-half of the estimated technical potential, over 1,500MW, could be financially viable.
Table 1.3 Existing and potential cogeneration in Thai industries (1992 data)
Type ofindustry
Existingcogeneration
capacity (MWe)
Additionaltechnicalpotential(MWe)
Additionalfinancialpotential(MWe)
Remarks
Chemical industry
Food industry
Industrial estate
Municipal waste
Oil refinery
Palm oil mill
Petrochemical
Pulp and paper
Large rice mill
Saw mill waste
Sugar mill
Textile mill
8.4
15.3
-
-
27.0
6.0
64.1
68.4
47.2
-
630.0
9.4
626
681
N.A.
48
141
32
268
252
444
-
329
277
236
216
-
69
20
-
100
45
200+
-
100
33
many small factories
many small factories
pending cabinet decision
requires low cost fuel
expansion in production
high-pressure system retrofit
all financially viable
smaller size not feasible
use of surplus husk at 50 bar
unsteady supply
buy-back at 1.2 Baht/kWh
grid purchase reduction only
2 EGAT: Electricity Generating Authority of Thailand

54 Part II: Cogeneration experiences in Asia and elsewhere
The National Energy Policy Office (NEPO) has estimated the technical potential forcogeneration in about 20 industrial estates alone to be as high as 5,000 MW.
1.3.2 Institutional initiatives and government policies
Apart from the government’s policy to encourage private sector participation in powergeneration in the form of independent power producers (IPPs), the energy authorities of thecountry recognize that energy generation from non-conventional energy, waste or residualfuels, and cogeneration:
1. promotes the use of indigenous by-product energy sources and renewable energy forelectricity generation;
2. increases the efficiency in the use of primary energy;
3. encourages the participation of small power producers (SPPs);
4. reduces the financial burden on the public sector with respect to investment on electricitygeneration and distribution.
The power utility has the obligation to purchase electricity from any SPP who cogeneratesusing any type of fuel, meeting certain requirements. These include the type of thermal cyclesto be used, the minimum amount of thermal energy to be used from the cogeneration plant,and the minimum overall efficiency on the basis of the type of fuel used.
Further boost has been given, through the announcement of a special power purchase pricein September 1996, to the SPPs intending to develop waste-to-energy projects. As of April1997, 22 projects using bagasse, rice husk, wood chips, and palm oil wastes had beenaccepted, with a capacity to produce 462 MW of electricity, of which 182 MW will be sold tothe power utility.
The price for purchasing electricity from SPPs is based on avoided cost of electricity. Forthose signing contracts to supply a firm capacity, the purchase price is based on the long-runavoided cost of the utility. On the other hand, there is no contracted demand for non-firmcontracts, and accordingly, there is no capacity payment. As an example, the purchase priceof electricity for a non-firm contract is 1.29 Baht/kWh whereas it can increase to 1.60Baht/kWh in the case of a firm contract for a period of 25 years. Figure 1.2 shows theevolution of power purchases from SPPs during the period 1994-97.
Figure 1.2 Evolution of power purchases from small power producers
0
300
600
900
1,200
1,500
1,800
1994 1995 1996 1997Year
Pu
rch
as
ed
,GW
h/y
ear
Firm Non-firm

Cogeneration in Asia today 55
1.3.3 Impact of regional economic crises on cogeneration development
Initially, proposals were submitted by 91 potential SPPs to sell over 4,680 MW of electricity tothe utility grid. The power utility issued notification of acceptance of electricity from 70 SPPswith a total power capacity of 2,951 MW, with 48 firm contracts (2,806 MW) and 22 non-firmcontracts (145 MW). 3
The regional economic crises have had serious impacts on the development of cogenerationprojects, many due to the devaluation of the currency affecting project investment costs.Thanks to the intervention of the Ministry of Finance in the form of adjusting the currencyexchange system to a Baht float system, many SPPs have managed to survive and continuetheir projects. As of June 1998, the number of SPPs proposing to sell electricity had gonedown to 56 in number, and the total capacity proposed amounted to 2,470 MW. Though EGAThas committed to buy up to 2,436 MW of power from the SPPs, 51 power purchaseagreements have been signed so far between the utility and SPPs for supply of 2,255 MW.The status of these projects is summarized in Table 1.4.
Table 1.4 Impact of financial crises on the status of SPP projects (June 1998)
Status Number ofSPP
Total generatingcapacity (MW)
Capacity sale toEGAT (MW)
PPAs signed
• in operation
• final stage of development
• early stage of construction
• no construction/financing
51
29
9
3
10
4,336
1,529
887
480
1,439
2,255
693
630
270
662
It is estimated that 10 projects totalling 1,479 MW of installed capacity would not becompleted, reducing the power purchased by EGAT to 1,795 MW, of which 1,608 MW will beon firm-contract basis.
It is interesting to note that 22 of the projects based on natural gas as fuel have all signed firmcontract agreement with EGAT for a period ranging from 21 to 25 years. These are followedby 13 projects which use bagasse as fuel and which have signed non-firm contracts due tothe seasonal availability of the fuel as a waste in sugar mills.
The first two important SPP projects which went into commercial operation in 1996 with anaggregated installed capacity of 300 MW, have signed firm contracts with EGAT to make atotal of 180 MW capacity available for a period of 21 years. Located in a newly developedindustrial zone, the plants use offshore natural gas as fuel and sell the cogenerated steam attwo different pressures to several industries in the industrial estate.
Some of the regulations in place may require further fine-tuning and refining on the basis ofexperience gained. On the whole, Thailand has set an excellent example to other developingcountries in the region concerning how a combination of good policy initiatives, regulatorymeasures, and rational tariff structure can assure a rapid development of cogeneration. Anactive participation of the private sector can help to alleviate the financial burden on thenational power utility.
3 P. Srisovanna, “Thailand’s experiences with promotion of cogeneration”, ESCAP South-East AsiaSub-regional Seminar on Promotion of Energy Efficiency and Pollution Control through Cogeneration,Hanoi, 10-11 November 1998.

56 Part II: Cogeneration experiences in Asia and elsewhere
1.4 India
India continues to face serious power shortages in spite of an installed capacity close to90,000 MW, mainly due to the lack of funds for new installations as well as poor operation ofthe power industry managed by the public sector. As a result, the country faces shortages ofmore than 18 per cent in peak demand and over 9 per cent in electricity requirements.
Realizing the important role that the private sector can play in power development,government has recently opened the power sector to the private sector. In addition,government is also encouraging other low-cost or more efficient alternatives, such as the useof non-conventional energies and cogeneration in industry.
1.4.1 Assessment of cogeneration potential
A report prepared by the Ministry of Power reveals that considering the various in-housegenerating facilities adopted by Indian industries, the installed capacity in industry alone isaround 12,000 MW, without taking into account units of less than 1 MW capacity. Thoughsome of the industries have already adopted cogeneration plants, additional cogenerationpotential in selected industrial sub-sectors is estimated to be 6,530 MW. The actual installedcapacity is still very low, and aside from the sugar industry, cogeneration has not beenpursued seriously due to various reasons.
According to this report, sugar mills have the highest cogeneration potential, estimated as3,200 MW. To achieve this, the mills need to be modernized. On supply side, high-pressureboilers with high efficiency turbo-generators can assure better utilization of bagasse. On thedemand side, replacement of small turbines by hydraulic drives and use of multiple-effectevaporators can help to reduce the process steam demand.
A recent national survey estimates the overall industrial cogeneration potential to be around15,000 MW, with the sugar mills alone accounting for one-third of the total, followed bydistilleries, fertilizer plants, rice mills, textile industries and pulp and paper mills, and others.4
1.4.2 Drawbacks in cogeneration development
The main drawback in cogeneration development has been the lack of clear policies andregulations. The State Electricity Boards (SEBs) have not been supportive of the idea ofcaptive power plants; cogeneration being regarded as a subset of the captive segment, wasalso neglected and never fully promoted. SEBs consider the power from industry to be toosmall and its cost to be generally higher than the prevailing tariff. As industries are charged ahigher tariff, utilities are afraid to lose good customers.
Many industries are not aware of the benefits of cogeneration in terms of cost savings, the lowlevel of incremental investment needed, and the existence of a number of financing options.They are concerned about the problem of space, shut down and investment necessary forsetting up cogeneration facilities. They are not sure about the long-term availability of fuel foroperating the cogeneration plant. In case there is excess electricity available for export to thegrid, industries are not sure whether the SEBs can pay as most of them are facing acutefinancial constraints.
4 A.S. Bakshi, “Status of cogeneration development in India”, ESCAP South-Asia Sub-regionalSeminar on Promotion of Energy Efficiency and Pollution Control through Cogeneration, Dhaka, 14-15November 1998.

Cogeneration in Asia today 57
1.4.3 Government initiatives to promote cogeneration
Acknowledging the fact that cogeneration plants are more efficient, have low gestation period,and can effectively create additional power generating capacity, government has issuedguidelines related to clearance of projects and fixing of tariff for export of electricity bycogenerators.
Industries will be allowed to develop cogeneration facilities without necessarily going throughcompetitive bidding process. If the cogeneration plant is a topping-cycle, it must supply atleast 5 MW to the grid for not less than 250 days in a year in order to assure grid stability andadequate planning of the power system. Depending on the type of fuel used, the plant shouldmeet certain efficiency criteria to be eligible as a cogeneration facility. If the cogenerationfacility is a bottoming cycle, the total useful power output should not be less than 50 per centof the total heat input through supplementary firing.
The schedule for power supply to the grid should be mutually worked out between the SEBand the cogenerator, keeping in mind that the surplus power may vary during the day and withseason. While negotiating tariff, the basic consideration should be to share the benefits ofhigher efficiency. Industry will be assured of power supply, possibly at a lower tariff than thatcharged by the utility due to cross subsidization.
Some progresses in cogeneration have been made thanks to the initiatives and proactive roleof the Ministry of Non-conventional Energy Sources (MNES) and the Indian Renewable EnergyDevelopment Agency (IREDA). They have extended financial assistance such as subsidies,low-cost loans and technical assistance. In order to launch demonstration projects, MNESprovides capital subsidy of Rs 20 million/MW of surplus power (comprising Rs 7 million/MWas subsidy and balance as soft loan) to cooperatives and public sector sugar mills, and Rs 7million/MW of subsidy (maximum of Rs 60 million per project) to other sugar mills. 5 Inaddition, there is an interest subsidy of Rs 1.5 million/MW for projects with 1-4 MW of surpluspower generating capacity, and Rs 3.5 million/MW for those with more than 4 MW surpluscapacity. IREDA provides up to 75 per cent of the financing of the project at lower than marketinterest rates, and allows for a repayment period of 10 years, allowing for a moratorium periodbefore the cogenerator is actually required to start repaying the loan.
Table 1.5 Incentives offered by state governments for cogeneration projects
States Maharashtra Tamil Nadu Karnataka Uttar Pradesh
Participation Government &cooperative
Government &private
Government &private
Government &private
Power wheelingrates
20 per cent of energygenerated
15 per cent ofenergy; 2 per centto sister concern
6 per cent ofenergygenerated
12.5 per cent ofenergy generated
SEB buy-backrate
>4 MW: Rs2.25/kWh;<4 MW: Rs 2/kWh;escalated at 5 percent after 3 years
Rs 2.25/kWh;escalated at 5 percent after 5 years
Rs 2/kWh Rs 2.25/kWh;escalated sameas increase ofH.T. tariff
Sale to 3rd party Allowed Allowed Allowed Allowed within 5km radius
Capital subsidy Up to 60 per centequity participation forcooperative mills
Subsidy @ Rs2.5 million/MW
5 US$ = Rs 42 approximately

58 Part II: Cogeneration experiences in Asia and elsewhere
Lately, the Ministry of Power has been involved in simplifying procedures by persuading SEBsto allow third-party sale of electricity, buy-back surplus power at higher rates (close to Rs 2.25per kWh in most instances), and offer clear and transparent wheeling and banking policies.SEBs are now more receptive to the idea of captive power generation and are encouragingproposals for cogeneration facilities. Some state governments are also providing incentivesfor cogeneration, such as capital cost subsidies and exemption from generation taxes (seeTable 1.5).
1.5 Indonesia
In Indonesia, cogeneration technology has been traditionally associated with major processindustries having high steam demand, such as paper, chemicals, refineries, and food andbeverage industries. However, not many industries are presently utilizing cogenerationtechnology due to two main reasons. The industrial decision-makers are little aware of thetechnology and its economic merits. Secondly, the energy price does not reflect its actualcost.
On the other hand, captive power plants are commonly employed in Indonesia due to thegeographical characteristics of the country and inability of the national grid system to supplythe amount of energy required by the users. The share of energy from captive power plantsrepresented 36 per cent of the total in 1990. According to projected figures, the share ofcaptive power plants will be 9,000 MW, or 29 per cent of the total 20,000 MW in 1998-99.
Majority of cogeneration facilities established in industries is located in East Java. Adoptedmostly by textile and paper industries, the total installed capacity of 11 cogeneration plants inoperation exceeds 530 MW. The units, with capacities ranging from 4 to 38 MW, employeither coal-fired steam turbines or natural gas fired gas turbines with heat recovery boilers.6
According to the information available with the Indonesian power utility, PLN, there were about10 plants under construction at the end of 1996, using steam and gas turbines, reciprocatingengine and combined cycle, with a total capacity exceeding 360 MW.
1.5.1 Institutional initiatives and policies for promoting cogeneration
There are two relevant documents that reflect government’s policy on cogeneration. The firstregulation issued in 1993 allows the IUKU holder (the one who has the license to provideelectricity to the public) to allow the industries to adopt cogeneration technology for their ownuse within utility’s concession area, and sell the excess power from the cogeneration facilityto the utility. The Ministry of Mines and Energy published the tariff for purchase of electricityfrom small power producers. After power generation from solar, mini-hydro and windenergies, cogeneration from agricultural and industrial wastes was given the next priority,allowing sale of up to 30 MW for Java-Bali grid system, and up to 15 MW for the other grids.The third priority was given to cogeneration using conventional fuels, followed by powergeneration alone with conventional fuels.
In line with the energy policy, government will look into some factors while issuing permits toprivate generators and cogenerators who intend to produce energy for their own use and forselling excess to others. These include the local grid capability, primary energy source used,pricing mechanism, security of energy supply, and environmental impact.
6 M. Oetji, “Electric Power in Indonesia: Public-private partnership and opportunity for cogeneration”,Paper presented at the 1996 Cogeneration in Asia Conference, AIC Conferences, Singapore, 25-27November 1996.

Cogeneration in Asia today 59
1.5.2 Launching of innovative facilities management schemes
Many industries have been compelled to go for captive power generation, but do not have theskill and competence necessary to operate these units efficiently. Though they realize theimportance of increasing efficiency of their generating facility, they are not willing to lose focuson their core businesses. A captive power plant presents itself as another cost centre, withoutgiving any return from the investment or directly contributing any profit to the company.Moreover, it requires qualified staff and management time.
Initiatives have been taken by specialized companies to offer facility management services tosuch enterprises so that all their energy supply needs are met and guaranteed, allowing theenterprises to concentrate on their core business activity, to avoid making investment onenergy supply, and to mitigate operation and maintenance risks. All that they have to do is topay their monthly energy bill, as they would have done in the case electricity was purchasedfrom the grid.
Figure 1.3 A typical facility management company (PT. Cogindo DayaBersama)
Having well qualified and experienced staff, the facility management firms shoulder theresponsibility of investing on the cogeneration plant, managing the operation and maintenanceas well as fuel supply, spare parts and supply of consumables. Acting as the sole point ofresponsibility, these firms strive to provide quality, reliable and cost-effective energy productssince energy is their core business.
1.6 Philippines
The base-load or stand-by generating capacity of industries in the Philippines is estimated tobe 600 MW, 58 per cent of which is operated in cogeneration mode. Industries withcogeneration systems have generally designed their equipment to meet only the on-siteelectricity needs. Many of these facilities are found to be under-utilized. Most of thecogeneration installations have been commissioned prior to the oil shock of the 1970s.
Industrial orcommercial
activity
All forms ofenergy
Owned by the FacilityManagement Company
Boundary of Industrial/Commercial Area
Fuels
Spare Parts&
Consumables
O&MActivities &Personnel
Monthlyenergy bill
Activity of the Enterprise
CogenerationPlant

60 Part II: Cogeneration experiences in Asia and elsewhere
Sugar sub-sector alone accounts for about 60 per cent of the total generation capacity of 346MW. Other sub-sectors having important cogeneration capacities are the pulp and paper,wood and petrochemical industries.
1.6.1 Policy and institutional framework for supporting cogeneration7
Studies conducted by the Department of Energy (DOE) place the cogeneration potential ataround 400 MW. The government has manifested a growing interest to promote industrialcogeneration, with the following rationale:
1. development policy: recognizing that adequate power supply is one of the basic pre-requisites for sustained economic growth, decision was taken to allow private sectorparticipation in the power sector;
2. additional resources: the private sector can be expected to bring additional resources orequity funds;
3. efficiency improvement: many industries with continuous demand for low quality steamcan install power generation units and use the waste steam for industrial process needs,thus high fuel use efficiency can be achieved;
4. environmental benefits: cogeneration offers substantial reductions in exhaust gasemissions.
Government has therefore instituted policies, incentives and programs for supportingcogeneration along with renewable energy technologies. The Executive Order No. 215, whichtook effect in July 1987, allows for private sector participation in power generation, includingcogeneration. It applies to those intending to sell the generated electricity to the utility or tothird parties. Those wishing to qualify as a cogenerator have to satisfy certain technical,efficiency, and financial criteria.
Fiscal incentives extended to the cogenerators include income tax holiday for six years,reduced duty of only 3 per cent on imported capital equipment and spare parts, tax credit ondomestic capital equipment and spare parts and tax deduction for labour expenses.
For purchase of power from cogenerators having less than 10 MW capacity, standard powerpurchase rates are adopted which reflect the structure of capacity and energy costs of thenational utility for varying levels of power availability and dispatchability. The electric utility shallsell power to the cogenerator upon request. The back-up power provided by the utility will beat a rate approved by the Energy Regulatory Board.
The host utility is obliged to interconnect and wheel the electricity generated to a third party;for cogeneration with less than 10 MW capacity, the utility will shoulder all the costs. Forcogeneration facility of any size, maintenance cost of the interconnection facility shall beborne by the electric utility.
In September 1997, the National Power Corporation signed a power purchase agreement forthe biggest cogeneration facility that will add 304 MW of power to the Luzon grid and at thesame time, supply quality steam to an oil refinery and a chemical plant.
7 A. M. Nabong, “Status of cogeneration development in the Philippines”, ESCAP South-East AsiaSub-regional Seminar on Promotion of Energy Efficiency and Pollution Control through Cogeneration,Hanoi, 10-11 November 1998.

Cogeneration in Asia today 61
1.7 Republic of Korea8
The rapid economic growths associated with industrialization in the last three decades haveresulted in sharp increase in power and energy demand. To cope with this, the governmenthas been actively involved in adopting ways and means for using energy more efficiently,conserving energy through recovery of waste energy, supplying reliable energy at low cost,and supplying energy more effectively in a decentralized manner to industrial zones andsatellite cities.
A major outcome of these efforts has been the widespread development of cogenerationsince the 1980s. This is proven by the fact that the share of power generation of cogeneratedplant over the total generating capacity has sharply increased from 4.6 per cent in 1985 to 20per cent in 1995 (see Figure 1.4).
Cogeneration development that has taken place in the Republic of Korea can be classifiedinto 4 distinct categories: industries, high-rise buildings, industrial estates, and district heatingnetworks. The total number of cogeneration plants in these four areas was 90 units in 1995,with a cumulative power generation capacity of 6,225 MW.
Figure 1.4 Share of electricity from cogeneration over total grid system
The industrial sector has seen rapid growth in cogeneration. As of 1995, there were about 60units in operation, with an aggregated capacity of 2,534 MW. These plants were adopted bythe sub-sectors that have helped in the industrialization process, namely steel, petro-chemical, refinery, textile, pulp and paper, and food industries. Data for 1994 shows that theindustry sector had a captive power generation capacity of 3,056 MW and a total of 19,938GWh was generated. Steel mills alone accounted for one-half of the total installed capacity.
High-rise buildings constructed in recent years have high demands for heating, ventilation andair conditioning, and are therefore ideal clients of cogeneration. As of 1995, there were 7cogeneration facilities developed with a total power generating capacity of 59.1 MW.
Industrial complexes have been developed to induce small and medium scale enterprises andgovernment has a policy to encourage the setting up of cogeneration facilities to supplydifferent forms of energy to individual factories within the industrial zone. A target has been setto adopt cogeneration systems in 33 industrial complexes by 2001. Financial assistance andtax incentives are extended to individual firms that invest in such projects. Loans with
8 R.T.Lee, “Cogeneration projects for industrial sector as well as residential/commercial sector in thedeveloping countries”, Paper presented at the 1996 Cogeneration in Asia Conference, AIC Conferences,Singapore, 25-27 November 1996.
0
5
10
15
20
25
81 82 83 84 85 86 87 88 89 90 91 92 93 94 95
Year
Shar
e of
cog
ener
atio
n, %

62 Part II: Cogeneration experiences in Asia and elsewhere
favourable terms are provided, offering 8-year grace period and 7-year repayment period ininstalments with interest rates that are about half the market rate. By 1995, 13 industrialcomplexes had cogeneration plants with a total capacity to generate 619 MW of power.
The most important cogeneration development has been in connection with district heatingsystem in the outskirts of Seoul metropolitan city. Government set up an ambitious plan toprovide two million residential units, mostly apartment buildings, outside Seoul city during late80s and early 90s, in order to disperse the population in newly developed towns. Ten suchprojects were commissioned by 1995 in the satellite cities that have a great demand for heatduring the cold season. Cogeneration plants were jointly built by two public sector enterprises;the Korea Electric Corporation assured the electric power supply, while district heating washandled by the Korea District Heating Corporation. A total power generating capacity of 3,013MW was already in place by 1995. Further expansion plans include the southern part of Seoulcity, which will include residential areas for over three million people.
An example of cogeneration and district heating project that has been developed recently isthe one in the town of Bundang. In order to supply electricity and other forms of energy toapproximately 100,000 households in mostly apartment buildings, natural gas fired combinedcycle cogeneration plants were installed with a total capacity of 600 MW of power and 560Gcal/hour of heating facility. Covering a total heating area of 13.8 million m2, and selling 1.523million Gcal/year, this installation has been estimated to save around 83,000 toe/year.
1.8 Cogeneration from Agro-industrial Residues: ASEAN9 Experience
Agricultural residues from rice, sugar cane, palm oil, coconut and timber industries in ASEANtotalled almost 100 million tons in 1990. These five main agro-industrial sectors convertbetween 30 to 70 per cent of total raw material into waste that constitutes an energyequivalent of 25 Mtoe, approximately equal to the total industrial primary energy demand ofASEAN. Experts estimate that only 50 per cent of this bio-waste is utilized, generallyemploying inefficient and outdated technologies, to generate heat and/or power and to meetabout 20 per cent of the total industrial primary energy demand in ASEAN.
Changes in national policies have led to private participation in power generation and rationaluse of indigenous energy resources. Moreover, there is a growing concern for clean energyand environmentally sound solutions. These have renewed interest among the self-producersof energy to employ more efficient and modern technologies for added economic benefits andenvironmental compatibility. Results of studies conducted by the EC-ASEAN COGENProgramme10 for assessing the potential of energy generation from agro-industrial residues inASEAN are summarized below.
1.8.1 Rice industry
Rice husks produced as residues from the rice milling industry can be used as fuel. In atypical rice mill, electricity required for milling is purchased and heat needed for eithermechanical paddy drying or for parboiling is generated from fossil fuels or rice husk. Over200,000 rice mills are estimated to be in operation in ASEAN, producing over 26 million tons ofrice husk annually.
9 ASEAN represents the Association of South-East Asian Nations.10 The EC-ASEAN COGEN Programme is an economic co-operation between the EuropeanCommission and ASEAN. Co-ordinated by the Asian Institute of Technology, it aims at accelerating theimplementation of proven technologies generating heat and/or power from wood and agro-industrialresidues.

Cogeneration in Asia today 63
Every ton of paddy processed generates around 250 kg of husk which, when used as fuel, iscapable of producing 100 kWh of electricity on an average. The milling power needed for a tonof paddy ranges from 20 kWh for white rice production to 60 kWh for parboiling andmechanically dried white rice. Assuming that 2.7 kg of husk are necessary to produce 1 kWh,theoretically over 13,000 GWh/year of electricity could be generated. In practice, however,much less may be expected from the rice-milling sector as financial analyses show powergeneration to be feasible only for plants having a capacity above 5 tons/hour. As shown inTable 1.6, rice-milling capacities of many ASEAN factories are far too small to be financiallyattractive for cogeneration applications.
Table 1.6 Status of rice industry in ASEAN
Country Rice mills Paddy(106 tons)
Rice husk(106 tons)
Generationpotential
(GWh/year)
Millingcapacity(>5 tph)
Generationcapacity
(MW)IndonesiaMalaysiaPhilippinesThailandViet Nam
>78,000380
>13,00017,000
>100,000
49.72.2
10.533.824.9
10.9447.02.327.455.49
5,472237
1,1603,7252,746
062717855
028686166
1.8.2 Sugar industry
In most sugar mills, bagasse generated as residue is utilized for heat and power generation.There are over 150 sugar mills in the ASEAN, producing close to 35 million tons of bagasseannually. A little less than one-third of the raw sugar cane is turned into bagasse. Processingone ton of sugarcane will generate an average of 300 kg of bagasse. Assuming that bagasseis consumed efficiently, 3 kg of bagasse is necessary to produce a kWh of electricity. Basedon this, the technical potential for power generation from bagasse in ASEAN can be estimatedat 11,600 GWh/year (see Table 1.7). However, the existing equipment in most facilities is oldand inefficient, often resulting in the generation of low-pressure steam. There is a need foradopting boilers of higher capacities and pressures greater than 40 bar.
Table 1.7 Status of sugar industry in ASEAN
Country Sugarmills
Sugarcane(106 tons)
Bagasse(106 tons)
Generationpotential
(GWh/year)
Generatingcapacity
(MW)IndonesiaMalaysiaPhilippinesThailandViet Nam
67N.A.
364616
29.05N.A.
18.5057.9711.29
8.72N.A.5.55
17.393.39
2,906N.A.
1,7775,7971,129
792N.A.758
1,87154
1.8.3 Palm oil industry
In a palm oil industry, as much as 70 per cent of the fresh fruit bunches (FFB) are turned intowastes such as empty bunches (23 per cent), fibres and shells (19 per cent), while between600 and 700 kg of liquid effluent are produced per ton of FFB. Though many palm oil millsgenerate combined heat and power from fibres and shells, the use of palm oil residues couldstill be optimized. Fibres and shells generated by a ton of FFB can produce approximately 45kWh; empty bunches could contribute to another 35 kWh of electricity generation.

64 Part II: Cogeneration experiences in Asia and elsewhere
More than 40 million tons of fresh fruit bunches are processed annually (of which, almost 75per cent are in Malaysia alone) by about 430 mills in ASEAN. Thus the technical potential forpower generation from solid residues from ASEAN palm oil industry amounts to over 3,200GWh/year and around 2,470 MW of total generating capacity.
1.8.4 Wood industry
The wood industry - including sawmills, plywood factories and furniture industries - convertsabout half of the raw wood into residue during the production process. The wood wastegenerated in the plant is capable of generating as much as 150 kWh of electricity. But themajority of sawmills in ASEAN (mostly located in Indonesia and Malaysia) are eitherconnected to the national grid or use diesel generators to meet their electricity demand.
The plywood industry requires large amount of power and heat. The wood waste can beeffectively utilized to cogenerate heat and power to satisfy all the energy demand of the plant.Financial analyses carried out on some specific projects show that the pay-back period oninvestment would be around 3 to 4 years, thus making the wood cogeneration market mostlucrative. The owners of integrated factories, combining sawmill, plywood and furnituremaking, can benefit a lot through better utilization of the cogeneration plant capacity.
The technical potential for power generation from over 19 million tons of residues in ASEANwood industry is assessed to be over 4,800 GWh/year and around 920 MW of total generatingcapacity can be expected.
1.8.5 Full-scale demonstration projects
Many biomass energy technologies are technically sound and economically viable, and yethave not yet been implemented due to a number of reasons, the most important among themare the lack of awareness and unavailability of suitable technologies. The EC-ASEAN COGENProgramme attempts to establish references for such technologies and to accelerate theimplementation of proven technologies in ASEAN by launching full-scale demonstrationprojects (FSDP). Financial and technical assistance is extended to implement proventechnologies on full-scale basis in the hope that replication of such projects will reduce fossilfuel dependence and will contribute to the protection of the environment.
To date, about 15 full-scale demonstration projects (FSDPs) have been commissioned underthis Programme. The salient features of some of these projects are highlighted below.
Wood waste-based cogeneration
This is a factory located in Sarawak, Malaysia. The project consists of a 1.65 MW woodwaste-fired power plant that includes a boiler with a capacity to produce 30 tons/hour (tph) ofsteam at 21 bar. Steam is supplied to a fully condensing turbine to produce 1,650 kW ofpower. About 10 tph of process steam is required at 7 bar to be used for kiln drying of wood.The total cost of the project is a little less than US$ 2 million and the payback period iscalculated as 3.1 years.
Cogeneration in a rice mill
This is a factory located in Nakorn Ratchasima, Thailand. The project consists of a rice husk-fired 2.5 MW power plant that includes a boiler producing 17 tph of steam at 35 bar. Thissteam is supplied to a condensing turbine to generate 2.5 MW of power. Flue gas from theboiler is used for paddy drying. The total cost of the project is around US$ 3.87 million and thepayback period is estimated as 3.6 years.

Cogeneration in Asia today 65
Cogeneration in a plywood industry
This is a factory located in South Sumatra, Indonesia. The installation consists of a turn-keysupply of a wood-waste fired boiler to replace two existing boilers which cannot supplysufficient steam to operate an existing turbo-generator with a net output of 3.2 MW. About 35tph of steam generated at 35 bar and 380°C with the new efficient boiler would be adequatefor meeting the turbo-generator requirement as well as that needed for the process. Theoverall project cost is US$ 1.6 million and the payback period works out as 2.4 years.
Cogeneration from palm oil waste
The factory is located in Johor, Malaysia. The waste from the mill will be fed to the proposedsteam boiler to produce 35 tph of steam at 23 bar. This steam is expected to pass through abackpressure turbine to generate 1.2 MW of power and the exhausted steam at 4.1 bar will beadequate to meet the process steam requirements. The total cost of the project is estimatedas US$ 693,300 and the payback period is calculated as 3.7 years.
Cogeneration in a paper mill
The factory is located in Chachoengsao, Thailand. Earlier, 24 tph of steam was produced inan existing rice husk-fired boiler at 20 bar and was passed through a pressure-reducing valveto meet the process heating requirement at 6 bar. The project consists of introducing abackpressure turbine after the boiler so that the steam at 20 bar can be expanded up to therequired pressure of 6 bar, while generating 600 kW of electricity. The cost of the turbine withthe accessories is US$ 102,000, which leads to a very short payback period of 1.4 years.
Energy from waste water in rubber factory
The factory is located in Selangor, Malaysia. The project consists of wastewater treatmentplant that will treat the liquid effluents from the factory by anaerobic digestion to producearound 7,820 Nm3 of biogas per day. This biogas will partially substitute the medium fuel oilused in the existing thermal fluid heater. The project cost is estimated as US$ 1.5 million andthe payback period works out as 4.1 years.

Examples of cogeneration projects implemented in Asia 67
CHAPTER 2: EXAMPLES OF COGENERATION PROJECTS IMPLEMENTED IN
ASIA
2.1 Introduction
A vast majority of the Asian countries has yet to tap the existing cogeneration potential to themaximum. Considering the rapid industrial growth in many parts of the region, one wouldexpect many more new process industries and commercial buildings to be added to theexisting stock within a short span of time. These investments can be even better managed ifthe concept of cogeneration is well understood by the developers and investors. The end-users will have greater choices and more alternatives, in addition to having enhanced scopefor decision making and professionalism. At the same time, the power utilities can haveaccess to low cost and reliable excess energy produced in some areas faced with chronicdeficit of power supply in the past.
There is also a potential for cogeneration development based on privately funded projects inclose cooperation with potential end-users/customers and power companies. Owners ofexisting as well as new industries and commercial buildings will benefit from these schemesby having access to low-cost and more reliable energy supplies. Moreover, it will help them toconserve their capital that would otherwise have been required for on-site energy facilities; thesaved resources and capital can be ploughed into their core business for improving their profitmargin and competitiveness.
It is encouraging to note that there are already a large number of cogeneration plants whichhave been commissioned in some Asian countries in the last decade or so. The followingsections are aimed at providing sample examples of initiatives already undertaken in thedirections highlighted above. Each of the examples briefly covers the situation that led thedecision-makers to opt for cogeneration and the various benefits accrued from the project.
2.2 Cogeneration in Petrochemical Industry
Reliable power is essential for commercial viability of petrochemical industries. A small powerinterruption does not only result in substantial production loss but can also jeopardize thesafety aspects of the plant. Thus, factories located in areas that are exposed to unreliablepower supply are obliged to have their captive power plants to ensure reliability of operation.Faced with the situation of deficient power supply, one such gas cracking complex in Indiadecided to install a cogeneration plant to obtain reliable power at a reduced cost.1
2.2.1 Assessing the economic benefits of cogeneration
A preliminary study was conducted to establish the economic merits of the cogenerationsystem in comparison with the existing situation where the conventional boilers suppliedprocess steam and power was purchased from the utility grid.
The power demand of the plant was of the order of 50 MW, and the total process steamrequirement was found to be 93 tons/hour. For analyzing the cogeneration option, the powerrequirement was hiked to 65 MW, to include the provision for future expansion. The cost ofhaving a contract demand of 17.6 MVA with the utility had to be considered for assuringcontinuous operation in case of the stoppage of the cogeneration plant. This would assure
1 A.K. Sood, “Commercial role of cogeneration in petrochemical industry”, Paper presented at theCogeneration Asia ’97 Conference, AIC Conferences, Singapore, 25-26 November 1997.

