
[OMPONENT PRIMÁRNÍHO OKRUHU JADERNÝCH …
58
INIS-mf—8685 [OMPONENT PRIMÁRNÍHO OKRUHU JADERNÝCH ELEKTRÁREN TYPU VVER440 DŮM TECHNIKY ČSVTS OSTRAVA
Transcript of [OMPONENT PRIMÁRNÍHO OKRUHU JADERNÝCH …
INIS-mf—8685
[OMPONENT PRIMÁRNÍHO OKRUHU
JADERNÝCH ELEKTRÁREN TYPU VVER440
DŮM TECHNIKY ČSVTS OSTRAVA
DISCLAIMER
Portions of this document may be illegible in electronic image products. Images are produced from the best
available original document
ČÚV - komise JBderné techniky KV - komise jaderné techniky Komise jaderné techniky při PV ČSVTS k.p. Vítkovice Dům techniky ČSVTS Ostrava
VÝROBA A PROVOZ KOMPONENT PRIMÁRNÍHO OKRUHU JADERNÝCH ELEKTRÁREN TYPU WER
II.část
říjen 1982
© Dům techniky ČSVTS Ostrava

Obeah str.
1. Ing.Stanislav Štěpánek, CSc. Výroba zařízení reaktoru WER 440 v k.p. Skoda 1
2. Prof.Ing.V.Pilous DrSc. Náchylnost svarových spojů k trhlinám za horka 10
3. Ing.Miloslav Kepka, CSc. Metalurgie oceli pro výkovky dílů tlakových „. nádob Jaderných reaktorů
4. Ing.Josef Bečka, CSc. Problematika celistvosti elektrostruskových obvodových svarů na víku tlakové nádoby reaktoru 24 WER 440
5 . Ing.Zdeněk Hrbek 37 Regulační mechanismy reaktorů typu WER
•'- 1 -1
VÝROBA ZAŘÍZENÍ REAKTORU WER 440 V K.P. SKODA PLZEŇ
S t a n i s l a v Štěpánek, J o s e f Královec, J a r o s l a v Lavička
Stručný pop is vyrobeného z a ř í z e n í . Poznatky z výroby reaktorového z a ř í z e n í WER 440 a něk te ré spec i f i cké zkoušky, J imiž j e prokazována vysoká j a k o s t vyráběného z a ř í z e n í , významná pro bezpečný a spo l eh l i vý provoz jaderných e l e k t r á r e n .
1 . Ú v o d
Podle současích dohod a návrhů na kooperaci ve výrobě jaderně-energetických zařízení v rámci zemí RVHP má koncern SKODA do konce roku 1990 dodat 21 kompletu reaktorů WER 440 a zahájit výrobu a dodávky reaktoru WER 1000. Tato reakxorová zařízení se vyrábí podle sovětského technického projektu, v němž jsou již založeny maximální požadavky na spolehlivost a bezpečnost provozu při možnosti dopravy po železnici všech komponent. Tak např.
- pro tlakovou nádobu reaktoru je použito nízkolegované oceli s vysokou pevností a radiační odolností, která umožňuje minimální rozměry, váhu a možnost dopravy po železnici.
- Nádoba se vyrábí z prstenců kovaných z jednoho kusu bez podélných svarů.
- Střední a dolní část nádoby, kde se nachází aktivní zóna, je provedena jako celistvý válcový plaší s eliptickým dnem bez jakýchkoliv otvorů a vrubů. Všechny komunikace do reaktoru jsou umístěny minimálně jeden metr nad horní částí aktivní zóny.
- Havarijní vstup vody je přímo do reaktoru a ne c?.o primárního potrubí, čímž se dosahuje větší jeho účinnosti a spolenlivosti.
- Reaktor je vyprojektován s rezervami technologických zařízení v dimenzích i v systému /šest smyček primárního okruhu,sekční uzavírací armatury, zálohovaná napájecí čerpadla, atd./.
- 2 -
- Kromě důsledné kontroly každé jednotlivé komponenty se provádí ve výrobním závodě kontrolní montáž všech vnitřních častí, s horním blokem a maketou příslušného tělesa tlakové nádoby.
Komplet reaktoru V-213.Č sestává ze 42 dodávkových uzlů, tvořících samostatné montážní a expediční celky. Lze Je rozdělit do tří hlavních skupin: vlastní reaktor, zařízení betonové Šachty a pomocné zařízení reaktoru. Převážnou Část zařízení betonové šachty a pomocných zařízení reaktoru lze charakterizovat jako běžné strojírenské výroby z austenitických nebo uhlíkatých ocelí; některé z nich jsou vyráběny mimo koncern ŠKODA.
Hlavní těžiště výroby v k.p. SKODA Plzeň představuje zařízení vl&stního reaktoru, sestávající z tělesa tlakové nádoby s detaily těsnění, horního bloku včetně víka, vnitřních částí reaktoru a pohonu řídicích tyčí. Výroba těchto zařízení vyžaduje používání nejmodernější výrobní strojírenské technologie. Jaderný reaktor vzhledem ke svým rozměrům, náročnosti výroby a požadavkům na použitý materiál je unikátním výrobkem. Např. těleso tlakové nádoby, které slouží к uložení aktivní zóny, vnitřních částí, systému vni-troreaktorového měření, systému řízení a tvoří nejdůležitější bariéru proti šíření radioaktivních zplodin, má průměr 3 840 mm,nominální t.louitku stěny 140 mm a výšku 11 815 mm. Těleso je sestaveno ze 7 dílů spojených 6 obvodovými svary. Celková hmotnost tělesa, které je vyrobeno z CrMoV oceli, je 215 t. Víko tlakové nádoby je svařeno ze 2 částí, a to přírubového prstence a sféric-k-Jho vrchlíku. Na víku je přivařeno 37 nátrubků, které jsou určeny pro uložení regulačních mechanismu a 18 nátrubků, jimiž je vyvedeno vnitroreaktorové měření. Celková hmotnost víka je 50 t. Veškeré chladivém smáčené povrchy tlakové nádoby jsou opatřeny auštenitiсkým návarem o jmenovité tloušíce 9 mm. Na tlakové nádobě a horním bloku je celkem 4 877 různých svarů a návarů; pro svařování je potřeba 9000 kg svařovacích a 34 000 kg navařovacích materiálů.
Vnitrní části reaktoru slouží к uložení, vedení a distancování palivových kazet, řídicích tyčí, vedení a uložení čidel měření а к usměrnění toku chladivá od jeho vstupu až po výstup z reaktoru.
- 3 -
Hmotnost kompletu vnitřních částí, které Jsou vyrobeny z austeni-tické oceli CrHiTi, je 125 t a zahrnuje 9 940 různých svarů.
2. Osvojení výroby
Protože výroba Jaderných reaktorů a zejména tlakových nádob reaktoru vyžaduje zajištění maximální spolehlivosti a bezpečnosti těchto zařízení za provozu, která je dána v podstatě zachováním jejich celistvosti, provedli jsme před zahájením vlastní výroby os~ vojovací práce v rozsahu celé výrobní technologie. Poté byly provedeny atestační zkoušky základního materiálu i svarových spojů, které dokumentují vhodné krátkodobé i dlouhodobé vlastnosti použitého materiálu a svarových spojů. Program zkoušek základního materiálu a svarových spojů představuje asi 9000 ks zkušebních těles, které musely být odebrány z různých částí rozměrných polotovaru a svařenců tlakové nádoby. Zkoušky Jsou zaměřeny na stanovení :
fyzikálně-technických vlastností materiálu, - statických krátkodobých a dlouhodobých vlastností materiálu, - odolnosti proti křehkému porušení, - odolnosti proti únavovému porušení, - odolnosti proti korozi, radiačnímu poškození a teplotnímu
stárnutí, - zjištění homogenity mechanických vlastností a chemického složení, - celistvosti materiálu.
