DEPOSICIÓN DE POLÍMEROS RECICLADOS MEDIANTE ROCIADO ELECTROESTÁTICO

Marzo 2013 / Información
31
La problemática
En las fundiciones, los recubrimientos, se usan co-mo material para revestir los moldes. Estos ayudana reducir las reacciones químicas en machos ymoldes que se producen entre el material fundidoy el material del molde. También suavizan las su-perficies ásperas del molde y reducen el volumendel trabajo de limpieza. El recubrimiento se aplicaprincipalmente al molde o a la superficie del ma-cho. La capa de recubrimiento actúa como barreraentre el material del molde y el metal líquido.
Para ello pueden usarse distintos métodos de recu-
brimiento tales como la irrigación, la inmersión, elrociado, el cepillado y en polvo.
El método de aplicación se selecciona en funciónde los siguientes criterios:
— Tamaño del macho y el molde.
— Manipulación.
— Margen mínimo.
— Calidad de la superficie.
— Fiabilidad.
— Requisitos espaciales.
— Restricciones.
— Eficiencia.
— Secado del recubrimiento.
— Revestimientos.
— Inversión de tiempo.
Los fabricantes de fundiciones a gran escala usanprincipalmente dos métodos (a saber, irrigación ycepillado) para aplicar el recubrimiento al macho oa la superficie del molde. Debido a estas dimensio-nes de función y a la manipulación, la mayoría defundiciones prefieren el cepillado. Este método tie-ne ventajas y desventajas concretas, que enume-ramos en la Tabla 1.
Debido a la presencia de trazos de brocha sobre lasuperficie de la fundición, a la alta inversión detiempo y la aplicación irregular del recubrimiento,se intenta con frecuencia mejorar/optimizar losprocesos.
Optimización de la aplicacióndel recubrimiento – rociadoen caliente, en lugar de cepilladoPPoorr AASSKK CChheemmiiccaallss:: DDrr.. RReeiinnhhaarrdd SSttööttzzeell,, ddiippll.. iinngg.. EEkkaatteerriinnaa PPoottaattuurriinnaaMMeeuusseellwwiittzz gguussss:: ddiippll.. iinngg.. IInnggoo llaappppaatt,, ddiippll.. iinngg.. MMaarrttiinn VVoorrrraatthh
Imagen 1. Aplicación del recubrimiento.

Información / Marzo 2013
32
Con esta unidad se puede crear un rango particu-larmente completo para trabajos de recubrimientoindustrial de todo tipo. Estas bombas a alta presiónsin aire son ideales para su uso con sistemas decirculación de pintura, así como en el área de recu-brimiento. Son especialmente apropiados paraprocesar materiales de viscosidad elevada, mate-riales con bajo o ningún contenido de disolventes ycon una alta proporción de sólidos, y están diseña-dos de forma óptima para mangueras de materiallargas, grandes orificios de boquillas y altas presio-nes de rociado. Esta unidad de rociado fue espe-cialmente desarrollada para aplicaciones con ma-teriales de grueso pigmentado con una viscosidadde media a baja, tales como imprimación de zinc,mena de hierro micáceo, silicato de zinc con basede disolvente, vidrio diamantado, tintas de impre-sión, parallamas y otros materiales fibrosos o dealta pigmentación. Gracias al gran volumen de su-ministro, se asegura una velocidad reducida delémbolo incluso con grandes orificios de boquilla, locual mantiene el nivel de desgaste bajo. [1]
Además, el material rociado no se mezcla con el ai-re en estas unidades sin aire. Esto reduce la pulve-rización. No obstante, seleccionando una boquillaadecuada y optimizando la presión de trabajo, sepuede lograr una atomización óptima del materialrociado.
Pruebas iniciales en Meuselwitz Guss
Meuselwitz Guss Eisengießerei GmbH es un fabri-cante de piezas fundidas para sistemas de energíaeólica e ingeniería mecánica, con un peso específi-co superior a las 80 t. Estas grandes piezas fundi-das se fabrican en moldes de tipo fosa o cajas mol-de con dimensiones particularmente grandes. El
Solución sugerida
En un proyecto conjunto con Meuselwitz Guss Ei-sengießerei GmbH, ASK Chemicals y WIWA, un fa-bricante de tecnología de rociado, que ha adaptadoel método de rociado a los requisitos de calidad dela fundición.
