OS at Kerala ceramics
71
An Organization Study at THE TRAVANCORE COCHIN CHEMICALS LTD Submitted in partial fulfillment for the requirement for the award of the degree MASTER OF BUSINESS ADMINISTRATION M G UNIVERSITY KOTTAYAM Submitted by Register No: Under the guidance of Mr.: Faculty Member MBA Department, BSS IT MISSION THYACDU 1
-
Upload
syamkumarvarkala -
Category
Documents
-
view
20 -
download
2
description
Detailed project about KERALA CERAMICS
Transcript of OS at Kerala ceramics

An Organization Study at THE TRAVANCORE COCHIN CHEMICALS LTD
Submitted in partial fulfillment for the requirement for the award of the degree
MASTER OF BUSINESS ADMINISTRATIONM G UNIVERSITY
KOTTAYAM
Submitted by Register No:
Under the guidance of
Mr.:Faculty Member
MBA Department, BSS IT MISSION THYACDU
1
DECLARATION
I declare that the project report entitled “An organization study on” TCC LTD ” Submitted by me for the award of Master of Business Administration of M.G University is my own work. The report has not been submitted for the award of any other degree of this university or any university.
Place: Date:
2
ACKNOWLEDGEMENT
First of all I wish to express my deep gratitude and thanks to God who helped us in completing the organization study successfully.
I shall remain grateful to. Mr.:…………………………BSS IT MISSION THYACDU for his amble guidance and encouragement for completing the organization study. I am also extremely grateful to faculty member for their valuable suggestions and advice regarding this work. I also express my profound gratitude to project guide ……………….,Sr. Manager, HRM for his valuable guidance and timely advice and well-wishers for Encouragement given to us during the course of the project. It is my pleasure to express a deep sense of grateful to ………………………….,
Sr. Manager, Safety & Environment Department & MIS without his untiring efforts and tremendous background information this work would not have materialized. I express my sincere
Thanks to all the staff of TCC LTD for their co-operation during my study in the company. Last but not least we thank my parents and for all their moral support and help, they Had given to me.
3

CONTENTS
SL NO CONTENTS
1 CHAPTER I INTRODUCTION
1.1 Scope of the study
1.2 Objectives of the study
1.3 Limitations of the study
2 CHAPTER II INDUSTRY PROFILE
2.1 Chemical Industry in General
2.2 Indian Chemical Industry
2.3 Challenges and Strategies
2.4 Indian Chlor-alkali Industry
3 CHAPTER III COMPANY PROFILE
3.1 History
3.2 Initial Investment
3.3 Present Capital Formation
3.4 Mission Statement
3.5 Achievements
3.6 Customers
3.7 Competitors
3.8 Management & Board of Directors
3.9 Products & Production Capacity
3.10 Industries served by TCC products
4 ORGANISATIONAL STRUCTURE
4

5 CHAPTER V FUNCTIONAL DEPARTMENTS
5.1 Various departments of TCC
5.2 Operations department
5.3 Marketing department
5.4 Materials department
5.5 Engineering department
5.6 Human Resource department
5.7 Training & Development department
5.8 Technical department
5.9 Systems department
5.10 Project department
5.11 Finance department
6 CHAPTER VI SWOT ANALYSIS
6.1 Strength
6.2 Weakness
6.3 Opportunities
6.4 Threats
7 CHAPTER VII CONCLUSION
8 BIBLIOGRAPHY
5
CHAPTER IINTRODUCTION
6

The main aim of the organizational study is to acquire the knowledge regarding the functional as well as the management aspects of an organization.It helps us to familiarize with a business organization and the different department in the organization and their functioning.
The organizational study is at The TRAVANCORE COCHIN CHEMICALS LTD,Kochi,Kerala.The TCC Ltd is a Public sector undertaking owned by the Govt of Kerala situated at Udyogamandal in the Cochin Industrial belt.The factory and the registered office are located at 20km from the Cochin International Airport and 15km from the Ernakulam Railway station.Incorporated in 1951,TCC is one of the oldest chlor-alkali units in the subcontinent.Today it has a production capacity of 85000 MT caustic soda/annum.
The company supports a large number of industrial units of strategic importance by supplying basic chemicals with continuous efforts for upgradation of technology and professional management.TCC is located on the banks of river Periyar,one of the finest waterways in Kerala,and is recognized as an artery for its coastal trade and commerce.
1.1 Scope of the Study Limited to understanding the various departments and their functions. To understand the extend to which management theory matches with the actual
practices seen. Attain information regarding the Strengths,Weakness,Opportunities and Threats of
various departments.
7

1.2 Objectives of the Study To familiarize with the organizational climate and culture. To understand the organizational structure and various functional departments. To make an analysis of organizational performance. To have an exposure of the work environment. To realize the extend to which the theory matches with practices inside an
organization.
1.3 Limitations of the Study
One of the major limitations was that time available for the study was limited. Due to security reasons all enquiries were not answered. Due to non-availability of cost-record,details of cost of production cannot be
collected. The employees of various departments were on tight schedule,so they were not able
to spend time for study.
8

CHAPTER IIINDUSTRY PROFILE
9
2.1 Chemical Industry in General
The chemical industry comprises of the companies that produce industrial chemicals.Chemicals are used to make a wide variety of consumer goods,as well as thousands of inputs to agriculture,manufacturing,construction and service industries.The chemical industry itself consumes 26% of its own output.Major industrial customers include rubber and plastic products,textiles,apparel,petroleum refining, pulp and paper and primary metals.
Speciality chemicals are a category of relatively high valued,rapidly growing chemicals with diverse end product markets.They include electronic chemicals,industrial gases,adhesives and sealants as well as coatings,industrial and institutional cleaning chemicals and catalysts.Chemicals in the bulk petrochemicals and intermediates are primarily made from Liquefied Petroleum Gas (LPG),natural gas and crude oil. Typical large volume products include ethylene,propylene,benzene,toluene,xylene,methanol,Vinyl Chloride Monomer (VCM),styrene, butadiene and ethylene oxide.
Other derivatives and basic industrials include synthetic rubber,surfactants,dyes and pigments,turpentine,resins,carbon black,explosives and rubber products contribute about 20% of the basic chemicals external sales.Inorganic chemicals (about 12% of the revenue output) include salt,chlorine,caustic soda,soda ash,acids (such as nitric,phosphoric and sulphuric) titanium di oxide and hydrogen peroxide.Fertilizers (about 6% of the revenue output) include phosphates,ammonia and potash chemicals.Consumer products include direct product sale of chemicals such as soaps,detergents and cosmetics.
10

