
Optimisation of Thickener Performance: Incorporation of ...
349
Optimisation of Thickener Performance: Incorporation of Shear Effects by Adam Anthony Holden Crust B.E.Chem (Hons.) Submitted in total fulfilment of the requirements for the degree of Doctor of Philosophy March 2017 Particulate Fluids Processing Centre Department of Chemical Engineering The University of Melbourne Victoria, 3010, Australia Produced on archival quality paper ORCID iD: 0000-0003-0693-7788
Transcript of Optimisation of Thickener Performance: Incorporation of ...

Optimisation of Thickener Performance:
Incorporation of Shear Effects
by
Adam Anthony Holden Crust
B.E.Chem (Hons.)
Submitted in total fulfilment of the requirements for the degree of
Doctor of Philosophy
March 2017
Particulate Fluids Processing Centre
Department of Chemical Engineering
The University of Melbourne
Victoria, 3010, Australia
Produced on archival quality paper
ORCID iD: 0000-0003-0693-7788


“All models are approximations. Essentially, all models are wrong, but some are useful.
However, the approximate nature of the model must always be borne in mind.”
George E.P. Box


i
ABSTRACT
Dewatering processes such as sedimentation and consolidation of colloidal suspensions are
important to a wide range of industries, including waste water and mining. Within the
mining industry, massive quantities of tailings comprising mineral suspensions are processed
daily. The ability to effectively dewater tailings plays a major role in the successful operation
of the process. Modern dewatering theory developed by Buscall and White (1987) can
predict the dewatering behaviour of such suspensions. Combining modern dewatering theory
with a phenomenological model can be utilised in the design, operation and understanding of
a dewatering process. A lab scale batch settling test can be accurately predicted through the
combination of modern dewatering theory and developed phenomenological models. For a
mineral suspension settling within a laboratory batch settling test, the combination of modern
dewatering theory and phenomenological model can accurately predict the result of the
settling test. However, using the same approach, the ability to accurately predict the full
scale performance of gravity thickeners (Usher and Scales 2005, Usher et al. 2009, Zhang et
al. 2013, Grassia et al. 2014) eludes. Instead, current full scale gravity thickener models
result in an under estimation of thickener solids flux by a factor up 100 (Usher 2002).
Shear effects, introduced by raking within a thickener for example, are known to affect the
settling of suspensions; however, these have not been completely accounted for within
current phenomenological models. Shear alters the structure of a flocculated aggregate and
subsequently alters the dewatering behaviour of the overall suspension. This effect, known
as aggregate densification, can be attributed to the enhancement in dewatering observed when
a suspension experiences shear. Aggregate densification theory has previously been partially
included into thickener models (Usher et al. 2009, Zhang et al. 2013, Grassia et al. 2014);
however these models assume time independent densification and do not account for the
dynamic nature of the process. The dependencies on densification parameters have not been
critically studied.

Abstract
ii
This thesis investigates the role of shear effects on suspension dewatering. The key aim of
this research is to quantify the effect of shear on dewatering and in particular, the
enhancement of dewatering in a thickener induced through shear. The research objective is
to develop a process, in which simple batch settling tests can be performed, the results
analysed and utilised to predict the full scale thickener performance that correctly takes
dynamic shear effects into account.
Aggregate densification theory was applied to sheared laboratory batch settling scenarios to
quantify the effect of shear on material property characterisation. Sheared laboratory batch
settling tests were performed using a polymer flocculated calcite as a representative mineral
suspension and further analysed using novel analysis methods based on modifications to
current techniques such as predictive modelling and densification analysis developed by van
Deventer (2012). Batch settling tests were performed to investigate the relationship between
aggregate densification parameters and both network stress and the magnitude of shear.
Manipulating the shear magnitude showed no significant trend in the extent of densification
however trends were observed in the rate of densification. The rate of aggregate
densification increased with shear up until a critical shear value. Above this critical shear
value, the rate of densification was observed to be constant. It is believed that this critical
shear value corresponds to the minimum requirement for particles to collide such that below
this value, there is insignificant kinetic energy to cause any noteworthy deformation to the
aggregates. The effect of network strength on aggregate densification parameters was also
investigated. It was observed that a flocculated suspension with sufficiently high solids
concentration such that the aggregates interact and become networked, densify a further 5%
compared to shearing un-networked aggregates. In terms of thickener performance, raking
the networked solids resulted in an order of magnitude increase in thickener throughput.
Raking within a thickener is currently performed at the base of the thickener in order to aid
transport of the suspension. This increase in thickener throughput due to raking the
networked suspension is therefore already implemented however unaccounted for within
current thickener models. The implementation of these findings into thickener models has
the potential to account for the current underestimation.

Abstract
iii
To completely exploit the phenomenon of aggregate densification, the results of the work
suggest that the shear within the system needs to be at or above a critical value and that a
network bed must be present, maintained, and raked.
Current one-dimensional (pseudo two dimensional) steady state thickener models were
modified so as to account for the time dependent nature of aggregate densification. This
exercise involved combining the theories of aggregate densification; sedimentation and
suspension bed consolidation. The model uses material dewatering properties obtained from
laboratory batch settling tests and thickener operational parameters as inputs to produce
steady state solids flux predictions for a range of underflow solids concentrations. Modelling
scenarios involved manipulating thickener operational and aggregate densification
parameters. The results indicate that an order of magnitude increase in thickener
performance can be achieved when the shear rate is above the critical value determined
during sheared laboratory batch settling tests. Additionally, model applications to real
systems have been discussed and methods of utilisation to achieve process optimisation have
been demonstrated.
As a result of this experimental and modelling work, a new method for full scale thickener
modelling from simple laboratory batch settling tests has been developed. This method
incorporates the rate dependence of aggregate densification and hence provides increased
accuracy in the estimation of thickener performance compared to previous models. It is
important to note that this newly developed model has a few assumptions and limitations.
Assumptions and limitations include line settling, negligible wall effects, all aggregates are
equal, no solids exit the overflow, steady state operation, straight walled, equal distribution of
shear and no aggregate breakage. Although some assumptions are inherent to the model
being one dimensional it is suggested that further work goes into addressing such issues as
particle and aggregate size polydispersity and aggregate breakage in order to further increase
the accuracy of the model. Additionally, the development of a transient model in which shear
history is included is recommended.

iv

v
DECLARATION
This is to certify that:
i. The thesis comprises only my original work towards the PhD
ii. Due acknowledgement has been made in the text to all other materials used,
iii. The thesis is less than 100,000 words in length, exclusive of tables, maps,
bibliographies and appendices
Adam Anthony Holden Crust

vi

vii
ACKNOWLEDGEMENTS
First and foremost I would like to thank my supervisors, Prof. Peter Scales and Dr. Shane
Usher. This thesis would not be possible without their guidance and support. It was an
honour being able to work with true professionals who are amongst the greatest in their
corresponding fields. I would like to thank Peter, for continually reminding me of the goals
and aims of this project and keeping my on the path to provide truly useful results. Your
encouragement and insightful ideas over the years kept me going. I genuinely appreciate the
effort and time you spent guiding me to be the best I can.
Massive gratitude goes to Shane. Your door was always open for me to discuss any issues I
had, whether it was a gap in my understanding or troubles with modelling. You were always
able help, despite our discussions often leading towards more questions than answers. Your
constant ideas and new directions always kept me busy. Without your support and assistance
a lot of this thesis would not exist. To ensure I was writing and not stuck on anything, you
provided daily check-ups and discussions over the last month, which are unequivocally
appreciated. Without your assistance, this thesis would not have materialised in time.
I would like to acknowledge and thank all that contributed to the research presented within
this thesis. Firstly, to all the research project students over the years; James, Justin, Xun,
Rizal, and Almir, thank you for your assistance with performing experiments. Because of
your efforts, more batch settling experiments were able to be performed. I would also like to
thank Adrian Knight; you were always available for assistance with anything lab related,
which most often included trying to find “borrowed” equipment. To Dr. Stefan Berres, I
appreciate the knowledge and expertise you provided leading to the development and
application of a transient batch settling implicit scheme. To Prof. Paul Grassia, my
understanding of thickener modelling was significantly increased through the meetings and
discussions we had.

Acknowledgements
viii
This research was conducted as part of the AMIRA P266G: Improving Thickener
Technology project. I would like to acknowledge the industry sponsors of this project. I
would particularly like to thank all at CSIRO involved with this project especially Dr. Phillip
Fawell for his management of the project and his thorough and invaluable critique and
proofing of every project report and presentation.
As with all research funding is required, hence I would like to acknowledge the Australian
Postgraduate Award (APA) for my PhD scholarship and the AMIRA P266G project for
additional funding and support from the Particulate Fluids Processing Centre (PFPC), a
Special Research Centre of the Australian Research Council (ARC).
To everyone within the office over the years; Sam Skinner, Tiara Kusuma, Emma Brisson,
Eric Hoefgen, Sui So, Dr. Catherine Sutton, Hui-En Teo, Dr. Rudolf Spehar, Edward Ross,
Dr. Erin Spiden, thankyou for creating a vibrant, enthusiastic working environment.
Overcoming the commute and getting myself into the office every day was made easier,
knowing I would be walking into a friendly, supportive office.
I would like to thank my parents, without your support, hard work and discipline over the
years; I wouldn’t be the person I am today. Not only did you provide me with the
opportunities that I have in life, but you always supported and loved me. Your hard working
attitudes have encouraged me through my educational journey. A special gratitude goes to
Dad, you motivated me to pursue engineering as you did, and I have always looked up to you
as a role model and an inspiration. To my siblings, Angus, Madeline and Phoebe, we have all
grown to be different, free-spirited thinkers, however your support and interest in what I was
doing never wavered.
Lastly, I would like to thank my beautiful wife, Kylie, for your practical and emotional
support as well as your love as I travelled across my PhD journey. Thank you for tolerating
and supporting me as I went through the ups and downs that is a PhD rollercoaster. You
always cheered me up whenever I was upset with how my research was going, and you also
always managed to bring me back to earth when I thought everything was going perfectly. I
am amazed at your patience, and unrelenting love for me. Kylie, for your continuous support
throughout this adventure, and for all adventures to come, I dedicate this thesis to you.

ix
KEYWORDS
aggregate densification, aggregate restructuring, batch settling modelling, batch settling tests,
compressive yield stress, dewaterability characterisation, dynamic densification, flocculated
suspension, gravity thickening, hindered settling function, permeability enhancement,
thickener modelling

x

xi
TABLE OF CONTENTS
Abstract i
Declaration v
Acknowledgements vii
Keywords ix
Table of Contents xi
Publications xxi
List of Figures xxiii
List of Tables xli
Nomenclature xliii
Chapter 1. Thesis Overview 1
1.1 Background 1
1.2 Gravity Thickening 4
1.3 Raking and Shear Forces 6
1.4 Motivation for this Work 7
1.5 Research Objective 8
1.6 Thesis Outline 9
TableofContents
xii
Chapter 2. Theory 11
2.1 Dewatering Mechanics 12
2.1.1 Sedimentation 13
2.1.2 Consolidation 16
2.2 Modern Dewatering Theory 17
2.3 Shear Rheology 21
2.3.1 Shear rheology characterisation 22
2.3.2 Shear rheology models 22
2.4 Dewatering Material Properties 23
2.4.1 Gel point 23
2.4.2 Compressibility 23
2.4.3 Permeability 25
2.4.4 Solids flux 28
2.4.5 Solids diffusivity 29
2.5 Dewatering Material Properties: Characterisation 30
2.5.1 Batch settling 30
2.5.2 Centrifugation 34
2.5.3 Pressure filtration 34
2.6 Aggregation 37
2.6.1 Colloidal forces 38

TableofContents
xiii
2.6.2 Aggregation mechanisms 45
2.6.3 Aggregate formation and structure 47
2.7 Aggregate Densification 48
2.7.1 Experimental observations of aggregate densification 50
2.7.2 Aggregate parameters 52
2.7.3 Material properties: Incorporating densification 54
2.7.4 Modified Kynch method: Predicting settling curves with aggregate densification
58
2.7.5 Aggregate densification characterisation 61
2.8 Modelling of Transient Batch Settling 62
2.8.1 Finite discretisation 63
2.8.2 Implicit scheme 66
2.8.3 Accounting for aggregate densification 68
2.9 Thickener Modelling 69
2.9.1 1D steady state thickener modelling 70
2.9.2 Sedimentation theory 71
2.9.3 Consolidation theory 76
2.9.4 Solids residence time 78
2.9.5 Entropy condition 79

TableofContents
xiv
Chapter 3. Thickener Modelling 81
3.1 Background Theory 81
3.2 Model Assumptions and limitations 82
3.3 Model Inputs 84
3.3.1 Material properties 84
3.3.2 Operating conditions 86
3.3.3 Solids flux boundaries 86
3.4 Sedimentation Theory 88
3.4.1 Thickener sedimentation limited solids flux, qs 88
3.4.2 Solids concentration profile, φ(z) 89
3.4.3 Feed concentration limitations 89
3.4.4 Solids residence time 91
3.4.5 Overall sedimentation flux 91
3.5 Un-networked and Networked Bed 92
3.6 Compression Theory 93
3.7 Model Algorithm 96
3.7.1 Core algorithm 96
3.7.2 Standard steady state thickener algorithm 100
3.7.3 Sedimentation limited solids flux algorithm 101
3.7.4 Dilute zone algorithm 102

TableofContents
xv
3.7.5 Permeability zone algorithm 102
3.7.6 Compressibility algorithm 103
3.7.7 Alternative networked bed method 104
3.8 Outputs: Model Thickener Performance Prediction 104
3.8.1 Alternative algorithm for networked bed 107
3.8.2 Mode 1: Permeability and q0 limited 108
3.8.3 Mode 2: Permeability, q0 and tres limited 110
3.8.4 Mode 3: Permeability limited 113
3.8.5 Mode 4: Networked permeability and compression limited 114
3.8.6 Mode 5: Compression limited 115
3.8.7 Solids residence time 117
3.9 Impact of Process Variables 120
3.9.1 Suspension bed height 121
3.9.2 Feed concentration 123
3.9.3 Rate of aggregate densification 127
3.9.4 Shear during sedimentation 129
3.9.5 Feed densification state 132
3.10 Conclusions 134

TableofContents
xvi
Chapter 4. Raked Batch Settling 137
4.1 Experimental Outline 138
4.1.1 Material preparation 138
4.1.2 Experimental apparatus 139
4.1.3 Shear distributions within the raking rig 141
4.1.4 Experimental conditions 144
4.2 Confirmation of Aggregate Densification 146
4.2.1 Experimental procedure 146
4.2.2 Results 148
4.2.3 Discussion and conclusions 148
4.3 Stationary Rake 149
4.3.1 Analysis 150
4.3.2 Results 150
4.4 Experimental Consistency 155
4.4.1 Analysis 155
4.4.2 Results 155
4.5 Standard Raked Settling 158
4.5.1 Expected trends 158
4.5.2 Analysis 160
4.5.3 Experimental procedure 160

TableofContents
xvii
4.5.4 Results: Base conditions 161
4.5.5 Results: Rake rotation rate 166
4.5.6 Results: Initial height 172
4.5.7 Results: Flocculant dosage 179
4.6 Shear during Sedimentation 182
4.6.1 Expected trends 182
4.6.2 Analysis 183
4.6.3 Experimental procedure 184
4.6.4 Results 185
4.7 Shear during Consolidation 187
4.7.1 Expected trend 188
4.7.2 Analysis 188
4.7.3 Experimental procedure 189
4.7.4 Results: Base conditions 190
4.7.5 Results: Rake rotation rate 194
4.7.6 Results: Initial height 198
4.8 Overall Discussion and Conclusions 201
4.8.1 Raking zones 201

TableofContents
xviii
Chapter 5. Full Scale Prediction from Lab Scale Characterisation 205
5.1 Material Characterisation 206
5.1.1 Compressibility 206
5.1.2 Permeability 207
5.1.3 equationequationShear rheology 208
5.2 Aggregate Densification Parameters 210
5.2.1 Extent of aggregate densification 210
5.2.2 Shear during sedimentation 210
5.2.3 Shear during consolidation 226
5.3 Summarised Thickener Model Inputs 227
5.3.1 Operational conditions 227
5.3.2 Material properties 227
5.4 Results: Solids Flux vs. Underflow Solids Concentration 227
5.5 Conclusion 231
Chapter 6. Model Applications 233
6.1 Changes in Material Properties 233
6.1.1 Flocculation 234
6.1.2 Feed densification state 235
6.1.3 Stimuli responsive polymers 238

TableofContents
xix
6.1.4 Aggregate densification 239
6.1.5 Aggregate breakage 240
6.2 Shear during Sedimentation 240
6.2.1 Mechanical shear during sedimentation 240
6.3 Shear during Compression 241
6.3.1 Solids concentration effect on densification parameters 242
6.3.2 Channelling 246
6.3.3 True effect of bed height 246
6.3.4 Underflow limitations: Rake torque 247
6.4 Process Optimisation 257
6.4.1 Feed concentration 258
6.4.2 Flocculant type and flocculation conditions 260
6.4.3 Bed height 261
6.4.4 Feed particle size 262
6.4.5 Solids residence time 263
6.4.6 Rate of aggregate densification 263
Chapter 7. Conclusions 267
7.1 Conclusions and Major Outcomes 268
7.1.1 Incorporation of dynamic densification into thickener models 268
TableofContents
xx
7.1.2 Impact of process variables on thickener performance 269
7.1.3 Effect of shear rate on densification parameters 269
7.1.4 Effect of network stress on densification parameters 270
7.1.5 Effect of shear zone 271
7.1.6 Method for full scale prediction from lab scale tests 271
7.1.7 Densification due to sedimentation 271
7.1.8 Rake torque estimates 272
7.2 Further Work and Future Directions 272
7.2.1 Aggregate densification parameter dependencies 273
7.2.2 Model short comings 273
7.2.3 Actual thickener performance 274
7.2.4 Flocculant dose 274
7.2.5 Dimensionless analysis 274
7.3 Overview 275
References 277

xxi
PUBLICATIONS
A. H. Crust, P. J. Scales, S. P. Usher (2015). Shear induced densification of flocculated
aggregates – characterising the effects on rheology. APCChE 2015 Congress incorporating
Chemeca 2015. Melbourne, Australia.
P. J. Scales, S. P. Usher, A. H. Crust (2015). Thickener modelling - from laboratory
experiments to full-scale prediction of what comes out the bottom and how fast. Paste 2015:
Proceedings of the 18th International Seminar on Paste and Thickened Tailings. Cairns,
Australia, Australian Centre for Geomechanics.
P. Grassia, Y. Zhang, A. D. Martin, S. P. Usher, A. H. Crust and R. Spehar (2014). Effects of
Aggregate Densification upon Thickening of Kynchian Suspensions. Chemical Engineering
Science. 111: 56-72

xxii

xxiii
LIST OF FIGURES
Figure1.1: Schematicofatypicalgravitythickener.............................................................5
Figure1.2: Schematic of the proposed effect of shear on aggregates. (Usher et al. 2009)..7
Figure2.1: SettlingofflocculatedsuspensionfromCoeandClevenger(1916)showingthe
differentzonesinthickening.(A)clearliquidzone,(B)Initialconcentrationzone,(C)
transitionzone,(D)consolidationzone..........................................................................18
Figure2.2: Typicalcompressiveyieldstress,Py(φ),asafunctionofsolidsvolumefraction,
φ.(A)Linearcoordinatesand(B)Semi-logarithmiccoordinates(AdaptedfromUsher
(2002)). ..........................................................................................................................25
Figure2.3: Typicalhinderedsettlingfunctionplot,R(φ),asafunctionofsolidsvolume
concentration,φ.(A)Linearcoordinatesand(B)Semi-logarithmiccoordinates.
(AdaptedfromUsher(2002))..........................................................................................28
Figure2.4: Typicalsolidsfluxvs.solidsconcentrationforaflocculatedmineralslurry.
Graphproducedusingadensitydifference,Δρ=2200kgm-3,andequation2.34to
describethehinderedsettlingfunctionwithparametersvalues,ra=5x1012,rg=-0.05,rn
=5andrb=0...................................................................................................................29
Figure2.5: Pressurefiltrationrigfordeterminationofmaterialpropertiesathighsolid
concentrations(Usheretal.(2001))...............................................................................36
Figure2.6: Theelectricaldoublelayereffectonanegativelychargedparticle(A)ionic
distributionand(B)electricalsurfacepotentialasafunctionofdistancefromthe
particlesurface(AdaptationfromGreen(1997))...........................................................41
Figure2.7: Netinterparticleforce(FT)asafunctionofparticleseparation(H)(Adapted
fromThomasetal.(1999))..............................................................................................44

ListofFigures
xxiv
Figure2.8: (a)Netinter-particleforce(FT)vsseparationdistance(H)astheelectrical
doubleandnetattractiveforcesaredepleted.(Adaptedfrom(Lim2011))(b)Particle
chargesandassociatedinteractionwithotherparticlesfordifferentmagnitudesofnet
attractiveforce................................................................................................................45
Figure2.9: Aggregationofparticlesduetobridgingflocculationwithhighmolecular
weightpolymers..............................................................................................................46
Figure2.10: (Left)Scaledaggregatediametervs.time.(AdaptedfromvanDeventeret
al.(2011))(Right)Changeinaggregatediametervs.time.(Dagg∞=0.9andA=0.01s-1).
.......................................................................................................................54
Figure2.11: Typicalcompressiveyieldstresscurves,Py(φ,Dagg),atvariousextentsof
aggregatedensification.(Dagg=1,0.95,0.90,0.85)(Usheretal.2009).......................56
Figure2.12: (A)Variationinsettlingvelocitieswithsolidsvolumefractionwhereu1isthe
flowaroundtheaggregatesandu2istheflowthroughtheaggregates.Examplegivenis
forDagg=1(Usheretal.2009).(B)Typicalhinderedsettlingfunctionvs.solidsvolume
fractionatdifferentextentsofaggregatedensification(Usheretal.2009)..................58
Figure2.13: Scaledaggregatediameterasafunctionoftime,Dagg(t),asdescribedby
equation2.106usingparameters:A=0.01s-1,Dagg,∞=0.9,tstart=100sandtstop=300s.
.......................................................................................................................69
Figure2.14: Steadystatethickenerperformancepredictionsofsolidsflux,q,vs.
underflowsolidsconcentration,φu,forarangeofextentsofaggregatedensificationand
abedheightof1m.(UsherandScales2005,Usheretal.2009)...................................71

ListofFigures
xxv
Figure2.15: Solidsflux,q(ms-1)calculatedviamaterialbalance(equation2.108)ata
rangeofsolidsconcentration,φ(v/v),forapermeability-limitedthickenerwithout
densification.Typicalmineralsuspensionmaterialpropertiesandanoperating
underflowconcentration,φu,of0.1v/vwereused.Thelocalminima,q=3.5x10-5ms-1,
providesthemaximumoperatingsolidsflux,qop.Atqop,twopotentialsolids
concentrationsarepossible,φ1andφ2,whichrepresentthesolidsconcentrationprofile.
.......................................................................................................................73
Figure2.16: Examplesolidsconcentrationprofile,z(φ),forapermeabilitylimited
thickenerwithoutdensificationoperatingatanunderflowsolidsconcentrationand
solidsfluxofφu=0.1v/vandqop=3.5x10-5ms-1.Afeedandbedheightof5and1m
wereused.Solidsconcentrations,φ1andφ2,weredeterminedviaequation2.108
(illustratedinFigure2.15)...............................................................................................74
Figure2.17: Examplesolidsflux,q(ms-1)vs.solidsconcentration,φ(v/v),foragiven
underflowsolidsconcentration,φu(v/v)atvaryingextentsofdensification.Solving
equation2.81resultsinoperatingfluxesof3.8x10-5,5.6x10-5and9x10-5ms-1forDagg=
1,0.95and0.90respectively(shownbyhorizontaldashedlines).Notethatthisresult
assumestimeindependentmaterialproperties.............................................................75
Figure2.18: Exampleofasolidsconcentrationprofile,z(φ),forathickeneroperated
withinpermeabilitylimitationsatarangeofdensificationextents.Forthisexamplea
feedandbedheightof5and1mwereusedalongwithanunderflowconcentrationof
0.1v/v.Notethateachsolidsconcentrationprofileisatadifferentoperatingfluxand
thatthisresultassumestimeindependentmaterialproperties....................................76

ListofFigures
xxvi
Figure3.1: Undensified(Dagg=1)andfullydensified(Dagg=Dagg,∞=0.8)hinderedsettling
function,R(φ,t),andcompressiveyieldstressfunction,Py(φ,t),usedinthemodelcase
studytopredictthickenerthroughput,q,asafunctionofunderflowsolids
concentrations,φu.Thehinderedsettlingfunctionisgovernedbyequations2.34and
2.73withparametervaluesra=5x1012,rg=-0.05andrn=5.Thecompressiveyield
stressfunctionalformisgovernedbyequations2.24,2.64and2.66withparameter
valuesa0=0.9,b=0.002andk0=11..............................................................................85
Figure3.2: Undensified(Dagg=1)andfullydensified(Dagg=Dagg,∞=0.8)solidsflux,f(φ,t)
vs.solidsconcentration,φ,wheref(φ,t)=φ.u(φ,t)..........................................................86
Figure3.3: Steadystatethickenerperformancepredictionsintermsofsolidsflux,q,
versusunderflowsolidsvolumefraction,φu,fornodensification,Dagg=1,andfull
densification,Dagg=Dagg,∞=0.8.....................................................................................87
Figure3.4: Sedimentationlimitedsolidsfluxboundariesaccordingtothefeedlimited
solidsflux,q0,andsteadystatethickenerperformancepredictionsintermsofsolids
flux,q,versusunderflowsolidsvolumefraction,φu,fornodensification,Dagg=1,and
fulldensification,Dagg=Dagg,∞=0.8...............................................................................90
Figure3.5: Profileofsolidsconcentrationφandsolidsgelpointφgvs.heightzforthecase
ofsedimentationlimitedsettlingwhere(left)q=0.29tonnesm-2hr-1,φu=0.18v/v,A(z
>hb)=0,A(z≤hb)=10-4s-1andDagg∞=0.8 (right)q=0.29tonnesm-2hr-1,φu=0.30v/v,
A(z>hb)=0,A(z≤hb)=10-4s-1andDagg∞=0.8.Thehorizontaldashedlinesindicatethe
(uniform)bedandnetworkedheights,hb(2m)andhn(0and0.89m)..........................93
Figure3.6: Profileofsolidsconcentrationφandsolidsgelpointφgvs.heightzforthecase
ofcompressionlimitedsettlingwhere(left)q=0.17tonnesm-2hr-1,φu=0.30v/v,A(z>
hb)=0,A(z≤hb)=10-3s-1andDagg∞=0.8(right)q=0.07tonnesm-2hr-1,φu=0.32v/v,
A(z>hb)=0,A(z≤hb)=10-3s-1andDagg∞=0.8.Thehorizontaldashedlinesindicatethe
(un-networked)bedandnetworkedbedheights,hb(2m)andhn(0and1.85m).........96

ListofFigures
xxvii
Figure3.7: Blockflowdiagramofcorealgorithmusedtopredictsteadystatethickener
performanceintermsofsolidsfluxvs.underflowsolidsconcentrationaswellassolids
concentrationprofiles.....................................................................................................99
Figure3.8: Steadystate(straightwalled)thickenermodelpredictionofthesolidsfluxasa
functionofunderflowsolidsvolumefractionforA(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=
0.8,φ0=0.05v/v,hf=5mandhb=2m.Upperandlowersolidsfluxpredictions(Dagg=
1andDagg=Dagg,∞)arealsoshown...............................................................................106
Figure3.9: Steadystate(straightwalled)thickenermodelpredictionofthesolidsfluxasa
functionofunderflowsolidsvolumefractionforA(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=
0.8,φ0=0.05v/v,hf=5mandhb=2m.Thickenerpredictionshavebeenperformed
usingtwoalgorithms,onemorecomputationallydemandingthantheother.Upperand
lowersolidsfluxpredictions(Dagg=1andDagg=Dagg,∞)arealsoshown....................108
Figure3.10: Solidsflux,q(tonneshour-1m-2),vs.solidsconcentration,φ(v/v),and
correspondingsolidconcentrationprofile,φ(z)foranunderflowsolidsconcentrationof
0.06v/v,operatingunderfeedfluxlimitations.Aggregatedensificationparametersof
Dagg,∞=0.8,A(z>hb)=0andA(z≤hb)=10-4s-1..........................................................109
Figure3.11: Theprofileoftheheightinthethickenervs.thesolidsvolumefraction–for
comparatively‘small’underflowsolidsconcentrations,φu=0.06,0.07and0.08v/v,in
whichthethickenerisoperatedunderfeedfluxlimitationsandnobedisachievable.
AggregatedensificationparametersofDagg,∞=0.8,A(z>hb)=0andA(z≤hb)=10-4s-1...
.....................................................................................................................110
Figure3.12: Solidsflux,q(tonneshour-1m-2),vs.solidsconcentration,φ(v/v),and
correspondingsolidconcentrationprofiles,φ(z)foranunderflowsolidsconcentrationof
0.10v/v,operatingunderfeedflux,q0,andsolidresidencetime,tres,limitations.
AggregatedensificationparametersofDagg,∞=0.8,A(z>hb)=0andA(z≤hb)=10-4s-1...
.....................................................................................................................111

ListofFigures
xxviii
Figure3.13: Theprofileoftheheightinthethickenervs.thesolidsvolumefraction–for
comparatively‘small’underflowsolidsconcentrations,φu=0.10,0.12,0.14and0.16
v/v,inwhichthethickenerisoperatedunderfeedfluxandsolidresidencetime
limitations.Thespecifiedbedheightisunobtainableandsmallerbedsareachieved.
AggregatedensificationparametersofDagg,∞=0.8,A(z>hb)=0andA(z≤hb)=10-4s-1...
.....................................................................................................................112
Figure3.14: Solidsflux,q(tonneshour-1m-2),vs.solidsconcentration,φ(v/v),and
correspondingsolidconcentrationprofile,φ(z)foranunderflowsolidsconcentrationof
0.18v/v,operatingunderpermeabilitylimitations.Aggregatedensificationparameters
ofDagg,∞=0.8,A(z>hb)=0andA(z≤hb)=10-4s-1.......................................................113
Figure3.15: Theprofileoftheheightinthethickenervs.thesolidsvolumefraction–for
comparatively‘intermediate’underflowsolidsconcentrations,φu=0.17,0.18,0.19and
0.20v/v,inwhichthethickenerisoperatedunderpermeabilitylimitations.Aggregate
densificationparametersofDagg,∞=0.8,A(z>hb)=0andA(z≤hb)=10-4s-1.............114
Figure3.16: Theprofileoftheheightinthethickenervs.thesolidsvolumefraction–for
comparatively‘intermediatetohigh’underflowsolidsconcentrations,φu=0.20,0.25
and0.30v/v,inwhichthesuspensionbedisoperatedunderbothpermeabilityand
compressibilitylimitations.AggregatedensificationparametersofDagg,∞=0.8,A(z>hb)
=0andA(z≤hb)=10-4s-1..............................................................................................115
Figure3.17: Theprofileoftheheightinthethickenervs.thesolidsvolumefraction–for
comparatively‘high’underflowsolidsconcentrations,φu=0.31v/v,inwhichthe
thickenerisoperatedundercompressibilitylimitations.Aggregatedensification
parametersofDagg,∞=0.8,A(z>hb)=0andA(z≤hb)=10-4s-1....................................116

ListofFigures
xxix
Figure3.18: Solidsresidencetime,tres(hr),vs.underflowsolidsconcentration,φu(v/v),for
hf=5m,hb=2m,A(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=0.8andφ0=0.05aswellas
thepredictedsolidsresidencetimefortimein-dependentmaterialpropertieswithDagg
=1andDagg=Dagg,∞=0.8.Thedashedlinerepresentsthedilutezonewithbedheight<
hb,theopensquaresaresedimentationlimitedandclosedsquaresarecompression
limitedsolutionpoints..................................................................................................118
Figure3.19: Overallsolidsresidencetime,tres(hr),vs.underflowsolidsconcentration,φu
(v/v),forhf=5m,hb=2m,A(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=0.8andφ0=0.05as
wellasthepredictedsolidsresidencetimeineachzoneofthethickener..................120
Figure3.20: Steadystate(straightwalled)thickenermodelpredictionofthesolidsfluxas
afunctionofunderflowsolidsvolumefractionfordifferentbedheights,hb=1,2and4
m.AggregatedensificationandthickeneroperationparametersofA(z>hb)=0,A(z≤
hb)=10-4s-1,Dagg,∞=0.8andφ0=0.05v/vwereused.Upperandlowersolidsflux
predictions(Dagg=1andDagg=Dagg,∞)arealsoshown................................................122
Figure3.21: Solidsresidencetime,tres(hr),vs.underflowsolidsconcentration,φu(v/v),for
hb=1,2and4m,A(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=0.8andφ0=0.05v/v........123
Figure3.22: Steadystate(straightwalled)thickenermodelpredictionofthesolidsfluxas
afunctionofunderflowsolidsvolumefractionfordifferentfeedconcentrations,φ0=
0.005,0.02,0.05and0.08v/v.Aggregatedensificationandthickeneroperation
parametersofA(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=0.8,hf=5mandhb=2mwere
used.Upperandlowersolidsfluxpredictions(Dagg=1andDagg=Dagg,∞)arealso
shown. .....................................................................................................................125
Figure3.23: Steadystate(straightwalled)thickenermodelpredictionofthesolidsfluxas
afunctionofunderflowsolidsvolumefractionfordifferentfeedconcentrations,φ0=
0.005,0.02,0.05and0.08v/v.Aggregatedensificationandthickeneroperation
parametersofA(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=0.8,hf=5mandhb=2mwere
used.Upperandlowersolidsfluxpredictions(Dagg=1andDagg=Dagg,∞)arealso
shown. .....................................................................................................................126

ListofFigures
xxx
Figure3.24: Solidsresidencetime,tres(hr),vs.underflowsolidsconcentration,φu(v/v),for
hb=2m,A(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=0.8andφ0=0.005,0.02,0.05and
0.08v/v. .....................................................................................................................127
Figure3.25: Steadystate(straightwalled)thickenermodelpredictionofthesolidsfluxas
afunctionofunderflowsolidsvolumefractionforratesofaggregatedensification,A(z≤
hb)=10-5,10-4,10-3-1.Aggregatedensificationandthickeneroperationparametersof
Dagg,∞=0.8,A(z>hb)=0,hf=5m,hb=2mandφ0=0.05v/vwereused.Upperand
lowersolidsfluxpredictions(Dagg=1andDagg=Dagg,∞)arealsoshown.....................128
Figure3.26: Solidsresidencetime,tres(hr),vs.underflowsolidsconcentration,φu(v/v),for
hb=2m,A(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=0.8andφ0=0.005,0.02,0.05and0.08
v/v.Dashedlinesrepresentfeedfluxlimitedscenarios,un-filledsquaresare
sedimentationlimited,andfilledsquaresarecompressionlimited.............................129
Figure3.27: Performanceenhancementfactor,PE,vs.underflowsolidsvolumefraction,
φu,forsteadystate(straightwalled)thickenermodelpredictionsquantifyingtheeffect
ofdensificationwithinthedilutezoneofthethickener...............................................131
Figure3.28: Steadystate(straightwalled)thickenermodelpredictionofthesolidsfluxas
afunctionofunderflowsolidsvolumefractionforarepresentativemineralslurryfor
differentfeeddensificationstates,Dagg,0=1and0.95.Aggregatedensificationand
thickeneroperationparametersofA(z>hb)=0,A(z≤hb)=10-4s-1,Dagg,∞=0.8,hf=5,hb
=5andφ0=0.05v/vwereused....................................................................................133
Figure3.29: Steadystate(straightwalled)thickenermodelpredictionofthesolids
residencetimeasafunctionofunderflowsolidsvolumefractionforarepresentative
mineralslurryfordifferentfeeddensificationstates,Dagg,0=1and0.95.Aggregate
densificationandthickeneroperationparametersofA(z>hb)=0,A(z≤hb)=10-4s-1,
Dagg,∞=0.8,hf=5,hb=5andφ0=0.05v/vwereused.................................................134

ListofFigures
xxxi
Figure4.1: (a)Variableheightcylinderswithdetachablesegments.(b)Cylindersegment
joints.(c)Rakingrigusedforshearedbatchsettlingexperiments.(d)Rakesusedto
impartshearontosettlingsuspension(vanDeventer,Usheretal.2011)....................140
Figure4.2: Chainandgearsystemusedwithintherakedbatchsettlingrigtoimpart
differentshearratestotheaggregatedsuspensions...................................................141
Figure4.3: ShearrheologiesofmaterialsusedwithinCFDsimulationstodeterminethe
relationbetweenshearrateandrakerotationratewithintherakedbatchsettling
apparatus.MaterialrheologyprofilesareapproximatedtoaHerschel-Bulkleyfluid
(DataobtainedfromSpehar(2014)).............................................................................142
Figure4.4: Averagemaximumshearrateasafunctionofrakerotationrateintheraked
batchsettlingrig(DataobtainedfromSpehar(2014)).................................................143
Figure4.5. ProjecteddiametersfoundusingPVMprobeforOmyacarb2(0.03v/v),
Omyacarb10(0.03v/v)andkaolin(0.025v/v,10-3MKNO3,pH8).Flocculation
performedinapipereactorat40gt-1usingAN934SH.Rakingwasperformedfor1hour
atω=0.85rpm.Dotsindicateoutlierswithinthedata...............................................148
Figure4.6: Transientinterfacesettlingheightforthesettlingofflocculated(40gt-1
AN934SH)calcite(Omyacarb2,φ0=0.03v/v)withandwithoutastationaryrake......151
Figure4.7: CompressiveYieldStress,Py(φ)asafunctionofsolidsconcentration,φ,for
flocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)determinedvia
batchsettlingtestswithandwithoutastationaryrakepresent..................................152
Figure4.8: Hinderedsettling,R(φ)asafunctionofsolidsconcentration,φ,forflocculated
(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)determinedviabatchsettling
tests,withandwithoutastationaryrakepresent........................................................153
Figure4.9: Hinderedsettlingfunction,R(φ)asafunctionofsolidsvolumefractionfora
rangeofun-shearedbatchsettlingtestsofflocculated(AN934SHat40gt-1)calcite
(Omyacarb2,φ0=0.03v/v)withaninitialheightof0.3m..........................................156

ListofFigures
xxxii
Figure4.10: Compressiveyieldstress,Py(φ),asafunctionofsolidsvolumefractionfora
rangeofun-shearedbatchsettlingtestsofflocculated(AN934SHat40gt-1)calcite
(Omyacarb2,φ0=0.03v/v)withaninitialheightof0.3m..........................................157
Figure4.11: Sedimentinterfaceheight,h(t)forsheared(ω=0.21rpm)andun-sheared
batchsettlingtestsofflocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03
v/v)withaninitialheightof0.3m...............................................................................162
Figure4.12: Compressiveyieldstress,Py(φ)asafunctionofsolidsvolumefractionforun-
densified(Dagg=1)anddensified(Dagg=Dagg,∞=0.88)batchsettlingtestsofflocculated
(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)withaninitialheightof0.3m...
.....................................................................................................................163
Figure4.13: Hinderedsettlingfunction,R(φ)asafunctionofsolidsvolumefractionforun-
densified(Dagg=1)anddensified(Dagg=Dagg,∞=0.88)batchsettlingtestsofflocculated
(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)withaninitialheightof0.3m...
.....................................................................................................................164
Figure4.14: Meanproportionalerrorintimeversusthedensificationrateparameter,A,
calculatedfortheoptimisationofthepredictedinterfaceheightagainstexperimental
dataforthesheared(ω=0.21rpm)settlingofflocculated(40gt-1AN934SH)calcite
(Omyacarb2,φ00.03v/v).............................................................................................165
Figure4.15: Predictedsedimentinterfaceheight,h(t),curvefitincorporatingaggregate
densificationusingtheoptimumvalueofA(0.00135s-1).Predictedandexperimental
datarepresentsbatchsettlingtestsofflocculated(AN934SHat40gt-1)calcite
(Omyacarb2,φ0=0.03v/v)withaninitialheightof0.3m..........................................166
Figure4.16: Normalisedsedimentinterfaceheight,H(t)forbatchsettlingtestsof
flocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)withaninitial
heightof0.3mandshearedatrotationrates,ω,of0,0.21,2.09,4.2and8.63rpm.
Dataatotherrotationrateswereomittedforclarity...................................................167

ListofFigures
xxxiii
Figure4.17: Extentofaggregatedensificationasafunctionofrotationrate,ω,for
flocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)withaninitial
settlingheightof0.3m.Theresultsarecombinedfromthreesetsofdata................168
Figure4.18: Aggregatedensificationrateparameter,A,(s-1),asafunctionofrake
rotationrate,ω,forflocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)
withaninitialsettlingheightof0.3m.Thedatawasextractedusingthemodified
Kynchmethodtooptimisepredictedsettlingcurves(vanDeventeretal.(2011))......170
Figure4.19: Sedimentinterfaceheight,h(t)forun-shearedbatchsettlingtestsof
flocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)withinitialheights
of0.26,0.6,0.9and1.2m............................................................................................174
Figure4.20: Hinderedsettlingfunction,R(φ),asafunctionofsolidsconcentration,φ(v/v),
forthesettlingofflocculated(40gt-1AN935SH)calcite(Omyacarb2atφ0=0.03v/v)at
variousinitialsettlingheights.Solidsconcentrationrangehasbeenrestrictedbetween
φ0=0.03v/vandthefanlimitsolidsconcentration,φfl=0.13v/v...............................175
Figure4.21: Compressiveyieldstress,Py(φ),asafunctionofsolidsconcentration,φ(v/v),
forthesettlingofflocculated(40gt-1AN935SH)calcite(Omyacarb2atφ0=0.03v/v)at
variousinitialsettlingheights.......................................................................................176
Figure4.22: Normalisedtransientinterfaceheight,H(t)forthesettlingforflocculated(40
gt-1)Omyacarb2(φ00.03v/v)un-shearedandsheared(ω = 0.21rpm)forinitialheights
of0.26and1.22m........................................................................................................178
Figure4.23: Normalisedtransientheight,H(t),forshearedandun-shearedsettlingtests
ofcalcite(Omyacarb2at0.03v/v)flocculatedwithAN934SHat0,40and80gt-1.The
shearedsettlingtestswererakedatarotationrateof0.2rpmuntildewatering
effectivelyceased(72hr)..............................................................................................180

ListofFigures
xxxiv
Figure4.24. TransientheightversustimeforrakedsettlingtestsofOmyacarb2at0.03
v/v,flocculatedwithAN934SHat40gt-1conductedatarotationrateof0.072rpmand
variousrakestoptimes,tstop=179,840and1300s.Filledsymbolsindicateraked
portionofthesettlingcurve.Initialheightsrangefrom0.25to0.28m......................186
Figure4.25: Sedimentinterfaceheight,H(t)forun-shearedandsheared(ω=0.21rpm)
batchsettlingtestsofflocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03
v/v)withaninitialheightof0.3m.Rakingwasperformedsolelywithinthenetworked
suspensionbycommencingrakingoncethemajorityofaggregateshadsettled(approx.
1hr) .....................................................................................................................191
Figure4.26: Compressiveyieldstress,Py(φ,Dagg)curvefitasafunctionofsolidsvolume
fractionforun-densified(Dagg=1)anddensified(Dagg=Dagg,∞=0.84)batchsettling
testsofflocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)withan
initialheightof0.3m....................................................................................................193
Figure4.27: Hinderedsettlingfunction,R(φ,Dagg)curvefitasafunctionofsolidsvolume
fractionforun-densified(Dagg=1)anddensified(Dagg=Dagg,∞=0.84)batchsettling
testsofflocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)withan
initialheightof0.3m....................................................................................................194
Figure4.28: Unshearedandsheared(ω=0.10,0.21and4.24rpm)batchsedimentation
dataforflocculatedOmyacarb2usingAN934SHat40gt-1.Rakingcommencedonce
themajorityofaggregateshadsettled(approx.1hr,T=1).........................................195
Figure4.29: Focusoftheunshearedandsheared(ω=0.10,0.21and4.24rpm)batch
sedimentationdataforflocculatedOmyacarb2usingAN934SHat40gt-1.Raking
commencedoncethemajorityofaggregateshadsettled(approx.1hr).....................196
Figure4.30: Finalscaledaggregatediameterasafunctionofrotationrateforsheared
settlingtestsofcalcite(Omyacarb2,φ0=0.03v/v)flocculatedwithAN934SHata
dosageof40gt-1.Shearwasperformedexclusivelyduringtheconsolidationregime.....
.....................................................................................................................198

ListofFigures
xxxv
Figure4.31: Averagebedsolidsconcentration,φf,aveforunshearedandnetworked
shearedsedimentationtestsofpolymerflocculatedOmyacarb2(40and80gt-1
AN934SH).Foraguidetoextentofdensification,linesofconstantDagg,∞areshown......
.....................................................................................................................199
Figure4.32: Finalscaledaggregateddiameter,Dagg,∞,forunshearedandnetworked
shearedsedimentationtestsofpolymerflocculatedOmyacarb2(40and80gt-1
AN934SH)......................................................................................................................200
Figure4.33: Scaledequilibriumaggregatediameterasafunctionofrakerotationrate,
Dagg,∞(ω),forvariousshearedsettlingexperimentsofflocculated(AN934SHat40gt-1)
calcite(Omyacarb2,φ0=0.03v/v)withaninitialsettlingheightof0.3m..................202
Figure4.34: Rateofdensification,A,(s-1),asafunctionofrakerotationratefor
flocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0=0.03v/v)withaninitial
settlingheightof0.3m.Thezoneinwhichshearwasimpartedishighlight.Additional
resultbyvanDeventer(2012)isalsoincluded.............................................................203
Figure5.1: Un-densifiedcompressiveyieldstressandhinderedsettlingfunctions,Py,0(φ)&
R0(φ),usedwithinthemodelcasestudy.Py,0(φ)andR0(φ)weredeterminedviafitting
equations2.24and2.34toexperimentaldataresultinginfittingparametervaluesofra
=6.37x1012,rg=-0.028,rn=4.14,a0=0.80,b=0.01,k0=5.52,φg,=0.188v/vandφcp,=
0.63v/v.........................................................................................................................208
Figure5.2: Herschel-Bulkleyparamters,K(φ)andn(φ)usedtodescribetheshearrheology
offlocculatedOmyacarb2.DatafromSpehar(2014)..................................................209
Figure5.3: Shearstress,τ,andviscosity,η,asafunctionofshearrate,γforflocculated
calcite(Omyacarb2)atvarioussolidsconcentrations,φ,givenbyequations2.21and
2.22.ShearrheologyhasbeenmodelledusingaHerschel-Bulkleyfitwithparameter’s,
K(φ)andn(φ)describedbyequation5.1and5.2.Anominalvalueof20hasbeenused
fortheratiobetweenthecompressiveandshearyieldstresses,α,forsolids
concentrationsof0.2and0.3v/v.................................................................................210

ListofFigures
xxxvi
Figure5.4: Flowregimedragcoefficientcorrectionfactor,χRep,asafunctionofparticle
ReynoldsnumbertoaccountforthedeviationinthedragcoefficientfromtheStokes
dragcoefficient.............................................................................................................216
Figure5.5: Ratioofperfectsliptonoslipdragcoefficients,χBC=CD,slip/CD,non-slip,asa
functionofsolidsvolumefraction,φ.Ratioscalculatedbasedondragcoefficientvalues
determinedbyDattaandDeo(2002)...........................................................................218
Figure5.6: (a)Shearstress,τ,asafunctionofrakerotationratedeterminedviaequation
5.21atsolidsconcentration,φ=φ0=0.03,φ=φfl=0.118andφ=φave=0.074v/v.(b)
Densificationrateparameter,A(s-1),asafunctionofrakerotationrate,ω,givenby
equation4.4anddeterminedfromshearedbatchsettlingtestsofflocculated(40gt-1
AN934SH)calcite(Omyacarb2,φ0=0.03v/v)..............................................................220
Figure5.7: Densificationrateparameter,A(s-1),asafunctionofshearstress,τ,basedon
CFDsimulationsandexperimentallyobservedtrends(equations5.21and4.4)..........221
Figure5.8: Particlesettlingvelocity,u,andReynoldsnumber,Rep,vs.solids
concentration,φ,foranundensified(Dagg=1)andfullydensified(Dagg=Dagg,∞=0.86)
calciteaggregate,ρsol=2710kgm-3anddagg,0=116µm,settlinginwater,ρliq=1000kg
m-3andη=0.001Pas...................................................................................................223
Figure5.9: (a)Aggregatedragcoefficient,CD,agg,asafunctionofsolidsvolumefraction
forthesedimentationofflocculatedcalcite(Omyacarb2,40gt-1AN934SH).Thedrag
coefficienthasbeencorrectedtoaccountforflowregimeandfullslipboundary
condition.(b)Averageandmaximumshearstress,τ0,onthesurfaceofanundensified
(Dagg=1)andfullydensified(Dagg=Dagg,∞=0.86)calciteaggregate,dagg,0=116µmand
ρsol=2710kgm-3,duetotheflowofwater,ρliq=1000kgm-3andη=0.001Pas,
aroundtheaggregate.Shearstresshasbeenadjustedtoaccountforflowregimeand
slipboundarycondition................................................................................................224

ListofFigures
xxxvii
Figure5.10: Densificationrateparameter,As(s-1),asafunctionofsolidsvolumefraction,
φ,duetotheflowoftheprocessliquoraroundanundensified(Dagg=1)andfully
densified(Dagg=Dagg,∞=0.86)flocculatedcalcite(Omyacab2)aggregate.As
determinedatφ0=0.03andφfl=0.118arealsoshown(dashedlines)toindicatedthe
maximum(φ0)andminimum(φfl)possiblevalues........................................................225
Figure5.11: Steadystate(straightwalled)thickenermodelpredictionofthesolidsfluxas
afunctionofunderflowsolidsvolumefractionforratesofaggregatedensificationAbed=
10-4s-1andAs=0and10-4s-1.Aggregatedensificationandthickeneroperation
parametersofDagg,∞=0.86,hf=5m,hb=2mandφ0=0.03v/vwereused.Upperand
lowersolidsfluxpredictions(Dagg=1andDagg=Dagg,∞)arealsoshown.Opensymbols
representpermeabilitylimited(PL)solutionswhilefilledsymbolsrepresent
compressibilitylimited(CL)solutions.Solidlinesindicatethemaximumorminimum
potentialsolutions........................................................................................................228
Figure5.12: Performanceenhancementfactor,PE,asafunctionofunderflowsolids
concentrationsduetotheincorporationofAs=10-4s-1...............................................229
Figure5.13: Steadystate(straightwalled)thickenermodelpredictionofthesolidsfluxas
afunctionofunderflowsolidsvolumefractionforratesofaggregatedensificationAbed=
10-4s-1andAs=10-4s-1.Aggregatedensificationandthickeneroperationparametersof
Dagg,∞=0.86,hb=1and2mandφ0=0.03v/vwereused.Upperandlowersolidsflux
predictions(Dagg=1andDagg=Dagg,∞)arealsoshown.Opensymbolsrepresent
permeabilitylimited(PL)solutionswhilefilledsymbolsrepresentcompressibilitylimited
(CL)solutions.Solidlinesindicatethemaximumorminimumpotentialsolutions.....230
Figure6.1: Effectoffeedaggregatediameter,Dagg,0,onunderflowsolidsconcentration,φu
(v/v),foroperationatvarioussolidsflux,q(tonneshr-1m-2).Resultsbasedonthickener
predictionsusingamodelmaterialwithhf=5m,hb=2m,φ0=0.05v/v,Dagg,∞=0.80,As
=0andAbed=10-4s-1.Anypointswithintheshadedregionareatareducedbedheight
(hb<2m)........................................................................................................................237

ListofFigures
xxxviii
Figure6.2: Effectoffeedaggregatediameter,Dagg,0,onsolidsflux,q(tonneshr-1m-2)for
operationatvariousunderflowsolidsconcentrations,φu(v/v).Resultsbasedon
thickenerpredictionsusingamodelmaterialwithhf=5m,hb=2m,φ0=0.05v/v,Dagg,∞
=0.80,As=0andAbed=10-4s-1.Anypointsabovethedashedlineareatareducedbed
height(hb<2)................................................................................................................238
Figure6.3: Rateofdensification,A,(s-1),asafunctionofshearrateforaflocculated
calcitesuspension(φ0=3vol%)flocculatedat40gt-1(AN934SH).ThevaluesforAwere
extractedmodifiedKynchmethod,involvingcurvefittingtovarioussettlingregions......
........................................................................................................................245
Figure6.4: Predictedsolidsconcentrationprofiles,φ(z),forarangeofunderflowsolids
concentrations,φu=0.2to0.32v/v.Predictionswereperformedforarepresentative
flocculatedmineralslurry(seeChapter3)withhf=5m,hb=2m,As=0s-1,Abed=10-4s-
1,φ0=0.05v/vandDagg,∞=0.80.Suddenchangesinthegradientresultfromthe
transitionfromsedimentationtocompressionlimitedsolution..................................250
Figure6.5: Predictedshearstressprofiles,τy(z),forarangeofunderflowsolids
concentrations,φu=0.2to0.32v/v.Predictionswereperformedforarepresentative
flocculatedmineralslurry(seeChapter3)withα=10,hf=5m,hb=2m,As=0s-1,Abed
=10-4s-1,φ0=0.05v/vandDagg,∞=0.80......................................................................252
Figure6.6: Estimatedtorque,Tq,asafunctionofunderflowsolidsconcentrationsfora
representativeflocculatedmineralslurry(characterisedinChapter3)calculatedvia
equation6.4.Arakeshapefactor,S0,andzeroshearyieldstresstorque,Tq,0,of0.695
m3and3.35Nmwereused.Aggregatedensificationandthickeneroperation
parametersof:hf=5m,hb=2m,hr=2m,As=0,Abed=10-4s-1,Dagg,∞=0.80,andφ0=
0.05v/v.Torqueestimatesbasedonundensifiedandfullydensifiedunderflowrheology
alsodepicted.................................................................................................................255

ListofFigures
xxxix
Figure6.7: Estimatedtorque,Tq,asafunctionofunderflowsolidsconcentrationsfora
representativeflocculatedmineralslurry(characterisedinChapter3)forvariousbed
heightscalculatedviaequation6.4.Arakeshapefactor,S0,andzeroshearyieldstress
torque,Tq,0,of0.695m3and3.35Nmwereused.Aggregatedensificationand
thickeneroperationparametersof:hf=5m,hb=1,2and4m,hr=2m,As=0,Abed=10-
4s-1,Dagg,∞=0.80,andφ0=0.05v/v.Torqueestimatesbasedonundensifiedandfully
densifiedunderflowrheologyalsodepicted.................................................................256
Figure6.8: Effectoffeedsolidsconcentration,φ0,onsolidsflux,q(tonneshr-1m-2),for
operationatvariousunderflowsolidsconcentrations,φu(v/v).Resultsbasedon
thickenerpredictionsusingamodelmaterialwithhf=5m,hb=2m,Dagg,∞=0.80,As=0
andAbed=10-4s-1.Anypointswithintheshadedregionareatareducedbedheight(hb
<2m). ........................................................................................................................260
Figure6.9: Effectofbedheight,hb(m),onsolidsflux,q(tonneshr-1m-2)foroperationat
variousunderflowsolidsconcentrations,φu(v/v).Resultsbasedonthickener
predictionsusingamodelmaterialwithhf=5m,φ0=0.05v/v,Dagg,∞=0.80,As=0and
Abed=10-4s-1.Withintheshadedregion,nosolutionexistsforthecorrespondingbed
heightandsolidsflux....................................................................................................262
Figure6.10: Effectofdensificationrateparameter,Abed(s-1),onunderflowsolids
concentration,φu(v/v),foroperationatvarioussolidsflux,q(tonneshr-1m-2).Results
basedonthickenerpredictionsusingamodelmaterialwithhf=5m,hb=2m,φ0=0.05
v/v,Dagg,∞=0.80andAs=0s-1.Anypointswithintheshadedregionareatareduced
bedheight(hb<2m)......................................................................................................264
Figure6.11: Effectofdensificationrateparameter,Abed(s-1),onsolidsflux,q(tonneshr-1
m-2)foroperationatvariousunderflowsolidsconcentrations,φu(v/v).Resultsbasedon
thickenerpredictionsusingamodelmaterialwithhf=5m,hb=2m,φ0=0.05v/v,Dagg,∞
=0.80andAs=0s-1.Anypointswithintheshadedregionareatareducedbedheight
(hb<2m). .....................................................................................................................265

ListofFigures
xl

xli
LIST OF TABLES
Table4-1: TestmatrixforPVMprobeexperimenttodeterminetherelationbetweenthe
macrochangeinmaterialdewateringpropertieswiththemicroscalechangein
aggregateshapeandsize..............................................................................................147
Table4-2: Operatingconditionsforthedeterminationoftheeffectofastationaryrakeon
batchsettling.................................................................................................................150
Table4-3: Comparisonofdewateringextentduetothepresenceofastationaryrake.154
Table4-4: Experimentalerrorrelatingtoreproducibilityandconsistencybetweenall
unshearedsettlingtestsconductedwithinthisthesis.%Errorcalculatedusingequation
4.3anddatapresentedinTable4-5.............................................................................154
Table4-5: Summaryofhinderedsettlingfunctionandcompressiveyieldstressvariations
betweenaseriesofun-shearedsettlingtestsperformed.Measuresofvariation
include;Py(φ)valuesat1Paand1kPa,finalaveragesolidsconcentration,φf,avesolids
gelpoint,φg,andR(φ)valuesattheinitialandtwicetheinitialsolidsconcentration..158
Table4-6: Operatingconditionsforaseriesofbatchsettlingtestsinvestigatingtheeffect
ofinitialsettlingheight,flocculantdose,rakerotationrateandrakestartandstop
timesonaggregatedensificationparameters..............................................................161
Table4-7: Equilibriumbedheightdataforun-shearedandsheared(0.21rpm)Omyacarb
2settlingdataflocculatedat40gt-1(AN934SH)withaninitialsettlingheightof0.3m...
.........................................................................................................................163
Table4-8. Extentofaggregatedensification,Dagg,∞,initialandfinalgelpoints,φg,o&φg,∞,
atvariousrotationrates,ω,forflocculated(AN934SHat40gt-1)calcite(Omyacarb2,φ0
=0.03v/v)withaninitialsettlingheightof0.3m.Rakingwasfor72hr.....................169
Table4-9: Materialpropertyanalysisfordifferentinitialsettlingheightsusingflocculated
(40gt-1AN935SH)calcite(Omyacarb2atφ0=0.03v/v)data.Measuresofvariation

ListofTables
xlii
include;Py(φ)valuesat1Paand1kPa,finalaveragesolidsconcentration,φf,ave,solids
gelpoint,φg,andR(φ)valuesattheinitialandtwicetheinitialsolidsconcentration..176
Table4-10. Finalscaledaggregatediameter,Dagg,∞,initialandfinalgelpoints,φg,0,φg,∞,
forflocculated(40gt-1)Omyacarb2(φ00.03v/v)un-shearedandsheared(ω=0.21
rpm)forinitialheightsof0.26and1.22m...................................................................178
Table4-11: Finalextentofaggregatedensification,Dagg,∞,initialandfinalgelpoints,φg0,
φg,∞,forOmyacarb2(φ00.03v/v),rakedat0.2rpmandflocculatedat0,40and80gt-1
ofsolids. ......................................................................................................................181
Table4-12: Operatingconditionsforbatchsettlingteststodetermineaggregate
densificationparametersduetoshearingexclusivelyduringsedimentation...............185
Table4-13. Finalextentofaggregatedensification,Dagg,∞,initialandfinalgelpoints,φg,0,
φg,∞,forflocculatedOmyacarb2using40gt-1ofsolidsAN934SH,rakedat0.072rpm
andvariousrakestoptime,tstop....................................................................................186
Table4-14: Operatingconditionsforbatchsettlingteststodetermineaggregate
densificationparametersduetoshearingexclusivelyduringconsolidation................190
Table4-15: Equilibriumbedheightdataforun-shearedandsheared(0.21rpm)Omyacarb
2settlingdataflocculatedat40gt-1(AN934SH).Rakingcommencedoncethemajority
ofaggregateshadsettled(approx.1hr)andcontinuedfor70hours.Resultsobtained
byvanDeventer(2012)(ω=1.6rpm)hasalsobeenincludedforcomparison...........192
Table4-16: Equilibriumbedheightdataforun-shearedandsheared(0.1,0.21,and4.24
rpm)Omyacarb2settlingdataflocculatedat40gt-1(AN934SH).Rakingcommenced
oncethemajorityofaggregateshadsettledandcontinueduntilsteadystatehadbeen
reached.Therakerotationratewas0.1,0.21,and4.24rpm......................................197
Table5-1: Summaryofsteadystatethickenermodelinputsforthepredictionofthickener
performanceusingflocculatecalciteasthesuspension...............................................227
Table6-1: Calculatedaverageshearstressandraketorque...........................................254

xliii
NOMENCLATURE
Latin Symbols
A (s-1) aggregate densification rate parameter
Abed (s-1) aggregate densification rate parameter within the suspension bed
Acrit (s-1) critical aggregate densification rate parameter
AD (m s-2) integral of the solids diffusivity
Aeffective (s-1) effective aggregate densification rate parameter
Afan (s-1) fan aggregate densification rate parameter
AH (J) Hamaker constant
Alatefan (s-1) late-fan aggregate densification rate parameter
Ap (m2) cross sectional area of particle
Aprefan (s-1) pre-fan aggregate densification rate parameter
Aproj (m2) projected area of particle
As (s-1) aggregate densification rate parameter during sedimentation
AT (m2) thickener cross sectional area
a0 (Pa) curve fitting parameter for Py
a1 (Pa) curve fitting parameter for Py,1
b (-) curve fitting parameter for Py
C (s-1) aggregate densification rate fitting parameter
CD (-) drag coefficient