Actualmente existen distintos sistemas de rociadoen el mercado. Debido al amplio rango de aplica-ción y a las siguientes ventajas, se seleccionó unaunidad de rociado sin aire fabricada por WIWA pa-ra las pruebas:
— Adecuado tanto para recubrimientos a base deagua, como a base de alcohol. La emisión de o-lores en el rociado del recubrimiento de alcoholno es mayor que en el cepillado.
— Pueden usarse boquillas con distintos tamañosde apertura, así como distintos ángulos de ro-ciado para conseguir los requisitos más varia-dos.
— Puede aplicarse una presión de trabajo superiora 8 bares.
— Con la unidad de rociado empleada, apenas se ge-nera pulverización al aplicar el recubrimiento. Lapulverización depende de la estructura del recu-brimiento y de la disolución de los recubrimientosde agua y alcohol. En muchos otros sistemas, lapulverización supone una mayor desventaja, puesse originan pérdidas de recubrimiento, así comoproblemas para la salud de los empleados.
— Por este motivo, no se requieren sistemas desucción para recubrimientos a base de agua yalcohol. Sólo hay que usar mascarillas protecto-ras por motivos de salud ocupacional.
— Pueden instalarse unidades sin aire (véase la i-magen 2) en un carrito para facilitar el trans-porte, de manera que pueda utilizarse en dis-tintas ubicaciones.
Tabla 1. Ventajas y desventajas del cepillado.Imagen 2. Serie pro-fesional de tecnolo-gía de rociado sin ai-re de WIWA.

método de fabricación de moldes y machos es sincocción, un método frío autotemplante basado enresinas furánicas. Los moldes de tipo fosa en parti-cular, no pueden irrigarse. Por ello, en el pasadodebían cepillarse, un proceso que requiere muchotiempo. Como parte de este proyecto, debía encon-trarse una alternativa para reducir la inversión detiempo en el recubrimiento y mejorar la superficiede fundición en la medida de lo posible.
Las primeras pruebas de rociado se restringían ados componentes de la industria de energía eólica.El adaptador de pala actúa como pieza de enlaceentre la pala y el cubo del rotor. Puede girar la paladel rotor a favor del viento, o en contra para traba-jos de mantenimiento. El peso neto de este compo-nente es de aprox. 3,2 t, y sus paredes tienen un es-pesor entre 30 y 40 mm.
El segundo componente en el que se hicieron laspruebas de rociado fue un cubo de rotor. Las palasde rotor de los sistemas de energía eólica están u-nidos a esta parte. Para enfrentarnos al reto quesuponían estas altas tensiones, los espesores depared debían adaptarse a la distribución de lasfuerzas o a la carga. Esta pieza fundida tiene pues,un espesor de pared de entre 75 mm y 175 mmaproximadamente. El peso neto es de aprox. 13 t.
Debido a la diferencia del espesor de pared, losefectos en la superficie de la pieza fundida puedenverificarse y evaluarse por medio de las diferentescargas térmicas.
El fin de las pruebas de rociado era sustituir el mé-todo de cepillado con el de rociado en la medida delo posible, y encontrar un recubrimiento apropiadoque se adecuara a los parámetros de ajuste.
Para la prueba, los machos fueron irrigados y losmoldes cepillados. Lo cual significa que se puedenhacer comparaciones directas entre el rociado y lairrigación/cepillado. En Meuselwitz Guss se usanrecubrimientos de agua y alcohol para revestir lassuperficies de machos y moldes. Para las pruebasde rociado sólo se usaron recubrimientos de agua,porque éstos habían conseguido ya resultados po-sitivos en investigaciones previas, en comparacióncon los recubrimientos de alcohol.
Uno de los ajustes básicos más importantes es se-leccionar una boquilla adecuada. Para moldes pla-nos y machos, deberían usarse boquillas con unamplio ángulo de salida. Para ello existen boquillascon un ángulo de 50°. Para moldes y machos conmuchos contornos deberían usarse boquillas conun pequeño ángulo de salida, de forma que las pie-zas más complejas puedan rociarse más uniforme-mente. Para ello existen boquillas con un ángulode salida de hasta 20°. También debería procurarseque la apertura de la boquilla sea del tamaño ópti-mo; esto depende de la proporción de sólidos delrecubrimiento. Si la apertura de la boquilla es de-masiado pequeña, la boquilla podría bloquearse. Sise usa una boquilla reversible (puede girarse 180°),
Imagen 3. Adaptador de pala.