68 Part II: Cogeneration experiences in Asia and elsewhere
undisturbed operation of several power consumers in the plant during any unexpected trippingby drawing power automatically as and when required up to the extent of 17.6 MVA.
Considering longer outage of the cogeneration plant during major overhauls or during therecommended inspections, it was decided to include an additional captive power generationcapacity of 20 MW to guarantee power supply without depending on the public utility grid.Similarly, to avoid the problem of steam shortage during the outage of heat recovery steamgenerators, an additional boiler was included as a spare unit. This would also take care of thestart-up constraint of the gas cracker plant when greater amount of steam was required thanduring normal operating conditions. Lean gas was considered as the sole fuel for operatingthe cogeneration unit. The results of the economic analysis, considering the prevailing costsof equipment, fuel, O&M, manpower, etc., are summarized in Table 2.1. The cogenerationcase has a clear edge over the existing case as it helps to reduce the energy bill by 36 percent and improves the reliability of the production process.
Table 2.1 Economic analysis of cogeneration in the gas cracker complex
Existing Situation:
Process steam from conventional boiler and power purchase from utility grid
Description Annual Cost
(US$/year)Investment:Boilers (2 x 136 tons/hour of steam)
3,780.00
Operating & Maintenance Costs:Electricity purchased from the grid (50 MW)Fuel gas (6,626 tons/hour)Other utilitiesMaintenance & ChemicalsManpower
40,832.004,529.002,479.00
315.00336.00
Total Costs (existing situation) Steam cost (US$/ton) Power cost (US$/MWh)
52,271.0015.37
102.08Cogeneration Case:
Power and heat from the cogeneration plant, minimum demand contract with utility gridInvestment:Boilers (3 x 136 tons/hour of steam)Gas turbine generators (3 x 20.7 MW)Steam turbine generator (25 MW)
18,267.00
Operating & Maintenance Costs:Demand contract with the grid (17.6 MVA)Fuel gas (15.148 tons/hour)Other utilitiesMaintenance & ChemicalsManpower
754.0010,355.001,862.001,720.00
504.00
Total Costs (cogeneration case)
Steam cost (US$/ton)
Power cost (US$/MWh)
33,462.00
12.30
51.64

Examples of cogeneration projects implemented in Asia 69
Estimated Savings with the Cogeneration Case
Annual cost with the existing caseAnnual cost with the cogeneration caseNet annual savingPercentage annual saving
52,271.0033,462.0018,809.00
36 per cent
Based on the preliminary analysis, further optimization studies were conducted byconsidering nine different cases involving different capacities and numbers of majorequipment. The most optimum scheme retained for actual implementation is shown in Figure2.1. It consists of 3 gas turbines (including one spare), each with an ISO rating of 25 MW; adouble-extraction condensing steam turbine for producing medium and low pressure steam;and 3 heat recovery steam generators (including one spare), each with a capacity to generate136 ton of steam per hour at 105 Bar and 510°C.
Figure 2.1 Cogeneration scheme implemented at the petrochemical complex
Atmosphere
FD Fan
AirFD Fan
AirFD Fan
GT-1
GT-2
GT-3
STG
C
PRDS
PRDS
PRDS
HRSG -1
HRSG-2
HRSG-3
Gas/LSHS/HSD/PG
Gas/LSHS/HSD/PG
Gas/LSHS/HSD/PG
Air
HSD/Gas
Air
HSD/Gas
Air
HSD/Gas
SVH
To deaerator
SM
SL SVHto process
plant
SVH: 108 barSH: 42 barSM: 19 barSL: 3.5 bar
SH
Atmosphere
Atmosphere
Atmosphere
G
G
G
G

70 Part II: Cogeneration experiences in Asia and elsewhere
2.2.2 Details of the cogeneration system
The gas turbines with an ISO rating of 25 MW are capable of producing 20.7 MW at the site.Since the gas supplier could not guarantee lean gas supply, dual fuel configuration (lean gasas well as high-speed diesel) was specified for the gas turbines. This was further altered toallow simultaneous firing of liquid and gas in such a manner that the gas gets a preferenceand the liquid fuel meets the balance requirement.
A 25 MW capacity steam turbine generator was selected with the option for extractingmedium pressure steam at 19 bar and low pressure steam at 3.5 bar. The condenser wasdesigned for generating up to 20 MW of power without any steam extraction. The heatrecovery steam generators (HRSG) have the option for auxiliary firing with multi-fuel option.High-speed diesel is used as a start-up fuel and the lean gas is supplied as the main fuel withlow sulphur heavy stock as the alternate liquid fuel. By-products available from the gascracking unit such as pyrolysis gasoline and off gas can also be fired. In order to allow theHRSG to operate as a conventional boiler when the associated gas turbine was not operating,a forced draft fan for supplying combustion air is installed with suitable dampers and safetyprotections so that the boiler can run without exhaust from the gas turbine. This change overscheme was well designed and tested and works satisfactorily at present.
In order to maximize the heat extraction from the exhaust gases after economizer and toincrease the overall efficiency of the HRSG, a separate low-pressure water coil was installedin exhaust gas path. Such an arrangement allowed to generate hot water which, whenflashed, gives low-pressure steam that is used for deaeration of boiler feed water. Thisfeature helps to reduce the steam demand for the deaerator by 4 ton/hour.
2.3 Cogeneration in a Textile Mill
Encouraged by the Thai Government policy on industrial cogeneration and sale of excesselectricity to the utility grid, a synthetic fibre manufacturing industry decided to explore theopportunity for cogeneration. The factory was particularly susceptible to any unintendedshutdown due to power interruption while led to high restarting costs. In addition, the factoryhad a generating capacity to meet only 15 per cent of its demand and the existing dieselgenerators were over 20 years old and were expensive to maintain. A techno-economicfeasibility study was first undertaken to identify the best cogeneration scheme in line with theGovernment’s newly announced power buy-back option.2
2.3.1 Existing energy situation of the factory
The production processes in the factory required steam at two different pressures, 56 bar and12 bar, respectively. The total demand of steam was 101,120 tons of steam per annum,giving an average of about 11.5 ton/hour, though the maximum and minimum demands wereof the order of 17 and 9 tons/hour, respectively. To meet these demands, 4 boilers wereemployed with the following capacities:
- two boilers producing steam at 60 bar, each with a generating capacity of 7 tons/hour,
- two others operating at 12 bar and generating 15 tons of steam per hour each.
Heavy fuel oil used as fuel in the boiler was purchased at a price of US$ 0.12/litre.
2 P. Srisovanna, “Case study of cogeneration in textile sector”, ESCAP South-East Asia Sub-regionalSeminar on Promotion of Energy Efficiency and Pollution Control through Cogeneration, Hanoi, 10-11November 1998.

Examples of cogeneration projects implemented in Asia 71
The total electricity demand of the factory was 59,000 MWh/year, with an average demand ofaround 6.7 MW. The actual demand varied between a minimum of 5.9 MW and a maximum of8.9 MW. About 1 MW of electricity representing 15 per cent of the total demand was self-generated, using more than 20 years old diesel generators.
Four alternatives were considered during the feasibility study and compared with the existingsituation: (1) Back pressure steam turbine, (2) Gas turbine, (3) Combined cycle, (4) Dieselengine. In all cases, the criteria set was to meet the peak steam demand of the factory, i.e.,17 tons/hour.
2.3.2 Option 1: back pressure steam turbine
The proposed option is schematically shown in Figure 2.2. This option was found to be notattractive due to the need for extracting steam at two different pressures. The varying demandof steam at these pressures will lead to quite unfavourable steam turbine operation. In steammatching option, the net output would be only 0.8 MW, which is less than the current standbyneeds.
Moreover, the unavailability of a suitable standard turbine will lead to high installation cost andwill be more difficult to operate in practice. Considering 40 per cent of custom duty and tax,the investment was calculated as US$ 7,500/kW. The annual maintenance cost wasestimated as 3 per cent of the investment, i.e., US$ 180,000/year.
Figure 2.2 Steam turbine cogeneration option for the textile mill
2.3.3 Option 2: gas turbine
The schematic diagram of this option is shown in Figure 2.3. The system included a dieselfired gas turbine with heat recovery steam boiler and an option for auxiliary firing to meet thevarying steam demands. A boiler bypass would allow the gas turbine to run at full load, andthe auxiliary firing option with heavy fuel oil will let the boiler run at full load even when the gasturbine is shut down. The net output of the alternator would be 4.7 MW, and assuming a 90per cent availability factor, the cogeneration plant was capable of providing 58 per cent of thepower needs of the factory, the rest being purchased from the utility grid.
Steam: 100 bar/450 oC
12.73 t/h (11.47 MW)
12 bar/237 oC6 t/h (4.84 MW)
56 bar/380 oC5.5 t/h (4.79 MW)
Steam: 12 bar/237 oC
1.23 t/h (0.99 MW)Steam to Process
Electricity800 kW
Boiler η= 90%
ST
Fuel
10.6 MW
Water: 70 oC11.5 t/h,(0.94 MW)
13
0 c
C,
12.7
3 t/
h, (
1.93
MW
)
G

72 Part II: Cogeneration experiences in Asia and elsewhere
Figure 2.3 Gas turbine cogeneration option for the textile mill
The investment, including the custom duty and tax, amounted to US$ 1,617/kW. The annualmaintenance cost was taken as 2.5 per cent of the total investment, i.e., US$ 190,000.
The main drawback of this option was the high price of diesel oil required in the gas turbinethat led to a long payback period. The cost of diesel oil is US$ 0.19/litre as compared withUS$ 0.12 /litre for heavy fuel oil. Moreover, the former has a lower heating value as comparedwith the latter (36 MJ/litre versus 39.1 MJ/litre).
2.3.4 Option 3: combined cycle
As can be seen in the schematic diagram of this option in Figure 2.4, this is a combination ofthe first two options. As a result, the combined power generation from the gas turbine andsteam turbine reaches 6.8 MW. This allows the plant to be self-sufficient during 93 per cent ofthe year. The investment cost, including taxes, was computed as US$ 2,000/kW and theannual maintenance cost was taken as 2.5 per cent of the investment.
As in the previous case, the main disadvantage of this system is the need for diesel as fuel,which has a much higher cost when compared with heavy fuel oil.
2.3.5 Option 4: diesel engine
This configuration consists of a diesel engine with heat recovery steam boiler with auxiliaryfuel firing option, as shown in Figure 2.5. The investment cost, including taxes, was estimatedto be US$ 1,500/kW. This option provided the best economic result for the factory. Though thepossibility of using 2 diesel engines for generating more power and selling to the utility gridwas explored and led to higher economic returns, the factory management was interested inthis alternative.
Exhaust18.8 kg/s
545 oC
SupplementaryFiringFuel: 200 kW
56 bar/271 º C5.5 t/h,
(4.26 kW)
Fuel16.7 MW
4700 kW
Water: 70 oC11.5 t/hr
(0.94 MW)
Air
C T
12 bar/188 º C6 t/h,
(4.64 kW)
Steam56 bar/271º C1.05 t/h,(0.81 kW)
Water120 º C12.55 t/h (1.76 kW)
160 oC
HRSG
G

Examples of cogeneration projects implemented in Asia 73
Figure 2.4 Combined cycle option for the textile mill
Figure 2.5 Diesel engine cogeneration option for the textile mill
G
G
GExhaust36.2 kg/s
456 oC
Fuel21.6 MW
6000 kW
Water: 70 oC11.5 t/hr
(0.94 MW)
Air
C GT12 bar/237 º C
6 t/h (4.84 kW)Water
120 º C12.5 t/h
(1.75 kW)
800 kW
HR
SG
56 bar/380 º C5.5 t/h (4.79 kW)
Steam toProcess
100 bar/450 º C12.5 t/h (11.26 kW)
12 b
ar/2
37
oC
1.0
t/h
(0
.81
MW
)
ST G
G
Exhaust450 oC
56 bar/271º C5.5 t/h,
(4.26 kW)
Fuel31.0 MW
2 × 6350 kW
Water70 oC
11.5 t/hr(0.94 MW)
12 bar/188 º C6 t/h,
(4.64 kW)
Steam56 bar/271º C0.43 t/h,(0.34 kW)
Water130 º C11.93 t/h (1.81 kW)
170 oC
HR
SG
Cooling Water 5.5 MW Water: 110 oC
11.5 t/hr(1.47 MW)
DIESELENGINE
Air Cooler To
Pro
cess

74 Part II: Cogeneration experiences in Asia and elsewhere
2.3.6 Comparison of the different options
Table 2.2 summarizes the results of the analysis of the 4 options considered. As it can beseen from the payback periods calculated, the diesel engine option has a clear edge over theothers. The results could however have been quite different had natural gas been available atthe site at a reasonable price.
Table 2.2 Comparison of the cogeneration options retained for the textile mill
Alt. TechnicalOption
PowerOutput
PercentageDemand Met
Investment + 40Per Cent Taxes
MainFuel
PaybackPeriod
(MW) ( per cent) (106 US$) (Year)1 Steam turbine 0.8 10 6.0 HFO 202 Gas turbine 4.7 60 7.6 Diesel 203 Combined cycle 6.8 80 13.6 Diesel 204A4B4C
Diesel engineDiesel engineDiesel engine
12.78.76.4
16012080
12.610.49.6
HFOHFOHFO
666
On the basis of the analysis and in order to minimize the investment, the factory decided topurchase a new diesel generator of 5 MW capacity and operate it along with the existinggenerator to meet all the low-pressure steam demand of the factory. The existing high-pressure boiler met the demand for high-pressure steam.
2.4 Cogeneration in a Paper Mill3
Cogeneration is widely used in paper mills around the world. Steam generated is used atdifferent pressures and temperatures for cooking of chips in digesters in the pulping processand for drying of paper in paper machines. In addition, some amount of steam is used forconcentration of black liquor in multiple effect evaporators.
A small paper mill in India with an installed capacity to produce 60 tons of writing, printing andduplex quality paper per day, uses agro-industrial residue based cogeneration to meet all theprocess energy requirements. Waste paper is mainly used as the raw material and a smallquantity of pulp is produced from bagasse, the residue from the cane sugar mills.
2.4.1 Existing energy supply facility
Steam demand of about 7 tons/hour at 4 bar is met by two boilers, each with a capacity toproduce 6-7 tons of steam per hour, using coffee and rice husk as fuel. The utility grid metelectricity demand of about 2,500 kVA. During power interruptions, a stand-by diesel generatorset with an installed capacity of 1,525 kVA was used to take care of the essential powerneeds.
Frequent power cuts, lasting for as much as 25-30 per cent of the year, forced the factorymanagement to look for an alternative economic source of power than the stand-by dieselgenerator. Coinciding with the plan to increase the production capacity to 100 tons of paperper day, a study was conducted to assess the viability of cogeneration. With the expansionplan of the factory, the process steam demand was estimated as 13 tons/hour and the powerdemand was expected to increase to 2,700 kW.
3 M.M. Patel and P. R. Raheja, “Case study presentation on cogen project and benefits at South IndiaPaper Mills”, paper presented at the CII Energy Summit ’96, Chennai, 11-14 September 1996.

Examples of cogeneration projects implemented in Asia 75
2.4.2 Economic evaluation of cogeneration options
Four different options were considered for comparing with the present case, as follows:
1. Use of low pressure boilers for process steam only , and no power generation on site;
2. Use of a high pressure boiler and a back pressure turbine to meet 30-40 per cent of thepower demand;
3. Use of a high pressure boiler of a higher capacity, a back pressure turbine and anadditional condensing turbine, or a single extraction-condensing turbine to meet 60-70 percent of the power demand;
4. The same as (2), but all the power needs of the factory are met in this option.
2.4.3 No power generation
To meet the increased steam demand of digesters and for availing stand-by capacity, it wasproposed in this case to replace an old boiler by a new fluidized bed combustion boiler havinga capacity to produce 10 tons of dry saturated steam per hour at 10.5 bar. Entire powerrequirement was to be met by the purchase of power from the utility grid, the diesel generatorcontinuing to provide the back up in case of power outages.
2.4.4 30-40 per cent power generation
The erratic power supply of the utility makes it absolutely necessary to have at least acapacity to self-generate 30-40 per cent of the power need (600-700 kW) to avoid productionlosses. Though a diesel generator is available, the power generated from this unit is quiteexpensive and the maintenance cost of this unit is expected to mount with time.
As there was a need to acquire a new boiler, this option considered the option of generatingsteam at 42 bar and 440°C. The steam could be supplied to a back pressure turbine togenerate around 30-40 per cent of the power demand of the factory, and the steam leavingthe turbine at a pressure of 4 Bar can be sent to fulfil process heating needs.
The initial investment as well as the operating cost of this system was found to be lower thana diesel engine. The fuel used in the boiler is cheap and available in abundance. Moreover,only the incremental cost of fuel required generating the same quantity of steam at higherpressure and temperature was considered, which is only 20 per cent higher. The cost ofpower generation worked out to be 36 per cent lower than that with the diesel generator.
From the practical side, a smaller size would mean the use of inefficient single stage turbineand low voltage generator. This may lead to large imbalance in the system due to variations inthe process steam and power demands. The system balance can be achieved only byoperating the system at low plant load factor, thereby compromising the overall efficiency andproductivity of the factory.
2.4.5 60-70 per cent of power generation
At this level of power generation, higher productivity can be guaranteed with practically noproduction losses. Installation of a higher capacity (14 tons/hour) and higher pressure (42 barand 445°C) boiler was considered. As much as 6-7 tons/hour of steam could be used in theback pressure turbine and match the process steam demand. The remaining high-pressuresteam can be sent to a condensing turbine for additional power generation. The latter will alsoassure to absorb the fluctuations in the process steam demand, without affecting the poweroutput adversely. Further, the use of a single multistage backpressure cum condensingturbine will assure increased power output and higher system efficiency.

76 Part II: Cogeneration experiences in Asia and elsewhere
Though the initial investment becomes higher due to the higher boiler capacity and largerturbine and generator, condenser, etc., it can be justified by the higher efficiency and plantload factor. Moreover, the cost of additional fuel will be marginal. The power generated wouldbe adequate to handle all the critical loads whereas the non-critical loads can draw powerfrom the grid. Thus the plant productivity will no longer be affected by the utility power outages.
2.4.6 Full power generation
As there was a need to include installation and management of the fuel and ash handlingsystem, cooling water circuit for the condenser, and power interfacing and distribution, onemore alternative was included to further increase the boiler and turbine capacities to meet allthe heat and power needs of the factory. Though the investment required was higher, powergeneration cost became much lower compared with that of the utility or the diesel generator,mainly due to the low fuel cost. In addition, the option to avail full depreciation of theinvestment in the first year made the economic viability of the project particularly attractive.Hence the factory management retained this last option. The details of the economiccalculations for this alternative are summarized in Table 2.3.
Table 2.3 Technical and economic parameters of the cogeneration facility
Description Units Values
Power plant capacityCogeneration plant power consumptionNet power output for the factoryWorking hoursPlant load factorAnnual electricity generationAnnual fuel (rice husk) consumptionAnnual fuel use for process steamAnnual net fuel supply for cogeneration alone
kWkWkW
Hours/year per cent per annum
106 kWhtons/yeartons/yeartons/year
2,000.00350.00
1,650.008,760.00
0.8011.56
30,000.0012,000.0018,000.00
Investment on the cogeneration facilityCost of electrical modernization
103 US$103 US$
2,000.00286.00
Price of electricity purchasedAvoided cost of electricity generated
US¢/kWh103 US$/year
9.431,090.00
Cost of fuelCost of fuel for cogenerationOperation and maintenance costs
US$/ton103 US$/year103 US$/year
22.86411.00114.00
Annual cost savingGross payback period
103 US$/yearYear
565.004.00
It is expected that when the mill capacity is increased to 100 tons/day of paper, the samecogeneration plant will operate with 20 tons/hour of inlet steam to provide 12-13 tons ofprocess steam per hour at 4 bar and generate around 2,700 kW of power.
A desuperheater was added near the paper machine to reduce about 100°C of superheat ofthe process steam extracted from the turbine. Compared with the earlier process linepressure of 7-8 bar, the present system operates at 5 bar pressure, thus the steamconsumption is reduced and the power output from the turbo-generator is increased per ton ofsteam. In order to extract the maximum benefit from the cogeneration system and to make

Examples of cogeneration projects implemented in Asia 77
the system more flexible and cost effective, the turbo-generator is run in parallel with the utilitygrid.
2.5 Cogeneration in a Palm Oil Mill
The palm oil industry is one of the major energy consumers of energy. This industry alsogenerates vast amount of biomass such as mesocarp fibre, shell, empty bunches, fronds,trunks and palm oil mill effluent, which can be used as the main source of fuel forcogeneration with a capability to meet all the electricity needs of the factory. A crude oil andpalm kernel producing plant in Malaysia decided to install a cogeneration plant to meet all itsenergy requirements, thus improving the efficiency, competitiveness, reliability, flexibility andease of operation.4
2.5.1 Production process of the factory
The ripe palm fruit bunches are subjected to steam-heat treatment for a period between 75 to90 minutes in a horizontal sterilizer where saturated steam at 3 bar and 140°C is used as theheat medium. These are then fed to a rotary drum stripper to separate the fruits from thebunches and the fruits are sent to a digester. Digestion involves mashing of fruits understeam heated conditions using direct live steam injection. Twin screw presses are used topress out the crude oil from the digested mash under high pressure.
The crude palm oil consisting of a mixture of palm oil (35-45 per cent), water (45-55 per cent)and fibrous materials is sent to clarification tank which is maintained at about 90°C toenhance oil separation. The skimmed clarified oil is then passed through a high-speedcentrifuge and vacuum dryer. With the introduction of a cogeneration plant, excess thermalenergy and electricity are used in a kernel crushing plant. Both palm oil and palm kernel oil aresold to palm oil refineries and oleochemical factories for further processing.
During steady plant operation, almost 5 tons/hour of palm shell was available with twodifferent moisture contents, 8.3 per cent and 16 per cent respectively. Likewise, 11.55tons/hour of palm fibre was discarded with two different moisture contents, 19.25 per centand 30 per cent respectively. These residues were previously burned off in oversized andinefficient boilers in order to overcome the waste disposal problem.
2.5.2 Technology adopted for cogeneration
The cogeneration system adopted to reduce the overall energy bill by simultaneousgeneration of heat and power. A backpressure steam turbine system was adopted as thesimplest configuration for achieving the highest efficiency and maximum economy.
A water tube boiler is installed with a capacity to generate 35 tons of steam at 23 bar. The fuelsupply and combustion rate is controlled as a function of the airflow rate, by manual orautomatic adjustment of the fuel conveyor. Steam from the boiler is passed through a backpressure turbine to generate 1,200 kW of electricity, meeting all the electricity needs of thefactory as well as the worker’s residential quarters. The steam leaving at 3 Bar is used as theprocess heat for sterilizer, digester, crude oil tank, clarification, oil storage tank, kernel dryersand other applications (see Figure 2.6).
4 L. Low, “Investing in cogeneration for efficiency, competitiveness, reliability and ease of operation atKilang Sawit United Bell”, Paper presented at the Cogeneration Asia ’97 Conference, AIC Conferences,Singapore, 25-26 November 1997.

78 Part II: Cogeneration experiences in Asia and elsewhere
Figure 2.6 Steam turbine cogeneration in the palm oil mill
The total investment cost of the cogeneration plant amounted to US$ 523,000 and the annualcost savings expected from the self-generated electricity is estimated as US$ 243,700. Thefactory expects to recover the investment within 3 years after the commissioning of thecogeneration plant.
Encouraged by the results, the company plans to achieve a ‘zero waste’ level in the factory.There is a plan to fully exploit the excess energy by generating up to 2.5 MW of electricity andintegrating the operation of downstream activities such as the kernel crushing plant andmedium density fibreboard project.
2.6 Cogeneration in an Industrial Estate
The Thai Government policy of initiating and decentralizing economic development has led tothe successful creation of several industrial complexes away from the capital. Theseindustrial complexes require considerable amount of reliable power and process steam. Manyindustries inside these complexes are excellent customers of large-sized cogenerationplants. One such 300 MW gas-fired cogeneration power plant was launched in Map Ta PhutIndustrial Estate as early as in 1994.5
5 Y. Le Scraigne, “The first IPP project developed in Thailand – The Map Ta Phut cogeneration plant”,Paper presented at the 1994 Cogeneration Conference, AIC Conferences, Bangkok, 20-21 June 1994.
Sterilizer Digester Crude OilTank
Clarification(Oil Room)
Oil StorageTank
KernelDryer
Hot Waterfor Boiler
Back to PressureReceiver Distributor
350 psig
BOILER Turbine #1
Turbine #2(Future)
1,200 kWPower Supply to Mill
Supply to otherintegrated activities toharness excess energy
Exhaust: 45 psig (3 bar)
P. Shell
P. Fiber

Examples of cogeneration projects implemented in Asia 79
2.6.1 Description of the cogeneration project
The cogeneration project was developed in two identical phases. Taking the environmentalconcerns into consideration, natural gas-fired combined cycle cogeneration option wasretained which minimizes the level of exhaust emissions and reduces the cooling waterrequirement by half in comparison with a conventional power plant. Each phase included 3gas turbines (35 MW each), a heat recovery steam generator (HRSG) to recover heat fromthe flue gases of the gas turbines, a steam turbine of 50 MW capacity, and the auxiliaryequipment necessary to produce and distribute the generated electricity and steam toindustrial customers and the utility grid (see Figure 2.7 for details). In each phase, 150 MW ofelectricity and 145 tons/hour of process steam were generated at two different pressuresrequired by the industries: 60 tons/hour at 52 bar and 425°C, and 85 tons/hour at 19 bar 250°C. The high pressure steam is taken directly from the boiler. The medium pressure steam isbled off the steam turbine, with a back up provided by the high pressure steam supply througha turbine by-pass fully equipped with a pressure reducing and desuperheating station.
Figure 2.7 Combined cycle cogeneration (Phase 1) at the Industrial Estate
The cogeneration plant assures electricity, steam and demineralized water supply to severalpetrochemical and downstream industries. Customers have signed long-term contracts totake or pay for a minimum off-take quantity of steam. The steam price has three components:capacity, energy and transportation. Steam is supplied to the customers with an availabilityguarantee. A part of the electricity generated is sold to the customers whose price hascapacity and energy components, the remaining amount is sold to the utility grid according tothe tariff set for small power producers.
Fuel: 100%11.7%: 3×15.1 MW
88.3%: 3×114.6 MW
Air
HP Steam:6.8%: 26.3 MW
MP Steam:13.9%: 53.8 MW
Stack8.8%, 34.3 MW
Electricity
27%: 3×35 MW 12.3%: 47.8 MW
Cooling Water
31.2%%: 121.4 MW
238.7MW
61.3%
64.2%3 ×83.5 MW
C T
HRS
Water
Comb.
G
G

80 Part II: Cogeneration experiences in Asia and elsewhere
Natural gas is used as the main fuel for which a long-term agreement has been signed withthe Petroleum Authority of Thailand. Distillate oil can be used as a back-up fuel.
In line with the incentive policies of the Board of Investment, certain privileges were granted tothis project, such as:
- import duty exemption or reduction on imported machinery;
- corporate income tax exemption for 8 years, and further reduction of 50 per cent for 5more years;
- double deduction from taxable income of electricity, water and transport costs for 10 yearsfrom the date of first sales;
- deduction from net profit of the costs of installation or construction of the project’sinfrastructure facilities;
- exemption of personal income tax on dividends to shareholders.
2.6.2 Choice of the cogeneration plant
The choice of technology is primarily based on the consideration that both steam andelectricity can be supplied with high efficiency and reliability. During the plant operation, thereis practically no SOx emission and the NOx level is reduced to 50 ppm (with 15 per cent O2)with steam injection.
The major advantages of this configuration are:
- low capital cost: approximately three-fourth that of a conventional power plant of the sameoutput;
- short gestation period: two-third of the power available with gas turbines within 12 to 15months, and remaining one-third is available with steam turbine within 18 to 20 months;
- low operating and maintenance costs; competitive operating costs and higher availability,particularly in comparison with coal fired thermal steam power plants;
- higher efficiency: electrical efficiency of 45.14 per cent in combined cycle mode, andglobal efficiency of almost 70 per cent in cogeneration mode;
- flexibility of operation: ensured by the modularity of the plant, gas turbine exhaust by-pass,steam turbine by-pass system, and the option of auxiliary firing on HRSG which allowssome decoupling between power and steam generation.
The gas turbines are installed outdoor. The unit is capable of being operated at full load within16 minutes. Each unit consists of the following components:
- air inlet module with filter, silencer and ducts;
- gas turbine and auxiliary equipment package;
- generator package with load gear, exciter and coolers;
- exhaust module with ducts, bypass stacks, silencer and expansion joints;
- control components with option for local operation;
- medium voltage compartment with circuit breakers and auxiliary transformers.

Examples of cogeneration projects implemented in Asia 81
The gas turbine consists of a 17-stage compressor, combustion system with 10 individualcombustors, a 3-stage turbine, air systems, lube oil system common to gas turbine andgenerator, cooling water, and fuel systems. It is equipped with a steam injection skid for NOx
emission, acoustical enclosure for noise reduction, silencing equipment on inlet and exhaustducts, and a CO2 fire protection system.
The HRSG is of simple and proven design. It has a low thermal inertia to allow fast start-upand rapid load swings, high resistance to thermal shocks, low exhaust gas pressure drop,high heat recovery, and high reliability and maintainability.
2.6.3 Financing of the project
Most of the difficulties encountered in financing large-scale power projects are avoided as theproject is of a reasonable size. The financeability of the project is enhanced by thecommitment and references of the project sponsors as well as the quality of the customers.The project sponsors have large experience in energy projects. The industrial clients aremostly very much capital intensive and are able to take long term off-take commitments.
The electric utility plays an important role by purchasing surplus electricity, thus providingstable and additional revenue to the project. Also, back-up electricity is provided from the grid,ensuring that availability targets of the industrial users can be achieved.
The Government has demonstrated a clear policy for privatization of power generation alongwith accompanying regulations and incentives.
The equipment suppliers provided necessary confidence and guarantees to the lenders andguarantors on the following:
- project investment cost control, by accepting the construction of the plant for a fixed andfirm price;
- completion on time, by accepting liquidated damages, for failures to meet targetedcompletion date;
- plant performance in terms of availability and reliability, by accepting liquidated damagesfor failure to meet targeted figures.
In addition, there was the advantage of reduced interest during construction due toprogressive investment and short gestation time, and the ability to generate income after onlya year of signing the contract when the plant started operating in open cycle.
The debt-equity ratio of the project was 3:1. During the financing arrangement, maximumflexibility in the choice of currency and the type of interest rates were offered to thedevelopers. The subsidized loan included a 10-year loan term from the commissioning date ofthe project. Local financing could be made available to cover other investment costs.

Cogeneration experiences around the world 83
CHAPTER 3: COGENERATION EXPERIENCES AROUND THE WORLD
3.1 Introduction
There is no standard procedure or method to gather reliable and up-to-date data oncogeneration-based power generation and installed capacity in each country on a basiscomparable with the others. There is yet to be a commonly agreed definition and anassessment of the quality of cogeneration in terms of its energy efficiency and environmentalbenefits.
Based on data available in literature, north European countries are presently the leaders in thefield of cogeneration, having between 30 to 40 per cent of their power generating capacities ascogeneration. In the case of the European Union of 15 countries, cogeneration represented 13per cent of the total gross installed power generating capacity and 9 per cent of the total grosselectricity generation in 1994. However, countries like Denmark, Finland and the Netherlandsfar exceed the others.
Next in line are the central European countries and China, which have an average of 10 to 15per cent. The United States has less than 10 per cent of electricity coming from cogenerationwhereas the figure for Australia is just over five per cent. Worldwide trends indicate that asignificant increase in cogeneration is likely to occur over the next 20 years.
There is a general consensus that the importance of cogeneration technology is linked with itspotential for rendering higher energy efficiency, more stable energy supply, and reducedenvironmental impact. Even in countries where the power sector is mature and the demandfor electricity has stabilized, options are being explored to deal with the seasonal variations inelectricity demands with an expansion of decentralized electricity generation, where small andmedium scale cogeneration will find a niche market.
In many industrialized countries, cogeneration is playing an increasingly important role inindustry and in the residential and service sector. It is being perceived not as a competitor tothe conventional power generation system, but as an advanced technology that can beapplied to hospitals, hotels, shops and offices. Another area where cogeneration has becomepopular is the district heating network, and more recently district cooling in tropical climates.
This section briefly describes cogeneration experiences of selected countries around theworld, focussing mainly on the United State of America and Europe where cogeneration isbetter organized and data for most countries are more easily accessible.1
3.2 United States of America
The United States of America has been widely recognized as the first country for having setup policy for promoting cogeneration. The Public Utility Regulatory Policies Act of 1978("PURPA") was signed into law in November 1978. Enacted as part of a package of legislationto combat the "energy crisis," and the perceived shortage of natural gas, PURPA's primarypurposes were to promote conservation (through cogeneration of both steam and electricity)and to encourage greater use of alternative sources of power generation. In order toaccomplish these objectives, PURPA established a class of non-utility generators comprisedof small power producers and cogenerators.
1 Much of the information in this section was gathered from a number of websites.