Chemical industry is highly heterogeneous with following major sectors.
Petrochemicals. Inorganic chemicals. Organic chemicals. Fine & Specialities. Bulk Drugs. Agrochemicals. Paints & Dyes.
2.2 Indian Chemical Industry
The Indian Chemical Industry is a significant component of the Indian economy with revenues at about USD 28 billion.Indian Chemical Industry contributes about 6.7% of Indian GDP and 10% of total exports.The industry contributes around 20% of national revenue by way of various taxes and levies. Volume of production by chemical industry positions India as third largest producer in Asia (next to China and Japan). The chemical industry accounts for about 13% share in the manufacturing output.The industry is a vital part of the agricultural and industrial development in India and has key linkages with several other downstream industries such as automotive,consumer
durables,engineering,food processing etc.With the current levels of performance the Indian Chemical Industry ranks twelfth in the world production of chemicals.The chemical industry has achieved a growth rate of 8.6% over the last few years making it one of the fastest growing sectors in India.This industry’s growth rate has been twice the Asian growth rate over the last five years.But the asset creation has been the lowest.The Indian Chemical Industry is faced with multiple challenges.It is emerging from a protected environment into a highly competitive global market.At the same time the domestic market shows a path to maturity with a high demand potential for chemical end-products. In terms of consumption, Indian chemical industry itself is its largest consumer; as the basic chemicals undergo several processing to manufacture downstream chemicals.The industry accounts for approximately one-third of the total consumption.Gujarat is the major contributor to the basic chemical as well as petrochemical production with 54% and 59% share, in all India production, respectively.Other major states producing basic chemicals include Maharashtra (9%), Tamilnadu and Uttar Pradesh (6% each). Other major states producing petrochemicals include Maharashtra (18%), West Bengal (12%), Uttar Pradesh (4%) and Tamil Nadu (3%).
India is also an importer of chemical products. India’s chemical imports are either for the purpose of further processing in the chemical industry or for usage as intermediates in other
11

manufacturing sector.India has been sourcing its imports mainly from China (20% of India’s total chemical imports), followed by USA (8%), Saudi Arabia (6%), Singapore, Morocco and Germany (5% each).The Government has been announcing a number of measures to improve the competitiveness of the Indian chemical industry. These include: abolition of industrial licensing to most of the chemical sub-sectors, excepting a small list of hazardous chemicals.The Government is also continuously reducing the list of reserved chemical items for production in the small scale sector, thereby facilitating greater investment in technology upgradation and modernization.The Government has initiated policies for setting up of integrated Petroleum, Chemicals and Petrochemicals Investment Regions (PCPIR). Such an initiative is likely to attract major investment, both domestic and foreign, into the regions, which would have enabling infrastructure that would provide conducive and competitive environment for setting up of manufacturing units. PCPIR would reap the benefits of co-siting,networking and greater efficiency through use of common infrastructure and support services. Such an industrial complex would boost manufacturing activities, augment exports and generate employment.
Government is a signatory to Chemicals Weapons Convention, which is an universal, non-discriminatory, multilateral Disarmament Treaty that bans the development, production, acquisition, transfer, use and stockpile of all chemical weapons. India has passed the Chemical Weapons Convention Act, 2000, which has come into force in 2005.Indian Chemical Council (ICC – also known as Indian Chemical Manufacturers Association) is the nodal point / signatory representing India under the Responsible Care Initiative. ICC has prepared codes,guidance notes for implementation of process safety, employee health and safety, pollution preventionemergency response and product safety. ICC is continuously interacting with regulatory bodieson various issues like emergency preparedness, and safe transportation of hazardous chemicals.Indian chemical firms have in place technical agreements with multinational firms to keep abreast of the technological development in the global chemical industry, and to explore possibilities of adapting the technology to meet the specific requirements of the Indian market.
Such a strategy helped the firms to have continuous upgradation in technology, resulting in a wide and superior product portfolio.Strategies have also been adopted by Indian chemical firms to cut down cost of production through leveraged buy-out for sourcing cost efficient raw materials and solutions for energy efficiency.Some Indian chemical firms are engaged in continuous research and development activities to innovate new applications to increase enduser segments.Consolidation through buy-outs of brands and business is another strategy adopted by Indian chemical firms.Indian chemical firms are leveraging their manufacturing expertise and enter into contract manufacturing with multinational firms. These include custom manufacturing and private labeling.
12
2.3 Challenges and Strategies
CHALLENGES
Indian chemical sector has grown a long way since its early days of independence. The sector has grown from a small-scale sector to multi-dimensional sector, which is taking on the challenges of globalization.There are few factors, which hinders the growth of the industry. These include:
High prices of basic feed stock
Basic raw materials constitute major portion of cost of production (30% to 60%) in the chemical industry.Indian chemical industry either uses natural gas or crude oil as feedstock for manufacturing process. The fluctuations in oil prices therefore affect the growth projections of the firms. At times, the manufacturers are unable to pass-on the cost escalation (occurring due to sudden increase in oil prices) to end consumers. Cost optimization is thus critical for the chemical units, as their margins may go under pressure during oil crisis.
Low Level of ICT interface
Globally, information technology is being extensively used in several areas like chemical processing and manufacturing. Application of information technology in the chemical sector is mainly for equipment design, chemical engineering, and process simulation that has helped in reducing product and process development time.Information technology is also increasingly used in the area of R&D, especially in collaborative research. The usage of informationtechnology in Indian chemical industry is relatively lower, as most of the units are in the small-scale sector.
Low Level of Brand Development
Indian chemical producers,excepting a few large producers,generally sell their products asgeneric products without brand development. There is also low level of interest amongst smallscale producers for brand development, product development as also market development.
Low Level of Common Infrastructure
13

In general, due to its very nature,the chemical / petrochemical industry requires certain basic infrastructure facilities, both in the process chain as also in the supply chain. In the process chain, the critical infrastructure requirements include a common effluent treatment plant, and an effective green belt segregating the industrial units from human settlements. In the supply chain, the critical infrastructure requirements include a good port, chemical storage terminal, and adequate berthing facilities. In the above context, it is being felt that the production and export earnings of this sector would receive a quantum jump if an industrial estate dedicated to thechemical industry could be set up.At present, each unit has to create specialized facilities on its own which leads to duplication of efforts and investment. If chemical units are clustered in close proximity, the required infrastructure could be vertically integrated resulting in cost reduction.
Environmental Regulations
Safety, health and environment protection issues are becoming important concerns for the Indian chemical industry. As with other industries, the chemical industry needs to comply with regulations such as Occupational Safety and Health and Process Safety Management regulations.Environmental safety, occupational safety and process managementsafety can easily be met if a firm is manufacturing large volume of single chemical. But it may not be relatively feasible for the firms who manufacture low volume and large number of chemicals in a single plant.
Dumping / Import Competition
The chemical industry is the second largest industry that has attracted large number of anti-dumping actions in the world.
STRATEGIES
14