Imagen 4. Cubo de rotor.
Marzo 2013 / Información
33
Información / Marzo 2013
34
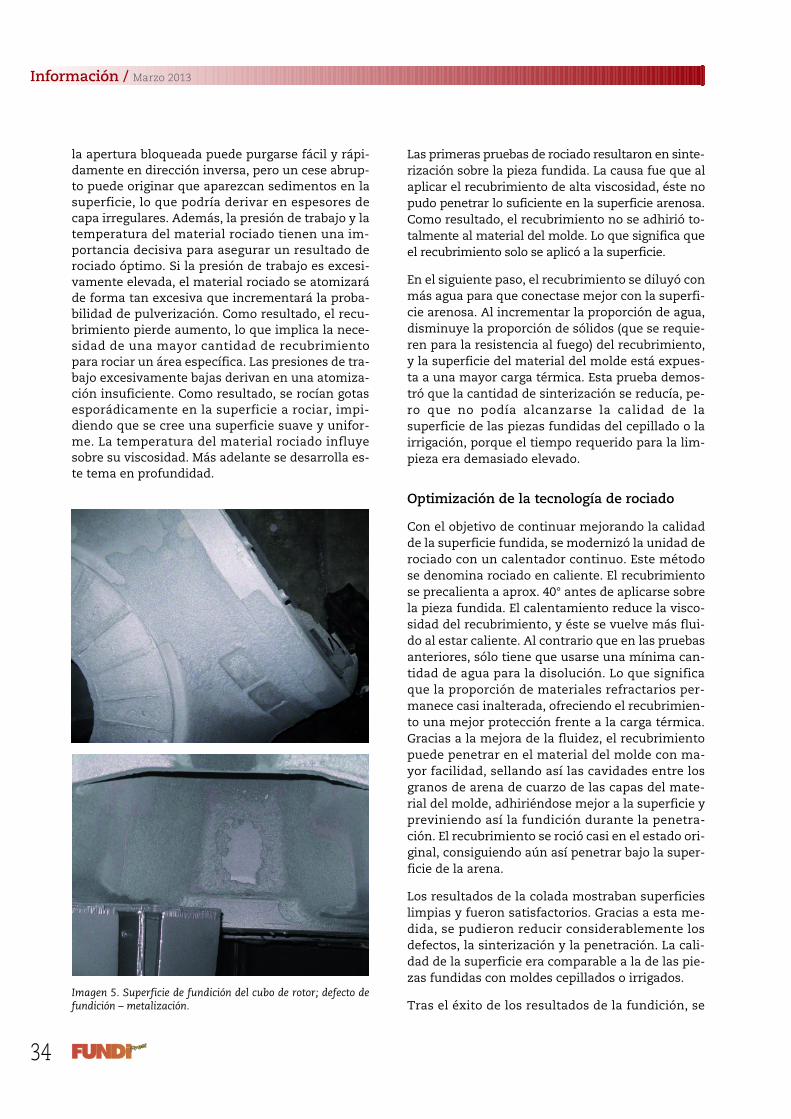
Las primeras pruebas de rociado resultaron en sinte-rización sobre la pieza fundida. La causa fue que alaplicar el recubrimiento de alta viscosidad, éste nopudo penetrar lo suficiente en la superficie arenosa.Como resultado, el recubrimiento no se adhirió to-talmente al material del molde. Lo que significa queel recubrimiento solo se aplicó a la superficie.
En el siguiente paso, el recubrimiento se diluyó conmás agua para que conectase mejor con la superfi-cie arenosa. Al incrementar la proporción de agua,disminuye la proporción de sólidos (que se requie-ren para la resistencia al fuego) del recubrimiento,y la superficie del material del molde está expues-ta a una mayor carga térmica. Esta prueba demos-tró que la cantidad de sinterización se reducía, pe-ro que no podía alcanzarse la calidad de lasuperficie de las piezas fundidas del cepillado o lairrigación, porque el tiempo requerido para la lim-pieza era demasiado elevado.