Nomenclature
xliv
CD,agg (-) aggregate drag coefficient
CD,int (-) drag coefficient within the intermediate region
CD,Newton (-) drag coefficient within the Newton region
CD,non-slip (-) drag coefficient with a non-slip boundary condition
CD,slip (-) drag coefficient with a slip boundary condition
CD,Stokes (-) drag coefficient within the Stokes region
ci (m-3) concentration of the ith ion
D (m2 s-1) solids diffusivity
Dagg (-) scaled aggregate diameter
dagg (m) aggregate diameter
Dagg,0 (m) initial scaled aggregate diameter
dagg,0 (m) initial aggregate diameter
Dagg,∞ (-) equilibrium scaled aggregate diameter
dagg,∞ (m) equilibrium aggregate diameter
Dp (-) scaled particle diameter
dp (m) particle diameter
dt (m) thickener diameter
dproj (m) projected diameter
E (-) mean proportional error in optimisation of densification rate
parameter
Nomenclature
xlv
e (A s) electronic charge
FB (N) buoyancy force
FC (N) centrifugal force
FD (N) hydrodynamic drag force
FEDL (N) electrical double layer force
FG (N) gravitational force
FT (N) total force
FVDW (N) van der Waals force
f (m s-1) flux density function
fEO (m s-1) Engquist-Osher solids flux used in dewatering algorithms
g (m s-2) magnitude of gravitational acceleration
H (m)
(-)
particle separation distance
scaled settling height
h (m) suspension-liquid interface height
h0 (m) initial suspension-liquid interface height
hb (m) bed height
hc,0 (m) construction line initial height
hf (m) thickener feed height
hfl (m) fan limit height
Nomenclature
xlvi
hi (m) interface height
hn (m) networked bed height
hr (m) raking height
h* (m) initial fan zone settling height
I (m-3) ionic strength
J (-) total number of evenly distributed, discrete height elements
j (-) bed height element for dewatering algorithms which range from 1
to J
K (Pa sn) Herschel-Bulkley fitting parameter
k (m2) traditional Darcian permeability
k0 (-) curve fitting parameter for Py
k1 (-) curve fitting parameter for Py,1
kB (m2 kg s-2 K-1) Boltzmann constant
mp (kg) mass of a particle
n (-)
(-)
(-)
time increment used in dewatering algorithms
Herschel-Bulkley fitting parameter
number of data points in settling curve prediction
P, p (Pa) pressure
p0 (Pa) pressure on the surface
Py (Pa) compressive yield stress

Nomenclature
xlvii
Py,0 (Pa) undensified compressive yield stress function
Py,1 (Pa) densified compressive yield stress function
Pbase (Pa) solids network pressure at the base of the settling cylinder
q (m s-1) solids flux
q0 (m s-1) feed solids limiting flux
qfs (m s-1) free settling limited solids flux
qmin (m s-1) minimum solids flux
qmax (m s-1) maximum solids flux
qs (m s-1) sedimentation limited solids flux
qs,min (m s-1) minimum sedimentation limited solids flux
q s,max (m s-1) maximum sedimentation limited solids flux
R (Pa s m-2) hindered settling function
R0 (Pa s m-2) undensified hindered settling function
Rep (-) particle Reynolds number
r (-)
(-)
hindered settling factor
r-direction in spherical coordinates
ra (-) curve fitting parameter for R
ragg (m) aggregate radius
rb (-) curve fitting parameter for R

Nomenclature
xlviii
rc (m) centrifugal radius
rg (-) curve fitting parameter for R
rn (-) curve fitting parameter for R
rp (m) particle radius
S (m3) rake shape factor
S0 (m-3) initial rake shape factor
T (K)
(-)
temperature
scaled time
t (s) time
tb (s) solids residence time within the suspension bed
tcalc (s) time datum point on predicted curve
texp (s) time datum point on experimental curve
tn (s) solids residence time at the networked bed height
tp (m) particle thickness
Tq (N m) torque
Tq,0 (N m) zero yield stress torque
tres (s) solids residence time
tres,0 (s) undensified solids residence time
tres,∞ (s) densified solids residence time

Nomenclature
xlix
tstart (s) raking start time
tstop (s) raking stop time
u (m s-1) settling velocity
u0 (m s-1) undensified hindered settling velocity
u1 (m s-1) fluid flow within aggregates
u2 (m s-1) fluid flow around aggregates
u∞ (m s-1) terminal settling velocity
ufs (m s-1) free settling velocity
ur (m s-1) velocity in the r-direction
us (m s-1) sedimentation limited settling velocity
uΦ (m s-1) velocity in the Φ-direction
uθ (m s-1) velocity in the θ-direction
V (m3) volume
v (m s-1) centrifugal velocity
Vp (m3) average floc or particle volume
x (-) direction coordinate
xφ (m) iso-concentration line height
xφ* (m) initial fan limit settling height via iso-concentration line
z (-) vertical coordinate

Nomenclature
l
zeqm (m) equilibrium bed height
zmin (m) bed height obtained at sedimentation limited solids flux
zi (-) ionic valence of the ith ion
Greek Symbols
α (-)
(-)
thickener diameter correction factor
ratio compressive to shear stress
αv (m-2) specific cake resistance
β2 (m2 s-1) filtration parameter
γ! (s-1) shear rate
γ! (s-1) average shear rate
ΔP (Pa) change in pressure
Δρ (kg m-3) density difference (ρsol-ρliq)
Δσ (Pa) network stress gradient across consolidating solids bed
Δt (s) change in time
Δx (m) change in x direction
Δz (m) change in z direction
δ (m) stern plane
ε (-) safety factor

Nomenclature
li
(-) dielectric constant
ε0 (A2 s4 kg m-3) permeability of free space
ζ (V) electrokinetic or zeta potential
η (Pa s) viscosity
θ (-) θ-direction in spherical coordinates
κ (m) Debye length
κjn (-) parameter for 1-D algorithms presented in Chapter 3
µ (-) mean
ρagg (kg m-3) aggregate density
ρagg,0 (kg m-3) initial aggregate density
ρagg∞ (kg m-3) fully densified aggregate density
ρliq (kg m-3) fluid density
ρsol (kg m-3) solids density
σ (Pa)
(-)
stress
standard deviation
τ (Pa) shear stress
τ0 (Pa) shear stress on the surface
τ0,agg (Pa) shear stress on surface of aggregate
τ0,ave (Pa) average shear stress on the surface

Nomenclature
lii
τ0,max (Pa) maximum shear stress on the surface
τ0,sphere (Pa) shear stress on surface of sphere
τ1 (s) initial settling time
τy (Pa) shear yield stress
τy,ave, yτ (Pa) average shear yield stress
τy,max (Pa) maximum shear yield stress
Φ (-) Φ-direction in spherical coordinates
φ (-) solids volume concentration/fraction
φ0 (-) initial solids volume fraction
φ0,opt (-) optimum initial solids volume fraction
φ1 (-) solids volume fraction above the bed
φ2 (-) solids volume fraction at within the bed
φ∞ (-) equilibrium solids volume fraction
φagg (-) solids volume fraction within an aggregate
φagg,0 (-) initial aggregate solids volume fraction
φagg,∞ (-) fully densified aggregate solids volume fraction
φave (-) average solids volume fraction
φbase (-) solids volume fraction at z = 0

Nomenclature
liii
φcp (-) close packing volume fraction
φf (-) final solids volume fraction
φf,ave (-) average final solids volume fraction
φfl (-) fan limit solids volume fraction
φfl,0 (-) undensified fan limit solids volume fraction
φfl,∞ (-) equilibrium densified fan limit solids volume fraction
φg (-) solids gel point
φg0 (-) initial solids gel point
φg,∞ (-) equilibrium densified solids gel point
φi (-) interface solids volume fraction
φjnL (-) parameter for 1-D algorithms presented in Chapters 2
φjnR (-) Parameter for 1-D algorithms presented in Chapters 2
φlimit (-) solids volume fraction at sedimentation/consolidation limit transition
φmax (-) maximum potential solids volume fraction
φmin (-) minimum potential solids volume fraction
φprefan (-) solids volume fraction within the pre-fan
φs (-) sedimentation limited solids volume fraction
φu (-) underflow solids volume volume fraction

Nomenclature
liv
φ∗ (-) initial solids volume fraction within the fan region
ϕ (-) aggregate volume fraction within a suspension
ϕp (-) aggregate packing fraction at the gel point
χBC (-) drag coefficient correction factor for slip boundary condition
χint (-) drag coefficient correction factor for intermediate flow regime
χNewton (-) drag coefficient correction factor for Newton flow regime
χRep (-) overall drag coefficient correction factor for flow regime
ψ (V) electrical surface potential
ψ0 (V) initial electrical surface potential
ψδ (V) electrical surface potential at the Stern plane
ω (rpm) rake rotation rate

Nomenclature
lv
Abbreviations
1D one-dimensional
CFD computational fluid dynamics
CFL Courant-Friedrichs-Lewy
DLVO Derjaguin, Landau, Verwey, Overbeek
EDL electrical double layer
max maximum
min minimum
MW molecular weight
NR no stationary rake
PE performance enhancement
pH potential hydrogen
PVM particle vision measurement
SR stationary rake
SST steady state thickener
TBS transient batch settling
UV ultra violet
VDW van der Waals

Nomenclature
lvi
Units
cm centimetre
hr hour
J joule
kg kilogram
M molar concentration
m metre
min minute
mm millimetre
N Newton
Pa pascal
rpm revolutions per minute
s second
v/v solids volume fraction
µm micron/micrometre

1
Chapter 1. THESIS OVERVIEW
Chapter 1
Thesis Overview
1.1 Background
Many industries, including minerals, pulp and paper, dairy, water and waste water, require
solid-liquid separation, otherwise known as dewatering as an integral part of operations.
These industries generally tend to create a significant amount of liquid with suspended solids
as waste each year (Boger 2009). As an example, within Australia, 20 million tonnes of
Alumina was produced from bauxite in 2015, accounting for 17 % of world production (BGS
2015). This corresponds to approximately 40 million tonnes of waste tailings. Along with
environmental and safety considerations, this provides motivation for research into
dewatering and solid liquid separations.
Dewatering is performed with two different aims, either thickening of the particulate phase or
clarification of the liquid phase. In some operations, both outcomes are desirable and often
the terms clarification and thickening are used interchangeably. Thickening is performed in
order to increase the solids concentration within the suspension by the removal of the fluid,
most commonly water, while clarification aims to remove finely dispersed particles within a
fluid. The suspension with increased solids concentration is then either sent for further
processing or disposal while the fluid is commonly recycled in the process. As an example,
within the waste water industry, residual solids are sometimes sent to an incinerator to

Chapter1
2
dispose of where dewatering to concentrations greater than 30% is extremely desirable
(Brechtel and Eipper 1990).
A common process used within the mineral industry is simplified into the following steps.
After mining, the ore firstly undergoes crushing to allow the valuable mineral to be freed
from so-called gangue materials. A separation process then ensues to retrieve the valuable
mineral from the gangue. Often, both the crushing and separation stages are completed in an
aqueous environment. Once separation is completed, the residual particulate suspension is
dewatered; the recovered water is recycled while the waste material suspensions, referred to
as tailings, are disposed of in settling ponds/dam or an impoundment area. Due to the low
concentration within the tailings and high production rate, tailing dams are large in size
demanding vast areas and often containment becomes costly. As ore grades decline and
liberation requirements produce finer grained tailings, an increase in tailings volume is
consequential. Insufficient dewatering of the tailings can result in both environmental and
economic consequences (Sofra and Boger 2002).
Not only are there environmental and economic concerns associated with tailing disposal, but
also great safety risks. Due to the difficulties associated with containment of such large
volumes of waste, dam rupture and failure are common resulting in loss of human life along
with damage to property and land. On October 4th, 2010, a bauxite tailings dam in Kolontár
in Hungary failed sending up to 1.3 million cubic meters of tailings into settlements via the
Torna creek. The rupture did not only flood 8 square kilometres, but also injured over a
hundred people as well as 10 deceased (Szépvölgyi 2011). More recently, in 2015, a tailings
dam in Brazil burst releasing between 55 and 62 million cubic meters of tailings resulting in
at least 19 casualties affecting the lives of more than 1 million people (Fernandes et al. 2016).
Optimisation of the dewatering process, including modelling and application has the
possibility to provide major improvements in particulate separations, in particular the mineral
industry. Many environmental, safety and economic implications show that dewatering
optimisation and enhancement is extremely valuable. Greater dewatering results in an
increase of solids concentration and has the possibility of reducing waste volume and water

ThesisOverview
3
losses. This allows for a reduction in land required, as well as reduced safety concerns due to
fluidisation of the tailings.
Within industry, many methods for dewatering are employed, including filtration,
centrifugation and gravity thickening. These processes differ in the driving force, be it
gravitational, centrifugal or mechanical. The dewatering method employed will greatly
depend on economic, environmental and safety considerations as well as the required extent
of separation. Often a combination of methods are used in stages (Svarovsky 1990).
Gravity thickening, as its name suggests, uses gravity as the driving force for separation.
Thickening is generally used either on its own or a precursor to further dewatering. It has
several advantages over other methods of dewatering such as an ability to handle high and
fluctuating throughputs, as well as the ability to handle a fluctuating solids concentrations and
mineral composition in the feed. Thickeners are also inexpensive to operate (relative to other
devices) due to their relatively simple design. Although high solids concentrations can be
reached within a thickener, further dewatering may still be required.
Further dewatering after thickening is often achieved via centrifugation or filtration as these
methods both have driving forces that can be greater in magnitude compared to gravity in
thickening. Due to this larger driving force, a higher compressive stress can be applied
resulting in a higher solid volume fraction, if enough time is allowed for the process to reach
equilibrium. The higher solids may be a statutory requirement or be necessary to achieve an
energy balance in incineration, as mentioned previously. Further recovery and recycling of
water can be achieved along with a reduced waste volume. Applying further dewatering after
thickening can help to reduce environmental factors, however, economic constraints usually
drive decision making. The cost of centrifugation and filtration can typically be up to 100
times higher than thickening. Another downside of filtration is that to operate economically, a
concentrated and homogenous feed is desirable (Bemer and Calle 2000).
Different methods of dewatering exist, but the emphasis on the optimisation of gravitational
thickening is the focus of this thesis. Despite this focus, the improved understanding of
suspension dewatering can be applied to all methods of solid-liquid separation.

Chapter1
4
1.2 Gravity Thickening
The idea of exploiting the density difference between solids and fluids has been around for
centuries. Documents dating back to 200 BC suggest that Egyptians used this idea in order to
recover alluvial gold (Burger and Wendland 2001). Today, gravity thickening uses the same
concept, albeit operation and design are more sophisticated and better separation is achieved.
The process generally uses a tank inclusive of a feed at the top, an overflow weir for recovery
of liquor and an underflow for recovery of a thickened particulate suspension.
Dewatering can be performed either to clarify liquor, increase the underflow solids
concentration or both. Hence the tanks in which dewatering occur are often called thickeners,
settlers or clarifies. Essentially they are the same equipment and the name depends on the
main objective for the vessel.
The tanks are often large and shallow with a flat or slightly sloped bottom where the feed is
introduced and two output streams are produced as shown in Figure 1-1. It is possible to run
thickeners as a batch processes; however, a continuous approach is more common. The feed
consists of a dilute particulate suspension. The first product stream is the underflow, which
contains the majority, if not all, of the feed solid particles and has a solids volume fraction,
φu. The second product stream is the overflow, where the separated liquid is recovered. Most
thickeners operate so that no or minimal solids are present in the overflow. The liquid in this
stream is quite often recycled and reused within the upstream process or further processed to
remove dissolved products.

ThesisOverview
5
Figure 1.1: Schematic of a typical gravity thickener
The feed generally consists of small dispersed particles, sometimes even colloidal, and is
passed through a feed well prior to entering the thickener. The feed well serves as a method
to allow for the addition of flocculant to aggregate particles, causing an increased settling
rate. The feed well also provides as a means to reduce the disturbance to the material within
the thickener by decreasing the momentum of the feed stream.
Three distinct zones within a thickener are operationally important and defined depending on
settling method. These zones, from the top of the thickener, include the clarification,
hindered settling, and compression zone, as shown in Figure 1-1. Within the thickener, the
particles settle to the bottom due to gravity and form a bed. The movement of the suspension
bed into the underflow is aided by the use of a rake as well as a little help from the conical
slope of the base of the thickener. As the particles settle and are removed in the underflow,
the top of the thickener becomes a zone in which liquor becomes virtually free of solids.
For further, more detailed workings of thickeners, the reader is referred to texts, such as
Perry’s Chemical Engineer’s Handbook (Green and Perry 2008), the Kirk-Othmer
Encyclopaedia of Chemical Technology (Svarovsky 1997), and the Chemical Engineer’s
Condensed Encyclopaedia of Process Equipment (Cheremisinoff 2000).
ClarificationZone
HinderedSettlingZone
FeedOverflow
(Clearliquid)
Underflow
(Conc.Solids)
FeedWell
RakeConsolidationZone

Chapter1
6
1.3 Raking and Shear Forces
Traditionally, the rake was initially introduced and designed as a means to transport material
to the underflow as it is important to continuously supply sediment to the discharge pump to
prevent both caking (locally high solids concentrations) and channel formation. However
observations indicate that raking causes shear induced dewatering (Novak and Bandak 1994,
Channell et al. 2000, Johnson et al. 2000).
Gentle shear forces have been observed to improve the rate of thickening for flocculated
feeds. An empirical parameter has been attributed to this rate enhancement and is well
known as the permeability enhancement factor (Usher 2002). Such a parameter can be used
to quantify improvements to thickener performance, however, due to the lack of
understanding of physical properties that govern the rate and extent of dewatering, it does not
allow for the quantitative prediction (Usher and Scales 2009). The mechanisms, by which
rakes provide enhancements, to dewatering is not yet fully understood, but ideas such as
channelling, compression by the blades in the direction of flow and aggregate densification,
have been suggested (Gladman 2006).
The concept of aggregate densification is an important one. Aggregate densification occurs
when shear is applied to a weak aggregate structure and if the shear is great enough, the
aggregate goes from an open structure to a more dense and packed structure, resulting in
removal of water from inside the aggregate (See Figure 1-2). Observations of settling tests
indicate gentle shearing by a rake can greatly increase the extent of dewatering (Usher et al.
2009).
Within this thesis, the term “shear” in the context of within a thickener refers to all sources of
shear including, but not limited to raking, aggregate collisions, mixing etc. The term
“raking” refers to the specific application of shear through a mechanical moving rake. Hence
raking is one method to enhance the shear within a thickener.

ThesisOverview
7
Figure 1.2: Schematic of the proposed effect of shear on aggregates. (Usher et al. 2009)
1.4 Motivation for this Work
The idea of exploiting density difference through gravity thickening to separate solids and
liquids is relatively simplistic. Despite this, a thickener model able to predict full-scale
operations is unavailable. Many challenges surrounding thickener modelling exist, with a
large gap in understanding being attributed to our knowledge of the effect of shear on
dewatering through changes in aggregate structure and location distribution.
A review of the literature shows that a lot of research does not consider the effect of changes
in aggregate structure post flocculation on the sedimentation process (Brinkman 1949,
Mueller et al. 1966, Sutherland and Tan 1970, Neale et al. 1973, Tambo and Watanabe 1979,
Li et al. 1986, Li and Fanczarczyk 1988, Chellam and Wiesner 1993, Johnson et al. 1996,
Gregory 1997, Li and Logan 2001, Franks et al. 2004, Gruy and Cugniet 2004). Rather,
research looks to develop an understanding of the effect of aggregate structure; size and
strength determined via flocculation conditions (Gregory 1987, Yeung et al. 1997, Spicer et
al. 1998, Swift et al. 2004).
The motivation for this project is to provide an understanding of shear induced processes in
thickeners and develop experimental methods to produce material parameters that when used
as inputs into thickener models, allow for optimisation of thickener performance. Currently,
thickeners are designed with rakes primarily to transport sediment to the outlet. This work

Chapter1
8
explores the advantages of raking within a thickener and in turn, develops a better
understanding of the role of shear processes. The aim is to answer the following question: In
what settling zone, for how long, and at what shear rate should a rake or shear device be
operated within a thickener to achieve maximum dewatering performance?
1.5 Research Objective
The objective of this research is to further understand the role shear plays in dewatering. The
research will focus on providing a method for extracting parameters relating to shear induced
dewatering and using these parameters as inputs into dewatering models.
Furthermore, this project aims to provide a guide to thickener operation in relation to raking
operating conditions. This will be achieved through providing insight into determining how
long and at what rate raking needs to be performed to achieve maximum thickener throughput
for a given underflow solids concentration.
To answer these questions and accomplish the objective, a number of tasks were undertaken
including:
• Aggregate densification theory was applied to the results of sheared laboratory batch
settling tests in order to quantify the effects of shear on aggregate densification.
These experiments were aimed at understanding aggregate densification
dependencies. Dependencies included shear rate, localised solids concentration and
particulate network stress.
• Existing 1-D transient batch settling models were updated via incorporation of a new
numerical scheme, which allows for reduced simulation times.
• A 1-D steady state thickening model was developed that incorporates the time
dependency of aggregate densification. This was used to further understand the
discrepancies between current models and industrial observations.
• The above tasks were combined to demonstrate the procedure to predict full-scale
thickener performance from laboratory scale characterisation.
• Practical applications towards process optimisation are discussed and impact of
process variables quantified.

ThesisOverview
9
Although the main objective of this work is to facilitate optimised thickener performance
through increased knowledge of aggregate densification, the limitation of aggregate breakage
exists. This work assumes that shear effects positively influence thickener performance and
the concept and effect of aggregate breakage is not investigated. It should be noted that
aggregate breakage is expected to be important and lead to a decrease in the rate of
dewatering. The likely consequence of ignoring this effect is discussed briefly at a latter
juncture.
Other issues not covered but likely important to a comprehensive analysis of this problem
include polydispersity and particle size distributions. Investigations of these issues would
consider as examples, the effect of particle segregation on thickener performance.
As mentioned earlier, the understanding of the role shear plays within gravity thickening can
be applied to other dewatering methods. However, the transfer of this knowledge to other
dewatering applications is not covered herein.
1.6 Thesis Outline
This thesis is intended to help further understand and explain dewatering behaviour of
aggregated (flocculated) particulate suspensions under shear and applying this knowledge to
investigate the effect on thickener performance. This work is broken into 7 chapters, as
described below:
In Chapter 1, the incentive for research in dewatering processes is considered and in
particular, thickening and its importance to the minerals and other industries. The research
objectives and scope of the thesis are defined.
Chapter 2 outlines the theory used as a base for this work. Dewatering fundamentals are
outlined, followed by a description of the current aggregate densification theory and the
models used to describe and predict dewatering with densification. The outline and summary
of dewatering fundamentals are reviewed including the evolution of dewatering theory along
with the material properties that describe dewatering. The experimental methods used to
determine these properties are also considered. The effect of aggregate densification on
Chapter1
10
dewatering parameters is important and hence typical effects are shown for demonstration.
Current computational algorithms and modelling theory are also presented to show how the
theory of aggregate densification and dewatering theory can be used to predict both batch
settling and continuous thickener operations.
Chapter 3 describes a new computational algorithm used to predict one dimensional (1D)
steady state thickening (SST) with the incorporation of dynamic aggregate densification. The
development of this model is based on sedimentation and densification theory. This model is
subsequently used to predict thickener throughput based on material properties representative
of a mineral slurry. The impact of operational variables is also presented.
Chapter 4 introduces raked batch settling experiments that are consequently used to
characterise materials through aggregate densification. This chapter extracts aggregate
densification parameters from simple methods and describes their behaviour and
dependencies.
Chapter 5 highlights the full package, from laboratory scale material characterisation tests to
full thickener operational prediction. This chapter utilises material characterisation results
from Chapter 4 as inputs into the developed 1D SST model in Chapter 3. A novel method of
obtaining a densification rate due to sedimentation is also presented and applied within model
predictions.
Chapter 6 utilises the experimental observations in Chapter 4 and the steady state thickener
model developed in Chapter 3 to further discuss practical applications. A novel method of
determining the rake torque and shear yield stress based on underflow rheology has been
presented to aid in determination of underflow limitations. Response curves resulting from
investigating the impact of process variables are also presented to further understand
optimisation methods.
Chapter 7 summarises the major outcomes from experimental reality and theoretical
modelling. An overview of the conclusions and major outcomes of the work is included,
which are than measured against the research objectives. Scope for further research within
this field is also presented.

11
Chapter 2. THEORY
Chapter 2
Theory
A particulate suspension is a mixture of solid particles in a liquid phase, whereby the solids
are visible with a microscope or to the naked eye. If left undisturbed, provided the solid
particles are non-colloidal, they will settle due to density differences between the solid and
liquid phases. Examples of everyday particulate suspensions include; mud (dirt in water),
sand in water and pulp containing juice. Particulate suspensions are of high importance to a
wide range of industries including mining and wastewater treatment. Within the mining
industry, a vast quantity of waste particulate suspensions, termed tailings, are produced.
Increasing the solids concentration through water removal, known as dewatering, can be
performed via gravity thickening, centrifugation, or pressure filtration, and can be a very
important part of an industrial operation.
Gravity thickeners are commonly used within the mining industry to expedite the dewatering
of particulate suspensions due to their ability to handle high throughputs and relatively low
operating costs. Often, thickeners are referred to as the workhorse of the industry due to the
importance of this step in the overall process (Mular and Barratt 2002). To increase the
settling rates of the solids in the suspension, flocculation is commonly performed within a
thickener. Flocculation involves the addition of a binding agent, often polymer, to aggregate
the primary particles in the suspension. Increased aggregate size improves the settling rate
and can dramatically improve separation performance. Thus, understanding the dewatering

Chapter2
12
behaviour of aggregated particulate suspensions is crucial to the thickener operation in
industries such as mining and waste-water treatment.
The first section of this chapter introduces dewatering fundamentals – sedimentation and
consolidation, followed by the fundamentals of modern dewatering theory including material
characterisation techniques. Relevant to this work is the effect of shear on the dewaterability
of a suspension, in particular shear induced structure changes within aggregates. Hence, an
overview of aggregation, including colloidal forces, mechanisms, and the resulting aggregate
structure is presented. The theory behind dewatering enhancement due to aggregate
restructure, known as the phenomena of aggregate densification, is subsequently presented
along with methods for incorporation into modern dewatering theory. The method of
characterising aggregate densification is also presented. With the knowledge of dewatering
and densification theory, current batch settling and thickener prediction models are
summarised.
2.1 Dewatering Mechanics
Two mechanisms exist during the dewatering of a solid-liquid suspension in gravity
thickening, sedimentation, and consolidation. Sedimentation refers to the settling of the solid
particles over time due to the net downward buoyancy force leading to discontinuity between
the liquid and particles. If the concentration of the solids were to be sufficiently high such
that a solids bed is formed, any settling would occur solely through compression or
consolidation of the solids bed under its own weight. Over time, consolidation slows as the
gravitational force due to the particles is matched by the resistive strength of the solids bed
network of particles.
The dewatering mechanism present in any system is greatly affected by the local solids
concentration. Sedimentation is predominant at low solids concentrations, while
consolidation is predominant at high solids concentration. Hence, the phenomena of
dewatering can be categorised as, sedimentation in the hindered settling zone and
consolidation within the solids bed.

Theory
13
2.1.1 Sedimentation
Sedimentation refers to particles that, due to forces acting on them, separate from the fluid in
which they are entrained until an external boundary is met. The force acting on the particles
can be gravitational, centrifugal, or mechanical. This research investigates gravity thickening
and hence will look predominately into the role of the gravitational force. Although a
gravitational force is also applied to the fluid the solid particles in the suspension experience
a greater gravitational acceleration due to the different densities. This causes the solid
particles to settle while the fluid is displaced. The viscosity of the fluid limits the rate of
sedimentation.
Stokes (1851) derived an expression for the terminal velocity, u∞, of an isolated spherical
particle in an infinite Newtonian medium through a simple force balance. A balance of all
the forces acting on a settling particle results in;
(2.1)
where FD, FB and FG are the drag, buoyancy and gravitational forces (N) respectively. Note
that this force balance neglects forces such as osmotic pressure, inter-particle forces such as
van der Waal’s, electrostatic repulsion, bridging and steric forces as well as Brownian motion
(Lester 2002). The buoyant force, FB is the force arising due to the displacement of fluid
caused by the particle. Due to the fluid supporting the weight of the particles, FB is related to
the weight of the displaced fluid such that;
(2.2)
where g is the gravitational acceleration (m s-2), rp is the particle radius (m) and ρliq is the
density of the liquid (kg m-3). FG is the force due to gravity acting on the particles, such that;
(2.3)
GBD FFF =+
liqpB grF ρπ 3
34
=
grF solpG ρπ 3
34
=

Chapter2
14
where ρsol is the density of the solid particle (kg m-3). The drag force, FD, in equation 2.1
represents the hydrodynamic drag that results due to the flow of fluid past the particle,
effectively reducing the settling rate of the particle. Stokes determined a solution to FD for a
single spherical particle in an infinite viscous medium in creeping flow. From the equations
of motion, Stokes derived that FD for creeping flow is,
pD ruF ∞= πη6 , (2.4)
where η is the fluid viscosity (N s m-2). As stated, equation 2.4 is valid for creeping flow,
corresponding to a low particle Reynolds number, Rep, such that;
12
Re <<= ∞
η
ρ ur liqpp .
(2.5)
For Reynolds numbers above 0.2, inertial terms become important and an empirical drag
coefficient, CD, is required such that,
2
2projDliq
D
ACuF ∞=
ρ.
(2.6)
where Aproj is the projected cross sectional area of the particle (m2). The drag coefficient has
been measured at a range of particle Reynolds numbers (Lapple and Shepherd 1940). The
results showed the drag coefficient to be a strong function of the particle Reynolds number.
Observed within the results were three distinct settling regimes, defined as the Stokes,
intermediate and Newton’s law regions. Application of curve fitting within the three regions,
allows for the drag coefficient to be expressed as a function of particle Reynolds number.
Within the Stokes regime, Rep < 0.1, equating equations 2.4 and 2.6 results in a Stokes drag
coefficient of
CD,Stokes =24Re p
. (2.7)
Within the intermediate regime (0.1 < Rep < 1000), the intermediate drag coefficient, CD,int
can be approximated by (Lapple and Shepherd 1940),

Theory
15
, (2.8)
while within the Newton’s law regime, Rep > 103, the drag coefficient is relatively constant,
CD,Newton ≈ 0.445. (2.9)
The terminal velocity of an isolated spherical particle can be determined through substitution
of equations 2.2, 2.3, and 2.6 into 2.1, and subsequent rearrangement. The resultant terminal
velocity of a single spherical particle (Aproj = πrp2) is given by;
Dliq
p
projDliq
p
Cgr
ACgr
uρ
ρ
ρ
ρπ
38
38 3 Δ
=Δ
=∞ . (2.10)
where Δρ is the density difference between the particle and fluid, ρsol - ρliq, (kg m-3). Further
substitution of either equation 2.7, 2.8 or 2.9 into 2.10 results in the terminal settling velocity
of an isolated sphere within the Stokes region,
η
ρ
92 2 Δ
=∞
gru p ,
(2.11)
within the intermediate region,
)Re14.01(92
7.0
2
p
p gru+
Δ=∞η
ρ , (2.12)
and within the Newton’s law region,
ρΔ≈∞ gru p631 .
(2.13)
Note: equation 2.11 results in Stokes law (Stokes 1851) while equation 2.12 requires an
iterative method to solve for the settling velocity. The accuracy in predicting the terminal
velocity of a particle via equations2.11, 2.12 and 2.13 reduces if the particle is not spherical,
( ) 37.0int, 10Re toup Re14.01
Re24
=+= ppp
DC

Chapter2
16
the fluid is compressible or if there are interactions with other particles within the suspension.
An interconnected particle network in which stress can be transmitted is formed when a
critical solids concentration is reached in which the particles begin to interact. Dewatering
mechanics transition from sedimentation to consolidation at this critical solids concentration.
The critical solids concentration (further discussed in Section 2.4.1) at which this occurs at is
dependent on the suspension and settling vessel.
2.1.2 Consolidation
A density difference between the fluid and solid particles allows for consolidation to occur.
As the concentration of particles increases, a network or gel point concentration will be
observed. When a compressive stress is applied, the particle network is dewatered to a higher
solids volume fraction. An applied compressive stress may cause dewatering by either,
compression of individual particles or aggregates, compression of fluid or compression of the
particle network. The compressibility of the fluid and individual particles are usually
insignificant relative to the compression of the network. Thus, compression of the particle
network dominates consolidation and the fluid and particles are assumed incompressible.
As noted, within a thickener or batch settling test, once a critical solids volume fraction is
reached, a networked bed is formed through which inter-particle forces can transmit.
Applying high enough pressure onto this networked bed will cause failure and hence
consolidation/dewatering. During consolidation the particles become more closely packed
and the fluid travels between the particles towards the top of the bed. Therefore, the
following force balance may represent the consolidation mechanics:
(2.14)
where Δσ is the network stress gradient. Equation 2.14 is also valid for sedimentation
mechanics, where the network stress term is non-existent.
The stress required to consolidate can be applied by various means however within thickeners
and batch settling tests, the bed itself is the most common cause of this stress. The top layer
of the bed exerts a pressure onto the layer below due to self-weight and hence consolidation
GBD FFF =Δ++ σ

Theory
17
of the networked bed occurs. Due to the different gravitational pressures exerted within the
bed as a function of depth, a concentration profile is created within the bed.
2.2 Modern Dewatering Theory
Research into the understanding of dewatering and its behaviour has an extensive history.
For example, as mentioned in Burger and Wendland (2001), the understanding that gold can
be removed through density difference provided economic benefits for the early Egyptians.
A more up to date example shows that the knowledge of dewatering has allowed more
efficient and cost effective thickeners to be built. Early research into dewatering theory was
conducted in order to determine the forces present when a particle settles within a fluid. The
result of this research was Stokes Law as outlined in equation 2.11.
Due to the discrepancies between Stokes Law prediction and actual settling times, research
into the operation of settling tanks was conducted. Coe and Clevenger (1916) considered this
and discovered that the settling rate is largely dependent on the local solids volume fraction,
φ. In other words, the observed variation in the settling velocity upon comparison to the
predictions via Stokes law was due to particle-particle interactions. Settling velocity is
therefore a function of solids concentration and Stokes law only applies for an isolated
particle in an infinite medium. By conducting a series of batch settling tests, Coe and
Clevenger devised a method in which a flux plot could be created showing the relationship
between solids flux and solids volume fraction. While observing and conducting batch
settling tests, Coe and Clevenger also postulated that during settling, distinct sedimentation
and consolidation zones existed, as shown in Figure 2.1.
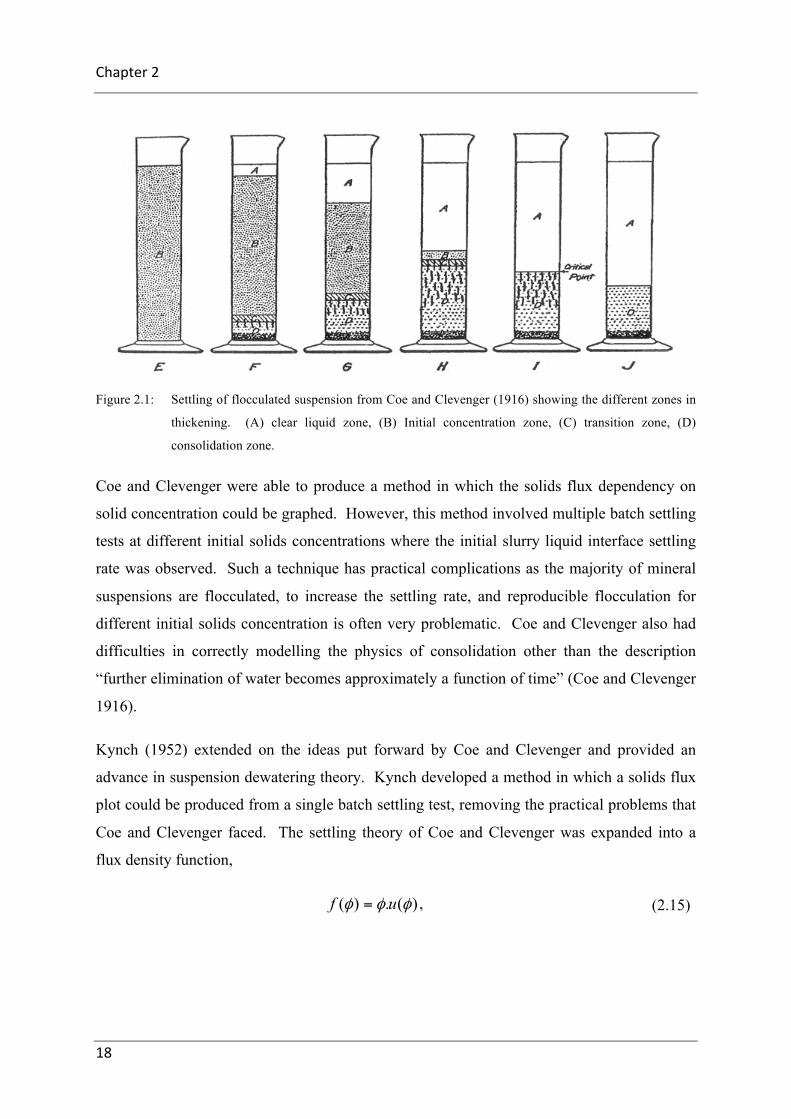
Chapter2
18
Figure 2.1: Settling of flocculated suspension from Coe and Clevenger (1916) showing the different zones in
thickening. (A) clear liquid zone, (B) Initial concentration zone, (C) transition zone, (D)
consolidation zone.
Coe and Clevenger were able to produce a method in which the solids flux dependency on
solid concentration could be graphed. However, this method involved multiple batch settling
tests at different initial solids concentrations where the initial slurry liquid interface settling
rate was observed. Such a technique has practical complications as the majority of mineral
suspensions are flocculated, to increase the settling rate, and reproducible flocculation for
different initial solids concentration is often very problematic. Coe and Clevenger also had
difficulties in correctly modelling the physics of consolidation other than the description
“further elimination of water becomes approximately a function of time” (Coe and Clevenger
1916).
Kynch (1952) extended on the ideas put forward by Coe and Clevenger and provided an
advance in suspension dewatering theory. Kynch developed a method in which a solids flux
plot could be produced from a single batch settling test, removing the practical problems that
Coe and Clevenger faced. The settling theory of Coe and Clevenger was expanded into a
flux density function,
, (2.15) )(.)( φφφ uf =

Theory
19
where f(φ) is the solids volumetric flux (m3 solid m-2 s-1) and u(φ) is the particle velocity
(m s-1). The solid flux density function, f(φ), in equation 2.15 allows for the determination of
the slurry-liquid interface height at different times through a graphical method. In order to
determine the solid flux density function, a continuity equation was proposed;
, (2.16)
where z describes the vertical coordinate of the particle. While developing the above
continuity equation, 2.16, it was assumed that once a certain concentration is reached, φg, all
sedimentation stops and the networked bed is incompressible. In other words, no
consolidation effects are taken into account. This assumption is not valid for most real
systems; however Kynch’s method was still able to explain transient sedimentation behaviour
with the need for only one settling test. For a column of height h0 and initial homogeneous
concentration φ0, a set of boundary conditions can be described in order to solve equation
2.16;
00),(0),0(
0)0,(
0
00
>=
>=
<<=
tthtt
hzz
g
φ
φφ
φφ
. (2.17)
Solving of the continuity equation is possible through an iso-concentration characteristic
method. A solution is obtained where along a characteristic, φ is constant along the straight
lines propagating from the boundary, z = h0;
∫=−=t
tdtuhtz
00 )()( φ , (2.18)
and straight lines propagating from the boundary, z = 0;
. (2.19)
0)( =∂
∂+
∂
∂φ
φ fzt
∫= ∂∂
=t
t
dtftz0
)()( φφ

Chapter2
20
The initial settling region is defined by equation 2.18 for the initial solids concentration, φ0.
Once this settling line intersects the characteristic given by equation 2.19 for φ0, a
discontinuity arises, resulting in a non-linear settling region defined as the fan region. The
fan region continues until the suspension is at φg. The nonlinear settling behaviour within the
fan region is defined by the intersection of the lines in equations 2.18 and 2.19 for all solids
concentrations between φ0 and φg. The transition between settling regions within a batch
settling test is dependent on the initial solids concentration and the materials flux density
function. Up to 7 modes of batch settling have been identified. For further information
regarding the different settling modes refer to Bustos and Concha (1988), Bustos et al. (1999)
and (Lester et al. 2005).
As mentioned, Kynch’s theory assumes that once a suspension reaches φg, consolidation does
not ensue. In real systems, this is not the case due to the solids network creating a self-
initiated stress onto the bed below, allowing for an increase in solids concentration. This
suggests that Kynch theory is valid up to the gel point, however, this is not the case due to the
effect of the build-up of the networked bed at the base on the sedimentation zone (Lester et
al. 2005). Hence, an analytical limit for Kynch theory is defined as the so called fan limit, φfl.
Validation of Kynch’s theory was considered by numerous authors (Shannon et al. 1963,
Tory and Shannon 1965, Shannon and Tory 1966, Davis et al. 1991, Chang et al. 1997);
through the use of glass beads to represent hard spheres in which network consolidation is not
possible. The authors found excellent agreement with Kynch but made no advancement in
addressing the omission of consolidation from the theory. On the other hand, work by
Michaels and Bolger (1962) and Gibson et al. (1967) managed to define the compressive
yield capacity of a networked suspension although they were not able to combine
sedimentation and consolidation theory. Modification of the flux density function as an
extension of the work of Michaels and Bolger was achieved by Fitch (1966, 1983), but still
did not unify sedimentation and consolidation theory.
Buscall and White (1987) were able to define the fundamental theory of dewatering through
the examination of an element of suspension in a vertical force balance, including
gravitational and hydrodynamic forces balanced by the solids pressure gradient. As a result,

Theory
21
they defined three underlying materials properties that govern dewaterability, namely the
compressive yield stress, Py(φ), the hindered settling function, R(φ), and gel point, φg.
Buscall and White (1987) along with Concha and Bascur (1977) changed the way in which
dewatering research is conducted, signifying the beginning of modern dewatering theory.
Although Buscall and White were able to develop the idea of underlying material properties,
quantifying such properties created a problem. This lead to the development of models by
numerous authors (Landman et al. 1988, Landman and White 1994, Garrido et al. 2003)
resulting in a conservation equation;
, (2.20)
where D(φ) is the solids diffusivity (m2 s-1). Note that equation 2.20 assumes a one-
dimensional process in which compression is irreversible. Also note that the solids
diffusivity is a function of both the compressive yield stress and hindered settling function as
described later in section 2.4.5. In the case of no compression, the solids diffusivity goes to
zero. Equation 2.20 also includes a flux term, q(t), which is zero for batch settling and non-
zero for filtration and thickening. Equation 2.20 becomes the same equation as derived by
Kynch, equation 2.16, under conditions of zero flux (batch settling) and no compression
(D(φ) = 0).
2.3 Shear Rheology
A simple measure of fluid flow is the concept of a fluid viscosity developed by Newton (Bird
et al. 2006). Fluid viscosity, η, is defined as the shear stress, τ, divided by the shear rate, !γ ,
where the shear rate is the velocity gradient, du/dz.
The simplest rheological behaviour is of a Newtonian fluid, where the viscosity is constant
over a wide range of shear rates. Non-Newtonian fluids have a viscosity that varies with
shear rate, but can also vary with time as well as the shear and temperature history of the
material. The rheological behaviour of particulate suspensions is considered time
( ) ( ) ( )⎥⎦⎤
⎢⎣
⎡ ++∂
∂
∂
∂=
∂
∂φφ
φφ
φ ftqz
Dzt

Chapter2
22
independent when rheological properties are a reproducible function of shear rate and do not
depend on the material’s shear history (Pashias 1997).
For particulate suspensions at high enough solids concentrations, the flow behaviour is
between that of a solid and liquid (Nguyen and Boger 1992). This behaviour is characterised
by the presence of a critical shear stress, known as the shear yield stress, τy. At shear rates
below the shear yield stress, the suspension does not flow, but instead deforms plastically
(Nguyen and Boger 1992). At shear rates above the shear yield stress, the suspension yields
and flows like a liquid with a viscosity that varies with shear rate. This section overviews
shear rheology characterisation methods and constitutive models. For more detailed review
of shear rheology and in particular particulate suspension rheology, beyond the scope of this
thesis, the reader is directed to the work of Pashias (1997), Metzner (1956), Cheremisinoff
(1986) and Barnes et al. (1989).
2.3.1 Shear rheology characterisation
Shear rheology characterisation in terms of shear stress vs. shear rate behaviour and the shear
yield stress can be determined by many techniques including concentric cylinder rheometry
with the bob rotating in an infinite media suspension or very large gap (cup and bob) and the
vane technique (Nguyen and Boger 1985). Determination of the shear stress vs. shear rate
and shear yield stress can be determined via experiments using these techniques at a range of
solids concentration, φ. The resultant shear stress vs. shear rate data can be fitted to empirical
models to describe the rheological behaviour of the suspension.
2.3.2 Shear rheology models
Two commonly used models exist to describe the shear stress vs. shear rate behaviour for
yield stress materials, the Hershel-Bulkley model (Herschel and Bulkley 1926) and the
Casson model (Casson 1959). Work conducted within this thesis employs the Hershel-
Bulkley model.
The Hershel-Bulkley model employs empirical parameters K and n to relate shear stress, τ,
shear rate, !γ , and shear yield stress, τy, according to,

Theory
23
. )()()( )(φγφφτφτ ny K !+=
(2.21)
At the limit of low solids volume fraction, φ ≈ 0, n(φ) approaches 1 while K(φ) approaches
the viscosity of the fluid. Herschel-Bulkley rheology parameters can be fitted to the obtained
shear stress vs. shear rate rheograms for a range of solids concentrations. The dynamic
viscosity, η(φ), can therefore be given by;
. (2.22)
2.4 Dewatering Material Properties
In the theory of Buscall and White (1987), it was suggested that three important material
properties govern dewatering, namely the suspension gel point, compressive yield stress, and
hindered settling function. Along with the flux density function and solids diffusivity, these
properties help to characterise a suspension and will now be described. The experimental
methods by which quantification of these properties is achieved are described in section 2.5.
2.4.1 Gel point
The minimum solids volume fraction at which individual flocs or particles come into contact
to form a continuous networked bed with the ability to support a stress is defined as the gel
point, φg. In other words, the gel point is the maximum solids concentration a suspension can
obtain due to sedimentation alone. Once the gel point has been achieved, due to the
interconnected particle network, a quantifiable strength can be measured subject to the solids
volume fraction.
2.4.2 Compressibility
Compressibility refers to the ability of a suspension to increase in solids volume fraction, φ,
due to an applied stress. To quantify the compressibility of a material, a compressive yield
stress, Py(φ), has been defined, analogous to the shear yield stress. The compressive yield
stress is the maximum stress that can be applied to a suspension at a given solids volume
( ) ( ) ( )( ) ( ) 1−+== φγφ
γ
φτ
γφτ
φη ny K !!!

Chapter2
24
fraction before failure resulting in dewatering to a higher concentration. As a compressive
yield stress is only observed when the suspension has a networked structure, the compressive
yield stress and gel point are inherently related such that,
cpg
gyP φφφ
φφφ
≤<
≤
⎩⎨⎧
>=
00
)( , (2.23)
where φcp is the solids close packing volume fraction. The particles or aggregates of the
suspension are disconnected at concentrations below the gel point and hence stress cannot be
transmitted and the compressive yield stress is zero. Above the gel point, Py(φ) increases
exponentially until the close packing solids concentration, φcp is reached, in which Py(φ) is
determined by the compressive strength of the solid particles and hence can be considered as
infinite. Figure 2.2 illustrates this behaviour.
The determination of the compressive yield stress can be achieved by a variety of tests
including equilibrium batch settling (Lester et al. 2005), centrifugal settling (Buscall and
White 1987, Usher et al. 2013) and pressure filtration tests (de Kretser et al. 2001, Usher et
al. 2001, Stickland et al. 2008). The following equation, described by Lester et al. (2005), has
been shown to be appropriate to model the compressive yield stress as a function of solids
volume fraction for some particulate systems.
( )( )( )
0
0)(k
g
gcpy
baP
−
⎥⎥⎦
⎤
⎢⎢⎣
⎡
−
−+−=
φφ
φφφφφ , (2.24)
where a0, b and k0 are curve fitting parameters. For Figure 2.2, curve fitting parameters of
0.7, 0.01 and 7 were used for a0, b and k0 respectively. Gel point and close packing solids
volume fractions of 0.1 and 0.63 respectively, were also used. Alternative equations used
within literature (Landman et al. 1988) to model the compressive yield stress include;
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛−⎟
⎟⎠
⎞⎜⎜⎝
⎛= 1)(
0
0
k
gy aP
φφ
φ , (2.25)
and

Theory
25
0
1)( 0
k
gy aP
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛−⎟⎟⎠
⎞⎜⎜⎝
⎛=
φφ
φ . (2.26)
The relation between τy(φ) and Py(φ) has been measured experimentally for a number of
systems (Buscall et al. 1987, Meeten 1994, Channell and Zukoski 1997, Green 1997, Zhou et
al. 2001, de Kretser et al. 2003, Kristjansson 2008, Spehar 2014) and generally follows a
constant ratio, α, such that,
)()(
φτ
φα
y
yP= . (2.27)
Figure 2.2: Typical compressive yield stress, Py(φ), as a function of solids volume fraction, φ. (A) Linear
coordinates and (B) Semi-logarithmic coordinates (Adapted from Usher (2002)).
2.4.3 Permeability
During dewatering, the solid particles experience a drag force due to the interactions with the
liquor as it flows past, causing hydrodynamic resistance to flow. The permeability of a
suspension is inversely related to the hydrodynamic resistance and influences the rate of
dewatering. Permeability and the resistance of flow through a suspension can be defined and
quantified by many different methods. Most commonly defined parameters, but not limited
0
50
100
150
200
250
300
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Compressiv
eYieldStress,P
y(φ)(kPa)
SolidsVolumeConcentranon,φ,(v/v)
1.E-03
1.E-02
1.E-01
1.E+00
1.E+01
1.E+02
1.E+03
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Compressiv
eYieldStress,P
y(φ)(kPa)
SolidsVolumeConcentranon,φ,(v/v)
0
0.5
1
0.05 0.1 0.15
Py(φ
)(kPa)
φ,(v/v)
GelPoint

Chapter2
26
to, include; the hindered settling function, R(φ), a settling velocity, u(φ), a traditional Darcian
permeability, k(φ), and a specific cake resistance, αv (m-2).
This research will use the hindered settling function method in order to determine and
quantify the permeability of suspension settling. The hindered settling function is a measure
of the hydrodynamic resistance to flow though a suspension, which is inversely related to the
permeability and settling velocity of the suspension.
Stokes Law adequately describes the sedimentation velocity of an isolated particle, but needs
to be modified in order to account for non-isolated particles. A reduction in the settling
velocity occurs due to the presence of long-range hydrodynamic interactions between
particles within a suspension. Early modifications such as those due to Richardson and Zaki
(1954) simply added a constant to Stokes Law to account for non-isolated systems. This
approach was limited in application and Landman and White (1994) introduced a solids
concentration dependence called the hindered settling factor, r(φ). The hindered settling
factor is a fractional representation of how close the ideal Stokes settling velocity, u∞, is to
the actual velocity of the particle, u(φ);
. (2.28)
This function displays the following inherent properties:
. (2.29)
Incorporation of the hindered settling factor, r(φ), to modify the drag force on a particle in a
suspension of material at a solids concentration, φ, results in (Gladman 2006);
)()(1
φφφφ ur
VCFp
DD −= , (2.30)
where Vp is the particle volume (m3). While it is possible to determine the inter-phase drag
coefficient, CD, of ideal fractals (Huilgol et al. 1995), CD and Vp are difficult parameters to
2)1()(
)r( φφ
φ −= ∞
uu
0)(lim1)(lim
1
0
→
→
→
→
φ
φ
φ
φ
rr

Theory
27
determine experimentally for systems with non-ideal fractal aggregates. De Kretser et al.
(2001) defined a hindered settling function, R(φ) due to the difficulty in obtaining the inter-
phase drag coefficient, CD, and particle volume, Vp, for non-ideal fractal aggregates. The
hindered settling function incorporated these difficult to measure parameters as well as the
hindered settling factor as such;
)()( φφ rVCRp
D= , (2.31)
where the hindered settling function can be quantified using,
. (2.32)
Theoretically, determining the hindered settling factor is possible for ideal systems.
Batchelor (1972), determined r(φ) for monodisperse suspension of spheres to first order in φ.
Determination of the hindered settling function is unfeasible for real systems due to the
complex nature of the system causing significant difficulties. Hence, the hindered settling
function, R(φ), is determined experimentally and curve fits such as equations 2.33 and 2.34
have been fitted to a wide range of data (Lester et al. 2005, Usher and Scales 2005);
( )
( ) br
ga
ra
rrrR
rR
n
n
+−=
−=
−
−
φφ
φφ
)(
1)(,
(2.33)
(2.34)
where ra, rn, rg and rb are curve fitting parameters. Details on the methods used to determine
R(φ) experimentally can be found in section 2.5. Figure 2.3 illustrates a typical hindered
settling function as a function of solids volume concentration plot for flocculated
suspensions. Figure 2.3 is based on a curve fit to equation 2.34, with curve fitting parameters
ra = 5×1012, rb = 0, rg = – 0.05 and rn = 5 (Usher and Scales 2005, Usher et al. 2009, van
Deventer et al. 2011, Grassia et al. 2014). It should be noted that the hindered settling
function can become large in magnitude as the solids concentration increases and hence inter-
( )( )φφρ
φugR
21)( −Δ=

Chapter2
28
phase drag is the limiting stage of dewatering resulting in many systems being defined as
permeability limited.
Figure 2.3: Typical hindered settling function plot, R(φ), as a function of solids volume concentration, φ. (A)
Linear coordinates and (B) Semi-logarithmic coordinates. (Adapted from Usher (2002))
2.4.4 Solids flux
The solids flux function, f(φ,t), is defined as a solids volume fraction multiplied by a settling
velocity, equation 2.15. Substituting in equation 2.32 results in the solids flux function in
terms of the hindered settling function, R(φ), according to,
( ))(
1)(.)(2
φφρ
φφφφRguf −Δ
== . (2.35)
Figure 2.4 illustrates a typical solids flux as a function of solids volume concentration for
flocculated suspensions.
0
1E+10
2E+10
3E+10
4E+10
5E+10
6E+10
7E+10
8E+10
9E+10
1E+11
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Hind
ered
Sep
lingFuncno
n,R(φ)(kgs-
1 m-2)
SolidsVolumeConcentranon,φ,(v/v)
1.00E+06
1.00E+07
1.00E+08
1.00E+09
1.00E+10
1.00E+11
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4Hind
ered
Sep
lingFuncno
n,R(φ)(kgs-
1 m-2)
SolidsVolumeConcentranon,φ,(v/v)

Theory
29
Figure 2.4: Typical solids flux vs. solids concentration for a flocculated mineral slurry. Graph produced
using a density difference, Δρ = 2200 kg m-3, and equation 2.34 to describe the hindered settling
function with parameters values, ra = 5x1012, rg = -0.05, rn = 5 and rb = 0.
2.4.5 Solids diffusivity
A property commonly used in filtration, namely the solids diffusivity, D(φ), combines the
effects of compressibility and permeability into a single term. The solids diffusivity is
directly related to the compressive yield stress, Py(φ), and the hindered settling function, R(φ),
such that;
( ))(
1)()(2
φφ
φ
φφ
RddP
D y −= . (2.36)
As shown in equation 2.36, the solids diffusivity is inversely related to the hindered settling
function, implying that a suspension of high solids diffusivity has greater dewaterability.
0.E+00
1.E-05
2.E-05
3.E-05
4.E-05
5.E-05
6.E-05
0 0.05 0.1 0.15 0.2
SolidsF
lux,f(φ)(m
s-1 )
SolidsConcentranon,φ(v/v)

Chapter2
30
This is not always the case due to the dependence on the compressive yield stress and as
such, using the diffusivity as a means of gauging the material properties should be done with
care.
2.5 Dewatering Material Properties: Characterisation
Material properties, such as the compressive yield stress, Py(φ), hindered settling function,
R(φ), gel point, φg, and solids diffusivity, D(φ), are very system specific due to differences in
particle size, material density and flocculation. They need to be determined experimentally.
The most common material property characterisation techniques involve transient and
equilibrium batch settling and pressure filtration tests although other methods such as
centrifugation and gravity permeation are also useful. Due to the large range in concentration
over which material properties can occur, a combination of experimental methods is often
required to determine the complete functional form, 0 < φ < 1. Most commonly, as a
minimum, batch settling tests are combined with pressure filtration experiments to determine
material properties at low and high solid concentrations respectively (Lester et al. 2005).
A description of standard methods and theory used for material property characterisation in
this thesis are now presented.
2.5.1 Batch settling
A significant amount of data can be obtained from the moderately simplistic method of batch
settling. A batch settling test consists of filling a cylinder with a suspension at a given initial
and uniform solids concentration and allowing it to settle due to gravity. This simple method
allows for a comprehensive analysis to be performed. Two data analysis methods are
available, namely transient and equilibrium analysis. Transient analysis, as its name
suggests, takes the suspension interface height over time, and determines the hindered settling
function. Additionally, equilibrium analysis, utilizing the final bed height and pressure
filtration data, is used to determine the compressive yield stress and the networked gel point.
Due to the low network pressure associated with batch settling tests (relative to filtration), the
compressive yield stress, and hindered settling function determined from this analysis is
restricted to low solids concentrations.

