Optoelectronics Packaging Research 2001
112
1 Optoelectronics Packaging Research 2001 Peter Borgesen
description
Optoelectronics Packaging Research 2001. Peter Borgesen. Optoelectronics Packaging Research. Long term: Contribute to transition from low volume, partially manual and robot based assembly of ‘pieces’ to fully automated manufacturing like microelectronics. Requires combination of: - PowerPoint PPT Presentation
Transcript of Optoelectronics Packaging Research 2001

1
Optoelectronics Packaging Research 2001
Peter Borgesen

2
Optoelectronics Packaging Research
Long term:Contribute to transition from low volume, partiallymanual and robot based assembly of ‘pieces’ tofully automated manufacturing like microelectronics.
Requires combination of:design for manufacturing & qualitymaterials development & characterizationsystems & equipment developmentprocess development
Obviously won’t (can’t) do all this, but to contribute we must understand: Research and education.

3
Research & Education
Research: Establish activities in ‘1st-3rd‘ level packaging Understand current practices Problem solving with/for manufacturers Research topics of generic, long term relevance to automated manufacturing
Education:Relevant research experience for our studentsWork with university on manufacturing relevant curriculum4 hour tutorial on basics of optoelectronics packaging

4
1st-3rd Level Packaging
Optical Sub Assembly (OSA):Rotator, polarizer, birefringent crystalsLaser attach
Component assembly:TEC attachOSA attach
Fiber: Handling & ReliabilityPigtailing & Connectorization
Component attachment:AdhesiveSelective soldering?

5
Quality & Yields
Initial impressions:
Interesting combinations of high precision (active alignment) and manual or semi-manual assembly common.
Reproducibility: Only know quality of part tested?
Yields?

6
Welding ring
SM Fiber
Isolator
Lens holderAspherical lens
Sleeve
22mm
5.6m
m
Laser
Not exactly designed for manufacturing
Simultaneous active alignment along 6 axes: Lens holder in X, Y (for lens) and (isolator) Fiber sleeve X, Y, Z
Coaxial Laser Module

7
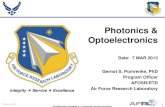
Generic 10Gbps Laser Module
AlN
OSA
monitor diode onceramic
filter
lens
laser onceramic
lenses
isolator
modulatoron ceramic
TECSELFOClens
Nor is this one !

8
Laser Diode Packaging
Not all packages are that complicated.
In it’s simplest form a laser diode package has a laser shooting into fiber
The rest is a matter of optimizing performance and (too rarely) ‘manufacturability’

9
Edge Emitting Laser
1-3 gold wire bonds to same electrode
electrical contact to substrate

10
Edge emitting laser attached to prototyping substrate with In solder, and lensed fiber with Ruby ring
laser
solder
wire bond
lensedfiber
Edge Emitting Laser Attach

11UV tack adhesive
Ruby ring
fiber sleeve
lasersubmount
TEC
ceramic‘optical bench’
butterfly package
Prototype Laser Diode Package Very similar looking product still offered commercially

12
Optimizing Performance
AlN
OSA
monitor diode onceramic
filter
lens
laser onceramic
lenses
isolator
modulatoron ceramic
TECSELFOClens
Parts all help optimize, but we still have choices to make: Package details (sealing), order of assembly & alignment. Free space/waveguides/lensed fiber/SSC (alignm. budget)?
Free space coupling to selfoc and fiber

13
Coupling of Edge Emitting Laser
Modes are not well matched: Different sizes/divergencies Optimized butt coupling to cleaved SM fiber offers only 9% efficiency

14
SM Laser - Fiber Coupling
Mode Field Diameter (MFD): 1/e2 width, typically 15% larger than core
Mode field mismatch loss (perfect alignment):
2fiberMFD2
laser,yMFD
fiberMFDlaser,yMFD
2fiberMFD2
laser,xMFD
fiberMFDlaser,xMFDlogdBP
2210
Effects of misalignment also depend on mode field diameters and match!