Optimización de la tecnología de rociado
Con el objetivo de continuar mejorando la calidadde la superficie fundida, se modernizó la unidad derociado con un calentador continuo. Este métodose denomina rociado en caliente. El recubrimientose precalienta a aprox. 40° antes de aplicarse sobrela pieza fundida. El calentamiento reduce la visco-sidad del recubrimiento, y éste se vuelve más flui-do al estar caliente. Al contrario que en las pruebasanteriores, sólo tiene que usarse una mínima can-tidad de agua para la disolución. Lo que significaque la proporción de materiales refractarios per-manece casi inalterada, ofreciendo el recubrimien-to una mejor protección frente a la carga térmica.Gracias a la mejora de la fluidez, el recubrimientopuede penetrar en el material del molde con ma-yor facilidad, sellando así las cavidades entre losgranos de arena de cuarzo de las capas del mate-rial del molde, adhiriéndose mejor a la superficie ypreviniendo así la fundición durante la penetra-ción. El recubrimiento se roció casi en el estado ori-ginal, consiguiendo aún así penetrar bajo la super-ficie de la arena.
Los resultados de la colada mostraban superficieslimpias y fueron satisfactorios. Gracias a esta me-dida, se pudieron reducir considerablemente losdefectos, la sinterización y la penetración. La cali-dad de la superficie era comparable a la de las pie-zas fundidas con moldes cepillados o irrigados.
Tras el éxito de los resultados de la fundición, se
la apertura bloqueada puede purgarse fácil y rápi-damente en dirección inversa, pero un cese abrup-to puede originar que aparezcan sedimentos en lasuperficie, lo que podría derivar en espesores decapa irregulares. Además, la presión de trabajo y latemperatura del material rociado tienen una im-portancia decisiva para asegurar un resultado derociado óptimo. Si la presión de trabajo es excesi-vamente elevada, el material rociado se atomizaráde forma tan excesiva que incrementará la proba-bilidad de pulverización. Como resultado, el recu-brimiento pierde aumento, lo que implica la nece-sidad de una mayor cantidad de recubrimientopara rociar un área específica. Las presiones de tra-bajo excesivamente bajas derivan en una atomiza-ción insuficiente. Como resultado, se rocían gotasesporádicamente en la superficie a rociar, impi-diendo que se cree una superficie suave y unifor-me. La temperatura del material rociado influyesobre su viscosidad. Más adelante se desarrolla es-te tema en profundidad.
Imagen 5. Superficie de fundición del cubo de rotor; defecto defundición – metalización.

introdujo la unidad de rociado sin aire con calenta-dor en Meuselwitz Guss.
Pruebas de confirmación
Como parte del proyecto, el Sr. Vorrath escribió u-na tesis de licenciatura con el tema "Una investiga-ción de la aplicación del recubrimiento por rocia-do" en Meuselwitz Guss Eisengießerei GmbH. Enesta tesis, se investigó la influencia de los diferen-tes parámetros de ajuste para alcanzar un resulta-do óptimo con los mejores ajustes posibles. Los pa-rámetros de ajuste más importantes fueron lossiguientes:
— Viscosidad del recubrimiento.
— Presión de trabajo.
— Boquilla (apertura de la boquilla y ángulo de ro-ciado).
— Temperatura del calentador continuo.
— Características del recubrimiento.
La influencia de las características del recubrimien-to se examinó en base a cuatro recubrimientos dis-tintos (SOLITEC® WP 401, SOLITEC® IM 701, SOLI-TEC® ST 801 y SOLITEC® EP3). Los parámetros deajuste variaban en función de las especificacionesdel recubrimiento. Se registraron todos los paráme-tros del tipo viscosidad del recubrimiento, patrónde penetración, estructura de la capa y el patrón deaplicación de cada recubrimiento. Se descubrió quecuanto más finos fueran los sólidos del recubri-miento, mayor era la probabilidad de niebla de pul-verización al aplicar el recubrimiento. Una estruc-tura áspera, en forma de placa, del recubrimientopuede causar bloqueos en las boquillas de rociado.Para asegurar un proceso de rociado óptimo, debeadaptarse la boquilla, la presión de trabajo, el filtroy la temperatura del calentador continuo al recu-brimiento.