Focus on Core Competence
Chemical products trade is increasingly getting specialised all over the world. Innovation isincreasingly becoming an important factor to focus on core competence and to become a leading player in specialty products.In the above context, it is important for the Indian chemical manufacturers to focus on select business segments where competitive advantage exists.Such strategies would help Indian chemical manufacturers to establish relationship with their customers in profitable segments and exit non-competitive segments.
Strengthening Technological Competence
Indian chemical industry should strive for continually improving its production processes and products by investing resources in technology development.Technological development maybe achieved by the chemical industry at two levels. In the bulk products segment, the chemicalindustry should undertake process innovation with the objective of reduction in cost of production.In addition, the industry needs to invest in technological resources that would lead to specialized product development.Liberalization process has already increased the possibility of intra-firm transfer of technology and management practices in the form of consolidation within the economy as also from developed countries through foreign direct investment.
Improving Basic Management Capabilities
Indian chemical industry has a good record of management expertise.This could be further leveraged with techniques such as Good Manufacturing Practices, Good Laboratory Practices, Total Quality Management, Total Production Management and Risk Management.The Principles of Good Laboratory Practices have been developed to promote the quality and validity of test data used for determining the safety of chemicals and chemical products.Such practices would result in quality improvement and lower cost, thereby improving competitiveness.
Adhering to Environmental Norms
Chemical substances are used in manufacture of consumer items such as paint, glue, insect spray, cosmetics and household cleaners, chemical producers have the responsibility in promoting safe management of substances – starting from design in production to end-use, and their final disposal (hazardous waste).Environmental regulations were the principal reason for the relocation of manufacturing facilities from developed to developing countries.To garner a greater share in world chemicals market, Indian chemical industry needs to address variousdevelopmental issues such as sustainable chemistry, adherence to safety and health and riskmanagement.
15

Focus on R&DResearch and Development in the chemical sector may be undertaken in areas such as:● Product development;● Process innovation;● Equipments for production; and● Research related to application/safe use of chemicals.
The basic chemical sector should focus on process innovation and product development and strengthen their competitiveness through improvements based on performance and quality of products.Firms in knowledge based chemical sector should focus on R&D with the objective of achieving product leadership and process innovations.The petrochemical sector should focus on application R&D, as new applications have to be identified to increase use and application ofpolymers.
Collaboration
The chemical industry needs to enhance their collaborative efforts in order to improve competitiveness.Collaboration amongst players in the chemical industry could happen both at cluster level (for sharing of common infrastructure) as also at firm level (for sharing of knowledge and technology).Collaboration with firms across borders for technology andinvestment would also give a boost to the industry.In addition, the players should also achieve greater level of industry-institutional partnership for knowledge development and sharing.
Increasing ICT interface
Chemical firms in India can gain a lot by making their manufacturing process IT-enabled. Information Technology (IT) can bring a good change in entire process cycle fromtechnology, engineering and procurement to manufacturing, by integrating them with businessprocesses in all these areas. This will eventually result in higher efficiency for the industry.Increasing use of IT to transact business will also help the sector,as most of the products in thechemical sector are commoditised.
Consolidation
The new trend in chemical industry is competing through consolidation.Chemical firms, through mergers and alliances are now achieving economies of scale all over the world. Consolidation helps the chemical industry in reduction of cost in their procurement and production. Such consolidation exercises also provide for reduction in overheads, marketing expenses,increased efficiencies in supply chain management, and enhanced presence in various regions.
16

Industry - Academia Linkages
For transforming ideas into new products, partnership between industry and academia is a must.Thus, Indian chemical industry should leverage the potential of educational and research institutions to source intellectual as well as human capital.Such linkages may be effectively used for setting up of in-house R&D facility or for outsourcing R&D activities. The educational institutions could play a greater role for development of Indian chemical industry by offeringcourses and conducting research proactively.The research and academic institutions may also open local offices within chemical clusters to facilitate greater level of interactions.
Marketing and Promotion
Indian chemical industry should increasingly focus on marketing and promotion to achieve greater share in global chemical trade.The industry may endeavour to concentrate more on issues such as brand building, export promotion and market development.These aspects can be easily tackled through adoption of superior process technologies and adhering to quality and environmental standards.
Setting up of Chemical Parks or Mega Chemical Estates
In order to address the issue of capacity expansion and for creation of common infrastructure, the chemical industry, in association with the Government may establish exclusive Chemical Parks – a concept similar to the Software / Hardware Technology Park. It is also important to consider establishment of exclusive Chemical Zones on the lines of Special Economic Zones to give a fillip to the industry. In such Parks / Zones, the industry may be encouraged to set up mega chemical plants that could contribute to increased production as well as employmentgeneration. The Government has already initiated policies for setting up of integrated Petroleum, Chemicals and Petrochemicals Investment Regions (PCPIR).
De-reservation of Select Chemical Production
Many chemical products are still reserved for production under small-scale sector. However, costcompetitiveness as well as technological compliance cannot be achieved without operating under scale economies. Most of the firms operating at the global level are big ones and enjoy economies of scale. De-reservation of chemical products reserved for production under small-scale sector can be a good measure to support the globalisation efforts of the industry.
17
Creation of Modernization Fund
A modernization fund on the lines of technology upgradation fund established for the textile sector may be created to strengthen the technological competence of the industry.
Increasing Consumption Levels of Chemicals
Per capita chemical consumption in India is low as compared to world standards (estimated to be one-tenth of world average).Increasing consumption level in the domestic market would ignite the prevailing latent demand. This could be achieved through increasing applications through R&D and enhancing the knowledge of end consumers. The industry, thus, has a major role in increasing the per capita consumption level in the domestic market.
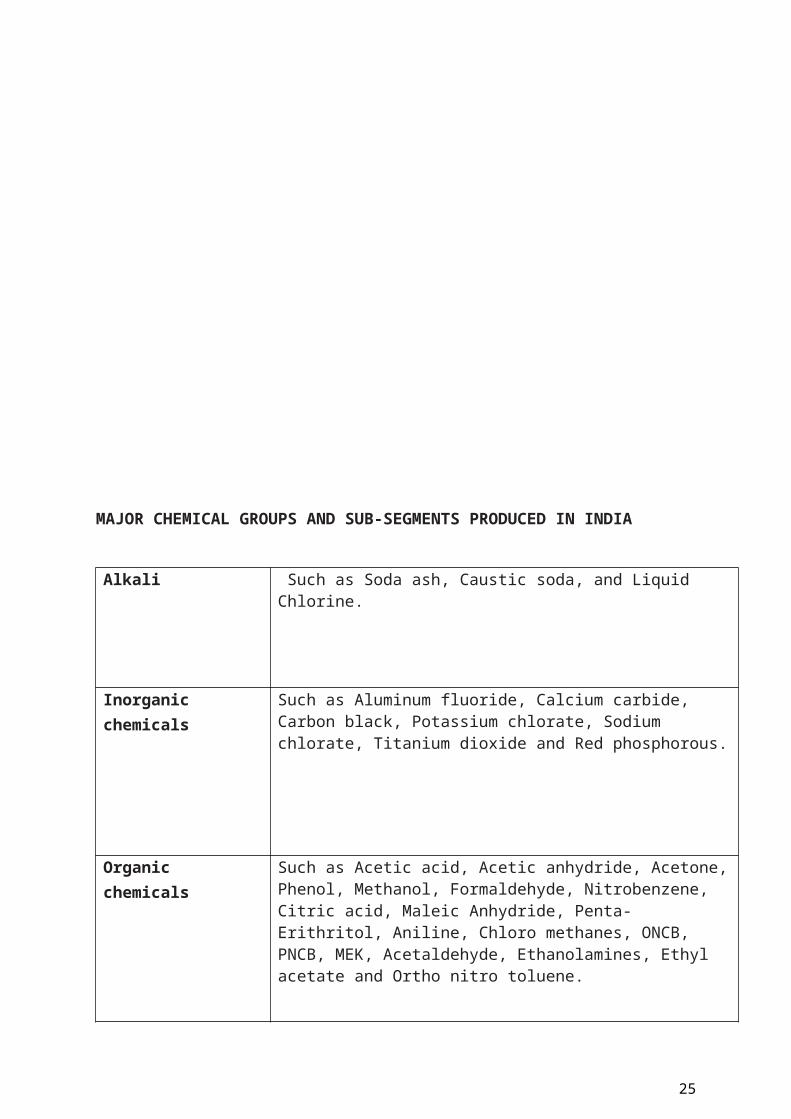
MAJOR CHEMICAL GROUPS AND SUB-SEGMENTS PRODUCED IN INDIA
18
Alkali Such as Soda ash, Caustic soda, and Liquid Chlorine.
Inorganic chemicals Such as Aluminum fluoride, Calcium carbide, Carbon black, Potassium chlorate, Sodium chlorate, Titanium dioxide and Red phosphorous.
Organic chemicals Such as Acetic acid, Acetic anhydride, Acetone, Phenol, Methanol, Formaldehyde, Nitrobenzene, Citric acid, Maleic Anhydride, Penta-Erithritol, Aniline, Chloro methanes, ONCB, PNCB, MEK, Acetaldehyde, Ethanolamines, Ethyl acetate and Ortho nitro toluene.
Pesticides Pesticides and insecticides registered under the Insecticide Act of 1968.
Dyes and dyestuff Such as Azo dyes, Acid direct dyes, Basic dyes, Fast colour bases, Ingrain dyes, Oil soluble (solvent dyes), Optical whitening agents, Organic pigment colours, Pigment emulsion, Reactive dyes, Sulphur dyes, Vat dyes, Food colours and Napthols.
Petrochemicals Such as Synthetic fibres, Fibre intermediates, Polymer, Elastomers, Surfactants and Performance plastics.
19