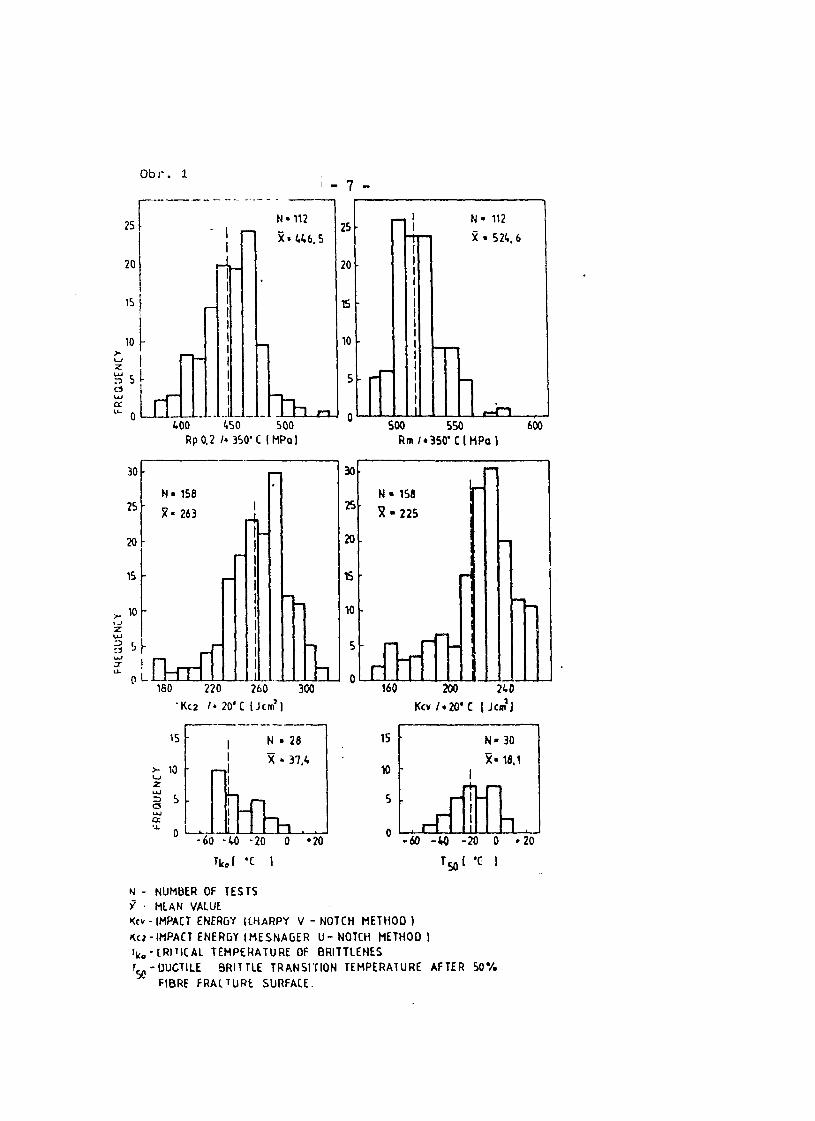
Na obr. 1 jsou uvedeny histogramy základních mechanických vlastností, zjištěných na 30 tavbách různých polotovaru z prvních pěti tlakových nádob WER 440 vyrobených v koncernu BKODA.
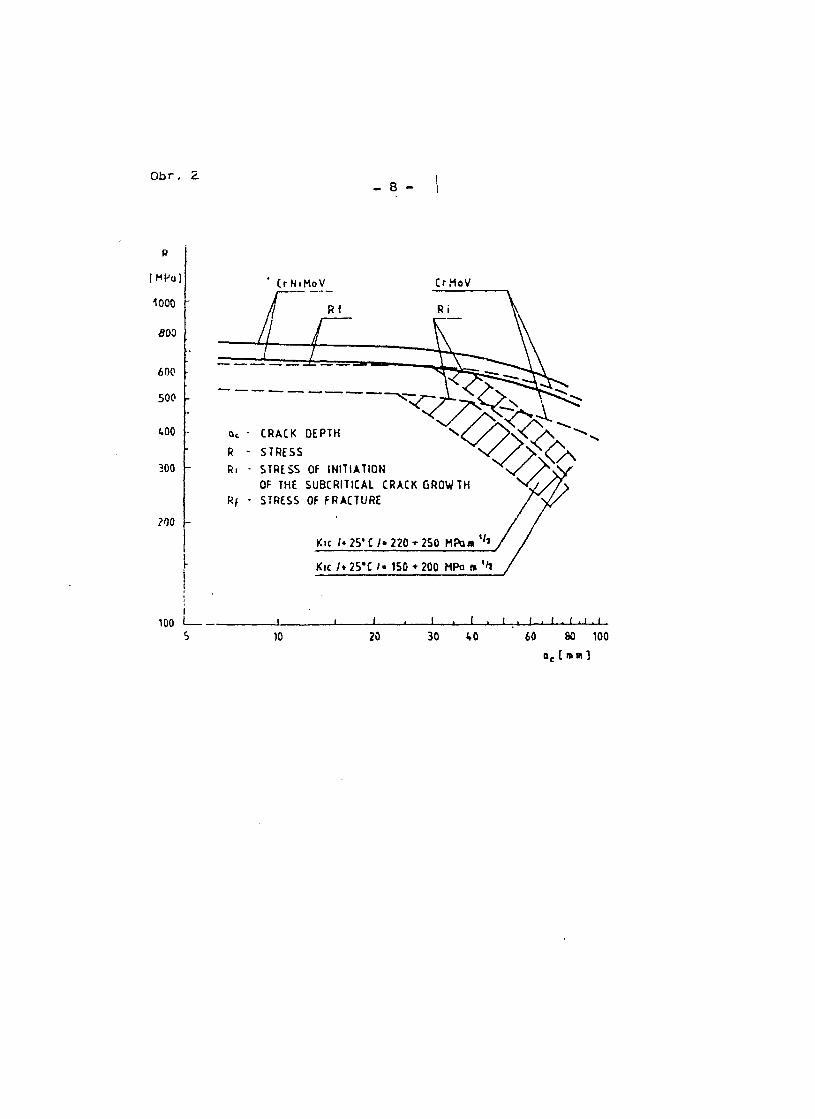
Na obr. 2 jsou výsledky zkoušek velkých těles /průřez 150mmx x 600 mm/ s povrchovými poloeliptickými vadami o hloubce ,a provedené při teplotě 25 C na zkušebním zařízení s maximální silou 80 MW. Experimentální výsledky jsou porovnány s výpočtem podle lineární lomové mechaniky, při použití hodnot lomové houževnatosti KT , zjištěných nestandardních tělesech.

- 4 - i
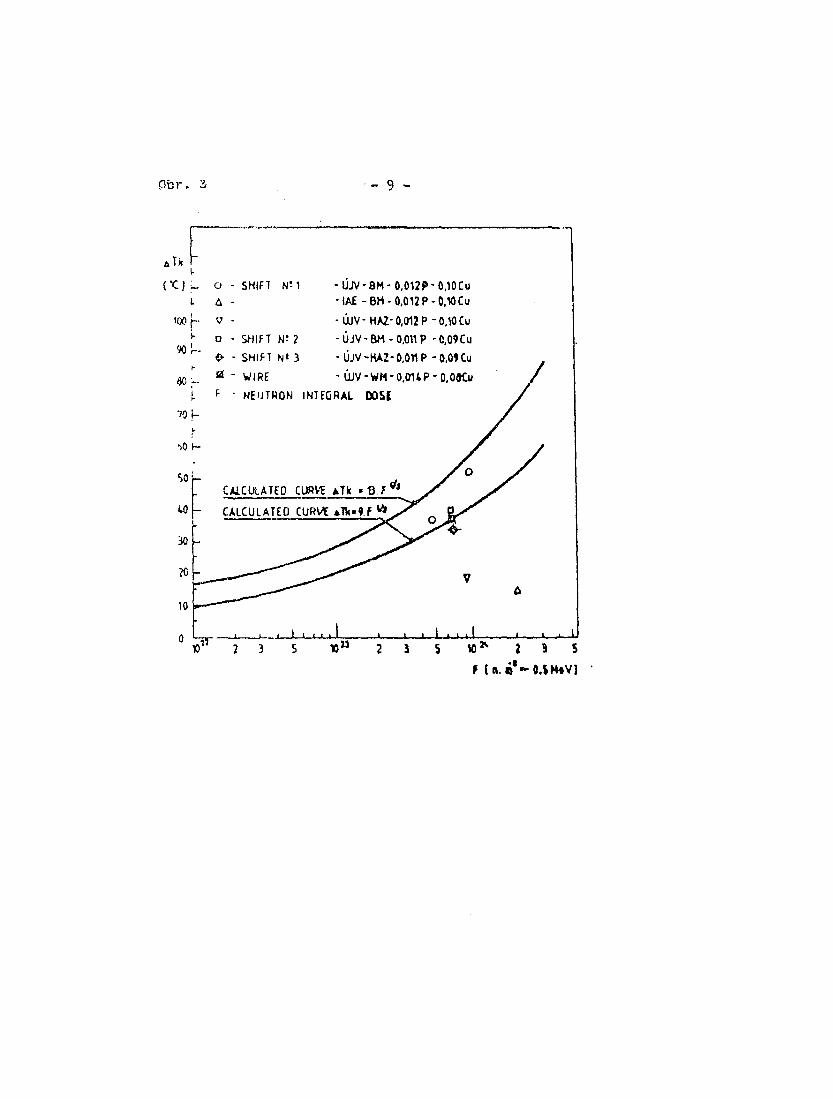
Zkoušky odolnosti p ro t i radiačnímu poškození provedené v experimentálních reaktorech v CUV ftež a IAE Moskva ukázaly, že výpočet radiačního zkřehnutí /charakterizovaný posunem kri t ické teploty křehkosti д Т./,' provedený podle sovětských norem pevnostních výpočtů jaderných zařízení zajišťuje dostatečnou bezpečnost - obr#3.