15
Coupling of Edge Emitting Laser
Greatly improved by insertion of lens(es), but at the expense of reduced alignment tolerances.

16
Optical Aligment
Consider transverse misalignment (x,y) only. Thenexcess (butt-)coupling loss
2fiberMFD2
ylaser,MFD
2y
2fiberMFD2
xlaser,MFD
2x
excP 44
20
In a sense lens may be viewed as increasing MFDlaser,x/y at the fiber surface, reducing sensitivity to x/y there reducing MFDfiber at the laser surface, increasing sensitivity to x/y there
Laser-lens alignment in x-y now less tolerant.

17
Optical Aligment
Angular alignment tolerance clearly depends on transverse and longitudinal misalignment.
If both the latter are zero, loss contribution varies with
So, expansion of either mode increases sensitivity toangular misalignment at location in question
2fiberMFD2
laserMFD
1)(sin
1
2

18
Lensed Fibers
Kyocera
Lensed fiber offers >90% coupling efficiency, but is very expensive and reduces alignment tolerance

19
Combine with GRIN lens: >90% Expensive, 0.2m alignment
Single aspheric lens may offer 55% coupling efficiency
Lenses
GRIN: Parabolical variation in n(r), flat surfaces

20
Ball Lenses
Ball lenses are clearly less effective than aspheric and, in particular, GRIN lenses. However, they are cheaper and easy to use

21
Optical Aligment
Alignment of fiber and/or lens to within 0.1-0.2m often required for 85-95% SM coupling.
About 50% often achievable with 1m.
Fiber variations (diameter, core concentricity, cladding elliptricity) seem to prohibit passive alignment to better than 1m.

22
Blumenthal, UCSB
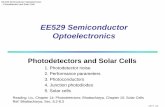
Spot-size converter (in/at waveguide, amplifier, coupler, ...) may improve coupling (mode matching).
Laser spot conversion raises lateral & longitudinal alignment tolerances (reduces angular tolerances).
Spot Size Conversion

23
Optical Aligment Expanding 0.3m laser spot to 1-2m before emission may raise tolerances to more than 1m.
-3 -2 -1 0 1 2 3 Position (m)
0
-2
-4
-6
-8Cou
plin
g E
ffici
ency
(dB
)
Regular laser
w. spot-size converter
0.75m
1.4m
Fish et al., UCSB

24
‘Classical’ butterfly package design is not equally suitable to all coupling schemes:
Fiber manipulation through hole in wall unnecessarily ackward
Optimize/improve Manufacturability

25
Generic 10Gbps Laser Module
Real products may use adhesives or AuSn solder & welding. Overall assembly issues very sensitive to choice.
Sensitivity to warpage/creep depends on alignment/coupling scheme (often not considered in design).

26
Optical Bench Structure in Cooling
Silicon or ceramic bench:
Always CTE mismatches
Almost always warpage
FEM: ‘Typical’ structures may warp 0.2-0.4m/oC Sensitive to adhesive properties, but always significant (Plastic) creep properties important.

27
Typical components include laser, monitor, modulator, lens, isolator, pigtail, filter, detector, amplifier, cooler, driver chip
Laser Diode Package Contents
Let’s consider optical isolators: ‘Optical diodes’

28
Reflections
‘External cavity’ may create extra modes in SM laser. -30dB (0.1%) reflection may destabilize laser

29
Polarization Sensitive Optical Isolator
Po
larc
or
Po
larc
or
Ro
tato
r
Faraday rotator: Non-reciprocal rotation of polarized light
intensity
polarization

30
Polarization Sensitive Optical Isolator
Magnet

31
Polarization Insensitive Isolator
Also developing polarization insensitive isolator and circulator.
Separate components, just keep adhesive from optical path.
Current (manual) practice showed obvious manufacturing issues:
Quality/yields? Automatability?