2.4 Indian Chlor-Alkali Industry
The chlor-alkali industry consists of the production of three inorganic chemicals: caustic soda (NaOH), chlorine (Cl2) and soda ash (Na2CO3). Caustic soda and chlorine are produced simultaneously while soda ash is produced during a different process.The caustic soda industry in India is approximately 65 years old. There are 40 major caustic soda plants with an average plant size of 150 tons per day (TPD), which is relatively small compared to sizes found in developed countries (500 TPD).The production of caustic soda is associated with chlorine. This inevitable co-production has been an issue for the chlor-alkali industry. Both products are used for very different end uses with differing market dynamics and it is only by rare chance that demand for the two coincides. The Indian chlor-alkali industry is driven by the demand for caustic soda, and chlorine is considered a by-product.
Energy Consumption
The raw material necessary in the production of caustic soda consisting of salt and water is abundant and inexpensive. Conversely, the electrical energy required to process salt into caustic soda and chlorine is expensive and occasionally unreliable. Energy costs represent 50 to 65% of the total cost of production.During the last 10 years, production has shifted to membrane cell technology. This shift, combined with technology improvements in mercury and membrane cell processes and energy conservation programs intended to reduce auxiliary and rectifiers’ energy consumption, has resulted in an estimated overall energy savings of more than 10%.
Future Development of the Caustic Soda and Chlorine Industry
Ongoing Changes in the Caustic Soda and Chlorine Industry
20

The Indian domestic market is driven by the demand for caustic soda rather than the demand for chlorine. Because of the inevitable co-production of both products, European and North American markets are characterized by caustic soda surpluses. As India needs and imports this product, it is argued that excess production from abroad is dumped in India. In contrast, chlorine is a very hazardous product which is very dangerous to transport, meaning that export of chlorine from India to the rest of the world is difficult.The mercury cell technology, besides consuming excessive power also causes mercury pollution. Some mercury is lost from the process to air and water and shows up in products and wastes.
Potential for Energy Efficiency Improvement
The type of process used in the production of caustic soda has a significant impact on the quantity of energy used. In that regard, India performs favorably compared to most of the industrialized countries. The geographic distribution of caustic soda processes differs noticeably worldwide. In Western Europe, the mercury cell process is still largely used, representing 55% of installed capacity, diaphragm cell process represents 22% and membrane cell process only 20%. In the US, diaphragm cell process predominates with 75%, and in Japan, it is the membrane cell process that covers 90% of installed capacity.
Categories of Energy Efficiency Improvement
Energy is used both as electricity and as heat. About half of the energy expended is converted into the enthalpy of the products. The rest is converted into heat transferred to the air in the building and the products, which have to be cooled. Energy savings are possible by redistributing the excess heat where it is necessary. Insulation of the cells and salt dissolvers reduce the need for ventilation of the cell room and increase the amount of heat transferable.
Adoption of membrane technology: energy savings by adopting membrane cell plants compared to mercury are about 1.3 GJ per ton of NaOH produced. Plus, the additional thermal energy requirement for the membrane process is not constantly necessary, as concentration of caustic soda is not always needed.
Installation of Advanced Cell Controls: Advanced instrumentation systems such as short circuit elimination, anode control and protection devices help to operate the cells at minimum gap, thereby reducing power requirements. The range of power savings obtained by these means is above 75 kWh/t. The cost of installating such control systems depends upon the intended version (i.e. automatic, semi-automatic) and age of the plant. Realizing its importance as a potential energy saver, a few plants in the country have installed such advanced instrumentation systems and many others are intending to adopt them.
Conversion From Rubber Lined To Bare Bottom Configuration: Even today, many of the plants are still equipped with rubber lined cells, and hence there is scope for energy savings through their conversion to bare bottom orientation which will reduce millivolt drops and bus losses. This will reduce the cathodic mV drop to the tune of 40%.
21

Revamping Of Electrical Systems: Rectifier equipment is an important element on which power consumption depends. An old generation mercury-arc rectifier, if it exists, could be replaced with a newer generation silicon rectifier, which offers much better ACDC conversion efficiency. Installation of correct capacity rectifiers is essential, as under-utilization of its capacity reduces transformer losses.
Effective Utilization Of Hydrogen As Fuel: Hydrogen gas is produced as a by-product of caustic soda; it can be captured and used as a fuel in on-site power co-generation. The heat can be used for the evaporation of caustic soda and for the preparation of the brine. Moreover hydrogen is clean fuel. The use of by-product hydrogen gas can substitute up to 35% of the total fuel requirement in a caustic fusion plant.
Adoption Of Energy Efficient Chlorine Handling Systems: Considerable energy savings can be achieved by revamping chlorine compressors, refrigeration systems and avoiding inefficient capacity control practices such as hot gas bypass.
Other Alternatives: Alternatives other than those discussed above for energy savings in the chlor-alkali industry are wide ranging, and other methods that can be used effectively are listed below:
• Brine recycling up to 40% for retention of thermal energy. • Direct hot lye pumping to concentrator plant for heat saving. • Minimization of exposed surface area of clarifiers and lagging of the same for surface
loss reduction. • Modifications in brine pumping system to reduce the pumping power. • Application of modern flat belts in place of conventional V-belts to reduce transmission
losses. • Application of energy savers in drives with varying duty and machine side capacity
controls. • Application of variables speed drives for energy efficient capacity control in varying
duty fans and pumps. • Effective insulation of pipelines carrying hot cell liquor at 850C from the cells to the
evaporators to save about 0.3 tonne of steam per tonne of caustic soda. • Controlling the water addition in the filters to save steam.
Scenarios of Future Energy Use
Future Trends In Energy Efficiency
22