Típicos errores en la aplicacióndel recubrimiento
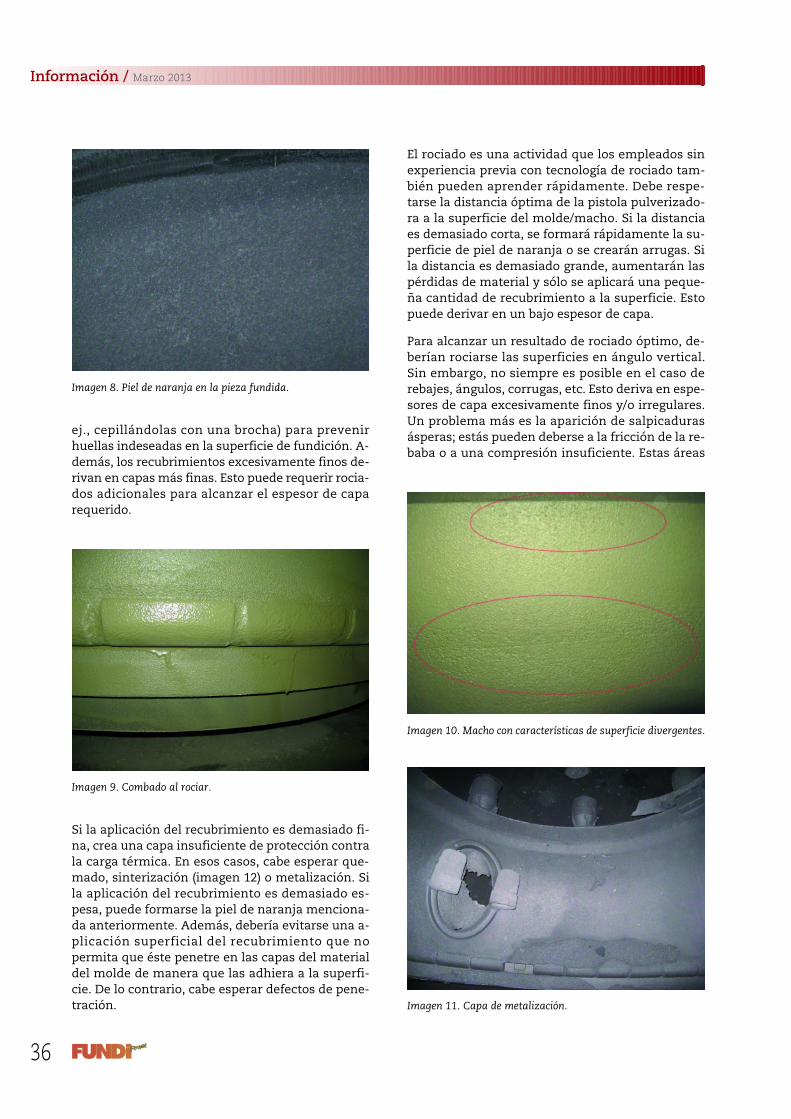
Si la técnica no está optimizada o adaptada al pro-ceso, pueden surgir una amplia variedad de erro-res que impiden alcanzar el resultado deseado. Losrecubrimientos excesivamente espesos, en los quela viscosidad es demasiado elevada, pueden con-vertirse rápidamente en superficies similares a lapiel de naranja, es decir, que se crea una superficiecorrugada e irregular que deriva en superficies defundición ásperas (imágenes 7 y 8).
Por el contrario, los recubrimientos demasiado fi-nos pueden derivar en combado o en la formaciónde arrugas por una viscosidad insuficiente (imagen9). En este estado ya no se puede formar piel de na-ranja. Sin embargo, deben quitarse las arrugas (p.
Imagen 6. Superficie de fundición tras la optimización de la uni-dad de rociado.
Imagen 7. Macho rociado con piel de naranja.
Marzo 2013 / Información
35
Información / Marzo 2013
36
El rociado es una actividad que los empleados sinexperiencia previa con tecnología de rociado tam-bién pueden aprender rápidamente. Debe respe-tarse la distancia óptima de la pistola pulverizado-ra a la superficie del molde/macho. Si la distanciaes demasiado corta, se formará rápidamente la su-perficie de piel de naranja o se crearán arrugas. Sila distancia es demasiado grande, aumentarán laspérdidas de material y sólo se aplicará una peque-ña cantidad de recubrimiento a la superficie. Estopuede derivar en un bajo espesor de capa.