Theory
31
Due to characterisation methods, knowledge of the compressibility of the suspension at high
solids volume fractions, via pressure filtration, is required before batch settling equilibrium
analysis can be performed. Transient batch settling analysis requires the knowledge of the
solids gel point, φg, and hence is to be performed after equilibrium batch settling analysis.
2.5.1.1 Transient batch settling analysis
Transient batch settling analysis is used to determine the hindered settling function of the
suspension through analysis of transient height against time data. The hindered settling
function from batch settling tests at low solid concentrations is calculated using;
. (2.37)
As outlined earlier, Kynch (1952) proposed a graphical method in which a batch settling
curve can be constructed from a material flux plot. The reverse is possible, where an
experimentally determined settling curve can be used graphically to determine the material
flux values at φ0 > φ > φg. Through the method of Kynch (1952), interface heights are used to
determine the settling rate, u(φ), through exploiting the fan of iso-concentration curves.
Usher et al. (2013) proposed an adaption of this method involving the following easy to apply
steps:
For a given solids concentration, φi, the corresponding initial height, hi(0) is
determined through the material balance,
. (2.38)
On a graph of height vs. time, h(t), a straight line is constructed from the point (0,
hi(0)) to tangentially intersect the settling curve at (ti, h(ti)). The gradient of the
constructed curve is the settling velocity, u(φi), such that,
)()1()(2
φφρ
φugR −Δ
=
ii hh 00φφ =

Chapter2
32
i
iii t
thhu )()0()(
−=φ . (2.39)
This process is repeated for different solid concentrations until a settling velocity is
acquired for the range of solid concentrations. Increasing the number of solid
concentration points analysed will increase the accuracy of the material flux
functional form. With the settling velocity data and using equation 2.15, a material
flux function can be determined. Using equation 2.32 the hindered settling function
can also be determined.
The graphical method of Kynch (1952) and adaption by Usher et al. (2013) involves
constructing the flux density function, f(φ), and corresponding settling velocities. Lester et al.
(2005) developed a method in which the hindered settling function could be directly obtained
from the settling curve. Lester’s method involved fitting an analytical expression to the
settling curve, and through inversion, the flux function can be determined. Both methods are
indistinguishable when applied to mineral slurries providing the correct analytical limits are
applied (van Deventer 2012). Settling velocities are then converted to R(φ) through equation
2.32.
Kynch defined the analytical limit of batch settling analysis as the solids gel point, φg, which
is valid only for incompressible materials. For compressible materials, Lester et al. (2005)
defined the fan limit concentration, φfl, as the maximum concentration before the build-up of
the bed starts to affect the dynamics of the settling behaviour and hence the analytical limit
for batch settling tests. The fan limit concentration is defined as;
, (2.40)
where f(φ) is the solids flux according to equation 2.15. Grassia et al. (2011) defined a
simpler method. This method allowed for the fan limit to be determined without the need for
the reconstruction of the flux function. Only the gel point and transient settling data is
required. For an incompressible bed with a uniform concentration, φg, and a linear bed
gfl
flfl ffφφ
φ
φ
φ
−=
∂
∂ )()(

Theory
33
growth, the fan limit, hfl can be obtained from the intercept of the actual bed thickness and the
height-settling curve, through a mass balance;
. (2.41)
2.5.1.2 Equilibrium batch settling analysis
Equilibrium analysis allows for the determination of the gel point and compressive yield
stress through an equation based approach. Once equilibrium is reached, no further
consolidation takes place and the solids network pressure within the bed is equal to the
compressive yield stress;
, (2.42)
where p is the solids network pressure within the bed (Pa). The pressure gradient within a
networked bed is a function of gravitational acceleration, the solid liquid density difference
and the solid volume fraction such that;
, (2.43)
re-arranging,
. (2.44)
The solids network pressure at the base of the bed, z = 0, is;
, (2.45)
By definition the pressure at the top of the bed, z = hb, is zero. Substituting this boundary
condition and the boundary condition of equation 2.45 as well as equation 2.42;
gfl
hhφφ 00=
)(φyPp =
φρgdzdp
Δ−=
∫∫−
Δ= dp
gdz
φρ11
00φρghpbase Δ=

Chapter2
34
. (2.46)
Using a functional form for Py(φ), for example equation 2.24, rearranging and substitution
into equation 2.46 allows for a numerical approach where the curve fitting parameters and the
gel point can be manipulated until prediction of the bed height, hb, matches the
experimentally obtained bed height.
2.5.2 Centrifugation
Sedimentation is the result of an external force being applied to a suspension. In the case of
batch settling, this is gravity. Centrifugation is a commonly used method to increase the
magnitude of the gravitational force and hence increase the rate of sedimentation. Therefore,
centrifugation can provide details of the compressive yield stress, Py(φ), and hindered settling
function, R(φ), at solid concentrations greater than that obtained from batch settling.
Commonly, centrifugation is omitted from full characterisation, as the combination of batch
settling and filtration provides enough data to create a full material property profile. The
centrifugal force can be expressed as
, (2.47)
where FC is the centrifugal force (N), v is the velocity (m s-1), rc is the circular radius (m) and
mp is the mass of the particle (kg). The analysis method for centrifugation is similar to that of
batch settling, however the gravitational force is now replaced with equation 2.47 (Buscall
and White 1987, Usher et al. 2013).
2.5.3 Pressure filtration
A networked bed within a thickener has a pressure gradient throughout due to self-weight;
consolidation occurs resulting in a solids concentration gradient where high solids
concentrations are experienced towards the bottom of the thickener. Consequently, material
characterisation needs to be performed at higher solid concentrations than achievable via
∫Δ
−
−
Δ=
0
10
)(11
φρρogh y
b dppPg
h
cpc rvmF2
=

Theory
35
batch settling and centrifugation tests. A lot of work has gone into developing pressure
filtration as a technique to determine compressive yield stress and hindered settling function
for solid concentrations above the gel point (Landman et al. 1995, Green and Boger 1997,
Green et al. 1998, Aziz et al. 2000).
Pressure filtration test methods are not as simple as batch settling tests, but important, and a
significant quantity of data is still obtained as it allows for compressional effects to be
incorporated (de Kretser et al. 2001, Usher et al. 2001, Lester et al. 2005). Pressure filtration
tests consist of filling a cylinder with a sample of initial concentration, φ0, and height, h0, and
subjecting it to an applied constant pressure. This applied pressure forces dewatering to
occur and fluid to pass through a permeable membrane at the base of the cylinder. A cake
also builds up from the base of the cylinder (i.e. at the membrane) where the solids
concentration is at equilibrium, φ∞, at the base of the cake and concentrations greater than or
equal to the gel point, φg, at the top.
Reaching equilibrium can take from hours to several days and the tests needs to be repeated
for a range of different applied constant pressures resulting in a long testing time for some
materials. In order to reduce the required testing time, de Kretser et al. (2001) and Usher et
al. (2001) devised a stepped pressure filtration device and method where R(φ) and Py(φ) can
be determined in minimal time as well as allowing for time dependent materials to undergo
real time optimization of filtration and characterization. A schematic of the step pressure
filtration device is shown in Figure 2.5.
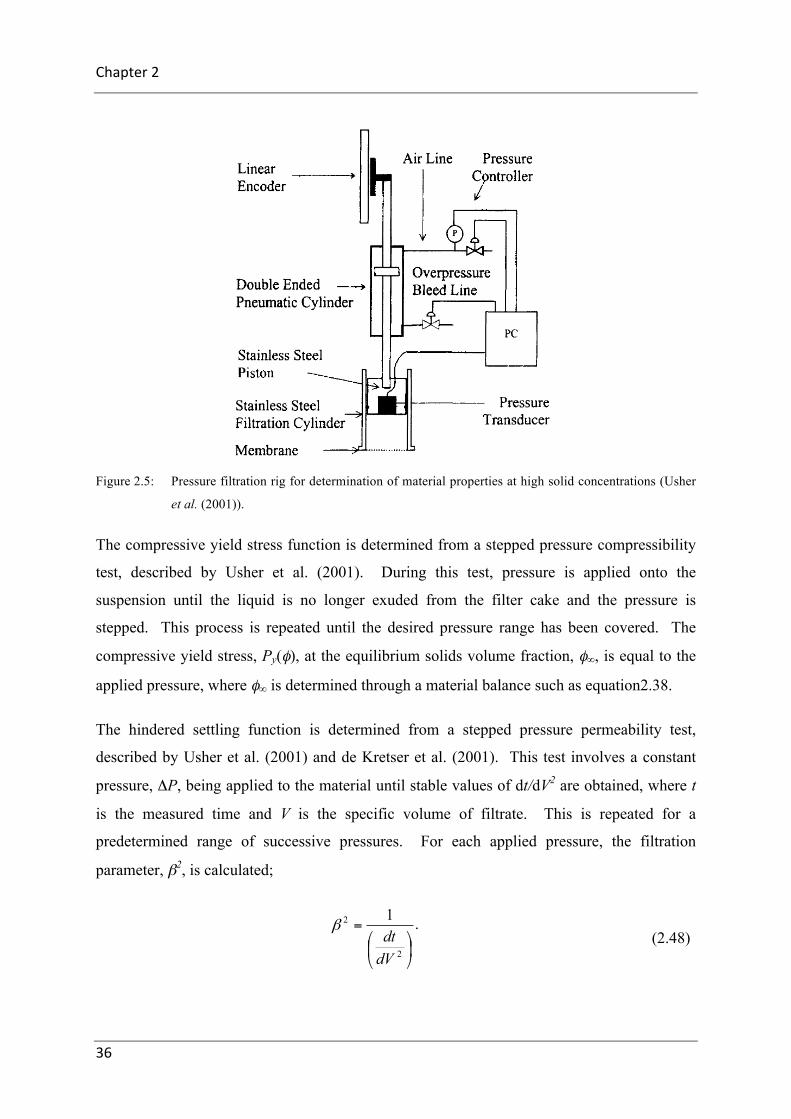
Chapter2
36
Figure 2.5: Pressure filtration rig for determination of material properties at high solid concentrations (Usher
et al. (2001)).
The compressive yield stress function is determined from a stepped pressure compressibility
test, described by Usher et al. (2001). During this test, pressure is applied onto the
suspension until the liquid is no longer exuded from the filter cake and the pressure is
stepped. This process is repeated until the desired pressure range has been covered. The
compressive yield stress, Py(φ), at the equilibrium solids volume fraction, φ∞, is equal to the
applied pressure, where φ∞ is determined through a material balance such as equation2.38.
The hindered settling function is determined from a stepped pressure permeability test,
described by Usher et al. (2001) and de Kretser et al. (2001). This test involves a constant
pressure, ΔP, being applied to the material until stable values of dt/dV2 are obtained, where t
is the measured time and V is the specific volume of filtrate. This is repeated for a
predetermined range of successive pressures. For each applied pressure, the filtration
parameter, β2, is calculated;
. (2.48)
⎟⎠
⎞⎜⎝
⎛=
2
2 1
dVdt
β

Theory
37
The filtration parameter, β2, is plotted against the applied pressure at which it was
determined, ΔP, and a power law curve is fitted. Determination of the gradient of the power
law curve fit allows for the determination of the hindered settling function at high solids
concentration through the equation;
( )20
2 1112)( ∞∞
∞ −⎟⎟⎠
⎞⎜⎜⎝
⎛−
Δ
= φφφβ
φ
Pdd
R , (2.49)
where φ∞ has already been determined for each applied pressure from the compressibility test
data.
2.6 Aggregation
Aggregation is commonly employed to improve the settling rate of particles in industry. Poor
settling predominantly occurs due to the small size of the particles whereby large
hydrodynamic forces dominate over gravitational forces. This domination of hydrodynamic
forces can dramatically slow setting rates, even to a point where Brownian motion inhibits
settling altogether. Aggregation solves this by amassing fine particles into flocs to provide an
increased mass and hence increased gravitational force allowing for higher settling velocities
to be obtained. An increased settling rate allows for increased thickener throughputs to be
achieved (Pearse and Barnett 1980). Aggregation solves the issue of low settling rates but
causes another issue in terms of common dewatering goals. Due to the open nature of flocs,
the bed in a thickener is networked at a lower solids concentration than for an unflocculated
system and given that the upper limit of thickening is usually determined by the suspension
rheology, flocculation can limit the underflow solids concentration. Despite this problem,
aggregate densification provides the opportunity to offset this issue.
Aggregation can be achieved in numerous ways, all allowing for individual fine particles to
amass and bind. The aggregation mechanisms differ depending on the method. Within this
thesis, the focus will be predominately on bridging flocculation by high molecular weight
polymers. Other mechanisms for aggregation include but are not limited to: coagulation,
capillary condensation, and chemical bonding (Fendler 1996). It should be noted that

Chapter2
38
aggregation, flocculation, and coagulation are often used interchangeably within the
literature.
A comprehensive review of inter-particle forces has been extensively covered within the
literature ((Robins and Fillery-Travis 1992, Fendler 1996, Johnson et al. 2000, Hunter 2001)).
Based on readings, a brief introduction into the theory of inter-particle forces is presented to
further discuss the methods for aggregation.
2.6.1 Colloidal forces
This section is provided as an introduction into the surface forces present within suspensions
in order to better understand the effect of these forces on aggregation and as a precursor to
the study of aggregate densification. Colloids are small sized particles where their behaviour
is strongly affected by inter-particle forces. These forces can be either attractive or repulsive
in nature. Major inter particle forces present within colloidal systems include:
• Van der Waals
• Electrical double layer
• Structural (‘hydration’) forces
• Hydrophobic forces
• Steric and electrostatic forces
• Polymer bridging and depletion
A brief definition of these forces is now provided. For a more comprehensive and detailed
description into surface chemistry and forces, the reader is referred to the works of Hunter
(2001), Israelachvili (1991) and Larson (1998).
2.6.1.1 Van der Waals forces
Van der Waals forces are ever present within a suspension as they are due to the
instantaneous dipole moments produced within the atoms of each particle (Israelachvili and
Pashley 1983). Although atoms are non-polar, the shift in the centre of mass of the electron
cloud relative to the positive nucleus allows for the formation of instantaneous dipoles. The
electromagnetic field created due to the instantaneous dipole interacts with neighbouring

Theory
39
atoms causing in induced dipole and so on with other neighbouring atoms. These
instantaneous or induced dipoles arrange in order to reduce their interaction energy however
on a macroscopic scale; these dipoles give rise to a net attractive force in systems where the
density of particles is higher than that of the fluid. Van der Waals forces are inversely related
to the separation distance and hence are of interest for suspensions where there is small
separation between particles. As an example, equation 2.50 (Mahanty and Ninham 1976)
describes the van der Waals force between two flat particles in a fluid with a separation
distance H;
( ) ( ) ⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
+−
++−= 222
2211
12 pp
HVDW tHtHH
AF
π, (2.50)
where FVDW is the attractive van der Waals force (N), AH is the Hamaker costant (J) (Hamaker
1937), H is the separation distance between surfaces (m) and tp is the thickness of the
particles (m).
2.6.1.2 Electrical double layer forces
Within suspensions, particles acquire a surface charge due to the presence of a polar
environment (Caruso 2006). For a mineral oxide particle (M) in water, substitution, surface
site dissociation or adsorption of hydrogen (H+) and hydroxyl (OH-) ions takes place (Healy
and White 1978, Everett 1988);
. (2.51)
The substitution/adsorption of ions results in a net positive or negative charged surface where
oppositely charged ions are attracted and like ions repelled. Overall an ionic neutralisation of
the surface charge over a short distance is experienced where the co and counter ions in
solution are distributed unevenly, although not randomly, as shown in Figure 2.6 (A).
These molecular interactions cause two regions or layers to be created, namely the Stern and
diffuse layer as shown in Figure 2.6. The Stern layer is the inner layer in which oppositely
charged ions are tightly bound to the surface of the particle. This layer has a thickness of
+− −↔−↔−++
−
+
− 22 OHMOHMOMOHH
OH
H
OH

Chapter2
40
approximately one hydrated ion diameter with the outer boundary known as the Stern plane
(Robins and Fillery-Travis 1992). A shear plane is present at the boundary between the Stern
and diffuse layers of the electrical double layer. On the particle surface side of the shear
plane, water molecules and ions are effectively immobilised during particle motion.
The diffuse layer comprises of dispersed ions that are attracted due to a coulomb force. The
thickness of the electrical double layer is characterised by the Debye length, which represents
the length scale of the electrical double layer. The Debye length is often determined as the
length in which a decrease of one exponential factor in the surface potential occurs (Hunter
2001). For a simple symmetrical electrolyte species, the Debye length, κ-1, can be calculated
as (Hunter 2001);
, (2.52)
where Ι istheionicstrengthofthebulksolution,determinedvia;
∑=
=i
iii zCI
1
2
21 , (2.53)
where e is the electronic charge, ε0 is the permeability of free space, ε is the dielectric
constant of the bulk solution, kB is the Boltzmann constant, T is the temperature, zi is the ionic
valence of the ith ion and Ci is the concentration of the ith ion. The arrangement of co and
counter ions affects the magnitude of the surface potential; ψ. Figure 2.6 (B) demonstrates
the change in electrical potential over the electrical double layer. Initially the surface
potential, ψ0, decreases linearly up to the Stern plane, where the electrical potential is ψδ. As
distance is increased from the Stern plane, the electric potential decreases exponentially to
zero. The shear plane electrical potential is called the zeta potential, ζ, often used as the
charge of a particle in electrokinetic studies.
21
0
21 2
−
−
⎟⎟⎠
⎞⎜⎜⎝
⎛=
TkIeBεε
κ

Theory
41
Figure 2.6: The electrical double layer effect on a negatively charged particle (A) ionic distribution and (B)
electrical surface potential as a function of distance from the particle surface (Adaptation from
Green (1997)).
When two particles come into range such that the electrical double layers overlap, a high
concentration of ions between the surfaces occur compared to the bulk solution. This
increase in concentration of ions produces an increase in osmotic pressure and free energy
resulting in a repulsive inter-particle force, FEDL (Hunter 2001);
. (2.54)
Due to the difficulty in measuring the potential at the Stern plane, ψδ, it is often equated with
the zeta potential, ζ. As seen from equations 2.51 to2.54, the electrical double layer force can
be altered through the modifications to the suspension or experimental parameters. The most
common manipulation of FEDL is done by altering the zeta potential through modifications to
the pH (Johnson et al. 2000). A special case where the pH is modified such that the zeta
potential is zero is known as the iso-electric point (Johnson et al. 2000). Other changes in
FEDL can be performed through the addition of charged surface-associating species and,
controlling the type and quantity of the electrolyte. Again, similar to van der Waals forces,
the particle size will also alter the final electrical double layer force experienced. Altering the
surface charge on a particle to cause particle attraction is referred to as coagulation.
( )HFEDL κεκψε δ −= exp2 20

Chapter2
42
2.6.1.3 Structural (‘hydration’) forces
Due to the presence of water between two interacting particles, a short repulsive force is
frequently detected. This short repulsive force is believed to be caused by a layer of water
that has a strong association with the surface of the particle (Israelachvili and Pashley 1983).
For example, this strong water to particle surface association can arise in clays due to the
presence of hydroxyl groups. Through hydrogen bonding, the hydroxyl groups on the clay
surface and the hydrogen cations from the water molecules will interact. When two particles
approach, this water layer between the particles causes repulsion.
2.6.1.4 Hydrophobic forces
The hydrophobic effect describes the tendency for nonpolar molecules to aggregate within an
aqueous solution and in so doing, displace water molecules to create a water poor
environment (Johnson et al. 2000). Overall, this reformation decreases the energy of the
mixture and in the case of adsorbed molecules on a surface, can result in a long range
attractive inter-particle force.
2.6.1.5 Steric and electrosteric forces
Steric and electrosteric forces arise due to the reduction in polymer configurational freedom
when two surfaces with an adsorbed polymer layer are brought together (Johnson et al. 2000).
This repulsive force is non-existent for rigid, smooth surfaces. This force will become
significant within a separation distance of twice the thickness of the adsorbed polymer layer.
It is believed this force is the consequence of a rise in osmotic pressure due to the increased
concentration of polymer between the layers. Once the separation distance is less than the
length of the adsorbed polymers, an elastic repulsive effect also takes place due to the
compression of the polymer.
2.6.1.6 Other polymer based interactions – bridging and depletion forces
The addition of polymer into solution with particles can result in additional attractive forces
(Israelachvili 1991). Bridging forces arise when the added polymer adsorbs onto more than

Theory
43
one surface, resulting in the aggregation of particles. Bridging forces are commonly used
within the minerals industry in order to aggregate particles and increase settling rates.
Another attractive force can arise when particles are in a solution of non-adsorbing polymer.
As particles interact and come together due to Brownian movement, the non-absorbing
polymer is displaced from between the particles and into the bulk solution. This results in an
osmotic pressure due to the polymer concentration difference between the bulk and the
polymer depleted zone between the surfaces (Israelachvili 1991).
2.6.1.7 Net inter particle forces
DLVO theory (Derjaguin and Landau 1941, Verwey and Overbeek 1948) describes the net
inter particle force as the sum of the van der Waals and electrical double layer forces as
shown in equation 2.55;
. (2.55)
DLVO theory is predominately concerned with only these two forces, as they are best
understood both theoretically and experimentally. In practice, the other forces not identified
in DLVO theory such as those mentioned above can also be summated into equation 2.54 to
give a new total inter particle force. For the purpose of this thesis, only van der Waals and
electrical double layer forces will be considered. Using equations 2.50 and 2.54, the net inter
particle force can be expressed as;
( ) ( ) ( )HtHtHH
AF
pp
HT κεκψε
π δ −+⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
+−
++−= exp2
2211
122
0222. (2.56)
As seen from equation 2.56, the inter particle force is expected to be a strong function of
separation distance between particles. It also has an exponential dependency on the double
layer thickness, κ, which according to equation 2.52, is related to the strength of the ionic
medium. Hence, altering the ionic medium will allow for the best control of the inter particle
force. An increase in the ionic strength of the medium will reduce the force and can be
EDLVDWT FFF +=

Chapter2
44
achieved by increasing the electrolyte concentration or using electrolyte solutions with high
valence ions.
Figure 2.7 illustrates the summation of the electrical double layer and van Der Waals forces
where negative in the inter particle force, FT, represents an overall attraction. It can be seen
at low separations; van Der Waals forces dominate creating an energetically favourable
minimum. The increase in electrolyte concentration will cause the electrical double layer
force to reduce and the overall inter particle force to approach the van der Waals forces.
Figure 2.7: Net inter particle force (FT) as a function of particle separation (H) (Adapted from Thomas et
al.(1999))
Figure 2.7 also illustrates that although it is energetically favourable for particles to come into
close contact and coagulate, seen by the minimum in FT at low H, this is not always the case
due to an energy barrier. That is, if the particles have enough thermal energy to overcome
this barrier then coagulation will occur. Often if coagulation is desired, the addition of some
types of so called ‘coagulant’ will decrease this energy barrier and in so doing, reduce the
thermal energy needed to reach the energetically favourable state.
FT
EnergyBarrier
FVDW
FEDL
F
H

Theory
45
2.6.2 Aggregation mechanisms
There are various mechanisms by which particles can be aggregated. This thesis primarily
focusses on coagulation and bridging flocculation, as these mechanisms are the main
approaches used within the minerals industry (van Deventer 2012). As noted, other
mechanisms involve using osmotic, capillary, and chemical bonding forces to cause particle-
particle attraction (Hunter 2001).
Coagulation refers to the aggregation of particles due to the depletion or neutralisation of
their repulsive forces, such as double layer and structural forces as mentioned above.
Depletion of the repulsive forces allows for the surface of the particles to bond via the
attractive van der Waals force. Neutralisation of repulsive forces are often performed via pH
modification or the addition of low molecular weight (MW) highly charged moieties of
opposite charge compared to the particle surface (Verrelli 2008). Equations 2.54 and 2.56
above illustrates variables within the system that when modified will directly result in a
change in the magnitude of the electrical double layer force. Figure 2.8 below shows the
change in net particle energy as the electrical double layer is neutralised. During
neutralisation, the energy barrier decreases and at a critical point it becomes zero and the
suspension coagulates.
Figure 2.8: (a) Net inter-particle force (FT) vs separation distance (H) as the electrical double and net attractive
forces are depleted. (Adapted from (Lim 2011))
(b) Particle charges and associated interaction with other particles for different magnitudes of net
attractive force.
Chapter2
46
The addition of a polymeric flocculant will also result in the aggregation of primary particles.
Two main mechanisms in which polymeric flocculant causes aggregation exist, namely
charge patch and bridging flocculation (Verrelli 2008).
Charge patch flocculation involves the addition of a polyelectrolyte that adsorbs onto an
oppositely charged ‘patch’ on a particle surface. This results in a localised patch of opposite
charge on the particle which becomes a site in which particles bond electrostatically. Charge
patch flocculation is most likely to occur with a low molecular weight polymer, where the
driver for adsorption is predominately electrostatic. If a high molecular weight polymer is
used, rather than forming charged patches, the driver for adsorption is predominately due to
the hydrophobic effect and the polymer attaches to more than one particle such that a bridge
between the particle surfaces is formed, as illustrated in Figure 2.9. This method in known as
bridging flocculation, and aggregates formed via this method are often are larger and stronger
than those formed via other methods (Tambo and Hozumi 1979). Consequently, the minerals
industry often employs bridging flocculation via the addition of high molecular weight
polymers.
Figure 2.9: Aggregation of particles due to bridging flocculation with high molecular weight polymers.
Flocculation efficiency is greatly dependent on the capacity of the flocculant for adsorption to
the particle surface along with the molecular weight of the flocculant (Owen et al. 2007).
Flocculation efficiency is also affected by the surface properties of the particles such as
surface area, particle size, surface hydrophobicity, and solids concentration. Other factors
include flocculation dosage, pre-coagulation, the presence of other organic adsorbents and the
flocculation procedure.

Theory
47
2.6.3 Aggregate formation and structure
Extensive experimental and theoretical work has been reported in the area of aggregation
kinetics and the evolution of aggregate structures (Gregory 1987, Spicer et al. 1998, Biggs et
al. 2000, Heath et al. 2006, Runkana et al. 2006). During flocculation, aggregate growth can
be considered as a reaction pathway and separated into four main stages. (i) Dispersed, (ii)
Mixing and adsorption, (iii) Aggregation and (iv) Rupture (Gregory 1987).
i. The dispersed stage is pre-addition of flocculant and all solid particles are dispersed.
ii. During the mixing and adsorption stage, the polymer begins to adsorb to the particles
creating large porous aggregates with high settling rates. Dispersed particles still
exist and clarity is still low.
iii. In the aggregation stage, significant capture of particles occurs and aggregates start to
be eroded in size. This results in a slight decrease in settling rate and an increase in
clarity.
iv. Further mixing past the aggregation stage results in irreversible aggregate rupture
decreasing both clarity and settling rate.
The rate of the flocculation pathway is largely dependent on the particle-particle collision
frequency, the hydrodynamic conditions as well as the robustness to shear of the aggregate
structures (Gregory 1987, Krutzer et al. 1995).
The majority of research into the understanding of aggregate formation has been conducted to
further understand the relationship between flocculation conditions and aggregate structure.
The work shows that shear rate during flocculation greatly affects aggregate structure, size
and strength (Yeung et al. 1997, Swift et al. 2004). The relationship between aggregate
structure and dewatering behaviour is less well understood.
Initially, Tambo and Watanabe (1979) used Stokes velocity to describe the settling rate of an
aggregate. The difficulty here is that aggregates are porous and often fractal solid structures
(Mueller et al. 1966, Li et al. 1986, Li and Fanczarczyk 1988). The porous nature of the
aggregate structure, led Johnson et al. (1996) to use a permeability factor to predict the
sedimentation velocity based on aggregate size. As a consequence, Sutherland and Tan

Chapter2
48
(1970) treated the flow of liquid around and through the aggregates separately. Flow of
liquid around the aggregate was evaluated using Stokes law, while flow through the
aggregate was calculated using Darcy’s law (Darcy 1856). The Debye-Brinkman extension
of Darcy’s law was suggested (Neale et al. 1973), due to the uncertainty of applying Darcy’s
law to a highly porous material, such as a flocculated aggregate.
Gregory (1997) suggested that flocculated aggregates are fractal and hence their permeability
is dependent on not only their size, but also the radial distribution of mass. Using the idea of
a fractal aggregate, Chellam and Wiesner (1993), used the Carmen-Kozeny equation (Carman
1956) to predict the permeability of an aggregate. This worked showed that the aggregate
permeability is inversely related to its fractal dimension. Li and Logan (2001) showed that
the Carmen-Kozeny equation is not adequate for aggregates with low permeability and that
Brinkman and Happel correlations are better suited at predicting the scaling of aggregate
properties with fractal dimension.
Aggregate structures as a result of polymer bridging flocculation can be predicted with
reasonable accuracy for given flocculation conditions. Common methods employed include
the Monte Carlo method used by Dickinson and Euston (1991) and population balance
models (Heath and Koh 2003, Heath et al. 2006, Runkana et al. 2006).
Further work in relation to aggregation, agglomeration, flocculation and floc characterisation
can be found within the research by R. Amal. This includes but is not limited to Spicer et al.
(1998), Condie et al. (2001), Selomulya et al. (2003), Lee et al. (2003) and Selomulya et al.
(2004).
The literature pays scant attention to the effect of change in aggregate structure post
flocculation on the settling velocity. The interaction forces in the suspension will largely
influence the restructure of an aggregate post flocculation. The role of shear and
compression forces in modifying the aggregate structure is rarely considered.
2.7 Aggregate Densification
Application of dewatering theory and in particular equation 2.20 have been successful in
describing one dimensional dewatering on both a laboratory and industrial scale (Landman et

Theory
49
al. 1995, de Kretser et al. 2001). However, for gravity thickening, significant discrepancies
still exist between dewatering theory prediction and actual industrial data indicating a
limitation in the phenomenological models. These discrepancies have been accounted for in
gravity thickening through the use of an empirical correction factor known as the
permeability enhancement factor (Usher 2002). Typical enhancement factors range between
1 and 100 (Usher and Scales 2009).
As implied, the dewatering behaviour of aggregates is greatly dependant of the structure of
the aggregate and any structure change during dewatering can result in a change in the
dewatering behaviour. Raking within a thickener is the main contributor to aggregate
restructuring by imparting shear onto the aggregates (Usher et al. 2009). Other sources of
shear include aggregate-aggregate and aggregate-wall interactions. Experiments have shown
that the rate at which aggregates densify is related to the magnitude and time of shear(Kiviti-
Manor 2016). It has also been shown that a critical shear rate exists at which shear rates
above this value is detrimental to dewatering as aggregates start to erode, causing a decrease
in settling rate and permeability (Gladman et al. 2005).
Application of a shear force onto the aggregates is known to cause a structure change
whereby the aggregates densify and expel inter-aggregate liquid. This results in a decrease in
aggregate size and intra-aggregate permeability. However, the tortuosities around the
aggregates will decrease resulting in an overall increase in suspension permeability and as a
consequence, settling rate of the suspension (Mills et al. 1991, Farrow et al. 2000, Gladman et
al. 2005, Usher and Scales 2009). The main trends from experimental observations of
increased permeability due to shear are discussed below.
Modifications to the fundamental dewatering theory developed by Buscall and White (1987)
have been made to account for aggregate densification and the equations to be used within
this thesis are now outlined, the reader is referred to the literature for more detail (Gladman et
al. 2005, Usher et al. 2009, van Deventer et al. 2011, Grassia et al. 2014).

Chapter2
50
2.7.1 Experimental observations of aggregate densification
Many researchers (Farrow et al. 2000, Gladman 2006, Usher and Scales 2009, Gladman et al.
2010, van Deventer et al. 2011, Buratto et al. 2014, Spehar et al. 2015, Kiviti-Manor 2016)
have performed experiments to understand shear enhanced dewatering. Types of experiments
performed include; batch settling, Couette fluidisation and pilot scale thickening in a tall
column. Discussion of the experimental process and results for each type of experiment is
discussed below. For all experiments conducted, an increase in permeability was observed
due to the presence of shear. Measurements by Kiviti-Manor (2016) confirmed aggregate
size to decrease with shear while settling rate increased, implying aggregate densification as
the phenomena for shear enhanced dewatering.
2.7.1.1 Batch settling
van Deventer et al. (2011) performed raked batch settling tests to as a method of determining
the densification properties of a suspension. Raked batch settling tests resulted in a clear
dewatering enhancement, the suspension settling further and faster, compared to an
unsheared settling test. Application of aggregate densification theory provides a mechanism
of inferring a change in aggregate diameter through quantification of the enhancement in
permeability and compressibility. Further details regarding sheared batch settling analysis
are presented in section 2.7.5.
Batch settling tests with various means of imparting shear onto the aggregates, such as sloped
walls (Usher and Scales 2009) and curved surfaces such as vertical pickets or rods (Buratto et
al. 2014), have also been performed. Again, these experiments showed a clear dewatering
enhancement compared to a standard batch settling test, indicating shear enhanced
permeability and compression.
2.7.1.2 Couette fluidisation
A Couette shear rig was used by Gladman (2006) to investigate shear effects on flocculated
aggregates. This consisted of a Couette geometry in which the central cylinder was rotated in
order to apply shear to the aggregates within the annular region. The outer cylinder was
transparent such that aggregate restructure effects could be observed. However, due to the

Theory
51
high settling rates at the low solids concentrations required to distinguish individual
aggregates, such observations could not be made.
A constant suspension solids volume fraction can be obtained by off-setting gravity through
fluidisation. Adjustment of the fluidisation velocity allows for minimal aggregate
displacement. This allows restructuring effects to be observed. Kiviti-Manor (2016)
constructed and operated a fluidised Couette shear rig. The fluidised bed was sampled at
various fluidisation times and shear rates to quantify the change in aggregate diameter due to
Couette shear. Results indicated a significant decrease in aggregate size with shear rate,
fluidisation time and solids concentration. This decrease in aggregate size provides strong
evidence of aggregate densification due to shear.
Spehar (2014) applied novel techniques to quantify the extent of shear enhanced dewatering
within a Couette fluidisation rig. Due to a decrease in bed height and increase in fluidisation
velocity with fluidisation time, an increase in settling velocity was calculated. A hindered
settling function and subsequent aggregate diameter was inferred from the settling velocity.
Results indicate a decrease in aggregate diameter with increasing rotation rate, providing
evidence of aggregate densification due to shear.
2.7.1.3 Pilot scale tall column
A tall column (5 m high, 0.285 m internal diameter) was used by Gladman (2006), Spehar et
al. (2015) and Kiviti-Manor (2016) as a pilot scale thickener in order to quantify shear
induced dewatering. The tall column consisted of sampling ports every 20 cm along to allow
for sampling and determination of the solids concentration profile. This data allowed the
hindered settling function to be inferred along the column. Results indicate significant
performance enhancement was achieved when introducing shear through raking (Kiviti-
Manor 2016).
Spehar (2014) applied novel techniques to quantify the extent of shear enhanced dewatering
due to raking within a pilot scale thickener. Results indicate a reduction in aggregate
diameter of 14 % was achieved at moderate rake rotation rates.

Chapter2
52
2.7.2 Aggregate parameters
Aggregate densification is the change in aggregate size during dewatering due to shear and
collision processes. The theory and equations presented below were developed by Usher et
al. (2009) to describe aggregate densification. This theory assumes that the aggregates are
roughly spherical with an average diameter, dagg. The overall solids volume fraction within
the suspension is represented by φ, and defined as the total solids volume divided by the total
suspension volume. The average solids volume fraction within the aggregates is represented
by φagg, and defined as the total solids volume fraction within the aggregate divided by the
total aggregate volume. Furthermore, the aggregate volume fraction, ϕ, represents the
volume fraction of the suspension that the aggregates occupy such that;
. (2.57)
As aggregates densify, the aggregate diameter decreases while the solids fraction within the
aggregate, φagg, increases. Given that the solids concentration within an aggregate is
constant, performing a material balance results in;
, (2.58)
where φagg,0 and dagg,0 are the initial conditions before densification and Dagg is the scaled
diameter respect to the initial diameter. The density of the aggregate is therefore given by,
. (2.59)
Aggregate densification is a time dependant phenomenon, in which the aggregates diameter
follows an exponentially decaying trend under simple shear. In the absence of breakage,
there is a limit to the change in aggregate diameter than can be reached for a given applied
shear rate. This limit corresponds to a steady state diameter, Dagg,∞, in which further shear (at
the same level) will have no impact on the aggregate diameter. Dagg,∞, represents the
maximum possible extent of densification for a given system.
aggφφ
ϕ =
30,
3
30,
0,agg
agg
agg
aggaggagg Dd
d φφφ ==
( )aggliqaggsolagg φρφρρ −+= 1

Theory
53
The transient behaviour of aggregate densification has been characterised and the behaviour
has been shown to follow a simple linear first order differential equation;
, (2.60)
where A is a proportionality constant, or first order rate constant (s-1). In equation 2.60 the
rate and extent parameter have been assumed to be constant. More complex functions of
time, shear history and local solids concentration can be applied (van Deventer et al. 2011).
An analytical solution to 2.60 can be easily obtained via integration and application of the
necessary boundary conditions. Using the common boundary condition of initially un-
densified aggregates, (dagg = dagg, 0), integration of equation 2.60 results in,
. (2.61)
Other boundary conditions can arise due to pre-shearing of the aggregates. Figure 2.10
illustrates a typical aggregate diameter evolution when subject to shear. Also illustrated is
how the rate of change in aggregate diameter changes over time. As previously mentioned,
excessive shear will result in aggregate breakage and this has not been considered within this
theory.
( )∞−−= ,aggaggagg DDAdtdD
( ) ( ) ∞−
∞ +−= ,,1 aggAt
aggagg DeDtD
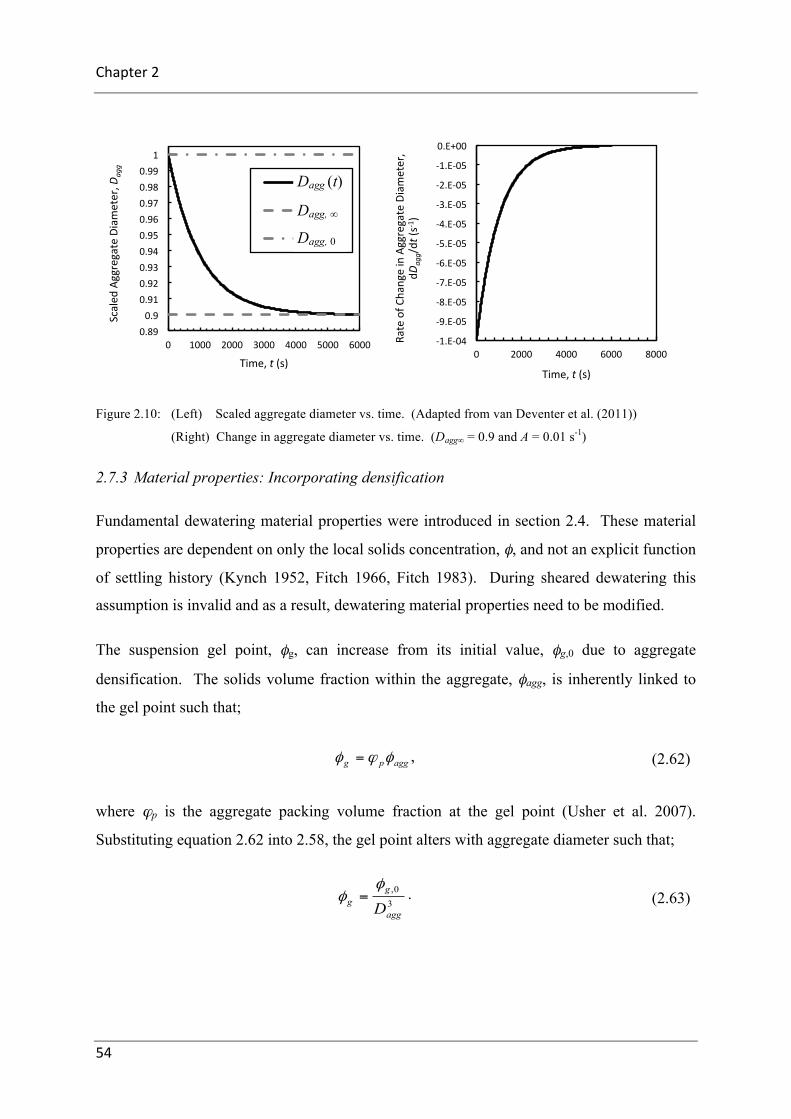
Chapter2
54
Figure 2.10: (Left) Scaled aggregate diameter vs. time. (Adapted from van Deventer et al. (2011))
(Right) Change in aggregate diameter vs. time. (Dagg∞ = 0.9 and A = 0.01 s-1)
2.7.3 Material properties: Incorporating densification
Fundamental dewatering material properties were introduced in section 2.4. These material
properties are dependent on only the local solids concentration, φ, and not an explicit function
of settling history (Kynch 1952, Fitch 1966, Fitch 1983). During sheared dewatering this
assumption is invalid and as a result, dewatering material properties need to be modified.
The suspension gel point, φg, can increase from its initial value, φg,0 due to aggregate
densification. The solids volume fraction within the aggregate, φagg, is inherently linked to
the gel point such that;
, (2.62)
where ϕp is the aggregate packing volume fraction at the gel point (Usher et al. 2007).
Substituting equation 2.62 into 2.58, the gel point alters with aggregate diameter such that;
. (2.63)
0.890.9
0.910.920.930.940.950.960.970.980.99
1
0 1000 2000 3000 4000 5000 6000
Scaled
AggregateDiameter,D
agg
Time,t(s)
Dagg
Dagginf
Dagg0
-1.E-04
-9.E-05
-8.E-05
-7.E-05
-6.E-05
-5.E-05
-4.E-05
-3.E-05
-2.E-05
-1.E-05
0.E+00
0 2000 4000 6000 8000
RateofC
hangeinAggregateDiameter,
dDagg/dt(s-1)
Time,t(s)
aggpg φϕφ =
30,
agg
gg D
φφ =
Dagg (t)
Dagg, ∞
Dagg, 0

Theory
55
This indicates a decrease in aggregate diameter, Dagg, causes the gel point to increase
(equation 2.63), and therefore a reduction in the compressive yield stress, Py(φ). At ϕ ≥ 1, the
aggregates are by definition, compressed. As the solids concentration further increases, the
material dewatering parameters revert to the undensified properties. Incorporating aggregate
densification, Py(φ) becomes:
, (2.64)
where Py,0 is the original undensified compressive yield stress, valid between the undensified
gel point, φg,0, and the close packing volume fraction, φcp, given by equations 2.24 to 2.26.
Py,1(φ) represents the densified compressive yield stress which is valid between the gel point,
φg, and the aggregate volume packing fraction, φagg. Py,1(φ) is defined such that it is zero at
the gel point and equal to Py,0(φ) at φagg. Figure 2.11 provides typical compressive yield
stress curves. For simplicity, it will also be assumed that the gradient, dPy/dφ is single valued
at φ = φagg, such that;
. (2.65)
The functional form for Py,1, will depend on the equation used to describe Py,0. As an
example, using equation 2.24 for Py,0 results in:
, (2.66)
where a1 and k1 are determined such that the gradient is smooth and continuous at φ = φagg
(equation 2.63), giving
, (2.67)
( )⎪⎩
⎪⎨
⎧
<≤
<≤
<
=
CPagg
aggg
g
y
yy forPPP
φφφ
φφφ
φφ
φ
0
1
0
( )( ) ( )( )aggyaggy PP φφ
φφ 0,1, ∂
∂=
∂
∂
1
)())((
),( 11,
k
g
gCPaggy
baDP
−
⎥⎥⎦
⎤
⎢⎢⎣
⎡
−
−+−=
φφ
φφφφφ
( )( )
( )( )( )( ) ( )20,
0,1
gagggCP
gagggaggaggCP
aggy
aggy
bb
PP
kφφφφ
φφφφφφ
φ
φ
−+−
−+−−⎟⎟⎠
⎞⎜⎜⎝
⎛ ʹ=

Chapter2
56
and
, (2.68)
where the gradient, P’y,0(φ) is calculated as
. (2.69)
Figure 2.11: Typical compressive yield stress curves, Py(φ,Dagg), at various extents of aggregate densification.
(Dagg = 1, 0.95, 0.90, 0.85) (Usher et al. 2009)
From fundamental dewatering theory (Buscall and White 1987), equation 2.32 can be
rearranged to obtain an expression for the settling velocity in terms of the hindered settling
function. As densification alters the aggregate structure, the fraction of fluid passing through
the aggregate decreases, while the fraction passing around increases. Hence in order to
account for aggregate densification, the settling velocity needs to be considered to have two
separate contributions, such that;
( )( ) ( )( )( )gaggaggCP
gaggk
aggy
bP
aφφφφ
φφφ
−+−
−=
− 110,
1
( )
( )( )( )
( )⎟⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜⎜
⎝
⎛
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−
−−+
−
−+−−−
−
−
−=ʹ+1
0,
0,0,0
20,
0,0,
0,
0,
000, 0
1
1
k
g
gCPg
g
ggCP
g
gCP
y
ba
b
kaP
φφ
φφφφ
φφ
φφφφ
φφ
φφ
φ
1.E-03
1.E-02
1.E-01
1.E+00
1.E+01
1.E+02
0 0.2 0.4 0.6
Compressiv
eYieldStress,P
y(φ,D
agg)(kPa)
SolidsConcentranon,φ(v/v)
Dagg=1Dagg=0.95Dagg=0.90Dagg=0.85
Dagg = 1
Dagg = 0.95
Dagg = 0.90
Dagg = 0.85

Theory
57
, (2.70)
where u1 is from the flow of fluid around the aggregate and u2 is from the flow of fluid
through the aggregates. In order to obtain an expression for the flow of fluid around the
aggregates, u1, the aggregates are modelled as hard, spherical particles. Utilising equation
2.32 and the concept of an aggregate volume fraction, ϕ, an expression can be determined.
The flow of fluid through the aggregate, u2, is determined by the settling velocity at the solids
volume fraction within the aggregate, u(φagg), and normalised by the aggregate volume
fraction, ϕ. Combining and rearranging these two expression results an overall expression
for the settling velocity as a function of aggregate diameter (van Deventer et al. 2011),
, (2.71)
where u0 is the original undensified settling velocity given by,
. (2.72)
The change in the settling velocity components is illustrated in Figure 2.12. The following
expression for the hindered settling function incorporating densification is obtained from
equation 2.32,
, (2.73)
such that u(φ,Dagg) is determined via equation 2.71. Figure 2.12 (B) illustrates this behaviour.
( ) ( ) ( )tututu ,,, 21 φφφ +=
( ) ( ) ( )⎥⎥⎦
⎤
⎢⎢⎣
⎡−⎟⎟⎠
⎞⎜⎜⎝
⎛+=
agg
agg
agg
agg
agg
agg
agg
aggagg D
uD
uD
DDu
Du 0,030,
00,
330,
φφ
φ
φφφ
( )( )φφρ
φ0
2
01)(Rgu −Δ
=
( )( )agg
agg DugDR,1),(
2
φφρ
φ−Δ
=

Chapter2
58
Figure 2.12: (A) Variation in settling velocities with solids volume fraction where u1 is the flow around the
aggregates and u2 is the flow through the aggregates. Example given is for Dagg = 1 (Usher et al.
2009).
(B) Typical hindered settling function vs. solids volume fraction at different extents of aggregate
densification (Usher et al. 2009).
2.7.4 Modified Kynch method: Predicting settling curves with aggregate densification
The Kynch method, as outlined in sections 2.2 and 2.5.1.1, is a graphical method in which
iso-concentration lines are exploited to determine the flux density function. The settling
velocity and subsequently the hindered settling function can be determined from the flux
density function. The Kynch method, however assumes the settling velocity to be a function
of only the solids concentration and not a function of settling history (Kynch 1952, Fitch
1966, Fitch 1983).
A modified Kynch method has been developed by van Deventer et al. (2011) to determine the
hindered settling function, accounting for the effect of settling history through aggregate
densification. The modified Kynch method assumes shear to be the sole cause of any
dewatering enhancement observed, as compared to the standard settling test. An overview of
the modified Kynch method developed by van Deventer et al. (2011) is presented below.
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
1.E-01
0 0.1 0.2 0.3
SeplingVe
locity,u(φ)(ms-
1 )
SolidsConcentranon,φ(v/v)
u1Dagg1
u2Dagg1
utotDagg1
1.E+06
1.E+07
1.E+08
1.E+09
1.E+10
1.E+11
0 0.1 0.2 0.3 0.4R(φ,Dagg)(kgs-
1 m-2)
SolidsConcentranon,φ(v/v)
Dagg=1
Dagg=0.95
Dagg=0.90
Dagg=0.85
Dagg = 1
Dagg = 0.95
Dagg = 0.90
Dagg = 0.85
u1
u2
utotal

Theory
59
On a plot of height vs. time, the suspension interface height, h(t), comprises of three main
settling regions, namely the initial, fan and compression region. As discussed in section 2.2,
the possibility of additional regions and various settling modes can occur however the
modified Kynch method is valid for settling analogous to mode 3a type settling, typical of
most industrial settling problems (Lester et al. 2005). For mode 3a settling, there is a smooth
transition from the initial settling zone to the primary fan region without a discontinuity in the
solids concentration. For descriptions of other modes, the reader is directed to work by
Lester et al. (2005).
Analogous with Kynch analysis, the modified Kynch method is valid for all solids
concentrations up to a defined fan limit, φfl,0, determined using the condition given by Lester
et al. (2005),
0,0,
)(:)max(
gfl
ffφφφ
φφφ
−=
∂
∂= . (2.74)
A fan limit can be defined based on a densified gel point, however, the applicability of this
densified fan limit is not clear (van Deventer et al. 2011) and the undensified fan limit is
utilised as the maximum.
Within the fan region, iso-concentration lines, xφ(t), propagate upward from the base of the
settling cylinder, with a propagation velocity, dxφ/dt, related to the solids flux, given by,
( )φ
φφ
φ
φφ
∂
−∂=
∂
∂=
),(.),( aggagg DuDf
dt
dx, (2.75)
where the settling velocity accounting for densification is given by equation 2.71.
Determination of a rising iso-concentration line, xφ(t), is via integration of the propagation
velocity, equation 2.75, from time zero such that,
( )dt
Dutx
t
t
agg∫= ∂
−∂=
0
),(.)(
φ
φφφ . (2.76)
A construction line can also be evaluated such that,

Chapter2
60
∫=
−=t
taggcaggc dttDuhttDh
00, ))(,()),(,( φφ , (2.77)
where the initial height of the construction line, hc,0, is given by the mass balance,
φφ 00
0,h
hc = . (2.78)
For a given settling interface solids concentration, the intersection of the iso-concentration
line, equation 2.77, and the construction line, equation 2.78, such that,
)()),(,( txttDh aggc φφ = , (2.79)
provides a predicted height vs. time, h(ti) datum point. Solving for the intersections of the
iso-concentration lines, equations 2.76, and construction lines, equation 2.77, at a range of
solids concentrations up to the fan limit, φfl,0, provides a method by which settling interface
height vs. time function data within can be predicted for times greater than τ1 and solids
concentrations from φ* to φfl,0 (with φ* and τ1 defined below).
At early times, t < τ1, where the solids concentration at the settling interface is equal to the
initial solids concentration, φ0, the height of the interface with aggregate densification is
given by equation 2.77 evaluated at the initial solids concentration and initial settling height,
φ = φ0 and hc,0 = h0, such that h(t) = hc(φ0,Dagg(t),t). A transition arises at t = τ1, where the
interface solids concentration is no longer φ0 (Lester et al. 2005). This occurs when the
interface at the initial solids concentration intersects the iso-concentration line at the lowest
solids concentration present in the primary fan, φ*. This occurs at xφ*, given by:
)()),(,()( 1*1101 τττφτ φxDhh aggc == . (2.80)
This transition represents the end of the initial settling zone and the beginning of the fan
zone. At times greater than τ1, the solids concentration increases while settling velocity
decreases. Due to densification, a discontinuity in solids concentration may occur at the

Theory
61
transition between the initial settling zone and the start of the fan region. Hence the solids
concentration at the start of the fan zone, φ*, will be greater than or equal to the initial solids
concentration. The value of φ* for mode 3a settling is equal to the initial solids
concentration, therefore τ1 can be determined by solving for the intersections of the iso-
concentration line, equation 2.76, and construction line, equation 2.77, at the initial solids
concentration. For solution methods where φ* is greater than φ0, the reader is directed to
Lester et al. (2005).
2.7.5 Aggregate densification characterisation
In order to determine the rate and extent of aggregate densification for a given shear rate,
both raked and unraked settling tests are performed. The standard batch settling test provides
the undensified material properties, (R(φ), Py(φ), φg) through analysis methods outlined in
section 2.4. The equilibrium scaled aggregate diameter, Dagg,∞, is determined via equilibrium
bed height analysis similar to equilibrium batch settling analysis. The densification rate
parameter, A, is determined via optimisation methods utilising the modified Kynch method
described above.
Classical material property characterisation requires high solids data from pressure filtration
experiments. Densified material properties revert back to the undensified properties at φ >>
φagg, and hence sheared pressure filtration experiments are unnecessary.
The scaled equilibrium aggregate diameter, Dagg,∞, is determined via equilibrium analysis
similar to that performed on a standard settling test. Taking equation 2.46 and accounting for
densification gives,
. (2.81)
Given an assumed form that describes the behaviour of the compressive yield stress as a
function of aggregate densification, the equilibrium aggregate densification can be
determined. Dagg in equation 2.81 is determined via varying the densified gel point estimate
( ) ∫Δ
−
−
Δ=
0
10
),(11
φρρogh aggy
aggb dpDpPg
Dh

Chapter2
62
until the predicted bed height matches the bed height obtained experimentally. This value is
the final densification, defined as Dagg,∞.
The rate of aggregate densification is determined through optimisation. For given
densification parameters, Dagg,∞, and A, the modified Kynch method provides a prediction of
the suspension interface over time. Actual sheared batch settling data is compared to this
prediction, and the densification rate parameter is varied until an optimum fit is obtained.
The goodness of the fit of the predicted data versus the actual experimental data is quantified
though a mean square proportional error function, Ē,
, (2.82)
where texp is the experimental time taken to reach a certain height, tcalc is the time to reach the
same given height and n is the total number of data points fitted.
2.8 Modelling of Transient Batch Settling
This section covers the basic equations and theory used in compressional rheology with
specific applications to modelling transient batch settling. More comprehensive details can
be found in Landman and White (1994), de Kretser et al. (2003), Stickland and Buscall
(2009), Usher et al. (2009), Zhang et al. (2013) and Grassia et al. (2014).
Modern dewatering theory results in the following one dimensional conservation equation,
(as described in 2.2 – Modern Dewatering Theory);
. (2.83)
Given the correct application of boundary conditions, equation 2.83 can be used to predict
settling in many one-dimensional dewatering processes within a range of applications
(Auzerais et al. 1990, Howells et al. 1990, Bergstrom 1992, Burger and Concha 1998, Bustos
et al. 1999, Karl and Wells 1999, Diehl 2000, Bürger and Karlsen 2001). The solution
∑ ⎟⎟⎠
⎞⎜⎜⎝
⎛ −=
2
exp
exp1ttt
nE calc
( )⎥⎦
⎤⎢⎣
⎡ −Δ++
∂
∂
∂
∂=
∂
∂
)(1)()(
2
φφ
ρφφφ
φφ
Rgtq
zD
zt

Theory
63
methods used to predict transient batch settling is now outlined. Solution methods used to
predict thickener performance are outlined in section 2.9.
2.8.1 Finite discretisation
Based on background dewatering theory, transient batch settling can be predicted using an
upwind finite difference algorithm. The transient batch settling prediction algorithm employs
an semi-implicit finite difference method, based on the work of Burger et al. (2001). An
explicit scheme also exists, but this was converted into the semi-implicit scheme due to
computational time constraints (Spehar 2014). The theory and solution method for the semi-
implicit scheme, developed by Spehar (2014), is now presented. For details of the explicit
scheme or further information on the semi-implicit scheme, the reader is referred to (Spehar
2014)
Incorporation of the underlying dewatering material properties, Py(φ) and R(φ), into a single,
elegant differential equation results in the following one dimensional conservation equation
in which compression is irreversible;
, (2.84)
where f(φ) is the solids flux and D(φ) is the solids diffusivity defined by equations 2.15 and
2.36 respectively, and q(t) is the overall linear suspension flowrate in the z-coordinate
direction.
For the case of simple transient batch settling, the boundary condition where no net material
flows from the base to the top of the sedimentation column is
for all z; , (2.85)
where h0 is the initial height of the suspension. Applying this boundary condition, simplifies
equation 2.84 to:
⎟⎠
⎞⎜⎝
⎛∂
∂
∂
∂=+
∂
∂+
∂
∂
zD
zftq
ztφ
φφφφ )())()((
0)( =tq ],0[ 0hz∈

Chapter2
64
, (2.86)
where AD(φ) is an integrated diffusion coefficient of D(φ) such that
. (2.87)
The solids volume fraction over J evenly distributed, discrete height elements, , is
determined in n increments of time, t, over time steps, Δt. For the initial condition, where n =
0 and t = 0, the solids volume fraction of each height element is set at the initial solids
volume fraction such that, for all j from 1 to J.
The values of for are defined by the following implicit finite difference
discretisation of the governing differential equation,
(2.88)
where is the Engquist-Osher flux function scheme (Engquist and Osher 1981)
defined by,
. (2.89)
A number of intermediate functions are determined via,
, , (2.90)
where the slopes are
)()(2
2φ
φφDAzz
ft ∂
∂=
∂∂
+∂∂
∫=φ
φφφ0
)()( dDAD
njφ
,00 φφ =j
,1+njφ ,,..., 12 −= Jj
( ) ( )( )
,)()()()(1
,,1
11
,,1
,1
,1
⎟⎟⎠
⎞⎜⎜⎝
⎛
Δ
−−
Δ
−
Δ=
−Δ
+Δ
−
−+
−+
+
xAA
xAA
x
ffxt
njD
njD
njD
njD
Lnj
Rnj
EOLnj
Rnj
EOnj
nj
φφφφ
φφφφφφ
( )⋅⋅,EOf
( ) ∫ ∫++=u v
EO dssfdssffvuf0 0
)}(',0min{)}(',0max{)0(,
2,
njn
jLn
j
κφφ −=
2,
njn
jRn
j
κφφ +=

Theory
65
, (2.91)
and the min-mod limiter function, MM(a,b,c) is given by
( )otherwise
0,, if0,, if
0
},,max{},,min{
,, ≤
>
⎪⎩
⎪⎨
⎧
= cbacba
cbacba
cbaMM . (2.92)
The min-mod limiter function requires the following boundary conditions due to no flow at
the ends of the column such that;
. (2.93)
With no flow of solids (or fluid) at the upper or lower boundary of the column, the following
boundary conditions apply:
, (2.94)
and
. (2.95)
The solids concentrations for all subsequent times are determined by application of the above
equations, for incremented values of n, until sedimentation and consolidation effectively
ceases. Solving the above equations is achieved through matrix methods as outlined by
Spehar (2014).
Initially, n = 0 (t = 0), the solids volume fraction at all height elements is set to the initial
solids concentration, φj0 = φ0 for all j from 1 to J. The maximum stable time step, Δt, is given
by;
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−−= +
−+−
nj
nj
nj
njn
jnj
nj MM φφ
φφφφκ 1
111 ,
2,
01 == nJ
n κκ
( )( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛
Δ−
Δ=
Δ+
ΔΔ
xAA
xf
xt
nD
nDLnRnEO
n )()(1,1 12,2
,1
1 φφφφ
φ
( )( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛
Δ−
−Δ
=−Δ
+ΔΔ −
− xAA
xf
xt
nJD
nJDLn
JRn
JEO
nJ )()(1,1 1,,
1φφ
φφφ

Chapter2
66
, (2.96)
where ε is the safety factor and φmax is the maximum potential solids volume fraction
anywhere within the suspension given by,
. (2.97)
In solving equations 2.84 to2.97, a solids concentration profile within the settling column is
calculated at incremental n, (or time steps, Δt) until sedimentation and consolidation ends.
2.8.2 Implicit scheme
For a single settling test at reasonable accuracy, J = 100, on a standard desktop computer, the
semi-implicit scheme without densification has a computational time of order 2-4 hours.
Incorporation of aggregate densification increased the simulation time by an order of
magnitude (depending on accuracy). The computational time was further increased to
approximately 60 to 120 hours using the required accuracy. Given the method proposed in
Chapter 4 to analyse experimental batch settling data, an implicit scheme was developed to
overcome the issue of the vastly slower computational times.
Berres et al. (2005) developed an implicit scheme that predicts the transient dewatering
behaviour of a particulate suspension within a centrifuge. The application of this method to
transient batch settling is outlined below. The implicit scheme utilises the finite discretisation
equations 2.84 to 2.95, however a different solution method. The solution method is outlined
below.
For the implicit scheme, further manipulation of equation 2.88 is achieved by performing
Taylor expansions on the flux and diffusion terms followed by rearrangement into the form:
, (2.98)
which can be put into a diagonal matrix of the form , where
( )( )( )φε
φφfMax
xt
ʹ−Δ
=Δ≤< max0
312
( ) 00hgP Maxy φρφ Δ=
jnjj
njj
njj
njj
njj Bedcba =Δ+Δ+Δ+Δ+Δ ++−− 2112 φφφφφ
BA =Δφ̂

Theory
67
. (2.99)
The matrix A is a diagonal matrix made up of the following components;
, (2.100)
, (2.101)
, (2.102)
, (2.103)
and
. (2.104)
The terms in matrix B are defined as
. (2.105)
⎟⎟⎟⎟⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜⎜⎜⎜⎜
⎝
⎛
=
⎟⎟⎟⎟⎟⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜⎜⎜⎜⎜⎜
⎝
⎛
−
−
−
−
−
⎟⎟⎟⎟⎟⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜⎜⎜⎜⎜⎜
⎝
⎛
−
+−
+−
+
+
+
−−−−
J
J
j
nJ
nJ
nJ
nJ
nj
nj
nn
nn
JJJ
JJJJ
jjjjj
BB
B
BB
cbadcba
edcba
edcbedc
1
2
1
11
11
1
21
2
11
1
1111
2222
111
0
0
!
!
!
!
"#
$$$$$!
!$$$$$#
"
φφ
φφ
φφ
φφ
φφ
( )nj
Lnj
Rnj
EO
j
fx
a2
,,1 ,1
−
−
∂
∂
Δ−=
φ
φφ
( ) ( )nj
Dnj
Lnj
Rnj
EO
nj
Lnj
Rnj
EO
jA
xf
xf
xb
11
,,1
1
,1
, 1,1,1
−−
−
−
+
∂
∂
Δ−
∂
∂
Δ−
∂
∂
Δ=
φφ
φφ
φ
φφ
( ) ( )nj
Dnj
Lnj
Rnj
EO
nj
Lnj
Rnj
EO
jA
xf
xf
xtc
φφ
φφ
φ
φφ
∂∂
Δ+
∂
∂
Δ−
∂
∂
Δ+
Δ= −+ 2,1,11 ,,
1,1
,
( ) ( )nj
Dnj
Lnj
Rnj
EO
nj
Lnj
Rnj
EO
jA
xf
xf
xd
11
,,1
1
,1
, 1,1,1
++
−
+
+
∂∂
Δ−
∂
∂
Δ−
∂
∂
Δ=
φφ
φφ
φ
φφ
( )nj
Lnj
Rnj
EO
j
fx
e2
,1
, ,1
+
+
∂
∂
Δ=
φ
φφ
( ) ( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛
Δ
+−+−
Δ= −+
+− xAAA
ffx
BnjD
njD
njDLn
jRn
jEOLn
jRn
jEO
j
)()(2)(,,1 11,
1,,,
1
φφφφφφφ

Chapter2
68
The solids concentrations for all subsequent times are determined by solution of the tri-
diagonal matrix, for incremented values of n, until sedimentation and consolidation
effectively ceases.
2.8.3 Accounting for aggregate densification
Current implementation of both the explicit and semi-implicit schemes account for aggregate
densification through recalculation of the material dewatering properties at each time step
(Spehar 2014). This is a crude method of incorporating aggregate densification but it has
been shown to be adequate for the purposes required and employing this method and it is
feasible to turn on or off aggregate densification at any time step. This provides the
possibility of predicting settling behaviour where shearing/raking was not present over the
entirety of the settling test, for example, if raking either ceases before complete settling or
starts at times greater the t = 0. Further possibilities include changing the rate or extent of
aggregate densification at any time step, allowing for aggregate densification parameters to
be more complex functions of for instance, solids concentration.
Incorporation of a delayed raking start time, tstart, and raking stop time, tstop, were included
into the equation describing the change in aggregate diameter with time, Dagg(t) (equation
2.60). This resulted in;
, (2.106)
where Dagg,0 is the initial scaled aggregate diameter (most often Dagg,0 = 1). Equation 2.106
has been implemented within the Transient Batch Settling algorithm through recalculation of
aggregate properties at every time step. Figure 2.13 depicts the effect of tstart and tstop on the
reduction in aggregate diameter over time.
( ) ( ) ( )
( ) ( )stop
stopstart
start
aggttA
aggagg
aggttA
aggagg
agg
agg
ttttt
tt
DeDDDeDD
DtD
startstop
start
>
≤<
≤
⎪⎩
⎪⎨
⎧
+−
+−=
∞−−
∞
∞−−
∞
,,0,
,,0,
0,

Theory
69
Figure 2.13: Scaled aggregate diameter as a function of time, Dagg(t), as described by equation 2.106 using
parameters: A = 0.01 s-1, Dagg,∞ = 0.9, tstart = 100 s and tstop = 300 s.
2.9 Thickener Modelling
This section covers the basic equations and theory used in compressional rheology with
specific applications to modelling steady state thickener performance. More comprehensive
details can be found in (Landman and White 1994, de Kretser et al. 2003, Usher and Scales
2005, Stickland and Buscall 2009, Usher et al. 2009, Zhang et al. 2013, Grassia et al. 2014).
Modern dewatering theory elegantly describes dewatering through a simple one-dimensional
conservation equation, equation2.20. The solution methods used to predict steady state
thickening is now outlined. Transient thickener prediction is considered outside of the scope
of this thesis however for information on transient thickener prediction and further
information on steady state thickening, the reader is referred to Burger et al. (2001), Usher
and Scales (2005), Usher et al. (2009) and Spehar (2014).
0.9
0.92
0.94
0.96
0.98
1
0 100 200 300 400
Sca
led
Agg
rega
te D
iam
eter
, Dag
g
Time, t (s)
Standard Modified Raking
tstart = 100 s tstop = 300 s

Chapter2
70
2.9.1 1D steady state thickener modelling
Numerous authors have combined the theory of free settling and compression in order to
produce a one-dimensional steady state thickener (1D SST) model that predicts thickener
operation from fundamental material properties (Usher and Scales 2005, Bürger and Narváez
2007, Usher et al. 2009, Zhang et al. 2013, Grassia et al. 2014).
An algorithm was developed by Usher and Scales (2005) in which one dimensional steady
state thickener operation could be predicted from fundamental material properties. This
model provided thickener throughput as a function of underflow concentration. It was then
adapted (Usher et al. 2009) to account for the extent of aggregate densification through
incorporation of the dependency on aggregate diameter into the fundamental dewatering
properties. The theory and algorithms behind these models are outlined below. The reader is
referred to the work of Usher and Scales (2005) and Usher et al. (2009) for further details.
Both of these 1D-SST models involve the determination of the solids throughput versus
underflow concentration in two parts, sedimentation, and consolidation. The limiting flux
within the sedimentation zone is determined via the simple Coe and Clevenger (1916)
method. Predicting the consolidation component requires taking bed compression into
account and is solved through integration of a differential equation developed from the
fundamental dewatering theory. The overall limiting solids flux at a given underflow
concentration and bed height is simply the minimum of the two predicted fluxes. Example
predictions of operating fluxes are illustrated in Figure 2.14.