A new technology called Oxygen Depolarized Cathodes (ODC) is currently developed with substantial potential energy savings of around 440-530 kWh per ton of caustic soda (1.5 to 2 GJ final energy/t NaOH) (IPPC, 2000). Energy savings of nearly 30% are expected.
Soda Ash Industry Characteristics
The Indian soda ash industry is highly concentrated with three players accounting for nearly 80% of the total installed capacity. Plants are mostly located in Gujarat to take advantage of the availability of inputs like salt, limestone, coke, water, chemical compounds and power. Soda ash in India is not obtained as a naturally occurring product. Soda ash is produced by a total of 6 units with an average size of 1000 TPD. Out of the six plants, three are based on the standard Solvay process, one unit uses the modified Solvay process or dual process and the two other units use the Akzo dry lime process. The dual process produces soda ash in co-production with ammonium chloride, which is used as a fertilizer. The dry lime process uses dry lime instead of lime milk for ammonia recovery. This last process is considered as the state of the art technology. In India, around 40%of the soda ash produced is consumed by the detergents industry, 20% by glass, 16% by sodium silicate, and the remainder is consumed by the chemical industry.
Energy Consumption
The energy needs for the production of soda ash take on different forms: electrical, thermal and mechanical energy and feedstocks. Coke is used as a source of carbon dioxide in the soda ash production during the limestone calcination.Two types of soda ash are produced: “light soda ash” with a specific weight of about 500 kg/m and “dense soda ash” of about 1000 kg/m. Light soda is directly used in the detergent sector and certain chemical intermediates. The remainder is transformed by crystallization after drying to produce dense soda mainly used in the glass industry.The basic advantage of the use of dry lime instead of milk lime is a better steam balance and the reduction in the raw material inputs, resulting in energy savings. The consumption of steam and lime is much lower as compared to other processes.
Ongoing Changes in the Soda Ash Industry
23
Demand for soda ash is mainly affected by the demand from glass industry. Demand has decreased due to the fall in demand for container glass. Bottles made of container glass are being replaced with PET (Polyethylene Terephthalate) bottles; this has affected the demand for soda ash and driven up the demand for chlorine. One of the main specific problems of the soda ash industry in India is that most of the units are located in the western region, which has the advantage of being in close proximity to the raw material source but far from consumers. Since soda ash is a high volume low cost commodity, costs of transportation are very high. This leaves other markets like the eastern and the northern regions vulnerable to imports. Further, being a high-power consuming product, Indian producers are always at a disadvantage compared to their foreign counterparts.
Energy use in Manaufacture of Soda Ash from Trona Ore
Potentials for energy savings in the soda ash industry in India are about 17%. Even though India possesses some of the best technology available, potential savings remain large and would require revamping the oldest plants. Nirma Ltd represents the best technology available in India, its specific energy consumption comes close to the EU best practice.
Categories of Energy Efficiency Improvement
Cogeneration: The Solvay process requires a large amount of steam, a big part of which is used as low pressure steam, injected directly into the process for the recovery of ammonia (steam stripping). Energy savings can be realized by reducing steam pressure in a set of turbo-generators while generating electricity. This electricity is produced with a "cogeneration" of steam, with an excellent efficiency (about 90%) because all the steam leaving the turbines is used in the process. In comparison, the same quantity of energy will be generated, in a classical power station, with a much lower efficiency (about 30%) because of the lost released steam. Comparison of the primary energy needs of a co-generation unit (based on gas) - for a soda ash plant - with that required for the separate production of steam and electricity (by a classical power station for electricity and boilers for steam), shows that it is possible to achieve 30% savings with co-generation.
Heat Recovery: The recovery of heat has been gradually improved throughout the history of the process by optimizing energy fluxes of different thermal levels contained in gas and liquids flowing through the process. Low-grade heat is used to preheat different streams such as:
24
• raw brine entering the brine purification step to improve purification efficiency • raw water used for milk of lime production • boiler feed water • mother liquor from the filtration to the recovery of ammonia by the distillation off gas.
Vacuum flashing of distillation liquor may be used for producing low pressure steam available for distillation and any evaporation units like salt production.
Energy minimization: The following techniques may be considered: • careful control of the burning of limestone and a good choice of the raw materials allow
a reduction of the primary energy necessary for the operation • improvement of process control by the installation of distributed control systems (DCS)
-reduction of water content of the crude bicarbonate by centrifugation before calcination to minimize energy need for its decomposition
• back-pressure evaporation (e.g. calcium chloride liquors) • energy management of stand-by machinery • equipment lagging, steam trap control and elimination of energy losses
Future trends in energy efficiency
Potential energy savings in the soda ash industry are large, estimated at about 17%. The sector is very concentrated; only six companies produce soda ash in India, which makes the scope of the possible plants retrofit more focalized. However, the soda ash industry is rarely perceived to be an energy intensive one, and hence inadequate attention is given to its potential energy savings.
The chlor-alkali sector is a very energy intensive sector where energy represents approximately 60% of total production cost. In a country like India, where the cost of industrial electricity is high, industries using large quantities of electricity such as the caustic soda industry have been focusing more attention on reducing energy consumption. Hence some caustic soda companies are closely monitoring their energy consumption, resulting in overall moderate specific energy consumption. Internationally, India compares positively with a substantial share of membrane cell technology. Both caustic soda and soda ash production have energy saving potentials of around 17%. The main weakness in this sector seems to be its lack of indigenous technology equipment production. For example, membrane cell equipment which needs to be changed every three years must be imported. There is no indigenous producer. The potential development of caustic soda production through new ODC technology is gradually emerging in market. India needs to take part in this future advancement.
CHAPTER III COMPANY PROFILE
3.1 History
25

Seshasayee brothers established the Travancore Mettur Chemicals in 1951(Under Indian Companies Act 1956) in joint venture with Fertilizers and Chemicals Travancore Ltd(FACT).Commercial production was started in 1954 with a capacity of 20 TPD Caustic soda.It has the distinction of manufacturing unique product named Rayon Grade Caustic Soda.When financial problems happened to the company the then Travancore-Cochin govt provided financial aid and it was taken over by the govt.Thus it got renamed as Travancore Cochin Chemicals and subsequently after the independence it was taken over by the Govt of Kerala and it became a public ltd company.At present its production capacity is 175 TPD Caustic soda and it plans to expand its capacity to 225 TPD Caustic soda.About 50 crores is needed for the expansion which will take 2-3 years to complete.The company undertook expansions in 1961,1964 and 1975 using Mercury cell technology.As Mercury cell technology is creating problems the company went for the latest technology which resulted in the shifting of the company’s technology from Mercury cell technology to Membrane cell technology which is an environment friendly technology.Membrane cell technology was commissioned in 1997 with technical help of ASAHI Glass Co Ltd in Japan.The products of TCC are Caustic soda,Chlorine,Hydrochloric acid and Sodium Hypo Chlorite.The raw materials used for the production of these products are Common salt,Electricity and Water.About 60% of production cost is spend by TCC for Electricity. When Mercury cell technology was used there was a requirement of 3700 units of electricity for producing 1 TPD Caustic soda.But due to the introduction of Membrane cell technology the consumption got reduced to 2600 units of electricity for the production of 1 TPD Caustic soda.Common salt is brought mainly from the salt pans of Tuticorin in Tamilnadu.Water needed for the production is met from the river Periyar.At present TCC’s strength is about 800 workers which comprises of 700 employees and 100 managerial staff.TCC is accredited with ISO 9001:2008 certification in 2006 and company is planning to go for ISO 14000 certification.TCC is the only public ltd company manufacturing Caustic soda in India.TCC’s competitors are all private companies.TCC has decided to join hands with Indian Space Research Organisation (ISRO).Sodium perchlorate is used as fuel in rockets.Sodium chlorate is the essential raw material for making Sodium perchlorate.TCC and ISRO has signed the deal for the production and supply of Sodium chlorate.
26