Para alcanzar un resultado de rociado óptimo, de-berían rociarse las superficies en ángulo vertical.Sin embargo, no siempre es posible en el caso derebajes, ángulos, corrugas, etc. Esto deriva en espe-sores de capa excesivamente finos y/o irregulares.Un problema más es la aparición de salpicadurasásperas; estás pueden deberse a la fricción de la re-baba o a una compresión insuficiente. Estas áreas
ej., cepillándolas con una brocha) para prevenirhuellas indeseadas en la superficie de fundición. A-demás, los recubrimientos excesivamente finos de-rivan en capas más finas. Esto puede requerir rocia-dos adicionales para alcanzar el espesor de caparequerido.
Imagen 8. Piel de naranja en la pieza fundida.
Imagen 9. Combado al rociar.
Si la aplicación del recubrimiento es demasiado fi-na, crea una capa insuficiente de protección contrala carga térmica. En esos casos, cabe esperar que-mado, sinterización (imagen 12) o metalización. Sila aplicación del recubrimiento es demasiado es-pesa, puede formarse la piel de naranja menciona-da anteriormente. Además, debería evitarse una a-plicación superficial del recubrimiento que nopermita que éste penetre en las capas del materialdel molde de manera que las adhiera a la superfi-cie. De lo contrario, cabe esperar defectos de pene-tración.
Imagen 10. Macho con características de superficie divergentes.
Imagen 11. Capa de metalización.
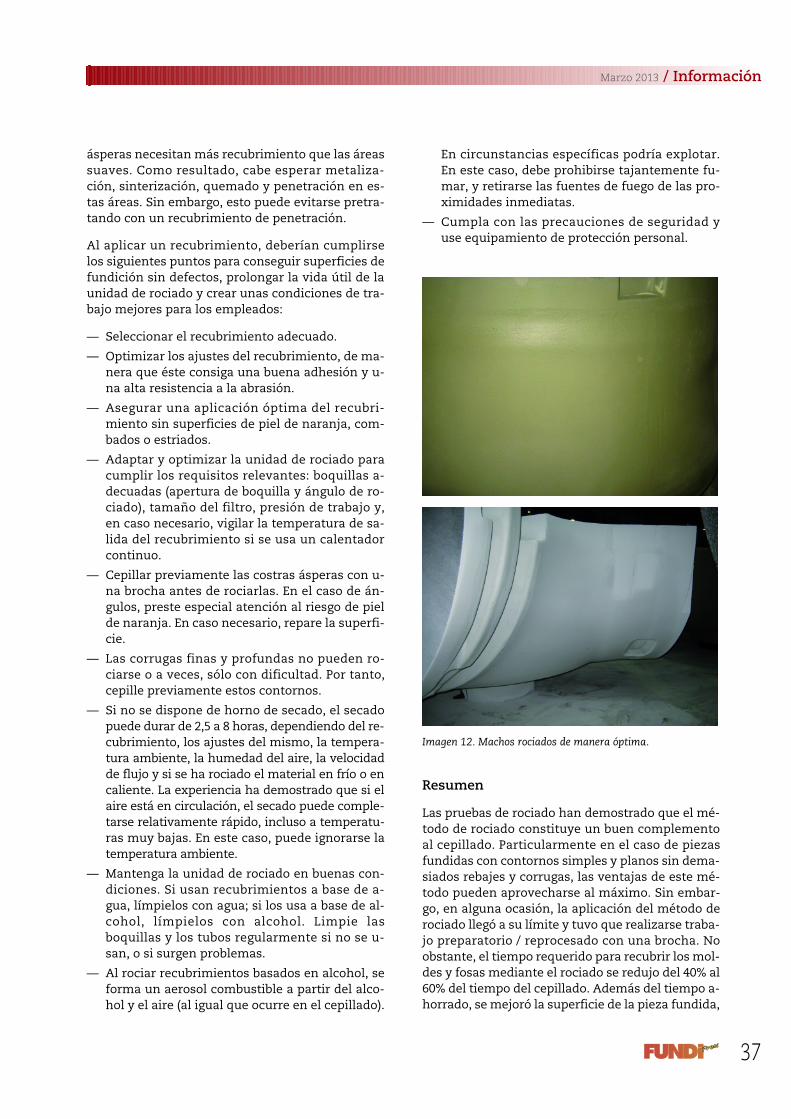
ásperas necesitan más recubrimiento que las áreassuaves. Como resultado, cabe esperar metaliza-ción, sinterización, quemado y penetración en es-tas áreas. Sin embargo, esto puede evitarse pretra-tando con un recubrimiento de penetración.