Theory
71
Figure 2.14: Steady state thickener performance predictions of solids flux, q, vs. underflow solids
concentration, φu, for a range of extents of aggregate densification and a bed height of 1 m.
(Usher and Scales 2005, Usher et al. 2009)
2.9.2 Sedimentation theory
Rearrangement of equation 2.32, provides the following expression for the free settling
velocity of particles undergoing sedimentation:
( ))(
1)(2
φφρ
φRgu −Δ
= . (2.107)
The traditional Coe and Clevenger method suggests that this settling rate be used in a
material balance to determine the thickener steady state solids flux (for the maximum
thickener cross sectional area), q, for suspension at any solids concentration, φ, and for a
given underflow solids concentration, φu (Fitch 1966);
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
0 0.1 0.2 0.3
SolidsF
lux,q(m
s-1 )
UnderflowSolidsConcentranon,φu(v/v)
Dagg=1
Dagg=0.95
Dagg=0.90
Dagg = 1
Dagg = 0.95
Dagg = 0.90
φ0

Chapter2
72
, (2.108)
where φ0 is the thickener feed solids concentration (v/v). Without densification the above
equations can be solved easily to determine both the limiting operating flux and solids
concentration profile, φ(z). Upon solving equation 2.108, two possible solids concentrations
are possible for the determined solids flux. One corresponds to the minima found in equation
2.108, φ2 or φmin, and the other is at a concentration below the feed concentration, φ1, such
that φ1 ≤ φ0. This is illustrated in Figure 2.15. Operating to a given feed and bed height
results in a split concentration profile as shown in Figure 2.16, where above the bed the solids
concentration is φ1 and below the bed it is φ2, such that φ2 > φ1.
u
uqu
φφ
φφφφ 11
)(min0
−=
>>

Theory
73
Figure 2.15: Solids flux, q (m s-1) calculated via material balance (equation 2.108) at a range of solids
concentration, φ (v/v), for a permeability-limited thickener without densification. Typical mineral
suspension material properties and an operating underflow concentration, φu, of 0.1 v/v were used.
The local minima, q = 3.5x10-5 m s-1, provides the maximum operating solids flux, qop. At qop,
two potential solids concentrations are possible, φ1 and φ2, which represent the solids
concentration profile.
1.E-05
1.E-04
1.E-03
0 0.02 0.04 0.06 0.08 0.1
SolidsF
lux,q(m
s-1 )
SolidsConcentranon,φ(v/v)
φu
qop φ1 φ2

Chapter2
74
Figure 2.16: Example solids concentration profile, z(φ), for a permeability limited thickener without
densification operating at an underflow solids concentration and solids flux of φu = 0.1 v/v and qop
= 3.5 x10-5 m s-1. A feed and bed height of 5 and 1 m were used. Solids concentrations, φ1 and
φ2, were determined via equation 2.108 (illustrated in Figure 2.15).
During aggregate densification, the fundamental material properties become a function of
local solids concentration, φ, as well as time, t. Incorporating this into equations 2.107 and
2.108 results in:
, (2.109)
and;
0
1
2
3
4
5
0 0.02 0.04 0.06 0.08 0.1
Height,z(m
)
SolidsConcentration,φ(v/v)
( ) ( )( )tRgtu,1,
2
φφρ
φ−Δ
=
φ0
φu
φ1 φ2

Theory
75
. (2.110)
Usher et al. (2009) solved equations 2.109 and 2.110 by assuming time independent material
properties, and that the aggregates have a specified aggregate diameter limit defined as,
Dagg,∞. The resultant 1D SST model provides boundaries of what can be achieved through
incorporation of aggregate densification, despite the assumption of time independent
properties being unrealistic. The limiting flux can be easily solved via the same method as
without densification. An example result is shown in Figure 2.17 and Figure 2.18.
Figure 2.17: Example solids flux, q (m s-1) vs. solids concentration, φ (v/v), for a given underflow solids
concentration, φu (v/v) at varying extents of densification. Solving equation 2.81 results in
operating fluxes of 3.8x10-5, 5.6x10-5 and 9x10-5 m s-1 for Dagg = 1, 0.95 and 0.90 respectively
(shown by horizontal dashed lines). Note that this result assumes time independent material
properties.
u
tuqu
φφ
φφφφ 11
),(min0
−=
>>
1.E-05
1.E-04
1.E-03
0 0.02 0.04 0.06 0.08 0.1
SolidsF
lux,q(m
s-1 )
SolidsConcentranon,φ(v/v)
Dagg=1
Dagg=0.95
Dagg=0.90
φu
Dagg = 1
Dagg = 0.95
Dagg = 0.90

Chapter2
76
Figure 2.18: Example of a solids concentration profile, z(φ), for a thickener operated within permeability
limitations at a range of densification extents. For this example a feed and bed height of 5 and 1m
were used along with an underflow concentration of 0.1 v/v. Note that each solids concentration
profile is at a different operating flux and that this result assumes time independent material
properties.
2.9.3 Consolidation theory
It is possible that the operational flux predicted via sedimentation is unachievable due to the
compressibility of the suspension. Consolidation often results is a much lower achievable
solids flux for a given underflow concentration. Consolidation occurs when the solids
concentration within the thickener is greater than the gel point, φ > φg. In order to account for
consolidation, the compressive yield stress must be considered in the force balance equation
(along with buoyancy and drag forces) such that;
. (2.111)
Rearrangement of equation 2.111 gives;
0
1
2
3
4
5
0 0.02 0.04 0.06 0.08 0.1
Height,z(m
)
SolidsConcentranon,φ(v/v)
Dagg=1
Dagg=0.95
Dagg=0.90
φ0
( )( )
( )01
1 2 =Δ−−⎟⎟⎠
⎞⎜⎜⎝
⎛−
−φρ
φφ
φ
φφ
φφ g
dzd
ddP
qR y
u
φu
Dagg = 1
Dagg = 0.95
Dagg = 0.90

Theory
77
.
(2.112)
Solving equation 2.112 for a given solids flux, q, and underflow solids concentration, φu,
along with the appropriate boundary conditions will result in the determination of the solids
concentration profile within the thickener, φ(z). Inverting equation 2.112 relates the change
in height with solids concentration and has been shown to provide improved computational
speed (Usher and Scales 2005). The addition of a thickener shape factor, α(z) allows for any
variations in cross sectional area in the thickener to be taken into account (Usher and Scales
2005). The resultant differential equation to solve is;
, (2.113)
where α(z) is defined as
, (2.114)
where dt is the thickener diameter (m). Given the top of the bed, hb, is at the gel point, φg,
and the bottom is at the underflow concentration, φu, the following boundary conditions,
, (2.115)
and
, (2.116)
( )( )
( )φ
φ
φρφφ
φφ
φ
ddP
gqR
dzd
y
u
Δ−⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=
11 2
( )
( )( ) ( )
φραφ
φφφ
φφ
φg
zqRd
dP
ddz
u
y
Δ−⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛−
−
=
11 2
( ) ( )2
max,⎟⎟⎠
⎞⎜⎜⎝
⎛=
t
t
dzdzα
( ) 0=uz φ
( ) bg hz =φ

Chapter2
78
can be applied to determine the solids concentration profile within the bed for a given solids
flux, q, and underflow concentration, φu. Equation 2.113 is solved for a given underflow
concentration, φu, via iterating on the solids flux, q, until equation 2.116 is satisfied. Iteration
is possible as the solids flux is bounded between zero and the solids flux obtained in the
sedimentation solution. As an addition, the solids residence time within the bed can be
calculated given,
. (2.117)
Again, Usher et al. (2009) solved for the limiting flux during consolidation equations 2.111 to
2.117 by assuming time independent material properties and that the aggregates have a
specified aggregate diameter limit, Dagg. This assumption removes the time dependency
within the equations and hence can be solved in the same method as for without densification.
An example thickener performance prediction result is shown in Figure 2.14.
2.9.4 Solids residence time
The above methods for determination of the steady state solids flux as a function of
underflow solids concentration assume that the permeability and compressibility of the
suspension does not alter with solids residence time. Aggregate densification is a dynamic
process in which the diameter of the aggregate is reduced with solids residence time
according to equation 2.60. Subsequently the permeability and compressibility of the
suspension also change with solids residence time, equations 2.66 and 2.73.
Other models have modified the above one-dimensional steady state thickening theory in
order to account for dynamic densification and in turn dynamic material properties. Zhang et
al. (2013) developed a model in which the thickener feed was at the initial solids gel point,
φg,0, and hence only consolidation was considered. Grassia et al. (2014) developed a model
to calculate the free settling limiting flux, ignoring any compression. These models however
do not combine the theory of sedimentation and consolidation to provide an overall limiting
flux. Combining these two is not as straight forward as the previous method, and hence this
is the focus of the work presented in Chapter 3.
( )qz
dzdt φ=

Theory
79
2.9.5 Entropy condition
As solutions to equation 2.20 are in general discontinuous, Bürger and Narváez (2007)
utilised the entropy condition (or selection criterion) by (Kružkov 1970) to select physically
relevant solutions. This entropy condition permits solids concentration profiles produced by
vanishing hydrodynamic diffusion. For application to steady state thickener modelling, this
entropy condition implies the solids concentration must increase down the thickener. Further
details on the entropy condition and derivation, which is beyond the scope of this paper, refer
to Kružkov (1970), Bürger et al. (2005) and Bürger and Narváez (2007).
Steady state modelling by Usher and Scales (2005), Usher et al. (2009), Zhang et al. (2013)
and Grassia et al. (2014) do not directly calculate the entropy condition due to difference in
methods, however it is believed that such condition has been satisfied. Modelling methods
within this thesis are based on those by Usher and Scales (2005), Zhang et al. (2013) and
Grassia et al. (2014) and therefore the entropy condition is not calculated however believed to
be satisfied. Further work involving the calculation of the entropy condition is recommended
however outside the scope of this thesis.

Chapter2
80

81
Chapter 3. THICKENER MODELLING
Chapter 3
Thickener Modelling
This chapter outlines the theory developed to account for the time dependent nature of
aggregate densification within a one-dimensional steady state thickener (1D SST) model.
Using this theory along with material properties representative of industrial mineral slurries,
predictions of steady state thickener performance have been produced. The effects of
operational variables, such as thickener feed rate, concentration, bed height and aggregate
densification parameters, on thickener performance have been investigated. Model
development was aimed at providing a relatively simplistic, fast, and easy to use model to aid
in both thickener operation and design.
3.1 Background Theory
A one dimensional steady state thickening model that looks to incorporate the effects of shear
induced aggregate densification (both rate and extent) has been developed. Previous work
has shown that the bounds of thickening can be predicted (the expected maximum and
minimum performance points) based on laboratory and pilot column testing to extract
material properties, but a knowledge of the dynamics between these bounds has not been
available.
A one dimensional steady state thickening model was developed by Usher and Scales (2005)
but without shear induced aggregate densification effects. This was upgraded to incorporate
Chapter3
82
the extent of aggregate densification (Usher et al. 2009) and current development takes the
next step to incorporate the rate of shear induced aggregate densification. This model
combines the theories of; sedimentation, suspension bed consolidation and aggregate
densification. Other workers have looked at the sedimentation and consolidation problems in
isolation but the difficult task of linking the two together is the next step (Zhang et al. 2013,
Grassia et al. 2014). This model uses material dewatering properties and thickener
operational parameters as inputs to produce steady state solids flux predictions for a range of
underflow solids concentrations.
Prediction of the solids throughput as a function of underflow solids concentration is
calculated in two parts. The first part considers sedimentation limited settling, previously
referred to as the permeability limit (Usher and Scales 2005), while the second considers
consolidation and compression of the suspension bed. The sedimentation limited settling and
compression calculations are combined to predict the steady state solids flux for each
underflow solids concentration.
It is important to note that in all the following equations, the solids flux, q, is defined as the
volume of solids per unit time per thickener cross sectional area, with SI units of m s-1.
However, to adhere to industry conventions, all graphs of solids flux are presented in tonnes
of solids per hour per square meter, where solids throughput in tonnes of solids per hour is
simply the solids flux multiplied by the cross-sectional area of the thickener. In all the
following equations and discussions, t is the solids residence time, while tres is the overall
solids residence time such that t(z = 0) = tres.
3.2 Model Assumptions and limitations
As with all models, there are a number of assumptions and limitations, which should be kept
in mind when utilising the model output. The assumptions and limitations of the model
presented within this chapter are:
• The model is one-dimensional
The model does not account for short circuiting and mixing and all dewatering
occurs in the vertical direction, with no horizontal flow of liquor or solids. Mixing

ThickenerModelling
83
and short-circuiting within a thickener is expected to be present, however minimal
providing efficient operation. Converting to a three-dimensional model to account
for dewatering in all directions significantly increases the complexity moving away
from the aim of producing a simplistic, fast and easy to use model.
• Line settling
This implies that the settling rate and permeability are functions of solids volume
fraction and all solid particles at the same height, settle at the same rate, with no
size segregation.
• Wall effects are negligible
This model assumes the thickener diameter is sufficiently large compared to the
suspension bed height such that any material hold up through wall effects can be
neglected.
• All aggregates produced during flocculation are equal
This implies that all aggregates settle at the same rate and have the same aggregate
densification properties.
• No solids exit via the overflow
• Steady state operation
• The thickener is straight walled
This model does not account for the cross sectional effects of a converging base
thickener
• Shear enhanced dewatering is accounted for through Aggregate Densification
All dewatering enhancement is assumed to be caused by aggregate densification
and described via equations presented within section 2.6.
• Equal distribution of shear
Along with the assumption of line settling, this also implies that all aggregates at
the same height are exposed to the same shear rate and for the same length of time.
• Aggregates do not break with excessive shear
In reality this is not the case, however the incorporation of aggregate breakage into
aggregate densification theory is yet to be performed. Hence for simplicity the
limitation of no breakage has been applied.

Chapter3
84
3.3 Model Inputs
The inputs required for the steady state thickener model include:
• Compressive yield stress, Py(φ), curve fit
• Hindered settling function, R(φ), curve fit
• Solid and liquor densities, ρsol and ρliq.
• Aggregate densification parameters, A and Dagg,∞
• Thickener feed and bed heights, hf and hb
• Feed solids concentration, φ0
All model results presented within this chapter utilise the following parameter values and
material property curve fits as model inputs.
3.3.1 Material properties
Functional forms and parameter values for undensified Py,0(φ) and R0(φ) properties have been
chosen such that they represent a typical flocculated industrial mineral slurry produced in the
feedwells of large scale gravity thickeners. Typical aggregate densification parameters,
A = 10-4 s-1 and Dagg,∞ = 0.8, shown by experiments in Chapter 4, have been used to describe
material aggregate densification behaviour.
The initial un-densified hindered settling function, R0(φ) = R(φ, Dagg = 1) is chosen here as
that described by equation 2.34. The values of the functional parameters are as used by
Usher and co-workers (Usher and Scales 2005, van Deventer et al. 2011), where ra, rg, rn and
rb are 5 x 1012, 0.05, 5 and 0, respectively. Additionally, the liquid is assumed to be water,
with a viscosity of η = 0.001 Pa s and density ρliq = 1000 kg m-3. The solid density is
assumed to be ρsol = 3200 kg m-3. The change in the hindered settling function with
densification is described by equation 2.73. The functional form for undensified, Dagg = 1,
and fully densified, Dagg = Dagg,∞ = 0.8, hindered settling function is shown in Figure 3.1.
In this model case study, the network strength is defined by the constitutive compressive
yield stress function shown in equations 2.24, 2.64 and 2.66. Functional parameters for

ThickenerModelling
85
equation 2.24, a0, b and k0, have chosen values of 0.9, 0.002 and 11, respectively as used by
Usher et al. (2009) and van Deventer et al. (2011).
The close packing volume fraction is the maximum possible solids concentration achievable,
and is assumed to be φcp = 0.8 for a polydisperse system. The initial gel point and aggregate
packing volume fraction are φg,0 = 0.1 and ϕp = 0.6 respectively. The value of φg,0 chosen
influences the solids concentration at which consolidation within the thickener needs to be
taken into consideration. The compressive yield stress function described by these equations
and parameters is shown in Figure 3.1.
Figure 3.1: Undensified (Dagg = 1) and fully densified (Dagg = Dagg,∞ = 0.8) hindered settling function, R(φ,t),
and compressive yield stress function, Py(φ,t), used in the model case study to predict thickener
throughput, q, as a function of underflow solids concentrations, φu. The hindered settling function
is governed by equations 2.34 and 2.73 with parameter values ra = 5 x 1012, rg = -0.05 and
rn = 5. The compressive yield stress functional form is governed by equations 2.24, 2.64 and 2.66
with parameter values a0 = 0.9, b = 0.002 and k0 = 11.
The shear yield stress is not utilised by this model, however it provides insight in determining
if the output suspension can be raked or pumped. The relation between τy(φ) and Py(φ) is
given by equation 2.27. For this case study, a scalar ratio of α = 20 will be used. The solids
flux function has been calculated for the model material properties at no densification, Dagg =
1, and full densification, Dagg = Dagg,∞ = 0.8, as shown in Figure 3.2.
1.E+06
1.E+07
1.E+08
1.E+09
1.E+10
1.E+11
0 0.1 0.2 0.3 0.4
Hin
dere
d S
ettli
ng F
unct
ion,
R(φ)
(Pa
s m
-2)
Solids Volume Fraction, φ (v/v)
R0RinfGelPoint
0.01
0.1
1
10
100
0 0.1 0.2 0.3 0.4 Com
pres
sive
Yie
ld S
tress
, Py(φ)
(k
Pa)
Solids Volume Fraction, φ (v/v)
PyPy1
Py(φ)
Py(φ,Dagg,∞)
R(φ,Dagg =1)
R(φ,Dagg,∞)
φg

Chapter3
86
Figure 3.2: Undensified (Dagg = 1) and fully densified (Dagg = Dagg,∞ = 0.8) solids flux, f(φ,t) vs. solids
concentration, φ, where f(φ,t) = φ.u(φ,t).
3.3.2 Operating conditions
A thickener feed height of 5 m, a bed height of 2 m and a feed solids concentration of
0.05 v/v have been used, representing typical values seen within industry. Previous models
(Usher and Scales 2005) include a factor to account for change in cross sectional area but for
the purposes of the model here, the thickener will be assumed to be straight walled with no
cross sectional area variation (α(z) = 1).
3.3.3 Solids flux boundaries
The model by Usher et al. (2009) predicts the solids flux, q, for a range of underflow solids
concentrations, φu, for time independent material properties, Dagg = constant. The theory for
this model can be found in section 2.9.1. Application of this model for no densification,
0.E+00
2.E-05
4.E-05
6.E-05
8.E-05
1.E-04
1.E-04
1.E-04
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
SolidsF
lux,f(φ)(m
s-1 )
SolidsConcentranon,φ(v/v)
q_Dagginf
f0
Dagg = Dagg,∞ = 0.8
Dagg = 1

ThickenerModelling
87
Dagg = 1, and full densification, Dagg = Dagg,∞,provides lower and upper limits in solids flux
for each underflow solids concentration.
Aggregate densification is a dynamic process and the real solids flux will lie within these
limits. Dagg is sensitive to the overall solids residence time, tres, and the rate of aggregate
densification and therefore it is expected that q will be close to an un-densified value when
A.tres is small and will approach the fully densified case as A.tres increases.
Figure 3.3 shows the predicted steady state thickener performance in terms of solids flux, q,
versus underflow solids volume fraction, φu, for no densification, Dagg = 1, and full
densification, Dagg = Dagg,∞ = 0.8.
Figure 3.3: Steady state thickener performance predictions in terms of solids flux, q, versus underflow solids
volume fraction, φu, for no densification, Dagg = 1, and full densification, Dagg = Dagg,∞ = 0.8.
0.001
0.01
0.1
1
10
100
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φu(v/v)
Dagg = 1
Dagg = Dagg,∞ = 0.8

Chapter3
88
3.4 Sedimentation Theory
Sedimentation is the dewatering of a suspension due to density differences through external
forces such as gravity, where no mechanical support is contributed from layers of suspension
below. This section provides the necessary theory to determine the sedimentation limited
steady state solids flux, qs, for a given underflow solids concentration, φu, in the absence of a
compressive yield stress. The sedimentation limited solids flux, qs, has been previously
referred to as the permeability limit or free settling flux, qfs (Usher and Scales 2005). Due to
the dynamic properties of aggregate densification, the effect of both the overall solids
residence time, tres, and the un-densified solids flux at the feed concentration, q0 = q(φ0,t = 0),
needs to be considered. The effect tres and q0 have on qs is discussed within this section. The
theory required to determine the sedimentation limited solids concentration profile, φs(z), is
also presented.
3.4.1 Thickener sedimentation limited solids flux, qs
Using the theory of Buscall and White (1987), the sedimentation rate, us(φ), of a suspension
in the absence of a compressive yield stress is predicted to be a function of the solids volume
fraction, φ. The traditional Coe and Clevenger (1916) method incorporates this
sedimentation rate into a thickener material balance to determine the thickener steady state
solids flux, q, as a function of solids concentration, φ, for a given underflow solids
concentration, φu. Incorporating the hindered settling function, this material balance results
in,
. (3.1)
For a given underflow solids concentration, φu, the maximum thickener capacity possible in
sedimentation, qs, is the minimum value of the solids flux, q, over the solids concentration
range φ(t) from φ0 to φu evaluated at t = tres.
( ) ( ) ( )
( ) ⎟⎟⎠
⎞⎜⎜⎝
⎛−
−Δ=
⎟⎟⎠
⎞⎜⎜⎝
⎛−
=
uu
s
tR
gtutq
φφφ
φρ
φφ
φφ
11,
111,,
2

ThickenerModelling
89
The solids concentration at which q(φ, tres) = qs is denoted as φBase and is the solids
concentration at the base of the thickener, φ(z=0) (except in the case of no suspension bed as
discussed below).
3.4.2 Solids concentration profile, φ(z)
For a given solids flux, q, and underflow solids concentration, φu, the profile of φ vs. t is
governed by equation 3.1 evaluated from t = 0 to t = tres subject to the restrictions; φ ≤ φ0 for t
≤ tb and φ ≥ φ0 for t ≥ tb where tb is the time at the top of the suspension bed, z = hb. As tb is
unknown, conversion of φ vs. t to a spatial profile φ vs. z via equation 2.117 is performed
simultaneously while solving equation 3.1. z(t) is determined parametrically in terms of φ
and therefore tb is determined.
The suspension settling velocity, us(φ,t), increases with time due to aggregate densification.
According to equation 3.1, the solids concentration must decrease within the dilute zone, z >
hb, and increase within the suspension bed, z ≤ hb, in order to remain at a constant solids flux
throughout the thickener. Note, by contrast, previous models predicted a fixed value of φ in
both the dilute zone and suspension bed (see Figure 2.16).
3.4.3 Feed concentration limitations
According to the model assumption of line settling, all material moves directly away from the
feed height without mixing. However, in real systems there are aggregate density
distributions, flow of particles in all directions and mixing, effectively causing densification
at the feed height. These effects will be discussed Chapter 6.
Along with the assumption of line settling, the dynamic nature of aggregate densification
restricts the maximum possible solids flux achievable. The solids flux, q, cannot exceed the
feed limited flux, q0 = q(φ0,t = 0) according to the Coe and Clevenger equation, equation 3.1,
for a given underflow solids concentration, φu, due to the dynamic nature of aggregate
densification.
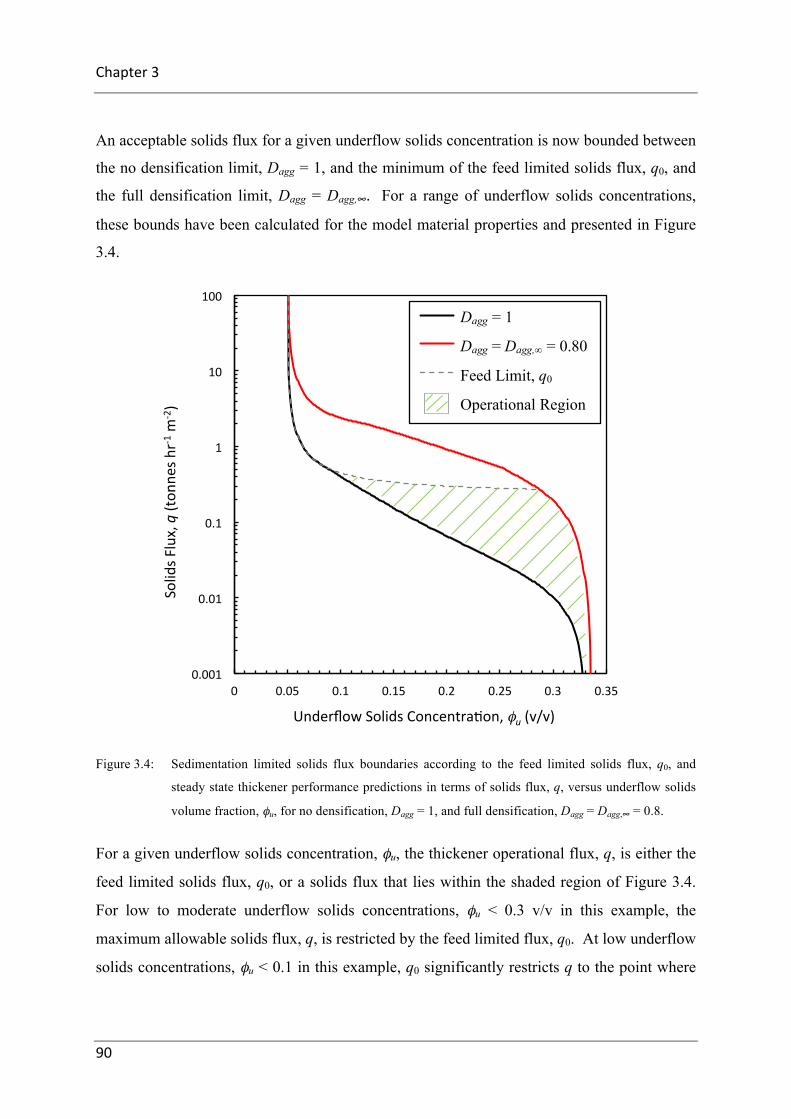
Chapter3
90
An acceptable solids flux for a given underflow solids concentration is now bounded between
the no densification limit, Dagg = 1, and the minimum of the feed limited solids flux, q0, and
the full densification limit, Dagg = Dagg,∞. For a range of underflow solids concentrations,
these bounds have been calculated for the model material properties and presented in Figure
3.4.
Figure 3.4: Sedimentation limited solids flux boundaries according to the feed limited solids flux, q0, and
steady state thickener performance predictions in terms of solids flux, q, versus underflow solids
volume fraction, φu, for no densification, Dagg = 1, and full densification, Dagg = Dagg,∞ = 0.8.
For a given underflow solids concentration, φu, the thickener operational flux, q, is either the
feed limited solids flux, q0, or a solids flux that lies within the shaded region of Figure 3.4.
For low to moderate underflow solids concentrations, φu < 0.3 v/v in this example, the
maximum allowable solids flux, q, is restricted by the feed limited flux, q0. At low underflow
solids concentrations, φu < 0.1 in this example, q0 significantly restricts q to the point where
0.001
0.01
0.1
1
10
100
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φu(v/v)
Dagg = 1
Dagg = Dagg,∞ = 0.80
Feed Limit, q0
Operational Region

ThickenerModelling
91
aggregate densification no longer provides a solids flux performance enhancement, q =
q(Dagg = 1) = q0.
3.4.4 Solids residence time
Knowledge of the solids residence time is unknown prior to determining the sedimentation
limited settling flux. As tres is sensitive to the densification rate parameter, A, it is expected
that tres will be close to an un-densified value when A is small, say tres = tres,0, and will
approach the fully densified case as A increases, tres = tres,∞.
Usher et al. (2009) assumed the aggregates enter the thickener in a fully densified state thus
implying the material properties, in particular the hindered settling function, are no longer a
function of time, R = R(φ) only. Therefore qs could easily be determined without prior
knowledge of tres. tres can then subsequently be determined using equation 2.117. This
method is acceptable if, for the given rate of aggregate densification, the overall solids
residence time, tres, is sufficient for full densification, Dagg(z = 0) = Dagg,∞ (subject to the
limitations identified in section 3.4.3.
For a given underflow solids concentration, φu, full densification may not be possible as the
maximum tres is restricted by the feed limited solids flux. Hence, tres needs to be quantified
when calculating qs. In order to solve equation 3.1, an iterative approach is performed in
which the solids residence time is adjusted until φ(z) produces the feed and bed heights, hf
and hb, specified in the model inputs. Under certain scenarios, the specified bed height is
unobtainable due to the restriction of the feed limiting solids flux and maximum solids
residence time. For these scenarios, the model predicts the steady state solution for the
maximum bed height obtainable. The algorithm used to solve for tres is outlined in section
3.7.
3.4.5 Overall sedimentation flux
Based on the knowledge that the solids flux at a given solids concentration increases with
aggregate densification, if the minimum value of q over the domain from φ0 to φu is greater
than q0, then q0 limits the solids flux. Alternatively if the minimum value of q over the same
Chapter3
92
domain is less than q0, this minimum q will be the limiting the solids flux. Taking into
account both the feed limiting solids flux, q0, and the overall solids residence time, tres, the
solids flux in the absence of compression, qs, is given by,
. (3.2)
The algorithm for solving equation 3.2 is presented in section 3.7. The sedimentation limited
solids flux, qs, and resulting solids concentration profiles, φ(z), can be broken into three
distinct scenarios, q0 limited, q0 and tres limited and sedimentation limited. Discussion and
example q vs. φ and φ vs. z results are presented in section 3.8 for each scenario.
3.5 Un-networked and Networked Bed
The time and spatial gel point profiles, φg(t) and φg(z), can be determined from φ(z) and φ(t)
through equations 2.61, 2.63 and 2.117. Comparing φg(z) and φ(z) indicates if and when the
solid concentration becomes greater than the gel point and hence suspension consolidation
needs to be considered. If the solids concentration is always less than the gel point, the
thickener is sedimentation limited and the maximum solids flux is given by qs.
The height at which the gel point equals the solids concentration within the thickener is
defined as the networked height, hn. The networked height is equal to or less than the bed
height and its value will depend on the material properties and thickener operational
conditions. This creates the possibility of three zones within the thickener, namely; a dilute
zone (z > hb), an un-networked bed zone (hn < z < hb) and a networked bed zone (z < hn). If
the bed height equals the networked height, hn = hb, the un-networked bed zone will not be
present. Example sedimentation limited solids concentration profiles, φ(z), are presented
along with the corresponding gel point profiles, φg(z), in Figure 3.5 for two cases; with and
without a networked solids bed. For an underflow solids concentration of 0.185 v/v, the
maximum thickener solids flux is given by the sedimentation limit, q = qs = 0.295 tonnes m-2
hr-1. For an underflow solids concentration of 0.30 v/v, a networked zone is present, hn =
0.9 m, and compression of the suspension may reduce the sedimentation limited thickener
solids flux, q ≤�qs.
( ) ( )⎟⎠⎞⎜
⎝⎛=
>≥ress tqqq
u
,min,0,min0
0 φφφφφ

ThickenerModelling
93
Figure 3.5: Profile of solids concentration φ and solids gel point φg vs. height z for the case of sedimentation
limited settling where (left) q = 0.29 tonnes m-2 hr-1, φu = 0.18 v/v, A(z > hb) = 0, A(z � hb) =
10-4 s-1 and Dagg∞ = 0.8 (right) q = 0.29 tonnes m-2 hr-1, φu = 0.30 v/v, A(z > hb) = 0, A(z � hb) = 10-4
s-1 and Dagg∞ = 0.8. The horizontal dashed lines indicate the (uniform) bed and networked
heights, hb (2 m) and hn (0 and 0.89 m).
3.6 Compression Theory
The solids flux calculated by sedimentation alone is often not achieved due to the
compressibility of the suspension, which limits the maximum possible underflow solids
concentration. As discussed above, compression calculations are required if a networked
zone is present within the thickener. The technique used to account for compression involves
integration of the differential equations determined from fundamental dewatering theory.
The differential equations used to account for compression in the presence of dynamic
aggregate densification are (Zhang et al. 2013);
,
(3.3)
and
0
1
2
3
4
5
0 0.05 0.1 0.15 0.2
Height,z(m
)
SolidsConcentranon,φ(v/v)
phi
phig
0
1
2
3
4
5
0 0.1 0.2 0.3
Height,z(m
)
SolidsConcentranon,φ(v/v)
phi
Series4
( )( )
( )
( )φ
φ
φ
φφφφ
φρφ
∂
∂∂
∂−⎟⎟⎠
⎞⎜⎜⎝
⎛−
−−Δ
=resy
res
resy
u
res
res tPttP
qtRg
dtd
,
,111, 2
2
hb
φu
φ0 φ(z)
φg(z)
hb
φu
φ0
hn
φ(z)
φg(z)

Chapter3
94
.
(3.4)
These differential equations describe the change in solids concentration with time and height
within the suspension bed of a thickener for a given solids flux, q, and underflow solids
concentration, φu. The determination of the solids flux, q, required to produce a steady state
suspension bed height, hb, at an underflow solids concentration, φu, is performed in two parts.
The first part deals with sedimentation above the networked bed height while the second part
considers compression in the networked suspension bed.
Sedimentation theory is used to determine the networked bed height, hn, the solids residence
time at the top of the networked bed, tn, and the concentration profiles for the dilute and un-
networked bed zone (z > hn). Within these zones, aggregates are un-networked and settling is
sedimentation limited. If there is a networked bed, the differential equations, 3.3 and 3.4, are
integrated simultaneously from z = hn to z = 0 subject to the boundary condition, φ(hn,tn) =
φg(tn). This integration determines the solids concentration profile within the networked
zone, φ(z) for z < hn.
An alternative description of equation 3.3 can improve computational speed. The inverted
differential equation, shown below,
, (3.5)
relates the change in time with solids concentration in the thickener, dtres/dφ, for a given
steady state solids flux, q, and underflow solids concentrations, φu. The differential equation
is integrated from the top of the networked bed, φ = φg to φu.
( )( )
( ) ( )φ
φ
φ
φφφ
φφ
φρφ
ddt
ttPtP
qtRg
dzd
res
res
resyresy
u
res
∂
∂+
∂
∂
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−−Δ
= ,,
11,
2
( )
( )( )
( )res
resy
u
res
resy
res
ttP
qtRg
tP
ddt
∂
∂−⎟⎟⎠
⎞⎜⎜⎝
⎛−
−−Δ
∂
∂
=,11
1,
,
22
φ
φφφ
φφρ
φ
φ
φ

ThickenerModelling
95
Calculations are performed with an initial guess for q and iteratively adjusted until the solids
concentration at the base of the thickener equals the underflow solids concentration,
φ(z = 0) = φu. The value of q is bounded between the no densification solution, q(Dagg = 1),
and the minimum of the sedimentation limited settling flux, qs, and fully densified solid flux,
q(Dagg,∞), for the given φu.
At solids concentrations equal to or just above the gel point, it is possible for the suspension
to be sedimentation limited although networked. In order to determine the limiting
mechanism, a simplified version of the entropy condition outlined by Burger has been
implemented in which ensures the solids concentration profile is smooth and continuous
throughout the suspension bed. The limiting mechanism of dewatering is determined by
comparison of the change in height with respect to solids concentration, dz/dφ, when applying
both sedimentation and compression theory. The thickener is sedimentation limited until
|dz/dφ|sedimentation < |dz/dφ|compression, after which compression is the limiting mechanism of
dewatering. The height and solids concentration at which the transition from sedimentation
to compression limited operation occurs is defined as hlimit and φlimit. Equation 3.4 and 3.5 are
integrated from z = hlimit and φ = φ limit to z = 0 and φ = φu. The algorithm used is presented in
section 3.7. Example predicted solids concentration profiles for
φu = 0.30 and 0.32 v/v are shown in Figure 3.6. At φu = 0.30 v/v, the suspension bed is both
permeability and compression limited, with the transition occurring at z = hn = 1.85 m and
φ = φg = 0.15 v/v. For φu = 0.32 v/v, the entire suspension bed is compression limited, hb = hn
and φ(hb) = φg(hb).

Chapter3
96
Figure 3.6: Profile of solids concentration φ and solids gel point φg vs. height z for the case of compression
limited settling where (left) q = 0.17 tonnes m-2 hr-1, φu = 0.30 v/v, A(z > hb) = 0, A(z � hb) = 10-3s-1
and Dagg∞ = 0.8 (right) q = 0.07 tonnes m-2hr-1, φu = 0.32 v/v, A(z > hb) = 0, A(z � hb) = 10-3s-1 and
Dagg∞ = 0.8. The horizontal dashed lines indicate the (un-networked) bed and networked bed
heights, hb (2 m) and hn (0 and 1.85 m).
3.7 Model Algorithm
The computational algorithm that can be applied to predict steady state thickening
performance with dynamic aggregate densification is now described. The algorithm is split
into the core and subsections; standard steady state thickener, dilute zone, un-networked bed
zone and networked bed zone. A block flow diagram representing the main steps within the
core algorithm is depicted in Figure 3.7. An alternative algorithm for determining the solids
flux for a thickener operated under compressional limits is also presented. This alternative is
computationally less demanding however, is less accurate due to the inherent approximations
and assumptions.
3.7.1 Core algorithm
1. Define the model inputs:
Thickener geometry including feed height, hf. (in this case, straight walled thickener)
Material properties, R(φ), Py(φ), A, Dagg,∞, ρsol, ρliq
Operational parameters including hb and φ0.
0
1
2
3
4
5
0 0.1 0.2 0.3
Height,z(m
)
SolidsConcentranon,φ(v/v)
phi
phig
φ(z)
φg(z)
hb
hn
φ0
φu0
1
2
3
4
5
0 0.1 0.2 0.3
Height,z(m
)
SolidsConcentranon,φ(v/v)
phi
phig
φ(z)
φg(z)
φu
φ0
hb

ThickenerModelling
97
2. Create a φu list:
Create a list of underflow solids volume fractions, φu, with values bounded between
the initial solids volume fraction, φ0, and a high value that exceeds the maximum
achievable underflow solids concentration (e.g. φcp).
3. Determine Solids Flux Boundaries:
For each underflow solids concentration, φu, determine the solids flux boundaries
using the Standard steady state thickener algorithm.
a. Determine the minimum solids fluxes;
qs,min = qs(Dagg = 1) and qmin = q(Dagg =1)
b. Determine the maximum solids fluxes;
qs,max = qs(Dagg = Dagg,∞) and qmax = q(Dagg = Dagg,∞)
4. Determine the Sedimentation Limited Settling Flux:
For each underflow solids concentration, φu, determine the sedimentation limited
settling flux, qs, using the Sedimentation limited flux algorithm
5. Determine the Gel Point Profile:
For each underflow solids concentration,
a. Determine z(t) from φ(z) and φ(t)
b. Determine φg(z) from z(t) via eq. 2.61 and 2.63
6. Determine the Solids Flux:
For each underflow solids concentration; If φu ≥ φg(z = 0), then q = qs. Else, if φu <
φg(z = 0) then;
a. Determine the relevant bed height bounds zmin and zfree,
i. The minimum bed height required to achieve φu, defined as zmin = z(φg),
is determined by the Compressibility algorithm with q = qmin.
ii. The bed height beyond which thickener operation is sedimentation
limited is defined as zfree = z(φg), is determined by the Compressibility
algorithm with q = min[0.99qs, qmax]
b. Create a list of q values corresponding to the list of φu values such that;
i. If hb < zmin, φu is unattainable and there was no corresponding q value
ii. If zequil ≤ hb ≤ zmin, q is determined via Compressibility algorithm

Chapter3
98
iii. If hb ≥ zmin, then q = qs
An alternative method that utilises the standard steady state thickener algorithm can be
applied to estimate an upper bound for thickener performance with significantly less
computational overhead, but subject to a loss of accuracy. When applying the Alternative
networked bed method algorithm, step 6 becomes;
6. Determine the Solids Flux:
For each underflow solids concentration; If φ(z = 0) ≤ φg(z = 0), then q = qs. Else, if
φ(z = 0) > φg(z = 0) then, q is determined via Alternative networked bed algorithm.

ThickenerModelling
99
Figure 3.7: Block flow diagram of core algorithm used to predict steady state thickener performance in terms
of solids flux vs. underflow solids concentration as well as solids concentration profiles.
1.Definethemodelinputs• Py(φ),R(φ),Δρ,A,Dagg,∞,hb,
hf,φ0
2.Createaφulist
3.Determinesolidsfluxboundaries
• qs,min,qs,max,qmin,qmax
4.Determinesedimentanonlimitedsolidsflux
• qs,φ(z),t(z)
5.Determineφg(z)
6.DeterimineSolidsflux

Chapter3
100
3.7.2 Standard steady state thickener algorithm
This is a reproduction of the algorithm for steady state thickener performance prediction with
time independent material properties as presented in Usher and Scales (2005). Note, that for
a cylindrical thickener with constant cross sectional area, α(z) = 1 in equation 2.113.
1. For each underflow solids concentration, φu, the minimum sedimentation limited flux,
qs, is determined by application of eq. 3.1 for all solids concentrations, φ, ranging
from φ0 to φu as described in the Sedimentation Theory.
2. The relevant bed height bounds zequil and zmin are calculated for each specified
underflow solids concentration, φu, where φu > φg. The minimum bed height required
to achieve φu, defined as zequil = z(φg), is determined by integration of eq. 2.113 with q
= 0. The bed height beyond which thickener operation is permeability limited is
defined as zmin = z(φg). For a cylindrical vessel (α(z) = 1), zmin is determined by
integration of eq. 2.113 with q = 0.99qs (Note that if q ≥ qs, then eq. 2.113 cannot be
solved to uniquely satisfy the boundary conditions). When the thickener has a
converging base (α(z) < 1), it is more difficult to avoid unstable integrations. In this
case, the value of zmin is initially guessed as 0, and then iteratively determined as zmin
= z(φg), by integration of eq. 2.113 with q = α(zmin)qs. eq. 2.113 is iteratively solved
until the variation of zmin between iterations is insignificant (e.g. <10−8).
3. A list of q values is created corresponding to the list of φu values such that; if φu < φg
then q = min[qs,q(φ0,t=0)]. Else, if φu ≥ φg then;
a. if hb < zequil, φu is unattainable and there is no corresponding q value,
b. if zequil ≤hb < zmin, q is determined via a shooting method described below and
c. if hb ≥zmin, then q = qs.
The shooting method for determining q, given φu and hb, involved initially setting the left and
right bounds of q such that ql = 0 and qr = α(zfree)qs. Using the midpoint between ql and qr as a
guess for q, qguess = (ql + qr)/2, eq. 2.113 is solved to determine z(φg). If z(φg) > hb, then qr =

ThickenerModelling
101
qguess, else ql = qguess. The process is iteratively repeated until the required accuracy was
achieved (e.g. |qr −ql|<10−8).
3.7.3 Sedimentation limited solids flux algorithm
The algorithm for determining the sedimentation limited solids flux, qs, for a given underflow
solids concentration, φu, is described below:
1. Determine feed limited solids flux:
Determine q0 = q(φ0,t = 0) via eq. 3.1.
2. Determine maximum overall solids residence time:
If qs,max ≤ q0, then
a. Dagg,max = Dagg,∞ and tmax = (φu/qs,min).hf
b. Else tmax is given when q0 = min[(q(φ, t))] according to eq. 3.1 evaluated over
the solids concentration range from φ0 to φu.
Determine Dagg,max from tmax using eq. 2.61
3. Determine mode:
Solve Dilute zone algorithm evaluated at q = q0;
a. If [q(φ, t)] = q0 or tb ≥ tmax, Mode 1: q0 limited.
b. Else with qs = q0, solve eq. 3.1 and 2.117 for φ(t) and φ(z) for all solids
concentrations, φ, and time, t, ranging from φ0 to φu and tb to tmax. If z(tres) ≥ 0,
Mode 2: q0 and tres limited, else Mode 3: Sedimentation limited.
4. Determine qs:
Determine φ(t), z(t) and hence φ(z) (parametrically in terms of t)
a. If Mode 1: qs =q0. Solve Dilute zone algorithm with hb = 0 and
b. Mode 2: Solve Eqs. 3.1 and 2.117 for φ(t) and φ(z) for all solids
concentrations, φ, and time, t, ranging from φ0 to φu and tb to tmax with qs = q0.
Iterate on hb via midpoint shooting method until z(tmax) = 0 or within
reasonable accuracy, i.e. | z(tmax) | < 10-5
c. Mode 3: Solve Dilute zone and Permeability Zone algorithms
uφφφ ≤≤0min

Chapter3
102
3.7.4 Dilute zone algorithm
The algorithm for determining both φ(t) and φ(z) within the dilute zone, z ≥ hb, for a given q
and φu is described below:
1. Initially set the left and right bounds of tres such that tres,l = 0 and tres,r = (φ0/qmin)(hf-hb)
2. Using the midpoint between tres,l and tres,r as a guess for tres, tres,guess = (tres,l+tres,r)/2,
φ(t) and φ(z) is determined by application of eq. 3.1 and 2.117 for all solids
concentrations, φ, and time, t, ranging from 0 to φ0 and 0 to tres,guess.
3. If z(tres) > hb, then tres,l = tres,guess, else tres,r = tres,guess.
4. The process is iteratively repeated until the required accuracy was achieved (e.g.
|z(tres) – hb| < 10-5).
5. The time an aggregate spends within the dilute zone of the thickener, is noted as tb.
3.7.5 Permeability zone algorithm
The algorithm for determining both φ(t) and φ(z), for a given φu and hb in the absence of
compression is described below:
1. Initially set the left and right bounds of qs such that qs,l = qs,min and qs,r = qs,max
2. Using the midpoint between qs,l and qs,r as a guess for qs, qs,guess = (qs,l+qs,r)/2,
a. Solve for φ(t) and φ(z) for z > hb via Dilute Zone algorithm.
b. Solve for φ(t) and φ(z) for z < hb by,
i. Initially set the left and right bounds of tres such that tres,l = tb and tres,r =
tmax
ii. Using the midpoint between tres,l and tres,r as a guess for tres, tres,guess =
(tres,l+tres,r)/2, φ(t) and φ(z) is determined by application of eq. 3.1 and
2.117 for all solids concentrations, φ, and time, t, ranging from φ0 to φu
and tb to tres,guess.
iii. If z(tres) > hb, then tres,l = tres,guess, else tres,r = tres,guess.
iv. The process is iteratively repeated until the required accuracy is
achieved (e.g. |z(tres)| < 10-5).

ThickenerModelling
103
c. If qs,guess < [q(φ, tres)] then qs,r = qs,guess, else qs,l = qs,guess.
d. The process is iteratively repeated until the required accuracy is achieved (e.g.
| qs,guess – [q(φ, tres)] | < 10-5).
3.7.6 Compressibility algorithm
The algorithm for determining both φ(t) and φ(z), for a given φu and hb including the effect of
compression is described below:
1. Initially set the left and right bounds of q such that ql = qmax and qr = min[0.99qs, qmax]
2. Using the midpoint between ql and qr as a guess for q, qguess = (qr+ql)/2,
a. Solve φ(t) and φ(z) for z ≥ hb using the Dilute Zone algorithm.
b. Calculate both q(φ, t = ∞) and q(φ, tb) for all solids concentrations, φ, ranging
from φ0 to φu using eq. 3.1.
i. If (q(φ, tb)) ≥ qguess, then there is no un-networked zone.
ii. Else if (q(φ, t = ∞)) ≤ qguess, solve φs(t) and φ s(z) for z ≤ hb using
the Permeability Zone algorithm.
iii. Else tmax is given by (q(φ, t)) = qguess. Solve φ s(t) and φ s(z) for z
≤ hb using the Permeability Zone algorithm at tres = tmax, noting a full
bed may not be obtained.
c. Solve φg(z) (parametrically in terms of t) via eq. 2.61 and 2.63. Subsequently
solve φ(t) and φ(z). In turn determine hn, tres(hn) and φ(hn).
d. From φ s(t), determine (dt/dφ)s via finite difference.
e. Create a list of φ values from φs(hn, tb) to φu with spacing Δφ
f. Numerically solve for t via: tn+1 = tn + Δφ.max[(dt/dφ)s, dt/dφ] where dt/dφ is
given by eq. 3.5.
g. Using eq. 2.117 convert φ(t) to φ(z) via trapezoidal method
3. If z(tres) > 0, then ql = qguess, else qr = qguess.
uφφφ ≤≤0min
uφφφ ≤≤0min
uφφφ ≤≤0min
uφφφ ≤≤0min
uφφφ ≤≤0min

Chapter3
104
4. The process is iteratively repeated until the required accuracy was achieved
(e.g. | z(tres)| < 10-5).
3.7.7 Alternative networked bed method
The algorithm for solving the solids concentration distribution in the suspension bed is
complex and computationally demanding. However, a close approximation can be more
easily determined by equating solids residence times.
For a given rate of aggregate densification, there is a solids residence time required to achieve
a given extent of aggregate densification. Similarly using time independent material
properties, a solids residence time can be calculated for a range of underflow solids
concentrations for a given Dagg. Equating the two solids residence times provides an
approximation of the solids flux achievable for a given underflow solids concentration.
The algorithm for this approximation method used to determine q vs. φu for a given hb and A
is presented below:
1. A list of scald aggregate diameters, Dagg, is created with values bounded between the
un-densified value, Dagg = 1, and the fully densified value, Dagg = Dagg,∞.
2. For each Dagg value;
a. Determine the solids residence time required to reach Dagg via eq. 2.61
b. Apply the Solids flux boundaries algorithm for the Dagg value over the range
of φu values to find q(Dagg) vs. φu
c. Calculate the solids residence time for each q vs. φu point via eq. 2.117,
tres(φu,Dagg)
d. Match tres in (a.) with a tres in (c.) to determine the correct Dagg and q for the
given φu.
3.8 Outputs: Model Thickener Performance Prediction
An algorithm has been developed in Matlab code to take the above mentioned model inputs
and predict steady state solids flux for a range of underflow solids concentrations. Using this

ThickenerModelling
105
algorithm, a model case study has been performed to demonstrate the impact of time
dependent aggregate densification on steady state thickener performance.
For this case study, Py(φ) and R(φ) curve fits (Figure 3.1) have been used along with feed and
bed heights of 5 and 2 m, and a feed solids concentration of 0.05 v/v (Usher and Scales 2005,
Usher et al. 2009, Zhang et al. 2013, Grassia et al. 2014). Aggregate densification parameters
representing a moderate shear rate have been used, As = A(z > hb) = 0, Abed =
A(z ≤ hb) = 10-4 s-1 and Dagg∞ = 0.8. These values are in agreement with both experimental
observations and measurements in Chapter 4 and previous authors (Usher et al. 2009, van
Deventer et al. 2011). For this case study, only raking within the solids bed is considered
(z ≤ hb). The effects and benefits of shear processes above the bed (As > 0) are considered
and discussed in section 3.9.4 and Chapter 5.
The steady state thickener performance predictions, in terms of solids flux versus underflow
solids volume fraction is shown in Figure 3.8 for operation of a straight walled thickener (no
cross sectional area variation). The effect of process variables such as bed height, feed
concentration, and rate of aggregate densification are investigated and discussed in section
3.8.7. It should be noted, that at high solids fluxes where operation is limited by the feed
solids flux, the specified bed height could not be obtained, and instead the solution represents
a solids flux when operated at the maximum possible bed height.

Chapter3
106
Figure 3.8: Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction for A(z > hb) = 0, A(z ≤ hb) = 10-4 s-1, Dagg,∞ = 0.8, φ0 = 0.05 v/v,
hf = 5 m and hb = 2 m. Upper and lower solids flux predictions (Dagg = 1 and Dagg = Dagg,∞) are
also shown.
Both sedimentation and compression theory are combined to predict the limiting steady state
solids flux, q, for a range of underflow solids concentrations, φu. Steady state thickener
operation can be split into five distinct modes of operation, each of which will be discussed in
turn.
As underflow solids concentration increases, the predicted steady state thickener solids flux
with dynamic densification transitions from mode 1 through to mode 5. Note that the
underflow solids concentration in which the transition between modes occurs is dependent on
the material properties and operational parameters. In the following discussions, the stated
0.001
0.01
0.1
1
10
100
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φu(v/v)
q_Dagg0
q_Dagginf
q
qk
qk_feed
Dagg = 1
Dagg = Dagg,∞ = 0.8
q
qs
q0 limit

ThickenerModelling
107
underflow solids concentrations for transition between modes is unique to the model inputs as
described in section 3.3.
3.8.1 Alternative algorithm for networked bed
The algorithm for solving the solids concentration distribution in the suspension bed is
complex and computationally demanding. However, using time in-dependent material
properties and equating solids residence times can easily determine a close approximation.
The algorithm for calculating the solids flux via this alternative method is presented in
section 3.7.7. The predicted steady state thickener performance using this less
computationally demanding algorithm is presented in Figure 3.9.

Chapter3
108
Figure 3.9: Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction for A(z > hb) = 0, A(z ≤ hb) = 10-4 s-1, Dagg,∞ = 0.8, φ0 = 0.05 v/v,
hf = 5 m and hb = 2 m. Thickener predictions have been performed using two algorithms, one
more computationally demanding than the other. Upper and lower solids flux predictions
(Dagg = 1 and Dagg = Dagg,∞) are also shown.
This alternative networked bed method assumes; no un-networked bed zone (hn = hb), zero
solids residence time within the dilute zone, tb = tn = 0, and assumes the aggregates are at the
final densification state across the entire suspension bed. Due to these assumptions, this
alternative method will be less computationally demanding, but provides an overestimate of
the solids flux, q, for a given underflow solids concentration, φu, as shown in Figure 3.9.
3.8.2 Mode 1: Permeability and q0 limited
At low underflow solids concentrations, φu < 0.08 v/v for this model material, aggregate
densification does not provide any performance enhancement in terms of solids flux. Here, qs
0.001
0.01
0.1
1
10
100
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φu(v/v)
Series9
Dagg = 1
Dagg = Dagg,∞ = 0.8
Feed Limit
A = 10-4 s-1, q = qs
A = 10-4 s-1
Approximation

ThickenerModelling
109
will always be equal to the feed flux, q0, and the un-densified (Dagg = 1) solids flux. This is
inherently due to the nature of the solid flux curves, q vs. φ, in which there is an absence of a
local minima and maxima causing equation 3.1 to be a minimum at φ = φ0 over the solids
concentration range φ0 to φu for all t. To illustrate this, an example q vs. φ and φ(z) is shown
in Figure 3.10 for an underflow solids concentration, φu, of 0.06 v/v.
Figure 3.10: Solids flux, q (tonnes hour-1 m-2), vs. solids concentration, φ (v/v), and corresponding solid
concentration profile, φ(z) for an underflow solids concentration of 0.06 v/v, operating under feed
flux limitations. Aggregate densification parameters of Dagg,∞ = 0.8, A(z > hb) = 0 and
A(z ≤ hb) = 10-4 s-1.
Due to the lack of a local minima and maxima in the solid flux curves, q vs. φ, only one
solids concentration, φ, over the entire range from 0 to φu, satisfies equation 3.1 for a given
underflow solids concentration, solids residence time and solids flux. Hence thickeners
operated within this region will not have a bed present (either un-networked or networked);
instead the suspension will dilute due to aggregate densification from the feed down to the
base of the thickener. The solids concentration profiles for underflow solids concentrations
of 0.06, 0.07, and 0.08 v/v are presented in Figure 3.11.
0.1
1
10
100
0 0.02 0.04 0.06
SolidsF
lux,q(ton
nesh
r-1m
-2)
SolidsConcentranon,φ(v/v)
q(Dagg0)q(Dagginf)Phi
φ0 φu
q(Dagg=1)
q(Dagg=Dagg,∞)
φrange
0
1
2
3
4
5
0 0.02 0.04 0.06
Height,z(m
)
SolidsConcentranon,φ(v/v)
phi0
phiuφ0
φu

Chapter3
110
Figure 3.11: The profile of the height in the thickener vs. the solids volume fraction – for comparatively
‘small’ underflow solids concentrations, φu = 0.06, 0.07 and 0.08 v/v, in which the thickener is
operated under feed flux limitations and no bed is achievable. Aggregate densification parameters
of Dagg,∞ = 0.8, A(z > hb) = 0 and A(z ≤ hb) = 10-4 s-1.
3.8.3 Mode 2: Permeability, q0 and tres limited
The solids concentration increases with time within the suspension bed due to the dynamic
behaviour of aggregate densification. This increase in solids concentration may cause the
specified thickener operational bed height to be unattainable. This occurs at low to moderate
solids fluxes, 0.08 < φu < 0.16 v/v, where for large t, no solids concentrations within the range
φ0 to φu satisfies equation 3.1 for the given q and φu. This is due to the nature of the solids
flux curves, q vs. φ, whereby a local minimum is initially present but then disappears as the
calculated q exceeds q0 with densification.
0
1
2
3
4
5
0 0.02 0.04 0.06 0.08
Height,z(m
)
SolidsConcentranon,φ(v/v)
0.06
0.07
0.08
phi0
phiu
φu
φ0φu

ThickenerModelling
111
For this scenario, qs is given by the feed limited solids flux, qs = q0, and the solids residence
time is given by equation 3.1 evaluated such that q0 = min[q(φ,tmax)] over the solids
concentration, φ, range from φ0 to φu. The bed height is than iterated between 0 and the
specified operational bed height, hb, until tres = tmax. Note, for this operational mode, no
solids flux for the given underflow solids concentration will achieve the specified bed height,
albeit a smaller bed can be achieved. An example solid flux curve, q vs. φ, and
corresponding solids concentration profile, φ(z), for q0 and tres limited operation is illustrated
in Figure 3.12. This illustrated example is for an underflow solids concentration of 0.1 v/v
and solids flux of q = q0 = 0.45 tonnes m-2 hr-1. For this example, tres = tmax = 0.3 hr
restricting the maximum bed height to 0.42 m. Solids concentration profiles for underflow
solids concentrations of 0.10, 0.12, 0.14, and 0.16 v/v are presented in Figure 3.13 illustrating
an increase in obtainable bed height with increasing underflow solids concentration.
Figure 3.12: Solids flux, q (tonnes hour-1 m-2), vs. solids concentration, φ (v/v), and corresponding solid
concentration profiles, φ(z) for an underflow solids concentration of 0.10 v/v, operating under feed
flux, q0, and solid residence time, tres, limitations. Aggregate densification parameters of Dagg,∞ =
0.8, A(z > hb) = 0 and A(z ≤ hb) = 10-4 s-1.
0.1
1
10
100
0 0.05 0.1
SolidsF
lux,q(ton
nesh
r-1m
-2)
SolidsConcentranon,φ(v/v)
q(Dagg0)q(Dagginf)Phi
φ0 φu
q(Dagg=1)
q(Dagg=Dagg,∞)
φrange
0
1
2
3
4
5
0 0.05 0.1
Height,z(m
)
SolidsConcentranon,φ(v/v)
phi0
phiu
φ0
φu

Chapter3
112
Figure 3.13: The profile of the height in the thickener vs. the solids volume fraction – for comparatively
‘small’ underflow solids concentrations, φu = 0.10, 0.12, 0.14 and 0.16 v/v, in which the thickener
is operated under feed flux and solid residence time limitations. The specified bed height is
unobtainable and smaller beds are achieved. Aggregate densification parameters of Dagg,∞ = 0.8,
A(z > hb) = 0 and A(z ≤ hb) = 10-4 s-1.
q0 and tres limited scenarios only occur when the local minima in q vs. φ exceeds q0 at a
critical solids residence time, tmax, and are thus highly dependent on the rate of aggregate
densification (along with φu and R(φ,t)). For a given underflow solids concentration, a
critical rate of densification parameter, Acrit, exists in which the specified bed height, hb, can
be achieved. At A ≥ Acrit, the solids flux is limited by both q0 and tres, however at smaller
rates, A < Acrit, the solids flux is only limited by the permeability of the suspension as
discussed below.
0
1
2
3
4
5
0 0.05 0.1 0.15
Height,z(m
)
SolidsConcentranon,φ(v/v)
0.1
0.12
0.14
0.16
φu

ThickenerModelling
113
3.8.4 Mode 3: Permeability limited
At moderate underflow solids concentrations (0.17 > φu > 0.20 v/v) thickener performance is
limited only by the permeability of the suspension. This implies that the rate at which the
solids are passed through the thickener is high enough for there to be no transmission of
compressive forces within the suspension bed. The limiting factor is the rate at which the
liquid can escape from the solids network, dictated by the permeability of the suspension.
Unlike Mode 2, permeability limited operation is not limited by q0 or tres. This is due to
either; a small rate of aggregate densification such that q(φ, tres) < q0 meaning a specified bed
height can be obtained, or if min[q(φ, t = ∞)] < q0 as commonly seen at larger underflow
solids concentrations. Figure 3.14 illustrates an example solid flux curve, q vs. φ, and solids
concentration profile, φ(z). The solids concentration profiles, φ(z) for underflow solids
concentrations within the permeability range are displayed in Figure 3.15 .
Figure 3.14: Solids flux, q (tonnes hour-1 m-2), vs. solids concentration, φ (v/v), and corresponding solid
concentration profile, φ(z) for an underflow solids concentration of 0.18 v/v, operating under
permeability limitations. Aggregate densification parameters of Dagg,∞ = 0.8, A(z > hb) = 0 and
A(z ≤ hb) = 10-4 s-1.
0.01
0.1
1
10
100
0 0.05 0.1 0.15 0.2
SolidsF
lux,q(ton
nesh
r-1m
-2)
SolidsConcentranon,φ(v/v)
q(Dagg0)q(Dagginf)Phi
φ0 φu0
1
2
3
4
5
0 0.05 0.1 0.15 0.2
Height,z(m
)
SolidsConcentanon,φ(v/v)
phi0phiuphig
φ0
φu
φg(z)
Dagg = 1
Dagg = Dagg,∞ = 0.8
φ range

Chapter3
114
Figure 3.15: The profile of the height in the thickener vs. the solids volume fraction – for comparatively
‘intermediate’ underflow solids concentrations, φu = 0.17, 0.18, 0.19 and 0.20 v/v, in which the
thickener is operated under permeability limitations. Aggregate densification parameters of
Dagg,∞ = 0.8, A(z > hb) = 0 and A(z ≤ hb) = 10-4 s-1.
As discussed in section 3.6, it is possible for the networked suspension bed to be permeability
limited. For this case, the solids flux is given by the sedimentation limiting solids flux,
q = qs.
3.8.5 Mode 4: Networked permeability and compression limited
At moderate to high underflow solids concentrations, φu between 0.2 and 0.3 v/v in this
example, the suspension bed is comprised of both an un-networked and networked zone. The
un-networked zone is sedimentation limited while the networked zone is at solids
concentrations above the gel point and potentially compression limited. Overall the thickener
performance is limited by both the permeability and the compressibility of the suspension.
0
1
2
3
4
5
0 0.05 0.1 0.15 0.2
Height,z(m
)
SolidsConcentranon,φ(v/v)
0.17
0.18
0.19
0.2
φu

ThickenerModelling
115
Figure 3.16 shows the resultant solids concentration profile, φ(z), for underflow solids
concentrations of φu = 0.20, 0.25 and 0.3 v/v. The transition between sedimentation and
compressional limiting effects can be at a solids concentration greater than the gel point,
indicating some of the networked bed is sedimentation limited. This is the case for underflow
solids concentrations of 0.25 and 0.3 v/v as indicated by the difference in the solids gel point
and sedimentation/compression limit transition line, as shown in Figure 3.16.
Figure 3.16: The profile of the height in the thickener vs. the solids volume fraction – for comparatively
‘intermediate to high’ underflow solids concentrations, φu = 0.20, 0.25 and 0.30 v/v, in which the
suspension bed is operated under both permeability and compressibility limitations. Aggregate
densification parameters of Dagg,∞ = 0.8, A(z > hb) = 0 and A(z ≤ hb) = 10-4 s-1.
3.8.6 Mode 5: Compression limited
At high underflow solids concentrations, φu > 0.3 in this example, thickener operation is
compressibility limited. This implies that the solids residence time is sufficient such that
0
1
2
3
4
5
0 0.05 0.1 0.15 0.2 0.25 0.3
Height,z(m
)
SolidsConcentranon,φ(v/v)
0.30.250.2phigphi0
Sedimentanon/Compressionlimittransinon
φg
φ0
φu
φg

Chapter3
116
compressive dewatering can occur over the entire suspension bed. As such, the amount of
compressive force transmitted by the network structure of the suspension bed is the dominant
effect that governs the underflow solids concentration.
Figure 3.17 shows the resultant solids concentration profile, φ(z), for an underflow solids
concentration, φu = 0.31 v/v in which the thickener performance is limited by the
compressibility of the suspension.
Figure 3.17: The profile of the height in the thickener vs. the solids volume fraction – for comparatively ‘high’
underflow solids concentrations, φu = 0.31 v/v, in which the thickener is operated under
compressibility limitations. Aggregate densification parameters of Dagg,∞ = 0.8, A(z > hb) = 0 and
A(z ≤ hb) = 10-4 s-1.
0
1
2
3
4
5
0 0.05 0.1 0.15 0.2 0.25 0.3
Height,z(m
)
SolidsConcentranon,φ(v/v)
0.31
phi0
phiu
phig
z(φ)
φ0
φu
φg(z)

ThickenerModelling
117
3.8.7 Solids residence time
As a result of the steady state thickener model prediction method, the solids residence time
within the thickener, tres, is also determined. Figure 3.18 shows the solids residence time
versus underflow solids concentration based on model predictions. Figure 3.18 also displays
the solids residence time for time in-dependent material properties with Dagg = 1 and
Dagg = Dagg,∞. The solids residence time is influenced by competing terms, the solids flux
and the solids concentration profile as shown in equation 2.117. Therefore the solids
residence time is also dependent on the settling mode due to the resultant solids concentration
profiles.
As expected, the solids residence for steady state thickener operation with dynamic
densification transitions between the two time independent solutions from Dagg = 1 to
Dagg = Dagg,∞. The exception here is at low underflow solids concentrations, between φu =
0.07 and 0.1 v/v, where the solids residence time is less for the dynamic case compared to
when fully densified, further discussed below. Overall an increase in solids residence time is
observed with increasing underflow solids concentration as expected due to the decrease in
solids flux.