3.2 Initial Investment for the company
27
Investors Amount ( in crores)
Govt of Kerala 11.90
KSIDC 8.11
FACT 6.50
Mettur Chemicals Ltd 3.50
TOTAL 30.01
3.3 Present Capital Information
28
Investors % of shares
Govt of Kerala 80
KSIDC 17
FACT 2
Mettur Chemicals Ltd 1
TOTAL 100

3.4 Mission Statement
Supply quantity and quality chemicals at competitive prices to customers. Customer satisfaction and concern for environment & safety. Utmost level of conservation of all resources. Cost effectiveness in all operations. Regular Up gradation of technologies used in processing.
3.5 Achievements
The major achievements are:
1981 Best performance Award for Safety in the State from Directorate of Factories and Boilers,Government of Kerala
1987 Award for best Performance in Safety in India under Chemical Industries group from National Safety council.
1988-89 Best Pollution Control Award under group “Heavy Inorganic Industries” in Kerala from Kerala State Pollution Control Board.
1988-90 Prize for Productivity from Kerala State Productivity Council.
1993 Best Performance Award for Energy Conservation in the State of Kerala under group “Chemical and Fertilizers above 3000KVA” from Government of Kerala.
1994-95 &
1995-96
Best Performance Award for the Productivity in the State of Kerala under the group “Large Industries” from Kerala State Productivity Council.
1996 Best Performance Award for Energy Conservation in the State of Kerala under group “Major Industries” from Energy Management Centre,Government of Kerala.
1998 Performance Award for Energy Conservation under the group “Chlor-Alkali Sector” from Ministry of Power,Government of Kerala.
2003 Kerala State Energy Conservation Award in appreciation of the outstanding achievements towards energy conservation and management.
3.6 Major Customers of TCC
Hindustan Unilever Ltd (HUL) Kochi,Kerala.
29

Indian Rare Earths Ltd (IRE) Udyogamandal,Kerala. Tamilnadu Paper Mills Ltd Pugalur,Tamilnadu. Pigments India Ltd Chalakudy,Kerala. Indian Oil Corporation (IOC) Ernakulam,Kerala. Mysore Paper Mills Ltd Bhadravathy,Karnataka. Fertilizers and Chemicals Travancore Ltd (FACT) Udyogamandal,Kerala. Travancore Titanium Products Ltd Trivandrum,Kerala. Kerala Minerals and Metals Ltd (KMML),Kollam. Hindustan Zinc Ltd [all units]. Hindalco Ltd Ernakulam,Kerala. Hindustan Newsprint Ltd (HNL) Kottayam,Kerala. Kerala Chemicals and Proteins Ltd (KCPL) Kochi,Kerala. Hindustan Organic Chemicals Ltd (HOC) Ambalamugal,Kerala. Kerala Water Authority (KWA) Trivandrum,Kerala. Hindustan Insecticides Ltd (HIL) Udyogamandal,Kerala. National Thermal Power Corporation (NTPC) [all units]. Binani Zinc Ltd Edayar,Kerala. Steel Authority of India Ltd (SAIL) [all units].
3.7 Major Competitors of TCC
Chemfab Alkalies Ltd,Pondicherry.Andhra Sugars Ltd,Andhra Pradesh.DCW Ltd,Mettur.Kothari Petrochemicals Ltd.SPIC,Chennai.Sree Rayalseema Alkalies & Allied Chemicals Ltd,Andhra Pradesh.Chemplast Ltd,Mettur.
3.8 Management & Board of Directors
There are 5 directors for the company.As the major shareholder, Government of Kerala nominates the Board of Directors.Professionals and Bureaucrats serve as Board members.The
30
Managing Director is the only fulltime director in the board.The principal Secretary of the Industrial Department is the Chairman.
Chairman K Sreenivasan IAS (Principal Secretary of Industrial Dept)
Managing Director V Muralidharan Nair
Board of Directors
M R Ramachandran (nominee from KSIDC)
N Thomas (nominated director)
N I Paulose (retd official nominated by govt)
Company Secretary Smt Susan Abraham
31

3.9 Products & Production Capacity
Products Production capacity (in tones per annum)
Caustic Soda Lye 63,875
Caustic Soda Flakes 36,500
Liquid Chlorine 26,280
Commercial Hcl 1,41,255
Sodium Hypochlorite 16,425
3.10 Industries served by TCC products
Caustic Soda Soap,Paper,Textile,Fertilizers,Drugs and Pharmaceuticals,Vanaspathi,Engineering,Petroleum and Chemicals.
Chlorine Paper,Textile,Insectides,Water Purification,Drugs,Pharmaceuticals,Mineral Processing,Sugar Fine Chemicals and Rubber.
Commercial Hcl acid Fertilizing,Engineering,Mineral Processing,Starch,Oessin and Plastics.
32