84 Part II: Cogeneration experiences in Asia and elsewhere
PURPA requires electric utilities to offer to sell electric energy to qualifying cogenerationfacilities and qualifying small power production facilities, and purchase electricity from suchfacilities. Importantly, PURPA was intended to accomplish its objectives while protectingconsumers from having to pay more for power from cogenerators than they would pay forpower produced or purchased by the utility. The benefits enjoyed by a cogeneration facilityunder PURPA are significant. These are:
1. Advantageous buy-back rate treatment for sales of cogenerated electricity: Utilities maynegotiate to pay up to their avoided costs to purchase cogenerated power;
2. Ease of interconnection and backup service: Expensive equipment redundancy forreliability is no longer required. However, cogeneration systems are still required to meetthe utility’s safety and protection conditions while interconnected to the grids;
3. Supplemental Utility backup power at reasonable rates: Utilities cannot discriminateagainst cogenerators by charging unreasonably high rates for supplemental power;
4. Exemption from federal and state utility regulations: Qualifying cogeneration facilities areexempt from public utility regulations. The expense of reporting and the complianceburden associated with the Federal Energy Regulatory Commission (FERC) and stateutility commissions can be avoided.
Besides the benefits mentioned above, other favourable regulations intended to easeadministrative burdens for cogenerators to seek exemptions and to eliminate fuel userestrictions for industrial cogenerators are mentioned below.
Exemption from Fuel Use Act for Using Oil and Natural Gas: Fuel Use Act (FUA) of 1978prohibits the use of oil and natural gas in existing power plants and major fuel burninginstallations if the facilities have or could have the capability of burning coal or anotheralternative fuel. New power plants and major fuel burning installations with boilers cannot bebuilt without the capability of using coal or another alternative fuel. A new or existingcogenerator has to obtain an exemption from the Economic Regulatory Administration forusing oil and natural gas.
Exemption from Natural Gas Incremental Pricing: The Natural Gas Policy Act of 1978(NGPA) requires all incremental cost increases incurred as a result of the phasedderegulation of natural gas well-head prices to be passed to customers who burn natural gasin non-exempt industrial boilers and other non-exempt industrial facilities defined by theFERC. NGPA authorizes the FERC to exempt cogenerators from incremental pricing.
Energy Tax Credits: Energy tax credits were established for various qualified cogenerationcomponents by two energy laws, the Energy Tax Act (ETA) of 1978 and the Crude OilWindfall Profits Tax Act (COWPTA) of 1980.
Cogeneration equipment investments are not specifically addressed in the ETA. However,certain components used in the cogeneration system such as waste heat boilers, preheaters,economizers, etc., can qualify for a 10 per cent energy tax credit in addition to the regular 10per cent investment tax credit.
Between January 1, 1980 and December 31, 1982, the COWPTA provided a 10 per cent,non-refundable energy credit for qualified investments in cogeneration equipment that have afive-year or longer operating life and a 6 per cent credit for qualifying cogeneration facilitiesthat have a three to five-year life.
Tax-Exempt Financing: State and local power authorities and other government-ownedelectric utilities may issue tax-exempt bonds (exempt from federal income tax) and use theproceeds of the bond to finance the construction of cogeneration systems. However, if an

Cogeneration experiences around the world 85
industrial company of an investor-owned utility plans to construct a cogeneration facility or if agovernment-owned utility plans to construct such a facility and sell more than 25 per cent ofits output under a long-term contract to a private user, the facility will generally not be eligiblefor tax-exempt financing.
According to the most recent data available, at the end of 1996, wind turbines, solar andgeothermal units together accounted for 4.9 per cent of all installed non-utility generationcapacity. Biomass comprised another 15.1 per cent. On the other hand, natural gas, coal andoil make up for over two-thirds, or 68.8 per cent, of the installed non-utility generating capacity.
3.2.1 Renewed interest in cogeneration
Cogeneration is now used extensively by several energy-intensive industries, including pulpand paper, chemicals, and petroleum refining. Following are the developments that haverenewed interests of both government and industry in expanding cogeneration applications toother industries as well as other sectors of the economy:
- Recent advances in technologies such as combustion engines, steam turbines,reciprocating engines, fuel cells, and heat-recovery equipment have decreased the costand improved the performance of cogeneration systems;
- A significant fraction of the country’s boilers will be replaced in the next decade, which willprovide opportunity to upgrade them with clean and efficient cogeneration systems;
- Environmental policies related to abatement of greenhouse gas emissions have createdpressures to find cleaner and more efficient means of energy use;
- The restructuring of the electric power market provides new opportunities for innovationsin power generation and smaller-scale distributed systems such as cogeneration.
Although the technical performance and costs of cogeneration systems have improved, thereare significant barriers to their widespread use, which include the following:
- Environmental Policies: Environmental permission for cogeneration systems remainscomplex, costly, time-consuming, and confusing. Air pollution permits are required fromstate environmental authorities before the plant can be constructed. Current environmentalregulations do not recognize the overall energy efficiency of cogeneration, or credit theemissions avoided from displaced electricity generation;
- Utility Policies: Many utilities currently charge backup rates and require complexinterconnection arrangements for cogeneration systems;
- Tax Policies: Depreciation schedules for cogeneration investments vary depending onsystem ownership. The depreciation period can be as long as 39 years for some types ofowners, much longer than the depreciation period for utility-owned power plants. Thislimits the use of alternative financing or ownership arrangements.
The Department of Energy (DOE) is attempting to raise awareness of the energy,environmental, and economic benefits of cogeneration, and to promote innovative thinkingabout ways to accelerate its propagation. Key participants in this challenge will be the stateand regional officials. One target is to expand the use of this technology in governmentfacilities by working with the Federal Energy Management Programme (FEMP) and facilitiesmanagement agencies.
DOE is undertaking its efforts in co-ordination with the United States of EnvironmentalProtection Agency, which is focusing on environmental permit issues such as application ofoutput based emissions standards to CHP systems, and the inclusion of cogeneration as astrategy in State Implementation Plans for the Clean Air Act.

86 Part II: Cogeneration experiences in Asia and elsewhere
3.3 Denmark – One of the European Leaders in Cogeneration
Being more than 90 per cent dependent on imported oil, Denmark was vulnerable to oil priceescalations as a consequence of the first oil shock. Danish Energy Policy 1976 focused on oilsubstitution and security of energy supply. Power plants switched from oil to coal and targetswere set to increase the growth in cogeneration to meet the heat demands from 8 per cent in1976 to 25 per cent by 1995. This was achieved mainly due to the supply of natural gas fromthe North Sea.
The Electricity Supply Act 1976 gave sufficient authority to the government to intervene in theplanning and operation of the power sector, such as selection of technology, includingcogeneration, and placing the power plant near heat loads. The power utilities were obliged toaccept the deliveries of cogenerated electricity at high buy-back rates, 10 to 15 per cent lowerthan the utility tariff charged to large consumers. The Heat Supply Act 1979 was aimed atadopting the most appropriate space heating and hot water supply systems, and municipalauthorities gained the right to make the connection to district heating systems mandatory.
By the mid 80s, cogeneration was widely used in large towns and fresh initiatives were takenin 1986 to develop around 450 MW of small scale cogeneration programmes in about 300small towns with the power utilities playing a major role. In 1988, guidelines were issued bythe Ministry of Energy, which required all municipalities to ban the use of electric heating innew buildings in areas having collective heat supply facilities. The Heat Supply Act wasrevised in 1990, which obliged all municipalities to ensure that cogeneration schemes areapproved and that local heat markets are created.
In 1990, ‘Energy 2000 - a plan of action for sustainable development’ was initiated with anambitious emissions target and in which cogeneration development was emphasized. All newpower generating capacities planned up to 1995 were to be in the form of conversion ofexisting districting heating systems to small-scale cogeneration systems fuelled by gas,waste or biofuels. This plan also initiated the substitution of coal with gas in large-scalecogeneration facilities for which 15-25 per cent grants were available.
Energy taxes were introduced in the late 70s to keep power prices at a consistently high leveland taxes were adjusted to maintain the prices charged to consumers constant. But theaccompanying legislation ensured the competitiveness of cogeneration projects in relation toindividual oil firing. Following the introduction of legislation in December 1991 to limit CO2
emissions, a subsidy was introduced for small-scale cogeneration plants that deliverelectricity to the grid (0.1 DKr/kWh for cogeneration based on gas and 0.17 DKr/kWh forcogeneration based on biomass).
The Danish industries have done little in the past to meet their own energy needs. Thus onlyabout 150 MWe of industrial cogeneration is in operation today. With the introduction of energytax for industry and the availability of grants and subsidies, about 450 MWe of economiccogeneration potential have been identified.
In 1993, utility generation accounted for 29,782 GWh of electricity and 19,546 GWh of heat.The energy efficiency of conversion was 58 per cent that would have been 40.3 per centwithout cogeneration. Non utility cogeneration accounted for only 607 GWh of production. Onthe whole, over 10 per cent of fuel are saved through cogeneration in Denmark. This figure isa little low because of the low load factor, i.e. cogeneration plants often operate in non-cogeneration mode due to the low heat demands. Heat from cogeneration plants accountedfor 64 per cent of the total heat supply to district heating network, and almost half of this wasfor space heating alone.

Cogeneration experiences around the world 87
By 2005, district heating is expected to account for 60 per cent of the total heat demand (47per cent in 1990) and 90 per cent of this demand (55 per cent in 1990) would be met bycogeneration. This achievement is only possible with a very conducive policy framework setby the national authorities, active involvement of the utilities and a combination of legislation,grants and subsidies, tariffs and tax incentives. This could not have become a reality if leftpurely to the market initiatives because of the major capital investments necessary for thedevelopment of large cogeneration and district heating networks.
3.4 Cogeneration Development in France2
The long-term energy policy adopted by France following the first oil shock has resulted in asuccessful nuclear power generation programme to the extent that the generation capacityexceeds the demand in France and the electricity prices are among the lowest in Europe. Therole of cogeneration has thus been marginal up to the 80s. In 1995, cogeneration representedonly around 1.4 per cent of the total power production in France. According to the study doneby Ceren in 1996 for the Ministry of Industry, the total installed cogeneration capacity at theend of 1995 was 3,200 MW. The production for 1995 was around 9 TWh of electricity and 34TWh of thermal energy. Steam turbines dominated with a share of 75 per cent, followed bygas turbines (19 per cent) and internal combustion engines (6 per cent).
The Ministry of Industry had forecasted this figure to rise to 5 GW by the year 2005. However,recent policy and tariff changes have favoured much rapid development of cogeneration,proven by the fact that in 1997 alone, the installed capacity had doubled the figure of 1996,attaining 500 MW. If a few of the planned big projects are actually implemented, the figurecould easily surpass 1,000 MW in 1998.
3.4.1 Cogeneration in the past and at present
By the French law of 1946 which nationalized the electricity sector, only small individualproducers were allowed to generate up to 8 MVA of power which the public power utility,Electricité de France (EdF), was obliged to purchase. The key factor was the purchase priceof electricity, which was perceived by potential developers as too low to encouragecogeneration projects, as the payback periods were too long. There were limited periods inthe year (during winter season) when the price of electricity was 10 to 20 times higher thanthe off-peak periods. It was during this period that the industrial users found it attractive to setup cogeneration facilities. However, cogeneration plants are economical if they are allowed tooperate for at least 4,000 hours per year, even in the industrial sector. Moreover, small-scaleplants were prone to periodic scheduled maintenance and unscheduled failures, during theseperiods the user had to depend on EdF that applied high stand-by charges.
In 1993, in order to better control and encourage electricity production from cogeneration, EdFestablished a buy-back rate linking a fixed bonus to the selling price of electricity. Electricitygeneration then became lucrative and some enterprises installed power plants usingreciprocating engines. Their objective was to produce electricity up to the level of 8 MVAduring winter months when the purchase price of electricity is the highest. The low efficiencyof these power plants (35 per cent) resulted in the generation of electricity, which waseconomically attractive but with poor performance and high pollution.
To deal with such a situation, the decree of December 1994 lifted the obligation imposed onEdF to purchase all electricity produced in France (the decree of May 1955), except in caseswhere electricity is obtained from renewables (solar, wind), incineration of industrial or urbanwastes, and from cogeneration systems having an efficiency above 65 per cent.
2 B. Mohanty, “French experience in cogeneration development”, Presented at Korea-French Seminaron Advanced Technologies for Electricity Production, Seoul, 27-28 October 1998.

88 Part II: Cogeneration experiences in Asia and elsewhere
The attitudes of the government and the power utility have changed slowly over the years.New ‘decrees’ were announced in favour of cogeneration by the national authorities in thebeginning of 1995. The national gas company, Gaz de France (GdF) is also promotingdevelopment of cogeneration using natural gas through information dissemination, technicaland economic appraisal, financing arrangements, maintenance and advisory services. Therehas been a very rapid evolution of natural gas use in new cogeneration installations in therecent years, as can be seen in Figure 3.1.
Figure 3.1 Statistics of cogeneration with natural gas as fuel
The sudden hike in installed capacity between 1996 and 1997 is the result of the new policy,removing barrier on the limit of electricity sale to the grid. In 1995 and 1996, most units had asize ranging between 1 and 8 MW whereas much bigger installations were commissioned in1997, mostly in industries. There were altogether 84 installations ordered in 1997, 22 usingturbines and 62 using combustion engines. The total installed capacity for gas turbines was450 MW whereas for engines, it amounted to 132 MW only.
Recent policies regarding financial assistance for cogeneration include tax holiday on naturalgas for 5 years, reduced tax on investment costs, 50 per cent reduction in professional tax,etc. For facilitating further development, the “Cogeneration Mission” of Gaz de France startedoffering a package of services including:
- technical advice during the preliminary study (75 per cent of the projects done since1991);
- assistance in engineering during project implementation or during the signing ofmaintenance contract (25 per cent of the projects since 1991);
- assistance for arranging finances (35 per cent of the projects since 1991);
- financial guarantee on possible changes in energy prices (35 per cent of the projectssince 1991).
3.4.2 Other actors promoting cogeneration
The French Environment and Energy Management Agency (ADEME) has been an ardentsupporter of cogeneration for several years. Before 1990, this technique was supported byADEME because it allowed reducing around 30 per cent of fuel thanks to its efficiency rangingfrom 75 to 80 per cent. In the early 90s, another important justification to support cogeneration
0
100
200
300
400
500
600
91 92 93 94 95 96 97
Inst
alle
d C
apac
ity
(MW
)
Building
Heating Network
Industry

Cogeneration experiences around the world 89
was the reduction in environmental pollution associated with energy saving of cogenerationinstallations. Moreover, cogeneration favours the concept of decentralized energy production,in the range of 1 to 100 MW, which will find its relevance particularly when there will be a needto replace the existing nuclear power plants in 2005 and 2010. Today, around 65 power plantsproduce about 80 per cent of the electricity for the country, Such a centralized productionleads to environmental problems related to transportation lines and the constraint of supplyingto some regions.
Today ADEME provides advisory service before the client approaches a consulting firm. Italso assists public organizations during the bidding process. Public authorities solicit ADEMEwhen new norms and standards are being formulated on cogeneration.
The Club Cogénération, created in 1991, groups many important French entities concernedwith cogeneration. These are local communities, district heating networks, heat operators,energy suppliers, equipment suppliers (turbines, engines, etc.), engineers, consulting firms,financing and insurance agencies. The Club proposes to public authorities regulatorymeasures that can favour the growth of cogeneration. It participates in working groups andgives opinion on the texts prepared in France as well as in Europe. It plays the role of acatalyst for exchanging experiences and information among professionals. The Cluborganizes training workshops and seminars periodically. The club also assures the follow-upon technological developments in cogeneration: new models and systems, efficiencyimprovements, impact of the installations on the economy and environment.
3.4.3 Innovative cogeneration development
Many industries and some communities are concerned about their main areas of activitiesand have limited budget for investing large sums in cogeneration plants. They often associatethemselves with a company that includes an operator, a manufacturer, and a fuel supplier.Some of the operators sign a contract with their client that includes operation andmaintenance guarantee for 6 to 12 years.
The Général de Chauffe - Esys Montenay is a European leader in operating cogenerationinstallations. It proposes to take care of the production of all thermal energy needs of its client.It has 1,600 industrial clients in Europe (of which 90 per cent are in France and the UnitedKingdom), and has a share of 35 per cent of the French market. The company manages largedistrict heating networks and steam generation facility to cater to industries with high steamdemand.
An industry that decides to install a cogeneration plant need not approach an operator, inwhich case, it has to make high investment and accept a long payback period. On the otherhand, when an industry decides to go through an operator, it can achieve 10 per cent energysaving due to cogeneration without spending any money on the installation or getting involvedin the operation and maintenance. Once it signs a contract to purchase energy from theoperator, it is guaranteed a price and the quantity of steam to be supplied. Some industries towhich the Général de Chauffe - Esys Montenay group supplies cogenerated energy areMichelin in Clermont-Ferrand (gas turbine of 30 MW capacity) and Troyes (gas turbine of 20MW capacity), and Swatch-automobile in Forbach (gas engine).
In the framework of its development activities in the energy field, Sofregaz created acompany specialized in cogeneration, known as Cogeplus. The objective of this entity was todevelop competence and know-how in the domain of cogeneration in France, which couldlater be exported to other countries. Today, Cogeplus has attained its first objective. It has avariety of references in industries and municipalities, such as the factory of Rhone-Poulenc inSalindre (5 MW), factory of Pechiney in Gardane (80 MW), and an installation for the city ofLimoges. Cogeplus undertakes turnkey projects and advises its clients. It assures the overall

90 Part II: Cogeneration experiences in Asia and elsewhere
responsibility for each of its projects by committing to implement the project in time andguaranteeing performance. It can offer to co-ordinate project financing for the client by gettingin touch with financial institutions.
3.5 Spain’s Energy Policy Favouring Cogeneration Development
In spite of the fact that Spain has a milder climate and an industrial base which is lessdeveloped as compared with the Netherlands or Germany, the country has emerged as oneof Europe’s leader in the development of cogeneration. This is a direct consequence of theenergy policies favouring cogeneration.
The country has demonstrated that clear policy actions can lead to the development ofeffective tools, ensuring rapid cogeneration growth and reaping the energy, economic andenvironmental benefits associated with it. It has also set an example of how such apromotional policy can lead to some adverse effects if it is not undertaken in a broaderperspective of long-term sustainable energy planning in a country.
The policies developed by the national authorities in the late 80s sent a very positive signal tothe market and favoured cogeneration to an extent beyond what was projected in 1990. Thescale of incentive tariffs announced led to payback periods as low as 3 years. Cogenerationappeared to have become such a lucrative activity that some cogenerators sold all theelectricity generated in their plant to the grid and met their own power needs by buying it fromthe grid at a cheaper rate than their selling price. The rationale behind this incentive tariff isthat the cogenerator takes the bulk of the project risk in the form of raising up-front capital andhaving a short term purchase contract. However, the Association of Electricity Self-producers(AAEE) counters this by pointing out that the number of cogenerators actually enjoying suchhigh profitability is very marginal. On the other hand, cogeneration projects have helped tosave over 15 billion Ptas annually in oil imports.
The evolution of cogeneration has been entirely in the industrial sector, often with theparticipation of the power sector. An energy conservation law established in 1980 providedattractive legal framework for electricity self-generation and cogeneration through tariffincentives. The tariff at which electricity was purchased by the utilities even exceeded avoidedcosts but these were passed on to the consumer by the utility. Guaranteed electricity supplyto the utilities fetched the highest rates. However cogeneration did not develop fast till 1986and most utilities were opposed to cogeneration development. The Institute for Diversificationand Promotion of Energy (IDAE) started promoting it in 1986 through informationdissemination programmes, advisory services, third party financing, etc.
As a part of the national energy plan, major initiatives were undertaken by the Plan for EnergyConservation (PAEE) in the areas of energy conservation and substitution, cogeneration andrenewable energies. The cogeneration programme set a target for increasing cogenerationcapacity from 959 MW in 1990 to 2,222 MW by the year 2000 (see Figure 3.2). The annualcontribution from cogeneration was expected to increase from 4,708 GWh in 1990 to 14,227GWh in 2000, resulting in 42,000 toe of annual fuel saving.

Cogeneration experiences around the world 91
Figure 3.2 Forecast of cogeneration growth in Spain
Spain has about 20 utilities, mostly private, which account for 98 per cent of the generationand supply of electricity. As cogeneration schemes were found to provide lucrative returnswith payback periods of 5 years or less compared to 25 years for the conventional plants,many utilities took active interest in promoting cogeneration in the form of investment and jointventures, mostly in industrial schemes. Data for 1994 shows that the installed capacity washigher than the PAEE target at 1,847 MWe, producing 10,650 GWh and accounting for 6.5 percent of the total power generation. Three industrial sectors - paper, refining and chemical -had about 110 new schemes, accounting for 75 per cent of the new capacity. Smallcogeneration units installed since 1980 contributed to 17 MWe, of which 36 installations werebelow 1 MWe capacity, mostly using natural gas.
Though some utilities became active in promoting cogeneration because of the attractivereturns on investment, the response of the power sector as a whole was mixed. On someoccasions cogeneration was opposed, on others the power industry was either neutral orsupportive to the concept. This confused attitude often sent a negative signal to theprospective investor. Particularly, a year prior to the issuance of the new Electricity SystemLaw in 1995, it was widely known that some changes unfavourable to cogeneration would beintroduced. This effectively put a block on the development of new schemes.
The new law of 1995 is expected to have some regressive impact on the extent of newcogeneration development in Spain. This legislation intends to harmonize self-generation withthe central system and develop a uniform tariff. A major blow on the cogenerator has been thereduction of the tariff of exported electricity in steps by 30 per cent after 5 years ofcommissioning. Accordingly, the payback periods are expected to be much longer, as muchas 15 years. The minimum purchase contract period has been specified for five years. Thecogenerator is allowed to sell only the electricity produced in excess. Penalties for non-supplyof guaranteed electricity have become so high that the cogenerator is likely to choose aprogrammed tariff that has a lower rate. The law appears more favourable to the power sectorwhich will become a major player in cogeneration investment in the future as it is highly
2000
1994
1993
1992
1991
1989-90
1986-88
1980-85
1980
0 500 1,000 1,500 2,000 2,500
MWe installed capacity
PAEE targetOver target

92 Part II: Cogeneration experiences in Asia and elsewhere
unlikely that lower returns and higher risks involved in cogeneration projects can attract privatesector investment any longer.
3.6 Cogeneration Promoting Strategy in the United Kingdom3
The United Kingdom has a target to attain 5,000 MW of cogeneration by 2000. This wouldrequire an installation rate of 270 MW of new cogeneration capacity per year for the period1991-2000. According to the data monitored by the Department of Environment incollaboration with other organizations and the cogeneration industry, good progress wasmade during the first half of 1990s. At the end of 1995, there were approximately 3,500 MW ofcogeneration installed in around 1,300 sites, meeting about 5 per cent of the country’selectricity requirements. Table 3.1 shows the evolution in the total capacity and electricitygenerated from 1991 to 1996. This steady increase in capacity is the outcome of theconcerted efforts from industry, cogeneration promotion association (CHPA) and governmentto promote the technology. Cogeneration technology is considered as a crucial area of thegovernment’s Energy Efficiency Best Practice programme which provides credible andindependent information through various media, and much of direct support for technologydevelopment and innovative applications.
Table 3.1 Steady growth of cogeneration in the UK from 1991 to 1996
Year 1991 1993 1994 1995 1996
Total cogeneration capacity (MWe) 2,312 2,893 3,141 3,487 3,562
Electricity generated (GWh) 11,017 14,171 12,152 17,611 19,081
Most recent cogeneration figures available show that there are a total of 1,336 cogenerationschemes in operation throughout the United Kingdom with a total capacity of 3,562 MWe. Thedetails of the different sizes are given in Figure 3.3; as it can be seen, the vast majority ofthese in operation have a capacity less than 100 kW while larger than 10 MWe units make upfor almost 80 per cent of the total capacity. Almost three-quarter of the total number ofinstallations was for commercial, residential and public sector buildings. On the other hand,the industrial sector dominates the cogeneration market, accounting for 89 per cent of thetotal installed capacity. From this information, one can conclude that industrial cogenerationschemes had much bigger power generating capacities than those in the other sectors did.
The largest growth in the number of schemes has been in the small sector, typically below 1MWe. As many as 273 schemes were installed during 1994-1996, with an aggregated powergenerating capacity of 60.2 MW, with an average of only 220 kW per scheme. As for thelarger installations, 16 units were contracted in 1995, amounting to a total of 292 MWe.
3 ETSU, “Statistics for combined heat and power in the United Kingdom”, Prepared for the Digest ofUnited Kingdom of Energy Statistics (DUKES), 1997.

Cogeneration experiences around the world 93
Figure 3.3 Capacity range of cogeneration units installed in the UK (1996)
3.6.1 Policies and initiatives for promoting cogeneration
Privatization of the public utilities and the on-going liberalization of the energy market havegiven a boost to the cogeneration business. The majority of the small cogenerators does notrequire getting a license and have been exempted from the fossil fuel levy. Even export ofpower up to 500 kW is allowed with the need to have a supply license.
Government policies encourage the development of local generation, and there is a growth inthe provision of integrated energy services, as opposed to simple energy supply, an approachwhich is very much compatible with cogeneration. Some of the policy changes that havebenefited cogeneration include:
- The level of supply at which a generation license is required has been increased from 10to 50 MWe; in certain circumstances, temporary supply of power above 50 MWe isallowed; the rule of 51 per cent “own use” has been relaxed;
- The rules regarding supply of electricity have been changed, giving more flexibility forcogeneration scheme operation and the opportunity for more on-site customers to benefitfrom it;
- With the introduction of net trading, the burden on the cogenerator is removed as theelectricity that is used on-site does not have to be sold through the pool;
- Cogeneration involving community heating, when it displaces electrical heating system,can be supported under the Public Electricity Suppliers’ obligations;
- The Electricity Act has been amended to favour municipal waste based cogeneration; longterm contracts are signed for electricity from renewable sources;
0
100
200
300
400
500
600
700
800
< 0.01 0.1 - .99 1 - 9.9 > 10
Electrical capacity range, MWe
Nu
mb
er o
f in
stal
lati
on
s
0
500
1,000
1,500
2,000
2,500
3,000
To
tal c
apac
ity,
MW
e
Installations
Total capacity

94 Part II: Cogeneration experiences in Asia and elsewhere
- Local authority capital finance rules have been relaxed to facilitate cogeneration andcommunity heating through private sector partnership; such schemes are also eligible forrevenue support.
There are several constraints to cogeneration development in the United Kingdom, the mostnotable among them is the need for high investment even though one can except to getattractive returns and cheap energy. Added to this is the overall volatility in the energy marketand a perception of falling electricity prices that lead to uncertainty in decision making.
Even though cogeneration and district heating are well established and found to be generallyreliable, there is still a lack of awareness and distrust of the technology and its benefits. Somepotential cogenerators are concerned about the commercial impact of protracted negotiationswith regional electric companies, or do not comprehend well the regulatory and marketcomplexities.
The next few years offer a number of key opportunities for cogeneration to grow. Completeliberalization of the energy market will allow all energy users to choose their energy suppliers.As a result of privatization and market liberalization, energy companies are expanding theirrange of products and services. There is an increasing trend to shift from simple fuel andpower supply to integrated energy service packages. Expertise of energy service companiesand their ability to finance projects will provide excellent opportunity for cogeneration to grow.
Greater development of community heating with the participation of local authorities andprivate sector developers will provide new opportunity for cogeneration. Energy recovery andcogeneration from waste will represent the best practicable environmental option and providea major opportunity for sustainable waste management.
Government has set an objective to establish an undistorted market for cogeneration and toeliminate any unnecessary barrier so that the target of 5,000 MWe by the year 2000 is met. Tostart with, government seeks cost effective options for applying cogeneration to its own estateand to persuade the public sector to follow suit. Currently over a half of all cogenerationinstallations are in the public sector.
Government is also working with the cogeneration industry and other partners in order todevelop new cogeneration market where there is unrealized potential. Efforts are being madeto replicate the experience already gained in industries and buildings where cogeneration iswell accepted.
Lastly, government intends to continue the promotion of this technology by keeping thedecision-makers informed through the “Energy Efficiency Best Practice” programme andother environmental and energy management initiatives.

PART 3:
SUMMARY OF COUNTRY STUDIES - BANGLADESH AND VIET NAM


Framework for the country studies 97
CHAPTER 1: FRAMEWORK FOR THE COUNTRY STUDIES
1.1 Background
The first task of the ESCAP cogeneration project was to identify two countries, one in SouthAsia and the other in South-East Asia, which offer considerable potential for cogenerationdevelopment but have not so far undertaken any methodical study to assess the opportunityfor cogeneration.
Bangladesh was chosen in South Asia because the country is presently facing with electricityshortage and the government is in the process of developing and implementing policies forencouraging private sector participation in the power sector. The country is endowed withnatural gas and this gas is already available through distribution networks to many industrialand commercial customers to mostly meet their thermal energy requirements. Theeconomic development of the country will see growth of new industries and commercialbuildings as well as expansion of the existing facilities. Some of these enterprises are goodclients for cogeneration. However, the awareness of the benefits of cogeneration appears tobe low among the potential cogenerators as well as the policy makers. No initiatives havebeen taken so far by the public authorities to promote cogeneration in a systematic manner.
In the case of South-East Asia, Viet Nam was selected because of its uniqueness among theSouth-East Asian countries. The shift from a centrally-planned to a market-based economyand the more recent integration of the country within the Association of South-east AsianNations (ASEAN) have brought in new opportunities and challenges to the much desiredeconomic development of the country. Sudden spurt of industrial and commercialdevelopments along with the need for revamping the existing outdated production facilitieshas put tremendous pressure on the government. Already facing with the huge task ofassuring the smooth transition of socio-economic development, the public authorities areshort on finances to cope with the incessant need for infrastructure development, particularlyrelated to the energy sector that is in the process of being restructured. Efforts are beingmade at the higher authorities level to look for both supply and demand options to deal withthe present situation and to better prepare for future energy challenges. Though Viet Namlags behind most other member countries of the ASEAN which are already at a fairlyadvanced stage of propagating policies and measures to facilitate the development of themarket for cogeneration, the country is very much willing to learn from their experiences andfind appropriate solutions in line with the prevailing socio-economic conditions.
The main purpose of the project was to launch national studies primarily to enhance thenational capacity for identifying and assessing the potential for cogeneration. To fulfil this,study teams were formed in both countries, mainly consisting of researchers andacademicians who are very much interested in the subject and who hold the promise ofsustaining the initial efforts by continued activities in the future to popularize the concept ofcogeneration in their countries.
Expected outcomes of the country studies included widespread dissemination of the findingsand results among various interest groups as follows:
1. national authorities, policy makers, utilities, industry representatives and others forcreating awareness regarding the numerous benefits of cogeneration;
2. potential cogenerators, manufacturers and/or suppliers of cogeneration equipment(engines, turbines, pressure boilers, absorption chillers, etc.), project developers,

98 Part3: Summary of country studies – Bangladesh and Viet
financiers, and consultants who better interact to assure the success of cogenerationdevelopment;
3. potential donor countries and motivate them in launching more substantial cogeneration-related bilateral projects.
1.2 Guidelines for the Country Studies
Based on the assumption that these cogeneration studies were first of their kinds in therespective countries and the time available for completing the study was limited to threemonths, simple guidelines were prepared to cover the following:
1. overview of present energy situation, policies and strategies in the country;
2. preliminary assessment of the potential for cogeneration;
3. pre-feasibility studies of some identified sites with promising cogeneration potential toevaluate the economic (financial) and environmental benefits;
4. conclusion and recommendations for follow-up actions.
1.2.1 Overview of energy situation, policies and strategies in the country
The basic requirement before going deeper into cogeneration study is to first have a clearperspective of the overall energy situation in the country. This includes understanding of thehistorical evolution of the energy sector, and the status as well as future prospects forelectricity demand and supply. Other notable aspects are the share of energy use in theindustrial and commercial sectors, the status of industrial growth, and forecasts of energyuse in line with the target overall economic development.
A major factor determining the financial viability of cogeneration projects is the prevailingcosts of fuel and electricity. Therefore a good understanding of the energy pricingmechanism and any price distortions such as taxation and cross-subsidization is importantfor making realistic assumptions of the input parameters of the pre-feasibility studies.
Equally important is the need to grasp the various government policies and strategies beingformulated for encouraging private sector involvement in power generation in various forms.Based on the ground reality, a critical analysis of strengths and weaknesses of theseinitiatives is desirable.
1.2.2 Preliminary assessment of the potential for cogeneration
An evaluation of the existing cogeneration facilities helps in quantifying the share ofcogeneration in the total power supply, and identifying the sectors where cogeneration hasalready been well accepted. Also, information gathered from the sites and discussion withcogenerators help to assess aspects such as the technological status, operation andmanagement practices, economic and financial benefits, constraints and drawbacks inoperating such facilities, etc.
Preliminary assessment includes identification of industrial and commercial sectors whichoffer cogeneration potential, based on the various technical criteria such as heat-to-powerratio, quality of thermal energy requirements, typical demand patterns of the different forms ofenergy at the site, availability of fuels, level of system reliability needed, etc.
Once the industrial and commercial sectors offering good potential for cogeneration areidentified, the technical potential for cogeneration can be established on selected samplesites using a standard questionnaire of the type given in Appendix 1.A.

Framework for the country studies 99
The response from the questionnaires sent and preliminary discussions with interestedparties help to identify suitable sites where a limited number of pre-feasibility studies can beundertaken.
1.2.3 Pre-feasibility study of sites with good cogeneration potential
Pre-feasibility study involves gathering of additional technical data from the site, including theactual demand pattern as a function of time, minimum, maximum and average energydemands, annual operating hours, type of fuel in use, space constraint, etc.
The above data allow to complete a technical evaluation of cogeneration and identification ofcogeneration alternatives in order to proceed with the phase, economic and financialevaluation. Several country-specific economic and financial parameters need to be firstgathered before the pre-feasibility study. If some data are unknown or not available, it isimportant to make realistic assumption based on discussion with the personnel of the siteand competent authorities in the country.
Once, preliminary financial results are obtained, it is important to conduct a sensitivityanalysis to identify the most important parameters that are decisive to the financial viability ofthe project.
1.2.4 Conclusion and recommendations for follow-up actions
The results of sensitivity analysis help to first define the context and conditions wherecogeneration should be recommended from the energy and environmental perspectives. Onecan also assess the impacts of any distortion of energy pricing and other forces that canadversely affect the penetration of cogeneration into the market. These can serve asjustifications for outlining appropriate policies and strategies that may be required to assurethe large-scale adoption of cogeneration projects in the country.
In order to illustrate the procedure for assessing the pre-feasibility of identified sites and toassure consistency and uniformity of all the cases considered, a sample case study wasdeveloped by the lead consultant and presented to the study teams in both the countries.This case study was accompanied by spreadsheet-based software that can help to cut downthe analysis time drastically.
The sample case study consisting of pre-feasibility of cogeneration in a pulp and paper mill inthe Philippines is elaborated in Chapter 2.