Podstatný vl iv na ce l i s tvos t svařovaných konstrukcí má stupeň automatizace procesů svařování a navařování. Froto jsme se zaměřil i na dosažení maximálně teoreticky možného stupně automatizace p ř i svařování a navařování, který například u tlakové nádoby reaktoru WER 440 je u obvodových svarů tě lesa a víka 100&, u svarů konstrukčních prvků 29)í, u antikorozních návarů SJÍ a u silových návarů 95-;;.
Přesto, že u tlakových nádob jaderných reaktorů "/VER 440 je proveden antikorozní navař třemi průchody, byla věnována táž značná pozornost příčinám vzniku podnávarových t rh l i n , možnosti j e j ich dalšího š í ření a je j ich indikaci . Zvolená technologie výroby hrdlových prstenců tlakové nádoby reaktoru nám umožňuje po provedení automatem antikorozního návarů odebrat z otvorů hrdel kruhovt? desky /12 kusů průměru 410 mm/, které mohou být destruktivně zkoumány a jsou průkazným dokladem o struktuře a ce l i s tvos t i materiálu pod navařem.
3. Specifické kontrolní operace
Správné vzájemné uspořádání jednotlivých dílů vnitřních Částí navzájem i vůči tlakové nádobě a hornímu bloku má velký význam pro montáž i pro bezpečnost provozu reaktoru, a to jak z hlediska spolehlivého chlazení aktivní zóny, tak z hlediska spolehlivé funkce ř íd ic ích tyčí , které jsou jedinými pohyblivými dí ly v reaktoru a procházejí všemi vnitřními částmi i aktivní zónou s poměrně malými vůlemi»
Výroba jaderných zařízení j e vzhledem к j e j i ch velkým rozměrům vel ice přesná, přesto však by mohlo do j í t к nepříznivému souběhu tolerancí , což by mohlo způsobit obtíže př i montáži anebo špatnou průchodnost kanálu ř íd ic ích tyčí za provozu.
i" 5 ' Proto se ve výrobním závodě provádí kontrolní montáž, při níž
se prověřuje správnost a přesnost výroby Jednotlivých montážních celků, provádí se výběr a označení Jejich optimálního nastavení i případné úpravy a dolícování dílů. Kontrolní montáž značně zjednodušuje a urychluje postup montážních prací na staveništi.
V k,p. ŠKODA byl vypracován a provádí se optimalizovaný postup kontrolní montáže, který prověřuje montáž všech hlavních komponent reaktoru, ale současně umožňuje expedovat na stavbu Jaderné elektrárny tlakovou nádobu s potřebným předstihem a ostatní díly postupně dle potřeb průběhu stavby elektrárny.
Při hydraulických tlakových zkouškách nádob Jaderných reaktorů v koncernovém podniku SKODA Plzeň Je kromě měření napětí tep-lot ve vybraných místech nádoby využíváno akustické emise ke sledování, v celém objemu tlakové nádoby, eventuálního náznaku porušení celistvosti materiálu nebo svarových spojů. Pro tyto účely Jsou též zkoumány vzájemné vztahy parametrů akustické emise a parametrů lomové mechaniky materiálů tlakových nádob Jaderných reaktorů WER. Uvedené práce mají význam nejen pro hydraulické zkoušky v závodě, ale Jsou výchozím podkladem pro v budoucnu uvažovaný provozní diagnostický systém založený na využití metody akustické emice.
Součástí dodávek zařízení reaktorů WER Je i zařízení pro ultrazvukovou kontrolu materiálu a svarových spojů tlakové nádoby z vnitřního povrchu.
5. Z á v ě г
Z předpokládané výroby 2'i kompletů nařízení Jaderných reaktoru WER 440 Jsou v současné době dodány dva komplety na Jadernou elektrárnu Paks v Maäarské lidové republice, probíhají dodávky na Jadernou elektrárnu v Jaslovských Bohunicích a v Dukovanech a rozpracováno je dalších 12 kompletu pro Jaderné elektrárny v ČSSR i další země RVHP. • Souběžně se provádí osvojování technologie výroby reaktoru WER o výkonu 1000 MWe a provádí se
.- 6 -
nezbytná technická příprava, aby koncern SKODA mohl úspěšně plnit funkci generálního dodavatele Jaderných elektráren.
O b r . 1 - 7 -
25
20
15
10 >•
z S S es
4-
ID A50
N•112
X . W6.5
-l ГТ~1 П 500
25
20
1S
10
5
rt
•
M - 112 X . 524. 6
;oo Rp0.2 /O50'C (MPal
500 550 600 Rm/OSO'CtHPa]
N» 158
S - 2 2 5 u
Ш 160 200 2Ю
•Kc2 / • 2 0 4 Ucm3] Kcv/*20'C (J«i?J
15
>- 10 2ľ
§ Ь UJ O:
,
I N - 28
J X • 37Л
Ьъ,. 15
W
5
n
N-30
X- 18.1 I
Г+1
,rT r ... 1 " 1 ,
•60 -VO -20 0 »20
Tk„t 'C 1
-60 - W -20 0 »20
T50< 'G 1
H - NUMBER OF TESTS 9 • MIAN VALUE Kcv-IMPACT ENERGY (LHARPY V - NOTCH METHOO ) K«-IMPACT ENERGY IMESNAGER U - NOTCH METHOO I i tc-tRPICAL TEMPERATURE OF BRITTLENES
•DUCTILE BRITTLE TRANSITION TEMPERATURE AFTER 50V. 50
FIBRE FRAL^URE SURFACE.
- 8 -
CrNiMoV CrMoV
o t • CRACK DEPTH
R - STRESS R. • STRESS Oř INITIATION
OF THE SUBCRITICAL CRACK GROWTH Rf - STRESS OF FRACTURE
Kic I* 25* С / - 220 T 250 МРол ''»
Kic / * 2 5 ' С / « 150*200 M P a V i
10 20 30 W0 ' , • I . i - i . i . i
60 80 100
ac [ mm]
Obr. Z • - 9 -
Л* ( X J L
L
w|-1-
90 r~
60 ~ i
o •
д v D
* 0
F
SHIFT N"-1
SHIFT N! 2
- SHIFT N« 3
- WIRE
• NEUTRON INT
-UJV-8M-0,012P-0,10Cu -IAE -BM-0.012P-0. t tCu
- ULIV -НЛ2- 0,012 P -0,WCu
-UJV-BM-0.011P -0,09Cu
-UJV-HA2-0,0TIP -O.MCu
-ÚJV-WM-O.Ol iP-aoeCu
EGRAL DQSÍ
w
10 K
so
to
30
?0
10
o ж
CALCULATED CURVE лТк » 0 7 * CALCULATED CURVE ATV- Í .F «»
> -
Í « W 2 ř (« . * '~9. ÍH*V]

- 10 -
N Á C H Y L N O S T S V A R O V Í C H S P O J 8 K T R H L I N Á M Z A H O R K A
Prof. I n g . Václav P i l o u s , D r S c , č len korespondent ČSAV, k . p . Skoda - ÚVZÚ Plzeň
V p r á c i j e z j i š í o v á n a náchy lnos t s t ředně legováných vysocepev-ných o c e l í CrNiMoV к t r h l i n á m za horka l a b o r a t o r n í zkouškou simulace t epe lně deformačního ov l ivněn í zák ladního m a t e r i á l u a svarového kovu. T rh l iny za horka j sou studovány v o h l a s t i vzniku l i k v a č n í c h po lygonizačn ich a p r e c i p i t a Č n í c h t r h l i n . Jsou uvedena me ta lu rg ická doporučení pro p o t l a č e n í výskytu t r h l i n za horka .
1 . Úvod
Náchylnost к trhlinám za horka vzniká především ve fázi chladnutí z teploty v oblasti solidu přímo ve svarovém kovu nebo v přehřáté hrubozrnné oblasti základního materiálu. Náchylnost к trhlinám za horka je úzce spjata s chemickým složením oceli, a to s prvky nepříznivě působícími ve smyslu vlastností (estrinsické) jako jsou nečistoty S, ? a účinek kyslíku a s prvky příznivě působícími (intrinsické) mezi které patří Cr, Lio a především mikrolegující prvky Ti, lib a Ta, Podle výše uvedeného se uvádějí pod pojmem extrinsické trhliny necelist-vosti, které jsou způsobeny segregací a likvací škodlivých prvků a jejich fází (též kysličníkových fází) a pod pojmem intrinsické trhliny necelistvosti, které vznikají v důsledku spolupůsobení prvků úmyslně předávaných do ocelí a svarového kovu.
U ocelí s nižším obsahem manganu, majících vyšší koncentraci síry v mezikrystalových prostorech, může (Pe, Mn)S, který má podle obsahu železa podstatně sníženou teplotu tání v porovnání s línS zvýšit náchylnost oceli к trhlinám za horka.
Rovněž tak eutektické směsi fází mohou být příčinou vzniku trhlin za horka ocelí legovaných Ti, Eb, Cr, Ho s vysokou afinitou k uhlíku» Po ztuhnutí byly nalezeny na povrchu trhlin eutektické útvary s uvedenými prvky.