CHAPTER IV
ORGANISATIONAL
STRUCTURE
33
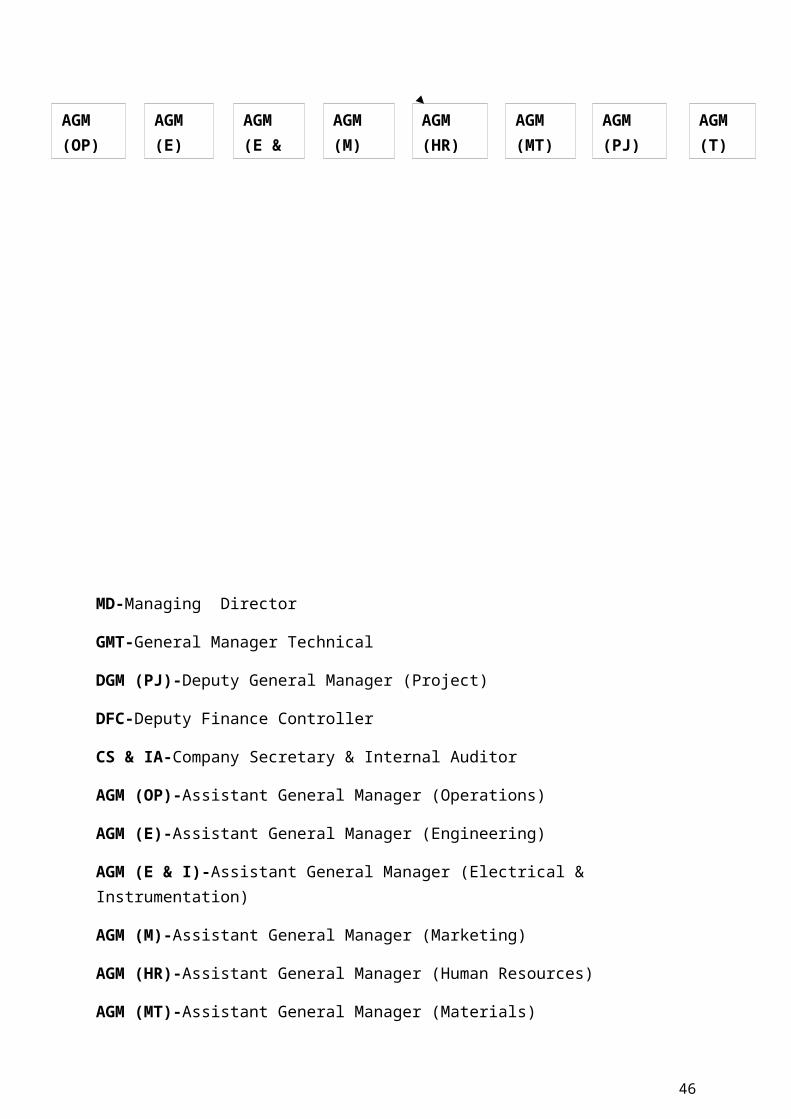
MD
34
GMT
DGM(PJ)
DFC
CS & IA
AGM (OP)
AGM (E)
AGM (E & I)
AGM (M)
AGM (HR)
AGM (MT)
AGM (PJ)
AGM (T)

MD-Managing Director
GMT-General Manager Technical
DGM (PJ)-Deputy General Manager (Project)
DFC-Deputy Finance Controller
CS & IA-Company Secretary & Internal Auditor
AGM (OP)-Assistant General Manager (Operations)
AGM (E)-Assistant General Manager (Engineering)
AGM (E & I)-Assistant General Manager (Electrical & Instrumentation)
AGM (M)-Assistant General Manager (Marketing)
AGM (HR)-Assistant General Manager (Human Resources)
AGM (MT)-Assistant General Manager (Materials)
AGM (PJ)-Assistant General Manager (Project)
AGM (T)-Assistant General Manager (Technical)
35
CHAPTER V
FUNCTIONAL DEPARTMENTS
36

5.1 Various Departments of TCC
The various departments functioning in TCC are:
Operations/Production Department.Marketing Department.Finance Department.Training & Development Department.Human Resource Department.Materials Department.Project Department.Systems Department.Engineering Department.Technical Department.Security Department.
5.2 Operations Department
37
Assistant General Manager(Operations)
38
Plant Manager -I Plant Manager-II
Deputy Manager (Production)-I
Deputy Manager (Production)-II
Senior Engineer (Production)-I
Senior Engineer (Production)-II
Plant Engineer-I Plant Engineer-II
Executive Trainee-I Executive Trainee-II
Objectives
Reduce non confirming products. Maximise the availability of electrolyze operation. Optimizing the specific consumption of electricity,furnace oil and purification
chemical.
Duties and Responsibilities of Operations Manager
Head of the operations department fixes monthly target of the product based on the market requirement.
He is responsible for the modification in the production process and responsible for the effluent charges.
Operations Manager has the administrative control over the operations department.
Operations Manager is the designated emergency controller during any hazardous incident that is leakage or emission of any toxic gas or liquid.
Duties and Responsibilities of Plant Manager
Custodian of plant. Plant Manager will plan production activities to meet the production of target
set by the Operations Manager. Plant Manager has the administrative control of personnel working in the
plant. Plant Manager co-ordinates with other managers for the smooth functioning
of the plant. Plant Manager is responsible for the material consumption. Plant Manager will plan the shut down activities and carry out maintenance
work of plants.
5.3 Marketing Department
39
Duties and Responsibilities of Marketing Manager
Marketing Manager is directly responsible for sales and distribution of the products.
Marketing Manager is responsible for the customer satisfaction. He is responsible for organizing and co-ordinating various aspects of
marketing including sales forecasting,advertising,sales promotion and transport.
40
Assistant General Manager (Marketing)
Sales Manager
Deputy Manager (Marketing)
Assistant Sales Officer
Marketing Manager is responsible for implementing product policy. He has a crucial role in price fixation. Marketing Manager has responsibilities regarding after sales service and
complaint handling.
Sections
The marketing departments have been divided into 2 sections:
The supply section (issue). The documentation section (documentation).
Functions of the Supply section
Preparation of schedules of dispatch and the actual dispatch. Execution of the sales offers. Maintain daily stock registers. Informing parties about the dispatch affected. Performing after sales services. Manufacturing stability in sales so as to boost credibility with the buyers.
Functions of the Documentation section
Preparation of sales quotation/tenders,letters and amendments. Maintenance of sales offers register book and other necessary information. Keeping records of the buyers. Keeping proper documentation for buyer complaints and the after sales service
provided. Preparation of sales budget,sales plan and monthly allotment correspondence with
parties. The major markets are in Kerala,Tamilnadu and certain portions of Karnataka except
for caustic soda flakes.All their products are mostly sold in stock in South India.There is a demand for caustic flakes from Mumbai.
41

5.4 Materials Department
Material is an important factor of production.Materials department of TCC plays an important role in reducing cost and increasing the profit.Going with the technical changes,it has a computerized purchases inventory control system.The main materials used in the industry are given a 10 digit code to avoid complexities in handling.The materials department is divided into two:
Purchase Department
The department handles the purchase activities of TCC.The various raw materials needed for the production are procured by this department.The materials are purchased at the right time in right quantity from the suppliers.Materials are procured as per the request of inventory control section.
STEPS IN PURCHASING
42
Assistant General Manager (Materials)
Manager (Purchases)
Deputy Manager (Purchases)
Assistant Purchase Officer
Manager (Stores) Manager (Inventory Control)
Purchase Indent: indenter raises materials procurement request (MPR) to the inventory section.
If the material is not available,the form is sent to the purchase department. Enquiring: purchase department send enquiry to the approved vendors on the
receipt of purchase indent. Receiving quotation: quotation are received and opened by a committee which
contains a member of purchase department,one from finance and one from the internal audit.
Preparation of comparative statement: Quotation is tabulated and purchase department prepare comparative statement.It
is send to indenter. Approval: it is verified by the audit section. Concurrence from the audit department is obtained. Purchase order: file is send to the concerned party.
Store and inventory control department
Stores department stores the raw materials of about 6000 items stored which includes raw materials,chemicals,electronic goods,equipment,spares etc.The various items are given 10 digit codes for easy handling.It has computerized system of material handling.
STEPS IN RECEIVING MATERIALS
Visual Inspection: To first check the purchase order.Only after this the material is received and stored.
Preparation of receiving reports. Inspection report: check whether the material is real.Inspection is done by DMIC
inspection report. Payment: indenters check the material,receiving and inspection report is dispatched
to accounts department. Preparation of rejection report: if the materials is not in proper condition,goods
rejection report is prepared.It is send to the purchase department.They inform this to the supplier.New supply is done only after this.
43
Inventory Control
Inventory control is an essential function of stores department.It helps to reduce cost and increase profit of organization.Codification is done by DMIC.For controlling the inventory,certain levels of inventory such as maximum,minimum and reorder level are prepared.When the stock reaches the reorder level purchase request is made.
Objectives of Inventory Control
Unwanted piling of inventory is prevented. Materials codification to avoid duplication. To determine the item to be stored. To keep suitable record. To determine which and how much to replenish. To disclose obsolete items.
5.5 Engineering department
44
Assistant General Manager (Engineering)