100 Part3: Summary of country studies – Bangladesh and Viet
APPENDIX 1.A
TYPICAL QUESTIONNAIRE FOR INITIAL APPRAISAL OFCOGENERATION POTENTIAL AT A GIVEN SITE
GENERAL INFORMATION
Name of the Company:Address:
Telephone:Fax:Contact Name:Position:
SITE INFORMATION
Main Activity:Hours of Operation:Working days:Total Annual Operating Hours:Period and Duration of Annual Shutdown:
ELECTRICITY DATA (AT LEAST FOR LAST 12 MONTHS)
Year Month Consumption(MWh)
Peak hours(MWh)
Off-peak hours(MWh)
Transformer Capacity (kVA):Annual Peak Demand (kW/kVA):Any changes in the future demand patterns expected?
THERMAL REQUIREMENTS (FOR LAST 12 MONTHS)
Steam:Boiler Outlet Pressure (Bar) and Temperature (°C):Process heat requirement Pressure (Bar) and Temperature (°C):
Hot water:Supply Temperature (°C):Return Temperature (°C):
Cold/chilled water:Supply Temperature (°C):Return Temperature (°C):
Year Month Steam(ton)
Hot Water(GJ)
Chilled Water(GJ)

Framework for the country studies 101
Any changes in the future demand patterns expected?
If available, please provide typical hourly thermal energy demand profiles for a week and aweekend day, during summer and winter.
BOILER FUEL CONSUMPTION (FOR LAST 12 MONTHS)
Year Month Nat. Gas(m3)
Diesel(litre)
HFO(litre)
Coal(ton)
Others(unit)
EXISTING BOILER FACILITY
Manufacturer:Age:Capacity:Fuel:Does the boiler require retrofitting or replacement?
FUEL SUPPLIES
Is natural gas available at site?If yes, at what pressure is the gas available?
EXISTING POWER GENERATING FACILITY
Is there any on-site power generating facility?If yes,
Type of plant (Steam turbine/gas turbine/engine):On-site generation capacity:

Sample case study in a pulp and paper mill 103
CHAPTER 2: SAMPLE CASE STUDY IN A PULP AND PAPER MILL
2.1 Project Description
The Container Corporation of the Philippines (CCP) which uses electricity and thermalenergy simultaneously, plans to set up a cogeneration plant. Located at Balintawak, QuezonCity, it is a paperboard mill and converting plant. It produces various paperboards byrecycling waste papers. CCP operates its mill 365 days a year with 24 hours a day in threeshifts. The mill operation is stopped only due to breakdown of machines, scheduledmaintenance of equipment, power interruption and calamities such as typhoons, fires, etc.
This mill offers a good opportunity for cogeneration as it has steady thermal and electricalloads, and it requires a steady supply of energy in order to avoid production losses. Beforedeciding on making a substantial investment in this project, it is necessary to carry out athorough financial analysis of the possible cogeneration alternatives.
The method of conducting pre-feasibility of cogeneration in CCP involves a three-stepprocedure, i.e., search and identification of alternatives, estimation of costs and savings, andeconomic evaluation of all options.
2.2 Identification of Possible Cogeneration System Alternatives
This stage involves (1) analysis of the current energy consumption pattern of the CCP plant,and (2) identification of possible cogeneration candidates, and evaluation of technicalparameters for each candidate.
2.2.1 Current Energy Consumption
a) Power consumption
Electricity in the paper factory is used for board making (47 per cent), papermaking (51 percent) and lighting & air-conditioning (2 per cent). Analysis of the monthly electricityconsumption of the factory in 1996 shows the following:
• Maximum Monthly Electricity Consumption (May): 1,377 MWh
• Minimum Monthly Electricity Consumption (March): 740 MWh
• Peak Power Demand: 2,430 kW
• Base Power Demand: 2,040 KW
• Total Electricity Consumption in 1991: 12,715 MWh
b) Steam consumption
CCP uses 98 per cent of the total steam production for paper drying while 2 per cent is usedfor cleaning the process equipment. Paper drying at CCP requires saturated steam at apressure of 7 bar. The steam requirement is met by two boilers with capacities of 9 tons/hrand 13 tons/hr respectively. Bunker oil is used as fuel for boilers.
Detailed steam and fuel consumption data were analyzed to derive monthly consumption in1996, daily consumption pattern during the month with high demand, hourly steam demandprofile of the factory for sample peak days. The analysis led to the following:

104 Part3: Summary of country studies – Bangladesh and Viet Nam
4 0
5 0
6 0
7 0
8 0
9 0
1 0 0
1 1 0
Jan.
Feb.
Mar
.
Apr.
May
Jun. Jul.
Aug.
Sep.
Oct
.
Nov
.
Dec
.Month
Po
we
r to
He
at
Ra
tio
(M
Wh
/T
J)
• Peak steam demand (occurred in June): 12,950 kg/hr
• Base steam demand (occurred in November): 5,000 kg/hr
• Total steam consumption in 1991: 5.7×104 tons
• Total bunker oil consumption in 1991: 4.6×106 litres
c) Power to heat ratio
Monthly power to heat ratio in 1996 of the CCP plant varies from 64.4 MWh/TJ to 105.9MWh/TJ, the average value being 82.8 MWh/TJ or 0.3 kWe/kWth (see Figure 2.1).
Figure 2.1 Monthly power to heat ratio of the CCP plant
2.2.2 Identification of Alternative Cogeneration Options
For the average power to steam ratio of 82.8 MWh/TJ of the factory, typical cogenerationsystem used is the steam turbine. However, reciprocating engine and gas turbinecogeneration systems were also included as potential alternatives because these are:
• applicable in small-scale cogeneration systems.
• commonly used configurations in the Philippines.
• simple and easy-to-grasp technologies.
a) Sizing of cogeneration system
Based on the results of the energy demand analysis, each of the above candidatecogeneration systems was sized to meet either the manufacturing plant's process steam(thermal match) or electricity requirements (power match). From the analysis of the plant'selectricity and steam usage pattern, base and peak process heat requirements of 5,000kg/hr, 13,000 kg/hr are used for thermal matching. Likewise, base and peak powerrequirements of 1,500 and 2,430 kW are investigated for power matching.

Sample case study in a pulp and paper mill 105
Table 2.1 Process steam rates and power demand used in the sizing options
(A) Thermal Match
Process steam (kg/hr) Annual steam generation (TJ) Heat deficit (TJ) Excess heat (TJ)
5,000
13,000
103
269
55
0
0
111
(B) Power Match
Power demand (kW) Annual power generation (MWh) Power deficit (MWh) Excess power (MWh)
1,500
2,430
11,235
18,200
1,480
0
0
5,485
Notes: 1. Enthalpy of required process steam is 2,761 kJ/kg.
2. Annual actual working period is 7,884 hours/year.
3. Total annual thermal energy requirement of CCP is 158 TJ.
4. Total power requirement of CCP is 12,715 MWh.
b) Technical potential evaluation
þ Steam Turbine
Figure 2.2 Backpressure steam turbine cogeneration system
Figure 2.2 shows a backpressure steam turbine cogeneration system. Superheated steamwas considered for typical inlet pressures of 20, 30, 40, 50, 60 70 bars respectively. Thepower to steam ratio, the power generated by the steam turbine for a given process steamrequirement as well as the steam generated for a given power requirement can be estimatedby using the following formulas:
• Power to Heat Ratio
PHR = ( )H H
H
in o u t tb gen
o u t
− × ×η η (kWe/kWth)
FuelTurbine
Steam
Boiler
Process
GE l e c t r i c i t y

106 Part3: Summary of country studies – Bangladesh and Viet Nam
= ( )
.
H Hin o u t tb gen− × ×η η3 6
(kWe/(ton/hr of steam)
Where, PHR = power to heat ratio
Hin = enthalpy of the turbine inlet steam, kJ/kg
Hout = enthalpy of the turbine outlet steam, kJ/kg
ηtb = turbine efficiency
ηgen = generator efficiency
• Power Generation (for thermal matching)
P =PHR x S x H R C F
1 0o ×
6
Where, P = electricity generation, MWh/year
PHR = power to steam ratio, kW/(ton/hr of steam)
So = process steam to be met, kg/hr
CF = factor for continuous operation, 0.9-0.95
HR = actual working hours per year
• Heat Generation (for power matching)
S =P x H x H R x C F
PHR x 1 0o o u t
6
Where, S = heat generation, TJ/year
Po = power to be met, kW
Hout = enthalpy of the turbine outlet steam, kJ/kg
PHR = power to steam ratio, in kW/(ton/hr of steam)
• Fuel Consumption
F =(H - H ) S
1 0in f
b9
x x H R x C F′×η
Where, F = fuel consumed by the cogeneration system, TJ/year
Hin = enthalpy of steam at turbine inlet, kJ/kg
Hf = enthalpy of feedwater, kJ/kg
S' = steam flowrate, kg/hr
nb = boiler efficiency

Sample case study in a pulp and paper mill 107
Table 2.2 Results of thermal matching for the steam turbine option
Turbine Inlet Steam Pressure = 7 bar
Turbine Outlet Pressure (bar)
20 30 40 50 60 70 80
5,000 kg/hr
Power Generating Capacity (kW) 282 353 408 451 482 504 522
Electricity Generation (MWh/year) 2,111 2,462 3,059 3,375 3,608 3,777 3,906
Excess(+)/Deficit(-) Power (MWh) -10,604 -10,073 -9,656 -9,340 -9,107 -8,938 -8,809
Fuel Consumption (TJ/year) 122 126 129 131 133 134 135
Excess(+)/Deficit(-) Heat (TJ/year) -55 -55 -55 -55 -55 -55 -55
13,000 kg/hr
Power Generating Capacity (kW) 733 917 1,062 1,172 1,252 1,311 1,356
Electricity Generation (MWh) 5,489 6,869 7,955 8,776 9,380 9,820 10,157
Excess(+)/Deficit(-) Power (MWh) -7,226 -5,846 -4,760 -3,939 -3,335 -2,895 -2,558
Fuel Consumption (TJ) 318 328 336 342 346 349 352
Excess(+)/Deficit(-) Heat (TJ/year) 111 111 111 111 111 111 111
Table 2.3 Results of power matching for the steam turbine option
Turbine Inlet Steam Pressure = 7 bar
Turbine Outlet Pressure (bar)
20 30 40 50 60 70 80
1,500 kW
Heat Generating Capacity, kg/hr 26,607 21,262 18,360 16,642 15,571 14,873 14,380
Heat Generation, TJ/yr 495 396 342 310 290 277 268
Excess(+)/Deficit(-) Heat (TJ/yr) 337 238 184 152 132 119 110
Fuel Consumption, TJ/yr 650 536 474 437 414 399 389
Excess(+)/Deficit Power, MWh/yr -1,480 -1,480 -1,480 -1,480 -1,480 -1,480 -1,480
2,430 kW
Heat Generating Capacity, kg/hr 43,103 34,444 29,744 26,960 25,225 24,094 23,295
Heat Generation, TJ/yr 802 641 554 502 470 449 434
Excess(+)/Deficit(-) Heat (TJ/yr) 644 483 396 344 312 291 276
Fuel Consumption, TJ/yr 1,053 868 768 708 671 647 630
Excess(+)/Deficit Power, MWh/yr 5,485 5,485 5,485 5,485 5,485 5,485 5,485
þ Reciprocating Engine
Figure 2.3 shows a reciprocating engine cogeneration system. It uses a diesel engine as itsprime mover together with heat recovery from the engine exhaust and engine jacket coolingwater. It can be operated efficiently at partial load and in small sizes. Compared with steamturbine and gas turbine units, Diesel engine with waste heat boiler has higher power to heatratio, which ranges from 2.0 to 2.6. Table 2.4 shows its typical energy distribution.

108 Part3: Summary of country studies – Bangladesh and Viet Nam
Figure 2.3 Typical reciprocating engine cogeneration system
The power to heat ratio for the reciprocating engine cogeneration system can be calculatedby:
PHR = η
η ηe n g i n e
e x h a u s t h r s g
× [kWe/kWth]
= ηη η
engine o f w
exhaus t hrsg
H H× −× ×
( )
.3 6 [kWe/(ton/hr of Steam)]
where, ηengine = percentage of engine electric output
ηexhaust = percentage of exhaust heat
ηhrsg = efficiency of heat recovery steam generator
Ho = enthalpy of process steam, kJ/kg
Hfw = enthalpy of feedwater, kJ/kg
Table 2.4 Typical energy distribution (per cent) for reciprocating engines
Size 60 kW 230-840 kW 1,200-2,400 kW
Electric Output 26 33 35Cooling 23 30 29Exhaust 47 30 29Losses 4 7 7
Total (Fuel Input) 100 per cent 100 per cent 100 per cent
The power generation, steam generation and fuel consumption are calculated as follows:
ExhaustHeat
~ 200 OC
~ 450 OC
Heat Recovery Steam Generator
Diesel Engine
Coolers
Oil Air WaterProcess
Steam
G

Sample case study in a pulp and paper mill 109
• Power Generation (for thermal matching)
P =P H R x S x H R C F
1 0o ×
6
Where, P = electricity generation, MWh/year
PHR = power to steam ratio, kW/(ton/hr of steam)
So = process steam to be met, kg/hr
CF = factor for continuous operation, 0.9-0.95
HR = actual working hours per year
• Heat Generation (for power matching):
S =P x H x H R x C F
PHR x 1 0o o
6
Where, S = heat generation, TJ/year
Po = power to be met, kW
Ho = enthalpy of process steam, kJ/kg
PHR = power to heat ratio, kWe/(ton/hr of steam)
• Fuel Consumption:
FP
engine=
××
3 6
1 0 3
.
η
Where, F = fuel consumption, TJ/year
P = power generation, MWh/year
ηengine = percentage of engine electric output
Table 2.5 Summary of the results for the diesel engine
Thermal Matching
5,000 kg/hr 13,000 kg/hr
Power Generating Capacity, kW 6,259 16,272
Power Generation, MWh/year 46,876 121,877
Excess(+)/Deficit(-) Power, MWh/year 34,161 109,162
Excess(+)/Deficit(-) Heat, TJ/year -55 111
Fuel Consumption, TJ/year 482 1,254
Power Matching
1,500 kW 2,430 kW
Heat Generating Capacity, kJ/kg 1,198 1,941
Heat Generation, TJ/year 25 40
Excess(+)/Deficit(-) Heat, TJ/year -133 -118

110 Part3: Summary of country studies – Bangladesh and Viet Nam
Excess(+)/Deficit(-) Power, MWh/year -1,480 5,485
Fuel Consumption, TJ/year 116 187
þ Gas Turbine
Figure 2.4 shows a typical gas turbine cogeneration unit. Gas turbine cogeneration unit hasthe following advantages over other internal combustion engine drives: small size and highpower to heat ratio, ability to burn a variety of fuels, clean dry exhaust and hence ability tomeet stringent pollution standards, high reliability and easy maintenance. Table 2.6 presentsthe typical heat disposition of gas turbines.
Figure 2.4 Gas turbine with heat recovery steam generator
Table 2.6 Gas turbine heat balance
Small Units Medium Size Units
Electricity 21 per cent 29 per cent
Exhaust Heat (Theoretically Recoverable) 53 per cent 46 per cent
Exhaust Heat (Not Recoverable) 21 per cent 20 per cent
Generator, Oil Cooler and Radiation Losses 5 per cent 5 per cent
Total (Fuel Input) 100 per cent 100 per cent
Following the same way as that for reciprocating engine cogeneration unit, the power to heatratio, power generation and heat generation, fuel consumption, etc., can be calculated. Theresults are shown in Table 2.7.
G
Exhaust Gas
Electricity
HRSG
Steam
WaterFlueGas
Fuel
Gas Turbine
Generator
Air

Sample case study in a pulp and paper mill 111
2.3 Calculation of Costs and Benefits
After evaluating the technical potential of the alternative cogeneration systems, the differentsources of revenues and expenses of the systems are determined so that the evaluation ofthe economic potential of each system could be followed.
Table 2.7 Summary of the results for the gas turbine
Thermal Matching
5,000 kg/hr 13,000 kg/hr
Power Generating Capacity, kW 2,493 6,482
Power Generation, MWh/year 18,673 48,550
Excess(+)/Deficit(-) Power, MWh/year 5,958 35,835
Excess(+)/Deficit(-) Heat, TJ/year -55 111
Fuel Consumption, TJ/year 269 699
Power Matching
1,500 kW 2,430 kW
Heat Generating Capacity, kJ/kg 3,008 4,873
Heat Generation, TJ/year 62 101
Excess(+)/Deficit(-) Heat, TJ/year -96 -57
Excess(+)/Deficit(-) Power, MWh/year -1,480 5,485
Fuel Consumption, TJ/year 162 262
2.3.1 Costs
(a) Total installation cost
The installation cost of each cogeneration system can be roughly estimated by the formulataken from the report on “Industrial and Commercial Cogeneration”, Office of TechnologyAssessment, Washington D.C., U.S.A.:
• Steam Turbine (Oil-Fired):
C = [962.761- (9.119 x10-3 x M) - (1.314 x 10-7 x M2) + (2.782 x 10-11 x M3)] x M x E
• Diesel Engine:
C = [915.14 - (6.531 x 10-2 x M) + (4.56 x 10-6 x M2) - (1.424 x 10 -10 x M3)] x M x E
Where, C = installation cost, Peso
M = installed capacity, kW
E = peso - dollar exchange rate, assumed 26 Peso/$ in 1996
(b) Operating costs
The operating costs in this case study include:
• Fuel Costs: cost of fuel consumed by the cogeneration unit.
• Operating and Maintenance Costs: These are taken as 2.5 per cent of the total installationcost of the cogeneration unit.

112 Part3: Summary of country studies – Bangladesh and Viet Nam
(c) Insurance cost
Insurance cost reduces as the book value of equipment decreases. Here, it is taken as 5 percent of the book value of the equipment.
(d) Depreciation
Straight-line depreciation method is adopted. The depreciation cost is calculated as:
CD = (C - S)/N
Where, S = salvage value of equipment, Peso
N = equipment life, years
(e) Standby charges
If the electricity demand of the facility cannot be met by the cogeneration system, certainamount of electricity must be imported from the grid. In this case, tariff structure requires theelectricity consumers to pay a standby charge depending upon the demand. The standbycharge is computed as follows:
CSC = SR x SC
Where, SR = standby rate, Peso/kW
SC = standby capacity, kW
2.3.2 Revenues
In this case study, revenue from a cogeneration system comes from four possible sources,namely, savings from displaced electricity, sale of excess electricity, boiler fuel cost savings,and boiler operating and maintenance cost savings.
(a) Savings from displaced electricity
RDE = P’ x CE
Where, P’ = power generated by the cogeneration system, kWh
CE = electricity purchase price, Peso/kWh
(b) Revenue from sale of excess electricity
RX = PX’ x (BR/100) x CE
Where, PX’ = excess electricity, kWh
BR = buy-back rate, per cent
(c) Boiler fuel cost savings
RF = K
L H V
F x S x106
Where, KF = fuel purchase price, Peso/kg
LHV = fuel lower heating value, MJ/kg
S = amount of process steam utilized, TJ

Sample case study in a pulp and paper mill 113
(d) Boiler O & M cost savings
This is the cost that would have been incurred in operating and maintaining the boiler ifprocess steam was produced by a conventional boiler and not by the cogeneration system.
2.4 Financial Analysis of the Cogeneration Alternatives
Evaluation of the feasibility of each alternative is made by the IRR and NPV methods. Beforecalculating IRR and NPV, the costs, revenue, pre-tax profit, net profit as well as net cash floware computed. Table 2.8 lists the results for selected cogeneration alternatives at the end ofthe first year of project life. Then, IRR and NPV for each candidate are calculated with thefollowing assumptions:
The service lifetime of the installed cogeneration system: 15 years
The estimated cost escalation rate per year for fuel, electricity and O&M: 5 per cent
Buy-back Rate: 70 per cent
Insurance (as per cent of equipment cost): 5 per cent
Tax Rate: 35 per cent
Discount rate: 15 per cent
Table 2.8 Summary of cash flows of selected alternatives for the 1st Year
TotalInstallationCost
Cost ofFuel
Total Costs TotalRevenue
Pre-TaxProfit
Net Profit Net CashFlow
STEAM TURBINE (Thermal Match)
5,000 kg/hr
40 Bar
60 Bar
80 Bar
12,222,440
14,401,909
15,589,108
7,281,116
7,504,958
7,627,024
8,136,722
8,513,127
8,718,296
11,282,569
12,214,331
12,722,438
2,331,018
2,714,077
2,964,868
1,515,162
1,781,700
1,927,164
2,329,991
2,741,827
2,966,438
13,000 kg/hr
40 Bar
60 Bar
80 Bar
31,577,708
37,165,524
40,203,762
18,930,902
19,512,892
19,830,261
21,141,377
22,114,513
22,644,559
22,813,046
25,235,627
26,556,705
-433,511
643,412
1,231,895
-433,511
418,218
800,732
1,671,670
2,895,920
3,480,932
STEAM TURBINE (Power Match)
1,500 kW
80 Bar 44,407,619 21,934,763 25,043,310 28,389,132 385,314 250,454 3,210,962
2,430 kW
80 Bar 71,284,107 35,534,316 40,524,218 30,905,642 -14,370,849 -14,370,849 -9,618,575
DIESEL ENGINE
Thermal-Match
5,000 kg/hr
13,000 kg/hr
158,679,722
283,210,583
32,761,595
85,180,147
44,662,609
106,420,976
69,541,795
162,631,802
14,300,538
37,330,121
9,295,349
24,264,579
19,873,998
43,145,284
Power-Match
1,500 kW
2,430 kW
48,376,832
74,045,674
7,851,944
12,720,150
11,480,242
18,273,610
20,842,550
30,967,472
6,137,187
7,757,484
3,989,171
5,042,365
7,214,293
9,978,743
GAS TURBINE
Thermal-Match
(All Values in Pesos)

114 Part3: Summary of country studies – Bangladesh and Viet Nam
5,000 kg/hr
13,000 kg/hr
90,828,571
195,551,493
18,270,890
47,504,313
21,449,925
54,348,650
35,980,477
75,372,376
8,475,314
7,986,959
5,508,954
5,191,524
11,564,192
18,228,290
Power-Match
1,500 kW
2,430 kW
58,052,199
88,854,808
10,992,722
17,808,209
13,024,584
20,918,163
23,475,928
35,233,544
6,581,197
8,391,727
4,277,778
5,454,623
8,147,925
11,378,277
Table 2.9 Summary of NPV and IRR
Cogeneration AlternativesSteam/PowerDemand
Turbine Inlet SteamPressure (bar)
NPV IRR(%)
Steam Turbine (Thermal Match)5,000 kg/hr 40
6080
7,340,8918,623,8899,324,957
24.3124.2824.27
13,000 kg/hr 406080
-12,394,563-8,832,665-6,956,922
7.9010.9012.00
Steam Turbine (Power Match)1,500 kW 80 -12,397,728 10.102,430 kW 80 -122,352,173 --
Diesel Engine (Thermal Match)5,000 kg/hr --- 16,713,528 16.7013,000 kg/hr --- 97,294,178 20.40
Diesel Engine (Power Match)1,500 kW --- 13,726,021 19.602,430 kW --- 12,812,597 17.80
Gas Turbine (Thermal Match)5,000 kg/hr --- 1,218,335 15.2013,000 kg/hr --- -46,400,865 10.60
Gas Turbine (Power Match)1,500 kW --- 6,605,407 16.902,430 kW --- 1,694,257 15.30
2.5 Sensitivity Analysis
The price escalation rates for electricity and fuel estimated in this evaluation process mightnot be exact. Similarly, the installation cost represents a large investment and changes in thiscost can affect the results significantly. Sensitivity analysis of IRR of the feasiblecogeneration systems is done assuming changes in each of these factors.
The following two acceptable alternatives are taken as examples for the sensitivity analysis:
(1) Steam Turbine, Thermal Match [STTM]: 5,000 kg/hr, Turbine steam inlet pressure:40 bar;
(2) Diesel Engine, Power Match [REPM]: 1,500 kW Power Demand.

Sample case study in a pulp and paper mill 115
ð Changes in the Escalation Rate of Fuel Price
IRR vs. Escalation Rate of Fuel
Price
5 %
1 0 %
1 5 %
2 0 %
2 5 %
3 0 %
5 % 7 % 9 % 1 1 % 1 3 %
Escalation Rate of Fuel Price
IRR
I R R ( S T T M )IRR(REPM)
Figure 2.5 Sensitivity analysis of IRR for different fuel price escalation rates
Sensitivity of IRR for the two alternatives to changes in the escalation rate of fuel prices from5 per cent to 13 per cent is presented in Figure 2.5. From this analysis, it may be observedthat the diesel engine (1,500 kW) appears to be more sensitive to changes in fuel prices. Foran escalation rate of 13 per cent, the steam turbine (thermal matching option) using 40 barinlet steam is still found to be economically feasible, whereas diesel engine is no longerfinancially attractive because the IRR becomes less than discount rate which is 15 per cent.
ð Changes in the Investment Cost
IRR vs.
10%
13%
15%
18%
20%
23%
25%
0% 5% 10% 15%
% of Investment Increase
IRR
IRR(STTM)
IRR(REPM)
Figure 2.6 Sensitivity analysis of IRR to increases in the investment cost
Zero to 15 per cent increases in the investment cost are made to analyze the sensitivity ofIRR of the two alternatives (see Figure 2.6). When the increases are less than 15 per cent,the IRRs of steam turbine cogeneration system using 40 bar superheated steam and dieselengine cogeneration system remain higher than the 15 per cent hurdle rate.

116 Part3: Summary of country studies – Bangladesh and Viet Nam
ð Changes in Escalation Rate of Electricity Price
IRR vs. Escalation Rate of
Electricity Price
1 5 %
2 0 %
2 5 %
3 0 %
3 5 %
6 % 8 % 1 0 % 1 2 %
Escalation Rate of Electricity Price
IRR
I R R ( S T T M )
IRR(REPM)
Figure 2.7 Sensitivity of IRR to changes in electricity price escalation rate
From the sensitivity analysis results shown in Figure 2.7, it can be concluded that with higherescalation rate of electricity purchase price, higher internal rate of return of the cogenerationsystem can be achieved. This is mainly due to the increasing revenues generated from thedisplaced electricity and from the sale of excess electricity.
2.6 Conclusion
From the techno-economic evaluation and sensitivity analysis of the potential cogenerationalternatives of the paper factory, the steam turbine option meeting steam demand of 5,000kg/hr with superheated steam of 40 bar is found to be the most suitable cogenerationsystem. It represents an initial investment of 12.2 million Pesos, and leads to an internal rateof return of 24.3 per cent.
[Reference: Techno-economic evaluation of cogeneration potential in two manufacturingplants in the Philippines. AIT RSPR No. ET-89-6]

Sample case study in a pulp and paper mill 117
APPENDIX 2.A
SAMPLE PAGES FROM THE SPREADSHEET PROGRAMME ON
FINANCIAL ANALYSIS OF COGENERATION PROJECTS
Some of the sample pages of the software are given as example. These include:
1. Flow chart of the sample case study (1 page)
2. General data and energy data of the site (1 page)
3. Result of steam turbine cogeneration with thermal match option (2 pages)
4. Result of steam turbine cogeneration with power match option (2 pages)
5. Result of reciprocating engine cogeneration with thermal match option (1 page)
6. Result of reciprocating engine cogeneration with power match option (1 page)
7. Result of gas turbine cogeneration with thermal match option (1 page)
8. Result of gas turbine cogeneration with power match option (1 page)
9. Sample results of sensitivity analyses (2 pages)

118 Part3: Summary of country studies – Bangladesh and Viet Nam
F L O W C H A R T O F T H E S A M P L E C A S E S T U D Y
I d e n t i f i c a t i o n o f O p t i o n s
G E N E R A L D A T A
( 1 ) P r o j e c t D a t a( 2 ) E n e r g y C o n s u m p t i o n Da ta o f t he S i te W o r k s h e e t : Da ta
Steam Turbine Reciprocating Engine Gas Turbine
1 : A s s u m p t i o n s
2 : Energy Analys is
3 : F inanc ia l Ana lys is
4 : S u m m a r y
Sensitivity Analysis
( 1 ) W h a t - i f I n v e s t m e n t C o s t I n c r e a s e s ?(2 ) What - i f Fue l P r i ce Esca la t ion Ra te Inc reases?
(3 ) What - i f E lec t r i c i t y P r i ce Inc reases? W o r k s h e e t : S e n s i t i v i t y
SAMPLE CASE STUDY OF COGENERATION PRE-FEASIBILITY ANALYSIS
ThermalMatch
S t e a m ( T M )
PowerMatch
Steam(PM)
ThermalMatch
REngine(TM)
PowerMatch
REngine(PM)
ThermalMatch
GasT(TM)
PowerMatch
GasT(PM)
Steam Turbine (Thermal Match) &Reciprocating Engine (Power Match)

Sample case study in a pulp and paper mill 119
GENERAL DATA AND ENERGY DATA OF THE
(1) General Data:
D a t e J u n e
C o u n t r y P h i l i p p i n e s
N a t i o n a l C u r r e n c y P e s o
E x c h a n g e R a t e P e s o / U S $ 2 6
E l e c t r i c i t y P u r c h a s e P r i c e P e s o / k W h 1 . 7E l e c t r i c i t y B u y - b a c k % 7 0E s c a l a t i o n R a t e f o r E l e c t r i c i t y % / y r 6
S t a n d - b y R a t e P e s o / k W 0 . 0 7
T a x R a t e % / y r 3 5
D i s c o u n t R a t e % / y r 1 5N u m b e r o f A c t u a l W o r k i n g H o u r s P e r H o u r s / y r 7 , 8 8 4
(2) Energy Consumption Data of the Site
Power
P e a k P o w e r D e m a n d k W 2 , 4 0 0
B a s e P o w e r D e m a n d k W 1 , 5 0 0A n n u a l E l e c t r i c i t y M W h / y r 1 2 , 7 1
Heat
P e a k S t e a m D e m a n d k g / h r 1 3 , 0 0
B a s e S t e a m D e m a n d k g / h r 5 , 0 0 0A n n u a l T h e r m a l E n e r g y T J /y r 1 5 8 . 0
Power to Heat Ratio k We/ k W
t h0 . 3
k W / ( t o n / h r S t e a m ) 8 4 . 8

120 Part3: Summary of country studies – Bangladesh and Viet Nam
Steam Turbine: Thermal Match
1. Economic and Technical Data
(1) Economic Data
F u e l N a m e O i l
F u e l N e t C a l o r i f i c V a l u e M J / k g 3 9
U n i t o f F u e l P u r c h a s e d ( e . g . k g , m3
, l i t r e ) k g
F u e l P u r c h a s e P r i c e P e s o / k g 2 . 2 0
F u e l P r i c e E s c a l a t i o n R a t e % 5 . 0
C o n v e n t i o n a l B o i l e r O & M C o s t ( % o f E q u i p m e n t C o s t ) % 5 . 0
C H P O & M C o s t s ( % o f T o t a l I n s t a l l a t i o n C o s t ) % 2 . 0
E s c a l a t i o n R a t e f o r O & M C o s t s % 5 . 0
S t a n d b y C a p a c i t y k W 5 0 0
I n s u r a n c e C o s t ( a s % o f b o o k v a l u e o f e q u i p m e n t ) % 5 . 0
S e r v i c e L i f e o f C o g e n e r a t i o n F a c i l i t i e s Y e a r s 1 5
S a l v a g e V a l u e o f C o g e n e r a t i o n F a c i l i t i e s P e s o 0
(2) Technical Data
H e a t D e m a n d t o B e M e t b y C H P B o i l e r k g / h r 5 , 0 0 0
C H P B o i l e r W o r k i n g P r e s s u r e B a r 4 0
P r o c e s s S t e a m P r e s s u r e B a r 7
T o t a l I n s t a l l a t i o n C o s t P e s o 1 2 , 2 2 2 , 4 4 0
2. Energy Analysis
(1) CHP Power to Heat Ratio k We/ k W
t h0 . 1 0 6
k W / ( t o n / h r S t e a m ) 8 1 . 7
(2) Power
S i t e E l e c t r i c i t y R e q u i r e m e n t M W h / y r 1 2 , 7 1 5
P o w e r G e n e r a t i n g C a p a c i t y k W 4 0 8
E l e c t r i c i t y G e n e r a t i o n M W h / y r 3 , 0 5 9
D e f i c i t ( - ) / E x c e s s ( + ) P o w e r M W h / y r - 9 , 6 5 6
(3) Heat
S i t e H e a t R e q u i r e m e n t T J / y r 1 5 8 . 0
H e a t G e n e r a t i o n T J / y r 1 0 3 . 4
H e a t U t i l i s a t i o n T J / y r 1 0 3 . 4
D e f i c i t ( - ) / E x c e s s ( + ) H e a t T J / y r - 5 4 . 6
(4) Fuel
C H P F u e l C o n s u m p t i o n T J / y r 1 2 9 . 1
F u e l S a v i n g C o m p a r e d w i t h C o n v e n t i o n a l P r o d u c t i o n % 2 2 . 2

Sample case study in a pulp and paper mill 121
Steam Turbine: Thermal Match
3. Financial Analysis
I n t e r n a l R a t e o f R e t u r n : % 24.3
N e t P r e s e n t V a l u e P e s o 7,340,891
D i s c o u n t e d P a y - b a c k P e r i o d Y e a r 7.41
4. Summary: Steam Turbine, Thermal Match
Technical Parameters
P r o c e s s S t e a m P r e s s u r e B a r 7
C H P B o i l e r W o r k i n g P r e s s u r e B a r 40
P o w e r G e n e r a t i n g C a p a c i t y k W 408
S t e a m G e n e r a t i n g C a p a c i t y k g / h r 5,000
P o w e r t o H e a t R a t i o 0.11
k W / ( t o n / h r S t e a m ) 81.7
Energy Analysis Results
E x c e s s ( + ) / D e f i c i t ( - ) P o w e r M W h / y r -9,656
E x c e s s ( + ) / D e f i c i t ( - ) H e a t T J / y r -55
Financial Analysis Results
I n t e r n a l R a t e o f R e t u r n % 24.3
N e t P r e s e n t V a l u e P e s o 7,340,891
D i s c o u n t e d P a y - b a c k P e r i o d Y e a r 7.41
5. What-if for Various Turbine Inlet Steam Pressure
T u r b i n e I n l e t E x c e s s ( + ) / D e f i c i t ( - ) H e a t & P o w e r P o w e r G e n e r . P o w e r / H e a t R a t i o
S t e a m P r e . ( b a r ) H e a t ( T J / y r ) P o w e r ( M W h / y r ) C a p a c i t y ( k W ) k W / ( t o n / h r S t e a m )
20 - 5 5 - 1 0 , 6 0 4 2 8 2 5 6 . 4
30 - 5 5 - 1 0 , 0 7 3 3 5 3 7 0 . 5
40 - 5 5 - 9 , 6 5 6 4 0 8 8 1 . 7
50 - 5 5 - 9 , 3 4 0 4 5 1 9 0 . 1
60 - 5 5 - 9 , 1 0 7 4 8 2 9 6 . 3
70 - 5 5 - 8 , 9 3 8 5 0 4 1 0 0 . 9
80 - 5 5 - 8 , 8 0 9 5 2 2 1 0 4 . 3
Heat Demand to Be Met k g / h r 5,000
Process Steam Pressure b a r 7

122 Part3: Summary of country studies – Bangladesh and Viet Nam
Steam Turbine: Power Match
1. Economic and Technical Data(1) Economic Data
F u e l N a m e OIL
F u e l N e t C a l o r i f i c V a l u e M J / k g 3 9
U n i t o f F u e l P u r c h a s e d ( e . g . k g , m3
, l i t r e ) k g
F u e l P u r c h a s e P r i c e P e s o / k g 2 . 2 0
F u e l P r i c e E s c a l a t i o n R a t e % 5 . 0
B o i l e r O & M C o s t ( % o f B o i l e r C o s t ) % 5 . 0
C H P O & M C o s t ( % o f T o t a l I n s t a l l a t i o n C o s t ) % 2 . 0
E s c a l a t i o n R a t e f o r O & M C o s t s ) % 5 . 0
S t a n d b y C a p a c i t y k W 2 0 0
I n s u r a n c e C o s t ( a s % o f b o o k v a l u e o f e q u i p m e n t ) % 5 . 0
S e r v i c e L i f e o f C o g e n e r a t i o n F a c i l i t i e s Y e a r s 1 5
S a l v a g e V a l u e o f C o g e n e r a t i o n F a c i l i t i e s Peso 0
(2) Technical Data
P o w e r D e m a n d t o B e M e t b y C H P B o i l e r k W 1 5 0 0
C H P B o i l e r W o r k i n g P r e s s u r e B a r 4 0
P r o c e s s S t e a m P r e s s u r e B a r 7
T o t a l I n s t a l l a t i o n C o s t Peso 4 4 , 4 0 7 , 6 1 9
2. Energy Analysis
(1). CHP Power to Heat Ratio k We
/ k Wt h
0 . 1 1
k W / ( t o n / h r S t e a m ) 8 1 . 7
(2). Power
S i t e E l e c t r i c i t y R e q u i r e m e n t M W h / y r 1 2 , 7 1 5
E l e c t r i c i t y G e n e r a t i o n M W h / y r 1 1 , 2 3 5
D e f i c i t ( - ) / E x c e s s ( + ) P o w e r M W h / y r - 1 , 4 8 0
(3). Heat
S i t e H e a t R e q u i r e m e n t T J / y r 1 5 8 . 0
H e a t G e n e r a t i n g C a p a c i t y k g / h r 1 8 , 3 6 0
H e a t G e n e r a t i o n T J / y r 3 7 9 . 8
H e a t U t i l i s a t i o n T J / y r 1 5 8 . 0
D e f i c i t ( - ) / E x c e s s ( + ) H e a t T J / y r 1 8 3 . 8(4). Fuel
C H P F u e l C o n s u m p t i o n T J / y r 4 7 4 . 0
F u e l S a v i n g C o m p a r e d w i t h C o n v e n t i o n a l P r o d u c t i o n % 2 2 . 2