32
Polarization Insensitive Optical Isolator
Primary light transmission

33
Isolator
GRIN lensGRIN lens
Primary light focussed to minimum spot by GRIN lens. Exit beam focussed back into same fiber from 16m spread
Polarization Insensitive Optical Isolator

34
Polarization Insensitive Optical Isolator
Deflection of backward light: Divergent beams not focussed back into upstream fiber.

35
adhesive
View of interface between rotator and wedge
Polarization Insensitive Optical Isolator
Wedge/rotator/wedge sandwiches each glued together along edges. Minute gaps left by surface morphologies: Capillary action.
Uncontrollable
1m
mAt a minimum optical path must be epoxy free

36
Wideband Polarization Insensitive Isolator
Optical isolator assembly with epoxy: Very small parts, awkward locations, lots of active alignment.

37
coatedfiber
ferrule
cylinder
epoxy
Wideband Polarization Insensitive Isolator
Pigtail prepared by inserting stripped into epoxy in ferrule. Ferrule epoxied into steel cylinder.

38
GRIN lens epoxied into other end of steel cylinder
GRIN
AR coating
epoxy
Wideband Polarization Insensitive Isolator

39
GRIN lens inserted into magnet and gap to cylinder filled with epoxy.
magnet
GRIN
8o
fiberferrule
cylinder
Wideband Polarization Insensitive Isolator

40
Another GRIN lens actively aligned with exit side
magnet
GRIN lens
Wideband Polarization Insensitive Isolator

41
Steel cylinder with GRIN lens and fiber ferrule (at other end) soldered to outside cylinder
Wideband Polarization Insensitive Isolator

42
Isolator
GRIN lens
GRIN lens
Remember offset? But this manufacturer did not botheroffsetting fiber opening at end of cylinder.
End segment tilted, fiber bent to 1” radius. Uncontrolled!How well is stripped section protected from bending?(1/10 stripped fibers bent to 1” would last 11 days at 50%R.H.)
Polarization Insensitive Optical Isolator
212m

43
Adhesives offer some obvious attractions for automation.
However, dispensing is a bit of an art form.
Also, there are numerous issues with properties.
Adhesives

44
Adhesive Projects Importance of deposition process control:
FEM
Dipping, pin transfer and dispense of small volumes: Fundamentals and applied.
Shifts in placement and cure: Effects of deposition control & materials properties
(just started)
Gap & constraint dependent cure kinetics & properties:Realistic configurations vs. DSC, DMA & data sheets
Creep & misalignment:FEM & experiments (to come)

45
Effect of temperature change on optical component with asymmetric adhesive fillets: Rotate 1o per oK !
Adhesive Deposition Process Control

46
Magnet opening w. isolator structure adhesive
Polarization Insensitive Optical Isolator
Small adhesive volumes in awkward locations

47
AdhesiveTO-can
Fiber
Adhesive Fixturing of TO-can
Small adhesive volumes in awkward locations, uniformity critical

48
0.25mm
How small is small volume? This ball lens needs 1g of adhesive in small dot: wet-out important?
Small Adhesive Volumes

49
Auadhesive
Flip Chip VCSEL by Dipping
Alternative small volume application

50
Auadhesive
Flip Chip VCSEL by Dipping
Alternative small volume application

51
Dipping, dispensing, or pin transfer preferred depending on volume & location control needed.
Automation requires minimization of scatter.
All dominated by dynamic wetting.
Adhesive Deposition

52
1a) 1b) 2)
3a) 3b)
The 3 Stages of Dipping
1) Insertion2) Hold3) Withdrawal

53
insertionwithdrawal
Speed
Dynamic Liquid-Solid Contact Angle
Steady-state wetting

54
Dynamic Liquid-Solid Contact
Similar picture applies to pin transfer deposition step.
Dispensing of dot may be viewed as transfer with hollow pin, in some respects.
Steady-state contact angle scales with
and slow model pin transfer experiments could be rationalized on basis of steady-state:
More pick-up with faster withdrawal, etc.
lvvμ
Ca