Chapter3
118
Figure 3.18: Solids residence time, tres (hr), vs. underflow solids concentration, φu (v/v), for hf = 5 m, hb = 2 m,
A(z > hb) = 0, A(z ≤ hb) = 10-4 s-1, Dagg,∞ = 0.8 and φ0 = 0.05 as well as the predicted solids
residence time for time in-dependent material properties with Dagg = 1 and Dagg = Dagg,∞ = 0.8.
The dashed line represents the dilute zone with bed height < hb, the open squares are
sedimentation limited and closed squares are compression limited solution points.
The solids residence time trends within mode 1, φ < 0.08 v/v, can be split into two section, φ
< 0.065 v/v and 0.065 < φ < 0.08 v/v. For φ < 0.065 v/v the solids residence time with
densification is the same as the un-densified case. This is due to the high solids flux
dominating over the average solids concentration resulting in tres solely given by q. Adding
to this, the high flux result in a low solids residence and hence minimal densification occurs.
For 0.065 < φ < 0.08 v/v, a rapid drop in tres is observed due to the integrated solids
concentration profile becoming of similar order to that of the solids flux and hence decreasing
tres. Due to the need of constant operating flux, aggregate densification causes auto-dilution
0.01
0.1
1
10
100
1000
10000
0 0.1 0.2 0.3 0.4
Solidsresiden
cetime,t r
es(h
r)
Underflowsolidsconcentration,φu(v/v)
total
Dagg=1
Dagg=Dagginf
totalpts
totalpermpts
nobedline
tres(Abed=10-4s-1)
tres(Dagg=1)
tres(Dagg=Dagg,∞=0.8)
CLsolution
PLsolution
hb<2m
φ0

ThickenerModelling
119
resulting in the possibility for the solids residence time with time dependent densification to
be lower than the fully densified case.
During modes 2 to 5, φu > 0.16 v/v, a solids bed is present. Initially at φu = 0.08 v/v, the
solids bed is 0 m and grows to the specified bed height, hb, at φu = 0.016 v/v. Further
increase in φu causes an increase in the average solids concentration within the bed, as
discussed above. This increase in solids bed and solids concentration increases the overall
solids residence time. The discontinuity in the solids residence time at the transition between
mode 3 and 4, φu = 0.20 v/v, is due to discontinuity in the solids flux resulting from the
presence of a networked zone within the suspension bed.
The solids residence time within each zone of the thickener; namely the dilute, un-networked
and networked zones are displayed in Figure 3.19. The relative magnitudes of the solids
residence time in each zone can be observed for a given underflow solids concentration,
providing insight into the rate of aggregate densification required within a zone to achieve a
similar final underflow extent of aggregate densification. For example, for lower underflow
solids concentrations, a significant portion of the solids residence time is in the dilute zone
where shear processes could cause aggregate densification and impact performance, as
discussed in Chapter 5. The range of underflow solids concentrations for each mode of
operation is also indicated in Figure 3.19. Each operation mode corresponds to different
limiting factors and is discussed in detail below.

Chapter3
120
Figure 3.19: Overall solids residence time, tres (hr), vs. underflow solids concentration, φu (v/v), for hf = 5 m,
hb = 2 m, A(z > hb) = 0, A(z ≤ hb) = 10-4 s-1, Dagg,∞ = 0.8 and φ0 = 0.05 as well as the predicted
solids residence time in each zone of the thickener
3.9 Impact of Process Variables
Process optimisation aims to maximise the solids throughput and underflow solids
concentration while maintaining overflow clarity and underflow yield stress. Of the model
inputs, suspension bed height, feed concentration and the rate of aggregate densification can
be manipulated in order to optimise the process. Thickener performance subject to variations
in these operational parameters has been predicted. Trends in the predicted thickener
performance as a function of these operational variables have been observed, providing
further knowledge to aid in optimisation.
0.01
0.1
1
10
100
1000
10000
0 0.1 0.2 0.3 0.4
Solidsresiden
cenme,t r
es(hr)
Underflowsolidsconcentranon,φu(v/v)
total
dilute0
un-net
net
Feed
totalpts
totalpermpts
nobedline
zoneboundaries
φ0
Total
Dilute zone
Un-networked zone
Networked Zone
Feed Concentrations
CL solution
PL solution
Reduced bed height
Mode Boundaries
Mod
e 1
Mod
e 2
Mod
e 3
Mod
e 4
Mod
e 5

ThickenerModelling
121
3.9.1 Suspension bed height
Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction has been determined for a range of suspension bed heights,
hb, as shown in Figure 3.20.
As expected and in agreement with previous models (Usher and Scales 2005, Usher et al.
2009) an increase in the suspension bed height results in the potential for increased underflow
solids concentration. Also for a given underflow solids concentration, the increase in
suspension bed height results in an increase in the maximum solids flux, q. Thickener
performance increase due to suspension bed is limited by the feed height (hb cannot exceed
hf) and the feed limiting flux, q0.
The solids residence time, tres, as a function of underflow solids concentration, φu, for bed
heights, hb, of 1, 2, and 4 m is shown in Figure 3.21. As the suspension bed height is
increased, both the average solids concentration and the solids flux increases. This results in
minimal difference between solids residence times for different bed heights at most
underflow solids concentrations.

Chapter3
122
Figure 3.20: Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction for different bed heights, hb = 1, 2 and 4 m. Aggregate
densification and thickener operation parameters of A(z > hb) = 0, A(z ≤ hb) = 10-4 s-1, Dagg,∞ = 0.8
and φ0 = 0.05 v/v were used. Upper and lower solids flux predictions (Dagg = 1 and Dagg = Dagg,∞)
are also shown.
0.001
0.01
0.1
1
10
100
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φu(v/v)
1 1
2 2
4 4Dagg=0.8
φ0
hb Perm. Comp.
Dagg = 1

ThickenerModelling
123
Figure 3.21: Solids residence time, tres (hr), vs. underflow solids concentration, φu (v/v), for hb = 1, 2 and 4 m,
A(z > hb) = 0, A(z ≤ hb) = 10-4 s-1, Dagg,∞ = 0.8 and φ0 = 0.05 v/v.
3.9.2 Feed concentration
Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction has been determined for a range of feed solids
concentrations, φ0, as shown in Figure 3.22 (and Figure 3.23 separately). A low φ0 value,
φ0 = 0.005 v/v, has been included in order to demonstrate the impact of a very low feed solids
concentration where φ0 is less than the peak in the solids flux function.
As expected, at high underflow solids concentrations, the thickener is compression limited
and the feed solids concentration has little to no impact on overall thickener performance. At
low to moderate underflow solids concentration, the solids flux is given by the feed limited
solids flux, q0, and hence dependent on φ0. q0 is proportional to the flux function and hence
0.01
0.1
1
10
100
1000
10000
0 0.1 0.2 0.3 0.4
Solidsresiden
cenme,t r
es(hr)
Underflowsolidsconcentranon,φu(v/v)
φ0
Reducedbedheight
hb tres Perm. Comp.
1
2
4

Chapter3
124
the optimum feed solids concentration, φ0,opt., corresponds to the peak in the flux function
curve. For the model material, φ0,opt. = 0.012 v/v. Operation at feed solids concentrations
either side of φ0,opt. results in a decreased q0 and hence a decrease in the potential maximum
thickener solids flux, q.
If operating under feed flux limitations, an increase in thickener operational solids flux can be
achieved via altering the feed solids concentration so that φ0 = φ0,opt.. However, due to the
comparatively large gradient in the flux functions at solids concentrations less than this
minimum, ait is recommended to operate at a feed solids concentration slightly above this.
Any slight decreases in the feed solids concentrations due to upstream variances or
disturbances can cause the solids flux to drastically decrease causing un-stable operation.
The solids residence time vs. underflow solids concentration for various feed concentrations
is shown in Figure 3.24.

ThickenerModelling
125
Figure 3.22: Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction for different feed concentrations, φ0 = 0.005, 0.02, 0.05 and 0.08
v/v. Aggregate densification and thickener operation parameters of A(z > hb) = 0, A(z ≤ hb) =
10-4 s-1, Dagg,∞ = 0.8, hf = 5 m and hb = 2 m were used. Upper and lower solids flux predictions
(Dagg = 1 and Dagg = Dagg,∞) are also shown.
0.001
0.01
0.1
1
10
100
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φ(v/v)
φ0 Sed. Comp.
0.005 0.02 0.05 0.08
Bounds q0 limit

Chapter3
126
Figure 3.23: Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction for different feed concentrations, φ0 = 0.005, 0.02, 0.05 and 0.08
v/v. Aggregate densification and thickener operation parameters of A(z > hb) = 0, A(z ≤ hb) =
10-4 s-1, Dagg,∞ = 0.8, hf = 5 m and hb = 2 m were used. Upper and lower solids flux predictions
(Dagg = 1 and Dagg = Dagg,∞) are also shown.
0.001
0.01
0.1
1
10
100
0 0.1 0.2 0.3 0.4
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φ(v/v)
0.001
0.01
0.1
1
10
100
0 0.1 0.2 0.3 0.4
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φ(v/v)
φ0 = 0.02 v/v
0.001
0.01
0.1
1
10
100
0 0.1 0.2 0.3 0.4
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φ(v/v)
φ0 = 0.05 v/v
0.001
0.01
0.1
1
10
100
0 0.1 0.2 0.3 0.4
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φ(v/v)
φ0 = 0.08 v/v
φ0 = 0.005 v/v

ThickenerModelling
127
Figure 3.24: Solids residence time, tres (hr), vs. underflow solids concentration, φu (v/v), for hb = 2 m,
A(z > hb) = 0, A(z ≤ hb) = 10-4 s-1, Dagg,∞ = 0.8 and φ0 = 0.005, 0.02, 0.05 and 0.08 v/v.
3.9.3 Rate of aggregate densification
Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction has been determined for a range of aggregate densification
rate parameters, A (s-1), as shown in Figure 3.25. The solids residence time vs. underflow
solids concentration for various rates of aggregate densification is shown in Figure 3.26.
As expected, the increase in the rate of aggregate densification results in an increase in the
solids flux for a given underflow solids concentration up to the feed flux limit, q0. At high
rates of aggregate densification, the feed flux limit is dominant for a larger range of
underflow solids concentrations.
0.01
0.1
1
10
100
1000
10000
0 0.1 0.2 0.3 0.4
Solidsresiden
cenme,t r
es(hr)
Underflowsolidsconcentranon,φu(v/v)
φ0 Dilute Sed. Comp.
0.005 0.02 0.05 0.08
φ0φ0φ0φ0

Chapter3
128
According to the model assumption of line settling, all material moves directly away from the
feed height without mixing. However, in real systems there are aggregate density
distributions, flow of particles in all directions and mixing effectively causing densification at
the feed height. Alternatively, densification at the feed height can be caused by shear within
the feedwell, both resulting in an effective initial scaled aggregate diameter, Dagg,0, less than
1. Under these conditions, the feed limiting flux would be increased, allowing for an overall
increase in thickener performance. Prediction of Dagg,0 < 1 is presented in section 3.9.5.
Figure 3.25: Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction for rates of aggregate densification, A(z ≤ hb) = 10-5, 10-4, 10-3
s-1. Aggregate densification and thickener operation parameters of Dagg,∞ = 0.8, A(z > hb) = 0, hf =
5 m, hb = 2 m and φ0 = 0.05 v/v were used. Upper and lower solids flux predictions (Dagg = 1 and
Dagg = Dagg,∞) are also shown.
0.001
0.01
0.1
1
10
100
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φu(v/v)
Dagg = 1 Dagg,∞ Feed limit Boundaries
Perm. Limited
Comp. Limited

ThickenerModelling
129
Figure 3.26: Solids residence time, tres (hr), vs. underflow solids concentration, φu (v/v), for hb = 2 m, A(z > hb)
= 0, A(z ≤ hb) = 10-4 s-1, Dagg,∞ = 0.8 and φ0 = 0.005, 0.02, 0.05 and 0.08 v/v. Dashed lines
represent feed flux limited scenarios, un-filled squares are sedimentation limited, and filled
squares are compression limited.
3.9.4 Shear during sedimentation
Predictions of steady state thickener performance so far have assumed all shear and aggregate
densification occurs within the suspension bed and all aggregates are un-densified, Dagg = 1,
at the top of the bed, z = hb. Shear within the dilute zone of the thickener has the potential to
increase aggregate densification and consequently an increase in thickener performance.
Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction has been determined for an aggregate densification rate of
As = 10-4 s-1 within the dilute zone. Material properties and operational parameters used for
0.01
0.1
1
10
100
1000
10000
0 0.1 0.2 0.3 0.4
Solidsresiden
cenme,t r
es(hr)
Underflowsolidsconcentranon,φu(v/v)
A (s-1) 10-3
10-4
10-5
Chapter3
130
predictions are those specified in section 3.3. A rate of aggregate densification parameter of
Abed = 10-4 s-1 was used within the suspension bed.
The resultant thickener performance in terms of solids flux vs. underflow solids concentration
showed no significant performance enhancement when a densification rate was applied
during sedimentation with difficulties distinguishing between solutions. To quantify the
variation in predicted solids flux, a performance enhancement factor is defined such that,
2condition at flux Solids1condition at flux SolidsPE = . (3.6)
For quantification of the performance enhancement due to shearing within the dilute zone,
condition 1 refers to As = 10-4 s-1 while for condition 2, As = 0. The performance
enhancement due to As is shown in Figure 3.27.

ThickenerModelling
131
Figure 3.27: Performance enhancement factor, PE, vs. underflow solids volume fraction, φu, for steady state
(straight walled) thickener model predictions quantifying the effect of densification within the
dilute zone of the thickener.
Insignificant performance enhancement is achieved by application of shear during the dilute
zone. For comparison, a performance enhancement factor as high as 100 can be achieved
when comparing the solids flux obtained for shear in compression compared to the
undensified solids flux. The low performance enhancement observed here is due to the feed
limiting flux as well as the relative solids residence times.
At low underflow concentration, φu < 0.17 v/v, the thickener is operating under feed solids
flux limitations (q = q0) and hence the solids flux cannot increase with increasing shear. At
φu = 0.17 v/v thickener operation transitions from feed flux limited to permeability limited
where any extra shear will cause an increase in the operating solids flux. It should be
reiterated that the underflow solids concentration this transition occurs is highly dependent on
1
1.01
1.02
1.03
1.04
1.05
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
PerformanceEnh
ancemen
tFactor,PE
UnderflowSolidsConcentranon,φu(v/v)

Chapter3
132
the shear rate. An increase in shear rate increases the concentration of the transition. As the
underflow solids concentration is further increased, the conditions within the bed starts to
dominate the overall behaviour of the thickener and hence the PE due to shear during
sedimentation decreases.
As depicted in Figure 3.19, the solids residence time within the dilute zone is orders of
magnitude less than that within the un-networked or networked zone albeit during feed
limiting scenarios. For feed limiting scenarios, the solids flux is governed by the feed
concentration and any subsequent aggregate densification only results in changes in the solids
concentration profile.
As the bed height decreases, the solids residence time during sedimentation increases while
the solids residence time within the suspension bed decreases. For scenarios in which the
suspension bed height is sufficiently small such that the two solids residence times are of
similar order, the presence of densification above the bed becomes important.
3.9.5 Feed densification state
The feed densification state, Dagg,0, for all previous modelling was assumed to be 1. Recycle
loops, shear during flocculation and non-ideal mixing at the feed can all result in Dagg,0 < 1.
Further discussions regarding feed densification state can be found in Chapter 6. Steady state
(straight walled) thickener model predictions, in terms of solids flux vs. underflow
concentration for Dagg,0 = 1 and 0.95 is shown in Figure 3.28. These predictions provide
further understanding on the effect of mixing and non-uniform flow patterns at the feed.

ThickenerModelling
133
Figure 3.28: Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction for a representative mineral slurry for different feed
densification states, Dagg,0 = 1 and 0.95. Aggregate densification and thickener operation
parameters of A(z > hb) = 0, A(z � hb) = 10-4s-1, Dagg,∞ = 0.8, hf = 5, hb = 5 and φ0 = 0.05 v/v were
used.
0.001
0.01
0.1
1
10
100
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φu(v/v)
Dagg,0 Perm. Comp. φ0 limit
1
0.95
Bounds

Chapter3
134
Figure 3.29: Steady state (straight walled) thickener model prediction of the solids residence time as a function
of underflow solids volume fraction for a representative mineral slurry for different feed
densification states, Dagg,0 = 1 and 0.95. Aggregate densification and thickener operation
parameters of A(z > hb) = 0, A(z � hb) = 10-4s-1, Dagg,∞ = 0.8, hf = 5, hb = 5 and φ0 = 0.05 v/v were
used.
Figure 3.28 shows little variation in the thickener performance curve due to feed densification
states at larger underflow solids concentrations. At low to moderate underflow solids
concentrations, the initial densification state increases the feed flux limit allowing for an
increase in the solids flux. Minimal variations in the overall solids residence time exist
between the two initial densification states.
3.10 Conclusions
Combining the theories of sedimentation, consolidation, and dynamic aggregate densification
has developed a steady state thickening model incorporating time dependent shear effects.
0.01
0.1
1
10
100
1000
10000
0 0.1 0.2 0.3 0.4
SolidsR
esiden
ceTim
e,t r
es(hr)
UnderflowSolidsConcentranon,φu(v/v)
φ0 Dagg,0 φ0 limit Perm. Comp. 1 0.95

ThickenerModelling
135
This model uses fundamental compressive yield stress and hindered settling function data,
aggregate densification parameters and thickener operational conditions as inputs. Model
outputs of steady state solid flux vs. underflow solids concentration have been presented to
provide an improved understanding of how process variables affect steady state thickener
performance. Consequently, the role of industrial variables such as flocculent dose, raking
and bed height can be quantitatively predicted, improving the potential for process
optimisation.
These predictions demonstrate not only the significant potential for aggregate densification to
increase overall solids throughput, but also the effect both solids residence time and dynamic
aggregate densification can have on achieving the maximum performance enhancement due
to shear.

136

137
Chapter 4. RAKED BATCH SETTLING
Chapter 4
Raked Batch Settling
Chapter 2 identified the theory and methods that serve to characterise the dewatering and
aggregate densification behaviour of flocculated particulate suspensions based on
sedimentation behaviour in batch settling tests. This material characterisation can then be
incorporated into predictive models to gain insight into the potential dewatering enhancement
due to shearing the suspension. These models and some typical outcomes were presented in
Chapter 3.
van Deventer et al. (2011) showed that aggregate densification parameters can be extracted
from sheared batch settling tests, but very little work has investigated the effect of
manipulating experimental conditions. In literature, where aggregate densification
parameters are used as inputs into models, the parameters are simply chosen as typical values
one might expect. Influences such as shear rate, network stress, raking duration, and
flocculant dosage have not previously been considered in detail.
This chapter investigates the aggregate densification parameters and methods of altering
these parameters with the aim of increasing the rate and extent of aggregate densification.
Increasing the rate and or extent of densification is expected to increase the overall
dewatering of a suspension. A series of raked batch settling tests have been conducted to
achieve this goal. Variables such as flocculant dosage, network stress and shear rate have
been investigated to determine the optimal condition for shear enhanced dewatering.

Chapter4
138
4.1 Experimental Outline
Raked batch settling tests were conducted to probe the effects of experimental and
operational variables on the rate and extent of aggregate densification. The aim of these
experiments was to further our understanding of shear induced dewatering, in particular, the
possible methods of increasing aggregate densification and in turn overall suspension
dewatering. A suspension representative of a mineral slurry was used to allow for direct
application to gravity thickening within the mineral industry. The amount of shear imparted
onto the suspension was controlled through rotating pickets, allowing for sheared transient
settling data to be collected. The shear imparted by the rotating pickets as a function of
rotation rate has been quantified through computational fluid dynamic (CFD) modelling
elsewhere (Spehar 2014). Experimental material preparation, apparatus and conditions
utilised to further investigate the extraction of aggregate densification parameters from batch
settling tests are now outlined.
4.1.1 Material preparation
All materials, preparation, and methods were identical to previous research in the group
(Gladman 2006, van Deventer et al. 2011, Kiviti-Manor 2016). This enabled consistency and
allowed direct comparison to previous work.
Industrial calcite (Omyacarb 2 supplied by Omya Australia Pty Ltd) with an average particle
size and density of 2 µm and 2710 kg m-3 respectively was chosen to represent an industrial
mineral slurry. It was able to be flocculated with great reproducibly, is available in large
quantities and is chemically stable (van Deventer et al. 2011).
The mineral slurry (approx. 15 L) was prepared to create an initial solids volume fraction, φ0,
of 0.03 v/v by the addition of Melbourne tap water (TDS <14 mg l-1) to the industrial calcite
within a suspension vessel (25L Cylindrical bucket with diameter 290 mm and height 400
mm). An initial solids concentration of 0.03 v/v allowed for reasonable settling rates and
final bed heights to be achieved. The slurry was first mixed for 24 hours at 350 rpm using an
overhead stirrer and a cross blade impeller (4 blades, 40 x 95 mm). The impeller was
positioned 10 cm above the base of the suspension vessel to ensure adequate mixing.

RakedBatchSettling
139
Previous studies had shown that stirring a homogenous mixture for this time and rate allowed
for the suspension to be dispersed, easily sub-sampled and achieve the desired 0.03 v/v solids
volume fraction.
A high molecular weight polyacrylamide-acrylate copolymer (AN934SH) was used to
flocculate the calcite slurries. A stock solution was initially created followed by a dilution
just prior to use. For maximum activity, the stock solution was used within 24-48 hours of
make-up and re-made for each run. Water used to produce the polymer solutions were
sourced from a Milli-Q system. A stock solution of 2 g L-1 was produced by adding 0.20 g of
dry polymer to 2 mL of ethanol, followed by the addition of Milli-Q water required to create
a 2 g L-1 solution (100 mL). Ethanol was added to ensure thorough wetting of the dry
polymer so as the granules did not adhere to each other during the addition of water. Due to
UV degradation, aluminium foil was used to protect the polymer solution. The stock solution
was then shaken vigorously for approximately one minute to ensure dispersion of the
flocculant granules in water. To ensure a homogenous mixture was created, the stock
polymer solution was placed on a laboratory roller for 24 hours.
A dilute polymer solution was produced once the stock solution had finished mixing. 25 mL
of the stock solution was added to Milli-Q water to create a 0.01 wt % solution (500 mL) and
then used to flocculate the calcite suspension. Once diluted, the solution was placed on a
magnetic stirrer for one hour to produce a homogenous solution.
A pipe reactor (7 m long, 12.5 mm internal diameter (ID)) was used to mix the calcite slurry
during flocculation. The slurry was delivered at 4.45 L min-1 using a progressive cavity
pump, while the polymer was dosed via a peristaltic pump, where the flowrate depended on
the desired flocculant dose. For a dose of 40 g t-1 of solids, the polymer flow rate was 0.14 L
min-1. Both slurry and polymer pumps were ran for approximately 60 seconds before filling
the first settling cylinder to ensure stable and homogenous flow (Gladman 2006).
4.1.2 Experimental apparatus
The experimental equipment used to conduct raked batch settling tests is shown in Figure 4.1.
The majority of experiments were performed in variable height cylinders (ID = 53.7 mm)

Chapter4
140
(Figure 4.1 (a) and (b)) in which a measure with 1 mm increments was placed along the side
to measure the height of the liquid solid interface. Experiments within Section 4.2 utilised
standard glass volumetric cylinders (500 mL, ID 48.6 mm) as the variable height cylinders
were fabricated after this experiment. Cylinder segments of heights 0.3 and 0.6 m allowed for
a wide range of initial settling heights to be achieved. These cylinder segments could be
added creating taller settling cylinders, as shown in Figure 4.1 (a). Teflon tape was used
between cylinders to eliminate leakage. Figure 4.1 (c) displays the raking rig used to impart
shear onto the settling suspension via raking. An overhead motor with two-step down gear
boxes are used to provide rotation to the rakes. Figure 4.1 (d) shows the rakes used to impart
shear onto the aggregates. The rakes consist of four vertical pickets (2.5 mm diameter, 12
mm separation) combined at the top by a horizontal bar. Rake lengths varied from 0.3 to 1.2
m depending on the experiment conducted. The rakes were rotated by the use of a chain and
gear system as shown in Figure 4.2. The raking rig allowed for up to 6 raked settling tests to
be conducted simultaneously.
Figure 4.1: (a) Variable height cylinders with detachable segments. (b) Cylinder segment joints. (c) Raking
rig used for sheared batch settling experiments. (d) Rakes used to impart shear onto settling
suspension (van Deventer, Usher et al. 2011)

RakedBatchSettling
141
Figure 4.2: Chain and gear system used within the raked batch settling rig to impart different shear rates to
the aggregated suspensions
Different sized gears were used to allow for different rotation rates. At any one time, there
can be six settling tests being raked where 4 are at a base rotation rate and the other two are
either half or double this base rotation rate. If preferred, all gears can be changed allowing all
6 settlings tests to be at the same base rotation rate.
A high definition video recorder was used to monitor the solid liquid interface height along
with a timer to provide a means of reviewing data obtained during the experiment.
4.1.3 Shear distributions within the raking rig
Spehar (2014) quantified the shear fields and shear rates experienced within the raked settling
rig via steady state CFD simulations. Simulations were completed for water and a range of
non-Newtonian yield stress materials, all with varying shear rheology. The shear rheologies
for the range of non-Newtonian yield stress materials were approximated to a Herschel-
Bulkley fluid and are depicted in Figure 4.3. The resultant average maximum shear rate for
various rake speeds is depicted in Figure 4.4.

Chapter4
142
Figure 4.3: Shear rheologies of materials used within CFD simulations to determine the relation between
shear rate and rake rotation rate within the raked batch settling apparatus. Material rheology
profiles are approximated to a Herschel-Bulkley fluid (Data obtained from Spehar (2014)).
1.E-04
1.E-03
1.E-02
1.E-01
1.E+00
1.E+01
1.E+02
1.E+03
0 20 40 60 80 100
ShearS
tress,τ(P
a)
Shearrate,(s-1)
Water
Calcite,25%v/v
Nickel-Laterite,40.2%wt
1.E-051.E-041.E-031.E-021.E-011.E+001.E+011.E+021.E+031.E+041.E+05
0 20 40 60 80 100
Viscosity
,η(P
as)
Shearrate,(s-1)
WaterCalcite,25%v/vNickel-Laterite,40.2%wt

RakedBatchSettling
143
Figure 4.4: Average maximum shear rate as a function of rake rotation rate in the raked batch settling rig
(Data obtained from Spehar (2014)).
Results in Figure 4.4 indicate the average maximum shear rate is virtually independent of the
shear rheology of the suspension. The fitted linear relationship between the maximum
average shear rate, maxγ! (s-1) and rake rotation rate, ω (rpm), is given by,
ωγ 6.0max =! . (4.1)
Although shear rate is material independent, it should be noted that the pressure in front of
the rakes is highly dependent on the yield stress of the material (Spehar 2014). The relation
between the average maximum shear rate and rake rotation rate within the rake settling rig
provides the ability to determine an effective rake rotation rate in laboratory scale
experiments that match the shear rates within a full scale thickener.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 0.5 1 1.5 2 2.5
Averagemaxim
umsh
earrate(s
-1)
Rakerotanonrate,ω(rpm)
Water
Calcite,25%v/v
Nickel-Laterite,40.2%wt
lineLine fit

Chapter4
144
4.1.4 Experimental conditions
To investigate the influences on aggregate densification parameters, the following
experimental variables were manipulated; rake rotation rate, flocculant dosage, initial settling
height, rake start time and raking duration. All settling tests were performed using a calcite
(Omyacab 2) suspension at an initial solids concentration of 0.03 v/v.
An initial solids concentration of 0.03 v/v allowed for reasonable settling rates and final bed
heights to be achieved. The initial solids concentration was held constant for all settling tests
herein due to reproducibility issues regarding flocculation. It is impossible to achieve the
same state of flocculation across a range of solids concentrations, as flocculation dynamics
are highly reliant on the concentration of a suspension. Furthermore, dilution or
consolidation of a material post flocculation requires high shear processes to re-suspend the
suspension, resulting in material property alterations.
Quantification of the effect of each experimental variable was performed through comparison
to a reference sheared settling tests. This reference sheared settling test refers to the settling
of Omyacarb 2 flocculated at 40 g t-1 with an initial suspension solids concentration, φ0, of
0.03 v/v. This reference settling test had an initial settling height of 0.3 m and was raked at
0.2 rpm. All subsequent sheared settling tests were at these same conditions, albeit one
manipulated variable. The reasoning behind the base conditions and range of variation for
each variable are now discussed.
These conditions were also selected for consistency with previous work on aggregate
densification (Gladman 2006, van Deventer et al. 2011, van Deventer 2012, Spehar 2014).
4.1.4.1 Flocculant dosage, D
40 g t-1 base flocculant dosage provided settling rates suitable for data collection and
aggregates susceptible to densification. A lower flocculant dosage created a weak aggregate
network susceptible to aggregate breakage while flocculant over dosing created strong
aggregates resistant to densification. A range of flocculant dosages, 0 – 80 g t-1 was chosen
to investigate the extremes from no flocculation to heavily over dosed.
RakedBatchSettling
145
4.1.4.2 Initial settling height, h0
The initial height of 0.3 m was selected due to both rake constraints. The initial height has to
be large enough to allow reasonable raking during sedimentation but not too large that the
rake deforms due to the rheology of the consolidating bed. As the experimental regime
progressed, issues regarding the accuracy of the final bed height arose. For this reason
settling tests at initial heights up to 2.7 m were conducted.
4.1.4.3 Rake rotation rate, ω
A base rake rotation rate of 0.2 rpm provided an optimum rate of densification without
causing significant breakage. This result is shown in section 4.5.5. Rake rotation rate was
varied from 0 up to 8.36 rpm. At the higher rotation rates, aggregate breakage was observed.
The maximum rotation rate of 8.36 rpm was chosen to ensure aggregate breakage. Rotation
rates beyond this caused significant vibrations within the experimental apparatus, resulting in
compromised settling data.
4.1.4.4 Time of raking
Raking for the entire settling test is commonly employed when determining the rate and
extent of aggregate densification (van Deventer et al. 2011). However altering the start and
stop times allows for investigation into raking during either sedimentation or consolidation in
isolation. For shear during sedimentation, raking was performed for up to 20 mins. After 20
mins, the majority of aggregates are within the suspension bed. For shear during
consolidation, raking commenced once the majority of aggregates were present within the
suspension bed and performed until an equilibrium bed height was obtained.
Due to experimental variations in initial settling height, sediment interface height data
obtained for each settling test was converted to a dimensionless form via scaling referenced
to the initial settling height, h0. Where displayed, dimensionless height is given by,
. (4.2) 0hhH =

Chapter4
146
4.2 Confirmation of Aggregate Densification
Aggregate densification theory is the phenomenon of shear enhanced dewatering through the
reduction of aggregate diameter, releasing inter-aggregate liquor. Although aggregate
densification theory has been presented in the literature (Farrow et al. 2000, Usher et al.
2009, Usher et al. 2010, van Deventer et al. 2011, van Deventer 2012, Zhang et al. 2013,
Grassia et al. 2014, Spehar 2014, Spehar et al. 2015, Kiviti-Manor 2016), most of the
experimental work has involved The University of Melbourne group.
In this experimental work, there is limited investigation of the relationship between the micro
scale change in aggregate structure with the macro scale change in material properties such as
the hindered settling function, R(φ), and the compressive yield stress, Py(φ). Limited work
within this area outside to The University of Melbourne group include Spicer et al. (1998),
Condie et al. (2001), Lee et al. (2003), Selomulya et al. (2003) and Selomulya et al. (2004).
Further research into the link between micro and macro scale changes further develops our
understanding of the phenomenon of aggregate densification.
Investigation of this relationship was attempted through the development of a small scale test
procedure in which aggregates produced from raked batch settling tests were photographed
and analysed. Images of the sheared aggregates were captured using a particle vision and
measurement (PVM, Mettler Toledo PVM® V825 Ex) probe and analysed using image
analysis software, ImageJ (version 1.47). The experimental procedure is now presented.
4.2.1 Experimental procedure
Raked batch settling tests were conducted in 500 mL glass measuring cylinders with a
diameter of 48.6 mm. Calcite suspensions (0.03 v/v) were flocculated with AN934SH (a high
molecular weight acrylamide/acrylate copolymer from SNF) at a dosage of 40 g t-1.
Flocculation was performed via the plunger method (4 even plunges over 16 seconds).
Raking was performed for one hour at a rate of 0.85 rpm.
To verify the utility of our methods, flocculated clay suspensions (kaolinite) was also used
within this experiment. The kaolinite chosen was a run of mine sample sourced from

RakedBatchSettling
147
Skardon River, North Queensland, Australia. Kaolin samples were also characterised in a
similar manner to that of calcite, however at an initial solids concentration of 0.025 v/v with a
background electrolyte concentration of 10-3 M potassium nitrate (KNO3) and pH 8. The
material and dewatering properties of the Kaolin sample have been extensively characterised
by previous research (Lim 2011). The Kaolin sample had a mean particle diameter of 4.1 µm
and density of 2650 kg m-3.
A small portion of each test material was sampled and transferred into a beaker of deionized
water. Samples needed to be dilute to conduct PVM measurements. The overhead stirrer for
the PVM was operated at 300 rpm. The PVM was set to take 1000 photos at a rate of 1
photo/sec. The high image collection rate ensured that adequate data was collected to
produce a statistically representative sample.
The PVM was also used for unraked and un-flocculated samples for comparison. Table 4-1
shows the experimental test matrix. Samples 1-9 were prepared at The University of
Melbourne and transported for PVM imaging. Sample 10, 11, and 12 where flocculated
immediately prior to imaging with the PVM probe.
Table 4-1: Test matrix for PVM probe experiment to determine the relation between the macro change in
material dewatering properties with the micro scale change in aggregate shape and size.
Sample Material Flocculant dosage (g t-1)
Raking time (hr)
1
Omyacarb 2
40 1 2 40 0 3 0 0 10 40 0 4
Omyacarb 10
40 1 5 40 0 6 0 0 11 40 0 7
SR Kaolin
40 1 8 40 0 9 0 0 12 40 0
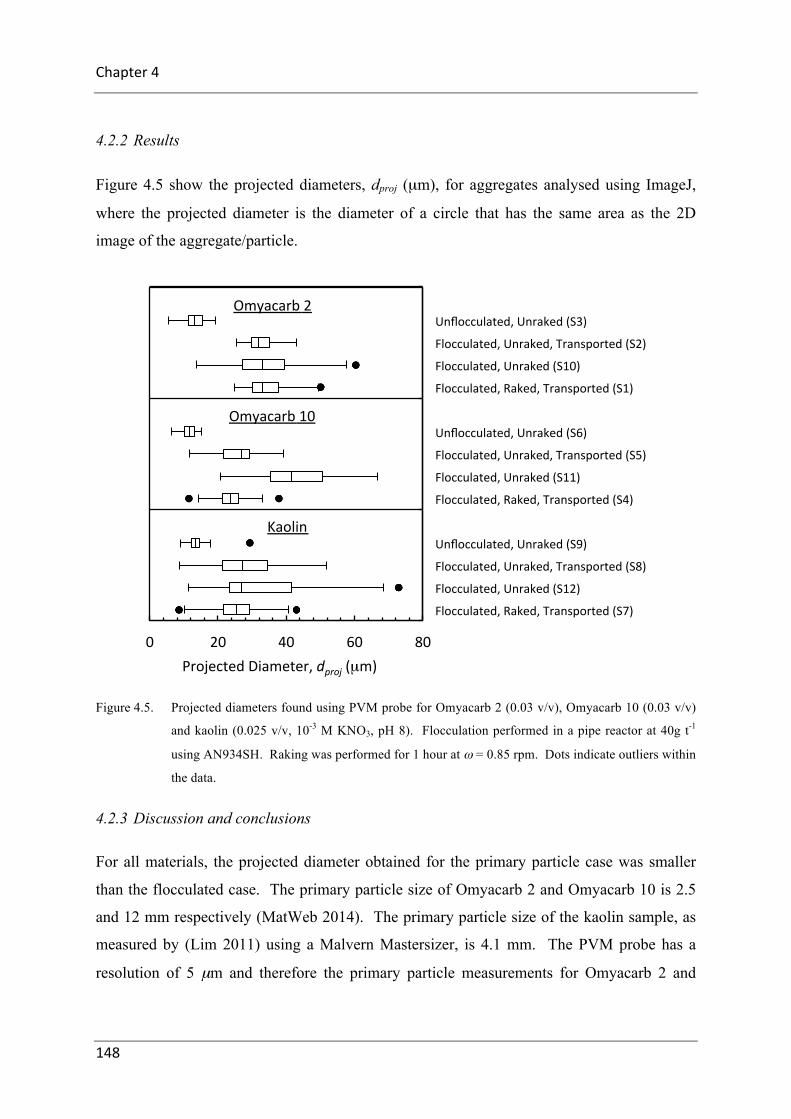
Chapter4
148
4.2.2 Results
Figure 4.5 show the projected diameters, dproj (µm), for aggregates analysed using ImageJ,
where the projected diameter is the diameter of a circle that has the same area as the 2D
image of the aggregate/particle.
Figure 4.5. Projected diameters found using PVM probe for Omyacarb 2 (0.03 v/v), Omyacarb 10 (0.03 v/v)
and kaolin (0.025 v/v, 10-3 M KNO3, pH 8). Flocculation performed in a pipe reactor at 40g t-1
using AN934SH. Raking was performed for 1 hour at ω = 0.85 rpm. Dots indicate outliers within
the data.
4.2.3 Discussion and conclusions
For all materials, the projected diameter obtained for the primary particle case was smaller
than the flocculated case. The primary particle size of Omyacarb 2 and Omyacarb 10 is 2.5
and 12 mm respectively (MatWeb 2014). The primary particle size of the kaolin sample, as
measured by (Lim 2011) using a Malvern Mastersizer, is 4.1 mm. The PVM probe has a
resolution of 5 µm and therefore the primary particle measurements for Omyacarb 2 and
0 20 40 60 80
Unflocculated,Unraked(S3)
Flocculated,Unraked,Transported(S2)
Flocculated,Unraked(S10)
Flocculated,Raked,Transported(S1)
Unflocculated,Unraked(S6)
Flocculated,Unraked,Transported(S5)
Flocculated,Unraked(S11)
Flocculated,Raked,Transported(S4)
Unflocculated,Unraked(S9)
Flocculated,Unraked,Transported(S8)
Flocculated,Unraked(S12)
Flocculated,Raked,Transported(S7)
ProjectedDiameter,dproj(µm)
Omyacarb2
Omyacarb10
Kaolin

RakedBatchSettling
149
kaolin are nonsensical and thus disregarded. A median particle size of 11.6 µm was obtained
for Omyacarb 10, which is around the expected value of 12 µm (MatWeb 2014).
For all materials tested, the sample flocculated just prior to using the PVM, (Samples 10, 11
and 12) resulted in a greater median particle size and standard deviations compared to the
sample flocculated at The University of Melbourne and transported (Samples 2, 5 and 8).
This indicates that the transport between facilities affected the samples by the addition of
shear through unwanted vibrations. Due to this, further discussions of results ignore samples
2, 5 and 8.
Comparing the raked samples (1, 4, and 7) to unraked samples (10, 11, and 12) shows an
overall slight decrease in median particle size. A reduction in the standard deviation is also
observed. This agrees with aggregate densification whereby raking causes a reduction in
aggregate diameter.
Only limited data was obtained and a number of key issues were not addressed, including:
• Shear on the aggregates during transport and handling from the raked column to the
PVM measurement system was not ideal.
• Data analysis is completely manual and hence time consuming. Development of an
automated system via macros is recommended.
Based on the limitations and key issues of this experiment, values obtained for aggregate
diameter cannot be used to specify aggregate diameter as a function of shear. However, the
trends in the data indicate the expected reduction in aggregate diameter when exposed to
shear.
4.3 Stationary Rake
Current raked batch settling test data analysis requires that the experimentalist first conduct
an un-raked settling test to determine material properties such as Py(φ) and R(φ). Previously,
unraked experiments of this type had assumed (untested) the presence of the rake would be
minimal. Other authors have indicated that the presence of a large rod, or other similar

Chapter4
150
object, can influence the settling rate (Buratto et al. 2014). Experiments were performed to
determine if in fact the presence of a stationary rake alters the settling rate and/or aggregate
densification. Table 4-2 outlines the operating conditions used for this work.
Table 4-2: Operating conditions for the determination of the effect of a stationary rake on batch settling.
Operating Conditions Initial solids volume fraction φ0 (v/v) 0.03 Flocculant dosage D (g t-1) 40 Initial settling height h0 (m) 0.3 Rake rotation rate ω (rpm) 0
4.3.1 Analysis
Un-raked settling tests were analysed using classical settling techniques, (de Kretser et al.
2001, Usher et al. 2001, Lester et al. 2005), to obtain standard dewatering material properties
such as hindered settling function, R(φ), compressive yield stress, Py(φ) and gel point, φg.
The theory and method for characterising fundamental dewatering material properties from
batch settling and pressure filtration experiments were presented in section 2.5.
4.3.2 Results
Measured transient and equilibrium height data were recorded for the batch settling tests and
are presented in Figure 4.6. The height data shows that the presence of a stationary rake
slightly decreases the initial rate of settling without significant variations in the final bed
height. The decrease in initial settling rate is expected due to the slight reduction in volume
available for the aggregates to settle, causing a greater drag. The insignificant variation in
final bed height indicates little variation in the extent of aggregate densification and hence
there are few, if any, interactions between the stationary rake and aggregates that cause
aggregate densification.

RakedBatchSettling
151
Figure 4.6: Transient interface settling height for the settling of flocculated (40 g t-1 AN934SH) calcite
(Omyacarb 2, φ0 = 0.03 v/v) with and without a stationary rake.
Figure 4.7 and Figure 4.8 display the difference in material properties between batch settling
with and without a stationary rake. As expected from the trends in the transient height data,
only a minor difference is observed in the functional forms of both the compressive yield
stress and hindered settling function.
0
0.05
0.1
0.15
0.2
0.25
0.3
1 10 100 1000 10000 100000 1000000
Hei
ght,
h (m
)
Time, t (s)
Rake 1 Rake 2 No Rake 1 No Rake 2

Chapter4
152
Figure 4.7: Compressive Yield Stress, Py(φ) as a function of solids concentration, φ, for flocculated
(AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) determined via batch settling tests with
and without a stationary rake present.
0.001
0.01
0.1
1
0.15 0.2 0.25 0.3 0.35
Com
pres
sive
Yie
ld S
tress
, Py(φ)
(kP
a)
Solids Volume Fraction, φ (v/v)
No Rake Stationary Rake

RakedBatchSettling
153
Figure 4.8: Hindered settling, R(φ) as a function of solids concentration, φ, for flocculated (AN934SH at 40
g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) determined via batch settling tests, with and without a
stationary rake present.
Table 4-3 shows the quantification of the difference in trends in the material properties
between the tests, with and without a stationary rake. Quantification of the deviation in
material properties due to the presence of a stationary rake is given by
, (4.3)
where SRave is the stationary rake average and NRave is the no rake average. Due to the use of
the same set of high-pressure filtration data, it is expected that the material properties
converge at higher solids volume fractions.
1.E+07
1.E+08
1.E+09
0.03 0.04 0.05 0.06 0.07 0.08
Hin
dere
d S
ettli
ng F
unct
ion,
R(φ
) (k
g s-
1 m-3
)
Solids Volume Fraction, φ (v/v)
No Rake 1
No Rake 2
Stationary Rake 1
Stationary Rake 2
%100% ×−
=ave
aveave
NRSRNR
Error

Chapter4
154
Table 4-3: Comparison of dewatering extent due to the presence of a stationary rake
Compressive Yield Stress, Py(φ) (Pa) Hindered Settling Function,
R(φ) (kg s-1 m-3)
φave, f φg φ @ 1Pa φ @ 1kPa R(φ0) (107) R(0.06) (108)
SR1 0.212 0.190 0.194 0.331 4.57 2.99 SR2 0.227 0.206 0.210 0.337 4.86 3.30
SRave 0.220 0.198 0.202 0.334 4.72 3.14
NR1 0.231 0.210 0.214 0.339 3.06 2.96 NR2 0.225 0.204 0.208 0.336 2.90 2.89
NRave. 0.228 0.207 0.211 0.338 2.98 2.92
Difference 0.009 0.009 0.009 0.004 1.74 0.22 % Error 3.730 4.348 4.214 1.161 58.38 % 7.53 %
Below in Section 4.4, experimental consistency was investigated to determine experimental
errors relating to reproducibility and consistency between each experimental run. The %
Errors calculated from these results (Table 4-5) is shown in Table 4-4.
Table 4-4: Experimental error relating to reproducibility and consistency between all unsheared settling tests
conducted within this thesis. % Error calculated using equation 4.3 and data presented in Table
4-5.
Compressive Yield Stress, Py(φ) (Pa) Hindered Settling Function,
R(φ) (kg s-1 m-3) φave, f φg φ @ 1Pa φ @ 1kPa R(φ0) R(0.06)
% Error 12.5 7.4 6.8 2.0 60 64
Comparison of table 4-3 and 4-4 shows the % Error obtained due to the presence of a
stationary rake fall within the experimental errors. Hence the variance observed in settling
data and material properties is not significant and the presence of a stationary rake within un-
raked settling tests is not required. To further this point, equilibrium data analysis of raked
settling tests was completed using both sets of material properties. The results show a 0.8%
error in the final scaled aggregate diameter, Dagg,∞. Again, this value falls within the
expected error due to experimental reproducibility.

RakedBatchSettling
155
4.4 Experimental Consistency
All experiments were performed under the same conditions except for the one variable that
was under investigation. Variables manipulated are listed in section 4.1.4. To evaluate
consistency and flocculation reproducibility, an un-sheared settling test was performed with
every experiment. Assessment of consistency and flocculation reproducibility is now
presented.
4.4.1 Analysis
Un-raked settling tests were analysed using classical settling techniques, (de Kretser et al.
2001, Usher et al. 2001, Lester et al. 2005), to obtain standard dewatering material properties
such as hindered settling function, R(φ), compressive yield stress, Py(φ) and gel point, φg.
The theory and method for characterising fundamental dewatering material properties from
batch settling and pressure filtration experiments were presented in section 2.5.
4.4.2 Results
Fundamental dewatering material properties, R(φ) and Py(φ), for all the un-sheared settling
tests are shown in Figure 4.9 and Figure 4.10. As expected, slight variations in the material
properties exist between experiments due to reproducibility issues relating to flocculating a
particulate suspension. Table 4-5 quantifies differences in the material properties between
experiments. Due to the use of the same set of high pressure filtration data, it is expected that
the compressive yield stress converge at higher solids volume fractions. The results indicate
reasonable consistency was maintained throughout the experimental program.
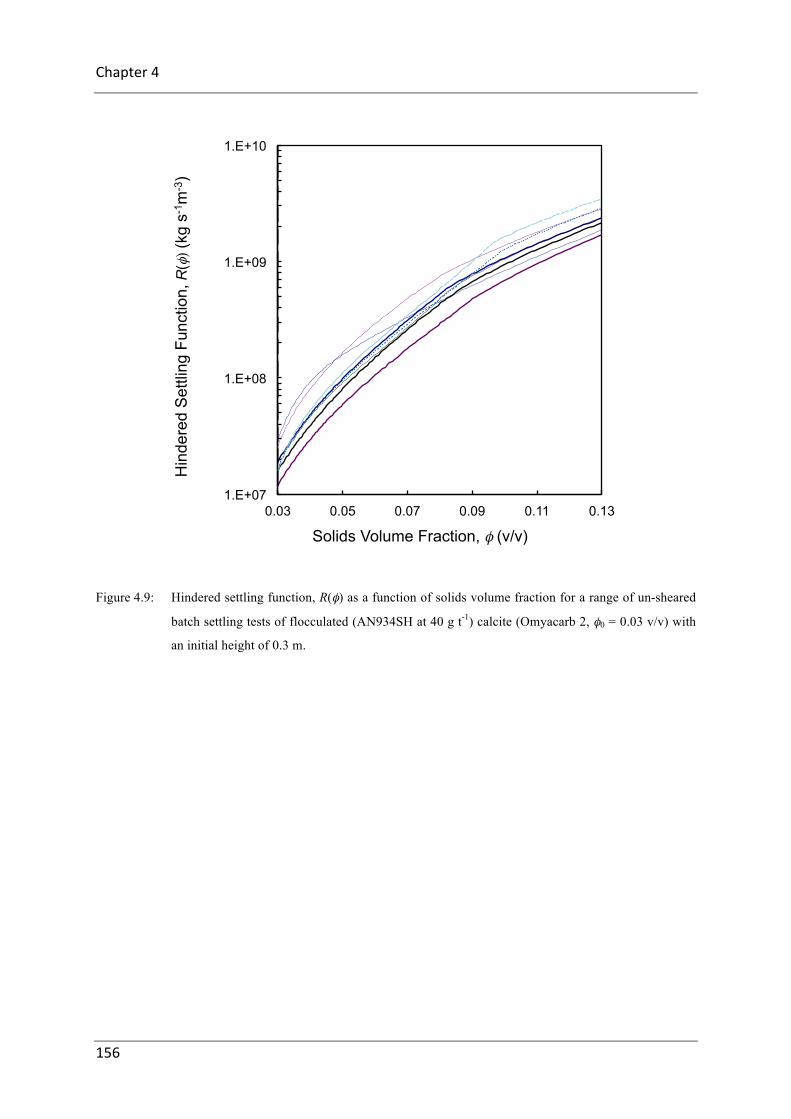
Chapter4
156
Figure 4.9: Hindered settling function, R(φ) as a function of solids volume fraction for a range of un-sheared
batch settling tests of flocculated (AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with
an initial height of 0.3 m.
1.E+07
1.E+08
1.E+09
1.E+10
0.03 0.05 0.07 0.09 0.11 0.13
Hin
dere
d S
ettli
ng F
unct
ion,
R(φ
) (kg
s-1
m-3
)
Solids Volume Fraction, φ (v/v)

RakedBatchSettling
157
Figure 4.10: Compressive yield stress, Py(φ), as a function of solids volume fraction for a range of un-sheared
batch settling tests of flocculated (AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with
an initial height of 0.3 m.
0.001
0.01
0.1
1
0.15 0.2 0.25 0.3
Com
pres
sive
Yie
ld S
tress
, Py(φ)
(kP
a)
Solids Volume Fraction, φ (v/v)

Chapter4
158
Table 4-5: Summary of hindered settling function and compressive yield stress variations between a series of
un-sheared settling tests performed. Measures of variation include; Py(φ) values at 1 Pa and 1
kPa, final average solids concentration, φf,ave solids gel point, φg, and R(φ) values at the initial and
twice the initial solids concentration.
Test R(φ0)
(kg s-1 m-3) (107)
R(0.06) (kg s-1 m-3)
(108) φf,ave φg φ @ 1Pa φ @ 1kPa
1 1.19 1.05 0.217 0.194 0.199 0.303 2 1.61 1.54 0.218 0.195 0.198 0.303 3 1.93 1.79 0.210 0.187 0.193 0.302 4 2.60 2.95 0.217 0.194 0.199 0.303 5 1.97 1.58 0.219 0.196 0.201 0.302 6 2.99 2.32 0.229 0.196 0.200 0.298 7 1.61 1.98 0.238 0.194 0.197 0.303 8 1.61 1.70 0.240 0.202 0.207 0.304
Mean, µ 1.94 1.86 0.224 0.195 0.199 0.302 Standard Deviation, σ 0.59 0.57 0.011 0.004 0.004 0.002
4.5 Standard Raked Settling
A series of standard sheared settling tests were performed to investigate the influence of
experimental variables such as shear rate (rake rotation rate), raking duration, flocculant
dosage, and initial settling height. For all settling tests presented within this section, raking
commences as the settling test commences, tstart = 0. Settling tests where raking commenced
once the majority of aggregates had settled, are presented in section 4.7.
The expected trends between aggregate densification parameters, A and Dagg,∞, and
experimental conditions for standard sheared settling tests is described below.
4.5.1 Expected trends
4.5.1.1 Rotation rate
Aggregate densification is the dewatering enhancement due to shear imparted on aggregates.
Hence, rake rotation rate, ω, is directly proportional to shear rate and therefore the rate
parameter for aggregate densification, A, is expected to be a strong function of rake rotation
rate, ω. As shear rates are increased, there becomes a point in which the excessive shear
causes aggregate breakage. Competing effects between densification and breakage is

RakedBatchSettling
159
expected to create an optimum shear rate with respect to A, with a corresponding critical rake
rotation rate.
The equilibrium scaled aggregate diameter, Dagg,∞, is proportional to the rate parameter for
densification multiplied by the raking time, A.t. Providing the raking duration is sufficient,
Dagg,∞ is likely to be independent of rake rotation rate. The time required to achieve Dagg,∞
therefore is a function of rake rotation rate and inversely proportional to A.
4.5.1.2 Initial height
Increasing the initial height results in an increase in the time an aggregate spends within the
sedimentation zone and an increase in the final bed height. Dewatering within the suspension
bed is limited by the rate in which the water can escape (flux limited). Dewatering is not flux
limited during sedimentation and hence, increasing the time within this zone is expected to
positively affect the rate of densification. With increased suspension bed, compressive forces
increase, resulting in an increased average solids concentration and yield stress. The pressure
the rakes apply onto aggregates is a strong function of the yield stress of the suspension
(Spehar 2014), resulting in an increase in both the extent and rate of densification with
suspension bed height.
Wall effects are expected to be increased with increasing initial settling heights. Lester and
Buscall (2015) showed an increase in the observed compressive yield stress with decreasing
bed heights and cylinder diameters. The relation between Dagg,∞and initial settling height is
governed by the competing effects of wall adhesion and yield stress driven dewatering.
4.5.1.3 Flocculant dose
The number of polymer molecules per volume of suspension increases with increasing
flocculant dosage. As a result, increasing flocculant dose results in an increase in formation
of particle bonds and the overall strength of the aggregate also increases. The ability to
densify aggregates through shear is largely dependent on the strength of the aggregate. The
stronger the aggregate the larger the force required overcoming the bonds and causing
aggregate densification.

Chapter4
160
Aggregate densification is the result of shear rearranging aggregates such that inter-aggregate
liquid is removed, reducing the overall size of the aggregate, and increasing the aggregate
settling rate. As individual (un-aggregated) particles are relatively incompressible compared
to flocculated aggregates, shearing an un-flocculated suspension is expected to result in no
aggregate densification and therefore no shear enhanced dewatering.
Therefore an optimum flocculation dose is expected to occur such that the corresponding
optimum aggregate strength results in a maximum rate and extent of aggregate densification.
Often, an optimum flocculant dose exists whereby the settling rate is maximised while
majority of particles are captured (La Mer and Healy 1963). Optimising the flocculant dose
with respect to aggregate densification parameters should also consider the effect on settling
rates and capture of fine particles.
4.5.2 Analysis
Un-raked settling tests were analysed using classical settling techniques, (de Kretser et al.
2001, Usher et al. 2001, Lester et al. 2005), to obtain standard dewatering material properties
such as hindered settling function, R(φ), compressive yield stress, Py(φ) and gel point, φg.
The theory and method for characterising fundamental dewatering material properties from
batch settling and pressure filtration experiments was presented in section 2.5
Combining the material properties obtained from un-raked settling tests, with transient and
equilibrium raked settling data allows for the determination of the rate, Α (s-1), and extent,
Dagg,∞, parameters describing aggregate densification. Analysis of sheared settling tests to
extract aggregate densification parameters was outlined in section 2.7.5.
4.5.3 Experimental procedure
Calcite (Omyacarb 2) was prepared at a solids concentration of 0.03 v/v and flocculated.
Suspension and polymer preparation along with subsequent flocculation was performed as
stated in section 4.1. The suspension and flocculant flow rates were adjusted to give the
desired flocculant dosage. Once flocculated, the calcite suspension was transferred into
settling cylinders up to the desired initial settling height. The raking apparatus was turned on

RakedBatchSettling
161
to commence raking as soon as all cylinders were filled. Raking continued for 72 hours
during which, the sediment interface height as a function of time was recorded. Table 4-6
summarises the operating conditions.
Table 4-6: Operating conditions for a series of batch settling tests investigating the effect of initial settling
height, flocculant dose, rake rotation rate and rake start and stop times on aggregate densification
parameters.
Operating Conditions: Base Variation Initial solids volume fraction φ0 (v/v) 0.03 - Initial settling height h0 (m) 0.3 0.6, 0.9, 1.2 Flocculant dose D (g t-1) 40 0, 80 Rake rotation rate ω (rpm) 0.2 0, 0.1, 4.2 Rake start time tstart (hr) 0 - Rake stop time tstop (hr) 72 -
4.5.4 Results: Base conditions
The base conditions, as defined in section 4.1.4 and Table 4-6, refers to the settling of
Omyacarb 2 flocculated at 40 g t-1 with an initial suspension solids concentration, φ0, of 0.03
v/v. This reference settling test had an initial settling height of 0.3 m and was raked at 0.2
rpm until equilibrium was obtained.
Transient sediment interface height data for the reference settling tests, both sheared and un-
sheared, are shown in Figure 4.11. The sheared settling test shows a clear dewatering
enhancement compared to the un-sheared case. It settles faster and further.