Al aplicar un recubrimiento, deberían cumplirselos siguientes puntos para conseguir superficies defundición sin defectos, prolongar la vida útil de launidad de rociado y crear unas condiciones de tra-bajo mejores para los empleados:
— Seleccionar el recubrimiento adecuado.
— Optimizar los ajustes del recubrimiento, de ma-nera que éste consiga una buena adhesión y u-na alta resistencia a la abrasión.
— Asegurar una aplicación óptima del recubri-miento sin superficies de piel de naranja, com-bados o estriados.
— Adaptar y optimizar la unidad de rociado paracumplir los requisitos relevantes: boquillas a-decuadas (apertura de boquilla y ángulo de ro-ciado), tamaño del filtro, presión de trabajo y,en caso necesario, vigilar la temperatura de sa-lida del recubrimiento si se usa un calentadorcontinuo.
— Cepillar previamente las costras ásperas con u-na brocha antes de rociarlas. En el caso de án-gulos, preste especial atención al riesgo de pielde naranja. En caso necesario, repare la superfi-cie.
— Las corrugas finas y profundas no pueden ro-ciarse o a veces, sólo con dificultad. Por tanto,cepille previamente estos contornos.
— Si no se dispone de horno de secado, el secadopuede durar de 2,5 a 8 horas, dependiendo del re-cubrimiento, los ajustes del mismo, la tempera-tura ambiente, la humedad del aire, la velocidadde flujo y si se ha rociado el material en frío o encaliente. La experiencia ha demostrado que si elaire está en circulación, el secado puede comple-tarse relativamente rápido, incluso a temperatu-ras muy bajas. En este caso, puede ignorarse latemperatura ambiente.
— Mantenga la unidad de rociado en buenas con-diciones. Si usan recubrimientos a base de a-gua, límpielos con agua; si los usa a base de al-cohol, límpielos con alcohol. Limpie lasboquillas y los tubos regularmente si no se u-san, o si surgen problemas.
— Al rociar recubrimientos basados en alcohol, seforma un aerosol combustible a partir del alco-hol y el aire (al igual que ocurre en el cepillado).
En circunstancias específicas podría explotar.En este caso, debe prohibirse tajantemente fu-mar, y retirarse las fuentes de fuego de las pro-ximidades inmediatas.
— Cumpla con las precauciones de seguridad yuse equipamiento de protección personal.
Imagen 12. Machos rociados de manera óptima.
Resumen
Las pruebas de rociado han demostrado que el mé-todo de rociado constituye un buen complementoal cepillado. Particularmente en el caso de piezasfundidas con contornos simples y planos sin dema-siados rebajes y corrugas, las ventajas de este mé-todo pueden aprovecharse al máximo. Sin embar-go, en alguna ocasión, la aplicación del método derociado llegó a su límite y tuvo que realizarse traba-jo preparatorio / reprocesado con una brocha. Noobstante, el tiempo requerido para recubrir los mol-des y fosas mediante el rociado se redujo del 40% al60% del tiempo del cepillado. Además del tiempo a-horrado, se mejoró la superficie de la pieza fundida,
Marzo 2013 / Información
37

optimizarse para cada rango de producto, de maneraque se logre un resultado de fundición satisfactorio.Se continuarán realizando investigaciones.
al dejarse de apreciar los trazos de brocha. Tras lasexitosas pruebas de confirmación con la unidad sinaire y los distintos recubrimientos de ASK, se conti-nuará usando el método de rociado.
Lo que se consiguió usando la técnica de rociado:
— Una reducción del tiempo requerido para apli-car el recubrimiento.
— Aplicación uniforme del recubrimiento.
— Eliminación de los trazos de brocha.
— Una superficie de fundición más suave.
Imagen 13. Superficie limpia tras el primer rociado con una aplicación óptima del recubrimiento.
Imagen 14. Irrigadoy repintado → su-perficie de fundicióncon trazos de brocha.
Además de los beneficios, el método de rociadotambién tiene límites, tal y como se muestra en laTabla 2.
Debido a estos beneficios y límites, la técnica de apli-cación del recubrimiento, los parámetros del recu-brimiento y el ajuste de la unidad de rociado deben
Tabla 2. Beneficios y límites del método de rociado.
38
Información / Marzo 2013
Imagen 15: Rociado → sin trazos de brocha.