Sample case study in a pulp and paper mill 123
Steam Turbine: Power Match
3. Financial Analysis
I n t e r n a l R a t e o f R e t u r e : % -3.6
N e t P r e s e n t V a l u e : Peso -40,797,044
D i s c o u n t e d P a y - b a c k P e r i o d Y e a r >Service Life
4. Summary: Steam Turbine, Power Match
Technical Parameters
P r o c e s s S t e a m P r e s s u r e B a r 7
C H P B o i l e r W o r k i n g P r e s s u r e B a r 40
P o w e r G e n e r a t i n g C a p a c i t y k W 1,500
S t e a m G e n e r a t i n g C a p a c i t y k g / h r 18,360
P o w e r t o H e a t R a t i o 0.11
k W / ( t o n / h r S t e a m ) 81.7
Energy Analysis Results
E x c e s s ( + ) / D e f i c i t ( - ) P o w e r M W h / y r -1,480
E x c e s s ( + ) / D e f i c i t ( - ) H e a t T J / y r 184
Financial Analysis Results
I n t e r n a l R a t e o f R e t u r n % -3.6
N e t P r e s e n t V a l u e Peso -40,797,044
D i s c o u n t e d P a y - b a c k P e r i o d Y e a r >Service Life
5. What-if for Various Turbine Inlet Steam Pressure
T u r b i n e I n l e t E x c e s s ( + ) / D e f i c i t ( - ) H e a t & P o w e r H e a t G e n e r . P o w e r / H e a t R
S t e a m P r e . ( b a r ) H e a t ( T J / y r ) P o w e r ( M W h / y r ) C a p . ( k g / h r ) k W / ( t o n / h r S t m )
20 3 3 7 - 1 , 4 8 0 2 6 , 6 0 7 5 6 . 4
30 2 3 8 - 1 , 4 8 0 2 1 , 2 6 2 7 0 . 5
40 1 8 4 - 1 , 4 8 0 1 8 , 3 6 0 8 1 . 7
50 1 5 2 - 1 , 4 8 0 1 6 , 6 4 2 9 0 . 1
60 1 3 2 - 1 , 4 8 0 1 5 , 5 7 1 9 6 . 3
70 1 1 9 - 1 , 4 8 0 1 4 , 8 7 3 1 0 0 . 9
80 1 1 0 - 1 , 4 8 0 1 4 , 3 8 0 1 0 4 . 3
Power Demand to Be Met k W 1500
Process Steam Pressure b a r 7

124 Part3: Summary of country studies – Bangladesh and Viet Nam
RECIPROCATING ENGINE: THERMAL MATCH
1. Economic and Technical Data(1). Economic Data
F u e l N a m e Diese l F u e l N e t C a l o r i f i c V a l u e M J / k g 3 9
U n i t o f F u e l P u r c h a s e d ( e . g . k g , m 3, l i t re) kgFue l Purchase Pr i ce Peso /kg 2 . 6 5
Fue l Pr ice Esca la t ion Rate % 5 . 0B o i l e r O & M C o s t ( % o f B o i l e r C o s t ) % 5 . 0C H P O & M C o s t ( % o f I n s t a l l a t i o n C o s t s ) % 2 . 5E s c a l a t i o n R a t e f o r O & M C o s t s % 5 . 0S t a n d b y C a p a c i t y k W 5 0 0I n s u r a n c e C o s t ( a s % o f b o o k v a l u e o f e q u i p m e n t ) % 5 . 0
S e r v i c e L i f e o f C o g e n e r a t i o n F a c i l i t i e s Years 1 5S a l v a g e V a l u e o f C o g e n e r a t i o n F a c i l i t i e s Peso 0
(2) Technical Data
H e a t D e m a n d t o B e M e t b y C H P B o i l e r kg /h r 5 , 0 0 0 S t e a m P r e s s u r eP r o c e s s S t e a m P r e s s u r e B a r 7
H e a t R e c o v e r y S t e a m G e n e r a t o r E f f i c i e n c y % 6 5T o t a l I n s t a l l a t i o n C o s t Peso 1 5 8 , 6 7 9 , 7 2 2
2. Energy Analysis
(1). CHP Power to Heat Ratio k W e/ k W th 1 . 8 6
k W / ( t o n / h r S t e a m ) 1 , 2 5 2
(2). Power
S i t e E l e c t r i c i t y R e q u i r e m e n t M W h / y r 1 2 , 7 1 5P o w e r G e n e r a t i n g C a p a c i t y k W 6 , 2 5 9E lec t r i c i t y Genera t i on M W h / y r 4 6 , 8 7 6De f i c i t ( - ) /Excess (+ ) P o w e r M W h 3 4 , 1 6 1
(3). Heat
S i t e H e a t R e q u i r e m e n t T J / y r 1 5 8 . 0H e a t G e n e r a t i o n T J / y r 1 0 3 . 4H e a t U t i l i s a t i o n T J / y r 1 0 3 . 4De f i c i t ( - ) /Excess (+ ) Heat T J / y r - 5 4 . 6
(4). Fuel
C H P F u e l C o n s u m p t i o n T J / y r 4 8 2 . 2F u e l S a v i n g C o m p a r e d w i t h C o n v e n t i o n a l P r o d u c t i o n % 3 0 . 3
3. Financial Analysis
I n t e r n a l R a t e o f R e t u r n % 16.7
N e t P r e s e n t V a l u e : Peso 1 6 , 7 1 2 , 5 2 8
D i s c o u n t e d P a y - b a c k P e r i o d Y e a r 12.73
4. Summary: Reciprocating Engine, Thermal Match
Technical Parameters
P rocess S team Pressu re B a r 7
P o w e r G e n e r a t i n g C a p a c i t y k W 6,259
S t e a m G e n e r a t i n g C a p a c i t y kg /h r 5,000
P o w e r t o H e a t R a t i o 1.86
k W / ( t o n / h r S t e a m ) 1,252
Energy Analysis Results
E x c e s s ( + ) / D e f i c i t ( - ) P o w e r M W h / y r 3 4 , 1 6 1
E x c e s s ( + ) / De f i c i t ( - ) Hea t T J / y r -55
Financial Analysis Results
I n t e r n a l R a t e o f R e t u r n % 16.7
N e t P r e s e n t V a l u e Peso 1 6 , 7 1 2 , 5 2 8
D i s c o u n t e d P a y - b a c k P e r i o d Y e a r 12.73

Sample case study in a pulp and paper mill 125
RECIPROCATING ENGINE: POWER MATCH
1. Economic and Technical Data(1). Economic Data
F u e l N a m e D i e s e l
F u e l N e t C a l o r i f i c V a l u e M J / k g 3 9
U n i t o f F u e l P u r c h a s e d ( e . g . k g , m 3, l i t re ) k g
F u e l P u r c h a s e P r i c e P e s o / k g 2 . 6 5F u e l P r i c e E s c a l a t i o n R a t e % 5 . 0
B o i l e r O & M C o s t ( % o f B o i l e r C o s t ) % 5 . 0C H P O & M C o s t ( % o f I n s t a l l a t i o n C o s t s ) % 2 . 5
E s c a l a t i o n R a t e f o r O & M C o s t s % 5 . 0
S t a n d b y C a p a c i t y k W 5 0 0I n s u r a n c e C o s t ( a s % o f b o o k v a l u e o f e q u i p m e n t ) % 5 . 0
S e r v i c e L i f e o f C o g e n e r a t i o n F a c i l i t i e s Y e a r s 1 5S a l v a g e V a l u e o f C o g e n e r a t i o n F a c i l i t i e s Peso 0
(2) Technical Data
P o w e r D e m a n d t o B e M e t b y C H P k W 1 , 5 0 0 S t e a m P r e s s u r eP r o c e s s S t e a m P r e s s u r e B a r 7
H e a t R e c o v e r y S t e a m G e n e r a t o r E f f i c i e n c y % 6 5T o t a l I n s t a l l a t i o n C o s t Peso 4 8 , 3 7 6 , 8 3 2
2. Energy Analysis
(1). CHP Power to Heat Rat io k W e/ k W th 1 . 8 6
k W / ( t o n / h r S t e a m ) 1 , 2 5 2
(2). P o w e r
S i t e E l e c t r i c i t y R e q u i r e m e n t M W h / y r 1 2 , 7 1 5
E l e c t r i c i t y G e n e r a t i o n M W h / y r 1 1 , 2 3 5D e f i c i t ( - ) / E x c e s s ( + ) P o w e r M W h - 1 , 4 8 0
(3). H e a t
S i t e H e a t R e q u i r e m e n t T J / y r 1 5 8 . 0
H e a t G e n e r a t i n g C a p a c i t y k g / h r 1 , 1 9 8H e a t G e n e r a t i o n T J / y r 2 4 . 8
H e a t U t i l i s a t i o n T J / y r 2 4 . 8D e f i c i t ( - ) / E x c e s s ( + ) H e a t T J / y r - 1 3 3 . 2
(4). Fuel
C H P F u e l C o n s u m p t i o n T J / y r 1 1 5 . 6F u e l S a v i n g C o m p a r e d w i t h C o n v e n t i o n a l P r o d u c t i o n % 3 0 . 3
3. Financial Analysis
I n t e r n a l R a t e o f R e t u r n % 19.6
N e t P r e s e n t V a l u e Peso 1 3 , 7 2 6 , 0 2 1
D i s c o u n t e d P a y - b a c k P e r i o d Year 1 0 . 1 1
4. Summary: Reciprocating Engine, Power Match
Technical Parameters
P r o c e s s S t e a m P r e s s u r e B a r 7
P o w e r G e n e r a t i n g C a p a c i t y k W 1 , 5 0 0
S t e a m G e n e r a t i n g C a p a c i t y k g / h r 1 , 1 9 8
P o w e r t o H e a t R a t i o 1.86
k W / ( t o n / h r S t e a m ) 1 , 2 5 2
Energy Analysis Results
E x c e s s ( + ) / D e f i c i t ( - ) P o w e r M W h / y r -1,480
E x c e s s ( + ) / D e f i c i t ( - ) H e a t T J / y r -133
Financial Analysis Results
I n t e r n a l R a t e o f R e t u r n % 19.6
N e t P r e s e n t V a l u e Peso 1 3 , 7 2 6 , 0 2 1
D i s c o u n t e d P a y - b a c k P e r i o d Year 1 0 . 1 1

126 Part3: Summary of country studies – Bangladesh and Viet Nam
GAS TURBINE: THERMAL MATCH
1. Economic and Technical Data(1). Economic Data
F u e l N a m e D i e s e l F u e l N e t C a l o r i f i c V a l u e M J / k g 3 9
U n i t o f F u e l P u r c h a s e d ( e . g . k g , m 3, l i t re ) k g
F u e l P u r c h a s e P r i c e P e s o / k g 2 . 6 5F u e l P r i c e E s c a l a t i o n R a t e % 5 . 0
B o i l e r O & M C o s t ( % o f B o i l e r C o s t ) % 5 . 0
C H P O & M C o s t ( % o f I n s t a l l a t i o n C o s t s ) % 2 . 5E s c a l a t i o n R a t e f o r O & M C o s t s % 5 . 0
S t a n d b y C a p a c i t y k W 5 0 0I n s u r a n c e C o s t ( a s % o f b o o k v a l u e o f e q u i p m e n t ) % 1 . 0
S e r v i c e L i f e o f C o g e n e r a t i o n F a c i l i t i e s Y e a r s 1 5S a l v a g e V a l u e o f C o g e n e r a t i o n F a c i l i t i e s Peso 0
(2) Technical Data
H e a t D e m a n d t o b e M e t b y C H P B o i l e r k g / h r 5 , 0 0 0
S t e a m P r e s s u r eP r o c e s s S t e a m P r e s s u r e B a r 7
W a s t e H e a t B o i l e r E f f i c i e n c y % 6 5 . 0T o t a l I n s t a l l a t i o n C o s t Peso 9 0 , 8 2 8 , 5 7 1
2. Energy Analysis
(1) CHP Power to Heat Ratio k W e/ k W th 0 . 7 4
k W / ( t o n / h r S t e a m ) 4 9 8 . 6
(2). P o w e r
S i t e E l e c t r i c i t y R e q u i r e m e n t M W h / y r 1 2 , 7 1 5
P o w e r G e n e r a t i n g C a p a c i t y k W 2 , 4 9 3E l e c t r i c i t y G e n e r a t i o n M W h / y r 1 8 , 6 7 3D e f i c i t ( - ) / E x c e s s ( + ) P o w e r M W h 5 , 9 5 8
(3). H e a t
S i t e H e a t R e q u i r e m e n t T J / y r 1 5 8H e a t G e n e r a t i o n T J / y r 1 0 3
H e a t U t i l i s a t i o n T J / y r 1 0 3D e f i c i t ( - ) / E x c e s s ( + ) Heat T J / y r - 5 5
(4). Fuel
C H P F u e l C o n s u m p t i o n T J / y r 2 6 8 . 9
F u e l S a v i n g C o m p a r e d w i t h C o n v e n t i o n a l P r o d u c t i o n % 2 3 . 9
3. Financial Analysis
I n t e r n a l R a t e o f R e t u r n % 15.2
N e t P r e s e n t V a l u e Peso 1 , 2 1 8 , 3 3 5
D i s c o u n t e d P a y - b a c k P e r i o d Year 1 4 . 6 4
4. Summary: Gas Turbine, Thermal Match
Technical Parameters
P r o c e s s S t e a m P r e s s u r e B a r 7
P o w e r G e n e r a t i n g C a p a c i t y k W 2 , 4 9 3
S t e a m G e n e r a t i n g C a p a c i t y k g / h r 5 , 0 0 0
P o w e r t o H e a t R a t i o 0.74
k W / ( t o n / h r S t e a m ) 4 9 8 . 6
Energy Analysis Results
E x c e s s ( + ) / D e f i c i t ( - ) P o w e r M W h / y r 5 , 9 5 8
E x c e s s ( + ) / D e f i c i t ( - ) H e a t T J / y r -55
Financial Analysis Results
I n t e r n a l R a t e o f R e t u r n % 15.2
N e t P r e s e n t V a l u e Peso 1 , 2 1 8 , 3 3 5
D i s c o u n t e d P a y - b a c k P e r i o d Year 1 4 . 6 4

Sample case study in a pulp and paper mill 127
GAS TURBINE: POWER MATCH
1. Economic and Technical Data(1). Economic Data
F u e l N a m e D i e s e l
F u e l N e t C a l o r i f i c V a l u e M J / k g 3 9
U n i t o f F u e l P u r c h a s e d ( e . g . k g , m 3, l i t re ) k gF u e l P u r c h a s e P r i c e P e s o / k g 2 . 6 5
F u e l P r i c e E s c a l a t i o n R a t e % 5 . 0B o i l e r O & M C o s t ( % o f B o i l e r C o s t ) % 5 . 0
C H P O & M C o s t ( % o f I n s t a l l a t i o n C o s t s ) % 2 . 5
E s c a l a t i o n R a t e f o r O & M C o s t s % 5 . 0S t a n d b y C a p a c i t y k W 5 0 0
I n s u r a n c e C o s t ( a s % o f b o o k v a l u e o f e q u i p m e n t ) % 1 . 0S e r v i c e L i f e o f C o g e n e r a t i o n F a c i l i t i e s Y e a r s 1 5S a l v a g e V a l u e o f C o g e n e r a t i o n F a c i l i t i e s Peso 0
(2) Technical Data
P o w e r D e m a n d t o b e M e t b y C H P k W 1 , 5 0 0
S t e a m P r e s s u r eP r o c e s s S t e a m P r e s s u r e B a r 7W a s t e H e a t B o i l e r E f f i c i e n c y % 6 5 . 0T o t a l I n s t a l l a t i o n C o s t Peso 5 8 , 0 5 2 , 1 9 9
2. Energy Analysis
(1) CHP Power to Heat Ratio k W e/ k W th 0 . 7 4
k W / ( t o n / h r S t e a m ) 4 9 8 . 6
(2). P o w e r
S i t e E l e c t r i c i t y R e q u i r e m e n t M W h / y r 1 2 , 7 1 5
E l e c t r i c i t y G e n e r a t i o n M W h / y r 1 1 , 2 3 5D e f i c i t ( - ) / E x c e s s ( + ) P o w e r M W h - 1 , 4 8 0
(3). H e a t
S i t e H e a t R e q u i r e m e n t T J / y r 1 5 8 . 0
H e a t G e n e r a t i n g C a p a c i t y k g / h r 3 , 0 0 8H e a t G e n e r a t i o n T J / y r 6 2 . 2
H e a t U t i l i s a t i o n T J / y r 6 2 . 2D e f i c i t ( - ) / E x c e s s ( + ) H e a t T J / y r - 9 5 . 8
(4). Fuel
C H P F u e l C o n s u m p t i o n T J / y r 1 6 1 . 8F u e l S a v i n g C o m p a r e d w i t h C o n v e n t i o n a l P r o d u c t i o n % 2 3 . 9
3. Financial Analysis
I n t e r n a l R a t e o f R e t u r n % 16.9
N e t P r e s e n t V a l u e Peso 6 , 6 0 5 , 4 0 7
D i s c o u n t e d P a y - b a c k P e r i o d Year 1 2 . 3 6
4. Summary: Gas Turbine, Power Match
Technical Parameters
P r o c e s s S t e a m P r e s s u r e B a r 7
P o w e r G e n e r a t i n g C a p a c i t y k W 1 , 5 0 0
S t e a m G e n e r a t i n g C a p a c i t y k g / h r 3 , 0 0 8
P o w e r t o H e a t R a t i o 0.74
k W / ( t o n / h r S t e a m ) 4 9 8 . 6
Energy Analysis Results
E x c e s s ( + ) / D e f i c i t ( - ) P o w e r M W h / y r -1,480
E x c e s s ( + ) / D e f i c i t ( - ) H e a t T J / y r -96
Financial Analysis Results
I n t e r n a l R a t e o f R e t u r n % 16.9
N e t P r e s e n t V a l u e Peso 6 , 6 0 5 , 4 0 7
D i s c o u n t e d P a y - b a c k P e r i o d Year 1 2 . 3 6

128 Part3: Summary of country studies – Bangladesh and Viet Nam
SENSITIVITY ANALYSIS
S T T M Steam Turb ine, Thermal Match, Heat Being Met : 5000 kg/hrR E P M Reciprocat ing Engine, Power Match. Power Being Met : 1500 kW
Sensitivity Analysis 1: What-If the Investment Cost (IC) Increases?
Increment Step 2.50%
% Increase 0.0% 2.5% 5.0% 7.5% 10.0% 12.5% 15.0%
STTM IC(Peso) 1 2 2 2 2 4 4 0 1 2 5 2 8 0 0 1 1 2 8 3 3 5 6 2 1 3 1 3 9 1 2 3 1 3 4 4 4 6 8 4 1 3 7 5 0 2 4 5 1 4 0 5 5 8 0 6
IRR(STTM) 24.3% 23.7% 23.1% 22.6% 22.1% 21.5% 21.1%
REPM IC(Peso) 4 8 3 7 6 8 3 2 4 9 5 8 6 2 5 3 5 0 7 9 5 6 7 4 5 2 0 0 5 0 9 5 5 3 2 1 4 5 1 6 5 4 4 2 3 9 3 6 5 5 6 3 3 3 5 7IRR(REPM) 19.6% 19.0% 18.5% 18.0% 17.6% 17.1% 16.7%
Sensitivity Analysis 2: What-If the Fuel Price Increases?
Increment Step 1.00%
Escalat ion Rate 5.0% 6.0% 7.0% 8.0% 9.0% 10.0% 11.0% 12.0% 13.0%
STTMIRR(STTM) 24.3% 24.0% 23.6% 23.2% 22.7% 22.2% 21.7% 21.0% 20.3%
REPMIRR(REPM) 19.6% 19.1% 18.6% 18.1% 17.4% 16.7% 15.9% 14.9% 13.8%
IRR vs. Investment Cost
1 0 %
1 3 %
1 5 %
1 8 %
2 0 %
2 3 %
2 5 %
2 8 %
0 % 5 % 1 0 % 1 5 % 2 0 %
% of Investment Increase
IRR
I R R ( S T T M )
IRR(REPM)
IRR vs. Escalation Rate of Fuel Price
5%
1 0 %
1 5 %
2 0 %
2 5 %
3 0 %
5% 7% 9% 1 1 % 1 3 % 1 5 %
Escalation Rate of Fuel Price
IRR
I R R ( S T T M )
IRR(REPM)

Sample case study in a pulp and paper mill 129
SENSITIVITY ANALYSIS
S T T M Steam Turb ine, Thermal Match, Heat Being Met : 5000 kg/hrR E P M Reciprocat ing Engine, Power Match. Power Being Met : 1500 kW
Sensitivity Analysis 3: What-If the Electricity Price Increases?
Increment Step 1 .00%
Escalation Rate 6 . 0 % 7 . 0 % 8 . 0 % 9 . 0 % 10.0% 11.0% 12.0%
STTM
IRR(STTM) 24 .3% 25.6% 26.8% 28.0% 29.2% 30.4% 31.5%
REPM
IRR(REPM) 19 .6% 21.0% 22.3% 23.6% 24.9% 26.2% 27.5%
IRR vs. Escalation Rate of Electricity Price
1 0 %
1 5 %
2 0 %
2 5 %
3 0 %
6% 8% 1 0 % 1 2 % 1 4 %
Escalation Rate of Electricity Price
IRR
IRR(STTM)
IRR(REPM)

Summary of country study – Bangladesh 131
CHAPTER 3: SUMMARY OF COUNTRY STUDY - BANGLADESH
3.1 Overview of Energy Situations, Policies & Strategies
3.1.1 Overview of energy situation in Bangladesh
The known conventional energy sources of Bangladesh are natural gas, coal, peat, oil,hydropower and biomass fuels.
Natural gas
Out of the non-renewable resources of energy, only natural gas is being extractedcommercially. According to Bangladesh natural gas statistics as of October 1998, the totalreserve of gas is 23.093 tcf (trillion cubic feet) of which 13.737 tcf is recoverable; 2.855 tcfhad been extracted up to January 1977. During the last thirty years the Government hasmade consistent efforts in expanding the use of natural gas. Its share in total primarycommercial fuels increased from 30.7 to 61.4 per cent during the period 1973 to 1997whereas the share of petroleum fuel consumption has decreased from 67.7 to 37.6 per centfor the same period. During the preparatory stage of formulation of the National EnergyPolicy, the constraints of natural gas supply beyond 2010 were highlighted to draw theattention of policy makers. Subsequently the government accepted the findings and allowedthe participation of International Oil Companies (IOCs) in the exploration and development ofhydrocarbon sector.
Coal
Coal resource deposits of about 1,782 million tons have been discovered in three locations.Total coal reserve at Jamalgonj is about 1,054 million tons whose extraction has not yetbeen found to be economically viable. About 285 million tons of coal deposit has beendiscovered in Dinajpur. Another coal reserve of 400 million tons has been discovered inRangpur. Though there is no power plant operating with coal as fuel at present, coal miningfrom Barapukuria will probably take a significant part in electricity generation after 2000.More than 80 per cent of coal from Barapukuria is expected to be used in a 250 MW coal-based power plant. Total peat reserves of Bangladesh have been estimated as 600 milliontons. In some rural areas, locally extracted peat is used for domestic cooking and in smallindustries.
Oil
A small oil deposit has been discovered in Haripur (Sylhet) with an estimated recoverablereserve of 1.6 million tons of crude oil. Indigenous oil supply makes very little contribution inmeeting the total demand of petroleum fuels that is met from imported resources.Bangladesh Petroleum Corporation (BPC) is responsible for overall management ofpetroleum fuels in the country.
Electricity
Bangladesh Power Development Board (BPDB) is fully responsible for the electricitygeneration and distribution network in Bangladesh, except Dhaka city area and some ruralareas which are managed by Dhaka Electric Supply Authority (DESA) and RuralElectrification Board (REB). Though the installed capacity is 3,091 MW, maximumgeneration on 28 July 1997 was only 1,600 MW against the maximum demand of 2,168 MW.On average, there is a shortfall of between 300 and 450 MW. Only about 19 per cent of totalpopulation are electrified at present. The demand for electricity is expected to rise at a rateof 15 per cent annually. Gas-based generation (especially combined cycle power plants) has

Summary of country study – Bangladesh 132
the least cost compared to other sources mentioned above, whereas the long-termperspective of alternative energy sources contributing to meet the power demand needs tobe further studied.
Hydropower
Hydropower potential is still quite low in Bangladesh, because rivers are mostly on flatsurfaces with low gradients. Presently, the only hydroelectric plant in the country (Karnafuli)has a capacity to produce 230 MW of electricity. There is a potential to produce 250 MW ofpower at Sangu and Matamuhuri river, though the cost of new storage is very high; suchprojects are not encouraged by the government considering their adverse environmental andsocial impacts. Fifteen prospective sites have been identified as having potential for on-sitesmall hydropower generation.
Solar
Solar power utilization is being accepted gradually, but its slow progress is due to high initialcost, low daily operation time, and lower output level. Bangladesh is ideally located fortapping solar energy effectively (3 - 6 kWh/m2 per day). Solar energy has been used inBangladesh for drying crops and fishes since many decades. Bangladesh Atomic EnergyCommission (BAEC) has commissioned pilot project for beacon lighting, refrigeration forvaccines storage, and water pumping. The Rural Electrification Board (REB) has introducedsolar photovoltaic electricity in Narsingdi District. Government has waved duty and taxes onsolar and other renewable energy applications to encourage both public and private sectors.Bangladesh University of Engineering Technology, Bangladesh Centre for Scientific andIndustrial Research, Dhaka University and a few other organizations are continuing efforts toimprove solar utilities in Bangladesh.
Biomass and biogas
Most of the rural people are fully dependent on biomass energy for their daily energy needs.It is estimated that as much as 70 per cent of total energy requirement in Bangladesh is metby biomass. Different forms of biomass-use include rice husk (26 per cent), cow dung (19per cent), rice straw (16 per cent), twigs and leaves (14 per cent), badges (7 per cent), fuelwood (5 per cent), and jute sticks (4 per cent). Because of the high rate of biomass use atpresent, there is serious concern about preservation of limited forests in the country andstriking a balance between ecological, social and environmental needs.
About 400 biogas plants have already been installed in different parts of the country. Limitedsuccess has resulted from high capital cost, insufficient supply of raw material and lack ofmaintenance support.
3.1.2 Status and future prospect of electricity demand and supply
BPDB with its meagre per capita generated capacity and limited coverage area had beenserving its consumers fairly satisfactorily until 1990, after which the reserve margin fell,ultimately reaching a very low level in 1994. Though the 1985 Power System Master PlanStudy called for addition of new generation to keep in pace with load growth, due to theunsatisfactory commercial operation, international donors virtually suspended all newlending to BPDB from 1990. On the other hand many of the power stations have outlivedtheir economic life while some others are not functioning due to lack of timely maintenance.The problem was further aggravated with the gas supply constraint. There was a shortfall ofabout 300-450 MW during the summer of 1997, resulting in severe load shedding duringpeak hours. Real improvement of gas situation is expected when Sangu gas field will go inoperation along with salna. Overall power supply situation is now gradually improving withthe implementation of rehabilitation programme of old power stations. A number of privateand public sponsored power plants are coming up to overcome the crisis.

Summary of country study – Bangladesh 133
3.1.3 Share of electricity use in industrial and commercial sectors
Industrial and domestic sectors are the major consumers of electricity, accounting for 46 and38 per cent respectively in 1996-97, whereas the commercial sector has had a steady shareof around 11 per cent over the last decade. With the industrialization, the share of industrieshas gone up from 39 to 46 per cent while that of domestic sector has gone down from 44 to38 per cent over a 10-year period.
3.1.4 Status of industrial development and growth in energy Use
The industrial development and growth of energy use is shown in Figure 3.1. Industrialdevelopment is expressed as industrialization ratio, which refers to share of value added ofmanufacturing and mining sectors to GDP at current prices (1992). Industrialization ratio ofthe country increased from 1975 to 1983, declined from 1983 to 1987 and has an increasingtrend from the year 1989. Per capita energy consumption has increased continuously overthe years.
0
10
20
30
40
50
60
70
1973 75 77 79 81 83 85 87 89 91
kgO
E
0
5
10
15
%
Per Capita Energy, (kgOE) Industrialization Ratio (%)
Figure 3.1 Annual growth of energy use and industrialization ratio
3.1.5 Prevailing costs of energy
The different energy tariffs are summarized in Table 3.1. The industrial and commercialelectricity tariffs given here do not include minimum charge, demand charge, service andother taxes.
3.1.6 Government policies and strategies for private power generation
In comparison to the 11,666 GWh electricity generated annually at present, the PowerSystem Master Plan (PSMP) projects a requirement of 16,500 GWh in 2000 and 24,160GWh in 2005. This implies an increase in the peak demand from 2,200 MW presently to3,150 MW by 2000 and 4,600 MW by 2005 for which capacity addition of about 3,350 MWwill be required by 2005. Hence, an average of 300 MW of generation capacity has to beadded every year from 1998. At present load shedding has risen to the level of 300 MWcausing more than 20 per cent of working hours to be wasted in the industries. This indicatesthe necessity of power generation in private sector.

Summary of country study – Bangladesh 134
Table 3.1 Prevailing tariff for primary fuels and electricity
Primary Fuels Electricity
Type of fuel Market price (Taka)* Type of users Price (Taka/kWh)
Natural gas
Furnace oil
LDO
HSD
SKO
Fuel wood
1.68/m3
4.51/litre
11.89/litre
12.41/litre
12.41/litre
2/kg (average)
Small industries:flat rateoff-peak hourspeak hours
Commercial:flat rateoff-peak hourspeak hours
General use (11 kV):flat rateoff-peak hourspeak hours
3.302.554.75
4.453.107.10
3.102.505.75
* Exchange rate (1998): 1 US$ = 48 Taka
The Government is restructuring the power sector and promoting private sector participationin the generation of electricity for attaining higher economic efficiency. The Government isstrongly committed to attract private investment for installing new power generation capacityon a Build-Own-Operate (BOO) basis. A Power Cell under the Ministry of Energy andMineral Resources (MEMR) was created in 1995 to facilitate promotion, development,implementation, commissioning and operations of private power generation projects. Themodalities for implementing private power project are as follows.
Financing regulation
The funds for the private power projects will be raised without any direct sovereignguarantee of repayment. The project sponsor(s) must look to the revenues earned by thesale of electricity for their returns on equity and debt servicing. Minimum requirement forequity investment will be 20 per cent. A Private Sector Infrastructure Development Fund(PSIDF) will be established and money would be available at market-based interest rateswith extended maturity periods. As corporate debt securities market is essential for raisinglocal financing for power development projects, provisions for corporate bonds, shares andtax facilities with the recognition by Securities and Exchange Commission (SEC) will beallowed.
Security package
Model Implementation Agreement (IA), Power Purchase Agreement (PPA) and Fuel SupplyAgreement (FSA) will be prepared for private power projects to eliminate the need forprotracted negotiations. The government will guarantee power purchase agreement forperformance obligations of the concerned utilities and the performance of the fuel supplier,which is a public sector organization. For private power projects, protection will be providedagainst specific force major risk and changes in certain taxes and duties.
Allocation of project/plant site and provision of fuel
The government will select project/plant site in consultation with the investor/project sponsor,and determine the fuel, keeping in view the preference for indigenous resources but the useof imported fuels may also be allowed. Investors may be asked to bid for projects based onrenewable and/or non-conventional sources of energy.

Summary of country study – Bangladesh 135
Tariff for bulk purchase of power at busbar
The tariff structure would consist of two parts. In the solicited bids, the bidders shall offerbulk power tariff based on the capacity payment and energy payment and also provide theequivalent levelized tariff. The capacity payment will be made in Bangladeshi currency(Taka), but denominated in both Dollars and local currency. This will cover debt service,return on equity, fixed operation and maintenance cost, insurance and other fixed cost. Theenergy payment will be denominated in local currency to the extent to which the variablecosts are in local currency. This will cover the variable costs of operation and maintenance,including fuel.
Interconnection of IPP to transmission system: The power will be purchased from the IPP ata specified voltage and frequency at the outgoing terminal of the substation of the powerplant. The cost of interconnecting facilities up to outgoing terminals of the private powerproject will be borne by the private power producers.
Fiscal incentives
The private power companies shall be exempted from corporate income tax for 15 years.Repatriation of equity along with dividends will be allowed freely. Income tax will beexempted for foreign companies. The foreign investors will be free to enter into joint venturesbut this is optional and not mandatory. The companies will be allowed to import plant andequipment without payment of customs duties, VAT and any other surcharges. Privatepower companies will be exempted from the requirements of obtaininginsurance/reinsurance only from the national Insurance Company and exempted from dutypayments. Power generation companies are eligible for all concessions that are available toindustrial projects. Private parties may raise local and foreign finance in accordance withregulations applicable to industrial projects as defined by the Board of Investment (BOI).Local engineering and manufacturing companies shall be encouraged to provideindigenously manufactured equipment of international standard to private power plants.
Other facilities and incentives for foreign investors: Several other incentives extended by thegovernment include tax exemption on royalties, technical assistance fees, and facilities fortheir repatriation; tax exemption on interest on foreign loans; tax exemption on capital gainsfrom transfer of shares by the investing company; avoidance of double taxation in case offoreign investors on the basis of bilateral agreements; exemption of income tax for up to 3years for the expatriate personnel employed by the industry, etc.
Starting from 1997, the government is considering to install a capacity of 1,500 MW throughIPPs. Four agreements have so far been made, two of which are being implemented whileseveral other projects are in the pipeline. An Independent Power Producer (IPP) is generallyrequired to sign four contract agreements. These are the Power Purchase Agreement withBPDB; Implementation Agreement with the Government; Fuel Supply Agreement with thebuyer and the supplier of fuel; Land Lease Agreement with the buyer.
Many special features included in the IPP contract are very much in favour of the IPP, andare not extended to BPDB which is working presently with an installed generating capacity of2,900 MW. The tariff charges in some cases are above the international price.