Chapter4
162
Figure 4.11: Sediment interface height, h(t) for sheared (ω = 0.21 rpm) and un-sheared batch settling tests of
flocculated (AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial height of
0.3 m.
Un-sheared settling tests resulted in a final bed height of 0.050 m, giving rise to an average
final solids concentration of 0.158 v/v. Using these values, high pressure filtration data and
equation 2.46, an optimised curve fit was obtained for the compressive yield stress, Py0(φ),
using a constitutive equation described by equation 2.24. The un-sheared, Py,0(φ), curve
fitting parameter values obtained for φg,0, a0, b, k0 and φcp were 0.188, 0.80, 0.01, 5.52 and
0.63 respectively. Using the un-sheared compressive yield stress curve and the equilibrium
bed height for the sheared test, 0.027m, the final extent of aggregate densification was Dagg,∞
= 0.88 and the final gel point, φg∞ = 0.280. These values are summarised in Table 4-7.
0
0.05
0.1
0.15
0.2
0.25
0.3
1 10 100 1000 10000
Height,h(m
)
Time,t(s)
Unraked
Raked,0.21rpm

RakedBatchSettling
163
Table 4-7: Equilibrium bed height data for un-sheared and sheared (0.21 rpm) Omyacarb 2 settling data
flocculated at 40 g t-1 (AN934SH) with an initial settling height of 0.3 m.
h0 (m)
hf (m)
φ0 (v/v)
φf,ave (v/v)
φg,0 (v/v)
φg,∞ (v/v)
Dagg∞ (-)
Unsheared 0.263 0.050 0.030 0.158 0.188 1 Sheared 0.263 0.027 0.030 0.219 0.280 0.88
An optimised curve fit was obtained for the compressive yield stress of the sheared
suspension, Py(φ,Dagg∞) though solving equation 2.81 and utilising the values obtained for
Py,0(φ). The sheared Py(φ, Dagg∞) curve fitting parameter values obtained for φg, a1, b, k1 and
φcp were determined to be 0.280, 0.75, 0.01, 5.39 and 0.63 respectively. Py(φ,Dagg∞) and
Py,0(φ) are presented in Figure 4.12 along with the pressure filtration data.
Figure 4.12: Compressive yield stress, Py(φ) as a function of solids volume fraction for un-densified (Dagg = 1)
and densified (Dagg = Dagg,∞ = 0.88) batch settling tests of flocculated (AN934SH at 40 g t-1)
calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial height of 0.3 m.
0.01
0.1
1
10
100
0 0.1 0.2 0.3 0.4 0.5
Com
pres
sive
Yie
ld S
tress
, Py(φ)
(kP
a)
Solids Volume Fraction, φ (v/v)
Dagg = 1
Dagg = 1
Dagg = 0.75
Filtration Data Dagg = 1 Dagg,∞ = 0.88

Chapter4
164
The un-sheared hindered settling function, R0(φ), was determined and is shown in Figure
4.13. Using equations 2.71 – 2.73 and Dagg,∞ = 0.88, the hindered settling function for the
sheared reference, R(φ,Dagg,∞), is also shown in Figure 4.13.
Figure 4.13: Hindered settling function, R(φ) as a function of solids volume fraction for un-densified (Dagg = 1)
and densified (Dagg = Dagg,∞ = 0.88) batch settling tests of flocculated (AN934SH at 40 g t-1)
calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial height of 0.3 m.
Figure 4.14 shows the mean proportional error for the reference sheared settling test,
calculated via equation 2.82, as the densification rate parameter is varied. Upon refinement,
the optimum densification rate parameter, A, was determined to be 1.32 x 10-3 s-1 with a mean
proportional error, Ē, of 0.114.
Using the modified Kynch method, the optimised fit of the interface height, using Dagg∞ =
0.88 and A = 1.32 x 10-3 s-1, is shown in Figure 4.15. The predicted settling curve is of
reasonable accuracy, however, it under-predicts the interface height at early times and over-
1.E+05
1.E+06
1.E+07
1.E+08
1.E+09
1.E+10
1.E+11
1.E+12
0 0.1 0.2 0.3 0.4 0.5
Hin
dere
d S
ettli
ng F
unct
ion,
R(φ
) (kg
s-1
m-3
)
Solids Volume Fraction, φ (v/v)
Dagg = 1 Dagg = 0.75 Dagg = 1
Dagg = 1
Dagg,∞ = 0.88
Data points

RakedBatchSettling
165
predicts at later times. For the case presented, this transition occurs after 710 seconds (height
of 0.065 m). This trend is commonly observed in the majority of the following experimental
analysis within this thesis and by previous authors (van Deventer 2012). Although not
performed herein, this trend indicates that the use of a variable rate parameter (for example a
solids concentration dependence) could yield a more accurate prediction.
Figure 4.14: Mean proportional error in time versus the densification rate parameter, A, calculated for the
optimisation of the predicted interface height against experimental data for the sheared (ω = 0.21
rpm) settling of flocculated (40g t-1 AN934SH) calcite (Omyacarb 2, φ0 0.03 v/v)
0.1
1
0 0.002 0.004 0.006 0.008 0.01
Mea
n P
ropo
rtion
al E
rror
, Ē
Densification Rate Parameter, A (s-1)

Chapter4
166
Figure 4.15: Predicted sediment interface height, h(t), curve fit incorporating aggregate densification using the
optimum value of A (0.00135 s-1). Predicted and experimental data represents batch settling tests
of flocculated (AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial height of
0.3 m.
4.5.5 Results: Rake rotation rate
Raked sedimentation tests were conducted to quantify the effect of shear rate (through rake
rotation rate, ω, on the rate and extent of aggregate densification. Experiments were at the
base conditions except the rake rotation rate, which varied between 0 and 8.36 rpm.
Normalised transient interface height data is shown in Figure 4.16. For clarity, only
experimental data at rotation rates of 0, 0.21, 2.09, 4.2 and 8.63 rpm are shown. Settling tests
at 11 other rotation rates were also performed however, yielded similar results and trends. A
full summary of settling tests with variable rake rotation rate is shown in Table 4-8. A clear
enhancement in dewatering due to shearing when compared to the un-sheared transient
0
0.05
0.1
0.15
0.2
0.25
0.3
1 10 100 1000 10000
Hei
ght,
h (m
)
Time, t (s)
Sheared Sedimentation
Predicted Settling

RakedBatchSettling
167
settling data was observed. The determined aggregate densification parameters as functions
of rake rotation rate, A(ω) and Dagg,∞ (ω), are shown in Figure 4.17 and Figure 4.18 and
summarised in Table 4-8.
Figure 4.16: Normalised sediment interface height, H(t) for batch settling tests of flocculated (AN934SH at
40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial height of 0.3 m and sheared at rotation
rates, ω, of 0, 0.21, 2.09, 4.2 and 8.63 rpm. Data at other rotation rates were omitted for clarity.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 10 100 1000
Nor
mal
ised
hei
ght,
H
Time, t (s)
0rpm
0.21rpm
2.09rpm
4.2rpm
8.63rpm

Chapter4
168
Figure 4.17: Extent of aggregate densification as a function of rotation rate, ω, for flocculated (AN934SH at
40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial settling height of 0.3 m. The results
are combined from three sets of data.
0.8
0.82
0.84
0.86
0.88
0.9
0.92
0.94
0.96
0.98
1
0.01 0.1 1 10 100
Scaled
AggregateDiameter,D
agg∞
RakeRoatanonRate,ω(rpm)
Average

RakedBatchSettling
169
Table 4-8. Extent of aggregate densification, Dagg, ∞, initial and final gel points, φg,o & φg,∞, at various rotation
rates, ω, for flocculated (AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial
settling height of 0.3 m. Raking was for 72 hr.
ω (rpm)
h0 (m)
hf (m)
ϕf
ϕg,0
ϕg, ∞
Dagg,∞
A (x103 s-1)
0 0.263 0.050 0.158 0.187 - 1 - 0.037 0.317 0.031 0.307 0.295 0.85 0.03 0.076 0.303 0.029 0.313 0.303 0.85 0.08 0.152 0.311 0.031 0.301 0.289 0.87 0.10 0.170 0.262 0.026 0.299 0.291 0.86 4.06 0.210 0.263 0.027 0.296 0.280 0.87 1.35 0.340 0.261 0.026 0.307 0.290 0.86 4.56 0.420 0.266 0.025 0.314 0.309 0.85 0.95 0.620 0.264 0.026 0.300 0.294 0.86 1.00 0.700 0.263 0.026 0.298 0.293 0.86 14.50 0.860 0.254 0.024 0.314 0.308 0.85 1.70 1.240 0.283 0.029 0.297 0.281 0.87 1.20 2.090 0.268 0.026 0.314 0.299 0.86 7.50 2.550 0.281 0.029 0.291 0.278 0.88 1.05 4.19 0.262 0.025 0.314 0.304 0.85 0.69 4.20 0.285 0.028 0.302 0.294 0.86 3.20 8.630 0.265 0.026 0.306 0.295 0.86 1.62

Chapter4
170
Figure 4.18: Aggregate densification rate parameter, A, (s-1), as a function of rake rotation rate, ω, for
flocculated (AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial settling
height of 0.3 m. The data was extracted using the modified Kynch method to optimise predicted
settling curves (van Deventer et al. (2011)).
The final scaled aggregate diameter, Dagg,∞, at different rake rotation rates varied between
0.85 and 0.88 and showed an average value of 0.86. The range is assumed to represent the
experimental error in this system. The extent of aggregate densification is observed to be
independent of shear rate, providing the time of raking is sufficient such that Dagg,∞ can be
obtained. The raking time required to obtain Dagg,∞ depends on the rate of aggregate
densification according to equation 2.61.
Α ranges from 3.5 x 10-5 s-1 (at 0.037 rpm) to 4.2 x 10-3 s-1 (at 0.17 rpm) and is clearly a
function of rake rotation rate, ω. At low rake rotation rates, Α slowly increases until it
reaches a critical rotation rate. Above this critical rotation rate, variation in Α becomes
0.00001
0.0001
0.001
0.01
0.01 0.1 1 10
RateParam
eterfo
rDen
sificano
n,A(s
-1)
RakeRotanonRate,ω(rpm)
Series1Curve Fit

RakedBatchSettling
171
scattered and weakly dependent on the rake rotation rate. For flocculated (AN934SH at 40 g
t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v), this critical rotation rate is between 0.15 and 0.17
rpm.
Although the reason for the trend in the rate of aggregate densification with rotation rate is
unknown, it is thought to be the result of a minimum required force to cause permanent
deformation to the aggregates. Due to the distribution of aggregate size and strength, at low
rotation rates, the corresponding shear rate and rake pressure is sufficient to cause permanent
deform to only the weaker aggregates. As the rotation rate increases, the force increases and
more and more aggregates are able to be permanently deformed. Beyond the critical rotation
rate, the shear rate and rake pressure is sufficient to cause permanent deformation to the
majority of the aggregates. Further increase in rotation rate provides the ability to
permanently deform the stronger aggregates however aggregate breakage occurs resulting in
a plateau region. Further work investigating this trend is highly recommended.
Based on the data obtained, a curve fit was applied to the data to obtain a hypothetical
aggregate densification rate parameter as a function of rake rotation rate. The functional
form of the curve fits that are depicted in Figure 4.18 is given by,
( )⎭⎬⎫
≥
<≤
⎩⎨⎧
×
×=
−
−
16.016.00
1068.17
1086.7 4
4
ω
ωωωA . (4.4)
Incorporation of the relation between the average maximum shear rate and rake rotation rate,
equation 4.1, results in A( maxγ! ) given by,
( )⎭⎬⎫
≥
<≤
⎩⎨⎧
×
×=
−
−
096.0096.00
1061.10
1072.4
max
max4max
4
max γ
γγγ
!!!
!A . (4.5)
Equation 4.4 and 4.5 describes A as a linear function of ω (or γ) below a critical value and
independent of ω (or γ) above this critical value. Difficulties arose for experiments at low
rotation rates due to the increased potential for compromised experimental data to be
obtained. For example, due to the low shear rates; minimal bumps/vibrations to the raking
apparatus can cause further densification that cannot be separated from densification due to

Chapter4
172
raking. Providing these issues can be overcome, it is highly recommended to perform
experiments at rotation rates below the critical value to enable a proper statistical analysis and
draw conclusions regarding the relationship between A and ω (or γ).
Equation 4.4 and 4.5 models the rate of aggregate densification as undergoing a step change
at the critical rotation rate. This is not expected to be the case according to the proposed
theory above. Due to the lack of data below the critical rotation rate, a step change is
currently the best option in order to provide an equation describing the effect of rotation rate
on the densification rate parameter. Use of equations 4.4 and 4.5 around the critical value
should be avoided until further experiments are performed and the trend further defined.
Once breakage completely dominates over densification, the transient interface height
approaches that of an un-flocculated suspension. Compromised experimental data is obtained
at such high rotation rates where breakage completely dominates due to experimental
restrictions. For example, the raking apparatus vibrated and caused a range of other issues
that could not be separated from densification effects.
The data for Omyacarb 2 flocculated at 40 g t-1 implies that a shear rate corresponding at least
0.16 rpm (shear rate of 0.096 s-1) provides optimal dewatering enhancement due to aggregate
densification. It is believed that this critical shear value corresponds to the minimum
requirement for particles to collide such that below this value, natural aggregate kinetics
allow for them to move out of the way.
4.5.6 Results: Initial height
Sheared and un-sheared settling tests were performed at initial settling heights of 0.6, 0.9, and
1.2 m to quantify the effect of initial settling height on dewatering enhancement due to
aggregate densification.
All previous batch settling tests were conducted with an initial settling height of 0.3 m
resulting in the aggregates having a maximum sedimentation residence time of 20 mins and
the equilibrium bed formed having a height of order 0.025 m. Previous studies showed little
variation and did not explain trends in the extent of aggregate densification with rake rotation

RakedBatchSettling
173
rate. Variations in the initial settling height are aimed at investigating this trend through
increased accuracy of equilibrium bed height measurements. Through increasing the initial
height, the effect of increased sedimentation time and yield stress on aggregate densification
was also probed.
Current equilibrium analysis utilises the initial and final bed heights to determine the
compressive yield stress, Py(φ), solids gel point, φg, and the extent of aggregate densification
as described in section 2.5.1.2. These three parameters are therefore heavily dependent on
the accuracy of the final bed height reading. It is therefore beneficial to consider the
accuracy of these measurements. For example, if the final bed height on the sheared and un-
sheared reference were distorted by 1 mm the resultant φg and Dagg∞ would change by 4.3 %
and 1.5 % respectively. Increasing the initial height proportionally increases the final bed
height and therefore increases the accuracy of the equilibrium analysis.
4.5.6.1 Un-sheared
One concern with increasing the initial settling height is that wall effects start to reduce the
overall settling rate and compressive yield stress. Previous results have shown that wall
effects are significant in the majority of batch settling experiments, resulting in errors
associated with the estimation of the compressive yield stress of a strongly flocculated
suspension (Lester et al. 2013, Lester and Buscall 2015).
Transient interface height data obtained for un-sheared batch settling tests of flocculated
(AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with initial heights of 0.26, 0.6,
0.9, and 1.2 m is shown in Figure 4.19. Fundamental dewatering material properties, R(φ),
Py(φ) and φg, have been obtained and presented in Figure 4.20 and Figure 4.21.
Quantification of the variation in material properties is presented in Table 4-9.

Chapter4
174
Figure 4.19: Sediment interface height, h(t) for un-sheared batch settling tests of flocculated (AN934SH at
40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with initial heights of 0.26, 0.6, 0.9 and 1.2 m.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.E+00 1.E+01 1.E+02 1.E+03 1.E+04 1.E+05 1.E+06
Hei
ght,
h (m
)
Time, t (s)
0.26
0.6
0.9
1.2
h0 (m)

RakedBatchSettling
175
Figure 4.20: Hindered settling function, R(φ), as a function of solids concentration, φ (v/v), for the settling of
flocculated (40 g t-1 AN935SH) calcite (Omyacarb 2 at φ0 = 0.03 v/v) at various initial settling
heights. Solids concentration range has been restricted between φ0 = 0.03 v/v and the fan limit
solids concentration, φfl = 0.13 v/v.
1.E+07
1.E+08
1.E+09
1.E+10
0.03 0.05 0.07 0.09 0.11 0.13
Hin
dere
d S
ettli
ng F
unct
ion,
R
(φ) (
kg s
-1 m
-3)
Solids Volume Fraction, φ (v/v)
0.26
0.6
0.9
1.2
h0 (m)

Chapter4
176
Figure 4.21: Compressive yield stress, Py(φ), as a function of solids concentration, φ (v/v), for the settling of
flocculated (40 g t-1 AN935SH) calcite (Omyacarb 2 at φ0 = 0.03 v/v) at various initial settling
heights.
Table 4-9: Material property analysis for different initial settling heights using flocculated (40 g t-1
AN935SH) calcite (Omyacarb 2 at φ0 = 0.03 v/v) data. Measures of variation include; Py(φ)
values at 1 Pa and 1 kPa, final average solids concentration, φf,ave, solids gel point, φg, and R(φ)
values at the initial and twice the initial solids concentration.
h0 (m)
hf (m)
φf.ave (v/v)
φg (v/v)
R(φ0) (kg s-1 m-3)
(x107)
R(2φ0) (kg s-1 m-3)
(x107)
φ @ 1Pa (v/v)
(x103)
φ @ 1kPa (v/v)
0.260 0.034 0.229 0.187 1.971 18.272 0.192 0.302 0.600 0.072 0.252 0.232 1.732 16.699 0.236 0.305 0.913 0.107 0.257 0.234 1.969 17.889 0.237 0.297 1.226 0.137 0.268 0.245 1.598 16.148 0.248 0.297
Mean, µ 1.818 17.252 0.228 0.300 Standard Deviation, σ 0.184 0.995 0.025 0.004
0.01
0.1
1
10
100
0 0.1 0.2 0.3 0.4 0.5
Com
pres
sive
Yie
ld S
tress
, Py(φ)
(kP
a)
Solids Concentration, φ (v/v)
0.26
0.6
0.9
1.2
FiltranonData
h0 (m)

RakedBatchSettling
177
Comparison of the hindered settling function is restricted to the solids concentration range
from the initial solids concentration, φ0 = 0.03 v/v, to the fan limit, φfl = 0.13 v/v. The
analysis method used to determine R(φ) extrapolates for values beyond these solids
concentrations. Minimal variation in R(φ) is observed between these limits with variations
within expected experimental consistency. Therefore it is concluded that the initial settling
height has no impact on the determination of the hindered settling function.
Little variation in the compressive yield stress is experienced at solids concentrations above
0.3 v/v, corresponding to a compressive yield stress Py(0.3) = 1 kPa. At solids concentrations
below this, significant variations in Py(φ) exist. This is highlighted by the gel point, which
increases with increasing initial heights from 0.187 to 0.245 v/v. The reason for significant
discrepancies between compressive yield stresses for various initial heights at low solids
concentration is unknown.
4.5.6.2 Sheared
A sheared sedimentation test was conducted to investigate the effect of initial height on the
rate and extent of aggregate densification. The following settling test was performed at the
base conditions (φ0 = 0.03 v/v, D = 40 g t-1, ω = 0.2 rpm) except for the initial settling height,
h0 = 1.2 m.
The normalized sediment-liquid interface height versus time data is shown in Figure 4.22 for
both un-sheared and sheared sedimentation tests at initial heights of 0.26 and 1.22 m. The
sheared case shows a clear performance enhancement over the un-sheared case. Standard
densification analysis was performed on the settling data, with the resultant aggregate
densification parameters presented in Table 4-10.

Chapter4
178
Figure 4.22: Normalised transient interface height, H(t) for the settling for flocculated (40 g t-1) Omyacarb 2
(φ0 0.03 v/v) un-sheared and sheared (ω = 0.21 rpm) for initial heights of 0.26 and 1.22 m.
Table 4-10. Final scaled aggregate diameter, Dagg,∞, initial and final gel points, φg,0, φg,∞, for flocculated (40
g t-1) Omyacarb 2 (φ0 0.03 v/v) un-sheared and sheared (ω = 0.21 rpm) for initial heights of 0.26
and 1.22 m.
h0 (m)
ω (rpm)
hf (m)
φ0 (v/v)
φf (v/v)
φg,0 (v/v)
φg,∞ (v/v)
Dagg,∞
A (x103) (s-1)
0.263 0 0.050 0.03 0.158 0.187 - 1 0 1.226 0 0.137 0.03 0.268 0.245 - 1 0 0.263 0.2 0.027 0.03 0.296 - 0.280 0.88 1.32 1.211 0.2 0.109 0.03 0.333 - 0.316 0.85 0.96
The resultant aggregate densification rate parameter for an initial settling height of 1.2 m is of
similar order as the result for an initial settling height of 0.3 m and agrees with the trends
observed in section 4.5.5. The equilibrium scaled aggregate diameter however, is slightly
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 2000 4000 6000 8000
Nor
mal
ised
hei
ght,
H
Time, t (s)
Raked Unraked
h0 (m) 0.26 1.22
RakedBatchSettling
179
less for the initial settling height of 1.2 m compared against the 0.3 m case. It is believed that
the following contribute to the observed difference in Dagg,∞;
• External disturbances and vibrations due to the practicality of performing a batch
settling test with an initial height of 1.2 m.
• As initial height increases, batch settling tests become more susceptible to mixing
with height and the assumption of line settling, inherent within the material properties
no longer applies.
• The yield stress of the suspension bed causes rake deformation, which is more
prevalent for longer rakes.
• A 1.2 m settling column, at the experimental suspension flow rate, has a fill time of
order 60 seconds. As a result a uniform initial solids concentration is not present.
Modifications to the suspension flow rate to reduce the fill time are impractical as it
results in extra shear during flocculation. Re-homgenisation is also unreasonable as
this in itself involves applying extra shear.
The data presented is insufficient to adequately describe the trends between aggregate
densification parameters and initial height. Although not performed herein, the data suggests
sheared settling tests at a range of initial heights be conducted to further investigate the trend
between initial settling height and aggregate densification parameters. An alternative of
fluidisation could also be applied.
4.5.7 Results: Flocculant dosage
A series of sheared batch settling tests were performed at flocculant doses of 0, 40 and
80 g t-1 to investigate the effect of over and under dosing on the dewatering performance
enhancement achieved due to aggregate densification. The effect of over and under dosing
was also investigated for un-sheared settling tests at these doses. The resultant transient
settling data is shown in Figure 4.23.
It should be noted that floc size or density measurements were not performed in this work,
although by visual observations, floc size considerably increased with flocculant dosage.

Chapter4
180
Figure 4.23: Normalised transient height, H(t), for sheared and un-sheared settling tests of calcite (Omyacarb 2
at 0.03 v/v) flocculated with AN934SH at 0, 40 and 80 g t-1. The sheared settling tests were raked
at a rotation rate of 0.2 rpm until dewatering effectively ceased (72 hr).
No variation is observed between the un-flocculated (0 g t-1) sheared and un-sheared settling
data indicating that raking seems to have no effect on non-flocculated (un-aggregated)
slurries. The individual (un-aggregated) particles are incompressible compared to flocculated
aggregates and dewatering enhancement due to shearing is not expected. No variation in the
rate of settling indicates that raking during settling does not create any material hold up or
negative settling effects. Insignificant variations in the un-flocculated settling data at large
times indicates that the creation of channels behind the rakes allowing for liquor to escape,
has little to no enhancement in dewatering of the sediment bed.
Conversely, the sheared 80 g t-1 settling test experienced a slower settling rate compared to
the un-sheared test and as a consequence, an aggregate densification rate parameter was not
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 10 100 1000 10000
Nor
mal
ised
hei
ght,
H
Time, t (s)
0 g t-1, Sheared 40 g t-1, Sheared 80 g t-1, Sheared 0 g t-1, Unsheared 40 g t-1, Unsheared 80 g t-1, Unsheared

RakedBatchSettling
181
obtained. One explanation for this decrease in settling rate is due to over dosing where
excess polymer within the system causes brief attachment of the aggregates to the rake.
Alternatively, the aggregates are sufficiently large such that aggregate flow around the rakes
cannot be achieved and instead the rakes tear and stretch the aggregates causing breakage.
An increase in the extent of aggregate densification was still observed with Dagg,∞ = 0.82 and
an increase in the gel point, φg, of Δφg = 0.09 v/v.
Another source of error is due to the experimental procedure; in which flocculation occurs
within a pipe reactor and aggregates are subsequently transferred to a settling cylinder. The
time scale for filling the settling cylinders to an initial height of 0.3 m is between 10 and 20
seconds. For the 80 g t-1 settling tests, a significant proportion of the settling occurred within
the time scale of filling resulting in compromised data. All results from the 80 g t-1 settling
tests are compromised and therefore have been discarded.
Overall, the settling rate increases with flocculant dose due to the increase in aggregate size.
Due to each flocculant dosage having a different initial gel point, φg,0, comparison of the
change in gel point is used as a measure of the change in the extent of aggregate
densification. A change in gel point of 0, 0.093 and 0.090 v/v was observed for flocculant
dosages of 0, 40 and 80 g t-1 respectively. A summary of the equilibrium data is presented in
Table 4-11.
Table 4-11: Final extent of aggregate densification, Dagg,∞, initial and final gel points, φg0, φg,∞, for Omyacarb 2
(φ0 0.03 v/v), raked at 0. 2 rpm and flocculated at 0, 40 and 80 gt-1 of solids.
D (g t-1)
ω (rpm)
h0 (m)
hf (m)
ϕf,ave (v/v)
ϕg,0 (v/v)
ϕg, ∞ (v/v)
Dagg,∞
A (103 s-1)
0 0 0.261 0.017 0.461 0.212 - 1 - 0 0.2 0.258 0.017 0.461 - 0.212 1 0 40 0 0.238 0.034 0.158 0.187 - 1 - 40 0.2 0.263 0.027 0.292 - 0.280 0.87 1.35 80 0 0.258 0.057 0.136 0.114 - 1 - 80 0.2 0.258 0.036 0.214 - 0.204 0.82 NA
The data presented is insufficient to adequately describe the trends between aggregate
densification parameters and flocculant dosage. Although not performed herein, the data
suggests that further investigations of the effect flocculant dose be performed.

Chapter4
182
4.6 Shear during Sedimentation
In earlier experiments in which A(ω) and Dagg(ω) were investigated, raking was performed
until dewatering effectively ceased (approx. 7hr). This procedure is not useful in
understanding the individual contributions to dewatering either during sedimentation or
consolidation. Under the given experimental conditions, the majority of aggregates have
settled and are within the consolidating bed within 20 mins; hence results are closer related to
shear during consolidation. To understand the effect of shear during the sedimentation
regime, raking during was restricted, with a maximum duration of 20 mins.
4.6.1 Expected trends
Within the sedimentation zone during batch settling and thickening, the solids concentration
is sufficiently low such that open pathways are available between aggregates for water to
flow through and escape, not inhibiting dewatering of the suspension. Conversely, the time
an aggregate spends within the sedimentation zone of a thickener is often orders of magnitude
smaller than the residence time in the suspension bed.
Besides for the ability for water to escape, the rake torque is another limiting factor during
thickener operation. Rudman et al. (2008) showed the rake torque within a thickener can be
modelled as a linear function of the shear yield stress. Within the sedimentation zone, the
shear yield stress of the suspension is zero due as the solids concentration is below the gel
point. Therefore, raking during settling imparts less torque onto the rakes compared to raking
during compression, where the shear yield stress in non-zero.
Therefore, the overall residence time an aggregate can potentially be sheared for is orders of
magnitude less than within the suspension bed. For previous sheared batch settling tests, the
solids residence time during sedimentation was a maximum 20 mins compared to the overall
raking duration of 7 hr. The difference in solids residence time within either the
sedimentation or consolidation regime within a thickener is highlighted in Chapter 3 and
Chapter 5. Another shortcoming of shear during sedimentation arises due to the low solids
concentration, reducing aggregate-rake and aggregate-aggregate interactions. van Deventer
RakedBatchSettling
183
(2012) quantified this through a solids concentration dependency on the rate of aggregate
densification.
Due to the above rational, the expected relation between aggregate densification parameters
and sedimentation raking time is as follows;
• A is independent of raking duration for a constant rake rotation rate.
• Dagg,∞ scales with raking duration according to equation 2.61.
• Both A and Dagg,∞ obtained for shear during sedimentation is significantly less than
values obtained for shear during both sedimentation and consolidation and shear only
during consolidation.
4.6.2 Analysis
Un-raked settling tests were analysed using classical settling techniques, (de Kretser et al.
2001, Usher et al. 2001, Lester et al. 2005), to obtain standard dewatering material properties
such as hindered settling function, R(φ), compressive yield stress, Py(φ) and gel point, φg.
The theory and method for characterising fundamental dewatering material properties from
batch settling and pressure filtration experiments was presented in section 2.5.
Combining the material properties obtained from un-raked settling tests, with transient and
equilibrium raked settling data allows for the determination of the densification rate
parameter, Α, and equilibrium scaled aggregate diameter, Dagg,∞. Analysis of sheared settling
tests to extract aggregate densification parameters was outlined in section 2.7.5. Settling
height prediction was performed using the implicit transient batch settling (TBS) model
modified to account for variations in tstop. TBS model theory was presented in section 2.8.
These results are the first in which the developed implicit TBS model was applied. Hence,
discussion regarding the accuracy and computational time is also presented.

Chapter4
184
4.6.2.1 Implicit model: Accuracy and computational time
The implicit scheme showed reasonable accuracy compared to the experimental data and had
the same order of magnitude errors when compared to both the explicit and semi-implicit
schemes. As the time step was increased for the implicit scheme, no notable differences in
the accuracy was observed, indicating that the use of a greater time step is practical.
Currently, the TBS model is implemented with a constant time step based on the Courant–
Friedrichs–Lewy (CFL) condition for the semi-implicit scheme given by equation 2.96. Due
to the increased number of equations to solve, the implicit scheme at the semi-implicit CFL
condition resulted in increased computational time. Theoretically, the implicit scheme is
numerically stable and convergent at any time step. At a time step greater than ~0.95s, the
implicit scheme failed.
Although an implicit scheme is theoretically always numerically stable and convergent, an
inherent constraint on the maximum allowable time step exists such that the material cannot
settle at a rate faster than one height element, j, per time step, Δt. Initially the sedimentation
rate is at a maximum and hence this constraint is particularly problematic at the start of the
simulation.
A proposed method to overcome this inherent time step constraint involves the
implementation of a variable time step. A scheme for this is currently not readily available
and it is suggested that an adhoc method of altering the time step based on the interface
height change is used. Implementation issues were encountered trying to incorporate a
variable time step and as such, all data analysis used either the semi-implicit scheme or the
new implicit scheme with a time step of 0.95s.
4.6.3 Experimental procedure
Calcite (Omyacarb 2) was prepared at solids concentration of 0.03 v/v and flocculated.
Suspension and polymer preparation along with subsequent flocculation was performed as
stated in section 4.1.4. The flocculated calcite suspension was transferred into settling
cylinders up to the initial settling height of 0.3 m. The raking apparatus was turned on to

RakedBatchSettling
185
commence raking as soon as all cylinders were filled. Raking continued for 3, 14, and 20
mins during which, the sediment interface height as a function of time was recorded. To
ensure the networked bed was unraked, the bottoms of the rakes were positioned 3 cm above
the base of the cylinder. The experiment used a rake rotation rate of 0.072 rpm, chosen to
ensure aggregate breakage was not significant. Table 4-12 summarises the operating
conditions used to investigate shear during sedimentation.
Table 4-12: Operating conditions for batch settling tests to determine aggregate densification parameters due
to shearing exclusively during sedimentation.
Operating Conditions: Base Variation Initial solids volume fraction φ0 (v/v) 0.03 - Initial settling height h0 (m) 0.3 - Flocculant dosage D (g/t) 40 - Rake rotation rate ω (rpm) 0.072 - Rake start time tstart (min) 0 - Rake stop time tstop (min) 20 0, 3, 14
4.6.4 Results
Normalised transient sediment interface height data for shear during sedimentation settling
tests at various raking durations are shown in Figure 4.24. Dewatering enhancement
compared to the un-sheared case cannot be observed from the transient sediment interface
data. A full summary of shear during sedimentation settling tests with variable raking
duration is summarised in Table 4-13 along with the calculated aggregate densification
parameters, A and Dagg,∞.
Results indicate no trends in both the rate and extent of aggregate densification with respect
to the raking duration. However, the analysis produces a rate parameter of 7 x 10-5 s-1 (a low
value in agreement with equation 4.4 and Dagg,∞ ranging between 0.92 and 0.96. These
values have been referenced within section 4.8 to compare raking during sedimentation and
consolidation.

Chapter4
186
Figure 4.24. Transient height versus time for raked settling tests of Omyacarb 2 at 0.03 v/v, flocculated with
AN934SH at 40 g t-1 conducted at a rotation rate of 0.072 rpm and various rake stop times, tstop =
179, 840 and 1300 s. Filled symbols indicate raked portion of the settling curve. Initial heights
range from 0.25 to 0.28 m.
Table 4-13. Final extent of aggregate densification, Dagg,∞, initial and final gel points, φg,0, φg,∞, for flocculated
Omyacarb 2 using 40 g t-1 of solids AN934SH, raked at 0.072 rpm and various rake stop time,
tstop.
tstop (s)
h0 (m)
hf (m)
φ0 (v/v)
φf (v/v)
φg,0 (v/v)
φg,∞ (v/v)
Dagg,∞
A (s-1)
0 0.263 0.050 0.03 0.158 0.187 - 1 - 179 0.277 0.033 0.03 0.252 0.236 0.93 7x10-5 840 0.262 0.034 0.03 0.231 0.213 0.96 7x10-5 1300 0.271 0.032 0.03 0.254 0.239 0.92 7x10-5
Sheared average 0.246 0.229 0.94 7x10-5
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.E+00 1.E+01 1.E+02 1.E+03 1.E+04 1.E+05 1.E+06
Nor
mal
ised
Hei
ght,
H
Time, t (s)
179s 840s 1300s
179s2 840s2 1300s2
tstop (s) Raked: 179 840 1300 Unraked: 179 840 1300

RakedBatchSettling
187
Due to the nature of the experiment, the raking duration (tstop – tstart) is representative of the
maximum possible duration an aggregate is exposed to shear. The raking duration of each
aggregate depends on the individual initial settling height; hence in reality a distribution of
raking durations was applied. If all aggregates were to be exposed to shear for the specified
raking duration, via fluidisation for example, a reduced final scaled aggregate diameter would
be observed.
Although not performed herein, the data suggests that further investigations of the effect of
reduced raking duration should consider using a greater initial height and an increased rake
rotation rate. A greater initial height creates an increase in sedimentation time, allowing for
the aggregates to be exposed to shear for a longer period of time. An increased rake rotation
rate causes the rate of aggregate densification to increase, as seen in section 4.5.5. These
modifications should increase the rate and extent of aggregate densification allowing for a
trend, if it exists, to be elucidated.
4.7 Shear during Consolidation
Raking in the sheared batch settling tests within sections 4.5 and 4.6 were conducted for
either the entirety of the experiment or during the sedimentation regime only. Raking during
sedimentation has shown to be beneficial to dewatering (see section 4.6, Gladman et al.
(2005), Gladman et al. (2010) and Usher et al. (2009)). However, to ensure transport of the
sediment, the majority of real thickeners are designed with raking within the bed, where
concentrations are well above the gel point of the suspension. Hence, it is beneficial to
understand densification effects at solids concentration above the gel point. Results have
been compared against those obtained in section 4.5 and 4.6 to provide an indication of where
within a thickener to shear to achieve optimum dewatering enhancement.
It is important to note, that although aggregate densification theory is used to explain
dewatering enhancement due to shear, at solids concentrations above the gel point, individual
aggregate identities are lost within the suspension network. Instead, it is the rearrangement of
particles within the solids network that creates a dewatering enhancement. Aggregate
densification theory has still been used to quantify the observed dewatering enhancement.

Chapter4
188
4.7.1 Expected trend
Spehar (2014) concluded, through CFD simulations, that the pressure in front of the rakes is
independent of rake rotation rate and a strong function of the yield stress of the suspension.
Furthermore, the rake pressure was found to be the main driving force for shear enhanced
dewatering for suspensions exhibiting a shear yield stress. With this result, the extent of
aggregate densification is expected to be independent of rake rotation rate. With increased
suspension bed, compressive forces increase, resulting in an increased average solids
concentration and yield stress. As a result, the extent of densification is expected to increase
with suspension bed height.
Based on previous research by van Deventer (2012), whilst an increase in the rate of
aggregate densification may occur due to the increased solids concentration, the rate of
consolidation will become dependent on the ability for the water to navigate the tortuosities
within the suspension bed and escape, often termed flux limited. Therefore, a decrease in the
observed rate of aggregate densification based on the rate of change in interface height is
expected. If channels where water could easily escape are formed, the rate of aggregate
densification should drastically increase.
4.7.2 Analysis
Un-raked settling tests were analysed using classical settling techniques, (de Kretser et al.
2001, Usher et al. 2001, Lester et al. 2005), to obtain standard dewatering material properties
such as hindered settling function, R(φ), compressive yield stress, Py(φ) and gel point, φg.
The un-raked tests were also used as a standard to check for consistency and reproducibility
between experiments. The theory and method for characterising fundamental dewatering
material properties from batch settling and pressure filtration experiments was presented in
section 2.5.
Combining the material properties obtained from un-raked settling tests, with transient and
equilibrium raked settling data allows for the determination of the rate parameter, Α, and
extent, Dagg,∞ of aggregate densification. Analysis of sheared settling tests to extract
aggregate densification parameters was outlined in section 2.7.5.

RakedBatchSettling
189
For experiments where rake start times, tstart, and duration, tdur, have been varied, the implicit
transient batch settling (TBS) model is utilised to determine the predicted sheared settling
height. Similar to previous analysis, Α is determined through optimisation of the predicted
settling curve against the obtained experimental data.
Due to the variations in initial settling height and raking start time, sediment interface height
data obtained for each settling test was converted to dimensionless form via scaling
referenced to the initial settling height, h0, and the rake start time, tstart. Dimensionless height
is given by equation 4.2 while dimensionless time is given by,
. (4.6)
4.7.3 Experimental procedure
Un-sheared and sheared settling tests were performed using the same method as in section 4.5
albeit raking was exclusively at solids concentration above the gel point. Raking solely at
solids concentrations above the gel point is achieved by allowing for sedimentation to cease
before applying shear. Due to flocculant degradation with time, ensuring the settling test was
at equilibrium before raking was not possible, as this may take several days. Instead, raking
commenced once the majority of sedimentation was close to complete. For an initial height
of 0.3 m, raking commenced after approximately 1 hour of settling.
To understand the effect of shear in compression, sheared batch settling tests were performed
with varying shear rate, initial settling height, and flocculant dosage. Except for the variable
in question, all settling tests within this section used flocculated (40 g t-1 AN934SH)
Omyacarb 2 (0.03 v/v) with an initial settling height of 0.3 m and the sediment bed raked at a
rate of 0.2 rpm. Table 4-14 summarises the operating conditions used to investigate shear
during consolidation.
startttT =

Chapter4
190
Table 4-14: Operating conditions for batch settling tests to determine aggregate densification parameters due
to shearing exclusively during consolidation.
Operating Conditions: Base Variation Initial solids volume fraction φ0 (v/v) 0.03 - Initial settling height h0 (m) 0.3 0.6, 0.9, 1.2, 2.4, 2.7 Flocculant dosage D (g/t) 40 0, 80 Rake rotation rate ω (rpm) 0.21 0, 0.1, 4.24 Rake start time tstart (hr) 11 - Rake stop time tstop (hr) 80 -
4.7.4 Results: Base conditions
Transient sediment interface height data for sheared and un-sheared batch settling tests at the
base conditions is shown in Figure 4.25. The sheared settling test shows a clear dewatering
enhancement compared to the un-sheared case. It settles faster and further.
1 Raking commenced once the majority of aggregates had settle into the suspension bed.
This value varied between 70 mins and 2 hours depending on initial height.

RakedBatchSettling
191
Figure 4.25: Sediment interface height, H(t) for un-sheared and sheared (ω = 0.21 rpm) batch settling tests of
flocculated (AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial height of 0.3
m. Raking was performed solely within the networked suspension by commencing raking once
the majority of aggregates had settled (approx. 1 hr)
The un-sheared compressive yield stress curve and the equilibrium bed height for the sheared
test, 0.031m, resulted in a final scaled aggregate diameter, Dagg,∞ = 0.84 and the final gel
point, φg,∞ = 0.320. The densification rate parameter, A, was determined to be of order 5 x
10-4 s-1. These values are enhanced relative to experiments conducted at a lower initial height
and raking in only the sedimentation zone (Dagg∞ = 0.84 and A = 7 x 10-5 s-1). This rate of
aggregate densification is of the order observed by (van Deventer 2012). These values are
summarised in Table 4-15.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 10 100 1000 10000 100000 1000000
Nor
mal
ised
inte
rface
hei
ght,
H
Time, t (s)
Unraked Raked

Chapter4
192
Table 4-15: Equilibrium bed height data for un-sheared and sheared (0.21 rpm) Omyacarb 2 settling data
flocculated at 40 g t-1 (AN934SH). Raking commenced once the majority of aggregates had
settled (approx. 1 hr) and continued for 70 hours. Results obtained by van Deventer (2012)
(ω = 1.6 rpm) has also been included for comparison.
h0 (m)
hf (m)
φ0 (v/v)
φf,ave (v/v)
φg,0 (v/v)
φg,∞ (v/v) Dagg,∞ A
(s-1) Un-sheared Reference 0.263 0.050 0.030 0.158 0.188 - 1 -
Post-Equilibrium Sheared 0.347 0.031 0.030 0.330 0.188 0.320 0.84 5 x 10-4 van Deventer (2012) 0.290 0.071 0.072 0.296 0.222 0.282 0.92 10-4
An optimised curve fit was obtained for the compressive yield stress of the sheared
suspension, Py(φ,Dagg∞) though solving equation 2.81 and utilising the values obtained for
Py,0(φ). Py(φ,Dagg∞) and Py,0(φ) are presented in Figure 4.26 along with the pressure filtration
data.

RakedBatchSettling
193
Figure 4.26: Compressive yield stress, Py(φ,Dagg) curve fit as a function of solids volume fraction for un-
densified (Dagg = 1) and densified (Dagg = Dagg,∞ = 0.84) batch settling tests of flocculated
(AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial height of 0.3 m.
The un-sheared hindered settling function, R(φ), is shown in Figure 4.27. Using equations
2.71 – 2.73 and a Dagg,∞ = 0.84, the hindered settling function for the sheared reference, R(φ,
Dagg), is also shown.
0.01
0.1
1
10
100
0 0.1 0.2 0.3 0.4 0.5
Com
pres
sive
Yie
ld S
tress
, Py(φ)
(kP
a)
Solids Volume Fraction, φ (v/v)
Dagg = 1
Dagg = 0.837
Dagg = 1
Dagg,∞ = 0.84
Experimental Data

Chapter4
194
Figure 4.27: Hindered settling function, R(φ, Dagg) curve fit as a function of solids volume fraction for un-
densified (Dagg = 1) and densified (Dagg = Dagg,∞ = 0.84) batch settling tests of flocculated
(AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial height of 0.3 m.
4.7.5 Results: Rake rotation rate
The transient interface settling height data for settling tests with various rake rotation rates
where raking is solely at concentrations greater than the gel point is presented in Figure 4.28.
At all rotation rates, clear dewatering enhancement is observed compared to the un-sheared
case, it settled further and faster. The post equilibrium region is shown in Figure 4.29.
1.E+05
1.E+06
1.E+07
1.E+08
1.E+09
1.E+10
1.E+11
1.E+12
0 0.1 0.2 0.3 0.4 0.5 0.6
Hin
dere
d S
ettli
ng F
unct
ion,
R(φ
) (kg
s-1
m-3
)
Solids Volume Fraction, φ (v/v)
Dagg = 1
Dagg = 0.837
Dagg = 1
Dagg,∞ = 0.84
Experimental Data

RakedBatchSettling
195
Figure 4.28: Unsheared and sheared (ω = 0.10, 0.21 and 4.24 rpm) batch sedimentation data for flocculated
Omyacarb 2 using AN934SH at 40 g t-1. Raking commenced once the majority of aggregates had
settled (approx. 1 hr, T = 1)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.E-04 1.E-02 1.E+00 1.E+02
Nor
mal
ised
inte
rface
hei
ght,
H
Scaled time, T
Unraked
Raked
0.10 rpm 0.21 rpm 4.24 rpm
Raked Unraked

Chapter4
196
Figure 4.29: Focus of the unsheared and sheared (ω = 0.10, 0.21 and 4.24 rpm) batch sedimentation data for
flocculated Omyacarb 2 using AN934SH at 40 g t-1. Raking commenced once the majority of
aggregates had settled (approx. 1 hr)
Using the un-sheared compressive yield stress curve and the equilibrium bed height for the
sheared test, 0.031m, aggregate densification parameters, A and Dagg∞ and the final gel point,
φg∞, were determined for all rake rotation rates and summarised in Table 4-16. These values
are enhanced relative to experiments conducted with raking in only the sedimentation zone
(Dagg,∞ = 0.84 and A = 7 x 10-5 s-1).
0
0.05
0.1
0.15
0.2
0.25
0.3
0 1 2 3 4 5
Nor
mal
ised
inte
rface
hei
ght,
H
Scaled time, T
Raked
ω 0 0.10 0.21 4.24
Unraked
(rpm)

RakedBatchSettling
197
Table 4-16: Equilibrium bed height data for un-sheared and sheared (0.1, 0.21, and 4.24 rpm) Omyacarb 2
settling data flocculated at 40 g t-1 (AN934SH). Raking commenced once the majority of
aggregates had settled and continued until steady state had been reached. The rake rotation rate
was 0.1, 0.21, and 4.24 rpm.
ω (rpm)
h0 (m)
hf (m)
tstart (hr)
tstop (hr)
φ0 (v/v)
φf,ave (v/v)
φg,0 (v/v)
φg,∞ (v/v) Dagg,∞ A
(s-1) 0 0.263 0.050 – – 0.030 0.158 0.188 – 1 0
0.10 0.304 0.030 1.87 120 0.030 0.304 – 0.292 0.86 1x10-4 0.21 0.341 0.031 1.08 65 0.030 0.330 – 0.320 0.84 5x10-4 4.24 0.332 0.024 2.00 128 0.030 0.415 – 0.378 0.79 5x10-4
Suspension dewatering, both extent and rate, is observed to increase with increasing rake
rotation rate. The rate of aggregate densification, A, at different rake rotation rates were of
order 10-4 s-1 which is enhanced compared to shearing during sedimentation, however less
than that obtained when raking is performed during both sedimentation and consolidation.
The calculated value of A also agrees with the notation found in section 4.5.5, in which a
critical rake rotation rate exists where A no longer increases with shear rate due to (assumed)
the competing nature of densification and breakage.
The equilibrium scaled aggregate diameter, Dagg,∞ is clearly a function of rake rotation rate,
ω, as it decreases from 1 to 0.79 as rake rotation rate is increased from 0 to 4.21 rpm. A
curve fit was applied to the data to obtain the extent of densification as a function of rake
rotation rate for shearing during compression of flocculated (40 g t-1) Omyacarb 2. The
functional form of the curve fit is depicted in Figure 4.30: and given by,
. (4.7) 79.021.0 8 += −∞
ωeDagg

Chapter4
198
Figure 4.30: Final scaled aggregate diameter as a function of rotation rate for sheared settling tests of calcite
(Omyacarb 2, φ0 = 0.03 v/v) flocculated with AN934SH at a dosage of 40 g t-1. Shear was
performed exclusively during the consolidation regime.
4.7.6 Results: Initial height
Sheared batch settling tests were performed to investigate the effect of solids network
pressure on the extent of aggregate densification. Experimental conditions for this series of
batch settling tests are as the base conditions given in Table 4-14, albeit the initial height was
varied as a method to vary the solids network pressure. Batch settling tests at a flocculant
dose of 80 g t-1 and the base conditions were also performed at various initial heights.
The average final solids concentration was determined using a mass balance, while a measure
of the solids network pressure can be represented by the difference in pressure at the base of
the settling column, ΔPbase, given by,
0.75
0.8
0.85
0.9
0.95
1
0 1 2 3 4 5
Fina
l Sca
led
Agg
rega
te D
iam
eter
, Dag
g∞
Rake Rotation Rate, ω (rpm)
CurveFit

RakedBatchSettling
199
00hgPbase φρΔ=Δ . (4.8)
The networked compressive yield stress can be approximated as half the difference in
pressure at the base of the settling column. Figure 4.31 and Figure 4.32 both show plots of
the same data against different parameters. Figure 4.31 shows how changing the final solids
concentration relates to the network pressure. The expected result for a constant Dagg,∞ is also
shown. Figure 4.32 shows the variation in the extent of aggregate densification with respect
to increasing network pressure.
Figure 4.31: Average bed solids concentration, φf,ave for unsheared and networked sheared sedimentation tests
of polymer flocculated Omyacarb 2 (40 and 80 g t-1 AN934SH). For a guide to extent of
densification, lines of constant Dagg,∞ are shown.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.2 0.4 0.6 0.8 1 1.2 1.4
AverageSolidsC
oncentrano
n,φ
f,ave(v
/v)
SolidsNetworkPressure,ΔPbase(kPa)
Dagginf 1 Dagginf 0.9 Dagginf 0.85 Dagginf 0.766 0 rpm, 40 g/t 0.1 rpm, 40 g/t 0.2 rpm, 40 g/t 0.2 rpm, 80 g/t 4 rpm, 40 g/t
Dagg,∞ = 1 Dagg,∞ = 0.90 Dagg,∞ = 0.85 Dagg,∞ = 0.77
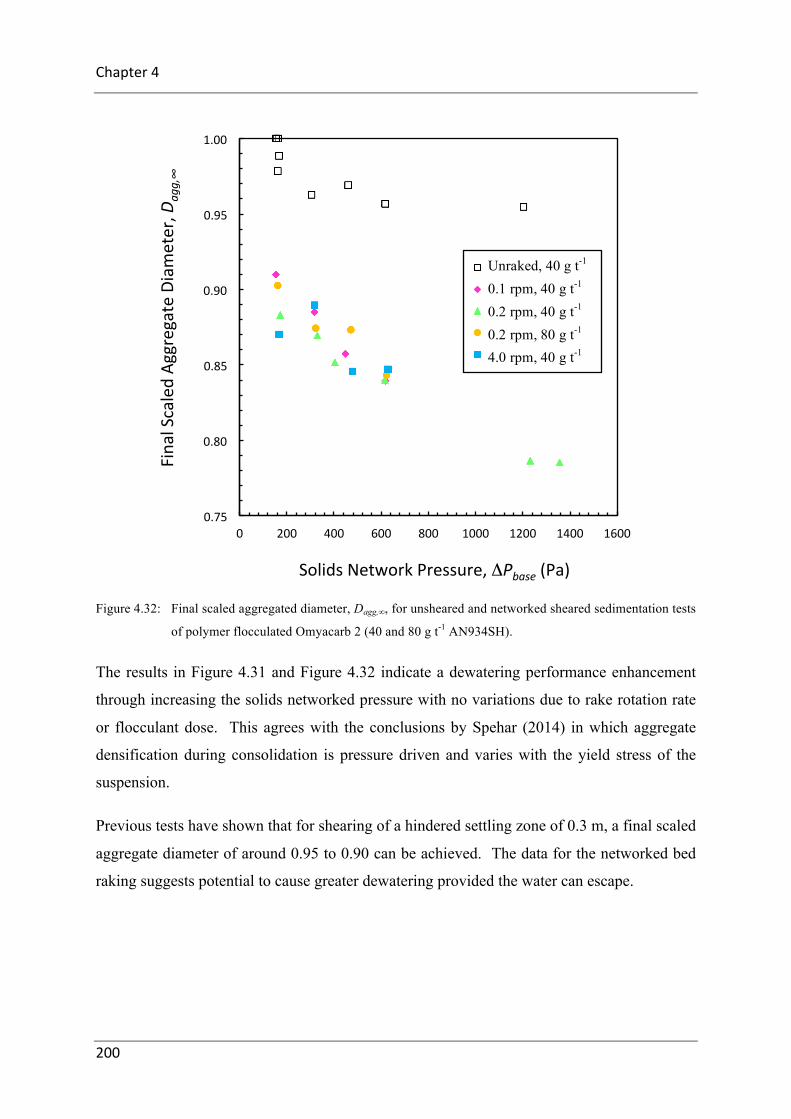
Chapter4
200
Figure 4.32: Final scaled aggregated diameter, Dagg,∞, for unsheared and networked sheared sedimentation tests
of polymer flocculated Omyacarb 2 (40 and 80 g t-1 AN934SH).
The results in Figure 4.31 and Figure 4.32 indicate a dewatering performance enhancement
through increasing the solids networked pressure with no variations due to rake rotation rate
or flocculant dose. This agrees with the conclusions by Spehar (2014) in which aggregate
densification during consolidation is pressure driven and varies with the yield stress of the
suspension.
Previous tests have shown that for shearing of a hindered settling zone of 0.3 m, a final scaled
aggregate diameter of around 0.95 to 0.90 can be achieved. The data for the networked bed
raking suggests potential to cause greater dewatering provided the water can escape.
0.75
0.80
0.85
0.90
0.95
1.00
0 200 400 600 800 1000 1200 1400 1600
FinalScaledAg
gregateDiam
eter,D
agg,∞
SolidsNetworkPressure,ΔPbase(Pa)
Unraked,40gt
0.1rpm,40gt
0.2rpm,40g/t
0.2rpm,80gt
4rpm,40gt
Unraked, 40 g t-1
0.1 rpm, 40 g t-1
0.2 rpm, 40 g t-1
0.2 rpm, 80 g t-1
4.0 rpm, 40 g t-1

RakedBatchSettling
201
4.8 Overall Discussion and Conclusions
A series of sheared and un-sheared batch settling tests have been performed using calcite
(Omyacarb 2) at various conditions. The rate and extent of aggregate densification as a
function of experimental conditions were determined. Results have shown enhancements in
aggregate densification can be achieved depending on operational conditions.
It was predicted that the rate of aggregate densification is independent of initial height and a
strong function of shear rate. The extent of aggregate densification is proportional to the
raking duration multiplied by the rate of aggregate densification. Given sufficient raking
time, the final scaled aggregate diameter, a measure of extent of densification, was shown to
be independent of rake rotation rate. The extent of aggregate densification however increased
with network pressure indicating rake pressure on the aggregates is the driving force for
densification.
So far results have looked at the effect of experimental variables while raking either during
the entire settling test or within a single dewatering regime, sedimentation, or consolidation.
Comparison between these sets of experiments is discussed below with the aim of providing
insight into rake location within a thickener for optimal dewatering due to shear.
4.8.1 Raking zones
To recognise the optimal rake location within a thickener, this chapter considered the effects
of raking a suspension during either sedimentation or consolidation in isolation. Raked batch
settling tests with raking during both dewatering regimes were also performed. Figure 4.33
and Figure 4.34 presents the resultant aggregate densification parameters for all settling tests
performed within this experimental program as a function of rake rotation rate. Results from
batch settling tests by van Deventer (2012) have also been included. The zone in which
raking was performed for each batch settling test has been highlighted.
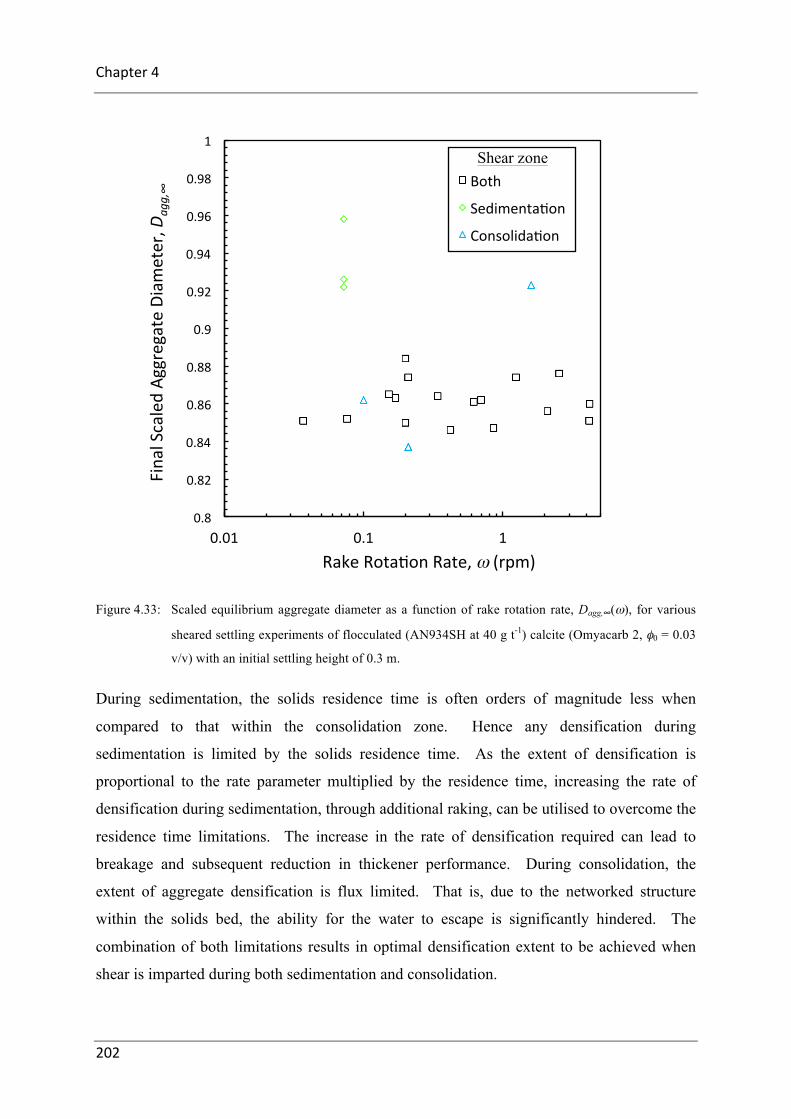
Chapter4
202
Figure 4.33: Scaled equilibrium aggregate diameter as a function of rake rotation rate, Dagg,∞(ω), for various
sheared settling experiments of flocculated (AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03
v/v) with an initial settling height of 0.3 m.
During sedimentation, the solids residence time is often orders of magnitude less when
compared to that within the consolidation zone. Hence any densification during
sedimentation is limited by the solids residence time. As the extent of densification is
proportional to the rate parameter multiplied by the residence time, increasing the rate of
densification during sedimentation, through additional raking, can be utilised to overcome the
residence time limitations. The increase in the rate of densification required can lead to
breakage and subsequent reduction in thickener performance. During consolidation, the
extent of aggregate densification is flux limited. That is, due to the networked structure
within the solids bed, the ability for the water to escape is significantly hindered. The
combination of both limitations results in optimal densification extent to be achieved when
shear is imparted during both sedimentation and consolidation.
0.8
0.82
0.84
0.86
0.88
0.9
0.92
0.94
0.96
0.98
1
0.01 0.1 1
FinalScaledAg
gregateDiam
eter,D
agg,∞
RakeRotanonRate,ω(rpm)
Both
Sedimentanon
Consolidanon
Shear zone

RakedBatchSettling
203
Figure 4.34: Rate of densification, A, (s-1), as a function of rake rotation rate for flocculated (AN934SH at
40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial settling height of 0.3 m. The zone in
which shear was imparted is highlight. Additional result by van Deventer (2012) is also included.
Again, due to residence time limitations during sedimentation and flux limitations during
consolidation, results indicate an optimal rate of aggregate densification is obtained when
raking during both sedimentation and consolidation. Further sheared batch settling tests of
raking during sedimentation at higher rake rotation rates is recommended in order to confirm
this conclusion.
0.00001
0.0001
0.001
0.01
0.01 0.1 1
RateParam
eterfo
rAggregateDen
sificano
n,
A(s
-1)
RakeRotanonRate,ω(rpm)
Both
Sedimentanon
Consolidanon

Chapter4
204

205
Chapter 5. FULL SCALE PREDICTION FROM
LAB SCALE CHARACTERISATION
Chapter 5
Full Scale Prediction from Lab Scale
Characterisation
Chapter 3 presented both thickener performance and solids concentration profile predictions
for a model material representative of a flocculated industrial slurry. Chapter 4 provided
material characterisation and aggregate densification parameter trends through a series of
experiments using a representative industrial slurry, calcite (Omyacarb 2). This chapter
utilises the experimental results and model to predict thickener performance based on a real
material. This demonstrates the ability to predict full scale thickener performance from
laboratory scale batch settling tests and characterisation techniques.
Typically within industry, dynamic thickening in the way of small scale thickeners with rakes
and continuous feed, overflow and underflow is employed to perform the majority of
practical thickener sizing and test work. The advantage of dynamic testing is that a
relationship between the solids flux, underflow concentration, and overflow clarity can be
determined. However, as it is a dynamic test, there are also disadvantages including the large
amount of material required, time required to achieve steady state and issues regarding
achieving constant flocculation conditions. Also present is the subjective nature of scale up
and related full scale thickener performance predictions.
The proposed method within this thesis of predicting thickener performance through from a
series of batch settling tests and theoretical modelling overcomes the issues related to
dynamic testing such as those mentioned above. However, this method is unable to provide
Chapter5
206
information on the transient behaviour of a thickener and is constrained by the thickener
model assumptions. All theoretical work within this thesis so far has accounted for shear
enhanced dewatering solely through raking, ignoring other origins of shear such as
interactions with other aggregates, the walls and the fluid. Through discrete element method
simulations, van Deventer (2012) showed aggregate densification can result from aggregate-
aggregate collisions. This can further be applied for interactions between aggregates and
solid surfaces such as the walls of the thickener. Often the shear due to the flow of a viscous
fluid past an aggregate is overlooked. The influence of fluid flow on aggregate densification
has been investigated in this chapter. A densification rate parameter due to fluid flow around
the aggregate has been determined through a novel analysis and applied to thickener
performance predictions.
First, this chapter presents the dewatering material properties and shear rheology for
flocculated calcite (Omyacarb 2). The aggregate densification parameters used within the
model are also presented along with justifications based on experimental trends. A
densification rate parameter during sedimentation is determined based on the shear due to the
flow of a viscous fluid as the aggregates settle. Using the model inputs, predictions of steady
state thickener performance and resultant solids concentration and overall solids residence
time profiles are presented.
5.1 Material Characterisation
Material characterisation results for calcite are presented within this section. This includes
the compressibility, permeability and shear rheology of the suspension. The compressibility
and permeability of the calcite suspension are then utilised as inputs into the steady state
thickener model developed in Chapter 3. Although not directly used as an input, the shear
rheology is also presented as it is utilised in section 5.2.2 to determine the densification rate
parameter during sedimentation.
5.1.1 Compressibility
In this case study, the network strength is defined by the constitutive compressive yield stress
function shown in equation 2.24. Functional parameters, a0 = 0.80, b = 0.01 and k0 = 5.52

FullScalePredictionfromLabScaleCharacterisation
207
were used to described the compressibility of flocculated calcite, as indicated by
experimental analysis (see section 4.5.4). The close packing volume fraction is the maximum
possible solids concentration achievable, set to φcp = 0.63 v/v. The initial gel point and
aggregate packing volume fraction are φg,0 = 0.188 and ϕp = 0.6 respectively. The resultant
compressive yield stress function is depicted in Figure 5.1.
5.1.2 Permeability
The steady state thickener model developed in Chapter 3 requires the hindered settling
function in terms of a constitutive equation as an input. In this case study, the permeability is
defined by the constitutive hindered settling function shown in equation 2.34. The hindered
settling function dictated by experimental analysis resulting from the settling of flocculated
(40 g t-1 AN934SH) calcite (Omyacarb 2, φ0 = 0.03 v/v) (see section 4.5.4) is fitted to
equation 2.34. Resultant fitting parameters values; ra, rg, rn and rb are; 6.37 x 1012, -0.028,
4.14 and 0, respectively. Experimental hindered settling data and the curve fit are presented
in Figure 5.1.
Additionally, the liquid is assumed to be water, with a viscosity of η = 0.001 Pa s and density
ρliq = 1000 kg m-3. The density of Omyacarb 2 is ρsol = 2710 kg m-3 as given by MatWeb
(2014).