The engineering department has been divided into four departments:
Electrical department. Mechanical department. Instrumentation department. Civil department.
Electrical department
There are two functions for this department:
Ensuring uninterrupted power supply. Man Management.
Mechanical department
All types of manual maintenance is handled by this section and maintains the machinery in the best possible manner and ensures healthy and sound flow of works within the organization.
45
Chief Engineer (Utilities & Statutes)
Chief Engineer (Mechanical)
Chief Engineer (Maintenance)
Deputy Manager (Utilities & Statutes)
Deputy Manager (Mechanical)
Deputy Manager (Maintenance)
Senior Engineer (Mechanical)
Senior Engineer (Maintenance)
Executive Trainee Executive Trainee
Objectives
To ensure all equipment engaged in production are in good condition. To cut down time of critical equipment. To reduce cost due to the inefficiency in equipment handling.
Instrumentation department
The main functions of instrumentation department are:
Plant processing operation and control of plant and equipment. Keeping record for it. The maintenance of equipments.
Civil department
The main functions of civil department are:
Maintenance of existing building. Roof maintenance work. Painting and Insulation. Tender issue for civil works. Preparing Materials Procurement Requirement (MPR) of steel sheet cement and
other construction material except sand.
5.6 Human Resource department
46
Assistant General Manager (Human Resources)
The main functions of Human Resource department is:
Manpower planning. Recruitment. Welfare functions (including Statutory and Non-statutory welfare measures). Grievance Handling- As per the provisions of Industrial Dispute Act and as per
Factories Act. Industrial Relations. Public Relations. Job Description. Training. Staffing. Performance Appraisal. Wage and Salary Administration. Promotional Policy.
5.7 Training and Development department
The functions of the Training and Development department are:
Identifying training needs. Imparting the required training. Maintaining the training records.
5.8 Technical department
47
Medical Officer Chief Security Officer Manager (Human Resources
& Welfare)
Deputy Manager (Catering Service)
Assistant Personnel Officer
Assistant General Manager (Technical Service)

The Technical department has been divided into two departments:
Technical Service Section. Safety and Pollution Control.
Technical Service Section
The main functions of this section are:
Production calculation and reporting. Production stock comparison.
Safety Section
The main functions of this section are:
Safety Induction. Safety Inspection and Auditing. Safety Training. Safety Awareness Programme.
5.9 Systems department
Systems department is one of the upcoming department of TCC.It has come into existence in 2006.
Objectives
Website management. Up gradation,maintenance and changes are done by manager systems.
5.10 Project department
48
Chief Engineer (Fire & Safety)
Chief Engineer (Technical Service)

C
The main functions of this department are:
Planning feasibility study and implementation of new projects. Preparation of detailed report. Preparation of feasibility reports if approved by the management. Invitation of tenders through advertisements. Evaluation of tenders. Agreement. Execution. Hand over new projects to operations departments.
49
Deputy General Manager (Projects)
Assistant General Manager (Projects)
Chief Engineer (Project)-I
Chief Engineer (Project)-II
Assistant General Manager (Systems)
Deputy Manager (Systems)
Senior Engineer (Systems)

5.11 Finance department
S
50
Deputy Finance Controller
Deputy Finance Manager (Costing)
Deputy Finance Manager (Cash)
Deputy Finance Manager (Marketing Records)
Deputy Financial Manager (Confidential & Provident Fund)
Assistant Accounts Officer (Bills)
Senior Accounts Officer (General Finance)
Assistant Accounts Officer (Establishments)
Senior Accounts Officer (Costing)
The functions of finance department are:
Purchase bills passing and payment to suppliers. Sales invoice records. Debt collection. Budgeting and costing. Statutory auditing. Finance control. Handle all auditing and taxes. Sales accounting. Generation and Utilisation of funds. Treasury operations. Management Information Systems (MIS) and Corporate planning. Financial book keeping and finalization of accounts.
51

CHAPTER VI
SWOT ANALYSIS
Swot analysis is one of the prime and primary steps in strategic management.The SWOT analysis is given below:
6.1 Strength
52
TCC is the only chlor-alkali unit in the state.Products are the base chemicals which are considered to be the building blocks of chemical industry.TCC is a pioneer in the chlor-alkali market and has created reliability and credibility amongst its wide range of customers.TCC has skilled work force,educated staff and professionally qualified managers in good numbers.TCC has excellent infrastructure facilities including National Highway,Rail lines,Seaport and Airport which are near the company.TCC is situated on the banks of river Periyar.TCC has 80% market for its product in the state of Kerala.The company has not faced any strike for past few years because of excellent management labour relation.Strategic location with no other competitors around at present.
6.2 Weakness
TCC has surplus manpower and employees cost is high compared to other competitors.TCC has to bring raw materials from distant places for its products which is found unfavourable because of the increasing transportation cost.TCC is a major consumer of Kerala State Electricity Board (KSEB) and the electricity tariff has increased many folds in a very short period.
53

6.3 Opportunities
The overall increase in the trade and business in the economy results in bringing more demand for the products of TCC.Own generation of power may result into lower cost of key input,which enables the company to explore the possibilities of international market.The state of Kerala has a number of untapped sources which may be utilized by the company to achieve competitive advantage.Percapita consumption of Chlorine is very low compared to developing countries.The economic developments in the country may result in higher demands for the products of the company.Caustic Soda industry is subject to a business cycle,which may turn feasible in future.
6.4 Threats
TCC is a heavy consumer of electricity and in recent past the electricity tariff increased many folds.As the environment consciousness is very high in Kerala,it may require increase in the investment in pollution control.The infrastructure of the company is obsolete compared to others.
CONCLUSION
From the detailed study of the functioning of the various departments in terms of working conditions of the organization has clearly revealed that the organizational environment is very systematic.The inter-departmental communications is found very effective.The qualities of the products as well as the raw materials are strictly ensured in order to attain the high quality standards of the global market.The company takes vital steps at right times to
54
bring the innovation in technological up gradation as well as organizational improvements.TCC enjoys a lion’s share of the market in Kerala and would continue to do so.
BIBLIOGRAPHY
Books and Websites reffered
Marketing Management – Philip Kotler.
www.tcckerala.com
www.b-india.nic.in
www.mkt.com
www.chemicals.com
www.bis.com
55