Summary of country study – Bangladesh 136
3.2 Technical Potential for Cogeneration
3.2.1 Identification of sub-sectors with cogeneration potential
Industrial cogeneration is a vital part of any strategy designed to reduce emissions of carbondioxide. The advantage of cogeneration is that it is available now, a true “no-regrets”technology justified in many applications on economic grounds alone. Cogeneration is awell-tried technology in Bangladesh, already meeting around 10 per cent of the totalelectricity requirements of Bangladesh. These include mainly industrial plants like fertilizerfactories, sugar mills, paper mills, textile spinning mills, etc.
Cogeneration of process steam and electricity is widely recognized to be one of the mostimportant single measures for achieving energy savings in the industrial/commercial sector.After extensive site visits and surveys the following industrial and commercial sectors of thecountry were identified with cogeneration potential.
Industrial Sectors: pharmaceutical industry, edible oil refinery, paper recycling mill, textileprocessing mill, textile spinning mill, jute mill, tobacco curing, food processing, tea estate,tannery plant, knitting and hosiery plant, soap and chemical industry, cement plant, foodindustry, ceramic industry, distillery plant, and industrial estate.
Commercial Sectors: hotel, hospital, cinema hall, housing complex, shopping complex, andoffice complex.
3.2.2 Existing cogeneration facilities in the country
Cogeneration in textile spinning mill
The company analyzed here is one of the largest spinning mills in Bangladesh, with acapacity to produce 70,230 spindles. It went into production in July 1992. At present theturnover is nearly 1,480 million Taka. The mill operates 24 hours a day, for 360 days a year.
The mill requires both electrical energy and thermal energy for production. There are sevenWaukesha Gas Generators in the mill, with a total generation capacity of 6.4 MW. Eachgenerator has an electricity generation capacity of 920 kW. Electrical energy is mainly usedto run different 3-phase motors. Besides, there are a few single-phase motors, fans, lights,heaters, etc.
There is only one fire-tube boiler operating with natural gas as fuel, with a rated capacity toproduce 1.5 ton/hour of steam at around 5 bar for the process.
The mill opted for cogeneration due to the following reason. The ambient temperature in theprocessing section was very high, at around 40-45°C, making it difficult for people to workcontinuously at high temperatures. Moreover the quality of the product was affected as themachines were not running properly at high temperatures. On the other hand, thetemperature of the exhaust gases from gas engine generator was around 500°C. Themanagement of the mill incorporated two waste heat boiler so that about 5 ton/hour of steamgenerated at 6 bar is used to drive vapour absorption chillers. The chilled water producedwith no energy cost decreases the air temperature in the production section from 42°C to20°C. As a result, total energy cost is reduced while ensuring reliability of power supply,reducing environment pollution and increasing overall efficiency.
The power output from the generators and the cooling capacity of the two chillers asfunctions of time are presented in Figure 3.2 and 3.3.

Summary of country study – Bangladesh 137
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
6 8 10 12 14 16 18 20 22 24 2 4
Time of the Day
kW
Figure 3.2 Power generation at the textile mill as a function of time
450
470
490
510
530
550
570
590
6 8 10 12 14 16 18 20 22 24 2 4
Time of the Day
Ton
of R
efri
gera
tion
Chiller-1Chiller-2
Figure 3.3 Cooling provided by chillers as a function of time
The management of the mills cites several advantages of the cogeneration plant, such asprimary fuel savings, reduced energy costs, enhanced reliability of power supply, andreduced environment pollution. Following are the benefits from the process side: reducedlapping, reduced end breakage, improved product quality due to cleaner environment,reduced burnout of the motors. Moreover, turnover of technical staff has reducedconsiderably, workers feel less fatigued and there is reduced absenteeism. As a result, thereis 30 per cent increase in overall productivity.
The gas engine generator with vapour absorption chillers is found to be an effectiveperformance enhancement option. The result of this specific study should encourage otherprocess industries to look seriously into the prospects of opting for cogeneration in theirrespective plants. This will not only be rewarding to them, but also to the country as a whole

Summary of country study – Bangladesh 138
since the indigenous energy sources will be exploited more rationally and the national powerutility would have a lower burden of coping with the ever-increasing power demand.
Cogeneration in sugar mill
There are 15 sugar mills in Bangladesh. These mills are owned by the government butcontrolled and managed by 'Bangladesh Sugar and Food Industries Corporation (BSFIC)'.Sugarcane required by each mill is collected from its surrounding areas. The industry meetsthe major requirement of country's sugar. Sugar mills also produce molasses and bagasse,two very important by-products that are used as raw materials in distilleries and paperindustry respectively. Bagasse is also the main fuel for sugar mill boilers, producing steamthat is required in the manufacturing process of the mill. In 1993-94, these mills crushed 2.7million tons of cane, producing close to a million tons of bagasse.
Data on installed capacity, cane crushed, turbine capacity, on-site power generation, powerpurchased, are shown in Table 3.2.
Table 3.2 Data of sugar mills in Bangladesh for the milling season 1993-94
No Sugar mills Installedcapacity
Canecrushed
Turbinegenerating
capacity
Annualoperation
Powergenerated
Powerpurchased
(TCD) (ton) kW Days MWh MWh1 Panchagar 1,016 143,952 2,000 150 2,967 6782 Thakurgan 1,524 200,213 3,000 148 3,878 5383 Setabganj 1,250 135,872 4,000 114 3,838 6314 Shyampur 1,016 125,111 2,000 138 2,897 5105 Rangpur 1,321 154,421 2,600 131 3,879 4626 Jaypurhat 2,032 220,294 2,500 136 3,586 1,1217 Rajshahi 2,000 234,072 3,500 162 5,519 1,4628 Natore 1,500 263,941 4,000 167 5,972 7869 North Bengal 1,500 270,979 2,000 166 4,159 1,48710 Kushtia 1,524 162,325 3,000 130 3,104 85511 Carew 1,150 185,752 3,000 175 3,446 2,77812 Mobarakganj 1,500 218,985 2,000 156 1,888 73613 Faridpur 1,016 171,431 2,000 160 299 64814 Zeal Bangla 1,016 143,091 2,000 155 3138 73915 Deshbandu 300 16,674 500 67 564 178
Total 19,665 2,647,113 38,100 49,134 13,610
As most sugar mills have similar configurations, one of them is described here with moredetails. This mill has three water tube boilers, each with a steam generating capacity of 16ton/hr. The pressure and temperature of the steam are 15 kg/cm2 and 246°C respectively.Bagasse is the primary source of which is burnt in boiler furnace to generate steam which inturn is used to drive steam turbine generators for electricity generation required for motordrives, driving mill drive turbines and for meeting process steam needs. One steam turbinegenerator is normally operated during milling season to meet the entire electric demand.One standby diesel generator is also available and run during emergency. Electricity ispurchased from Bangladesh Power Development Board (BPDB) as required during cleaningdays and during off-season. There are also two crusher drive steam turbines, each of 580HP capacity and two steam turbine generators, each of 1 MW capacity.
About 30 tons/hour of steam is produced in the boiler that has an average efficiency of 56per cent. High-pressure steam is mainly used for steam turbine generator and crusher driveturbines. An automatic pressure reduction valve reduces steam from 15kg/cm2 pressure to 3kg/cm2 that is mainly used in centrifugals for purging molasses and washing/cleaning

Summary of country study – Bangladesh 139
heaters, evaporators and pans, etc. Turbine exhaust steam is used in processing juice, i.e.mainly heating purposes. Another automatic steam reduction valve reduces 3 kg/cm2 steamto 1 kg/cm2 to supply make up steam. Totally 80 per cent of the condensate is recoveredand about 20 per cent make up water is needed for the boiler. During plant visit, it wasobserved that steam used in heating air of 6 forced air supply units of sugar dryer was beingoperated with an open bypass valve of traps causing live steam discharge to drains.
Though all sugar mills have cogeneration facilities, they operate only during the season, i.e.150 days per year. If they can be operated during off-season by applying Balancing,Modernization, Rehabilitation & Expansion (BMRE) Programme, more power generated canalleviate the power shortage in the country.
Most sugar factories have low-pressure (15 bar) boilers. By installing high-pressure boilers,these can produce more power efficiently. The choice of boiler pressure of 64 kg/cm2 andabove appears inevitable for mills intending to sell power to the national grid. Typically, awell-designed 2,500 tons crushed/day plant can sell 10 MW of power to national grid.
There are several technical financial and institutional impediments to the use of energyefficient sugar mills, the most important ones being the policy initiatives and shortage offinancial resources. In most sugar factories, there is a lack of sound technical managementto maintain high-pressure boilers. The existing low-pressure boiler is itself not beingmaintained satisfactorily in most cases with the result that there are interruptions in crushingsugar cane. In any event, sugar being still a highly regulated industry, the management isoccupied with sugar cane farmers, and the financial and administrative problems ofproducing and selling, and very few have the time to take up the additional responsibility ofelectricity cogeneration.
Cogeneration with improved technology should be seriously considered in sugar factories ofBangladesh as it offers the following advantages:
• It causes no pollution as the bagasse does not produce flash, or sulphur compared to coalused in a thermal plant;
• It needs no foreign exchange as the machinery needed for cogeneration boilers, turbines,etc., is indigenously available;
• It has a low gestation period of two years compared with four to six years of constructionperiod for a coal-based thermal plant;
• It has a much lower installation and recurring cost compared with a conventional fossil firedpower plant;
• It is small in size and is invariably in the rural area, so the transmission and distributionlosses are minimal compared with any centralized plant requiring long lines of distribution;
• It places no financial and administrative burden on the utility as it is executed and managedby the sugar factory;
It improves the financial position of the sugar factory.
Cogeneration in paper mill
A newsprint paper mill having a steam turbine cogeneration facility is covered here. The millpresently generates 13.1 MW and purchases 2.5 MW from the utility grid to meet all theelectrical energy needs of the site, including the residential zones. Furnace oil is used inboilers for steam generation.
Steam generated at 42 bar and 400°C in three boilers with a total installed capacity of 161ton/hour, is mainly used in three backpressure turbines to generate electricity. After partial

Summary of country study – Bangladesh 140
expansion of the steam in turbine a significant amount of steam at 6 bar is used by papermachine and autoclaves. Presently, 13.1 MW is self-generated and a 2.5 MW is bought fromthe national grid to run the factory and provide residential lighting. The electrical and thermalenergy data of the factory for the year 1994 are shown in Figures 3.4 and 3.5.
0
2
4
6
8
10
12
Jan
Feb
Mar
Apr
May
Jun Jul
Aug
Sep
Oct
Nov
Dec
Month
MW
h (T
hous
and)
Self Power Generation Purchased power
Figure 3.4 Electricity consumption data of the paper mill in 1994
0
500
1000
1500
2000
2500
3000
3500
Jan
Feb
Mar
Apr
May
Jun Jul
Aug
Sep
Oct
Nov
Dec
Month
The
rmal
Ene
rgy
(GJ)
Figure 3.5 Thermal energy consumption data of the paper mill in 1994
Cogeneration in fertilizer plant
This fertilizer factory is one of the largest in the country, with a capacity to produce over 1.8million tons of urea per year. Main energy source used in this fertilizer factory is natural gasthat is used in boilers as fuel. Most of the electrical energy used in the fertilizer factory isself-generated and there is provision for buying electricity from the national grid.

Summary of country study – Bangladesh 141
The fertilizer factory has two boilers with capacities to produce 180 tons/hr and 171 ton/hr ofsteam, respectively. The steam generated at 60 bar and 510°C is mainly used in twobackpressure steam turbines to generate up to 11 MW of electricity. After partial expansionin the turbine, steam at 10 bar is used for processing. Self-power generation and thermalenergy consumption data of the factory are given in Figures 3.6 and 3.7, respectively.
0
1000
2000
3000
4000
5000
6000
7000
8000
Jan
Feb
Mar
Apr
May
Jun
Jul
Aug
Sep Oct
Nov
Dec
Month
Self
Pow
er G
en. (
MW
h)
Figure 3.6 Self-power generation data of the fertilizer factory in 1997
0
100000
200000
300000
400000
500000
600000
700000
Jan
Feb
Mar
Apr
May
Jun
Jul
Aug
Sep
Oct
Nov
Dec
Month
The
rmal
Ene
rgy
(GJ)
Figure 3.7 Thermal energy consumption data of the fertilizer factory in 1997
3.2.3 Assessment of the technical potential on the basis of questionnaire
A survey of the different manufacturing and commercial facilities in the country usingtechnical criteria as defined by ESCAP’s preliminary assessment questionnaire allowed tomake a very rough estimation of the technical cogeneration potential in the different sub-sectors (see Table 3.3), which amounted to almost 1,000 MW. More precise determinationwould require more time and resources, which was beyond the scope of this study.

Summary of country study – Bangladesh 142
3.2.4 Identification of suitable sites for pre-feasibility study
For the purposes of this pre-feasibility study, major energy consuming enterprises wereidentified in the following areas: industries (pharmaceutical, chemical, tobacco, edible oil,pulp and paper, textile processing and spinning, jute) and commercial buildings (hotel,hospital, cinema hall, housing and shopping complex, office).
Information on their thermal and electrical energy consumption was collected through sitevisits and survey using a questionnaire. The selection process was based on screening andanalysis of the energy usage pattern. The energy usage was analyzed in detail beforeassessing the pre-feasibility of cogeneration. Results of selected enterprises are presentedin the following section.
Table 3.3 Industrial and commercial cogeneration potential in Bangladesh
No. Type of Activity No. ofMills
Assumed Average InstallationPotential of the Plant (MW)
Total(MW)
1 Textile Spinning Mills 50 2 1002 Textile Processing Mills 50 1 503 Knitting & Hosiery Plant 50 0.6 304 Jute Mills 70 1.5 1055 Paper Recycling Mills 14 3 426 Soup & Chemical Industry 20 0.8 167 Tannery 50 0.6 308 Cement Mills 10 0.8 89 Ceramic Industry 20 1.5 3010 Tea Gardens 180 0.9 16211 Food Industry 15 1 1512 Distillery 10 0.6 613 Sugar Mills
(surplus generation)15 10 150
14 Industrial Estate 5 5 2515 Hotel 50 0.5 2516 Hospital 150 0.5 7517 Housing Complex 10 1 1018 Office Complex 150 0.5 7519 Export Processing Zone 5 5 25

Summary of country study – Bangladesh 143
3.3 Pre-feasibility Studies at Selected Industrial and Commercial Sites
For the purpose of economic analysis, the total installed costs of the cogeneration plantswere assumed as follows: steam turbines: US$ 1,200/kWe; gas turbines: US$ 1,000/kWe;and reciprocating engines: US$ 900/kWe. Some common financial data gathered orassumed before conducting the pre-feasibility studies are summarized in Table 3.4.
Table 3.4 Financial data used for the pre-feasibility study
Parameters Unit Value
Exchange rate Taka/US$ 48.00Tax rate Per cent/year 35.00Discount rate Per cent/year 15.00Cogeneration plant service life Year 15.00Electricity purchase price Taka/kWh 3.60Electricity buy-back rate Per cent of purchase price 80 per centFuel price escalation rate Per cent/year 5.00Electricity price escalation rate Per cent/year 6.00Electricity stand-by rate Taka/kW.month 80.00Fuel purchase price (natural gas) Taka/m3 1.68
3.3.1 Recycled paper mill
This factory operates 24 hours a day and 350 days a year. Natural gas is used in boilerfurnace for steam generation. The electrical energy is required to drive the motors. The rateof production is maintained up to the target level.
Analysis of the monthly electricity and steam consumption in 1997 led to the following:
• Total Electricity Consumption in 1997: 23,412 MWh
• Maximum Electricity Demand: 3,100 kW
• Minimum Electricity Demand: 2,750 kW
• Total Steam Consumption in 1997: 69,386 tons
• Maximum Steam Demand: 9.65 ton/hr
• Minimum Steam Demand: 7.15 ton/hr
The average power-to-heat ratios were found to be 0.52 in 1997. Typical cogenerationsystem for this site would be based on steam turbine. However, reciprocating engine, gasturbine cogeneration systems were also considered as potential alternatives. Results of thefeasibility study are summarized in Table 3.5.
Obviously, the steam turbine option does not seem feasible: (i) with steam turbine thermalmatch (STTM), less than 25 per cent of the power requirement is generated; (ii) with steamturbine power match (STPM), too much excess heat is generated.
With the reciprocating engine thermal match (RETM) option, 200 per cent excess power isgenerated. The project profitability will depend on the buy-back rate. This may not be a goodoption as the purpose is not to earn from electricity sale. Reciprocating engine power match(REPM) option seems feasible as almost all the power needed can be met though anauxiliary boiler will be necessary to make up for the 30 per cent shortfall in the heat supply.

Summary of country study – Bangladesh 144
Table 3.5 Summary of pre-feasibility study of the recycled paper mill
Major Parameters Steam Turbine Gas Engine Gas Turbine
ThermalMatch
PowerMatch
Thermal
Match
PowerMatch
Thermal
Match
PowerMatch
Installed power (kW) 582.00 2,750.00 9,047.00 2,750.00 3,872.00 2,750.00
Fuel consumption (TJ/year) 197.00 930.20 856.90 260.50 444.90 316.00
Electricity generated (MWh) 4,647.00 21,945.00 72,197.00 21,945.00 30,889.00 21,945.00
Heat generated (TJ/year) 157.90 745.90 157.90 48.00 157.90 112.20
Excess/deficit(-) power (MWh/year) -18,765.00 -1,467.00 48,785.00 -1,469.00 7,487.00 1,467.00
Excess/deficit(-) heat (TJ/year) -4.10 509.30 -4.10 -114.00 -4.10 -49.80
Equipment power-to-heat ratio 0.106 0.11 1.87 1.87 0.80 0.80
Total investment (million Taka) 33.54 158.40 390.84 118.80 185.86 132.00
Net present value (million Taka) 43.28 68.05 56.20 225.05 273.09 213.44
IRR (per cent) 34.00 21.70 35.90 41.90 36.30 38.30
With gas turbine thermal match (GTTM) option, about 30 per cent excess electricity isgenerated which may be acceptable. Gas turbine power match (GTPM) option is also goodas the 30 per cent deficit in the heat supplied can be met by auxiliary natural gas firing in therecovery boiler.
Accordingly, sensitivity analysis done to see the impacts of the increase in the investment,fuel and electricity price escalation, was limited to REPM, GTTM and GTPM options.
What if the investment cost increases?
30%
32%
34%
36%
38%
40%
42%
1% 3% 5% 8% 10% 13% 15%
% of Increase Investment Cost
InternalRateofReturn
(IRR)
REPM
GTPM
What if the fuel price escalates faster?
25.0%
30.0%
35.0%
40.0%
5.0%
6.0%
7.0%
8.0%
9.0%
10.0%
11.0%
12.0%
13.0%
Fuel Price Escalation Rate
Inte
rnal
Rat
e o
f R
etu
rn(I
RR
)
REPM
GTPM
GTTM

Summary of country study – Bangladesh 145
What if the electricity price escalates faster?
30%
35%
40%
45%
50%
6% 7% 8% 9% 10% 11% 12% 13%
Electricity Price Escalation Rate
Inte
rna
l Ra
te o
f R
etu
rn
REPM
GTPM
GTTM
From the sensitivity analysis of the potential cogeneration alternatives for the recycled papermill, the reciprocating engine power match option meeting power requirement of 2750 kW isfound to be the most suitable cogeneration system. It represents an initial investment of 118Million Taka and leads to an internal rate of return of 41.9 per cent.
3.3.2 Vegetable oil refinery
This factory operates 24 hours a day and 340 days a year. Natural gas is used in boiler togenerate steam that is required for the process. Energy alone accounts for 35 per cent of theproduction cost.
Analysis of the monthly electricity and steam consumption in 1997 led to the following:
• Total Electricity Consumption in 1997: 4,229 MWh
• Maximum Electricity Demand: 650 kW
• Minimum Electricity Demand: 510 kW
• Total Steam Consumption in 1997: 12,260 tons
• Maximum Steam Demand 1.68 ton/hr
Minimum Steam Demand: 1.43 ton/hr
The average power-to-heat ratio was 0.53 in 1997. Typical cogeneration system for this sitewould be based on steam turbine, though its size will be quite small. However, reciprocatingengine, gas turbine cogeneration systems were also considered as potential alternatives.Results of the feasibility study are summarized in Table 3.6.
Obviously, the steam turbine option does not seem feasible: (i) with steam turbine thermalmatch (STTM), less than 20 per cent of the power requirement is met; (ii) with steam turbinepower match (STPM), 300 per cent excess heat is generated.
With the reciprocating engine thermal match (RETM) option, 235 per cent excess power isgenerated. The project profitability will depend on the buy-back rate. This may not be a goodoption as the purpose is not to earn from electricity sale. Reciprocating engine power match(REPM) option seems feasible as almost all the power needed can be met though anauxiliary boiler will be necessary to make up for the 30 per cent shortfall in the heat supply.

Summary of country study – Bangladesh 146
Table 3.6 Summary of pre-feasibility study of the vegetable oil refinery
Major Parameters Steam Turbine Gas Engine Gas TurbineThermal
MatchPowerMatch
ThermalMatch
PowerMatch
ThermalMatch
PowerMatch
Installed power (kW) 101.00 520.00 1,804.00 520.00 772.00 520.00
Fuel consumption (TJ/year) 36.80 190.50 164.00 47.30 85.20 57.40
Electricity generated (MWh) 771.00 3,984.00 13,819.00 3,984.00 5,914.00 3,984.00
Heat generated (TJ/year) 30.20 156.30 30.20 8.70 30.20 20.40
Excess/deficit(-) power (MWh/year) -3,458.00 -245.00 9,950.00 -245.00 1,685.00 -245.00
Excess/deficit(-) heat (TJ/year) 1.60 112.00 1.60 -19.90 1.60 -8.30
Equipment power-to-heat ratio 0.092 0.09 1.87 1.87 0.80 0.80
Total investment (million Taka) 5.79 29.95 77.93 22.46 37.06 24.96
Net present value (million Taka) 6.61 6.23 102.69 39.82 49.27 37.61
IRR (per cent) 31.90 18.30 34.30 40.30 34.40 36.80
With gas turbine thermal match (GTTM) option, about 35 per cent excess electricity isgenerated which may be acceptable. Gas turbine power match (GTPM) option is also goodas the 30 per cent deficit in the heat supplied can be met by auxiliary natural gas firing in therecovery boiler.
Accordingly, the sensitivity analysis carried out to see the impacts of the increase in theinvestment, fuel and electricity price escalation, was limited to REPM, GTTM and GTPMoptions.
What if the investment cost increases?
20%
25%
30%
35%
40%
45%
1% 2.50% 5% 7.50% 10% 12.50% 15%
% of Increase Invesrment Cost
Inte
rnal
Rat
e o
f R
etu
rn
REPM
GTPM
GTTM
What if the fuel price escalates faster?
25%
30%
35%
40%
45%
5% 6% 7% 8% 9% 10% 11% 12% 13%
Escalation Rate of Fuel Price
Inte
rnal
Rat
e o
f R
etu
rn (
IRR
)
REPM
GTPM
GTTM

Summary of country study – Bangladesh 147
What if the electricity price escalates faster?
30%
35%
40%
45%
50%
6% 7% 8% 9% 10% 11% 12% 13%
Escalation Rate of Electricity Price
Inte
rnal
Rat
e o
f R
etu
rn (
IRR
)
REPM
GTPM
GTTM
From the sensitivity analysis of the potential cogeneration alternatives for the vegetable oilrefinery, the reciprocating engine power match option meeting power requirement of 520 kWis found to be the most suitable cogeneration system. It represents an initial investment of 22Million Taka and leads to an internal rate of return of 40.3 per cent.
3.3.3 Textile spinning mill
This factory operates 24 hours a day and 350 days a year. Natural gas is used in boiler togenerate steam that is required for the process. The production is greatly affected by anyfluctuations or micro-cuts in the power supply.
Analysis of the monthly electricity and steam consumption data of 1997 led to the following:
• Total Electricity Consumption in 1997: 20,096 MWh
• Maximum Electricity Demand: 2,500 kW
• Minimum Electricity Demand: 2,350 kW
• Total Thermal Energy Consumption in 1997: 66 TJ
• Maximum Steam Demand: 3.520 ton/hr
• Minimum Steam Demand: 3.225 ton/hr
The power-to-heat ratio of the site was estimated as 1.1 for 1997. Typical cogenerationsystem for this site would be based on reciprocating engine. However, steam turbine andgas turbine cogeneration systems were also considered as potential alternatives. Results ofthe feasibility study are summarized in Table 3.7.
As expected, the steam turbine option is not suitable: (i) with steam turbine thermal match(STTM), less than 10 per cent of the power requirement is met; (ii) with steam turbine powermatch (STPM), 770 per cent excess heat is generated.
With the reciprocating engine thermal match (RETM) option, 62 per cent excess power isgenerated. The project profitability will depend on the buy-back rate. This may not be a goodoption as the purpose is not to earn from electricity sale. Reciprocating engine power match(REPM) option seems feasible as almost all the power requirement can be met though theheat generated is largely inadequate to meet the demand. An auxiliary boiler will benecessary to make up for over 65 per cent shortfall in the heat supply.

Summary of country study – Bangladesh 148
Table 3.7 Summary of pre-feasibility study of the textile spinning mill
Major Parameters Steam Turbine Gas Engine Gas Turbine
Thermal
Match
PowerMatch
Thermal
Match
PowerMatch
Thermal
Match
PowerMatch
Installed power (kW) 263.00 2,350.00 4,080.00 2,350.00 1,746.00 2,350.00
Fuel consumption (TJ/year) 88.80 794.90 386.40 222.60 200.60 270.00
Electricity generated (MWh) 2,096.00 18,753.00 32,555.00 18,753.00 13,983.00 18,753.00
Heat generated (TJ/year) -17,974.00 -1,316.00 12,486.00 -1,316.00 -6,136.00 -1,316.00
Excess/deficit(-) power (MWh/year) 71.20 637.40 71.20 41.00 71.20 95.90
Excess/deficit(-) heat (TJ/year) 5.20 507.60 5.00 -25.00 5.20 29.90
Equipment power-to-heat ratio 0.106 0.106 1.87 1.87 0.80 0.80
Total investment (million Taka) 15.12 135.36 176.24 101.52 83.81 112.80
Net present value (million Taka) 18.20 41.41 287.14 192.42 134.34 175.52
IRR (per cent) 32.80 19.90 38.40 41.90 38.10 37.40
With gas turbine thermal match (GTTM) option, about 30 per cent less electricity aregenerated. Gas turbine power match (GTPM) option takes care of all the power and heatneeds but around 46 per cent of excess heat are generated which has no commercial value.
Accordingly, the sensitivity analysis carried out to see the impacts of the increase in theinvestment, fuel and electricity price escalation, was limited to REPM and GTPM options.
What if the investment cost increases?
30%
32%
34%
36%
38%
40%
42%
1% 3% 5% 8% 10% 13% 15%
% of Increase Investment Cost
Inte
rna
l Ra
te o
f R
etu
rn(I
RR
)
REPM
GTPM
What if the fuel price escalates faster?
35%
36%
37%
38%
39%
40%
41%
5% 6% 7% 8% 9% 10% 11% 12% 13%
Fuel Price Escalation Rate
Inte
rna
l Ra
te o
f R
etu
rn
REPM
GTPM

Summary of country study – Bangladesh 149
What if the electricity price escalates faster?
35%
37%
39%
41%
43%
45%
47%
49%
6% 7% 8% 9% 10% 11% 12% 13%
% of Increase Fuel Price Escalation Rate
Inte
rna
l Ra
te o
f R
etu
rn(I
RR
)REPM
GTPM
From the sensitivity analysis of the potential cogeneration alternatives for the textile spinningmill, the reciprocating engine power match option meeting power requirement of 2,350 kW isfound to be the most suitable cogeneration system. It represents an initial investment of 102Million Taka and leads to an internal rate of return of 41.9 per cent.
3.3.4 Textile processing mill
This factory operates 24 hours a day, for 340 days a year. Natural gas is used in boiler togenerate steam that is required for the process. The production process is sensitive to anyfluctuations in the power supply or power failures.
Analysis of the monthly electricity and steam consumption data of 1997 led to the following:
• Total Electricity Consumption in 1997: 7,433 MWh
• Maximum Electricity Demand: 1,100 kW
• Minimum Electricity Demand: 875 kW
• Total Thermal Energy Consumption in 1997: 89.3 TJ
• Maximum Steam Demand: 5.66 ton/hr
Minimum Steam Demand: 3.40 ton/hr
The power-to-heat ratio of the site was estimated as 0.3 for 1997. Typical cogenerationsystem for this site would be based on steam turbine. However, reciprocating engine andgas turbine cogeneration systems were also considered as potential alternatives. Results ofthe feasibility study are summarized in Table 3.8.
The steam turbine option is found to be not suitable: (i) with steam turbine thermal match(STTM), less than 20 per cent of the power requirement is met; (ii) with steam turbine powermatch (STPM), 90 per cent excess power and 170 per cent excess heat are generated.
With the reciprocating engine thermal match (RETM) option, 325 per cent excess power isgenerated. The project profitability will depend on the buy-back rate. This may not be a goodoption as the purpose is not to earn from electricity sale. Reciprocating engine power match(REPM) option seems feasible as almost all the power needed can be met though the heatgenerated meets up to 80 per cent of the demand. An auxiliary boiler will be necessary tomake up for the remaining 20 per cent shortfall in the heat supply.

Summary of country study – Bangladesh 150
Table 3.8 Summary of pre-feasibility study of the textile spinning mill
Major Parameters Steam Turbine Gas Engine Gas Turbine
Thermal
Match
Power
Match
Thermal Match
Power
Match
Thermal
Match
Power
MatchInstalled power (kW) 238.00 875.00 4,157.00 875.00 1,843.00 875.00
Fuel consumption (TJ/year) 88.90 326.10 382.50 80.50 205.70 97.70
Electricity generated (MWh) 1,849.00 6,783.00 32,226.00 6,783.00 14,284.00 6,783.00
Heat generated (TJ/year) 73.00 267.80 73.00 15.40 73.00 34.70
Excess/deficit(-) power (MWh/year) -5,584.00 -650.00 24,793.00 -650.00 6,851.00 -650.00
Excess/deficit(-) heat (TJ/year) -16.30 151.80 -16.30 -73.90 -16.30 -54.60
Equipment power-to-heat ratio 0.091 0.09 1.87 1.87 0.80 0.80
Total investment (million Taka) 13.74 50.40 179.59 37.80 88.44 42.00
Net present value (million Taka) 16.94 20.37 234.12 68.43 110.84 64.59
IRR (per cent) 33.20 21.30 34.10 40.80 33.40 37.20
With gas turbine thermal match (GTTM) option, about 90 per cent excess electricity isgenerated. Gas turbine power match (GTPM) option takes care of all the power needsthough heat deficit is as high as 60 per cent. This will require the adoption of auxiliary naturalgas firing in the recovery boiler. The total installation cost of GTPM is 50 per cent less thanthat for GTTM.
Accordingly, the sensitivity analysis carried out to see the impacts of the increase in theinvestment, fuel and electricity price escalation, was limited to REPM and GTPM options.
What if the investment cost increases?
30%
32%
34%
36%
38%
40%
42%
1% 3% 5% 8% 10% 13% 15%
% of Increase Investment Cost
Inte
rna
l Ra
te o
f R
etu
rn(I
RR
)
REPM
GTPM
What if the fuel price escalates faster?
35%
36%
37%
38%
39%
40%
41%
5% 6% 7% 8% 9% 10% 11% 12% 13%
Fuel Price Escalation Rate
Inte
rna
l Ra
te o
f R
etu
rn
REPM
GTPM

Summary of country study – Bangladesh 151
What if the electricity price escalates faster?
35%
37%
39%
41%
43%
45%
47%
49%
6% 7% 8% 9% 10% 11% 12% 13%
% of Increase Fuel Price Escalation Rate
Inte
rna
l Ra
te o
f R
etu
rn(I
RR
)
REPM
GTPM
From the sensitivity analysis of the potential cogeneration alternatives for the textileprocessing mill, the reciprocating engine power match option meeting power requirement of875 kW is found to be the most suitable cogeneration system. It represents an initialinvestment of 37 Million Taka and leads to an internal rate of return of 40.8 per cent.
3.3.5 Hospital
This hospital operates throughout the year without any stop. Electricity is required forlighting, air conditioning and motors whereas as a lot of thermal energy is needed in the formof steam for various applications.
Analysis of the monthly electricity and steam consumption data of 1997 led to the following:
• Total Electricity Consumption in 1997: 7,108 MWh
• Maximum Electricity Demand: 1,200 kW
• Minimum Electricity Demand: 800 kW
• Total Thermal Energy Consumption in 1997: 91.5 TJ
• Maximum Steam Demand: 4.99 ton/hr
Minimum Steam Demand: 3.90 ton/hr
The power-to-heat ratio of the site was calculated to be 0.68 for 1997. Typical cogenerationsystem suitable for this site would be based on gas turbine. However, reciprocating engineand steam turbine cogeneration systems were also considered as potential alternatives.Results of the feasibility study are summarized in Table 3.9.
The steam turbine option is found to be not suitable: (i) with steam turbine thermal match(STTM), less than 30 per cent of the power requirement is generated and the hospital willhave to depend heavily on the utility grid; (ii) with steam turbine power match (STPM), 119per cent excess heat are generated which has no commercial value.
With the reciprocating engine thermal match (RETM) option, 475 per cent excess power isgenerated. The project profitability will depend on the buy-back rate. This may not be a goodoption as the purpose is not to earn from electricity sale. Reciprocating engine power match(REPM) option seems feasible as almost all the power needed can be met though there willbe small (16 per cent) shortage in the heat supply. There is no need for an auxiliary boiler asthis shortfall can be easily made up by auxiliary natural gas firing in the recovery boiler.

Summary of country study – Bangladesh 152
Table 3.9 Summary of pre-feasibility study of the hospital
Major Parameters Steam Turbine Gas Engine Gas Turbine
Thermal
Match
PowerMatch
ThermalMatch
PowerMatch
Thermal
Match
Power
MatchInstalled power (kW) 321.00 800.00 4,916.00 800.00 2,104.00 800.00
Fuel consumption (TJ/year) 111.90 279.10 485.60 79.00 252.10 95.60
Electricity generated (MWh) 2,668.00 6,658.00 40,9111.00 6,058.00 17,509.00 6,658.00
Heat generated (TJ/year) 89.50 22,308.00 89.50 14.60 89.60 34.00
Excess/deficit(-) power (MWh/year) -4,440.00 -450.00 33,8030.00 -450.00 10,401.00 -450.00
Excess/deficit(-) heat (TJ/year) -2.00 109.60 -2.00 -76.90 2.00 -57.60
Equipment power-to-heat ratio 0.107 0.11 1.870 1.87 .80 0.80
Total investment (million Taka) 18.47 46.08 212.370 34.56 100.99 38.40
Net present value (million Taka) 25.55 33.32 306.070 69.86 137.00 66.51
IRR (per cent) 35.20 26.00 35.90 43.50 34.80 39.80
With gas turbine thermal match (GTTM) option, about 146 per cent excess electricity isgenerated, which has to be sold as in the RETM option. Gas turbine power match (GTPM)option takes care of all the power needs though heat deficit is as high as 60 per cent. Thiswill require the adoption of auxiliary natural gas firing in the recovery boiler.
Accordingly, the sensitivity analysis carried out to see the impacts of the increase in theinvestment, fuel and electricity price escalation, was limited to REPM and GTPM options.
What if the investment cost increases?
30%
32%
34%
36%
38%
40%
42%
1% 3% 5% 8% 10% 13% 15%
% of Increase Investment Cost
Inte
rna
l Ra
te o
f R
etu
rn(I
RR
)
REPM
GTPM
What if the fuel price escalates faster?
35%
36%
37%
38%
39%
40%
41%
5% 6% 7% 8% 9% 10% 11% 12% 13%
Fuel Price Escalation Rate
Inte
rna
l Ra
te o
f R
etu
rn
REPM
GTPM

Summary of country study – Bangladesh 153
What if the electricity price escalates faster?
35%
37%
39%
41%
43%
45%
47%
49%
6% 7% 8% 9% 10% 11% 12% 13%
% of Increase Fuel Price Escalation Rate
Inte
rna
l Ra
te o
f R
etu
rn(I
RR
)
REPM
GTPM
From the sensitivity analysis of the potential cogeneration alternatives for the hospital, thereciprocating engine power match option meeting power requirement of 800 kW is found tobe the most suitable cogeneration system. It represents an initial investment of 35.6 MillionTaka and leads to an internal rate of return of 43.5 per cent.
3.3.5 Hotel
This hotel operates throughout the year. Electricity is required for lighting, air conditioningand motors, and a lot of steam is required for various applications.
Analysis of the monthly electricity and steam consumption data of 1997 led to the following:
• Total Electricity Consumption in 1997: 8,580 MWh
• Maximum Electricity Demand: 1,000 kW
• Minimum Electricity Demand: 900 kW
• Total Thermal Energy Consumption in 1997: 137 TJ
• Maximum Steam Demand: 9.25 ton/hr
Minimum Steam Demand: 8.02 ton/hr
The power-to-heat ratio of the site was calculated to be 0.23 for 1997. Typical cogenerationsystem suitable for this site would be based on steam turbine. However, reciprocatingengine and gas turbine cogeneration systems were also considered as potential alternatives.Results of the feasibility study are summarized in Table 3.10.
The steam turbine option is found to be not suitable: (i) with steam turbine thermal match(STTM), less than 65 per cent of the power requirement is generated and the hotel will haveto depend on the utility grid; (ii) with steam turbine power match (STPM), only a smallamount of excess heat is generated.
With the reciprocating engine thermal match (RETM) option, 900 per cent excess power isgenerated. The project profitability will depend on the buy-back rate. This may not be a goodoption as the purpose is not to earn from electricity sale. Reciprocating engine power match(REPM) option seems good as almost all the power needed can be met though there will besmall (15 per cent) shortage in the heat supply. There is no need for an auxiliary boiler asthis shortfall can be easily made up by auxiliary natural gas firing in the recovery boiler.