11 --
V porovnání s trhlinani za studena Д , 2, 3, 4/ lze předcházet vzniku trhlin za horka jen s velkými obtížemi. 2. Hod^ocenímnách^lnosti_oceli_k_trh^inám_za_horka
Parametricky je hodnocena náchylnost oceli к trhlinám za horka především podle kritéria HOS. /5/. Z laboratorních zkou-řek je doporučována zkouška na simulátoru tepelných cyklů a napětí /5/. Obě zkoušky se osvědčily a lze je doporučit. Z technologických zkoušek je doporučována zkouška náchylnosti к trhlinám za horka s měnící se tuhostí typu Varestraint /6/.
Z uvedených zkoušek je velmi přesná laboratorní zkouška, uskutečněna na simulátoru tepelných cyklů a napětí, podle které lze posuzovat náchylnost oceli к trhlinám za horka při ohřevu a především při ochlazování. Jestliže zkoušky na simulátoru jsou především hodnoceny podle výsledku hodnot tažnosti, což je univerzální jak pro hodnocení austenitických i feritických ocelí, potom při hodnocení nízkolégovaných ocelí z hlediska průkaz-nosti jejich náchylnosti к trhlinám za studena je výhodnější hodnotit je podle kontrakce, koncentrované na malou zkušební délku.
Náchylnost nízkolegované oceli к trhlinám za horka byla zjišíována nepřímou metodou, tj. laboratorní zkouškou, simulace tepelně deformačních cyklů svařování na tahovém stroji s aplikovaným ohřevem zkušebního tělíska v atmosféře inertního plynu. Zkušební stroj umožňuje zatěžování zkušebních tělísek tahovým
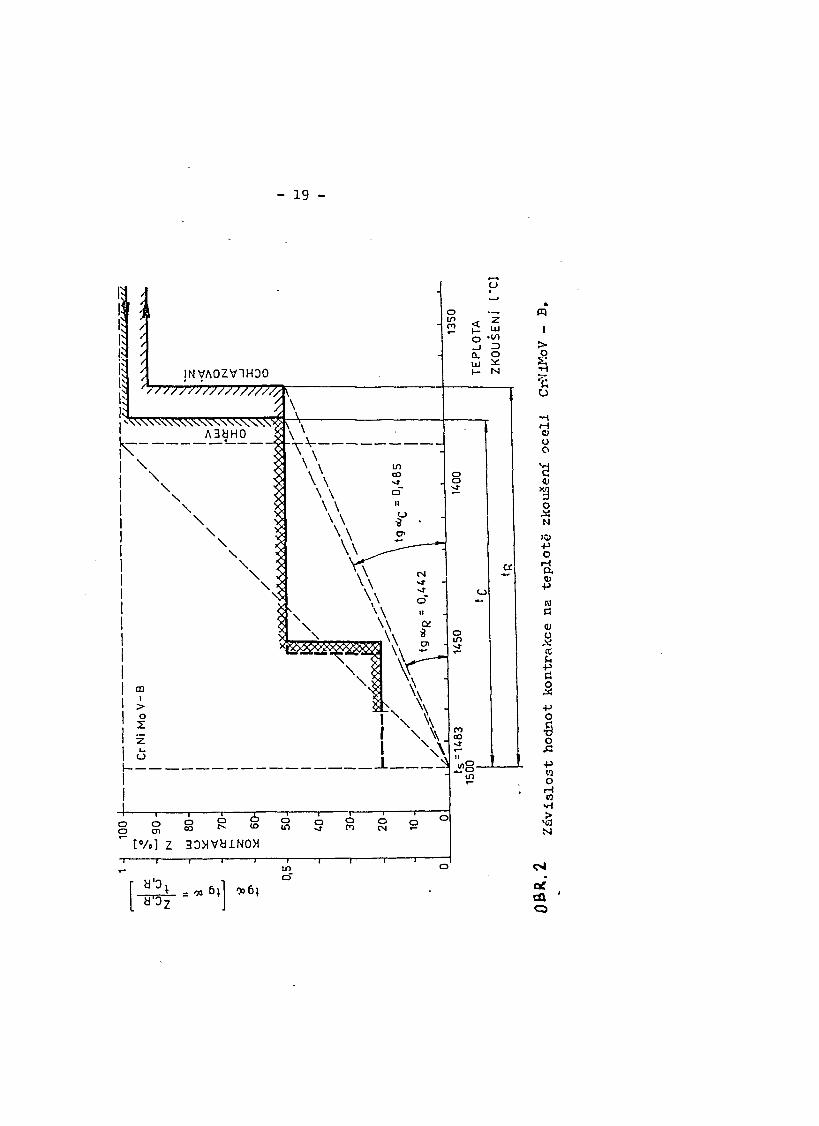
jŕ napětím rychlostí 0,2 až 26 mm . з" . Zkuě&bní tělíska byla zatěžována až к teplotě solidu, stanovené pro studované oceli diferenční termickou analýzou s tím, že zkoušky jsou hodnoceny podle mezních hodnot kontrakce. Výskyt lomů za horka je charakterizován lomy s nízkou hodnotou kontrakce za současně nízké deformace s výskytem trhlin. Závislost hodnot kontrakce na teplotě je určována pro fázi ohřevu a fázi ochlazování (obr. 1).
Oblast lomů s nízkou kontrakcí je hodnocena podle tgc6= f, (obr. 1) kde Z ... kontrakce (%)
t ... teplota odečítaná od hodnoty teploty solidu k hod-
- 1 2 - j
notě výskytu lomu s malou kontrakcí, což je oblast tání táží, způsobujících interkrystalové porušení vzorku za horka (°C).
Při kreslení srovnávacích diagramů se vychází z koncepce rovnosti měřítka 100 % kontrakce se 100 °C teploty zkoušení, což splňuje podmínku tg 45 ° B 1 i při kreslení a vyhodnocování diagramu, 3. babor^tor^^zkoušk^-nác^lnosti_k_trhuinám_za_h
Laboratorní zkoušky stanovení náchylnosti oceli k trhlinám za horka byly uskutečněny na tělíscích odebraných ze základního materiálu CrlíiMoV ve šlechtěném stavu. Chemické složení studovaného základního materiálu CrNiHoV je Y tab. 1. Z tab. 1 je zřej-mo, že oceli se Y podstatě liší obsahem síry.
Důsledek rychlosti zatěžování na náchylnost к trhlinám za horka byl ověřován na tělíscích, zhotovených ze základního materiálu CrMIáoV, zatěžovaných rychlostí 2 mm . s~ , Výskyt trhlin za horka byl charakterizován lomy s nízkou hodnotou kontrakce.
Výsledky vzniku trhlin za horka, uskutečněné na tělíscích s oceli CrNilloV jsou na obr. 1 (ocel A), 2 (ocel B), Diagramy jsou nakresleny pro ohřev zkušebních vzorků, tj. pro stanovení hodnot kontrakce v rozsahu teplot 1340 až teplota solidu a pro ochlazení zkušebních vzorků z teploty solidu na teplotu zkoušení (až 1340 °C).
Z hodnocení oblastí lomů s nízkou kontrakcí vyplývá, že u základního materiálu CrNiMoV-A je oblast náchylnosti к trhlinám za horka při ohřevu ohraničena teplotou 1360 °C, kdežto při ochlazování z teploty solidu na zkušební teplotu je ohraničena teplotou 1350 °C. U materiálu CrNiHoV-B je při ohřevu oblast ohraničena teplotou 1380 °C a při ochlazení teplotou 1370 °C. Při ohřevu došlo к posunu teploty náchylnosti к trhlinám za horka к vyšším teplotám v důsledku hystereze, což se projevuje zvýšením odolnosti oceli к trhlinám za horka (obr. 1, 2 - dT).