Chapter5
208
Figure 5.1: Un-densified compressive yield stress and hindered settling functions, Py,0(φ) & R0(φ), used within
the model case study. Py,0(φ) and R0(φ) were determined via fitting equations 2.24 and 2.34 to
experimental data resulting in fitting parameter values of ra = 6.37 x 1012, rg = -0.028, rn = 4.14, a0
= 0.80, b = 0.01, k0 = 5.52, φg,= 0.188 v/v and φcp, = 0.63 v/v.
5.1.3 Shear rheology
Spehar (2014) presented the rheological parameters for flocculated calcite at a range of solids
volume fractions, φ, through both cup and bob and vane techniques (Nguyen and Boger
1985). For modelling purposes, the Herschel-Bulkley model was used to describe the shear
stress, τ, vs. shear rate, γ! , behaviour. The resultant fitting parameters, K and n, as functions
of solids concentration, φ, are depicted in Figure 5.2. Ensuring K and n approach the values
for water as solids concentration approaches zero (K(φ=0) = 0.001 Pa s and n(φ=0) = 1),
Herschel–Bulkley fitting parameters as functions of solids concentration were obtained from
curve fits of the data. K(φ) and n(φ) are given by,
⎭⎬⎫
⎩⎨⎧
≥
≤=
v/v034.0:v/v034.0:
0695.0001.0
)( 7243.9
39.134
φ
φφ
φ
φ
ee
K (5.1)
and
1.E-02
1.E-01
1.E+00
1.E+01
1.E+02
0 0.1 0.2 0.3 0.4 0.5
Compressiv
eYieldStress,P
y(φ)(KP
a)
SolidsVolumeFracnon,φ(v/v)
Series1CurveFitData
1.E+06
1.E+07
1.E+08
1.E+09
1.E+10
1.E+11
1.E+12
0 0.1 0.2 0.3 0.4
Hind
ered
Sep
lingFuncno
n,
R(φ)(Kgs-
1 m-3)
SolidsVolumeFracnon,φ(v/v)
Curve Fit Data

FullScalePredictionfromLabScaleCharacterisation
209
⎭⎬⎫
⎩⎨⎧
≥
≤=
−
v/v03.0:v/v03.0:
3724.0
)(925.32
φ
φφ
φen . (5.2)
Figure 5.2: Herschel-Bulkley paramters, K(φ) and n(φ) used to describe the shear rheology of flocculated
Omyacarb 2. Data from Spehar (2014)
The shear stress, τ, and suspension viscosity, η, for a given solids concentration, φ, as a
function of shear rate, γ! , is given by the Herschel-Bulkley model equations, equations 2.21
and 2.22. For a range of solids concentrations, φ, the functional form of the shear stress, τ
and viscosity, η, as a function of shear rate, γ! , is shown in Figure 5.3. A scalar ratio, α =
Py/τy, of order 20 can be expected for mineral flocculated suspensions.
1.E-03
1.E-02
1.E-01
1.E+00
1.E+01
1.E+02
0 0.1 0.2 0.3 0.4 0.5Herschel-BulkleyFiu
ngParam
eter,
K(φ)(Pasn)
SolidsVolumeFracnon,φ(v/v)
K
KCurveFitData
0.E+00
2.E-01
4.E-01
6.E-01
8.E-01
1.E+00
1.E+00
0 0.1 0.2 0.3 0.4 0.5Herschel-BulkleyFiu
ngParam
eter,
n(φ)
SolidsVolumeFracnon,φ(v/v)
nnCurveFitData

Chapter5
210
Figure 5.3: Shear stress, τ, and viscosity, η, as a function of shear rate, γ for flocculated calcite (Omyacarb 2)
at various solids concentrations, φ, given by equations 2.21 and 2.22. Shear rheology has been
modelled using a Herschel-Bulkley fit with parameter’s, K(φ) and n(φ) described by equation 5.1
and 5.2. A nominal value of 20 has been used for the ratio between the compressive and shear
yield stresses, α, for solids concentrations of 0.2 and 0.3 v/v.
5.2 Aggregate Densification Parameters
The aggregate densification parameters used to predict full-scale thickening of a flocculated
calcite suspension are presented within this section. Aggregate densification parameters
include the equilibrium scaled aggregate diameter, Dagg,∞, and the densification rate
parameter during sedimentation, As, and consolidation, Abed.
5.2.1 Extent of aggregate densification
An equilibrium scaled aggregate diameter, Dagg,∞, of 0.86 was used to describe the maximum
extent of aggregate densification. This value is representative of the results obtained from the
analysis of sheared settling tests of flocculated (40 g t-1 AN934SH) calcite (Omyacarb 2, φ0 =
0.03 v/v), (see section 4.5.5).
5.2.2 Shear during sedimentation
In Chapter 4, the densification rate parameter for shear during sedimentation due to raking
was determined to be of order 7 x 10-5 s-1. Shear on a settling aggregate may also arise from
0.00001
0.0001
0.001
0.01
0.1
1
10
100
0.1 1 10 100 1000
ShearS
tress,τ(P
a)
ShearRate(s-1)
00.030.120.20.3
1.E-04
1.E-03
1.E-02
1.E-01
1.E+00
1.E+01
1.E+02
1.E+03
1.E+04
1.E+05
0.1 1 10 100 1000
Viscosity
,η(P
a.s)
ShearRate(s-1)
00.030.120.20.3
φ
φ

FullScalePredictionfromLabScaleCharacterisation
211
the flow of the viscous process liquor past the surface of the aggregate. This section explores
the impact of shear during sedimentation by deriving from first principles the shear stress on
an isolated settling particle in creeping flow. The implications of the inherent assumptions
within this derivation are discussed along with methods to account for these assumptions
upon application to settling aggregates. Furthermore, the shear stress on an aggregate due to
settling is converted to an effective densification rate parameter using experimental results.
This rate parameter, As, is then incorporated into thickener modelling as in input in section
5.4.
5.2.2.1 Theory: Shear stress on a settling sphere
During sedimentation, within the dilute zone in a thickener, the solids concentration is
sufficiently small such that aggregates effectively settle as isolated spheres in the process
liquor. The shear rate imparted on an aggregate due to settling can be determined by
considering the creeping flow of an incompressible fluid around a fixed solid sphere of radius
rp and diameter dp. The definition and implications of creeping flow are discussed later. The
velocity distribution for creeping flow around a sphere can be determined via Navier-Stokes
equations in spherical coordinates (r, θ, Φ). The velocity distribution is given by,
θcos21
23
13
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟⎠
⎞⎜⎜⎝
⎛−= ∞ r
rrr
uu ppr , (5.3)
θθ sin41
231
3
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟⎠
⎞⎜⎜⎝
⎛+−= ∞ r
rrr
uu pp , (5.4)
and
0=Φu , (5.5)
where ur, uθ, uΦ are the velocities in the r, θ and Φ directions (Bird et al. 2006) and θ is
measured such that θ = 0° at the front of the particle and θ = 180° at the rear. The pressure
due to fluid motion, p, is given by

Chapter5
212
θη
cos23
2
⎟⎟⎠
⎞⎜⎜⎝
⎛−= ∞
rr
rup p
p
, (5.6)
while the pressure at the surface of the sphere, p0, is given by,
θη
cos3
0p
rr dupp
p
∞= −== . (5.7)
The components of the stress tensor τ are obtained by substituting the velocity distributions,
equations 5.3, 5.4 and 5.5, into the stress tensor according to Newton’s law of viscosity. The
stress distribution is given by,
θη
τττ θθ cos3
2242
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛−=−=−= ∞
ΦΦ rr
rr
ru pp
prr (5.8)
and
θη
ττ θθ sin23
4
⎟⎟⎠
⎞⎜⎜⎝
⎛== ∞
rr
ru p
prr , (5.9)
where all other components are zero. Equation 5.8 describes the normal stresses while
equation 5.9 gives the shear stress. The shear stress at the surface of the sphere, τ0, due to
fluid motion is therefore given as,
θη
ττ sin30
prr d
up
∞= == . (5.10)
Accounting for the non-isolated nature of the settling particle, the shear stress at the surface
of the particle as a function of solids concentration, φ, is given by rearrangement and
substitution of the modified Stokes law, equation 2.32, resulting in
( )θ
φφρη
θφη
θφτ sin),(
13sin),(3),,(2
0pp
pp
p DRg
dDu
dD −Δ
== . (5.11)

FullScalePredictionfromLabScaleCharacterisation
213
The maximum shear stress on the particle surface, when θ = 90°, is
),(3
),(max,0 pp
p Dud
D φη
φτ = . (5.12)
The average shear stress across the entire sphere surface is given by,
),(23
)(
)()(),(
0
0,0 p
pp
p
pave Dud
dA
dAD φ
η
θθ
θθφτ
φτ π
π
==
∫
∫, (5.13)
where Ap(θ) is the surface area of the aggregate at θ given by
θπθ sin)( pp dA = . (5.14)
Thus, equation 5.13 can be used to determine the average shear stress on the surface of an
aggregate within a thickener due to sedimentation. Derivation of equation 5.13 assumes
creeping flow around the particle and that the settling particle is both spherical and behaves
as a rigid body with no flow occurring within the particle. These assumptions must be
considered when applying equation 5.13 to determine the shear stress within the dilute zone
of a thickener.
5.2.2.2 Shear stress on an aggregate
A flocculated aggregate is neither solid, spherical nor a rigid body. Application of equation
5.13 on a settling aggregate must consider the implications of the inherent assumptions
during derivation. Within this section, drag coefficient correction factors are presented as a
method to account for the assumptions of creeping flow and a non-slip boundary condition.
The assumption of a solid spherical particle is also discussed.
Providing the assumptions are reasonable or have been corrected, along with an
understanding of the relationship between shear rate and rate of aggregate densification
through experimental results, equation 5.13 can be used to determine an effective

Chapter5
214
densification rate parameter due to settling alone. Application of equation 5.13 to an
aggregate is such that the particle radius, diameter and scaled diameter is given by the
aggregate radius, diameter and scaled diameter, rp = ragg, dp = dagg, and Dp = Dagg.
Creeping flow
Creeping flow is defined such that the particle Reynolds number, Rep, is less than about 0.1
with an absence of eddy formation downstream from the aggregate. The particle Reynolds
number is given by equation 2.5 where u∞ is the free stream velocity which when applied to a
settling aggregate, is given by the aggregate settling velocity, u(φ, Dagg). The aggregate
diameter can be expressed in terms of the original undensified aggregate diameter, dagg,0, and
the extent of densification such that Dagg = dagg/dagg,0. Substituting for the scaled diameter
and the aggregate settling velocity results in a particle Reynolds number as a function of
solids concentration, φ, and densification extent, given by,
( )),(
1),(),(Re2
0,0,
aggagg
aggliqagg
agg
aggliqaggp DRD
dDu
Dd
Dφ
φρη
ρφ
η
ρφ
−Δ== , (5.15)
where Dagg is the scaled particle diameter due to densification and Δρ is the density
difference (ρsol-ρliq). For a given densification extent and solids concentration, equation 5.15
can be used to calculate the particle Reynolds number to be used in subsequent calculations
to determine the drag coefficient.
Depending on the particle Reynolds number, the drag coefficient is given by either CD,Stokes,
CD,int, or CD,Newton (equations 2.7, 2.8 and 2.9). Thus, a drag force correction factor, χint and
χNewton, can be defined to account for deviations from the Stokes drag coefficient as the
particle Reynolds number increases (creeping flow no longer applies). The correction factor,
χint, and χNewton is therefore given by,
7.0
,
int,int Re14.01 p
stokesD
D
CC
−==χ , (5.16)
and

FullScalePredictionfromLabScaleCharacterisation
215
54Re
,
, p
stokesD
NewtonDNewton C
C≈=χ . (5.17)
As the drag coefficient is inversely proportional to the settling velocity, assuming creeping
flow at Rep > 0.1 will result in an error in the settling velocity equivalent to the drag
coefficient error. At Rep = 1, Stokes law predicts a drag force that is about 10% too low
(Bird et al. 2006). The drag coefficient correction factor as a function of particle Reynolds
number due to the flow regime, χRep, is shown in Figure 5.4 and given by,
3
37.0Re
10Re10Re1.01.0Re
for 54Re
Re14.011
)(Re>
≤<
≤
⎪⎩
⎪⎨
⎧
+=
p
p
p
p
pppχ . (5.18)
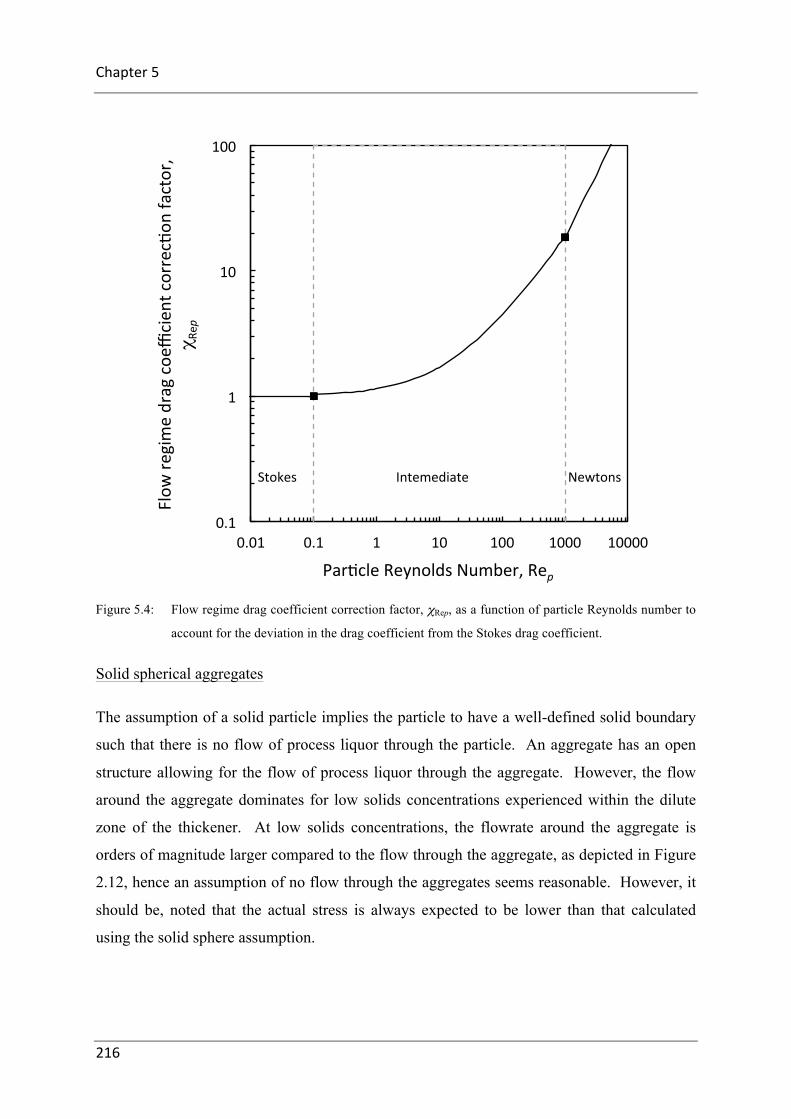
Chapter5
216
Figure 5.4: Flow regime drag coefficient correction factor, χRep, as a function of particle Reynolds number to
account for the deviation in the drag coefficient from the Stokes drag coefficient.
Solid spherical aggregates
The assumption of a solid particle implies the particle to have a well-defined solid boundary
such that there is no flow of process liquor through the particle. An aggregate has an open
structure allowing for the flow of process liquor through the aggregate. However, the flow
around the aggregate dominates for low solids concentrations experienced within the dilute
zone of the thickener. At low solids concentrations, the flowrate around the aggregate is
orders of magnitude larger compared to the flow through the aggregate, as depicted in Figure
2.12, hence an assumption of no flow through the aggregates seems reasonable. However, it
should be, noted that the actual stress is always expected to be lower than that calculated
using the solid sphere assumption.
0.1
1
10
100
0.01 0.1 1 10 100 1000 10000
Flow
regimedragcoe
fficien
tcorrecnon
factor,
χ Rep
ParncleReynoldsNumber,Rep
StokesIntemediateNewtons

FullScalePredictionfromLabScaleCharacterisation
217
Slip boundary condition
Derivation of equation 5.13 also assumed aggregates as rigid bodies and hence applied a non-
slip boundary condition at the surface of the sphere. An aggregate has no clearly defined
solid boundary resulting in a perfect slip condition at the surface. A perfect slip condition
results in a decreased velocity gradient at the surface of the sphere and a subsequent
reduction in the shear stress. For application to settling aggregates, a drag coefficient
correction factor due to the slip boundary condition, χBC, can be applied, where χBC is given
by,
slipnonD
slipDBC C
C
−
=,
,χ . (5.19)
Datta and Deo (2002) presented the drag coefficient as a function of solids concentration for
rigid body spheres (no slip) and bubbles (perfect slip). The reduction in drag coefficients for
rigid bodies and bubbles is presented in Figure 5.5.

Chapter5
218
Figure 5.5: Ratio of perfect slip to no slip drag coefficients, χBC = CD,slip/CD,non-slip, as a function of solids
volume fraction, φ. Ratios calculated based on drag coefficient values determined by Datta and
Deo (2002).
Utilising a perfect slip boundary, the resultant drag coefficient is approximately 40 to 60 %
less than that obtained using a no slip boundary condition. These values agree with
observations by Faltas and Saad (2011) and Kishore and Ramteke (2016). A drag coefficient
factor, χBC, of 0.5 has been applied to calculations of the shear stress and aggregate diameter
in order to account for the presence of a non-slip boundary.
Overall drag coefficient
Accounting for non-creep flow and a slip boundary condition, the overall drag coefficient of
an aggregate is given by,
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.02 0.04 0.06 0.08 0.1
Slipdragcoeffi
cien
tcorrecnon
factor,χ
BC
SolidsConcentreanon,φ(v/v)

FullScalePredictionfromLabScaleCharacterisation
219
BCStokesDpaggD pCC χχRe,, )(Re = , (5.20)
where χBC and χRep are drag coefficient correction factors and CD,Stokes is the Stokes drag
coefficient, 24/Rep. Equation 5.20 can subsequently be implemented in shear stress
calculations in order to apply equation 5.13 and calculate the shear stress on a settling
aggregate.
5.2.2.3 Experimental trends
As noted earlier, a Herschel-Bulkley model can be applied to describe the relationship
between the shear stress and shear rate. CFD simulations resulted in a linear relationship
between shear rate and rake rotation rate, equation 4.1. The relationship between shear stress
and rake rotation rate for a given solids concentration is given by combining the two, such
that,
( )ny K ωττ 6.0+= . (5.21)
The relationship between the densification rate parameter, A (s-1), and rake rotation rate, ω
(rpm), for flocculated (40 g t-1 AN934SH) calcite (Omyacarb 2, φ0 = 0.03 v/v) was
determined through a series of raked settling tests (see section 4.5.5). The result is depicted
in Figure 5.6 and given by equation 4.4, reiterated below:
⎭⎬⎫
⎩⎨⎧
>
≤
×
×=
−
−
16.016.0
1068.17
1086.7)( 4
4
ω
ωωωA . (4.4)
The solids concentration, φ, ranged from the initial solids concentration, φ0 = 0.03, up to the
fan limit, φfl = 0.118, in the sheared batch settling tests and subsequent analysis used to
determine equation 4.4. Application of equation 5.21 at φ = φ0 and φ = φfl, provides the
minimum and maximum shear stress as a function of rake rotation rate experienced within the
sheared settling tests, depicted in Figure 5.6. At these concentrations the Herschel-Bulkley
fitting parameters were determined to be K(φ0) = 0.056, K(φfl) = 0.22, n(φ0) = n(φfl) = 0.3724
via equations 5.1 and 5.2. The average solids concentration during the settling tests can be

Chapter5
220
approximated as the average between the initial and fan limit concentration, φave = (φ0+φfl)/2 =
0.074 v/v. The resultant shear stress from the average solids concentration is also depicted in
Figure 5.6. Utilising τ(ω) and Α(ω), the densification rate parameter can be expressed as a
direct function of shear stress, as depicted in Figure 5.7.
Figure 5.6: (a) Shear stress, τ, as a function of rake rotation rate determined via equation 5.21 at solids
concentration, φ = φ0 = 0.03, φ = φfl = 0.118 and φ = φave = 0.074 v/v.
(b) Densification rate parameter, A (s-1), as a function of rake rotation rate, ω, given by equation
4.4 and determined from sheared batch settling tests of flocculated (40 g t-1 AN934SH) calcite
(Omyacarb 2, φ0 = 0.03 v/v)
00.10.20.30.40.50.60.70.80.91
0.0001 0.01 1 100
ShearS
tress,τ(P
a)
RakeRotanonRate,ω(rpm)
0.030.0740.118
1.E-08
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
1.E-01
1.E+00
0.00010.001 0.01 0.1 1 10 100
Densificano
nRa
teParam
eter,A
RakeRotanonRate,ω(rpm)
φ0 φave φfl

FullScalePredictionfromLabScaleCharacterisation
221
Figure 5.7: Densification rate parameter, A (s-1), as a function of shear stress, τ, based on CFD simulations
and experimentally observed trends (equations 5.21 and 4.4)
For an average shear stress on the surface of a settling aggregate in a viscous fluid, an
effective densification rate parameter due to sedimentation, As, can be determined via the
results depicted in Figure 5.7.
5.2.2.4 Application: Flocculated calcite
This section utilises the above theory, experimental trends and correction factors to determine
a densification rate parameter due to the settling of flocculated calcite within the
sedimentation zone of a thickener. This includes the calculation of; the undensified (Dagg =
Dagg,0 = 1) and fully densified (Dagg = Dagg,∞ = 0.86) aggregate properties, particle Reynolds
number, average shear stress on a settling particle, equivalent rake rotation rate and finally
the densification rate parameter due to sedimentation.
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
0.001 0.01 0.1 1
Densificano
nRa
teParam
eter,A
(s-1)
ShearStress,τ(Pa)
0.03
0.074
0.118
φ0
φave
φfl

Chapter5
222
For gel points, φg,0 = 0.188 v/v and φg,∞ = 0.30 v/v, and aggregate packing fraction, ϕp = 0.6,
the solids concentrations within the aggregate, φagg,0 and φagg,∞, were determined to be 0.32
and 0.50 v/v, via equation 2.62. The densities of undensified and fully densified aggregates,
ρagg,0 and ρagg,∞, are given by equation 2.59 and were calculated to be 1541 and 1851 kg m-3
respectively.
The hindered settling function of an isolated aggregate, using the R(φ, Dagg) parameter values
in section 5.1, is calculated to be, R(0, 1) = 2.37 x 106 kg s-1 m-3 and R(0, Dagg,∞) = 2.04 x 10-6
kg s-1 m-3. For a solid particle settling in water, ρliq = 1000 kg m-3 and η = 0.001 Pa s, and g
= 9.8 m s-2, the undensified and fully densified isolated aggregate settling velocities are
calculated to be u(0, 1) = 0.0071 m s-1 and u(0, Dagg,∞) = 0.0082 m s-1, via equation 2.71.
Assuming the liquid flow through the aggregate is negligible relative to the flow around the
aggregate, the initial aggregate diameter can be inferred through a force balance, equation
2.1. Substituting in terms for the gravitational, buoyancy and drag force, results in the
settling velocity as a function of the drag coefficient, equation 2.10. The drag coefficient for
an aggregate, given by equation 5.20, is a function of particle Reynolds number and
subsequently dependent on the aggregate diameter. Through iterative methods, an isolated
calcite aggregate, φ ≈ 0, has an inferred initial aggregate diameter, dagg,0 = 116 µm with a
particle Reynolds number of Rep = 0.82. A fully densified isolated aggregate subsequently
has an aggregate diameter of dagg,∞ = 100 µm and a particle Reynolds number, Rep = 0.82.
The aggregate drag coefficient of an isolated aggregate was calculated to be CD,agg(φ = 0) =
16.4.
The settling velocity, u(φ, Dagg), and particle Reynolds number, Rep(φ, Dagg), for calcite was
calculated via the modified Stokes equation, 2.73, and the particle Reynolds number
equation, 5.15. The resultant values are depicted in Figure 5.8.

FullScalePredictionfromLabScaleCharacterisation
223
Figure 5.8: Particle settling velocity, u, and Reynolds number, Rep, vs. solids concentration, φ, for an
undensified (Dagg = 1) and fully densified (Dagg = Dagg,∞ = 0.86) calcite aggregate, ρsol = 2710 kg
m-3 and dagg,0 = 116 µm, settling in water, ρliq = 1000 kg m-3 and η = 0.001 Pa s.
At high solids concentrations, φ > φagg, aggregate structure becomes independent of formation
conditions. As a result, the particle Reynolds number at these high concentrations is given by
the undensified particle Reynolds number, Rep(φ, Dagg = 1).
From the particle Reynolds numbers, the assumption of creeping flow is reasonable for solids
concentrations greater than 0.018 v/v for un-densified aggregates, Dagg = 1, and 0.028 v/v for
fully densified aggregates, Dagg = Dagg,∞= 0.86. Accounting for non-creeping flow and a
full-slip boundary condition, the shear stress on the surface of a settling aggregate, τ0,agg, is
given by equation 5.13 multiplied by the drag coefficient correction factors, χRep and χBC
such that,
BCsphereagg pχχττ Re,0,0 = , (5.22)
where τ0,sphere is the average shear stress on the surface of a settling sphere given by equation
5.13. As stated above, χBC = 0.5 while χRep is given by equations and 5.18. The average and
maximum shear stress, τ0,ave and τ0,max, experienced by the aggregate at a range of solids
1.E-08
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
0 0.1 0.2 0.3 0.4 0.5
SeplingVe
locity,u(m
s-1 )
SolidsConcentranon,φ(v/v)
Dagg=1uinf
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
1.E-01
1.E+00
0 0.1 0.2 0.3 0.4 0.5
ParncleRe
ynoldsNum
ber,Re
p
SolidsConcentranon,φ(v/v)
Re0Reinf
Dagg = 1
Dagg = Dagg,∞ = 0.86 Dagg, = 1
Dagg = Dagg,∞ = 0.86

Chapter5
224
concentrations has been calculated for the settling of flocculated calcite via equations 5.12,
5.13 and 5.22 and is depicted in Figure 5.9.
Figure 5.9: (a) Aggregate drag coefficient, CD,agg, as a function of solids volume fraction for the
sedimentation of flocculated calcite (Omyacarb 2, 40 g t-1 AN934SH). The drag coefficient has
been corrected to account for flow regime and full slip boundary condition.
(b) Average and maximum shear stress, τ0, on the surface of an undensified (Dagg = 1) and fully
densified (Dagg = Dagg,∞ = 0.86) calcite aggregate, dagg,0 = 116 µm and ρsol = 2710 kg m-3, due to
the flow of water, ρliq = 1000 kg m-3 and η = 0.001 Pa s, around the aggregate. Shear stress has
been adjusted to account for flow regime and slip boundary condition.
From equations 5.21 and 5.22, the relationship between the shear stress on a settling
aggregate and an experimental rake rotation rate can be defined. Utilising equation 4.4
provides the densification rate parameter as a function of the shear stress on the surface of the
aggregate. The settling densification rate parameter as a function of solids concentration,
As(φ), for flocculated calcite is depicted in Figure 5.10.
Experimentally, a maximum densification rate parameter of 1.77 x 10-3 s-1 was obtained
corresponding to a critical rake rotation rate of 0.16 rpm. For the majority of solids
concentrations, the settling rate alone produces a densification rate less than that obtained
through raking. This result is significant in that it illustrates that settling alone is insufficient
1.E+00
1.E+01
1.E+02
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+08
0 0.1 0.2 0.3 0.4 0.5
AggreegateDragCo
efficien
t,CD,agg
SolidsConcentranon,φ(v/v)
0
inf
1.E-08
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
1.E-01
1.E+00
0 0.1 0.2 0.3 0.4 0.5ShearS
tress,τ0,agg
SolidsConcentranon,φ(v/v)
0inf0inf
τ0,max(φ, Dagg = 1)
τ0,max(φ, Dagg,∞)
τ0,ave(φ, Dagg = 1)
τ0,ave(φ, Dagg,∞)
Dagg = 1 Dagg = Dagg,∞ = 0.86

FullScalePredictionfromLabScaleCharacterisation
225
to maximise the aggregate densification rate. Additional shear through raking is suggested to
further increase the rate of densification during sedimentation.
Figure 5.10: Densification rate parameter, As (s-1), as a function of solids volume fraction, φ, due to the flow of
the process liquor around an undensified (Dagg = 1) and fully densified (Dagg = Dagg,∞ = 0.86)
flocculated calcite (Omyacab 2) aggregate. As determined at φ0 = 0.03 and φfl = 0.118 are also
shown (dashed lines) to indicated the maximum (φ0) and minimum (φfl) possible values.
The one-dimensional steady state thickener model algorithm presented in Chapter 3 utilises a
constant densification rate parameter above the suspension bed, As. As seen in Figure 5.10,
As is a strong function of solids concentration and densification extent, which in the current
form of the model algorithm, cannot be implemented.
The solids residence time of an aggregate within the sedimentation zone of a thickener is
related to the settling rate. Increasing the settling rate reduces the solids residence time.
However, the densification rate due to sedimentation is at a maximum at low solids
1.E-12
1.E-11
1.E-10
1.E-09
1.E-08
1.E-07
1.E-06
1.E-05
1.E-04
1.E-03
1.E-02
0 0.02 0.04 0.06 0.08 0.1 0.12
Densificano
nRa
teParam
eter,A
s(s-1)
SolidsConcentranon,φ(v/v)
0
inf
phi0
phi0
phifl
phifl
As(φ, Dagg = 1)
As (φ, Dagg = 0.86)
As,max(φ, Dagg = 1)
As,max((φ, Dagg = 0.86)
As,min(φ, Dagg = 1)
As,min(φ, Dagg = 0.86)

Chapter5
226
concentration, corresponding to high settling rates. This results in high densification rates
with low residence time at high fluxes and low densification rates with high residence times
at low fluxes. This trade-off between solids residence time and densification rate renders any
densification during sedimentation to be of insignificant impact to the overall thickener
performance. This was demonstrated in Chapter 3, where thickener predictions using a
model material were performed with a densification rate during sedimentation of 10-4 s-1.
This value corresponds to the maximum observed due to sedimentation shown in Figure 5.10
above.
To demonstrate the maximum potential increase in thickener throughput, although expected
to be insignificant, a value of 10-4 s-1 will be implemented in thickener predictions using the
material properties of calcite.
5.2.3 Shear during consolidation
The rate of aggregate densification achieved in a sheared batch settling test within the lab is
expected to be greater than the rate of densification achieved during the practical operation of
a thickener. Within close proximity of the rakes, the rate of densification observed should
represent a value similar to that obtained experimentally, however the majority of the bed is
only exposed to the shear and compressive stresses from the rakes for a portion of the time.
This periodic exposure occurs within laboratory raking, but is more significant in full scale
thickener operation. For the rest of the time, the aggregates are not exposed to significant
shear. The overall result is that the expected rate of densification in a thickener is a fraction
of that observed experimentally. A good indicator of the fraction would be to quantify the
proportion of time that an aggregate is exposed to shear stresses greater than a critical
threshold where aggregate densification is significant. This fraction can be quantified
through CFD modelling and can vary with geometry and rake speed. In general, a laboratory
raking rig is expected to apply shear more consistently than a full scale thickener. Therefore,
a laboratory raking rig might expose particles to the critical shear rate only 10% of the time,
but this exposure might only occur 1% of the time in a full scale thickener. As a result, for a
laboratory measured densification rate parameter of A = 10-3 s-1, the effective value in full
scale operation might be as low as Aeffective = 10-4 s-1.

FullScalePredictionfromLabScaleCharacterisation
227
An average densification rate parameter value of order 10-3 s-1 was observed experimentally.
However, in order to model full scale thickener performance, a densification rate parameter
within the suspension bed, Abed, of 10-4 s-1 has been used for the modelling of flocculated
calcite thickening.
5.3 Summarised Thickener Model Inputs
5.3.1 Operational conditions
A thickener feed height of 5 m, a bed height of 2 m and a feed solids concentration of 0.03
v/v will be used, representing typical values seen within industry. Some models such as
(Usher and Scales 2005) include a factor to account for change in thickener cross sectional
area but for the purposes of the model here, the thickener will be assumed to be straight
walled with no cross sectional area variation.
5.3.2 Material properties
All modelling results presented within this chapter utilise the material properties, including
Py(φ) and R(φ) curve fits and densification parameters, applicable to the prediction of
flocculated calcite thickening as presented above. A summary of the model inputs is
presented in Table 5-1.
Table 5-1: Summary of steady state thickener model inputs for the prediction of thickener performance using
flocculate calcite as the suspension.
Py(φ) & R(φ) ρsol
(kg m-3) ρliq
(kg m-3) Dagg,∞
(-) As
(s-1) Abed
(s-1) hb
(m) hf
(m) φ0
(v/v) Curve fits as presented in
Section 5.1 1000 2710 0.86 10-4 10-4 2 5 0.03
5.4 Results: Solids Flux vs. Underflow Solids Concentration
Predictions of steady state solids flux vs. underflow solids concentrations are shown in Figure
5.11 for operation of a straight walled thickener (no cross sectional area variation). These
predictions are based on suspension characterisation through small scale batch settling
experiments and subsequent analysis. This prediction shows significant improvement in both
the solids flux and underflow solids concentration due to aggregate densification. The

Chapter5
228
improvement due to densification within the sedimentation zone can be quantified via a
performance enhancement factor given by equation 3.6, and depicted in Figure 5.12.
Figure 5.11: Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction for rates of aggregate densification Abed = 10-4 s-1 and As = 0 and
10-4 s-1. Aggregate densification and thickener operation parameters of Dagg,∞ = 0.86, hf = 5 m,
hb = 2 m and φ0 = 0.03 v/v were used. Upper and lower solids flux predictions (Dagg = 1 and
Dagg = Dagg,∞) are also shown. Open symbols represent permeability limited (PL) solutions while
filled symbols represent compressibility limited (CL) solutions. Solid lines indicate the maximum
or minimum potential solutions.
0.0001
0.001
0.01
0.1
1
10
0 0.1 0.2 0.3 0.4 0.5
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φu(v/v)
0
As = 0, CL
As = 10-4 s-1, CL
As = 0, PL
As = 10-4 s-1, PL
Dagg = 1
Dagg = Dagg,∞ = 0.86
Feed flux limit

FullScalePredictionfromLabScaleCharacterisation
229
Figure 5.12: Performance enhancement factor, PE, as a function of underflow solids concentrations due to the
incorporation of As = 10-4 s-1.
Comparing the performance enhancement obtained for As = 0 and 10-4 s-1 indicates that
densification due to sedimentation on the overall solids flux is minimal. If densification is to
be exploited during sedimentation, where rake torque and flux limitations are minimised,
additional shear through raking is required. Prior to φu = 0.12 v/v, steady state solids flux for
the modelled system is feed flux limited and hence raking during sedimentation results in no
performance enhancement (PE = 1). At φu = 0.12 v/v, the solution becomes permeability
limited and therefore raking during sedimentation results in a performance enhancement.
This performance enhancement diminishes as φu becomes greater as raking during
compression becomes more prevalent. At underflow concentrations above 0.25 v/v, the
solids residence time and rate of densification within the networked bed is sufficient such that
complete densification occurs resulting in no performance enhancement (PE = 1).
1
1.01
1.02
1.03
1.04
1.05
0 0.1 0.2 0.3 0.4 0.5
PerformanceEnh
acem
ent,PE
UnderflowSolidsConcentranon,φu(v/v)
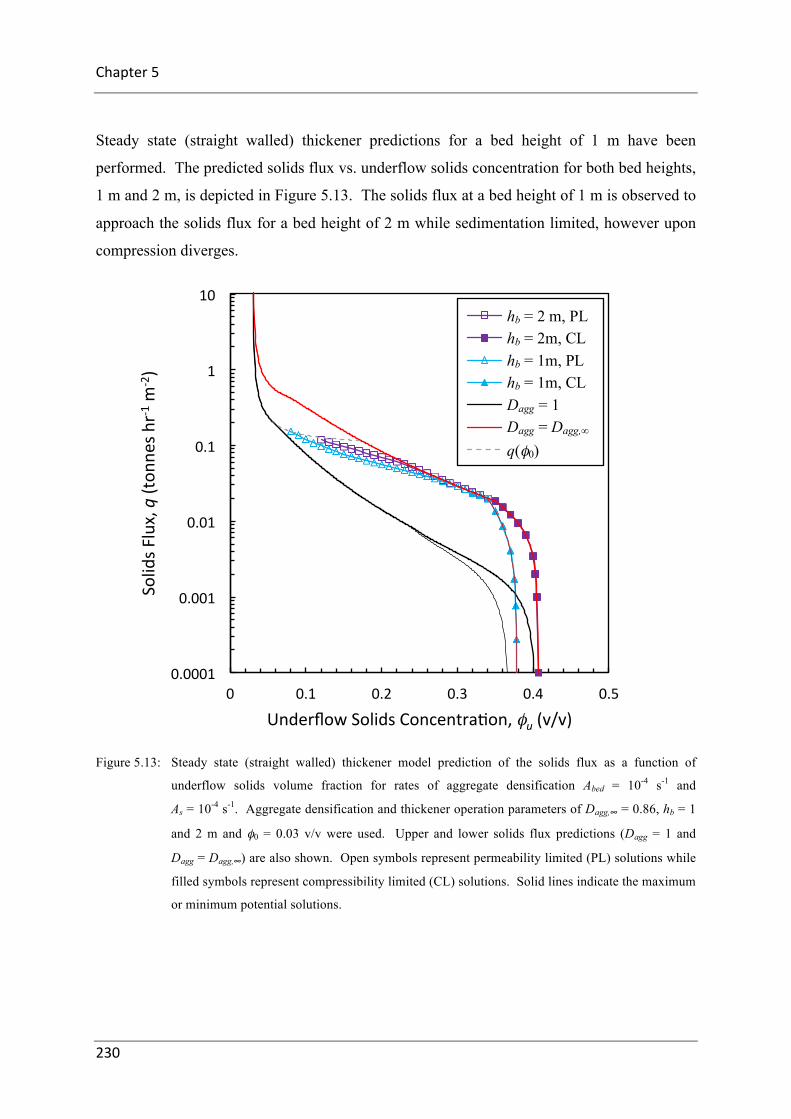
Chapter5
230
Steady state (straight walled) thickener predictions for a bed height of 1 m have been
performed. The predicted solids flux vs. underflow solids concentration for both bed heights,
1 m and 2 m, is depicted in Figure 5.13. The solids flux at a bed height of 1 m is observed to
approach the solids flux for a bed height of 2 m while sedimentation limited, however upon
compression diverges.
Figure 5.13: Steady state (straight walled) thickener model prediction of the solids flux as a function of
underflow solids volume fraction for rates of aggregate densification Abed = 10-4 s-1 and
As = 10-4 s-1. Aggregate densification and thickener operation parameters of Dagg,∞ = 0.86, hb = 1
and 2 m and φ0 = 0.03 v/v were used. Upper and lower solids flux predictions (Dagg = 1 and
Dagg = Dagg,∞) are also shown. Open symbols represent permeability limited (PL) solutions while
filled symbols represent compressibility limited (CL) solutions. Solid lines indicate the maximum
or minimum potential solutions.
0.0001
0.001
0.01
0.1
1
10
0 0.1 0.2 0.3 0.4 0.5
SolidsF
lux,q(ton
nesh
r-1m
-2)
UnderflowSolidsConcentranon,φu(v/v)
qk
q
qk
q
hb = 2 m, PL
hb = 2m, CL
hb = 1m, PL
hb = 1m, CL
Dagg = 1
Dagg = Dagg,∞
q(φ0)

FullScalePredictionfromLabScaleCharacterisation
231
5.5 Conclusion
Flocculated calcite has been characterised through lab scale sheared and unsheared settling
tests. Characterisation results have been presented and subsequently used as inputs into the
one-dimensional steady state thickener model incorporating dynamic densification outlined in
Chapter 3. The procedure for full scale thickener prediction from lab scale characterisation
has been demonstrated through utilising experimentally determined material properties for
flocculated calcite as inputs into the developed 1D SST model.
Methods have been developed to quantify the rate of aggregate densification due to the flow
of a viscous fluid past a settling aggregate. Experimental results have shown a densification
rate parameter of 10-3 s-1 can be achieved within laboratory sheared settling tests when raking
at shear rates above 0.1 s-1. Due to the uneven distribution of shear within a thickener, this
can potentially correspond to a lower effective densification rate of 10-4 s-1 within a thickener.
Due to the flow of fluid around an aggregate, a densification rate parameter of 10-4 s-1 can be
achieved for a highly diluted suspension, similar to values obtained through raking.
However, densification due to sedimentation rapidly decreases with solids concentration due
to the decrease in settling velocity. Application of a densification rate parameter during
sedimentation was performed, with results showing a minimal impact on thickener
performance. The extent of densification is proportional to both solids residence time and the
rate of aggregate densification. This minimal impact of densification during sedimentation is
a result of the very low solids residence time and a densification rate which diminishes as the
solids concentration increases. Note however, that even though the addition of mechanical
shear through raking within the sedimentation zone has the potential to increase the rate of
densification, the impact will be limited by the low solids residence time.

Chapter5
232

233
Chapter 6. MODEL APPLICATIONS
Chapter 6
Model Applications
This chapter utilises the experimental observations in Chapter 4 and the one-dimensional
steady state thickener (1D SST) model developed in Chapter 3 to further explore practical
applications. Discussion topics include;
• Changes in suspension dewatering material properties
• Shear during sedimentation
• Shear during compression
• Underflow limitations
• Process optimisation
6.1 Changes in Material Properties
Changes in material properties occur due to flocculation, feed mixing, aggregate
densification, polymer behaviour, and aggregate breakage. A change in the dewatering
properties of a material via all of these mechanisms can occur within a thickener and will
affect the overall performance. The model developed in Chapter 3 accounts for flocculation
and aggregate densification, while the effects of feed mixing, polymer behaviour and
aggregate breakage are not taken into account. The various methods by which the material
properties of a suspension can vary and effect overall thickener performance are discussed
below.

Chapter6
234
6.1.1 Flocculation
Flocculation is most commonly performed within the feed well, pipe or launder system of a
thickener. Flocculation involves the aggregation of fine particles into aggregates to increase
the sedimentation rate. The increase in sedimentation rate comes at a cost, as the gel point
decreases with flocculant dose, decreasing the extent of compression in the networked
suspension bed.
The model developed in Chapter 3 accounts for flocculation by using the material properties,
R(φ) and Py(φ), of the flocculated suspension as inputs. For the polyacrylamide flocculant
used within this thesis, maximum activity is achieved between 48 and 72 after which minimal
change in polymer activity occurs (Owen et al. 2002). Flocculant used within this thesis for
experiments have a time frame up to 140 h (including material preparation time) while
modelling results in Chapter 3 indicate a maximum solids residence time of 3 h. As a result
any changes in the properties of the flocculant over time, such as polymer degradation, are
not taken into account.
In determining the optimum flocculant dose, the following must be considered; the shear
yield stress of the suspension, flocculation efficiency and the ability to effectively shear and
densify the aggregates.
The shear yield stress of the suspension gives rise to limitations on the maximum rake speed
through operational limitations on the rake torque. In order to pump the underflow stream,
the shear yield stress also provides an upper limit on underflow solids concentration. The
shear yield stress increases with increasing flocculant dose. Therefore, as flocculant dose
increases, the maximum rake speed and underflow solids concentration decreases.
The type and dose of flocculant greatly influences the resultant aggregate size, shape, and
response to shear. An increase in aggregate strength, and size results from increasing the
number of bonds formed through an increase in flocculant dose. As a consequence, overall
settling velocity increases. This increase in strength results in an aggregate that is less
responsive to shear induced densification. On the other hand, reduction in flocculant dose
results in floc structures that are weak. This allows for either fast and efficient densification

ModelApplications
235
or complete aggregate breakage in the presence of shear. An unflocculated particle has a
significantly reduced settling velocity. As solid particles are relatively incompressible, shear
has virtually no impact on the structure or density in a thickener.
At high flocculant doses, large, fast settling aggregates can form quickly, but they may also
settle before all of the fine particles are aggregated. The consequence is poor flocculation
resulting in an aggregate size distribution and subsequent size segregation within the
thickener. The thickener model used herein assumes line settling and with this, no variation
in particle/aggregate size. Further research and development is required to incorporate
particle size distributions into the model.
Using the material properties, R(φ) and Py(φ), for various flocculant dosages and the 1D SST
model in Chapter 3, predictions of thickener performance offer a simple method for
determining the optimal flocculant dose. These predictions also describe the change in
underflow shear yield stress with flocculant dose given knowledge of the shear rheology of
the suspension. This provides the ability to optimise flocculant dosage based on raking and
pumping limitations. Full characterisation of the densification parameters through lab scale
settling tests is required to investigate the response to shear due to flocculant dose.
6.1.2 Feed densification state
The size, shape, and strength of an aggregate leaving the feedwell of a thickener are generally
dependent on the flocculation regime within the feedwell. Upon exiting the feedwell,
according to the model assumption of line settling, all material moves directly away from the
feed height without mixing and therefore aggregates enter the thickener in an un-densified
state, Dagg = 1 at z = hf. However, in real systems there are aggregate density distributions,
flow of particles in all directions and mixing effectively causing aggregates at the feed height
to have an average aggregate diameter less than that produced during flocculation within the
feedwell.
Although the thickener model does not account for mixing at a given feed height, this can be
modelled by altering the initial densification state, Dagg,0, to a value less than 1. A reasonable
knowledge on the amount of aggregate densification caused by feed mixing is required. The

Chapter6
236
operation of a recycle loop or shear within the feedwell during flocculation may also result in
an effective initial scaled aggregate diameter less than 1. This is difficult given the need for
dilution but may happen naturally in some systems.
As an example, steady state (straight walled) thickener model predictions using the material
properties and operational conditions presented in Chapter 3 were predicted for a feed
densification state of Dagg,0 = 1, 0.95 and 0.80 as depicted in Figure 3.28. Utilising these
predictions, response curves can be generated indicating the effect of Dagg,0 on the underflow
solids concentration when operating at constant solids flux, as depicted in Figure 6.1. As
expected, an increase in the underflow solids concentration is obtained through decreasing
the feed aggregate diameter at a given operating flux. Less densification is required within
the thickener. This effect is most significant at solids fluxes between 0.5 and 2 tonnes hr-1
m-2. It should be noted that Figure 6.1 provides the steady state solution when the aggregate
diameter of the feed is altered. It does not provide any indication of the time scale required to
reach these steady states.
Alternatively, the effect of Dagg,0 on the solids flux while operating at constant underflow
concentration can also be generated and is depicted in Figure 6.2. Here reduction in the feed
aggregate diameter results in increased solids flux for a given operating underflow
concentration.

ModelApplications
237
Figure 6.1: Effect of feed aggregate diameter, Dagg,0, on underflow solids concentration, φu (v/v), for operation
at various solids flux, q (tonnes hr-1 m-2). Results based on thickener predictions using a model
material with hf = 5 m, hb = 2m, φ0 = 0.05 v/v, Dagg,∞ = 0.80, As = 0 and Abed = 10-4 s-1. Any points
within the shaded region are at a reduced bed height (hb < 2m).
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0.8 0.85 0.9 0.95 1
Und
erflo
wSolidsC
oncentrano
n,φ
u(v/v)
FeedScaledAggregateDiameter,Dagg,0
0.01 0.20.5 12 10
q (tonnes hr-1 m-2)

Chapter6
238
Figure 6.2: Effect of feed aggregate diameter, Dagg,0, on solids flux, q (tonnes hr-1 m-2) for operation at
various underflow solids concentrations, φu (v/v). Results based on thickener predictions using a
model material with hf = 5 m, hb = 2m, φ0 = 0.05 v/v, Dagg,∞ = 0.80, As = 0 and Abed = 10-4 s-1. Any
points above the dashed line are at a reduced bed height (hb < 2).
6.1.3 Stimuli responsive polymers
Changes in the solubility and adsorptions properties of a flocculant are known to change the
dewatering properties of a suspension within the thickener. Stimuli responsive flocculants
have been the topic of numerous research programs (Li et al. 2007, Franks et al. 2014, Yang
et al. 2015). Polymer stimuli include time, temperature, pH, light, and solvent conditions.
Within thickening, it is desirable to have a high sedimentation rate within the dilute zone and
high extent of compression within the suspension bed. One method to achieve this is to have
a stimuli responsive polymer that de-activates with a stimulus such as reduced temperature.
1.E-02
1.E-01
1.E+00
1.E+01
0.8 0.85 0.9 0.95 1
SolidsF
lux,q(ton
nesh
r-1m
-2)
FeedScaledAggregateDiameter,Dagg,0
0.060.10.150.20.250.3
φu (v/v)

ModelApplications
239
Therefore temperature control of the suspension bed would than allow for the polymer to
deactivate, potentially increasing the overall thickener performance.
The thickener model does not account for changes in dewatering material properties due to
the change in flocculant-particle interactions. However, with slight modifications to the
algorithm, stimuli responsive polymers can be partially accounted for through incorporation
of a switch in R(φ) and Py(φ) parameter values at a given residence time or height.
Development of material properties that are not only functions of aggregate densification, but
also the properties of the polymer requires further work.
6.1.4 Aggregate densification
Aggregate structure changes through shear are accounted for via aggregate densification
whereby the aggregate size is reduced and intra-aggregate liquid is expelled. The tortuosities
around the aggregates decrease resulting in an overall increase in suspension permeability
and as a consequence, an increase in the settling rate of the suspension. This decrease in
aggregate diameter also increases the gel point of the suspension, lowering the overall
compressibility. The magnitude of the changes in the material properties is dependent on the
magnitude and time scale of shear applied to the aggregates. The changes in material
properties due to aggregate densification have been discussed in detail in section 2.7.
Parameters, A and Dagg,∞, are used as model inputs for time dependent material properties,
Py(φ,t) and R(φ,t), in order to account for shear effects through aggregate densification.
Currently, constant aggregate densification parameters are used as model inputs and are
determined based on experimental results and analysis as outlined in sections 2.7.5 and 3.3.
Previous research (van Deventer et al. 2011, Spehar 2014), along with the associated
experimental results observed (see section 4.5.4 and 6.3.1), indicates that constant aggregate
densification parameters are inadequate to fully capture the rate and extent of aggregate
densification. Observations suggest aggregate parameters are sensitive to solids
concentration, bed depth, and pressure, with an optimum rate of densification occurring
above a critical shear rate. For improved SST predictions, incorporation of aggregate
densification functionality is recommended, however not preformed within this work.

Chapter6
240
6.1.5 Aggregate breakage
At high shear rates, there arises the potential for aggregates to break and create either smaller
aggregates or erode small aggregates and isolated particles, effectively reducing the
sedimentation rate and increasing the compressibility. The model assumes all shear effects
are accounted for through aggregate densification and hence the influence of aggregate
breakage is neglected. Breakage leads to smaller aggregates which settle a little slower
overall. Incorporation of the combination of smaller aggregates and primary particles
requires the removal of the line settling assumption and hence further work involving the
further development of the theory to account for particle size distributions is required.
6.2 Shear during Sedimentation
Traditionally raking within a thickener is used to transport material to the underflow, with
raking and subsequent direct shearing of aggregates only performed within the suspension
bed at the base of the thickener. Hence, the majority of steady state thickener performance
predictions so far, have assumed all shear and aggregate densification occurs within the
suspension bed and all aggregates are un-densified, Dagg = 1, at the top of the bed, z = hb.
In reality, this is not the case as shear during sedimentation can occur due to the flow of the
process liquor past the surface of a settling aggregate (see section 5.2.2) as well as from
aggregate-aggregate and aggregate-wall interactions plus rake disturbances. Providing
mechanical shear through raking within the dilute zone of the thickener will also cause shear
and subsequent aggregate densification during sedimentation.
The solids residence time during sedimentation is often orders of magnitude less when
compared to the consolidation zone (see section 3.8.7). The extent of densification is
proportional to the rate of densification and the shear exposure time. Hence, dewatering
enhancement due to shear during sedimentation is limited by the low solids residence time.
6.2.1 Mechanical shear during sedimentation
The rate of aggregate densification achieved from settling aggregates alone is non-trivial,
however it can be further increased through the addition of mechanical shear, such as raking,

ModelApplications
241
within the dilute zone of the thickener. Previous research has investigated raking during
sedimentation with results indicating a significant improvement in overall thickener
performance (Loan and Arbuthnot 2010).
During sedimentation, the settling rate is not hindered by a suspension network which would
resist consolidation. By definition, the compressive and shear yield stress during
sedimentation is zero, resulting in a significantly reduced rake torque. However, scaling and
solids build-up on the rake can be problematic over long operating campaigns.
6.3 Shear during Compression
Traditionally, raking is used as a means to transport material to the underflow in order to
supply sediment to the discharge pump to prevent both caking (locally high solids
concentrations) and channel formation. However recent observations, including results
presented within this thesis, indicate that raking causes shear induced dewatering (Novak and
Bandak 1994, Johnson et al. 1996, Channell and Zukoski 1997, Gladman et al. 2005, Usher et
al. 2009, Gladman et al. 2010, Usher et al. 2010, van Deventer et al. 2011, Grassia et al.
2014, Spehar et al. 2015). As raking is predominately implemented within the networked
suspension bed, logically, discussions regarding the implications of shear during compression
within a thickener are required. Discussion topics on shear during compression presented
below include; solids concentration effects, flux limitations, bed height effects and rake
torque limitations.
It should be noted that aggregate densification describes the phenomenon of shear induced
reduction in aggregate diameter in which intra-aggregate liquor is expelled. Within the
networked bed, an interconnected network is formed in which an aggregate is less defined.
Aggregate densification theory can be applied to quantify the extent and rate of shear induced
dewatering enhancement, however it is the tearing, and rearrangement of the networked
structure due to shear that can enable enhanced dewatering. Note however, that over-
shearing has been shown to produce a relatively homogenous mixture with poor permeability
(Usher 2002)

Chapter6
242
6.3.1 Solids concentration effect on densification parameters
It has been demonstrated (see Chapter 2, Chapter 4 and van Deventer et al. (2011)) that
aggregate densification parameters can be inferred from simple sheared batch settling tests
using a modified Kynch method. This method assumes constant rate and extent parameters,
without consideration of the solids concentration and the subsequent effect on densification.
Figure 4.15 (replotted below) depicts the sediment interface height for the sheared settling of
flocculated calcite. The predicted sediment interface height determined using the modified
Kynch analysis method is also depicted. A predicted increase in the settling velocity at low
solids concentrations and decreased settling velocity at high solids concentrations results
from the application of a constant densification rate parameter, A. This trend was observed
for the majority of sheared batch settling tests conducted throughout this work as well as in
the experimental results presented by van Deventer (2012). This implies a constant
densification rate parameter is insufficient and the possibility of a local solids concentration,
φ(t) dependence (as well as shear rate, ω, see section 4.5.5). Other possible dependences
include non-uniform changes in aggregate density and aggregate dimensions as densification
occurs.

ModelApplications
243
Figure 4-15: Predicted sediment interface height, h(t), curve fit incorporating aggregate densification using the
optimum value of A (0.00135 s-1). Predicted and experimental data represents batch settling tests
of flocculated (AN934SH at 40 g t-1) calcite (Omyacarb 2, φ0 = 0.03 v/v) with an initial height of
0.263 m.
At larger times, the majority of aggregates are present within a networked suspension bed at
the base of the settling cylinder. By definition, the networked suspension bed is at solids
concentrations greater than or equal to the solids gel point, φg. At these concentrations the
suspension exhibits a compressive and shear yield stress. Due to the shear yield stress, an
uneven distribution of shear is imparted onto the suspension, such that significant shear is
experienced near the rake pickets with comparatively less shear between the rake pickets.
Furthermore, Spehar (2014) concluded that densification is driven by the pressure imparted
by the rakes, which in turn is a strong function of shear yield stress. This implies that an
increased rate of densification is achieved at larger times due to the presence of the shear
yield stress.
0
0.05
0.1
0.15
0.2
0.25
0.3
0 500 1000 1500 2000
Hei
ght,
h (m
)
Time, t (s)
Sheared Sedimentation
Predicted Settling

Chapter6
244
At early time, the majority of aggregates are within the hindered settling regime and at solids
concentrations less than the gel point, resulting is a shear yield stress of zero. This zero shear
yield stress significantly reduces the pressure in front of the rakes, resulting in an expected
reduction in the rate of densification compared to larger times, when a shear yield stress is
present. The reduced solids concentrations also result in a reduced number of aggregate
interactions resulting in densification. This implies that the rate of densification increases as
concentration increases.
Methods utilised in Chapter 4 optimise the curve fit across the sedimentation portion of the
settling curve to obtain an average densification rate parameter. Application of curve fitting
over different time scales or settling regimes provides a simple method to account for the
solids concentration dependence in the densification rate. It is recommended to determine the
densification rate through application of curve fitting over the fan region, obtaining a value
for the rate parameter for the fan region as well as a value for both the start and end of the
fan, pre-fan and late fan respectively. Using the fitting method for the start and the end of the
fan region allows for a split function where A has a different value, such that:
⎪⎩
⎪⎨
⎧
=
≤<
=
= )(
fl
flprefan
prefan
latefan
fan
prefan
AAA
Aφφ
φφφ
φφ
φ , (6.1)
where φprefan and φfl are the solids concentrations at the start and end of the fan region.
Utilisation of a split function provides a reduced curve fit error through empirical methods.
Optimisation of the densification rate parameter to the pre-fan, fan and late fan settling zones
provides results as shown in Figure 6.3.
Data for Figure 6.3 was produced via 18 raked settling tests of flocculated (40 g t-1
AN934SH) calcite suspension (Omyacarb 2, φ0 = 0.03 v/v) with each test raked at a different
rotation rate (see section 4.5.5). Figure 6.3 illustrates that the densification rate parameter
can change significantly depending on the settling zone. For a given rake rotation rate, no
clear trend in the progression of the densification rate parameter can be observed. For
example, a rotation rate of 4.2 rpm indicates a decrease in the rate of densification over time,
whereas a rotation rate of 1.24 rpm produces no clear change in the rate. It is unclear whether

ModelApplications
245
these results are due to experimental error, poor analysis method or an actual trend that needs
investigating. This lack of clarity indicates further work into improving the current analysis
method and investigating the experimental error needs to be performed before any statements
can be made about the evolution of the rate of aggregate densification over time in a settling
test or within a thickener. The scatter presented in Figure 6.3 indicates that other phenomena,
which have not been accounted for, could be present such as aggregate breakage, or that the
relationship between the rate of aggregate densification and shear rate is weaker than other
influences such as local solids concentration.
Figure 6.3: Rate of densification, A, (s-1), as a function of shear rate for a flocculated calcite suspension (φ0 =
3 vol%) flocculated at 40 g t-1 (AN934SH). The values for A were extracted modified Kynch
method, involving curve fitting to various settling regions.
van Deventer et al. (2011) proposed a solids concentration dependence in the densification
rate parameter such that,
0.00001
0.0001
0.001
0.01
0.1
1
0.01 0.1 1 10
RateParam
eterfo
rDen
sificano
n,A(s
-1)
RakeRotanonRate,ω(rpm)
FiungZone
PreFan
Fan
LateFan

Chapter6
246
2)( φφ CA = , (6.2)
where C is a curve fitting parameter. Analysis using this functional form showed increased
accuracy and robustness can be achieved in sedimentation, but was not investigated in
consolidation. Within this thesis, a concentration dependent densification rate parameter was
not implemented for the analysis of sheared batch settling tests as results were used to
indicate trends and relative magnitudes as opposed to absolute values. Also, the application
of equation 6.2 resulted in an increased computational time in an already computationally
demanding process.
The developed steady state thickener model in Chapter 3 incorporates dynamic densification
through the use of a constant densification rate parameter with the option for different values
within the sedimentation and consolidation zones. The densification rate parameter is highly
dependent on the solids concentration and hence, any subsequent thickener modeller should
be aware of the subsequent implications of utilizing a constant densification rate parameter.
6.3.2 Channelling
Within the networked bed, the solids concentration is such that the particles are in close
proximity to neighbouring particles. Any dewatering, with or without shear, requires the
water to navigate between the particles within the suspension bed to reach the top of the
networked bed. These pathways are often very tortuous as indicated by the relatively large
magnitudes of the hindered settling function.
Application of shear is believed to cause rearrangement and breakage within the networked
suspension allowing for less tortuous paths to be formed. Experimental observations have
also shown the formation of channels behind the rakes, in which water has an unobstructed
pathway (Usher and Scales 2009).
6.3.3 True effect of bed height
Steady state thickener models utilise aggregate densification parameters, A and Dagg,∞, to
describe the rate and extent of dewatering enhancement due to shear. These models

ModelApplications
247
implement these densification parameters as constants. As discussed above, a constant rate
parameter is insufficient to fully capture the dynamic nature of aggregate densification.
Furthermore, experimental results (see Chapter 4) indicate a constant parameter for the extent
of aggregate densification may also be insufficient.
Experimental results show an increase in dewatering extent can be achieved through
increased bed height. Although observed, this trend is not easy to predict quantitatively as a
range of factors such as; bed depth, local solids concentration, shear rate, shear yield stress,
shear and particle/aggregate history as well as wall adhesion may influence the resultant
extent of densification. Within the networked bed, the solids concentration and shear yield
stress vary with height and therefore the experimental values for Dagg,∞as a function of solids
network pressure, Figure 4.32, represent an average value across the entire networked bed.
Although this result cannot quantitatively predict the extent of densification due to network
pressure, it illustrates the potential to increase the extent of densification through increased
network pressure.
Within the steady state thickener model (Chapter 3) the extent of densification parameter,
Dagg,∞, is implemented as a constant, with the option of different constants for the
sedimentation and consolidation regimes. Again, significant work into the theory and
implementation of the dependencies of the extent of densification is required to fully capture
and model this phenomenon.
6.3.4 Underflow limitations: Rake torque
The torque on a thickener rake arm is dependent on operational conditions such as the rake
speed, suspension bed height and the shear yield stress of the material (Usher 2002, Rudman
et al. 2008). Rake and thickener geometry also influences the resultant rake torque.
Mechanical constraints often provide an upper limit to the allowable rake torque, often due to
the limitations in the strength of the rake arms or power of the rake motor (Green and Perry
2008).
Discussion of common operational rake control methods and the impact on aggregate
densification is presented below. Application of the steady state thickener model developed

Chapter6
248
in Chapter 3 can be utilised to provide an estimate of the rake torque. The theory along with
application to a representative mineral slurry is also presented.
6.3.4.1 Operational control of rake torque
Rake torque is often controlled by either adjusting the suspension bed height, the underflow
pumping rate or the rake speed. Although reduction in the bed height or rake speed can result
in a reduction in rake torque (Rudman et al. 2008), it can also significantly impact the
resultant extent and rate of aggregate densification with implications on the overall thickener
throughput. Additionally, variations in the flocculation regime can alter the shear yield
stress, in turn influencing the rake torque (Green and Perry 2008).
Shearing the suspension bed can result in a significant increase in thickener throughput
through aggregate densification. Hence, adjusting the suspension bed height to control the
rake torque can alter thickener performance through changes in the shear regime. A
reduction in the suspension bed height such that less of the rake is submerged within the
networked bed, reduces the area for shearing of the suspension, resulting in a reduced extent
of aggregate densification and subsequent reduction in thickener output. Alternatively, an
increase in the suspension bed height such that the whole rake is submerged, reduces
pathways for channelling, and liquor escape, again resulting in a decreased thickener output.
An increase in the bed height can sometimes increase the solids concentration in the raked
portion of the bed. This increase in solids concentration increases the shear yield stress
resulting in an increase in densification extent and a further increase in the rake torque.
Providing rake torque is of no issue, it is recommended to have the top of the bed slightly
below the top of the rake, such that the entire bed is sheared and a clear pathway is available
for channels to the top of the bed.
Through lab scale experiments (see section 4.5.5), the rate of aggregate densification has
been shown to greatly depend on the shear rate, and in turn the rake speed. Hence, a
reduction in the rake speed to control the rake torque will likely decrease the extent of
aggregate densification and the overall thickener output. Conversely, high rake speeds has
the potential for breakage, particularly at the outer radii of the thickener.