Summary of country study – Bangladesh 154
Table 3.10 Summary of pre-feasibility study of the hotel
Major Parameters Steam Turbine Gas Engine Gas Turbine
Thermal
Match
Power
Match
Thermal
Match
Power
Match
Thermal
Match
Power
MatchInstalled power (kW) 653.00 900.00 10,137.00 900.00 4,339.00 900.00
Fuel consumption (TJ/year) 230.00 317.50 1,001.50 88.90 520.00 107.90
Electricity generated (MWh) 5,400.00 7,490.00 84,376.00 7,490.00 36,112.00 7,490.00
Heat generated (TJ/year) 184.60 254.60 184.60 16.40 184.60 38.30
Excess/deficit(-) power (MWh/year) -3,149.00 -1,090.00 75,796.00 -1,090.00 27,532.00 -1,090.00
Excess/deficit(-) heat (TJ/year) 47.00 92.10 47.60 -120.60 47.60 -98.70
Equipment power-to-heat ratio 0.106 0.11 1.87 1.87 0.80 0.80
Total investment (million Taka) 37.59 51.84 438.00 38.88 208.29 43.20
Net present value (million Taka) 41.11 44.61 597.67 78.61 249.30 74.83
IRR (per cent) 31.20 28.00 34.90 43.50 32.60 39.80
With gas turbine thermal match (GTTM) option, about 320 per cent excess electricity isgenerated, which has to be sold as in the RETM option. Gas turbine power match (GTPM)option takes care of all the power needs though heat deficit is as high as 60 per cent. Thiswill require the adoption of auxiliary natural gas firing in the recovery boiler.
Accordingly, the sensitivity analysis carried out to see the impacts of the increase in theinvestment, fuel and electricity price escalation, was limited to STPM, REPM and GTPMoptions.
What if the investment cost increases?
30%
32%
34%
36%
38%
40%
42%
1% 3% 5% 8% 10% 13% 15%
% of Increase Investment Cost
Inte
rna
l Ra
te o
f R
etu
rn(I
RR
)
REPM
GTPM
What if the fuel price escalates faster?
35%
36%
37%
38%
39%
40%
41%
5% 6% 7% 8% 9% 10% 11% 12% 13%
Fuel Price Escalation Rate
Inte
rna
l Ra
te o
f R
etu
rn
REPM
GTPM

Summary of country study – Bangladesh 155
What if the electricity price escalates faster?
35%
37%
39%
41%
43%
45%
47%
49%
6% 7% 8% 9% 10% 11% 12% 13%
% of Increase Fuel Price Escalation Rate
Inte
rna
l Ra
te o
f R
etu
rn(I
RR
)
REPM
GTPM
From the sensitivity analysis of the potential cogeneration alternatives for the hospital, thereciprocating engine power match option meeting power requirement of 800 kW is found tobe the most suitable cogeneration system. It represents an initial investment of 35.6 MillionTaka and leads to an internal rate of return of 43.5 per cent.

Summary of country study – Bangladesh 156
3.4 Conclusions and Recommendations for Follow-up Actions1
Conclusion
From the pre-feasibility study of the selected sites, one can conclude that thanks to theavailability of natural gas distribution network in some economic areas, gas-basedcogeneration is found to be the most cost-effective option for Bangladesh. In view of thepresent national power situation, cogeneration in sites having a steady need for heat andpower, and access to natural gas, can improve the production reliability and efficiency whilereducing the burden on the already stressed national grid. Moreover, natural gas-basedcogeneration will reduce the dependency on imported fuel and will have less adverse impacton the environment.
Power demand in many sites is not very high, ranging from 0.5 to 2 MW. These sites areideal for gas-based reciprocating engines that already have a good presence in the localmarket. The internal rates of return in all the cases were found to be quite high (above 40per cent) for the best feasible options, mainly due to the low price of gas prevailing in thecountry.
In spite of the significant techno-economic potential for cogeneration applications inBangladesh, cogeneration has not been widely adopted in the country due to severalreasons. The foremost among them is the low level of awareness at all levels about thetechnological alternatives, economic merits, environmental benefits and businessopportunities related to the application of cogeneration as an efficient energy use option. Nosystematic study has been undertaken so far to assess cogeneration potential by taking intoaccount factors such as energy demand patterns, plant size, power-to-heat ratio, access togas pipeline, etc. There is practically no interaction between the energy utilities and theenergy users to explore the cogeneration option though the government is serious aboutencouraging private investment in the power sector.
Recommendation for follow-up actions
Since cogeneration development seems to be very promising, the hurdles (institutionalstructure, policy and planning, energy pricing and tariff, investment and financing etc.) in thissector may be removed for its further propagation.
Regulatory measures are needed for the sale of excess electricity to the grid or third party,and back-up power supply from the grid as and when necessary.
The establishment of a national interagency co-ordinating committee may be seriouslyconsidered. Government may also initiate demonstration projects using advancedtechnologies in selected public sector enterprise in the industrial estates/export processingzones/satellite city centres.
State energy suppliers (electricity and gas companies) may play a greater role in thepropagation of cogeneration by establishing partnership with potential cogenerators, publicor private, in making investment, guaranteeing operation and maintenance, and sharingcosts and benefits in the process.
1 These conclusions and recommendations are based on the deliberations of participants in theSouth Asia Sub-Regional Seminar organized at Dhaka on 14 and 15 November 1998. Theprogramme details of the Seminars are included in Appendix 3A.

Summary of country study – Bangladesh 157
Alternative financing may include third-party participation, leasing, soft loan, bilateral andinternational funds targeted towards global environmental protection (e.g. clean developmentmechanism, joint implementation, special environmental Yen loan, global environmentalfund).
More incentives such as quick depreciation, soft loan, tax benefits, etc., should be extendedto those cogeneration projects that satisfy well-specified technical, economic andenvironmental criteria.
An energy conservation act may be established with a view to emphasizing on use ofcogeneration and development of energy efficient technologies. To promote cogenerationtechnology, there should be a separate cell under the Ministry of Energy and MineralResources who will look after and will publish information regarding cogeneration regularly.
There is a need for introducing courses on renewable energy and cogeneration in thecurriculum of technical education in Bangladesh for development of long-term humanresources. Large-scale training programme may be contemplated for involvement of nationalinstitutions on different aspects of cogeneration. Workshops, seminars and informationexchanges are necessary on specialized topics, such as feasibility study, site selection,equipment design, financing and resource management.
A comprehensive survey and pre feasibility study should be undertaken for developing animplementation plan. Feasibility studies for cogeneration should be made immediately for allthe identified schemes and priorities should be set for their implementation. A cogenerationprogramme should be incorporated with all suitable existing future projects in Bangladesh.
International cooperation through bilateral agreements for technical and financial assistancewould be helpful and should be sought.

Summary of country study – Bangladesh 158
APPENDIX 3.A
Programme of the South Asia Sub-Regional Seminar on
ROLE OF COGENERATION IN THE NATIONAL ENERGY SCENARIO:PERSPECTIVES FOR ENERGY POLICY
Date: Saturday, 14 November 1998
Place: Bangladesh University of Engineering Technology (BUET), Dhaka,Bangladesh
Organiser: Centre for Energy Studies and Mechanical Engineering Department (BUET),in Collaboration with Economic and Social Commission for Asia and thePacific (ESCAP)
Sponsor: Government of Japan
08h00-08h45 Registration
08h45-09h30 Official opening
“Message from ESCAP”
Mr. Pranesh C. Saha (Chief of Energy Resources Section, ESCAP)
09h30-10h00 “Economic and Environmental Benefits of Cogeneration Applications”Dr. B. Mohanty (Cogeneration expert)
10h00-10h30 “Use of Cogeneration in Japanese Industries”
Mr. Akira Ishiyama (JICA/ESCAP Expert on Energy Conservation)
10h30-10h50 Tea Break
10h50-12h00 “Potential for Use of Cogeneration in the Industrial Sector in Bangladesh”
National Study Team of Bangladesh
12h00-12h45 “Regulatory Framework for Promoting Cogeneration”Panel discussion with policy makers and industry representatives
12h45-14h30 Prayer and Lunch
14h30-16h00 “Experiences with Promotion of Cogeneration in South Asia”
Mr. A. S. Bakshi (Ministry of Power, India)Mr. R. Ghimire (Water and Energy Commission, Nepal)
16h00-16h30 Summary and Conclusion
16h30-17h00 Tea Break
17h00-18h00 Tour of the exhibition on Energy Technology

Summary of country study – Bangladesh 159
Programme of the South Asia Sub-Regional Seminar on
BUSINESS OPPORTUNITIES IN COGENERATION
Date: Sunday, 15 November 1998
Place: Bangladesh University of Engineering Technology (BUET), Dhaka,Bangladesh
Organiser: Centre for Energy Studies and Mechanical Engineering Department (BUET),in Collaboration with Economic and Social Commission for Asia and thePacific (ESCAP)
Sponsor: Government of Japan
08h30-09h00 Registration
09h00-09h30 Official openingIntroductory Statement by ESCAP
Mr. Pranesh C. Saha (Chief of Energy Resources Section, ESCAP)
09h30-10h00 “Business Potentials and Trends in Use of Cogeneration in Industry”
Dr. B. Mohanty (Cogeneration expert)
10h00-11h00 “Results of Pre-feasibility Studies in Selected Industries in Bangladesh”
National Study Team from Bangladesh
11h00-11h30 Tea Break
11h30-13h00 “Cogeneration Case Studies from South Asian Countries”
Mr. A. S. Bakshi (Ministry of Power, India)
Mr. R. Ghimire (Water and Energy Commission, Nepal)
13h00-13h30 “Prospects for Cogeneration Development in Bangladesh”Discussions and Conclusion
13h30-15h00 Prayer and Lunch
15h00-16h30 Optional: “Individual Consultations”
Potential cogenerators from industries, manufacturers, suppliers,developers, financiers, consultants, etc.

Summary of country study – Viet Nam 161
CHAPTER 4: SUMMARY OF COUNTRY STUDY – VIET NAM
4.1 Overview of Energy Situations, Policies & Strategies
4.1.1 Overview of energy situation in Viet Nam
Viet Nam is endowed with considerable primary energy resources. However, the governmentnow faces with the severe problem of the lack of investment capital for exploitation andproduction of energy from the available resources.
Energy is an infrastructure sector that requires certain priority for investment. Presently, thissector is mostly under the management of the government.
Oil and gas sector
Since there is no refining facility in the country, all the crude oil is now exported and thedomestic demand for oil products is satisfied by import.
Natural gas is considered the strategic fuel for power generation in the future. Most ofexploited natural gas is now used for power generation. It is planned to develop the LPG andpetrochemical industry with gas as input fuel.
Coal
Only in recent years, the output of coal has been increased to reach the designed capacity of10 million tons per annum. The main consumers of coal are the process industries, followedby the power sector. The future development of the sector will depend heavily on alternativesources of energy (notably, natural gas) for power generation, as well as on Viet Nam’s abilityto obtain a greater share in world market through a cost reduction in coal transportation.
Power sector
The current situation of the power sector in Viet Nam can be summarized as follows:
• The actual demand for electricity has been growing at a much more rapid rate than thatforecasted;
• The unbalance between power sources development and power network developmentcontributes partially to the low power supply reliability;
• The big share of hydroelectricity in total electricity generation leads to poor power supplysecurity in the dry season;
• The thermal power plants have low efficiencies, of the order of 25-26 per cent;
• Transmission and distribution losses are high, representing approximately 20 per cent ofthe total power output.
Because of power shortage in dry season, gas turbine combined cycle (GTCC) power plantswere urgently introduced in 1992 and in early 1994. Power generation in period 1991-1997experienced high growth rate of 13 per cent per annum on an average. The generation fromgas turbine (GT) grew fastest due to the policy to reduce the share of hydropower.

162 Part3: Summary of country studies – Bangladesh and Viet Nam
4.1.2 Status and future prospect of electricity demand and supply
Electricity shortage is now a big problem in the power sector. Many industrial consumershave prepared themselves for power interruptions with stand-by self-generating units; insome cases, even independent power plants have been commissioned for big industrialconsumers such as centralized industrial zones (CIZ) or export processing zones (EPZ).
In the period up to 2010, new power plants will be of different types in each region: coal (andhydro) in the North, gas (combined cycle) in the South, and hydro in the Central region. Toalleviate the burden of investment capital on the government, the two considered ways arepurchasing electricity from independent power producers (IPP) or using electricity from Build-Operate-Transfer (BOT) schemes.
Despite efforts by the Government, according to a prediction made by the Electricity of VietNam (EVN), a serious electricity shortage, estimated to range from 400 GWh to 1 TWh, willtake place in 1999 in Viet Nam. The EVN planned to buy approximately 100 GWh of electricityfrom industrial factories as well as centralized industrial parks (CIP) or industrial processingzones (IPZ). Thus, the capacity deficit could be estimated as between 200 and 500 MW.
4.1.3 Prevailing Costs of Energy
In Viet Nam, the prices of coal and electricity have been lower than their costs of production,mainly due to the subsidy extended by the government.
The government has followed a strategy of fixing maximum bulk and retail prices of oil and oilproducts on the basis of CIF cost of imported products, plus a distribution margin and taxes.Oil and oil products prices depend strongly on the exchange rate variation.
The retail price of electricity in industry has been adjusted recently with the introduction of theValue Added Tax (VAT) from January 1999 (see Table 4.1). However, the electricity tariffapplied to foreign companies is higher, US$0.11/kWh. The capacity charge is so far notapplied in Viet Nam although there is a registered capacity charge for big industrialconsumers. The factory should not have a greater demand than the registered capacityduring the peak period to avoid any power cut-off.
The time-of-day tariff has just been introduced in the industry and commercial sector in VietNam but is not widely practised. Before January 1999, the price of electricity during the utilitypeak period was double that of the normal period whereas the price during off-peak periodwas 25 per cent lower than that of the normal period. However, with the introduction of VAT,the new time-of-day tariff is being adjusted and the power company EVN has yet to make aclear announcement.
Table 4.1 Electricity tariff before and after introduction of VAT
Price before VATVND/kWh*
Price after VATVND/kWh
Price of 1998VND/kWh
1. Normal period (110 kV) 636 699.6 7002. Normal period (20 kV to <110 kV) 664 730.4 7303. Normal period (6 kV to <20 kV) 700 770.0 7704. Normal period (< 6 kV) 736 809.6 810
* Exchange rate (1998): 1 US$ = 13,000 VND
The actual payment of electricity varies from one province to another, as there may beadditional local fees. However, it is planned to abrogate the local electricity fees in near future.

Summary of country study – Viet Nam 163
4.1.4 Government policies and strategies for private power generation
According to the Ministry of Planning and Investment, the private power generation that isconsidered as an infrastructure development activity, is given a favoured status and ispromoted by the government. The power generation sector can get the priority of foreigncurrency exchange for the purpose of transfer of profits made by foreign investors.
In Viet Nam, big power plants can be developed through various forms of investment: Build-Operate-Transfer, credit from supplier, self-development by Vietnamese companies (e.g.EVN and VINACOAL) in collaboration with foreign companies.
However, the development of big private power plant is quite complicated and there is a lot ofcompetition. Small and medium scale private power generating units, including cogenerationplant, inside industrial parks, export-processing zones or combined with industrial factoriesseem to be more suitable for Viet Nam.
Security Package
For the big power plants, the international conditions and practices are respected. ModelImplementation Agreement, Fuel Supply Agreement are prepared. The Governmentguarantees power purchase agreement obligations of the concerned utilities. For small andmedium-scale private power plants, there is no such fixed model now. So far, EVN hasbought electricity from some sugar mills and is negotiating to buy excess electricity frompaper mills on the basis of energy charge alone (without any payment for capacity charge).
Tariff for bulk purchase of power at busbar
The selling price of electricity from small and medium private power plants varies from onecase to another.
EVN can now accept to buy off excess electricity from small power producers with a dailyspot tariff as follows: US$ 0.05/kWh during peak load, US$ 0.04/kWh during normal hoursand US$ 0.03/kWh during off-peak hours. However, the capacity charge is not mentioned.
For big power plants, EVN and the National Committee of Price must approve the purchasetariff of electricity. Small and medium scale plants can sell electricity directly to factories orindustrial park but the Provincial Authority must approve the tariff. The electricity produced inexcess can be sold to EVN at a negotiated price, without capacity charge, which is oftenaround 70 per cent of EVN’s electricity selling price. In some existing cases, EVN accepts aprice of around US$ 0.043/kWh. In an interview done in Mekong Delta, the ProvincialElectricity Company consented to buy electricity at around 600 VND/kWh.
So far, there is no effective legal system in Viet Nam to oblige electricity utilities to purchasepower from small/decentralized power producers.

164 Part3: Summary of country studies – Bangladesh and Viet Nam
4.2 Technical Potential for Cogeneration
4.2.1 Identification of sub-sectors with cogeneration potential
Since the textile industry has quite a steady need for various types of energy for its process,including thermal, refrigeration, and electricity, it is suitable for cogeneration applications.Unfortunately, no textile factory has so far adopted cogeneration although some of them havediesel power generation units of large capacities.
The chemical industry, particularly rubber, consumes a lot of electric and thermal energy. InViet Nam, most of rubber factories are very old with outdated energy equipment. As it is timefor their process equipment to be replaced, this provides a good opportunity for adoptingcogeneration.
Hotels and office buildings in the commercial sector are big energy consumers. There hasbeen considerable investment received from foreign companies for their development. Thesebuildings use electricity to operate cooling systems. They are often poorly designed fromenergy aspects since investors have the habit of copying the designs from abroad withoutgiving due consideration to the local climatic conditions.
Some foreign direct investment companies in the food-processing sector such as Foremostmilk processing factory, Walls ice cream factory, meet their power demand by self-generation. They can easily upgrade their existing energy generation system to operate incogeneration mode.
4.2.2 Existing cogeneration facilities in the country
There are several industrial factories in Viet Nam which already have cogeneration facilitiessuch as the Bai Bang paper factory in northern region, and sugar mills. The Cogido papermill, in Southern region, used to have a cogeneration capacity of 9,000 kVA. Installed sincethe first commissioning of the mill in 1959, this unit can no longer be used now. Therefore,the cogeneration technology seems to be familiar to the paper & pulp and sugar sub-sectorsin Viet Nam.
A study sponsored by EC-ASEAN Programme has estimated the total potential of powergeneration from sugar mills in Viet Nam to be 250 MW. However, in reality only a few millscan sell their excess electricity to the utility grid and several others are going through thenegotiation phase. Most of the factories have big difficulty in handling the excess bagasse.
Industries where cogeneration has been in use are pulp and paper, sugar and nitrogenfertilizer. A paper mill in the north is equipped with fluidized circulating bed boiler of a capacityto generate 145 tons of steam per hour at 73 bar and 450°C. The plant also has a recoveryboiler fired by the waste from the process, producing 36 tons of steam per hour at the sametemperature and pressure. The steam from the boilers is passed through 2 turbines: one is aback-pressure turbine producing 12 MW of electricity and the steam leaves at 3 bar forprocesses, and the other is a condensing turbine designed to generate 16 MW of electricity.Though the mill is quite large in size and is equipped with relatively modern technology, theperformance of the cogeneration plant has deteriorated substantially after 20 years ofoperation and poor maintenance.
Another paper mill in the Southern region, Dong Nai province, has an oil-fired boiler with acapacity to produce 40 tons of steam per hour. The cogeneration facility includes anextraction-condensing turbine of 5 MW capacity. However, the unit is not used since the millcan get electricity from grid easily. With some modification, the existing unit can be easilymodified to operate as a cogeneration facility in this mill.

Summary of country study – Viet Nam 165
There is one big nitrogen fertilizer plant in Viet Nam, located in Habac province. The plant wasput into operation 30 years ago. The cogeneration plant consists of five coal-fired boilers: twolarge boilers with capacity to produce 75 tons/hour each, and three smaller ones, each with acapacity to produce 35 tons/hour. Steam produced at 40 bar and 450°C is partly supplieddirectly to the processes, and partly through a 6 MW backpressure turbine. In addition, thereare two condensing turbines to meet the plant’s electricity demand, each with a capacity toproduce 6 MW of electricity. Like in the case of most other plants, the performance of thecogeneration plant has degraded after long periods of operation and lack of propermaintenance. Presently, the boilers have efficiencies ranging from 70 to 75 per cent whereasthe turbine efficiency varies from 24 to 26 per cent only. Though there is plan to rehabilitateand upgrade the existing facilities, implementation is delayed mainly due to financialconstraints.
The first unique cogeneration system in commercial sector in Viet Nam was brought intooperation on 18th August 1998 in CORA super-market, a member of Bourbon group, in DongNai province. It consists of two diesel generators, each capable of producing 1200 kW. Inaddition, there are two absorption chillers, each of 600 kW cooling capacity, and two electricchillers, each of 400 kW cooling capacity. The main reason for setting up this cogenerationsystem is the necessity for reliable power supply. The company is keen to synchronize itscogeneration plant to the national power grid for system stabilization.
4.2.3 Identification of suitable sites for pre-feasibility study
The main criteria followed for the selection of sites for pre-feasibility study are the following:
• important consumers of electricity and heat;
• acceptable heat-to-power ratios;
• willingness of the management to apply cogeneration technology;
• user has plans for renovation or expansion of the existing facilities;
• management is aware of the benefits of energy conservation and efficiency.
Up to now, no study has been done on the sectoral power demand in Viet Nam as well astheir load shapes as a function of time. In this report, the identification of potential study sitesis based on the list of consumers (provided by the power utility) which have a demandexceeding 1000 kW, combined with the list of boiler owners (provided by the RegionalDepartments of Industrial Safety, Ministry of Industry).
Rough estimation of the steam and electricity demand patterns had to be done in most casesas majority of factories lack instrumentation and do not have regular energy monitoring andrecording facilities.
After the identification and direct contact, eight sites including factories and commercialbuildings were chosen for the pre-feasibility study.
During on-site visits of those establishments, questionnaires were filled out and directdiscussions were held with the factory management.

166 Part3: Summary of country studies – Bangladesh and Viet Nam
4.3 Pre-feasibility Studies at Selected Industrial and Commercial Sites
For the purpose of economic analysis, the total installed costs of the cogeneration plantswere assumed as follows: steam turbines - US$ 1,200/kWe; gas turbines - US$ 1,000/kWe;and reciprocating engines - US$ 900/kWe. Some common financial data gathered orassumed before conducting the pre-feasibility studies are summarized in Table 4.2.
Table 4.2 Financial data used for the pre-feasibility study
Parameters Unit Value
Exchange rate VND/US$ 14,000Tax rate Per cent/year 5Discount rate Per cent/year 15Hurdle rate per cent/year 17Cogeneration plant service life Year 15Electricity purchase price VND/kWh EVN tariffElectricity buy-back rate per cent of purchase price Up to 70Fuel price escalation rate per cent/year 5Electricity price escalation rate per cent/year 5Fuel purchase price- natural gas- heavy fuel oil- diesel- coal
VND/m3
VND/kgVND/litreVND/ton
1,4301,8003,580
280,000
The fuel prices used are those based on the prices prevailing in the domestic market atpresent. Coal and natural gas prices are taken from EVN’s bidding documents. The purchaseprice of electricity is the tariff applied to Vietnamese industries. Based on information fromPower Company 2, the buy-back rate is generally taken as 450 VND/kWh. The purchaseprice has to be negotiated between the cogenerators and Power Companies; in any case,buy-back rate will not be higher than 70 per cent of the selling price.
The actual working period for the pre-feasibility study is considered as 306 days/year. Exceptfor the case of the paper mill “E”, the boiler pressure of 40 Bar is chosen for steam turbinealternatives. In paper mill “E”, the existing boiler pressure is 74 Bar, which is used to assessthe viability of the steam turbine alternative.
4.3.1 Textile mill “A”
This is one of the largest textile mills in Viet Nam. It was put into operation in 1959. Thecompany has an average production of 12 million meters of fabric per annum. With 3,350employees, the company is contributing effectively to the unemployed reduction of the city.
Electricity is used for machines, lighting and air conditioning. The company has a centrifugalchiller of 200 kW, which has been out of order. In the analysis, it is assumed that thecompany has a process cooling demand equivalent of 200 kWe. So far, the factory does nothave any record of steam consumption due to lack of measuring equipment. The steamconsumption is estimated from the fuel oil consumption in the boiler.

Summary of country study – Viet Nam 167
Figures derived from the analysis of the electricity and fuel bills are summarized below:
• Total Electricity Consumption (8/97 to 7/98): 33,157.00 MWh
• Maximum Electricity Demand: 6.50 MW
• Minimum Electricity Demand: 4.30 MW
• Total Fuel Consumption (8/97 to 7/98): 4.22 million litres
• Maximum Steam Demand: 13.81 ton/hr
• Minimum Steam Demand: 8.91 ton/hr
Assuming the cooling was provided by a vapour absorption chiller, the average power-to-heatratios would be 0.65. Typical cogeneration system for this site would be based on gasturbine. However, reciprocating engine, steam turbine cogeneration systems were alsoconsidered as potential alternatives. Altogether five alternatives are analyzed and the resultsof the feasibility study are summarized in Table 4.3.
Table 4.3 Summary of pre-feasibility study of the textile mill “A”
Cogeneration Alternatives ALT.1 ALT.2 ALT.3 ALT.4 ALT.5Configuration S.T. R.E. G.T.Chiller (200 kW Comp. AbsorptionFuel type H.F.O. N.G.Fuel price (VND) 1,800/kg 37,100/GJElectricity purchase price(VND/kWh)
800
Buy-back rate (as % of purchase price) 56Electricity price escalation rate(%/year)
5
Number of actual working hours peryear
7.344
Heat generating capacity (kg/h) 9,058 10,820 3,370 10,820 8,459Power generating capacity (kW) 776 895 4,247 5,381 4,247
Electricity consumption (MWh/year 33,158 29,348Thermal energy requirement (TJ/year) 173 208Excess (+)/Deficit(-) heat (TJ/year) 0 -143 0 -45Excess(+)/Deficit(-) power(MWh/year) -27,745 -23,101 0 8,192 0
IRR (%) 19.9 19.9 26.4 24.2 27.6Total installation cost (million VND) 12,377 14,359 50,210 60,887 50,211Net present value (million VND) 3,677 4,223 35,673 33,985 39,373Pay back period (year) 10 10 7 8 6 Note: S.T.: Steam Turbine; R.E.: Reciprocating Engine; G.T.: Gas Turbine
The first two alternatives could satisfy the steam demand of the factory. Their IRR is higherthan the hurdle rate and their total investment are the lowest among considered alternatives.However, the company would have to purchase most of its electricity needs from the utilitygrid.
The alternatives 3, with reciprocating engine configuration, can be considered as the bestoption as it gives a favourable IRR. However, the investment cost is very high in comparisonwith the first two alternatives.

168 Part3: Summary of country studies – Bangladesh and Viet Nam
Natural gas seems to be the most attractive fuel for cogeneration as the small deficit insteam demand can be made up by auxiliary fuel firing in the recovery boiler. However, gas ispresently not available at the site.
As there are several other factories in the vicinity having demand for both heat and power,one could envisage a bigger cogeneration plant for the industrial zone.
4.3.2 Textile company “B”
With an average annual production of 15 million meters of fabric, this is the biggest textilecompany in southern Viet Nam. It is located in a planned centralized Industrial park in asuburb district of Ho Chi Minh City where natural could be available in future.
With an average annual electricity and steam consumption of 42 GWh and 91,000 tons,respectively, this company is a good candidate for cogeneration. Moreover, it has a processcooling demand of 1,000 RT. The company has two chillers, one is centrifugal with 300 RTcooling capacity, and the other a 750 RT absorption chiller. In alternative 2 of this analysis, itis assumed that absorption chillers, running with steam from heat recovery boiler provide allthe cooling. About 4.5 kg/hour of steam would be necessary in a double-effect chiller tosupply a RT of cooling.
Data obtained from the electricity and fuel bills are summarized here:
• Total Electricity Consumption (12/97 to 11/98): 41,662 MWh
• Maximum Electricity Demand: 6,145 kW
• Minimum Electricity Demand: 5,200 kW
• Total Annual Fuel Oil Consumption: about 6 million litres
• Average Steam Demand: 12.4 ton/hr
The average power-to-heat ratio is 0.6, for which gas turbine cogeneration seems suitable.Four alternatives are considered for the analysis, including steam turbine and reciprocatingengine. The results of the analysis for this company are shown in Table 4.4.
Table 4.4 Summary of pre-feasibility study of the textile mill “B”
Cogeneration Alternatives Alt. 1 Alt. 2 Alt. 3 Alt. 4 Configuration S.T. R.E. (TM) R.E. (PM) G.T. Use of compression chiller (RT) 350 0 Absorption chiller (RT) 750 1,100 Fuel price (VND) 1,800/kg 1,430/m3
Fuel type H.F.O. N.G. Electricity purchase price (VND/ kWh) 800 Buy-back Rate (as % of purchase price) 56 Electricity price escalation rate (%/ year) 5 Number of actual working hours per year 7,344 Heat generating capacity (kg/hr) 15,027 12,400 4,959 16,807 Power generating capacity (kW) 1,287 15,366 6,145 8,296 Electricity consumption (MWh/year) 41,662 40,000 Thermal energy requirement (TJ/year) 287 321 Excess(+)/Deficit(-) heat (TJ/year) 0 -50 -192 0 Excess(+)/Deficit(-) power (MWh/year) -32,682 65,541 1,210 17,882 IRR (%) 20.0 20.1 27.7 24.8 NPV (million VND) 6,267.1 36,858 53,871 50,525.8

Summary of country study – Viet Nam 169
Total installation cost (million VND) 20,561 121,748 67,409 84,443 Pay back period (year) 10 10 7 7
Note: TM: Thermal Match; PM: Power Match The first alternative, with boiler and steam turbine configuration, has the lowest investmentcost among the four considered options and an acceptable IRR. The alternative 2 would lead to generation of more than 150 per cent excess electricity. ItsIRR is almost the same as that of alternative 1 but it requires the highest investment amongthe four considered options. The alternative 3 seems to be the most attractive with thehighest IRR but its investment cost is three times higher than that of alternative 1. The alternative 4 could also be attractive but natural gas is presently not available at the site.
4.3.3 Textile mill “C”
Built in the 1960s, the Textile Company “C” is one of the biggest companies in the North ofVietnam. In 1997, 4,400 tons of cotton yarns, 16 million metres of raw fabric and 18 millionmetres of finished fabrics were produced in the mill.
Currently energy represents 16 per cent of production cost. Electricity is used for machines,lighting and air conditioning. Steam for process is generated in coal fired boilers. Theapplication of the cogeneration technique for this company is suitable, since the companywants to reduce the annual electricity and energy costs.
Results of the analysis of data gathered from the electricity and fuel bills are summarizedbelow:
• Total Annual Electricity Consumption: 31,000 MWh
• Maximum Electricity Demand: 5 MW
• Minimum Electricity Demand: 4.3 MW
• Total Annual Coal Consumption: about 315,000 tons
• Maximum Steam Demand: 20 tons/hr
• Minimum Steam Demand: 12 ton/hr
Table 4.5 Summary of pre-feasibility study of the textile mill “C”
Cogeneration Alternatives Alt.1 Alt.2 Alt.3 Alt. 4 Configuration S.T. R.E. G.T. Chiller (110 kW x 6) Electric Fuel type Coal H.F.O. N.G. Fuel price (VND) 350/kg 1,800/kg 3,710/GJ Electricity purchase price (VND/kWh) 800 Buy-back Rate (as % of purchase price) 70 Electricity price escalation rate (%/year) 5 Number of actual working hours per year 7344 Heat generating capacity (kg/h) 18,594 54,985 3,986 8,891 Power generating capacity (kW) 1,503 4,443 5,000 4,443 Electricity consumption (MWh/year) 31,000 Thermal energy requirement (TJ/year) 359 Excess(+)/Deficit(-) heat (TJ/year) 0 596 -282 -187 Excess(+)/Deficit(-) power (MWh/year) -20,517 0 3,884 0

170 Part3: Summary of country studies – Bangladesh and Viet Nam
IRR (%) 31.7 17.1 25.2 27.9 NPV (million VND) 26,224 8,897 36,288 42,189 Total installation cost (million VND) 23,952 68,831 57,552 52,438 Pay back period (year) 6 13 7 6
The average power-to-heat ratio is 0.275, for which steam turbine cogeneration seemssuitable. Four alternatives are considered for the analysis, including steam turbine using coal,reciprocating engine using fuel oil, and gas turbine using natural gas. The results of theanalysis for this company are shown in Table 4.5.
Alternative 1 seems to be the most attractive option since its IRR and investment cost are thelowest among the four alternatives considered. The main advantage of this alternative isderived from the use of coal, which is a cheap fuel. However, it can satisfy a little more than30 per cent of the company’s electricity demand. Alternative 2 can take care of all the powerand heat demands of the factory but its IRR is the lowest and its investment cost is thehighest among the four alternatives. Alternative 3 is also very attractive but its IRR is lower and investment cost is higher thanthose for the first alternative. The alternative 4 can also meet all the energy needs of the site and has a fairly high IRR butnatural gas is presently not available at the site. 4.3.4 Paper mill “D”
This is a big paper mill in Dông Nai province, with a capacity to produce 170 tons of paper perday. The factory has a condensing steam turbine power generator but it is not used. Thecompany functions during 3 shifts per day, 300 days per year. It is presently connected to thenational grid to take care of all its power needs. The power supply reliability is essential forthe company for its production process. Self-generation with interconnection to the nationalgrid could be a good solution for the company in the existing difficult situation of the powersector. Analysis of the electricity and steam consumption data allows to conclude the following:
• Total Annual Electricity Consumption: 48,645 MWh
• Maximum Electricity Demand: 7.66 MW
• Minimum Electricity Demand: 3.84 MW
• Total Annual Fuel Oil Consumption: 13.8 million litres
• Total Annual Steam Use: 164,721 tons
• Maximum Steam Demand: 29.1 tons/hr
• Minimum Steam Demand: 11.1 ton/hr
With an average power-to-heat ratio of 0.39 for the factory, the steam turbine cogenerationconfiguration seems the most suitable. The analysis for the Paper Company “D” was donewith three configurations, including steam turbine, reciprocating engine and gas turbine, inorder to make a comparison. The results of the analysis for this company are shown in Table4.6.
Among the above four alternatives, Alternative 2 seems to be the best since it gives a highIRR and taking fuel supply availability into consideration. The alternative 4 with natural gas asfuel seems to be the most attractive option but natural gas is not presently available at thesite.