Pro stanovení náchylnosti ocelí a svarových kovů k poly-gonizačním trhlinám za horka, způsobený» procesy probíhajícími

- 13 -
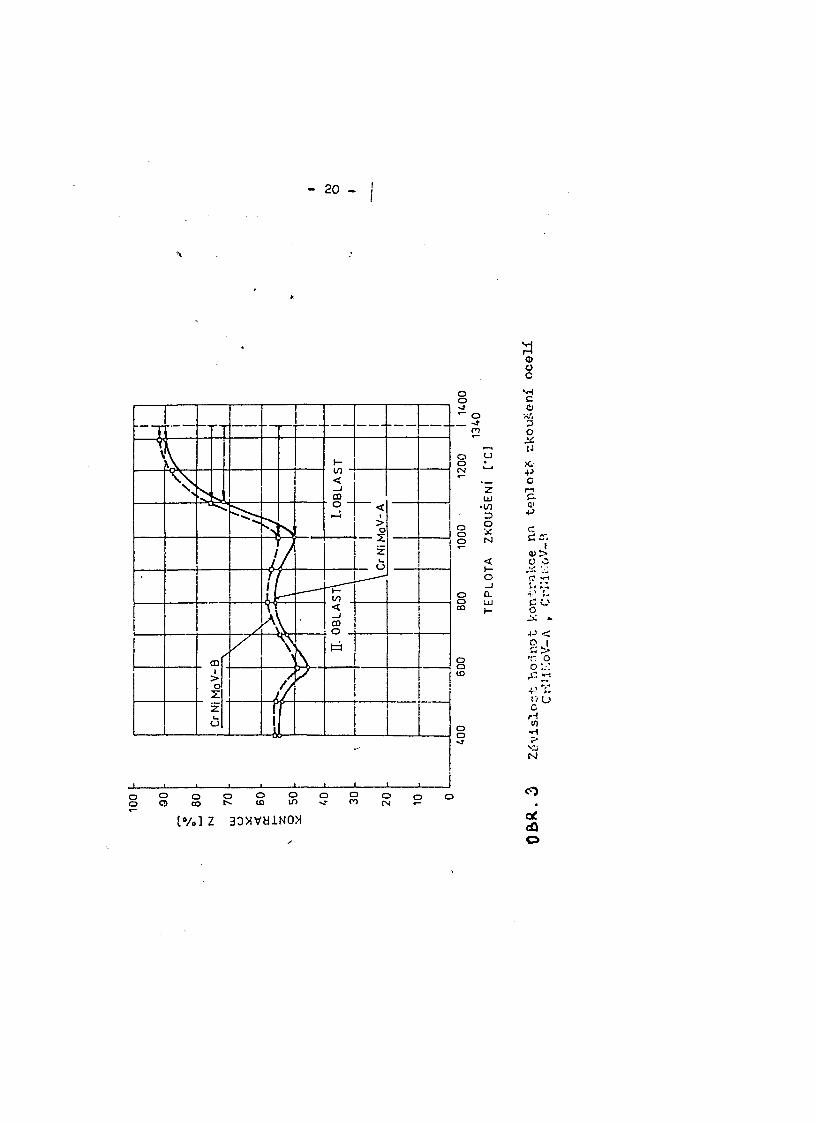
po hranicích zhrublých zrn, Ъу1у uskutečněny trhací zkoušky za teplot 1300 - 400 °C. Zkoušky byly po ohřevu zkušebních tělísek na teplotu I340 °G (pod oblastí vzniku likvačních trhlin) ochlazeny rychlostí 35 ?G.a na zkušební teplotu 1300 - 400 °C, za kterých byly trhány. Výsledky trhacích zkoušek jsou na obr. 3. Z průběhu hodnot kontrakce je zřejmo, že к poklesu hodnot dochází u soustav typu CrNiLIoV v oblasti teplot 1000 a 600 °C.
V práci je studován vznik likvačních a polygonizačních trhlin za horka střednělegované CrlíilíoV oceli,
V oblasti vzniku likvačních trhlin byly práce zaměřeny na studium účinku teplot pod solidem z důvodu, ,že hlavní příčinou vzniku trhlin za horka jsou sulfidické a kysjličníkové fáze. Páže za vysokých teplot (pod solidem matrice) jsegregují, likvují (natayují oe) а penetrují (pronikají) nebo j!ejich složky difundují ke hranicíro zrn, kde po ochlazení tvoří velmi tenké vrstvy snižující pevnost hranic zrn /4/. К tomuto se přidružuje difúze chrómu (vanadu) ke hranicím zrn, mající za následek rovněž vznik nízkotavitolných e.utektik a dále během ochlazování precipitace karbidů chrómu (vanadu) na hranicích zrn. Uvedené fáze byly identifikovány energodispersním analyzátorem ORTEC a extrakcí karbidů pomocí analyzátoru EDAX.
Z důvodů velmi nízkého obsahu kyslíku ve zkušebních deskách atřodnělegovaných ocelí CrNibloV (0,003 - 0,004 % 0) byl rozbor výsledků zamořen především na účinek síry. Z výsledků, uvedených na obr, 1 а 2, vyplývá, že oblast se sníženou hodnotou kontrakce je při ochlazování ochraničena u oceli CrNiMoV-A teplotou 135O °C, u oceli CrNiMoV-B teplotou 1370 °C. Svědčí to o r.uiani kriticko oblasti vzniku trhlin za horka o 20 C u oceli s nižším obsahem síry. Za uvedených teplot se tvoří (Un,Pe)S případně IůnFeSp /7/. Potvrzují to termodynamické potenciály tvorby FoS a MnS, jejichž porovnáním vyplývá, že i když jsou za teploty 1610 °C přibližně stejné, s klesající teplotou jsou u MnS mnohem nižší než u PeS /8/. Potom při ochlazení svarového apojo zůstává ve vzniklých sulfidech (mn,Pe)S rozpuštěn značný podíl Pe (až 67 %). Při opětovném ohřevu svařování dochází ke zrovnovážnění v důsledku nižší aktivity manganu v MnFeS
- 14 - !
v tom smyslu,že mangan z matrice difunduje do sulfidické fáze a naopak Pe difunduje ze sulfidických částic do okolního tuhého roztoku, takže v okolí sulfidických částic vznikají oblasti ochuzené o bin, o čemž bylo pojednáno v práci /9/. Vzniká tak mikroskopická nehomogenita, která vede ke změně energetických stavů v oblastech hranic zrn. Uvedené procesy způsobují změnu di-fúzních procesů nejen síry (1050 С součinitel difúze síry je 6,9.10~10 cm2.s_1, 1385 °C součinitel difúze je 3,0.10"5cm2.s"1) /10/, avšak též kupříkladu Cr (V), který podle termodynamických podmínek difunduje na hranice zrn, kde mohou vznikat nízkotavi-telná eutekfaka substituovaná chrómem. Potom při ohřevu s uvážením tepelné hystereze lze předpokládat, že právě teplota 1390 °C je teplotou tání komplexního sulfidu. Při této teplotě dochází k likvaci sulfidů na hranicích zru, čímž je podstatně snižována jejich soudržnost.
Ve svarovém kovu, majícím podle způsobu svařování vyšší obsah kyslíku, se v pospolitosti se sulfidickými vměstky vyskytují oxidy a oxysulfidy /4> llf 12/, které mohou rovněž nepříznivě ovlivnit náchylnost svarového kovu к trhlinám za horka.
Při dezoxidaci titanem, niobem, zirkonem a vzácnými zeminami se vyskytují spolu se sulfidy oxVsulfidy, kt.eré jsou stabilnější než vlastní sulfidy. Je-li však ve svarovém kovu, případně v základním materiálu, využito těchto prvků též pro zvýšení mechanických vlastností, potom jejich účinek je při vysiiím obsahu kyslíku v kovu prudce snižován. Osy sulfidy uvedeného typu mohou natolik zvýšit náchylnost oceli к trhlinám za horka, že původně zaručeně svařitelná ocel studovaného systému, není v důsledku vyššího obsahu síry a kyslíku (nad 0,007 £ 0), vhod-
* ná pro svařování.
V oblasti vzniku polygonizačních trhlin byly práce zaměřeny na studium důsledků účinku teplot pod mezními teplotami vzniku nízkotavitelných fází a eutektik. Zkušební tělíska з oceli CrlíiMoV a svarových kovů byla ohřátá na teplotu 1340 °C, za které došlo к růstu zrna a ochlazena na zkušební teploty 1300 až 400 °Ó, za kterých byla trhána. Bylo zjištěno, že ohřev na vysoké teploty zapříčinil zhrubnutí zrna, v důsledku čehož se vytvářejí příznivé podmínky pro enomální difúzi složek a pro
- 15 -
řazení dislokací (polygonizace) za současného zvyšování počtu poruch., po hranicích zrn. Důsledek uvedeného procesu se projevil u obou ocelí v oblasti teploty 1000 °G.
Během ochlazení na teploty 600 °C jsou podmínky pro vylučování precipitátu, karbidu resp. karbonitridu bUX /13/. Trhliny vznikající v oblasti.teploty 600 °C lze podle mechanismu a kvality vzniku klasifikovat jako trhliny precipitačního charakteru.
Náchylnost ocelí к trhlinám za horka likvačního charakteru lze z materiálově-metalurgického hlediska podstatně omezit především výběrem vsázkového materiálu a metalurgickým procesem, který rau3Í být veden a řízen tak, aby obsah síry, kyslíku a dalších škodlivých prvků byl v oceli velmi nízký.
Z technologického hlediska svařování lze výskyt trhlin likvačního a polygonizačního charakteru potlačit snížením teploty předehřevu a tepelného příkonu při svařování. Teplotu pře-dehřevu lze snižovat pouze к hladině teploty operačního minima, daného výší mezioperační teploty (150 °C) a nebezpečím vzniku trhlin za studena, způsobených transformačními produkty, účinkem vodíku a stavem tahové napjatosti /1, 3/. Stav tahové napjatosti je nutno průběžně kontrolovat a přehodnocovat zvláště při návrhu nových technologií svařování, které je nutno z hlediska předehřevu, tepelných příkonů a šířky svarové housenky volit tak, aby stav tahové napjatosti na povrchu byl co nejnižší. 5. Závěr
V článku jsou uvedeny výsledky studia vzniku trhlin za horka likvačního a polygonizačního charakteru. Vznik trhlin za horka byl zjišíován laboratorně simulací tepelně deformačních cyklů- svařování do teploty solidu studovaných ocelí CrNiLloV s obsahem síry 0,007 a 0,02 JS.