55
Realistic applications may not reach steady-state in each step:
Much faster withdrawal (and no hold) shortened time in adhesive, and thus time to reduce contact angle, giving less pick-up.
The time to approach steady-state to a certain extent should scale with
Short travel distance (dip depth) and high speed may define other ‘simple regime’ for flip chip dipping (dependence on hold time?).
Otherwise, dynamics can be calculated numerically and calibrated experimentally:
Minimize sensitivity to variations (scatter).
ot
μCb
lv
Dynamic Liquid-Solid Contact

56
Pin Transfer
Adhesive dots on glass surface

57
Pin Transfer
Process far from optimized yet, but 1g dots deposited with
diameter=1%
volume=2%
Strong sensitivity to substrate chemistry and morphology:
Account for latter in choice of transfer height

58
Initial studies considered four UV/blue light curable adhesives
Supplier indicates ‘seconds’ of light or 1 hour at 100oC (or 2 at 80oC), but suggests testing for performance.
Careful: Shadowing may affect curing (need post cure) and formation of protective skin against oxygen inhibition of post cure.
There are also other reasons for cure kinetics and properties to depend on configuration.
Sometimes DSC data only qualitatively relevant
Cure and Properties of Optical Adhesives

59
DSC of Optical Adhesives
Effect of duration of thermal cure at 100oC from subsequent DSC scans. Cure-% is defined as relative peak area.

60
AdhesiveTO-can
Fiber
Thin, Constrained Adhesive Layers
Cure kinetics and resulting properties unlikely to be the same as in ‘bulk’.

61
Silicon V-grooves for optical fiber array: 0-90m adhesive
Thin, Constrained Adhesive Layers

62
Exposure to light from both sides (max. depth 0.75mm) Avoid shadowing.
Take shear strength as measure of cure.
1.5mm.125mmadhesive
Adhesives in Realistic Configurations

63
75
80
85
90
95
100
0 100 200 300 400
Light (sec/inch sq.)
Cu
re %
DSC of A146T After Light Cure
Light/distance2 (sec/inch2)
% c
ure
Apparently no further curing above 120s

64
0
5
10
15
20
25
30
0 50 100 150 200
Time of light cure (sec)
Bre
akin
g S
tren
gth
(lb
f)
Shear Testing of A146T After Light Cure
0 2x50 2x100 2x150 2x200
Light/distance2 (sec/inch2)
30
20
10
0
Str
eng
th (
lbf)
However, there is clear increase in strength after more light

65
75
80
85
90
95
100
0 1000 2000 3000 4000 5000 6000sec/inch sq.
% C
ure
no thermal
+1hr @100C
+1hr @115C+1hr @110C
DSC of A146T After Light + Thermal Cure
Light/distance2 (sec/inch2)
% c
ure
Also, more light enhances efficiency of subsequent thermal cure

66
A146T Effect of Light
What’s ‘fully cured’?
According to DSC we need lots of light:
1.5hours @ 1” distance + 1hour @ 115oC for ‘complete’ 0.5-1.0hours @ 1” + 1hour @ 110oC for 99% cure
Interpretation:
>60s needed on each side to create reproducible‘skin’ against oxygen inhibition (see next).
Still need to see how much is ‘enough’ cure.

67
-4
-3
-2
-1
0
1
2
0 0.5 1 1.5 2
0.99
0.9
0.5
0.2
0.1
0.05
0.02 1 2 3 4 5 6 7 Strength (MPa)
Fai
lure
Pro
babi
lity
30 min
45 min
A146T: Effect of Thermal Cure After 2x60s Light
Broad statistical distributions of strength

68
-4
-3
-2
-1
0
1
2
0 0.5 1 1.5 2 2.5
0.99
0.9
0.5
0.2
0.1
0.05
0.02 1 2 3 4 5 6 7 8 9 10Strength (MPa)
Fai
lure
Pro
babi
lity
45 min
60 min
A146T: Effect of Thermal Cure After 2x60s Light
Broad statistical distributions of strength

69
-4
-3
-2
-1
0
1
2
0 0.5 1 1.5 2 2.5
0.99
0.9
0.5
0.2
0.1
0.05
0.02 1 2 3 4 5 6 7 8 9 10Strength (MPa)
Fai
lure
Pro
babi
lity
2x60s
2x180s
A146T: 1 Hour Thermal Cure After Light
3min on each side enough for reproducible ‘skin’?