Summary of country study – Viet Nam 171
Table 4.6 Summary of pre-feasibility study of the paper mill “D”
Cogeneration Alternatives ALT.1 ALT.2 ALT.3 ALT.4 Configuration S.T. R.E. G.T. Fuel type H.F.O. N.G. Fuel price (VND) 1,800/ kg 3,710/GJ Electricity purchase price (VND/kWh) 800 Buy-back Rate (as % of purchase price) 56 Electricity price escalation rate (%/year) 5 Electricity consumption (MWh/year) 48,645 Thermal energy requirement (TJ/yr.) 450 Number of actual working hours per year 7,200 Power generating capacity (kW) 2,119 7,112 11,855 7,112 Steam generating capacity (kg/hr) 24,147 5,770 24,147 14,410 Excess(+)/Deficit(-) heat (TJ/year) 0 -342 0 -180 Excess(+)/Deficit(-) power (MWh/year) - 34,149 0 32,444 0 IRR (%) 19.8 29.4 24.8 30.7 Total installation cost (million VND) 33,578 68,740 108,446 75,218 Net present value (million VND) 9,842 75,280 64,618 74,992 Pay back period (year) 10 6 7 6
Alternative 1 could be a suitable solution in the present situation of capital shortage forinvestment; it requires the lowest investment cost among the four alternatives. However, itcan only meet 25 per cent of the annual electricity demand of the factory.
Alternative 3 seems to be able to cover all electricity and heat demands of the company. ItsIRR is also quite acceptable but the investment required is the highest among the fouralternatives. Furthermore, natural gas is presently not available at the site.
4.3.5 Pulp and paper mill “E”
The company “E”, sponsored by the Government of Sweden, was constructed in 1980 withthe purpose of satisfying the paper demand of the northern region. It is located in a provincewhere trees can be obtained as the primary material for making pulp and paper. The mainproducts of the company are paper and packaging paper. The existing capacity is 55,000tons per year. For the next two years, its capacity is planned to go up to 100,000 tons peryear, and to 200,000 tons for the year 2005. Therefore the company projects to invest heavilyon its extension, as well as the energy supply system. This study however focuses only onthe existing plant.
Results of the analysis of data gathered from the electricity and fuel bills in 1997 aresummarized below:
• Total Annual Electricity Consumption: 48,645 MWh
• Maximum Electricity Demand: 21.8 MW
• Minimum Electricity Demand: 15.5 MW
• Total Annual Coal Consumption: 82,080 tons
• Maximum Steam Demand: 137 tons/hr
• Minimum Steam Demand: 97 ton/hr

172 Part3: Summary of country studies – Bangladesh and Viet Nam
With an average power-to-heat ratio of 0.14 for the factory, the steam turbine cogenerationconfiguration seems the most suitable. The analysis for the Paper Company “D” was donewith three configurations, including steam turbine, reciprocating engine and gas turbine, inorder to make a comparison. The cogeneration systems that give favourable IRR values arelisted in Table 4.7.
Table 4.7 Summary of pre-feasibility study of the pulp and paper mill “E”
Cogeneration Alternatives ALT.1 ALT.2 ALT.3 ALT.4 ALT.5 Configuration S.T. R.E. G.T. Fuel type Coal H.F.O. N.G. Fuel price (VND) 280/kg 1,800/kg 1,430/m3
Electricity purchase price (VND/kWh) 0.87 Buy-back rate (as % of purchase price) 70 Electricity price escalation rate(%/year)
5
Number of actual working hours per year 4,000 Heat generating capacity (ton/hr) 101.37 129.85 101.37 10.125 25.42 Power Generating Capacity (kW) 9,989 12,795 9,989 12,795 12,795 Electricity consumption (MWh/year) 87,520 Thermal energy requirement (TJ/year) 1,931 Excess (+)/Deficit (-) heat (TJ/year) 0 295 0 -1,738 -1,447 Excess (+)/Deficit (-) power (MWh/year) -19,197 0 -19,197 0 IRR (%) 37.1 34.9 24.6 40.5 42 Total installation cost (million VND) 148,729 189,778 148,729 193,166 113,442 Net Present Value (million VND) 220,326 246,662 89,537 113,443 204,056 Pay back Period (year) 5 5 8 4 4
As shown in the above summary table, IRR of all five considering alternatives are all veryhigh.
However, the alternative 4 with the reciprocating engine using heavy fuel oil can beconsidered as the best option considering the IRR and the availability of fuel supply.Alternatives 1 and 3 need the same investment but IRR of the alternative 1 is higher than thatof the alternative 3. Alternative 5 is the most profitable option with the highest IRR and thelowest investment cost but natural gas is presently not available at the site. 4.3.6 Rubber factory “H”
Located in a District of Hanoi, the Company belongs to the Complex Light Industrial “Rubber-Detergent-Tobacco” Zone. The plant has been in operation since 1960’s and the annualproduction of the company is more than 1 million sets of car tires, 50 million sets of bike tiresand 100 millions of bicycle air tubes. The product quality of the factory meets the standardsof many countries in the South East Asian region.
The company has plans to expand its production and increase its export earnings. Moreover,the existing boilers operating with coal as fuel have been in operation for 30 years. Thecompany has high demand for both electricity and thermal energy, and would like to reduceits annual energy bill that is over 9.3 billion VND.

Summary of country study – Viet Nam 173
Due to the lack of instrumentation, there is no measurement of the steam consumed in thefactory. The steam consumption pattern is established on the basis of the coal consumptiondata of the boilers. Analysis of data gathered from the electricity and fuel bills shows thefollowing:
• Total Annual Electricity Consumption: 12,000 MWh
• Maximum Electricity Demand: 5.84 MW
• Minimum Electricity Demand: 2.12 MW
• Total Annual Coal Consumption: 23,500 tons
• Maximum Steam Demand: 20 tons/hr
• Minimum Steam Demand: 8 tons/hr
With an average power-to-heat ratio of 0.11 for the factory, the steam turbine cogenerationconfiguration seems the most suitable. The analysis for the rubber factory was done withthree configurations, including steam turbine, reciprocating engine and gas turbine, in order tomake a comparison. The cogeneration systems that lead to acceptable IRR values are listedin Table 4.8.
Table 4.8 Summary of pre-feasibility study of the rubber factory “H”
Cogeneration Alternatives Alt.1 Alt. 2 Alt. 3 Alt. 4 Configuration S.T. G.T. R.E. (TM) R.E. (PM) Fuel type Coal N.G. H.F.O. Fuel price (VND) 280/kg 1,430/m3 1,800/kg Electricity purchase price (VND/kWh) 780 Buy-back rate (as % of purchase price) 70 Electricity price escalation rate (%/year) 5 Number of actual working hours per year 7,200 Heat generating capacity (kg/h) 13,835 3,539 13,835 1,410 Power generating capacity (kW) 1,163 1,754 17,215 1,754 Electricity consumption (MWh/yr.) 12,000 Thermal energy requirement (TJ/yr.) 260 Excess (+)/Deficit (-) heat (TJ/yr.) 0 -193 0 -234 Excess (+)/Deficit (-) power (MWh/yr.) -4,047 0 105,751 0 IRR (%) 30.9 22.1 21.2 20.5 Total installation cost (million VND) 18,597 73,248 120,231 23,986 Net present value (million VND) 19,348 10,259 44,698 7,905 Pay back period (year) 6 9 9 10
As shown in the above summary table, the alternative 1 can be considered as the best optionfor cogeneration application in this factory as it gives the highest IRR and requires the lowestcapital investment cost which may be financially acceptable to the company. IRR of the threeother alternatives vary around 21 per cent. However, the alternative 4 seems to be attractivebecause of its low investment cost. Alternative 3 can cover all heat and electricity demandsof the factory but its investment cost is the highest among all the four alternatives.
4.3.7 Hotel “F”
This hotel is located in the centre of Ho Chi Minh City. Originally, brought into business in1995 as a joint venture between a foreign company and Ho Chi Minh City Tourist Company,the hotel occupies an area of 3,000m2. Its total operation area is 37,468 m2 with 542 rooms.The hotel operates 24 hours a day and 365 days a year.

174 Part3: Summary of country studies – Bangladesh and Viet Nam
Presently, it does not operate full capacity due to the Asian financial crisis. Consequently,energy consumption has become an increasing burden on the hotel management.Cogeneration appears to be one of the good solutions to reduce the high-energy bills of thehotel.
Analysis of the electricity consumption of the hotel shows that main electricity consumer isthe air conditioning system, consisting mainly of chillers. The electricity tariff applied is veryhigh as the hotel is classified in the commercial and service sector category. The hotel hasalready installed stand-by generators to provide enough electricity to satisfy its presentrequirement. The cost of power generation with the diesel generators is found to be evenhigher than the purchased electricity. A small amount of steam is required mainly for cookingand washing purposes.
A possible alternative at this site would be the use of vapour absorption chillers that canoperate with the steam generated by recovering heat from the exhaust gases of the dieselengine. The total electricity demand will thus be reduced because of the cooling supplied bythe absorption chiller.
Analysis of data gathered from the electricity and fuel bills in 1997 shows the following:
• Total Annual Electricity Consumption: 12,882 MWh
• Maximum Electricity Demand: 1,564 kW
• Minimum Electricity Demand: 1,363 kW
• Total Annual Steam Consumption: 7,245 tons
• Maximum Steam Demand: 1.6 tons/hr
• Minimum Steam Demand: 1.16 tons/hr
The power-to-heat ratio of the hotel is found to be 2.3, which is not suitable for anycogeneration configuration. However, this can be changed by incorporating the absorptioncooling option that increases the steam demand to 7.5 ton/hour. The steam turbine andreciprocating engine options are taken into consideration in the pre-feasibility study, and theresults are presented in Table 4.9.
Table 4.9 Summary of pre-feasibility study of the hotel “F”
Cogeneration Alternatives ALT.1 ALT.2 ALT.3 ALT.4 Configuration S.T. R.E. Fuel type H.F.O. D.O. Fuel price (VND) 1,800/kg 3,580/litre Electricity purchase price (VND/kWh) 1,500 Buy-back rate (as % of purchase price) 70 Electricity price escalation rate (%/yr.) 5 Number of actual working hours per year 8,760 Heat generating capacity (kg/h) 15,000 15,500 12,400 1,250 Power generating capacity (kW) 1,287 18,096 15,366 1,550 Electricity consumption (MWh/yr.) 12,882 Thermal energy requirement (TJ/yr.) 287 Excess (+)/Deficit (-) heat (TJ/yr.) 0 84 -5 -259 Excess (+)/Deficit (-) power (MWh/yr.) -2,171 0 114,199 17 IRR (%) 25.6 20.2 29.6 27.5 Total installation cost (million VND) 38,480 42,617 139,668 39,385

Summary of country study – Viet Nam 175
Net present value (Million Dong) 25,897 13,687 129,808 31,015 Pay back period (year) 7 10 6 7 As shown in the table, all options give favourable IRR. This can be explained by the fact thatthe electricity price charged by the utility to the factory is very high. Currently, the hotel has topay 0.11 US$ / kWh due to its commercial and service classification.
The diesel engine cogeneration system with thermal matching option seems to be mostattractive if excess electricity can be sold to the grid. It requires an initial investment of about140 billion VND (equivalent to 10 million US$), including the investment required for theabsorption chiller system, and leads to an internal rate of return of 29.6 per cent.
4.3.8 Summary of the pre-feasibility studies
The results obtained with different prime movers are summarized below:
Steam turbine
The steam turbine cogeneration appears to be an attractive option because of the favourableIRR obtained for the different projects.
Table 4.10 Summary of results for steam turbine cogeneration
Factory Fuel type Excess heat(TJ/year)
Excess power(MWh/year)
IRR ( per cent)
Textile mill “A” H.F.O. 0 -27,745 19.9 H.F.O. 0 -23,101 19.9 Textile mill “B” H.F.O. 0 -32,682 20.0 Textile mill “C” Coal 0 - 20,517 31.7 Coal 596 0 17.1 Paper mill “D” H.F.O. 0 -34,149 19.8 Paper mill “E” Coal 0 -19,197 37.1 Coal 295 0 34.9 H.F.O. 0 -19,197 24.6 Rubber factory “H” Coal 0 - 4,047 30.9 Hotel “F” H.F.O. 0 -2,171 25.6 H.F.O. 84 0 20.0
As shown in Table 4.10, fuel type strongly affects the project attractiveness. Coal is the mostsuitable fuel type because of its low price. Considering thermal match with coal as fuel, theIRR can exceed 30 per cent, whereas it is only around 20 per cent with fuel oil.
The financial performance also varies from one industrial sub-sector to another. In textile andpaper sub-sectors, IRR is around 20 per cent for the fuel oil fired boilers. Because of the highelectricity tariff applied by the utility to the commercial and service sector, the IRR canexceed 25 per cent.
The highest IRR (37 per cent) is obtained for the paper sub-sector with coal fired boiler.

176 Part3: Summary of country studies – Bangladesh and Viet Nam
Reciprocating engine
The configuration of reciprocating engine with heat recovery boiler, using heavy fuel oil asfuel, appears to be best suited as it leads to very high IRR; moreover, the availability of fuelsupply is not a problem at any of the sites. The IRR of the different projects varies in a widerange, from 20 per cent to 44 per cent (see Table 4.11).
Table 4.11 Summary of results for reciprocating engine cogeneration
Reciprocating Engine Factory Excess heat
(TJ/year) Excess power
(MWh/year) Elec. Price (VND/kWh)
IRR ( per cent)
Textile Textile mill “A” -143 0 800 26.4 Textile mill “B” -50 65,541 800 20.1 -192 1,210 800 27.7 Textile mill “C” -282 3,884 800 25.2
Paper Paper mill “D” -342 0 800 29.4 Paper mill “E” -1,738 0 800 40.5
Others Rubber factory “H” 0 105,751 780 21.2 -234 0 780 20.5 Hotel “F” -5 114,199 1,540 29.6 -259 0 1,540 27.5 Building “J” 16 2,473 1,540 23.1 19 3,845 1,540 17 29 8,102 1,540 30.6 16 2,473 1,540 44.4
The attractiveness of this option also varies with industrial sub-sectors. In textile industry, IRRis around 26 per cent. In paper industry, IRR is high ranging from 29 to 40 per cent. In thecommercial sector, with diesel oil fuelled engine, IRR varies from 23 to 30 per cent; but withengines using heavy fuel oil, the IRR is much higher, varying from 30 to 45 per cent.
4.3.9 Sensitivity Analysis
Following the techno-economic analysis of the different sites, sensitivity analysis is carriedout to identify the impact of some of the important parameters on the economics of theproject. The hurdle rate for accepting a project is assumed as 17 per cent.
Increase in the investment cost
Here, the investment is increased (from zero to 15 per cent) to see at which point the IRRreaches the hurdle rate. The results are given in Table 4.12.
With steam turbine alternative, the coal fired boiler option always has IRRs higher than thehurdle rate. In many cases, the IRR of the fuel oil fired boiler option reaches the hurdle ratewhen the investment is increased by 15 per cent.

Summary of country study – Viet Nam 177
With the option of reciprocating engine operating with heavy fuel oil, the IRR is generallyabove the hurdle rate for the industry sector. This can be explained by the low price of heavyfuel oil. In some cases, the hurdle rate is reached with 11 to 15 per cent increases in theinitial investment. Due to the high price of electricity charged to the commercial and servicesector, the changes of investment cost do not have much effect on the IRR.
Table 4.12 Impact of the increase (up to 15 per cent) in investment on IRR
Steam turbine Site Alternative Fuel type Elect. Price
(VND/kWh) % Increase ininvestment(a)
IRR %
Textile mill “A” S.T.(TM) H.F.O. 800 15.0 19.9 Textile mill “B” S.T.(TM) H.F.O. 800 15.0 20.0 Textile mill “C” S.T.(TM) Coal 800 + 31.7 Paper mill “D” S.T.(TM) H.F.O. 800 15.0 19.8 Paper mill “E” S.T.(TM) Coal 870 + 37.1 S.T.(PM) Coal 870 + 34.9 S.T.(TM) H.F.O. 870 + 24.6 Rubber factory “H” S.T.(TM) Coal 780 + 30.9 H.F.O. 780 + 21.2
Reciprocating engine Textile mill “A” R.E.(PM.) H.F.O. 800 11.8 26.4 Textile mill “B” R.E.(TM.) H.F.O. 800 15.0 20.1 R.E.(PM.) H.F.O. 800 + 27.7 Textile mill “C” R.E.(PM) H.F.O. 870 + 25.2 Paper mill “D” R.E.(TM.) H.F.O. 800 + 29.4 Paper mill “E” R.E.(PM) H.F.O. 870 + 40.5 Rubber factory “H” R.E.(TM.) H.F.O. 780 + 21.2
R.E.(PM.) H.F.O. 780 15.0 20.5 Hotel “F” R.E.(TM) D.O 1,540 + 29.6
R.E.(PM) D.O 1,540 + 27.5 Note: (a): It is the percentage increase when the IRR value reaches the hurdle rate (17 per cent)
(+ means the IRR always remains above the hurdle rate; and – means the IRR alwaysremains below the hurdle rate)
TM: Thermal match; PM: Power match.
Fuel price escalation
In this analysis, the escalation of fuel price is varied from zero and 15 per cent per annum tosee its impact on the IRR. The results are given in Table 4.13.
With steam turbine cogeneration, the escalation rate of fuel price does not have any adverseeffect the financial attractiveness of the coal fired boiler option. This can be explained by thelow price of coal. On the other hand, when fuel oil is used in the boiler, an escalation rate ofover 8 per cent will tend to lower the IIR below the hurdle rate. At the fuel price escalation rateof 9.5 per cent, the oil fuelled boiler option does not seem to be acceptable.
With reciprocating engine cogeneration, although heavy fuel oil is much cheaper than diesel,many projects have IRRs below the hurdle rate with more than 10 per cent increase in thefuel price escalation rate. In the textile “B”, even an increase of 6.6 per cent in fuel priceescalation rate can render the project unfeasible. Diesel as a fuel for reciprocating engines isacceptable only for applications in the commercial sector where the purchased price ofelectricity can be as high as 1,500 VND/kWh.

178 Part3: Summary of country studies – Bangladesh and Viet Nam
Table 4.13 Impact of fuel price escalation rate (0-15 per cent per year) on IRR
Steam turbine Site Alternative Fuel type Elect. Price
(VND/kWh) % escalationin fuel price(b)
IRR %
Textile mill “A” S.T.(TM) H.F.O. 800 7.0 19.9 Textile mill “B” S.T.(TM) H.F.O. 800 8.0 20.0 Textile mill “C” S.T.(TM) Coal 800 + 31.7 Paper mill “D” S.T.(TM) H.F.O. 800 8.0 19.8 Paper mill “E” S.T.(TM) Coal 870 + 37.1 S.T.(PM) Coal 870 + 34.9 S.T.(TM) H.F.O. 870 12.0 24.6 Rubber factory “H” S.T.(TM) Coal 780 + 30.9
Reciprocating engine Textile mill “A” R.E.(PM.) H.F.O. 800 + 26.4 Textile mill “B” R.E.(TM.) H.F.O. 800 6.6 20.1 R.E.(PM.) H.F.O. 800 12.0 27.7 Textile mill “C” R.E.(PM) H.F.O. 870 10.8 25.2 Paper mill “D” R.E.(TM.) H.F.O. 800 12.9 29.4 Paper mill “E” R.E.(PM) H.F.O. 870 + 40.5 Rubber Co. “H” R.E.(TM.) H.F.O. 780 + 21.2 R.E.(PM.) H.F.O. 780 15.0 20.5 Hotel “F” R.E.(TM) D.O 1,540 + 29.6 R.E.(PM) D.O 1,540 + 27.5
Note: (b): It is the percentage escalation when the IRR value reaches the hurdle rate (17 per cent)
(+ means the IRR always remains above the hurdle rate; and – means the IRR alwaysremains below the hurdle rate)
Electricity price escalation
In this analysis, the escalation of electricity price is varied from zero and 15 per cent perannum to see its impact on the IRR. The results are summarized in Table 4.14.
As it would have been expected, if the electricity price escalation rate goes up, the value IRRalso increases accordingly.
Table 4.14 Impact of electricity price escalation rate (0-15 per cent per year) on IRR
Steam turbine Factory Alternative Fuel
type Elect. Price(VND/kWh)
% escalation inelectricity price(c)
IRR %
Textile mill “A” S.T.(TM) H.F.O. 800 + 19.9 Textile mill “B” S.T.(TM) H.F.O. 800 + 20.0 Textile mill “C” S.T.(TM) Coal 800 + 31.7 Paper mill “D” S.T.(TM) H.F.O. 800 + 19.8 Paper mill “E” S.T.(TM) Coal 870 + 37.1 S.T.(PM) Coal 870 + 34.9 S.T.(TM) H.F.O. 870 + 24.6 Rubber factory “H” S.T.(TM) Coal 780 + 30.9

Summary of country study – Viet Nam 179
Reciprocating engine Textile mill “A” R.E.(PM.) H.F.O. 800 + 26.4 Textile mill “B” R.E.(TM.) H.F.O. 800 + 20.1 R.E.(PM.) H.F.O. 800 + 27.7 Textile mill “C” R.E.(PM) H.F.O. 870 + 25.2 Paper mill “D” R.E.(TM.) H.F.O. 800 + 29.4 Paper mill “E” R.E.(PM) H.F.O. 870 + 40.5 Rubber factory “H” R.E.(TM.) H.F.O. 780 + 21.2 R.E.(PM.) H.F.O. 780 + 20.5 Hotel “F” R.E.(TM) D.O 1,540 + 29.6 R.E.(PM) D.O 1,540 + 27.5
(c): It is the percentage escalation when the IRR value reaches the hurdle rate (17 per cent)(+ means the IRR always remains above the hurdle rate; and – means the IRR alwaysremains below the hurdle rate)
Changes in the income tax rate
The income tax is varied from 5 to 35 per cent to see its impact on the profitability of theproject, in terms of IRR. The results are given in Table 4.15.
Table 4.15 Impact of increase in income tax rate (5-35 per cent per year) on IRR
Steam turbineFactory Alternative Fuel type Elect. Price
(VND/kWh)% increase in
tax rate(d) IRR %Textile mill “A” S.T.(TM) H.F.O. 800 + 19.9Textile mill “B” S.T.(TM) H.F.O. 800 25% 20.0Textile mill “C” S.T.(TM) Coal 800 + 31.7Paper mill “D” S.T.(TM) H.F.O. 800 23% 19.8Paper mill “E” S.T.(TM) Coal 870 35% 37.1
S.T.(PM) Coal 870 + 34.9S.T.(TM) H.F.O. 870 + 24.6
Rubber factory “H” S.T.(TM) Coal 780 + 30.9Reciprocating engine
Textile mill “A” R.E.(PM.) H.F.O. 800 + 26.4Textile mill “B” R.E.(TM.) H.F.O. 800 25.0 20.1
R.E.(PM.) H.F.O. 800 + 27.7Textile mill “C” R.E.(PM) H.F.O. 870 + 25.2Paper mill “D” R.E.(TM.) H.F.O. 800 + 29.4Paper mill “E” R.E.(PM) H.F.O. 870 + 40.5Rubber factory “H” R.E.(TM.) H.F.O. 780 + 21.2
R.E.(PM.) H.F.O. 780 15% 20.5Hotel “F” R.E.(TM) D.O 1,540 + 29.6
R.E.(PM) D.O 1,540 + 27.5 (d): It is the percentage increase when the IRR value reaches the hurdle rate (17 per cent)
(+ means the IRR always remains above the hurdle rate; and – means the IRR alwaysremains below the hurdle rate)
In the case of steam turbine, an increased tax rate does not affect the IRR much. All coalfired boiler options are attractive with the IRR being higher than the hurdle rate. The heavyfuel oil fired boiler option is also attractive up to a tax rate of 23 to 25 per cent beyond whichthe IRR falls below the hurdle rate. So far, there has not been any official document ontaxation of energy generated from unconventional plants. However, higher than 20 per cent

180 Part3: Summary of country studies – Bangladesh and Viet Nam
tax rate seems highly unlikely for the energy generation sector. Therefore, the steam turbineoption with oil fired boilers should be very much feasible.
Projects with reciprocating engines operating with heavy fuel oil do not seem to be affectedadversely by high tax rates. Only one case of a textile industry will have IRR below the hurdlerate if the tax rate exceeds 25 per cent, and in another case of rubber factory, the threshold oftax rate is 15 per cent. Again, these tax rates seem high for the energy sector.

Summary of country study – Viet Nam 181
4.4 Conclusions and Recommendations for Follow-up Actions1
Conclusion
Cogeneration is an important issue in the National Energy Conservation & Efficiency MasterPlan of Viet Nam. Cogeneration can be applied in big and medium scale factories, centralizedindustrial estates and commercial building complexes where power, heating and cooling arerequired. Beside, Cogeneration can be applied also in agriculture for post-harvestprocessing. The wide application of Cogeneration technology can bring positive effects onenergy conservation, production cost reduction, and environment protection of the country aswell as the region.
Cogeneration technology has been employed in Viet Nam since a very long time (Viêt Trì andHà Bác industrial zones, Cogido paper mill, sugar mills) but it has not been widelypropagated. Cora supermarket has recently set up a cogeneration facility in order to generatehigh quality and reliable power as well as meet the cooling demands.
Results of the techno-economic and sensitivity studies undertaken for selected sites showthat the financial viability of a cogeneration project is strongly affected by the energy demandpattern, system configuration and fuel type. The purchase price of electricity also stronglyaffects the IRR. It can be considered as a key-factor in the consideration of alternatives.
The IRRs of steam turbine option vary from 20 per cent for oil fired boilers to above 30 percent with coal-fired boilers. The IRR of coal fired steam turbine cogeneration is not affectedby the change of investment cost whereas the oil fired option can be unfeasible if there ismore than 15 per cent increase in the investment.
The heavy fuel oil would be the most suitable fuel for reciprocating engine option since it canlead to very high IRR.
The escalation in fuel price does not have any adverse impact on coal-fired steam turbinecogeneration, but the IRR of oil fired option is sensitive to hikes in fuel prices.
Tax rates beyond 25 per cent can affect some of the cogeneration projects, but these ratescan be considered too high for the energy sector in Viet Nam. Therefore, enterprises optingfor cogeneration presently need not give importance to the effect of tax rate on their project’sfinancial feasibility. There is so far no official document about taxation on energy generated byunconventional plants.
Recommendation for follow-up actions
The first objective to consider for effective promotion of cogeneration in Viet Nam is to satisfythe energy demand of the cogenerator. The sale of excess electricity is important but itshould not be considered as the first priority.
By taking care of their energy demand through self-generation and cogeneration, big energyconsumers can reduce a part of the burden on the electricity sector.
Most of industrial factories in Viet Nam is out-dated and are in the process of renovating theirfacilities. There are a lot of new investment projects in industrial and commercial sectors thatprovide an ideal occasion for promoting cogeneration. 1 These conclusions and recommendations are based on the deliberations of participants in theSouth-East Asia Sub-Regional Seminar organized at Ho Chi Minh City on 9 November 1998 and atHanoi on 10 and 11 November 1998. The programme details of the Seminars are included in Appendix4A.

182 Part3: Summary of country studies – Bangladesh and Viet Nam
Co-ordination among the users, suppliers, financiers, developers, etc., is very important andthere is a need to have a facilitator or an intermediary. Cogeneration promotion activitiesshould be combined with energy conservation and efficiency activities. In other countries,promoting cogeneration is one of the activities of the National Energy Conservation Agency.
Clear official taxation policies related to profit from energy saving and efficiency improvementare imperative for the cogeneration promotion.
The long run marginal tariffs for purchased electricity and selling of excess electricity to thegrid are key factors for the cogeneration promotion. It should be issued under price formulabeing based on capacity charge and energy charge separately, particularly for long termcontracts.
The official synchronization regulation for small scale decentralized power plant should bestudied and issued.
As natural gas is being recognized universally as the most appropriate fuel for cogeneration,setting up of local natural gas supply stations, with underground storage tanks, in centralizedindustrial parks or export processing zones should be considered.
Institutionally, the support from the Government is necessary in the following areas:
• Interconnection with the national power grid;
• Fixing of tariff for sale of excess power;
• Favourable credit for rehabilitation of existing cogeneration facilities and development ofnew cogeneration utilities.
Bilateral and international support should be channelled for setting up cogenerationdemonstration projects using modern technologies in various sectors of activities in order toachieve rational use of energy.

Summary of country study – Viet Nam 183
APPENDIX 4.A
Programme of the South East Asia Sub-Regional Seminar on
BUSINESS OPPORTUNITIES IN COGENERATION
Date: Monday, 9 November 1998
Place: New World Hotel, Ho Chi Minh City, Viet Nam
Organiser: Ministry of Education and Training (MOET) of Viet Nam, in Collaboration withEconomic and Social Commission for Asia and the Pacific (ESCAP) and AsianInstitute of Technology (AIT)
Sponsor: Government of Japan
Supporters: EC-ASEAN COGEN Programme (COGEN) and French Environment and EnergyManagement Agency (ADEME)
08h30-09h00 Registration
09h00-09h30 Official opening
Introductory Statement by ESCAP
Mr. Pranesh C. Saha (Chief of Energy Resources Section, ESCAP)
09h30-10h10 “Business Potentials and Trends in Use of Cogeneration in Industry”
Dr. B. Mohanty (Cogeneration expert)
10h10-10h40 “Business potential for cogeneration in Agro-industrial sector in ASEAN”
Dr. L. Lacrosse (Technical Adviser, EC-ASEAN Cogen Programme)
10h40-11h00 Tea Break
11h00-12h30 “Results of Pre-feasibility Studies in Selected Vietnamese Industries”
Vietnamese National Study Team
12h30-14h00 Lunch
14h00-15h15 “Prospects for Cogeneration Development in Viet Nam”
Discussion and Conclusion
15h15-15h30 Tea Break
15h30-16h30 Optional: “Individual Consultations”
Potential cogenerators from industries, manufacturers, suppliers,developers, financiers, consultants, etc.

184 Part3: Summary of country studies – Bangladesh and Viet Nam
Programme of the South East Asia Sub-Regional Seminar on
ROLE OF COGENERATION IN THE NATIONAL ENERGY SCENARIO:PERSPECTIVES FOR ENERGY POLICY
Date: Tuesday, 10 November 1998
Place: Hanoi University of Technology, Hanoi, Viet Nam
Organiser: Ministry of Education and Training (MOET) of Viet Nam, in Collaboration withEconomic and Social Commission for Asia and the Pacific (ESCAP) and AsianInstitute of Technology (AIT)
Sponsor: Government of Japan
Supporters: EC-ASEAN COGEN Programme (COGEN) and French Environment and EnergyManagement Agency (ADEME)
08h00-08h30 Registration
08h30-09h00 Official opening
“Message from ESCAP”
Mr. Pranesh C. Saha (Chief of Energy Resources Section, ESCAP)
09h00-09h30 “Economic and Environmental Benefits of Cogeneration Applications”
Dr. B. Mohanty (Cogeneration expert)
09h30-10h00 “Use of Cogeneration in Japanese Industries”
Mr. Akira Ishiyama (JICA/ESCAP Expert on Energy Conservation)
10h00-10h20 Tea Break
10h20-11h30 “Potential for Use of Cogeneration in the Industrial Sector in Viet Nam”
Vietnamese National Study Team
11h30-12h15 “Regulatory Framework for Promoting Cogeneration”
Panel discussion with policy makers and industry representatives
12h15-13h45 Lunch
13h45-15h15 “Experiences with Promotion of Cogeneration in South East Asia”
Mr. P. Marpuang (Ministry of Energy and Mines, Indonesia)
Mr. F. X. Jacob (Ministry of Energy, Telecommunications and Posts,Malaysia)
Mr. A. M. Nabong (Department of Energy, Philippines)
Mr. P. Srisovanna (Energy Conservation Center of Thailand)
15h15-15h30 Tea Break
15h30-16h30 “Round table discussion, policy recommendations and conclusion”

Summary of country study – Viet Nam 185
Programme of the South East Asia Sub-Regional Seminar on
BUSINESS OPPORTUNITIES IN COGENERATION
Date: Wednesday, 11 November 1998
Place: Hanoi University of Technology, Hanoi, Viet Nam
Organiser: Ministry of Education and Training (MOET) of Viet Nam, in Collaboration withEconomic and Social Commission for Asia and the Pacific (ESCAP) and AsianInstitute of Technology (AIT)
Sponsor: Government of Japan
Supporters: EC-ASEAN COGEN Programme (COGEN) and French Environment and EnergyManagement Agency (ADEME)
08h00-08h30 Registration
08h30-09h00 Official opening
Introductory Statement by ESCAP
Mr. Pranesh C. Saha (Chief of Energy Resources Section, ESCAP)
09h00-09h40 “Business Potentials and Trends in Use of Cogeneration in Industry”
Dr. B. Mohanty (Cogeneration expert)
09h40-10h10 “Business potential for cogeneration in Agro-industrial sector in ASEAN”
Dr. L. Lacrosse (Technical Adviser, EC-ASEAN Cogen Programme)
10h10-10h30 Tea Break
10h30-12h00 “Results of Pre-feasibility Studies in Selected Vietnamese Industries”
Vietnamese National Study Team
12h00-14h00 Lunch
14h00-15h15 “Cogeneration Case Studies from South East Asian Countries”
Mr. P. Marpuang (Ministry of Energy and Mines, Indonesia)
Mr. F. X. Jacob (Ministry of Energy, Telecommunications and Posts,Malaysia)
Mr. A. M. Nabong (Department of Energy, Philippines)
Mr. P. Srisovanna (Energy Conservation Center of Thailand)
15h15-15h30 Tea Break
15h30-16h30 “Prospects for Cogeneration Development in Viet Nam”
Discussion and Conclusion