Výskyt trhlin za horka likvačního typu byl charakterizován lomy s nízkou hodnotou kontrakce s výskytem povrchových trhlin. Vznik lomů se sníženou kontrakcí byl u oceli CrNiMoV

s vyäaím obsahem síry pozorován za teplot vyšších než 1350 °C, u oceli s nižšia obsahem síry za teplot 1370 °C. Svědčí to o vyšší odolnosti oceli CrlíifcloV-B vůči vzniku trhlin za horka.
Výskyt trhlin za horka polygonizačního charakteru se u oceli CrMMoV projevil snažením hodnot kontrakce v oblasti teplot 1000 a 600 °C, přičemž trhliny vzniklé za teploty 600 °C lze klasifikovat jako trhliny precipitačního charakteru.
6. LITERATURA
/ 1 / Pi lous,V.: Pruŕverfahren гиг Beurteilung der Ka l t r i s sanfä l l igke i t von Stählen,DVS Bereichte 64, 1980, S.40-44
/ 2 / Million,A,: Prufverfahren zu Beurte.llmg der Kal t r i s sanfä l l igke i t von Stählea, DVS Berichte 64, 1980, S 0-23
/3/ Pilous,V.i Stahl u.Hisen 100,1980, 1, S. 9-12
/ 4 / Hrivnák,I . : Br i t i sh Velding J .13 , 1966, S.484-493
/ 5 / Itamuru,K.: Welding Techn. Jap. 11,1973,5 S.41-47
/ 6 / Savage, V/.F., Lundin C.D,: Welding Res.Suppl.,44,1965,10, s.443-452
111 Ageev,N.V.: Diagramy sostojanija mětalličeskich sistěm, VINITI, IX, Koskva, 1966, S.199
/ 8 / Kiesshing.R,, Lange, N.: Non -metal l ic inclusions in Steel,The Iron and Steel I n s t i tu te , London,1966
/ 9 / Pearson,W.В.: A Handbook of La t t ice Spacings-and Strustures of Metalis and Alloys.Pergamon Press, Oxford,1967
/ 1 0 / E l l i o t , J . a k o l . : Thermochemistry for Steelmaking,London ,1963
/ll/Kawamura,K. a ko l . : Transaction of Iron and Steel I n s t i t u t e of Japan,18,1978, S.212
/12/Bardadi l lo ,J . J . a kol . : Sulfide Inclusions in S tee ls , American Society for Metals,Helals Park,Ohio,1974
/13/Andrews,K.H.,Hughes,H.: Journal of the Iron and Steel Ins t i tu te , l959,S.304

i - IT -
Chemické složení (,% hmotnosti)
C Mn Si P S Cr Ni Mo V Cu Co
Základ ,mat . 0,13 0,30 0 Д 7 maz. шах. 1,80 1,00 0,50 0,10 max. max. CrlíibíoV 0,18 0 ,60 0,37 0,020 0,020 2 ,30 1,50 0,70 0,12 0,30 0,03 p ř e d p i s
Dosazené 0 д б Q^2 Q j 2 2 QfGL^ 0 ) 0 2 0 2 , o i 1,32 0,54 0,10 0,18 0,01 CrNiMoV-A
Dosažené 0 д 5 0 > 4 1 Q ^ 0j01^ 0 - 0 0 7 2,08 1,30 0,50 0,11 0,12 0,08 CrIIiHoV-B
Tab. 1 : Chemické s l o ž e n í zák ladn ích m a t e r i á l ů

- 18 -
Г tí'3i R1
L y 3 z J v 5}
i n о си
ей о
- 19 -
i l l о IT)
INVAOZVIHOO
z LU
• (Л ;э о x. N
Т7Т77777777777777Ж
' ^ ^ ^ ^ ^ ^ ^ : ^ ^ ^ ^ . \
\
\ \ \ \ \ \ \ \ \ \
ю 00 4 Í
о II
о ел
о о
• у 'э^
ы'э2
- <» б) Оо 6 ;
0,5
I > й
н о о о
41
о N
>0 •Р О H Оч О)
• р
СО
с о о .* (t í.
4-> tí
•P О
о •С •р n о H n «H
45
cu O
- 20 -
о о
\ VN.
i . •
^
ť х> 1 > о Z 2 u U
^
У /
^ / /
/ /
A v
/ /
1
t -
I.OB
LAS
" H
OB
LÁ
Ы
< > o
CrN
i N
i
1 1 1 1 1 1 1 1 1 1
i —
o o
o o o r—
o CO
o I D
o »r
—-i
u • 2 Ш 00 o o J Í N
< 1 -o _ l Q. Ш 1 -
я Ф
8 M C C/
X/i Э o .* u XI' •M
c i—i r^ ď
•(->
R С Т .
O O /— !•-c? ~-i u:~ +* U C O o .* •. +•> < O I « . - •
T o o;.: ŕ —•
T- ** » u c H и
o o
o C5
O oo
o r>.
o (O
o 1Л
o vr
o n
o см
t%] z BOxvaiNOM
M
oř
о
- 21 -
- . . о M E T A L U R G I E O C E L I P R O V Ý K O V K Y D Í L U T L A K O V Ý C H Jí Á D О Б J A D Б R ií Ý C K R hi А К T O R U
L. Baráčková, 1,1. Kepka, J. Ыосэк, J. Skála
Požadavky na oceli pro tlakové nádoby (II,*) jaderných reaktorů. Metalurgické postupy používané v zahraničí při výrobě ingotů o velké hmotnosti. Lletalurgie výroby ingotu do 200 t v k.p. ŠKODA Plzeň.
Prvořadým úkolem metalurgie v souvislosti se stavbou jaderných reaktoru je výroba kovářských ingotu o velké hmotnosti, tj. nad 100 t výše při současném splnění požadavků na vysokou čistotu oceli a dodržení směrného chemického 3ložení v celém objemu konečného výkovku. Na dodržení tíchto požadavků závisí dosažení předepsaných mechanických hodnot, úspěšné provádění dalších technologických operací, především svařování dílů Tlí a navařování auste-nitického návaru a celková provozní spolehlivost TN.
Se zvyšujícími se rozměry ingotů vzrůstá problém nehomogenity ingotu, proto jsou vyvíjeny a zaváděny nové technologie zaměřené na maximální potlačení těchto nehomogenit. Jsou to některé varianty clektrostruskového přetavování nebo rafinační postupy. Elektrostrus-ková technika je však zatím ve stadiu osvojování, naproti tomu technologie s mimopecní rafinací oceli včetně vakuování jsou již zavedeny. [ 1,2]
Společným znakem všech postupu mimopecní rafinace s vakuováním je slévání oceli z několika pecních agregátu, což zvyšuje nároky na organizaci, ale z metalurgického hlediska se jeví jako nezbytně nutné. S ohledem na segregaci některých prvků v ingotu je potom možné u jednotlivých taveb upravit chemické složení a to především u prvků C,S,P a lío. Vysokou čistotu, t.j. nízký obsah doprovodných a stopových prvků, je třeba řešit použitím výběrového šrotu nebo úpravou vsázky předtavbou. Jednotlivé tavby se u těchto postupů dohotovují zpravidla v rafinačních pánvích.
Vakuováním oceli při odlévání jsou částečně potlačovány V-vy-cezeniny při současném posunu A-vycezenin od půd/ к hlavě ingotu
a směrem do středu. Hezipásmo mezi nimi se zmenší a omezí se výrazně větší vady v oblast e cli vyce ženin [32 •
Slévání taveb s upraveným chemickým složením, zavedené u fy Japan Steel Works jako proces MP (multi-pouring) je používán při výrobě ingotu až do 570 tun [4]. Obdobným postupem vyrábí ingoty do 500 t další japonská firma Kobe Steel, která má к dispozici jednu £0P 100 t, tři menší EOP a dvě rafincční pánve £5j. Také anglická firma River Don upravuje chemické složení při výrobě in-jotů za použití dvou EOP o kapacitě 90 a 30 t. Rafinace je prováděna v pánvi typu FIIľKL-UOHR. V SSSR jsou 200 t ingoty slévány ze zásadité SM-oceli rafinované v zařízení ASEA-SKP s kyselou Sľ-1-oce-lí, která se nerafinuje nebo se tyto ingoty vyrábějí sléváním kyselé SLl-oceli s elektroocelí.
V některých ocelárnách jsou ingoty o velké hmotnosti odlévány spodem (fa ATH Hattingen v I7SR). Ocel z EOP a kyslíkového konvertoru je vakuována RH pochodem pro ingoty až do hmotnosti 400 t. Další je fa Kawasaki Steel, kde se odlévají spodem ingoty až do hmotnosti 200 t.