70
Effects of shadowing and dimensions (thickness & depth)
1-11mm.01-.4mmadhesive
Adhesives in Long, Narrow Gaps

71
Effect of Depth (Bond Length)
Ultimate shear strength should be proportional to bond area (shear stress should be independent of bond length).
Initial increase could be oxygen inhibition?
A4061T1 hour thermal cureNo light.

72
Effect of Thermal Cure Ambient (A4061T)
Slower thermal cure in air (oxygen inhibition?)
Much slower cure in closed DSC pan: Effect of configuration?

73
Effect of Light on Thermal Cure (A4061T)
Light builds protective ‘skin’: Most important at shallow depths.
Still doesn’t explain ultimate stress dropping with bond length!

74
0
500
1000
1500
0 5 10 15 20
Effect of Thickness (A4061T)
Gap Size (mil)
Str
en
gth
Light exposure + 1 hour thermal (in vacuum)
Of greater concern: Abrupt dependence on thickness(without change in failure mode).

75
Optical Adhesives Cure-% measured with DSC not directly useful.
We wouldn’t know which % is ‘enough’, even if it applied to configuration of concern.
Cure kinetics and properties vary in complex fashion with configuration.
Some of this may be ascribed to ‘shadowing’ of light and the formation of a protective ‘skin’ on the surface.
However, systematic variations with bond length and thickness were not.

76
Fluxless Au-Sn Soldering
‘Standard’ in hermetic applications
Void less laser attach Feedthrough
Attach sub-mm pieces in tight spaces

77
Maintain alignment: creeps less than epoxies and soft solders no swelling or densification
Hermeticity: outgasses less than epoxies (and even Sn/Pb)
AuSn

78
Cooling & temperature stabilization: better thermal conductivity than filled epoxies and alternative hard solders
Voids easily affect laser temperature control.
Laser Attach with AuSn

79
Process usually must be fluxless.
Current approaches involve
N2(5-10%H2) atmosphere
scrubbing
static pressure?
pressure variation & vacuum
AuSn Soldering Process

80
Current approaches are not attractive for true volume manufacturing.
Scrubbing breaks up surface films but may supposedly disturb molten solution and reduce homogeneity.
Soldering in N2 (without H2) possible, but may enhance risk of voiding:
Sn goes to surface of liquid, but H2 scavenges O2
Also works in vacuumH2 less important if interface not exposed in melt?
AuSn Soldering Process

81
AuSn Soldering With Preforms
Don’t entrap voids:
Don’t touch/damage ‘bottom’ of preform before placement.
Don’t let contact pad touch top of solid preform: Heat before place enhances throughput too Sn on liquid surface exposed to ambient!

82
AuSn Soldering From Multilayer
Au/Sn/Au thin film structure may allow pad contact (protection of interface) before melt.
Also allows for patterning of small contact areas (see isolator).
No oxide layer before reflow.
Design structure for stability ‘on shelf’ and bonding before ‘freezing’.
Small thickness should help reflow hierarchy?

83Massalski, 1990
Au-Sn Phase Diagram

84
Sn
Au
Au
Au
Adhesion layer
Adhesion layer
AuSn Soldering From Multilayer
As deposited
Polarcor (borosilicate glass)
Rotator (thin film garnet crystal)

85
AuSn
Adhesion layer
Adhesion layerAu
Au
Au
Polarcor (borosilicate glass)
Rotator (thin film garnet crystal)
AuSn Soldering From Multilayer
After aging at RT?
Sn is still protected from ambient !