ModelApplications
249
6.3.4.2 Estimates of Rake Torque: Theory
The one-dimensional steady state thickener model presented in Chapter 3 can be utilised to
obtain estimates of the rake torque based on the resultant solids concentration profiles, φ(z).
This is achieved using empirical correlations (Rudman et al. 2008) and through CFD
modelling results (Rudman et al. 2010).
Given a knowledge of the shear yield stress of the material being dewatered, τy(φ), the shear
yield stress profile, τy(z) can be determined utilising the predicted solids concentration
profiles, φ(z). The average shear yield stress, yτ , within the raking zone is given by;
( ) ( )
( )∫
∫=
r
r
h
T
h
yT
y
dzzA
dzzzA
0
0
ττ , (6.3)
where hr is the raking zone height and AT(z) is the cross-sectional area of the thickener.
Rudman et al. (2008) observed the rake torque to be relatively independent of rake speed and
a strong linear function of the suspension yield stress. The relation between the average yield
stress, yτ , and rake torque, Tq, can thus be approximated by;
0,qyq TST += τ , (6.4)
where S is a shape factor based on the rake configuration and Tq,0 is the torque experienced at
zero shear yield stress. Both S and Tq,0 are dependent on rake configuration and thickener
geometry. S and Tq,0 can be determined via direct experimental measurement or through
CFD modelling (Rudman et al. 2008, Rudman et al. 2010). The shape factor, S, would be
expected to scale with the utilised rake height which is submerged within the networked
suspension bed and raking radius. The zero shear yield stress torque, Tq,0, would be expected
to vary slightly with solids concentration due to the apparent change in viscosity.
Application of steady state thickener model predictions with equations 6.3 and 6.4 allow for
an estimate of the rake torque within a thickener.

Chapter6
250
6.3.4.3 Estimates of Rake Torque: Example application
Predictions of steady state (straight walled) thickener performance for a representative
flocculated mineral slurry were performed and presented in Chapter 3. An example of the
predicted solids concentration profiles, φ(z), for a 2 m bed height with underflow solids
concentrations ranging from 0.2 to 0.32 v/v are depicted in Figure 6.4. For underflow solids
concentrations less than 0.2 v/v, no networked bed was present within the solids
concentration profile. Hence the rake torque, Tq, at these underflow concentrations is given
by Tq,0.
Figure 6.4: Predicted solids concentration profiles, φ(z), for a range of underflow solids concentrations,
φu = 0.2 to 0.32 v/v. Predictions were performed for a representative flocculated mineral slurry
(see Chapter 3) with hf = 5 m, hb = 2 m, As = 0 s-1, Abed = 10-4 s-1, φ0 = 0.05 v/v and Dagg,∞ = 0.80.
Sudden changes in the gradient result from the transition from sedimentation to compression
limited solution.
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
Height,z(m
)
SolidsConcentranon,φ(v/v)
0.20.220.240.260.280.30.32
φu

ModelApplications
251
The relationship between τy(φ) and Py(φ) has been measured experimentally for a number of
systems (Buscall et al. 1987, Meeten 1994, Channell and Zukoski 1997, Green 1997, Zhou et
al. 2001, de Kretser et al. 2003, Kristjansson 2008, Spehar 2014). Based on these results, the
ratio between the shear yield stress and compressive yield stress can be approximated as a
constant. A scalar ratio of α = Py/τy = 10, will be used to relate the compressive yield stress
and shear yield stress for the representative flocculated mineral slurry. Although not used
here, other correlations (Lester et al. 2013, Lester and Buscall 2015) have proposed α to
range from an equilibrium value at high φ and approach 1 as φ approaches φg.
The compressive yield stress as a function of height, Py(z), can be determined from the
predicted z(φ), t(φ) and the constitutive equations describing Py(φ, t). The scalar ratio
between the compressive yield stress and shear yield stress, α = 10, provides τy(z) from Py(z).
The resultant shear stress profiles, τy(z) are depicted in Figure 6.5. Assuming a constant
thickener area (straight walled, AT = const.) and the entire bed is raked, hr = hb = 2 m, the
average shear stress has been calculated via equation 6.3, for each underflow concentration
and presented in Table 6-1.

Chapter6
252
Figure 6.5: Predicted shear stress profiles, τy(z), for a range of underflow solids concentrations, φu = 0.2 to
0.32 v/v. Predictions were performed for a representative flocculated mineral slurry
(see Chapter 3) with α = 10, hf = 5 m, hb = 2 m, As = 0 s-1, Abed = 10-4 s-1, φ0 = 0.05 v/v and
Dagg,∞ = 0.80.
Rudman et al. (2008) performed pilot scale thickener experiments with tailor made yield
stress slurries to measure the rake torque as a function of shear yield stress and rake rotation
rate. The pilot thickener has a height of 2 m, a diameter of 2 m and a 14° sloped floor. The
rakes comprised of two arms (geometrically opposed) spanning the pilot thickener floor.
Each arm comprised of 5 blades (290 x 75 mm) equally spaced apart at an angle of 30° to the
arm. Each blade was positioned such that no blade overlap occurred. For this rake and
thickener geometry, S and Tq,0 were determined to be 0.695 m3 and 3.35 N m respectively
(Rudman et al. 2008).
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
0 200 400 600 800 1000
Height,z(m
)
ShearYieldStress,τy(Pa)
0.20.220.240.260.280.30.32
φu

ModelApplications
253
Though thickener rake systems can have complex geometries, in this analysis we make the
simplifying assumption that the shape factor varies linearly with height such that S = S0hr
where S0 = 0.695 m3. Utilising the values for S0 and Tq,0 mentioned above, the rake torque,
Tq, as a function of underflow solids concentration has been calculated, via equation 6.4,
utilising the solids concentration profiles presented in Figure 6.5. The average shear yield
stress and the resultant rake torque as functions of underflow solids concentration is
summarised in Table 6-1. The rake torque is also depicted in Figure 6.6. As expected the
rake torque is constant for underflow concentrations where no networked solids bed is
present. As the networked solids bed grows with increasing solids underflow concentration,
the rake torque increases.
A simple method often employed within industry, utilises the rheology of the underflow
solids concentration as an indication of rake torque. The shear yield stress and resultant rake
torque based on the underflow rheology for the case of undensified, Dagg = 1, and fully
densified, Dagg = Dagg,∞, = 0.80, is also summarised in Table 6-1 and depicted in Figure 6.6.
Variation in rake torque with bed height is depicted in Figure 6.7.

Chapter6
254
Table 6-1: Calculated average shear stress and rake torque
φu (v/v)
τy,ave (Pa)
Tq (N m)
τy(φu,Dagg0) (Pa)
Tq(φu,Dagg,0) (N m)
τy(φu,Dagg,∞) (Pa)
Tq(φu,Dagg,∞) (N m)
0.06 - 0.10 0 3.35 0 3.35 0 3.35 0.11 0 3.35 2.54 6.88 0 3.35 0.12 0 3.35 7.77 14.2 0 3.35 0.13 0 3.35 12.8 21.2 0 3.35 0.14 0 3.35 18.0 28.4 0 3.35 0.15 0 3.35 23.7 36.2 0 3.35 0.16 0 3.35 30.1 45.2 0 3.35 0.17 0 3.35 37.7 55.7 0 3.35 0.18 0 3.35 46.7 68.2 0 3.35 0.19 0 3.35 57.5 83.3 0 3.35 0.20 4.09 9.03 70.6 102 2.20 6.40 0.21 5.99 11.7 86.7 124 29.4 44.3 0.22 8.68 15.4 106 151 59.9 86.6 0.23 12.5 20.7 131 185 90.8 130 0.24 17.9 28.3 161 226 125 177 0.25 25.6 39.0 198 278 164 232 0.26 36.8 54.5 244 343 212 297 0.27 52.9 76.9 302 424 269 378 0.28 76.7 110 375 525 341 477 0.29 112 158 468 654 430 601 0.30 164 232 585 816 541 756 0.31 244 342 734 1024 683 952 0.32 365 510 926 1290 862 1202 0.34 922 1285 1321 1839 1230 1713

ModelApplications
255
Figure 6.6: Estimated torque, Tq, as a function of underflow solids concentrations for a representative
flocculated mineral slurry (characterised in Chapter 3) calculated via equation 6.4. A rake shape
factor, S0, and zero shear yield stress torque, Tq,0, of 0.695 m3 and 3.35 N m were used. Aggregate
densification and thickener operation parameters of: hf = 5 m, hb = 2 m, hr = 2 m, As = 0, Abed = 10-
4 s-1, Dagg,∞ = 0.80, and φ0 = 0.05 v/v. Torque estimates based on undensified and fully densified
underflow rheology also depicted.
1
10
100
1000
10000
0 0.1 0.2 0.3 0.4
Torque
,Tq(N
m)
UnderflowSolidsConcentranon,φu(v/v)
As (s-1) Abed (s-1) Dagg
0 10-4 Varies 0 0 Dagg,0 ∞ ∞ Dagg,∞

Chapter6
256
Figure 6.7: Estimated torque, Tq, as a function of underflow solids concentrations for a representative
flocculated mineral slurry (characterised in Chapter 3) for various bed heights calculated via
equation 6.4. A rake shape factor, S0, and zero shear yield stress torque, Tq,0, of 0.695 m3 and 3.35
N m were used. Aggregate densification and thickener operation parameters of: hf = 5 m, hb = 1, 2
and 4 m, hr = 2 m, As = 0, Abed = 10-4 s-1, Dagg,∞ = 0.80, and φ0 = 0.05 v/v. Torque estimates based
on undensified and fully densified underflow rheology also depicted.
Practical operation of a thickener is limited by physical constraints such as an upper limit in
applied rake torque and an upper limit in the operational rate of the underflow pump for the
underflow rheology. A simple method for determining the rake torque has been presented
above, using the thickener model to predict the suspension concentration. It is noted however
that the shear yield stress at the underflow provides a simpler indication of the ability to rake
and pump the underflow. Many paste thickener rakes and pump are unable to operate at
shear yield stresses in excess of 200 Pa (Usher and Scales 2005).
1
10
100
1000
10000
0 0.1 0.2 0.3 0.4
Torque
,Tq(N
m)
UnderflowSolidsConcentranon,φu(v/v)
hb = 1 m
hb = 2 m
hb = 4 m
Dagg = 1
Dagg = Dagg,∞

ModelApplications
257
The scenario investigated corresponds to an approximate underflow solids concentration of
0.305 v/v. If the simple method of determining the rake torque via the underflow rheology is
applied, a resultant maximum underflow concentration between 0.25 v/v and 0.26 v/v
(depending on densification extent) is obtained. Figure 6.6 and Figure 6.7 highlights the
reduction in rake torque due to aggregate densification.
The steady state thickener model in Chapter 3 does not require knowledge of the suspension
shear rheology or underflow pump and torque limitations. Therefore, underflow solids
concentrations resulting in a shear yield stress above torque and pump limitations are
predicted (see section 3.8). In practise these underflow solids concentration are not obtained,
based on underflow rheology limitations.
6.4 Process Optimisation
It should be noted that model predictions are subject to limitations regarding the idealised
nature and assumptions of the model, however, these assumptions almost certainly represent
an upper limit to thickener performance since observed affects such as disturbed beds and
unequal redial distribution of solids (so called ‘donut’ formation) are likely to reduce
thickener performance. The steady state thickener model, developed in Chapter 3, is subject
to errors arising from the curve fitting of the compressibility and permeability of the material,
experimental errors, and the assumption of a constant rate and extent of aggregate
densification. As a result, the model predictions cannot be applied for extremely accurate
predictions, however it can provide an improved understanding of why certain underflow
solids concentrations and solids fluxes can be achieved, the trends involved and how
performance can be improved by adjustment of process variables. Process variables that can
be examined include;
• Feed concentration
• Influence of type of flocculant and flocculation conditions
• Sensitivity to process variations such as bed height
• The impact of upstream processes where the material properties such as particle size
are altered

Chapter6
258
• Solids residence time
• Rate of aggregate densification
Due to the limitation on the operational solids flux resulting from the feed solids flux, as seen
in Chapter 3, under certain conditions, the specified bed height cannot be obtained. In order
to satisfy all other operational conditions, a bed height of less than the specified height will
be obtained. In all results below, the condition where this occurs has been highlighted in
yellow on all figures displaying results.
Again, it is important to note that in all the following equations, the solids flux, q, is defined
as the volume of solids per unit time per thickener cross sectional area, with SI units of m s-1.
However, to adhere to industry conventions, all graphs of solids flux are presented in tonnes
of solids per hour per square meter, where solids throughput in tonnes of solids per hour is
simply the solids flux multiplied by the cross-sectional area of the thickener.
6.4.1 Feed concentration
Upstream processes and their efficiency dictate the feed conditions of gravity thickeners.
This can result in fluctuations in the feed conditions. The effect of feed solids concentration
was investigated in section 3.9.2. The feed solids concentration was shown to have little
impact on thickener performance at moderate to low solids fluxes. However, at very high
solids fluxes, the underflow solids concentration achieved is feed flux, q0, limited. If
operating under feed flux limitations, the underflow solids concentration is significantly
affected by both the feed solids concentration and feed flow rate.
Trends in thickener performance due to feed solid concentration fluctuations, as seen in
section 3.9.2, can be investigated by performing steady state thickener model predictions with
various feed solids concentration. As an example, steady state (straight walled) thickener
model predictions using the material properties and operational conditions presented in
Chapter 3 were performed for a feed solids concentration of φ0 = 0.005, 0.02, 0.05 and 0.08
as depicted in Figure 3.22. Additional predictions of solids flux vs. underflow solids
concentrations at various feed solids concentrations have also been performed. Utilising

ModelApplications
259
these predictions, response curves can be generated indicating the effect of φ0 on the
underflow solids concentration when operating at constant solids flux, depicted in Figure 6.8.
The solids flux is constrained by the feed limiting solids flux, q0 = q(φ0,0), as discussed in
Chapter 3. The feed limited solids flux is given by the Coe and Clevenger (1916) thickener
material balance, equation 2.108, evaluated at the feed concentration and zero time. The feed
limiting solids flux has a maximum, which corresponds to an optimum feed solids
concentration, hence the peak in the solids flux when operating at low underflow
concentrations. At high underflow concentrations, where the solids flux is less than the feed
limited solids flux, the solids flux is independent on the feed solids concentration.
Alternatively the response curves describing the impact of feed concentration on underflow
solids concentrations at constant solids flux can also be generated. Again, these response
curves provide steady state solutions and do not provide any indication of the time scale to
reach these solutions.

Chapter6
260
Figure 6.8: Effect of feed solids concentration, φ0, on solids flux, q (tonnes hr-1 m-2), for operation at various
underflow solids concentrations, φu (v/v). Results based on thickener predictions using a model
material with hf = 5 m, hb = 2m, Dagg,∞ = 0.80, As = 0 and Abed = 10-4 s-1. Any points within the
shaded region are at a reduced bed height (hb < 2m).
6.4.2 Flocculant type and flocculation conditions
Flocculation conditions, including flocculant type, can significantly alter dewatering and
densification properties of the suspension. These alterations in material properties are
discussed in 6.1.1.
Flocculation characteristics can be determined via either CFD simulations (Kahane 1999,
Nguyen 2012) or experimental methods. Experimental methods include lab scale in-line pipe
flocculation (as used within this work) or pilot scale feedwell flocculation (Farrow and Swift
1996, Heath et al. 2006, Heath et al. 2006, Heath et al. 2006). Once flocculated, performing
unsheared and sheared batch settling tests allow for material properties as a function of the
0.01
0.1
1
10
0.0001 0.001 0.01
SolidsF
lux,q(ton
nesh
r-1m
-2)
FeedSolidsConcentranon,φ0(v/v)
0.06 0.1
0.15 0.2
0.25 0.3
φu (v/v)

ModelApplications
261
flocculation conditions to be determined. Incorporation of these material properties into the
steady state thickener model in Chapter 3 provides further knowledge on the effect of
flocculation conditions on thickener throughput.
6.4.3 Bed height
Bed height can operationally be controlled and often varied in order to manipulate the rake
torque. As discussed in section 6.3.3, Dagg,∞, a measure of the extent of aggregate
densification, is strongly related to bed height. The effect of bed height on densification
extent can be investigated through a series of sheared batch settling tests with variable initial
height (see section 4.7.6). As seen in section 3.9.1, a decrease in the bed height results in a
decrease in the predicted underflow solids concentrations for a given solids flux. This change
in the extent of densification and subsequent underflow solids concentration due to bed
height change can be investigated through a series of thickener performance predictions at
various bed heights.
The impact of bed height, assuming Dagg,∞ does not vary with bed depth, can be quantified
through steady state thickener modelling. As an example, steady state (straight walled)
thickener model predictions using the material properties and operational conditions
presented in Chapter 3 were performed for bed heights of hb = 1, 2 and 4 m as depicted in
Figure 3.20. Utilising these predictions, response curves can be generated indicating the
effect of hb on the underflow solids concentration when operating at constant solids flux. The
resultant response curves are depicted in Figure 6.9. Results show an increase in the solids
flux for an increase in the bed height for a given operating flux. This effect is most
significant at high underflow solids concentrations where a bed height of a certain value must
be present in order to achieve the desired underflow solids concentration. The developed
model in Chapter 3 assumes no solids exit via the overflow. Increasing the bed height,
although it increases the solids flux, may result in a reduction in overflow clarity, which
needs to be considered.
Alternatively, a response curve can be generated that describes the change in underflow
solids concentration, φu, with bed height for operation at constant solids flux, q.

Chapter6
262
Figure 6.9: Effect of bed height, hb (m), on solids flux, q (tonnes hr-1 m-2) for operation at various underflow
solids concentrations, φu (v/v). Results based on thickener predictions using a model material
with hf = 5 m, φ0 = 0.05 v/v, Dagg,∞ = 0.80, As = 0 and Abed = 10-4 s-1. Within the shaded region, no
solution exists for the corresponding bed height and solids flux.
6.4.4 Feed particle size
Again, as a result of thickening often being the last unit in the process, the feed conditions are
subject to upstream units and their efficiency. As a result, the thickener feed stream average
particle size can fluctuate. To understand the effect of feed particle size, characterisation of
the dewatering properties and densification parameters for various particle sizes needs to be
performed. Characterisation is performed through a series of sheared and unsheared batch
settling tests (see Chapter 4). Once characterisation of a range of feed particles sizes has
been performed, the results are used within the steady state thickener model to predict the
impact of particle size and size distributions on thickener throughput.
0.0001
0.001
0.01
0.1
1
0.1 1
SolidsF
lux,q(ton
nesh
r-1m
-2)
BedHeight,hb(m)
0.15
0.2
0.25
0.3
φu

ModelApplications
263
6.4.5 Solids residence time
The overall solids residence time within a thickener is of particular importance in the alumina
industry due to the presence of unstable suspensions and pregnant liquors (Usher 2002).
Significant solids residence time can result in precipitation of alumina from solution. The
steady state thickener model in Chapter 3 predicts the overall solids residence time. Hence,
solids residence time trends can be alluded to through performing steady state thickener
predictions for a range of process conditions, material properties, and densification
parameters.
6.4.6 Rate of aggregate densification
As illustrated in Chapter 3, the rate of aggregate densification can significantly alter thickener
performance. The increase in solids flux or underflow solids concentration due to variations
in densification rate can be quantified through modelling at various values for A.
As an example, steady state (straight walled) thickener model predictions using the material
properties and operational conditions presented in Chapter 3 were performed for densification
rate parameters within the suspension bed of Abed = 10-3, 10-4 and 10-5 s-1 as depicted in
Figure 3.25. Utilising these predictions, response curves can be generated indicating the
effect of Abed on the underflow solids concentration when operating at constant solids flux.
The resultant response curve is depicted in Figure 6.10. As expected, increasing the
densification rate parameter leads to an increase in the underflow solids concentration for a
given operating flux. This effect is most significant at solids fluxes between 0.05 and 0.3
tonnes hr-1 m-2.

Chapter6
264
Figure 6.10: Effect of densification rate parameter, Abed (s-1), on underflow solids concentration, φu (v/v), for
operation at various solids flux, q (tonnes hr-1 m-2). Results based on thickener predictions using a
model material with hf = 5 m, hb = 2m, φ0 = 0.05 v/v, Dagg,∞ = 0.80 and As = 0 s-1. Any points
within the shaded region are at a reduced bed height (hb < 2m).
Alternatively, the effect of Abed on the solids flux while operating at constant underflow
concentration can also be generated and is depicted in Figure 6.11. Here, an increase in the
densification rate parameter results in increased solids flux for a given operating underflow
concentration.
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
1.00E-07 1.00E-06 1.00E-05 1.00E-04 1.00E-03 1.00E-02
Und
erflo
wSolidsC
oncentrano
n,φ
u(v/v)
DensificanonRateParameter,Abed(s-1)
0.001 0.01 0.050.1 0.2 0.30.4 1 10
q

ModelApplications
265
Figure 6.11: Effect of densification rate parameter, Abed (s-1), on solids flux, q (tonnes hr-1 m-2) for operation at
various underflow solids concentrations, φu (v/v). Results based on thickener predictions using a
model material with hf = 5 m, hb = 2m, φ0 = 0.05 v/v, Dagg,∞ = 0.80 and As = 0 s-1. Any points
within the shaded region are at a reduced bed height (hb < 2m).
0.001
0.01
0.1
1
10
1.00E-07 1.00E-06 1.00E-05 1.00E-04 1.00E-03 1.00E-02
SolidsF
lux,q(ton
nesh
r-1m
-2)
DensificanonRateParameter,Abed(s-1)
0.06
0.1
0.15
0.2
0.25
0.3
φu

Chapter6
266

267
Chapter 7. CONCLUSIONS
Chapter 7
Conclusions
The objective for the research within this thesis was to provide an increased understanding of
the effect of shear on aggregates and subsequent dewatering performance of aggregated
suspensions, with specific application to gravity thickening. Through understanding the
effect of shear, the goal was to develop experimental methods that produce material
parameters to be used as inputs into thickener models, resulting in a method of process
optimisation. Overall, this research set out to answer the following question: In what settling
zone, for how long and at what shear rate should a rake or shear device be operated to
maximise dewatering performance?
To achieve these goals and answer this question, the dewatering behaviour of flocculated
suspensions under shear was investigated through a series of experimental tests while the
impact of shear on thickener performance was quantified though thickener modelling.
Incorporating experimental results into thickener modelling established a method of
quantifying influences of process variables leading to process optimisation.
Laboratory scale batch settling tests provide a simple method of characterising the dewatering
properties of suspensions. Through the addition of shear, this simple test also provides a
means of characterising the densification behaviour of flocculated suspensions. Utilising the

Chapter7
268
simple method of batch settling, the influences of process variables on densification
behaviour has been investigated.
One-dimensional thickener models that utilise material properties to predict steady state
thickener performance have been modified to account for the rate of aggregate densification.
This is the first time dynamic densification has been correctly accounted for within a
thickener model. Methods of process optimisation through utilisation of the model have been
identified.
Combining modelling and experimental results indicate shearing during compression
maximises thickener performance providing torque does not limit rake speed substantially.
Results also suggest raking the entire networked bed at a rotation rate slightly above that
which provides an optimised aggregate densification rate. This is primarily due to the solids
residence time and densification rate during sedimentation being orders of magnitude less
than that within the compression zone. This thesis provides another piece of the puzzle in
understanding the short falls of thickener modelling and how shear enhanced dewatering can
be utilised to optimise thickener performance. It also provides a simple method of predicting
full scale thickener performance through relatively simple batch settling tests and subsequent
modelling. An outline of the major outcomes resulting from this thesis is presented below.
This is followed by suggestions for further work.
7.1 Conclusions and Major Outcomes
7.1.1 Incorporation of dynamic densification into thickener models
For the first time, the dynamic nature of aggregate densification has been correctly accounted
for within thickener modelling. Theory developed for the one-dimensional steady state
thickener model combines the theories of sedimentation, consolidation, and aggregate
densification. The model takes material properties, densification parameters, and thickener
operational conditions to predict steady state thickener performance in terms of solids flux vs.
underflow solids concentration. As a result of the solution method, the model also predicts
the solids residence time and solids concentration profiles for each solids flux/underflow
solids concentration operational point.

Conclusions
269
Highlighted by the model is the presence of various operational modes depending on the
limiting factor. Previous models only considered the limiting effect of either sedimentation
or compression. Due to the dynamic nature of densification, the solids flux may also be
limited by the feed solids flux or limited by both sedimentation and compression. Under feed
solid flux limitations, the specified operational bed height cannot be obtained. For these
scenarios, the model determines the operational point based on a maximum allowable bed
height.
7.1.2 Impact of process variables on thickener performance
Methods to quantify the impact of process variables on thickener performance have been
developed. This method involves performing a sequence of thickener predictions where the
process variable of interest is altered for each prediction. Comparison of thickener
predictions provides an initial guide to the impact of the manipulated process variable.
The impact of feed aggregate diameter, bed height, feed solids concentration and
densification rate has been demonstrated for a representative mineral slurry. Response curves
for each process variable investigated have been generated. Response curves illustrate the
impact of the process variable of interest on underflow solids concentration when operating at
a constant solids flux. The inverse, effect on solids flux for constant underflow solids
concentration can also be generated.
This novel method to quantify the impact of process variables leads to improved process
optimisation. These response curves can be applied to thickener control applications. It
should be noted however, these response curves only provide the steady state solution due to
a change in proves variables, and do not provide any indication on the time scale required to
reach the steady state solution.
7.1.3 Effect of shear rate on densification parameters
Through a series of sheared batch settling tests, the effect of shear rate on densification
parameters, Dagg,∞ and A, have been quantified.

Chapter7
270
The densification rate parameter, A, was shown to be strongly related to the shear rate. At
low shear rates, A slowly increases until it reaches a critical shear rate. Above this critical
value, variation in A becomes scattered and weekly dependent on shear rate. For flocculated
calcite, a critical shear rate of 0.1 s-1 (ω = 0.16 rpm) was observed. This critical shear rate is
believed to correspond to the minimum requirement for particles to collide such that below
this value, natural aggregate kinetics allow for them to move out the way. Above this critical
shear rate, the densification rate parameter was increased by an order of magnitude compared
to values obtained below the critical value. This highlights the importance to provide
sufficient shear in order to optimise the thickening process.
The scaled equilibrium aggregate diameter, Dagg,∞, (a measure of densification extent), was
shown to be independent on shear rate providing the aggregates were exposed to shear for a
significant period of time. The change in aggregate diameter due to densification is
proportional to both the time of shear and densification rate parameter. Therefore, any
reductions in these variables have the possibility of reducing the densification extent and
compromising the operational flux of the thickener to achieve a given underflow density.
7.1.4 Effect of network stress on densification parameters
Through a series of sheared batch settling tests, the effect of network stress on densification
extent has been quantified. The initial settling height of the batch settling test was
manipulated in order to vary the network stress; with shear occurring solely on aggregates
within a networked bed.
The equilibrium scaled aggregate diameter, Dagg,∞, was observed to decrease with increasing
network stress (increase in densification extent). Variations in shear rate and flocculant dose
provided little to no variation in the values obtained, indicating the network stress as the
dominant influence. Agreeing with previous research, this trend further suggests that the
driving force for aggregate densification during consolidation is the pressure exerted by the
rakes, which varies with the shear yield stress of the suspension.

Conclusions
271
7.1.5 Effect of shear zone
One of the goals of this thesis was to provide an indication on which zone within a thickener,
sedimentation or consolidation, provides the greatest benefit in dewatering due to shear. To
answer this, sheared batch settling tests were performed in which shear was solely within
either the sedimentation or compression zones.
The densification extent achieved within the sedimentation zone was significantly less
compared to within the compression zone; however this is due to the significantly reduced
time the aggregates were exposed to shear. Comparison of densification parameters between
these sets of experiments resulted in minimal variations. However, shear during both
sedimentation and compression showed increased dewatering. This is believed to be the
result of trade-off between benefits and limitations within each zone, where shearing in both
zones maximises the benefits. Limitations include; the solids residence time, solids
concentration, network stress and flux limitations.
7.1.6 Method for full scale prediction from lab scale tests
As a tool for thickener design and optimisation, the method of predicting full scale thickener
performance from laboratory scale techniques has been developed. The method involves
characterisation of material properties and dewatering parameters through batch settling and
pressure filtration experiments, with the results employed as inputs into a 1D steady state
thickener model. This procedure has been demonstrated within this thesis based on the
material and dewatering properties of flocculated calcite.
7.1.7 Densification due to sedimentation
Shear within a thickener is predominately due to raking at the base of the thickener; however
shear also arises from aggregate interactions with the walls of the thickener and other
aggregates, as well as from the flow of the viscous fluid past the aggregate. The shear stress
on the surface of an aggregate as a result of fluid flow has been determined based on fluid
motion equations. Through experimental observations, a densification rate parameter due to
shear from the fluid, As, was determined.

Chapter7
272
The densification rate parameter due to sedimentation is proportional to the settling rate and
inversely proportional to the aggregate diameter. Hence, As decreased with increasing solids
concentration. At low solids concentrations, where settling velocity was a maximum, the
maximum value of As = 10-4 s-1, corresponds to a value obtained experimentally at low shear
rates, below the critical value. Hence, sedimentation alone is insufficient to maximise
densification within the sedimentation zone, where addition of mechanical shear such as
rakes would provide added benefit.
7.1.8 Rake torque estimates
A novel method of estimating the rake torque has been presented. Utilising predictions of
solids concentration profiles and a knowledge of the shear rheology, shear yield stress
profiles, τy(z), can be obtained. Utilising correlations between rake torque and shear yield
stress (determined experimentally or via CFD); an estimate of rake torque was obtained. The
method of obtaining rake torque has been demonstrated for a representative mineral slurry.
At low underflow solids concentrations, where the suspension is un-networked, the rake
torque remained constant. At high underflow solids concentrations, rake torque
exponentially increased with increasing underflow concentration. The effect of bed height
showed little variation in rake torque albeit at high underflow concentrations, in the limit of
approaching the maximum achievable underflow solids concentration.
7.2 Further Work and Future Directions
As with all research, there are always the unanswered questions and the endless possibilities
of further work. Research advances any understanding that we do have while adding
questions we did not know needed answering beforehand. The result of this research has
increased the knowledge of shear enhanced dewatering and points to future directions.
Suggested further work in order to expand on this research and answer any uncertainties is
presented below.

Conclusions
273
7.2.1 Aggregate densification parameter dependencies
Current aggregate densification analysis determines the densification rate parameter and
equilibrium extent of densification as constants for a given set of experimental conditions.
Experimental results presented within this thesis suggest constant densification parameters to
be insufficient in describing shear enhanced dewatering. Results indicate the possibility of a
dependency on both the local solids concentration and network stress. Other possible
dependencies include non-uniform changes in aggregate density and aggregate dimensions as
densification occurs.
Upon further work incorporating the above dependencies into densification, the resultant
theory can be included within both experimental analysis methods and additionally
incorporated into both transient batch settling and 1D steady state thickener models.
7.2.2 Model short comings
The one-dimensional steady state thickener model incorporating dynamic densification, like
all models, has its limitations. Albeit some of these limitations are inherent in the type of
model, a few limitations can be corrected for or eliminated through future research and
development.
First, the model algorithm does not account for the change in thickener cross sectional area
with height (assumes straight walled). In practise, most thickeners have a sloped base and
hence this variation should be incorporated into the model. Previous models have accounted
for this through incorporation of a shape factor; however, this term caused significant issues
with the stability of the calculation when dynamic densification was introduced. Second, the
model currently utilises constant densification parameters as inputs. As discussed above,
experiments have indicated this to be insufficient in describing aggregate densification.
Other model short comings include the assumption of equal sized aggregates with no
polydispersity and breakage. Development of the theory through accounting for
polydispersity is required before it can be subsequently incorporated into thickener
modelling.

Chapter7
274
It is suggested that further work goes into addressing such issues as particle and aggregate
size polydispersity and aggregate breakage. Furthermore, the development of a transient
model in which shear history is included is recommended.
7.2.3 Actual thickener performance
The scope of this thesis is limited to improving thickener modelling and understanding. The
one-dimensional steady state thickener model incorporating dynamic densification was used
to predict thickener performance in terms of flux vs. underflow solids concentrations along
with the solids concentration profiles. These predictions have not been compared against
actual full scale thickener measurements. Such comparisons are highly recommended as
future work and would provide invaluable insight into model discrepancies.
7.2.4 Flocculant dose
Minimal work on the effect of flocculant dose has been conducted within this thesis. The
majority of settling tests were performed at a flocculant dose that provides optimal settling
and densification conditions. The effect of flocculant dose on both material properties and
densification parameters needs to be quantified through further work. With the
characterisation of material properties and densification parameters for various flocculant
doses, the developed steady state thickener model can be employed to provide knowledge in
process optimisation due to flocculant dose.
7.2.5 Dimensionless analysis
Further work into converting parameters such as floc properties, aggregate conditions,
material properties, applied shear etc. to dimensionless values would provide a more generic
description of the phenomenon of dewatering enhancement due to shear. Conversion to
dimensionless parameters, although would provide a generic overview, practical applications
and expected values are lost in which this thesis was aimed at providing. Hence, this further
work was outside the scope of this thesis and not performed.

Conclusions
275
7.3 Overview
The work in this thesis has increased the understanding of aggregate densification and
subsequent shear enhanced dewatering. It has quantified the extent and rate of aggregate
densification for a flocculated calcite suspension and provides a new direction in laboratory
scale settling tests and subsequent characterisation. It has provided a practical tool for the
design and operation of thickeners in the minerals and other particulate fluids processing
industries.

Chapter7
276

277
REFERENCES
Auzerais, F. M., R. Jackson and W. B. Russel (1990). "The transient settling of stable and flocculated dispersions." J. Fluid Mech 221: 613-639.
Aziz, A. A. A., R. G. de Kretser, D. R. Dixon and P. J. Scales (2000). "The characterization of slurry dewatering." Water Science and Technology 41: 9-16.
Barnes, H. A., J. F. Hutton and K. Walters (1989). An introduction to rheology. Amsterdam.
Batchelor, G. K. (1972). "Sedimentation in a dilute dispersion of spheres." Journal of Fluid Mechanics 52(2): 245-268.
Bemer, D. and S. Calle (2000). "Evolution of the efficiency and pressure drop of a filter media with loading." Aerosol Science and Technology 33(5): 427-439.
Bergstrom, L. (1992). "Sedimentation of flocculated alumina suspensions: Gamma-ray measurements and comparison with model predictions." Journal of the Chemical Society, Faraday Transactions 88(21): 3201-3211.
Berres, S., R. Burger, A. Coronel and M. Sepulveda (2005). "Numerical identification of parameters for a strongly degenerate convection-diffusion problem modelling centrifugation of flocculated suspensions." Applied Numerical Mathematics 52(4): 311-337.
BGS (2015). World mineral production 2011 - 2015. Keyworth, Nottingham, British Geological Survey.
Biggs, S., M. Habgooda, G. J. Jameson and D. Yan (2000). "Aggregate structures formed via bridging flocculation mechanism." Chemical Engineering Journal(80): 13-22.
Bird, B., W. Stewart and E. Lightfoot (2006). Transport phenomena John Wiley & Sons, Inc.
Boger, D. V. (2009). "Rheology and the resource industries." Chemical Engineering Science 64(22): 4525-4536.
Brechtel, H. and H. Eipper (1990). "Improved efficiency of sewage sludge incineration by preceding sludge drying." Water Science and Technology 22(12): 269-276.
Brinkman, H. (1949). "A calculation of the viscous force exerted by a flowing fluid on a dense swarm of particles." Applied Scientific Research 1: 27-34.
Buratto, B., S. P. Usher, D. Parris and P. J. Scales (2014). "Wall effects during settling in cylinders." Colloids and Surfaces A: Physicochemical and Engineering Aspects 449: 157-169.

References
278
Burger, R. and F. Concha (1998). "Mathematical model and numerical simulation of the settling of flocculated suspensions." International Journal of Multiphase Flow 24(6): 1005-1023.
Burger, R., F. Concha and K. H. Karlsen (2001). "Phenomenological model of filtration processes: 1. Cake formation and expression." Chemical Engineering Science 56(15): 1537-4553.
Bürger, R. and K. H. Karlsen (2001). "On some upwind difference schemes for the phenomenological sedimentation-consolidation model." J. Eng. Math. 41: 145-166.
Bürger, R., K. H. Karlsen and J. D. Towers (2005). "A Model of Continuous Sedimentation of Flocculated Suspensions in Clarifier-Thickener Units." SIAM Journal on Applied Mathematics 65(3): 882-940.
Bürger, R. and A. Narváez (2007). "Steady-state, control, and capacity calculations for flocculated suspensions in clarifier–thickeners." International Journal of Mineral Processing 84(1): 274-298.
Burger, R. and W. L. Wendland (2001). "Sedimentation and suspension flows: Historical perspective and some recent developments." Journal of Engineering Mathematics 41(2): 101-116.
Buscall, R., I. J. McGowan, P. D. A. Mills, R. F. Stewart, D. Sutton, L. R. White and G. E. Yates (1987). "The rheology of strongly-flocculated suspensions." Journal of Non-Newtonian Fluid Mechanics 24(2): 183-202.
Buscall, R. and L. R. White (1987). "The consolidation of concentrated suspensions. Part 1.-The theory of sedimentation." Journal of the Chemical Society, Faraday Transactions 1: Physical Chemistry in Condensed Phases 83(3): 873-891.
Bustos, M. C. and F. Concha (1988). "In the construction of global week solutions in the Kynch theory of sedimentation." Mathematical Methods in the Applied Sciences 10: 245-264.
Bustos, M. C., F. Concha, R. Burger and E. M. Tory (1999). Sedimentation and thickening. Dordrecht, The Netherlands, Kluwer Academic Publishers.
Carman, P. C. (1956). Flow of gases through porous media, New York, Academic Press.
Caruso, F. (2006). Colloids and Colloid Assemblies: Synthesis, Modification, Organization and Utilization of Colloid Particles, Wiley.
Casson, N. (1959). Rheology of disperse systems. Ed. C.C. Mill, Pergamon Press, Oxford.
Chang, D., T. Lee, Y. Jang, M. Kim and S. Lee (1997). "Non-colloidal sedimentation compared with Kynch theory." Powder Technology 92: 81-87.

References
279
Channell, G. M., K. T. Miller and C. F. Zukoski (2000). "Effects of Microstructure on the Compressive Yield Stress." AIChE Journal 46: 72-78.
Channell, G. M. and C. F. Zukoski (1997). "Shear and compressive rheology of aggregated alumina suspensions." AIChE Journal 43: 1700-1708.
Chellam, S. and M. R. Wiesner (1993). "Fluid mechanics and fractal aggregates." Water Research 27: 1493-1496.
Cheremisinoff, N. P. (1986). Encyclopedia of fluid mechanics. G. P. Publishing. Houston.
Cheremisinoff, N. P., Ed. (2000). Gravity separation. Chemical Engineer's Condensed Encyclopedia of Process Equipment. Housten, Gulf Publishing Company.
Coe, H. S. and G. H. Clevenger (1916). "Methods for determining the capacity of slime-settling tanks." Transactions of the American Institute of Mining Engineers 60: 356-363.
Concha, F. and O. Bascur (1977). Phenomenological model of sedimentation. XII International Mineral Processing Congress, Sao Paulo, Brazil.
Condie, D., C. J. Veal, R. Amal and I. Tsui (2001). "Improving understanding of the effect of floc properties on the vacuum filtration of fine coal." Transaction Filtration Society 1: 111 - 116.
Darcy, H. (1856). "Les fontaines publiques de la ville de Dijon. Dalmont, Paris."
Datta, S. and S. Deo (2002). "Stokes flow with slip and kuwabara boundary conditions." Proceedings Mathematical Sciences 112(3): 463-475.
Davis, K. E., W. B. Russel and W. J. Glantschnig (1991). "Settling suspensions of colloidal silica: Observations and X-ray measurements." J. Chem. Soc. Faraday Trans 87: 411-424.
de Kretser, R. G., P. J. Scales and D. V. Boger (2003). "Compressive rheology: An overview." Rheology Reviews 2003: 125-166.
de Kretser, R. G., S. P. Usher, P. J. Scales, D. V. Boger and K. A. Landman (2001). "Rapid filtration measurement of dewatering design and optimization parameters." AIChE Journal 47(8): 1758-1769.
Derjaguin, B. V. and L. Landau (1941). "Theory of the stability of strongly charged lyophobic sols and of the adhesion of strongly charged particles in solutions of electrolytes." Acta Physicochim(URSS 14): 633-662.
Dickinson, E. and S. R. Euston (1991). "Computer simulation of bridging flocculation." Journal of the Chemical Society, Faraday Transactions 87: 2193-2199.
Diehl, S. (2000). "On boundary conditions and solutions for ideal clarifier-thickener units." Chemical Engineering Journal 80: 119-133.

References
280
Engquist, B. and S. Osher (1981). "One-sided difference approximations for non-linear conservation laws." Mathematics of Computation 36: 321-351.
Everett, D. H. (1988). Chapter 3: Why are colloidal dispersions stable? II. Interparticle forces, Basic principles of colloid science. London, Royal Society of Chemistry: 30-53.
Faltas, M. S. and E. I. Saad (2011). "Stokes flow past an assemblage of slip eccentric spherical particle-in-cell models." Mathematical Methods in the Applied Sciences 34(13): 1594-1605.
Farrow, J. B., R. R. M. Johnston, K. Simic and J. D. Swift (2000). "Consolidation and aggregate densification during gravity thickening." Chemical Engineering Journal 80(1–3): 141-148.
Farrow, J. B. and J. D. Swift (1996). "A new procedure for assessing the performance of flocculants." International Journal of Mineral Processing 46(3): 263-275.
Fendler, J. H. (1996). The colloidal domain: Where physics, chemistry, biology, and technology meet. . Advanced Materials, WILEY-VCH Verlag GmbH. 8: 260-260.
Fernandes, G. W., F. F. Goulart, B. D. Ranieri, M. S. Coelho, K. Dales, N. Boesche, M. Bustamante, F. A. Carvalho, D. C. Carvalho, R. Dirzo, S. Fernandes, P. M. Galetti, V. E. G. Millan, C. Mielke, J. L. Ramirez, A. Neves, C. Rogass, S. P. Ribeiro, A. Scariot and B. Soares-Filho (2016). "Deep into the mud: ecological and socio-economic impacts of the dam breach in Mariana, Brazil." Natureza & Conservação 14(2): 35-45.
Fitch, B. (1966). "Current theory and thickener design." Industrial and Engineering Chemistry 58(10): 18-28.
Fitch, B. (1983). "Kynch theory and compression zones." AIChE Journal 29(6): 940-947.
Franks, G. V., J.-P. O'Shea and E. Forbes (2014). "Controlling thickener underflow rheology using a temperature responsive flocculant." AIChE Journal 60(8): 2940-2948.
Franks, G. V., Y. Zhou, Y. D. Yan, G. J. Jameson and S. Briggs (2004). "Effect of aggregate size on sediment bed rheological properties." Physical Chemistry Chemical Physics 6: 4490-4498.
Garrido, P., R. Burgos, F. Concha and R. Burger (2003). "Software for the design and simulation of gravity thickeners." Minerals Engineering 16: 85-92.
Gibson, R. E., G. L. England and M. J. L. Hussey (1967). "The theory of one-dimensional consolidation of saturated clays." Geotechnique 17: 261-273.
Gladman, B. R. (2006). The effect of shear on dewatering of flocculated suspensions. PhD, The University of Melbourne.

References
281
Gladman, B. R., R. G. de Kretser, M. Rudman and P. J. Scales (2005). "Effect of shear on particulate suspension dewatering." Chemical Engineering Research and Design 83(7): 933-936.
Gladman, B. R., M. Rudman and P. J. Scales (2010). "The effect of shear on gravity thickening: Pilot scale modelling." Chemical Engineering Science 65(14): 4293-4301.
Grassia, P., S. P. Usher and P. J. Scales (2011). "Closed-form solutions for batch settling height from model settling flux functions." Chemical Engineering Science 66(5): 964-972.
Grassia, P., Y. Zhang, A. D. Martin, S. P. Usher, P. J. Scales, A. H. Crust and R. Spehar (2014). "Effects of aggregate densification upon thickening of kynchian suspensions." Chemical Engineering Science 111: 56-72.
Green, D. W. and R. H. Perry (2008). Perry's Chemical Engineers' Handbook (8th Edition), McGraw-Hill.
Green, M. D. (1997). Characterisation of suspensions in settling and compression. Ph.D., The University of Melbourne.
Green, M. D. and D. V. Boger (1997). "Yielding of suspensions in compression." Ind. Eng. Chem. Res. 36: 4984-4992.
Green, M. D., K. A. Landman, R. G. de Kretser and D. V. Boger (1998). "Pressure filtration technique for complete characterisation of consolidating suspensions." Ind. Eng. Chem. Res. 37: 4152-4156.
Gregory, J. (1987). "Polymer adsorbtion and flocculation in sheared suspensions." Colloids and Surfaces 31: 231-253.
Gregory, J. (1997). "The density of particle aggregates." Water Science and Technology 36.
Gruy, F. and P. Cugniet (2004). "Experimental study of small aggregate settling." Journal of Colloid and Interface Science 272: 465-471.
Hamaker, H. C. (1937). "The London-van der Waals attraction between spherical particles." Physica 4: 1058-1072.
Healy, T. W. and L. R. White (1978). "Ionizable surface group models of aqueous interfaces." Advances in Colloid and Interface Scienve 9: 303-345.
Heath, A. R., P. A. Bahri, P. D. Fawell and J. B. Farrow (2006). "Polymer flocculation of calcite: Experimental results from turbulent pipe flow." AIChE Journal 52(4): 1284-1293.
Heath, A. R., P. A. Bahri, P. D. Fawell and J. B. Farrow (2006). "Polymer flocculation of calcite: Population balance model." AIChE Journal 52(5): 1641-1653.

References
282
Heath, A. R., P. A. Bahri, P. D. Fawell and J. B. Farrow (2006). "Polymer flocculation of calcite: Relating the aggregate size to the settling rate." AIChE Journal 52(6): 1987-1994.
Heath, A. R. and P. T. L. Koh (2003). Cobined population balance modelling of particle aggregation by polymeric flocculant. Third International Conference on CFD in the Minerals and Process Industries.
Herschel, W. H. and R. Bulkley (1926). "Konsistenzmessungen von Gummi-Benzollösungen." Kolloid-Zeitschrift 39(4): 291-300.
Howells, I., K. A. Landman, A. Panjkov, C. Sirakoff and L. R. White (1990). "Time dependent batch settling of flocculated suspensions." Appl. Math. Model 14: 77-86.
Huilgol, R. R., M. Panizza, N. Phan-Thien and R. Zheng (1995). "Application of the boundary integral method to the sedimentation of irregular shaped particles." Journal of Non-Newtonian Fluid Mechanics 57: 49-60.
Hunter, R. J. (2001). "Foundations of colloid science." Oxford, Oxford University Press.
Israelachvili, J. H. (1991). "Intermolecular and surface forces." London, Academic Press Limited.
Israelachvili, J. N. and R. M. Pashley (1983). "Molecular layering of water at surfaces and origin of repulsive hydration forces." Nature 306: 249-250.
Johnson, C. P., Z. Li and B. E. Logan (1996). "Settling velocities of fractal aggregates." Enviromental Science & Technology 30: 1911-1918.
Johnson, S. B., G. V. Franks, P. J. Scales, D. V. Boger and T. W. Healy (2000). "Surface chemistry–rheology relationships in concentrated mineral suspensions." International Journal of Mineral Processing 58(1–4): 267-304.
Johnson, S. B., P. J. Scales, D. R. Dixon and M. Pascoe (2000). "Use of a superthickener device to concentrate potable water sludge." Water Research 34(1): 288-294.
Kahane, R. B. (1999). Technical advance and cost benefit from CFD modelling. Fifth International Alumina Quality Workshop, Bunbury, Western Australia.
Karl, J. R. and S. A. Wells (1999). "Numerical model of sedimentation/thicking with inertial effects." Journal of Enviromental Engineering 125(9): 792-806.
Kishore, N. and R. R. Ramteke (2016). "Slip in flow through assemblages of spherical particles at low to moderate Reynolds numbers." Chemical Engineering & Technology 39(6): 1087-1098.
Kiviti-Manor, A. (2016). Thickener dewatering optimisation for the minerals industry. Ph.D Thesis, The University of Melbourne.

References
283
Kristjansson, M. (2008). Comparison of shear and compressive yield stress ratio for sewage sludge and inorganic particulate suspensions. Masters, Aalborg University.
Krutzer, L. L. M., A. J. G. v. Diemen and H. N. Stein (1995). "The influence of the type of flow on the orthokinetic coagulation rate." Journal of Colloid and Interface Science 171: 429-438.
Kružkov, S. N. (1970). "FIRST ORDER QUASILINEAR EQUATIONS IN SEVERAL INDEPENDENT VARIABLES." Mathematics of the USSR-Sbornik 10(2): 217.
Kynch, G. J. (1952). "A theory of sedimentation." Journal of the Chemical Society: Faraday Transactions 48: 166-176.
La Mer, V. K. and T. W. Healy (1963). "Adsorption-flocculation reactions of macromolecules at the solid-liquid interface." Rev. Pure & Applied Chem. 13: 112-132.
Landman, K. A. and L. R. White (1994). "Solid/liquid separation of flocculated suspensions." Advances in Colloid and Interface Science 51(0): 175-246.
Landman, K. A., L. R. White and R. Buscall (1988). "The continuous flow gravity thickener: Steady state behaviour." AIChE Journal 34(2): 239-252.
Landman, K. A., L. R. White and M. Eberl (1995). "Pressure filtration of flocculated suspensions." AIChE Journal 41(7): 1687-1700.
Lapple, C. E. and C. B. Shepherd (1940). "Calculation of particle trajectories." Ind. Eng. Chem. 32: 605-617.
Larson, R. G., Ed. (1998). The structure and rheology of complex fluids, Oxford University Press, USA.
Lee, S. A., A. G. Fane, R. Amal and T. D. Waite (2003). "The Effect of Floc Size and Structure on Specific Cake Resistance and Compressibility in Dead-End Microfiltration." Separation Science and Technology 38(4): 869-887.
Lester, D. R. (2002). Colloidal suspension dewatering analysis. PhD Thesis, The University of Melbourne.
Lester, D. R. and R. Buscall (2015). "Correction of wall adhesion effects in batch settling of strong colloidal gels." Journal of Non-Newtonian Fluid Mechanics 221: 18-27.
Lester, D. R., R. Buscall, A. D. Stickland and P. J. Scales (2013). "Wall adhesion and constitutive modeling of strong colloidal gels." Journal of Rheology 58(1247).
Lester, D. R., S. P. Usher and P. J. Scales (2005). "Estimation of the hindered settling function from batch-settling tests." AIChE Journal 51(4): 1158-1168.

References
284
Li, D. H. and J. Fanczarczyk (1988). "Flow through activated sludge flocs." Water Research 22: 789-792.
Li, D. H., J. J. Ganczarczyk and D. Jenkins (1986). "Physical characteristics of activated sludge flocs." Critical Reviews in Environmental Control 17: 53-87.
Li, H., J. Long, Z. Xu and J. H. Masliyah (2007). "Flocculation of kaolinite clay suspensions using a temperature-sensitive polymer." AIChE Journal 53(2): 479-488.
Li, X. Y. and B. E. Logan (2001). "Permeability of fractal aggregates." Water Research 35: 3373-3380.
Lim, J. (2011). Controlling clay behaviour in suspension: Developing a new paradigm for the minerals industry. Doctor of Philosophy, The University of Melbourne.
Loan, C. and M. Arbuthnot (2010). Transforming paste thickener technology. Proceedings of the 13th International Seminar on Paste and Thickened Tailings, PASTE 2010, Toronto, Canada, Australian Centre for Geomechanics.
Mahanty, J. and B. W. Ninham (1976). Dispersion forces: Volume 1 of colloid science, Academic Press, 1976.
MatWeb. (2014). "Omya OMYACARB 10 - AZ Calcium Carbonate." Retrieved 21/2/14, from http://www.matweb.com/search/datasheet.aspx?matguid=faf74f7ab7854909bd0b12f1d13ed832&ckck=1.
Meeten, G. H. (1994). "Shear and compressive yield in the filtration of a bentonite suspension." Colloids and Surfaces A: Physicochemical and Engineering Aspects 82(1): 77-83.
Metzner, A. B., Ed. (1956). Non-newtonian technology: Fluid mechanics, mixing and heat transfer. Advances in Chemical Engineering. New York, Academic Press.
Michaels, A. S. and J. C. Bolger (1962). "Settling rates and sediment volumes of flocculated kaolin suspensions." Industrial and Engineering Chemistry Fundamentals 1: 24-33.
Mills, P. D. A., J. W. Goodwin and B. W. Grover (1991). "Shear field modification of strongly flocculated suspensions — Aggregate morphology." Colloid & Polymer Science 269(9): 949-963.
Mueller, J. A., K. G. Voelkel and W. C. Boyle (1966). "Nominal diameter of floc related to oxygen transfer." Am. Soc. Civ. Eng. J.Sanit. Eng. Div. 92: 9-20.
Mular, A. L. and D. J. Barratt (2002). Mineral processing plant design, practice and control: proceedings. 1, SME.
References
285
Neale, G., N. Epstein and W. Nader (1973). "Creeping flow relative to permeable spheres." Chemical Engineering Science 28: 1865-1874.
Nguyen, Q. D. and D. V. Boger (1985). "Direct yield stress measurement with the vane method." Journal of Rheology 29(3): 335-347.
Nguyen, Q. D. and D. V. Boger (1992). "Measuring the flow properties of yield stress fluids." Annu. Rev. Fluid Mech. 24: 47-88.
Nguyen, T. V. (2012). "Design and development of a novel thickener feedwell using computational fluid dynamics." Journal of the South African Institute of Mining and Metallurgy 112(11): 939.
Novak, J. T. and N. Bandak (1994). "The effect of shear on the dewatering of water-treatment residuals." Journal American Water Works Association 86: 84-91.
Owen, A. T., P. D. Fawell and J. D. Swift (2007). "The preparation and ageing of acrylamide/acrylate copolymer flocculant solutions." International Journal of Mineral Processing 84.
Owen, A. T., P. D. Fawell, J. D. Swift and J. B. Farrow (2002). "The impact of polyacrylamide flocculant solution age on flocculation performance." International Journal of Mineral Processing 67(1): 123-144.
Pashias, N. (1997). The characterisation of bauxite residue suspenions in shear and compression. PhD Thesis, The University of Melbourn.
Pearse, M. J. and J. Barnett (1980). "Chemical treatments for thickening and filtration." Filtration and Separation 17: 460-470.
Richardson, J. F. and W. N. Zaki (1954). "The sedimentation of a suspension of uniform spheres under conditions of viscous flow." Chemical Engineering Science 3: 65-73.
Robins, M. and A. Fillery-Travis (1992). "Colloidal dispersions. Edited by W. B. Russel, D. A. Saville & W. R. Schowalter." Journal of Chemical Technology & Biotechnology 54(2): 201-202.
Rudman, M., D. A. Paterson and K. Simic (2010). "Efficiency of raking in gravity thickeners." International Journal of Mineral Processing 95: 30-39.
Rudman, M., K. Simic, D. A. Paterson, P. Strode, A. Brent and I. D. Šutalo (2008). "Raking in gravity thickeners." International Journal of Mineral Processing 86(1–4): 114-130.
Runkana, V., P. Somasundaran and P. C. Kapur (2006). "A population balance model for flocculation of colloidal suspensions by polymer bridging." Chemical Engineering Science 61: 182-191.

References
286
Selomulya, C., G. Bushell, R. Amal and T. D. Waite (2003). "Understanding the role of restructuring in flocculation: The application of a population balance model." Chemical Engineering Science 58(2): 327-338.
Selomulya, C., G. Bushell, R. Amal and T. D. Waite (2004). "Aggregate properties in relation to aggregation conditions under various applied shear environments." International Journal of Mineral Processing 73(2): 295-307.
Shannon, P. T., E. P. Stroupe and E. M. Tory (1963). "Batch and continuous thickening." Ing. Eng. Chem. Fund. 2: 203-211.
Shannon, P. T. and E. M. Tory (1966). "The analysis of continuous thickening." SME Trans. 235: 375-382.
Sofra, F. and D. V. Boger (2002). "Enviromental rheology for waste minimization in the minerals industry." Chemical Engineering Journal 86(3): 319-330.
Spehar, R. (2014). Modelling the role of shear in compressional dewatering. Doctor of Philosophy, The University of Melbourne.
Spehar, R., A. Kiviti-Manor, P. Fawell, S. P. Usher, M. Rudman and P. J. Scales (2015). "Aggregate densification in the thickening of flocculated suspensions in an un-networked bed." Chemical Engineering Science 122: 585-595.
Spicer, P. T., S. E. Pratsinis, J. Raper, R. Amal, G. Bushell and G. Meesters (1998). "Effect of shear schedule on particle size, density, and structure during flocculation in stirred tanks." Powder Technology 97: 26-34.
Stickland, A. D., C. Burgess, D. R. Dixon, P. J. Harbour, P. J. Scales, L. J. Studer and S. P. Usher (2008). "Fundamental dewatering properties of wastewater treatment sludges from filtration and sedimentation testing." Chem. Eng. Sci. 63: 5283-5290.
Stickland, A. D. and R. Buscall (2009). "Whither compressional rheology?" Journal of Non-Newtonian Fluid Mechanics 157(3): 151-157.
Stokes, G. G. (1851). "On the effect of the internal friction of fluids on the motion of pendulums." Transactions of the Cambridge Philosophical Society 9: 8-106.
Sutherland, D. N. and C. T. Tan (1970). "Sedimentation of porous sphere." Chemical Engineering Science 25: 1948-1950.
Svarovsky, L. (1997). Sedimentation. Kirk-Othmer Encyclopedia of Chemical Technology. J.I.Kroschwitz and M.Howe-Grant. New York, John Wiley & Sons. 21: 667-685.
Svarovsky, L. E., Ed. (1990). Solid-liquid separation. London; Boston, Butterworths.

References
287
Swift, J. D., K. Simic, R. R. M. Johnston, P. D. Fawell and J. B. Farrow (2004). "A Study of the polymer flocculation reaction in a linear pipe with a focused beam reflectance measurement probe." International Journal of Mineral Processing 73: 103-118.
Szépvölgyi, J. (2011). "A chemical engineer's view of the red mud disaster." Nachrichten aus der Chemie 59: 5-7.
Tambo, N. and H. Hozumi (1979). "Physical characteristics of flocs 2: Strength of floc." Water Research 13: 421-427.
Tambo, N. and Y. Watanabe (1979). "Physical characteristics of flocs 1. The floc density function and aluminium floc." Water Research 13: 409-419.
Thomas, D. N., S. J. Judd and N. Fawcett (1999). "Flocculation modelling: A review." Water Research 33(7): 1579-1592.
Tory, E. M. and P. T. Shannon (1965). "Reappraisal of the concept of settling in compression." Ind. Eng. Chem. Fund. 4(194-204).
Usher, S. P. (2002). Suspension dewatering: Characterisation and optimisation. Ph.D, The University of Melbourne.
Usher, S. P., R. G. de Kretser and P. J. Scales (2001). "Validation of a new filtration technique for dewaterability characterization." AIChE Journal 47(7): 1561-1570.
Usher, S. P. and P. J. Scales (2005). "Steady state thickener modelling from the compressive yield stress and hindered settling function." Chemical Engineering Journal 111(2-3): 253-261.
Usher, S. P. and P. J. Scales (2009). "Predicting settler/clarifier behaviour: The role of shear effects." Filtration 9(4): 308-314.
Usher, S. P., R. Spehar and P. J. Scales (2009). "Theoretical analysis of aggregate densification: Impact on thickener performance." Chemical Engineering Journal 151: 202-208.
Usher, S. P., R. Spehar and P. J. Scales (2010). Shear effects in thickening. Paste 2010: Proceedings of the 13th International Seminar on Paste and Thickend Tailings. R. Jewell and A. Fourie. Toronto, Canada, Australian Centre for Geomechanics.
Usher, S. P., L. J. Studer, R. Wall and P. J. Scales (2013). "Characterisation of dewaterability from equilibrium and transient centrifugation test data." Chemical Engineering Science 93: 277-291.
Usher, S. P., Y. Zhou, G. V. Franks and P. J. Scales (2007). Determination of the gel point from the fractal dimension. Proceedings of CHEMECA 2007, Melbourne, Australia, Engineers Australia.

References
288
van Deventer, B. B. G. (2012). Aggregate densification behaviour in sheared suspensions. Ph.D Thesis, University of Melbourne.
van Deventer, B. B. G., S. P. Usher, A. Kumar, M. Rudman and P. J. Scales (2011). "Aggregate densification and batch settling." Chemical Engineering Journal 171(1): 141-151.
Verrelli, D. I. (2008). Drinking water treatment sludge production and dewaterability. PhD, The University of Melbourne.
Verwey, E. J. W. and J. Overbeek (1948). "Theory of the stability of lyophobic colloids." Elsevier, Amsterdam.
Yang, Z., S. Jia, N. Zhuo, W. Yang and Y. Wang (2015). "Flocculation of copper(II) and tetracycline from water using a novel pH- and temperature-responsive flocculants." Chemosphere 141: 112-119.
Yeung, A., A. Gibbs and R. Pelton (1997). "Effect of shear on the strength of polymer-induced flocs." Journal of Colloid and Interface Science 196: 113-115.
Zhang, Y., P. Grassia and A. D. Martin (2013). "Prediction of thickener performance with aggregate densification." Chemical Engineering Science 101: 346-358.
Zhang, Y., A. Martin and P. Grassia (2013). "Mathematical modelling of time-dependent densified thickeners." Chemical Engineering Science(99).
Zhou, Z., P. J. Scales and D. V. Boger (2001). "Chemical and physical control of the rheology of concentrated metal oxide suspensions." Chemical Engineering Science 56. 5a1ta
Minerva Access is the Institutional Repository of The University of Melbourne
Author/s:
Crust, Adam
Title:
Optimisation of thickener performance: incorporation of shear effects
Date:
2017
Persistent Link:
http://hdl.handle.net/11343/194699
File Description:
Complete Thesis: Optimisation of Thickener Performance: Incorporation of Shear Effects
Terms and Conditions:
Terms and Conditions: Copyright in works deposited in Minerva Access is retained by the
copyright owner. The work may not be altered without permission from the copyright owner.
Readers may only download, print and save electronic copies of whole works for their own
personal non-commercial use. Any use that exceeds these limits requires permission from
the copyright owner. Attribution is essential when quoting or paraphrasing from these works.

