Vhodnou přípravou vsázky, mimopecní rafinací a aplikací MP-procesu je obsah síry a fosforu v oceli snižován pod hodnotu 0,010íiř čímž je výrazně potlačována chemická a aakrostruktumí nehomogenita.
S úspěchem je také zaváděna vakuová uhlíková dezoxidace (VCD) ke zvýšení čistoty oceli, především ke snížení obsahu oxidických vměstků a potlačení vycezenin.
Technologie pro ingoty do 200 t využívá metalurgických možností SH pecí, rafinace roztavenou redukční etruskou z EOP a vakuování. Promíchávání této strusky s ocelí vytváří příznivá podmínky pro koalescenci a koagulaci vměstků, takže i vměstky s nízkým mezifázovým napětím na rozhraní s kovem se dobře odstraňují. V EOP je natavena předslitina obsahující všechny legující prvky pro požadované složení ocelí. Redukční struska se s ocelí vypustí do pánve a do této taveniny se odleje nízkolegovaná neuklidněná ocel s dostatečně vysokou odpichovou teplotou ze SM pece. Po slití těchto tavenin následuje odlití oceli přes mezipánev do kokily ve vakuovém kesonu. Eventuální nedostatek vhodných základních su-
- 23 -
rovin o vysoké čistotě a v potřebném množství je operativně řeáen předtavenou nelegovanou vsázkou pro SM pece i pro EOP.
Uvedenou technologií lze spolehlivě snižovat obsah síry a fosforu pod hodnotu 0,010% a zajistit nízké obsahy stopových prvků. Rafinací redukční struskou a vakuováním nastává snížení celkového obsahu kyslíku na hodnoty 20-50 ppm a vodíku pod 2 ppm. Také povrch^ová jakost ingotu je velmi dobrá. Jsou tak významně potlačovány oblasti vycezeiiin, v nichž nepříznivé koncentrační poměry by mohly dosahovat až trojnásobného zvýšení obsahu síry, vyššího obsahu kyslíku a uhlíku.
Stávající technologií tváření prstenců Tli je navíc středová partie ingotů odstraňována děrováním dutým trnem od půdního konce ingotu fбJ. Tím se dosahuje dobrá homogenita vnitřních povrchů prstenců a vytvářejí se podmínky pro úspěšné navařování austeni-tické vrstvy. 4^_Závěr
Kovářské ingoty o velké hmotnosti (nad 160 tun) se dnes vyrábějí s uplatněním mimopecní rafinace při slévání oceli z několika pecních agregátů. К omezení segregace prvků v ingotu (C,S,P а Ыо) se u jednotlivých taveb po sobě odlévaných upravuje chemické složení (metoda Multi-Pouring). V k.p. Škoda Plzeň se podařilo s využitím stávajících zařízení při použití a přípravě vsázkových surovin fjvládnout výrobu kovářských ingotu o velké hmotnosti určených pro výkovky dílů TN jaderného reaktoru. Literatura: [1]LIedovar,B.I. :Přednáaka v k . p . Škoda Plzeň (1981) [2]Hirose,Y. a j . :Sb .9 .mezinár .kov.konf . ,Dusse ldorf , I . d í l (1981) [ 3 ] J i r s a , J . a j . : S b . Y l a s t n o s t i a výroba výkovků pro energet iku,
PlzeJí (1982) [4]K.av/aguchi,S. a j . :Sb.9.mezinár.kov.konf. ,Dusseldorf, I .d í l (1981) Г5]Tech.zpráva fy Kobe S t e e l , Takasago P lan t , S tee l Casting and
Forging Div.,TKE 78-27 (1978) [ 6 3 l n d r a , J . * Z l a t n í k , I . : Sb.Racionalizace výroby velkých výkovků,
Mar.Lázně (1981)
- 2 4 - Í
P R O B L E M A T I K A C E L I S T V O S T I E L g K T R O -S T R U S K O V Ý C H O B V O D O V Ý C H S V A R U NA V Í K U T L A K O V É N A D O B Y E E A K T O E U V V E B h h O
Josef Bečka, Vladimír Belohubý, Emil Koutský
V príspevku jsou popsány podmínky vzniku a výsledky studia horkých
a žíhacích trh l in v elektrostruskovém svarovém kovu a spoji obvodo
vých svaru víka tlakové nádoby jaderného reaktoru vyráběného z nízko-
legované ocel i 18Ch2MFA.
1. Úvod
Prírubový prstenec a vrchlík vika tlakové nádoby jaderného reaktoru jsou vyráběny ze střednělegované Cr-Mo~"V oceli značky 18Ch2MFA se zvýšeným obsah*./ uhlíku v porovnání se střednělegovanou ocelí 15Ch2MFA používanou pro těleso téže tlakové nedoby.
Vysoké mechanické vlastnosti střednělegovaných ocelí a jejich samokalitelnost v tepelne ovlivněné oblasti základního materiálu /TOO/ vytvářejí značné potíže při aplikaci obloukových způsobu svařování - svarové kovy jsou náchylné na vznik horkých a studených" trhlin, TOO na vznik studených trhlin. Obtížně je získávána stejná pevnostní hladinb v jednotlivých zónách svarového spoje, Svařence jsou tepelně zpracovány popuštěním. Při aplikaci elektrostruskového svařování jsou uvedené potíže oslabeny. Problémy při elektrostruskovém svařování řady střednělegovaných ocelí jsou však spojeny se vznikem horkých trhlin v prohřáté zóně TOO a to zvláště v případech svařování tlustostěnných tuhých konstrukcí. Odstranění vysoce prehraté zóny TOO vyžaduje zpravidla tepelné zpracování elektrostruskových svařenců zušlechtěním /1/.
Projektem byl pro obvodové svary tělesa tlakové nádoby reaktoru VVEB 440 zvolen způsob automatického svařování pod tavidlem a pro obvodový svar víka téže nádoby (jif.D = 3 025 пш, ti. 220 mm) vyznačující se max. svařovanou tlouštkou, vysokou tuhostí a komplikovaným tvarem svařovaných dílů vyrobených z obtížně svařitelné oceli pak

I- 25 - .
způsob automatického elektrostruskového svařování.
2. Podmínky vzniku a' v£sledky_ studia trhlin elektrostruskových svarů
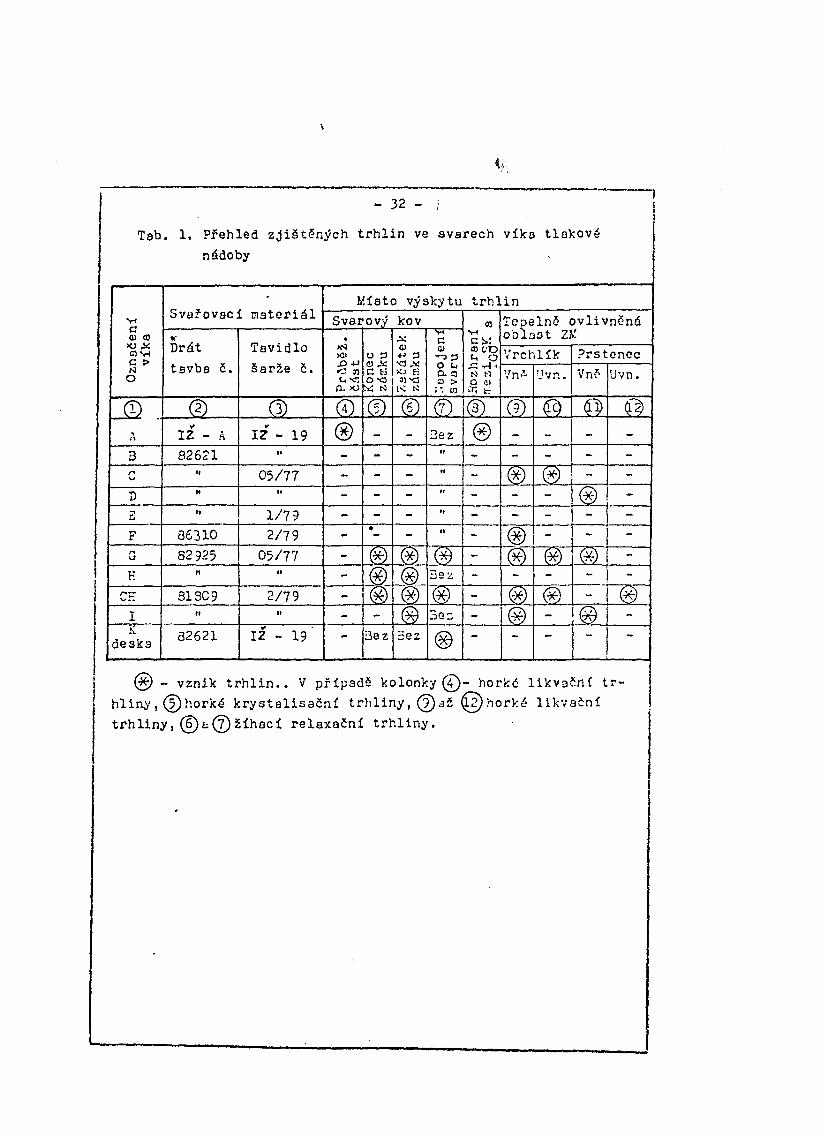
Souhrnný přehled trhlin zjištěných defektoskopicky na sledovaném souboru desoti obvodových svarů vík je uveden v tab. 1.