86
Adhesion layer
Adhesion layerAu
Au
Au71Sn29
Rotator (thin film garnet crystal)
Polarcor (borosilicate glass)
AuSn Soldering From Multilayer
After reflow
Still enough Sn to mix with Au on rotator pad

87
Sn
Au
Au
Au
Adhesion layer
AuSn Soldering From Multilayer
As deposited
Polarcor (borosilicate glass)
Rotator (thin film garnet crystal)
Au
Au
Sn
Ni
Adhesion layerNi

88
Soldering With Predeposited AuSn Alloy
Shares some advantages with multilayers, but
less protection against oxidation before reflow
does not require as careful design of thicknesses
Eutectic or Au-poor?
At least one supplier suggests reflow in air!?
Currently under investigation.

89
Au at-%Sn
Revised, Ciulik & Notis
Mechanical properties depend on ?
Effects of reflow parameters on creep TBD
AuSn Soldering Process

90
Fibers are bent, squeezed, pulled, cleaved, stripped, cleaned, spliced, connectorized, polished
Invariably mounted under thermal mismatch stress.
Optical Fiber Handling & Reliability

91
Optical Fiber Projects
Quantify importance of damage in handling and packaging:
Predict ‘life in service’ -- effects of load, humidity, damage
Quantify damage
Identify non-damaging procedures

92
Optical Fiber Handling & Reliability
Fibers may fail (apparently) instantaneously under sufficiently high load. You’ll notice that.
Fibers may fail more gradually (minutes, hours, days, years) by subcritical growth of a surface defect. That’s scarier.
The former is easy to test for.
How do we test for the latter?

93
Optical Fiber Damage & FailureAn optical fiber breaks when
KI >KIc=0.75MPa*m1/2
where
at a surface defect of length a.
The only significant sub-critical crack growth is caused by a chemical reaction with water.
This is only significant if the effective activation energy is reduced by a tensile stress. If so, even an extremely low humidity level (hermetic package) may be sufficient.
aYK I

94
1.E-07
1.E-05
1.E-03
1.E-01
-0.4 -0.35 -0.3 -0.25 -0.2 -0.15 -0.1
Cra
ck V
elo
city
(m
/s)
Stress Intensity Factor (MPam)
0.4 0.5 0.6 0.7 0.8
critical crackgrowth
moisturediffusionlimited
stress &humiditylimited
Crack Growth Rate vs. KI
10-1
10-3
10-5
10-7
By the time we reach diffusion limited regime it’s essentially over!

95
Life & Damage Assessment
Industry test data are most often interpreted based on a power law for sub-critical crack growth:
This may overestimate service life by several orders of magnitude (years vs. days).
We and others find best agreement with
nIKA
t
a
Im
%R.H.I epAt
a

96
Based on dynamic strength measurements at moderate and high loading rates literature agrees on p 2 in
but we find p to increase with decreasing loading rate:
p 2 at 25-1000lbf/min
p 4 at 0.5lbf/min
p 4 under static load
Life & Damage Assessment: Humidity
Im
%R.H.I epAt
a

97
14
15
16
17
18
19
0 20 40 60
Dynamic tensile strength of pristine fiber at 1000lbf/min
AI (%R.H.)2
AI (%R.H.)4
Str
en
gth
(lb
f)
Humidity (%R.H.)
Life & Damage Assessment: Humidity

98
12
13
14
15
16
17
0 20 40 60 80
AI (%R.H.)4
AI (%R.H.)2
Str
en
gth
(lb
f)
Humidity (%R.H.)
Dynamic tensile strength of pristine fiber at 25lbf/min
Life & Damage Assessment: Humidity

99
11
12
13
14
15
16
0 20 40 60 80
AI (%R.H.)2
AI (%R.H.)4
Humidity (%R.H.)
Str
en
gth
(lb
f)
Dynamic tensile strength of pristine fiber at 0.5lbf/min
Life & Damage Assessment: Humidity

100
0
500
1000
1500
2000
0 20 40 60 80 100
%R.H.
No
rma
lize
d L
ife (
s)
AI (%R.H.)2
AI (%R.H.)4
Normalized life of pristine fiber in static bending
Life & Damage Assessment: Humidity

101
Optical Fiber Damage & Failure
Life is extremely sensitive to initial defect size:
tf a10
We are commonly concerned with sub-micron defects, and a 25% increase in size is significant!

102
0
0.2
0.4
0.6
0.8
1
1.8 1.9 2 2.1 2.2 2.3
Pro
babi
lity
Initial Defect Size (nm)
Initial Defects in ‘Pristine’ Fiber

103
Optical Fiber Testing
We can predict life under given loading if we know initial defect size and (in case of bending) location.
Static tests are by far the most sensitive to defect size, but they are often not very practical.
For most (all?) practical purposes defect sizes can be conveniently assessed through dynamic strength.
Dynamic bending measurements are very common, but should be carefully interpreted in terms of statistics of defects.

104
)2ba(oEE 1
Optical Fiber Bending
Account for non-linearstress-strain relationship:
‘Effective gage length’ is much less than in tensile test, especially if considered in terms of maximum tensile stress:
Slope of single mode Weibull distribution is the same, but mean is higher !

105
1.E-02
1.E+00
1.E+02
1.E+04
1.E+06
2 3 4 5 6
GPaMaximum Tensile Stress (GPa)
106
104
102
100
10-2
Lif
e (
s)
Bending
Tension
‘Pristine’ Fibers in Static Tension & Bending

106
Optical Fiber Damage
For all practical purposes it is impossible to
damage fiber significantly without penetrating coating
penetrate coating without damaging fiber significantly
Fiber is damaged by cleaving, stripping, wiping, splicing, ...

107
0
0.2
0.4
0.6
0.8
1
0 100 200 300 400
Pro
babi
lity
Initial Defect Size (nm)
Initial Defects in Stripped Fiber

108
Initial Defects
0
0.2
0.4
0.6
0.8
1
0 100 200 300 400
Pro
babi
lity
Initial Defect Size (nm)
spliced, Program 1
spliced, Program 6 stripped only

109
Optical Fiber Damage
Damage distribution is sensitive to stripping parameters (stripper, strip length, wiping, ...), but the largest defects may not be.
Damage distribution is often non-uniform, making 2-point bending tests more difficult/risky to interpret.
Cleaving and/or splicing caused additional (more consistent) damage, but largest defects were similar.
Damage distribution (strength of splice) was sensitive to combination of splicing recipe and fiber(s): SMF, EDF

110
‘Specs’ Taking reasonable levels of statistics into account we suggest (very conservatively, aside from optical considerations) limiting:
Handling (Immediate Failure) Radius of curvature >70mil for pristine fibers
>3.6” for splices (>>1”)
‘Permanent’ (35 years), non-hermetic Tension <1.2lbf, radius > 0.5” for pristine fibers Tension <26g (!), radius > 10” for splices
Until further notice we suggest same ‘specs’ for cleaved+stripped fiber ends as for splices.
Crack growth data are needed for very low humidity levels in hermetic packages.

111
So When Do We Care?
As we gather more statistics crack growth formalism allows us to more quantitatively assess ‘what is important’:
The weakest out of one set of 10 stripped fibers tested would last 11 days at 50%R.H. bent to radius of 1” (remember optical isolator?).
Different splicing recipes gave mean life of 15 vs. 30 years under 0.6lbf of tension, but the former also had lower Weibull slope.
Extrapolations to first fail of 10,000 under 60g of tension (3.8” bend) gave 25 minutes vs. 35 years. While undoubtedly unrealistic this illustrates concern.

112
Summary Problem solving for, and product development with, manufacturers help define generic research topics.
AuSn soldering:Metallurgy, design of multilayersExperience with preforms
Adhesives:Automated depositionCure kineticsEffects of realistic configurations
Fibers:Damage/defectsQuantitative assessment of consequencesCleaving, stripping, wiping, splicing, fiber type, ...