ElektrostBuskové svary byly realizovány svařovacím drátem Sv 13Ch2MFT v kombinaci s tavidlem 0F-6 tepelným příkonem procesu
p A f t
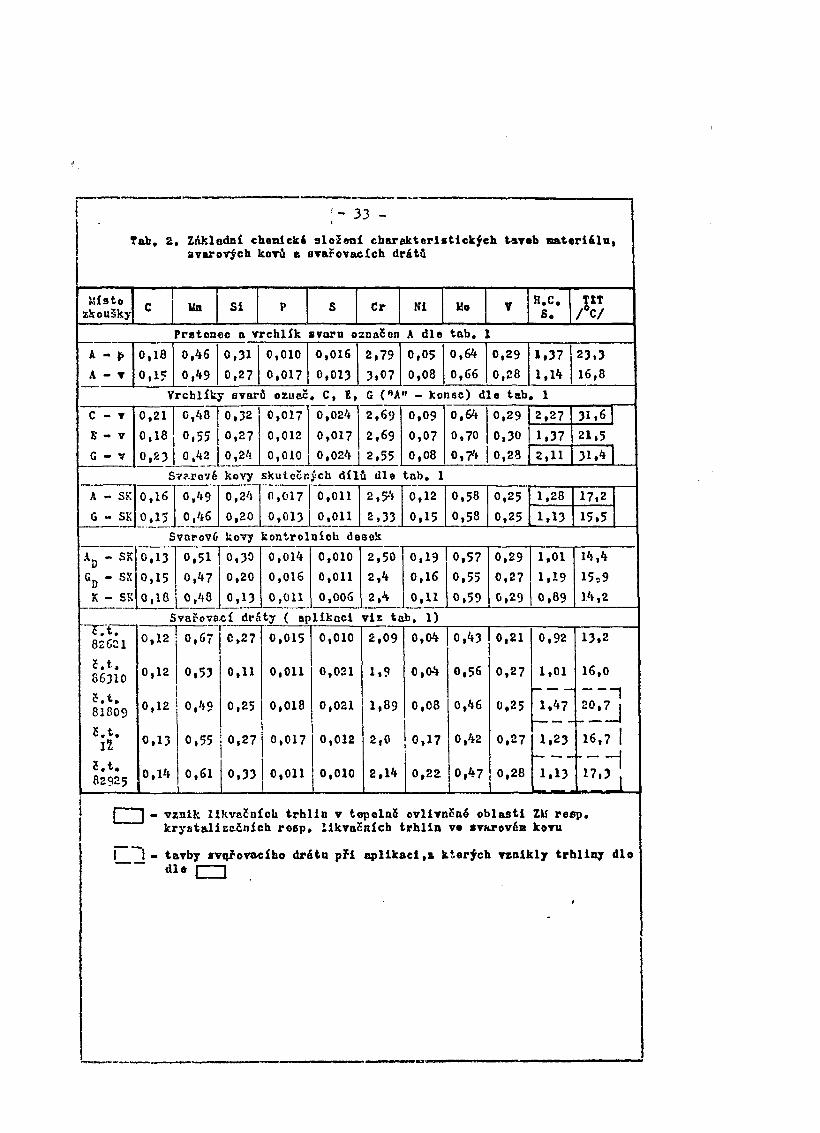
svařování 236 KJ/cm při teplotě souběžného nahrevu 275 - 25 C. Chemické složení charakteristických základních materiálu, svarových kovů a svařovacích drátů je patrné z tab. 2.
Typické mechanické vlastnosti základního materiálu, jeho předehřáté zóny tepelně ovlivněné oblasti a svarového kovu jsou pro stav po navaření, po tepelném zpracování vysokým popuštěním aplikovaným bezprostředně po zakončení svaru a po zušlechtění svařence na jakost, uvedeny v tab, 3, 2 přehledu trhlin je zřejmý vznik čtyř skupin trhlin.
2,1. Trhlina sledující rozhraní svarový kov - základníjnateriál
V případe svaru označ. A dle tab. 1 byla vizuální kontrolou po tepelném zpracování svařence vysokým popuštěním zjištěna souvislá trhlina bezprostředně sledující na vnitřním povrchu víka ostrou hranici svaru po celém jeho obvodu s výjimkou zámkové spojnice.
Detailním studiem vyříznutého svarového spoje /ll, 5» 6/ bylo zjištěno, žo trhlina sledovala ostrou hranici svaru až do maximální hloubky 160 mm pod povrchem svaru na krátkých úsecích procházela též ovlivněnou oblastí základního materiálu. Hlouběji pod povrchom se trhlina často větvila a zacházela hluboko do svarového kovu (obr.2). Tyto rozvětveno mezikrystalové, resp. mezidendritické trhliny měly povrch kontaminován různě zabarveným vícevrstvým povlakem kysličníků různé tlouštky. Na čele původní trhliny byly dolomením získány ne-kontaminované lomové plochy s interkrystalickým tvárným porušením, so sirníky (Fe, Mn)S , prokázanými elektronovou difrakcí v jami.ácn (obr.5) na lemové ploSe svědčící o likvačním původu horké trhliny. Horká trhlina se šířila .nejpravděpodobněji po obvodu svaru v průběhu svařování a pravděpodobné též dále po tloušíce svaru při bezprostředně následujícím tepelném zpracování. Trhlina vznikla v důsledku působení
- 26 -
komplexu materiálově-technolegických faktorů, z nicbž za nejpravděpodobnější lze považovat heterogenní feriticko-bainitickou strukturu základního materiálu tepelné zpracovaného po vylisování vrchlíku pouhým popuštěním' a zvýšenou hladinou svářečské napjatosti vyvolanou teplotním gradientem v důsledku svařování v poloze 23 nad "vodorovným" průměrem svařence. Po zušlechtění svařovaných dílů byl svar (ozn. В dle tab. 1) při poloze svarové lázné na úrovni vodorovného průměru a při. aplikaci dalších opatření vedoucích především na snížení teplotních gradientů lokálního souběžného nahřevu opakován bez vzniku trhlin.
2.2. TrhHnv ve yysocopřehřáté zóně tgpelně ovlivněné oblasti základního materiálu
V případě svarů označ. V až J dle tab. 1 byly zjištěny v 70 %
případů vrchlíku víka в v 40 }í případů přírubového prstence místní trhliny v přehřáté zóně ТОО na vzdálenosti do 5 ш od ostré hranice svaru na vnitřním i vnějším povrchu svaru. V případě vrchlíku víka se jednalo o celkem 40'ks trhlin délky 3 až 205 ют, hloubky 2 až 15mm v případě přírubového prstence o celkem 6 ks trhlin délky 3 - 8 mm n hloubky 3 až 5 пня» orientovaných ve všech případech souběžně s osou svaru. Výrazný rozdíl v počtu a geometrii trhlin lze přisoudit též vlivu rozdílné technologie tváření dílů v£ka,vyráběných z 80 t ingotu - prstence byly vykovány z vyděrovaných předkovků, vrchlíky vylisovány z vykovaných desek (v případě varianty A a B s osou ingotu kolmou na tloušíku v případech C až J s osou ingotu souběžnou s tloušťkou, což vyvolávalo rozdíly v oblahu nečistot po obvodu svaru).
Z materiálového rozboru /h/ na výřezu z charakteristického svaru (E dle tab, 1) vyplynulo, že iniciace pozorované trhliny byla nejpravděpodobněji daná mechanismem horké praskavosti při teplotách blízkých solidu v ochlazovací větvi svařovacího teplotního cyklu. Metalurgickou příčinou této praskavosti byl film taveniny sulfidu na hranicích primárních zrn přehřáté zóny TOO. Samotná trhlina se dále šířila účinlíy teplotních napětí při tepelném zpracování svarového spoje.
27 -
2.3. Trhliny v elektrostruskovém svarovém kovu
V případ? svarů označ. G, H, CH (tab. 1) byly po tepelném zpracování svařenou popuštěním zjištěny na vnitřním povrchu svarového kovu podélné trhliny a to v místě jeho vstupu do vlastního zámku svaru - obr. 1, poz. a. Členité trhliny délky až 600 mm s hloubkou do 80 mm se nacházely poblíž ostré hranice svaru s vrchlíkem víka a místně se odvětvovaly do středu svarového kovu. D ostré hranice svaru в přírubovým prstenceta se tyto trhliny délky do 30 mm a hloubky do 15 Bia nacházely sporadicky.
Trhliny ve svarovém kovu jsou situovány podél protáhlých shodně orientovaných dendritů a připomínají kryštalizační trhliny - obr» 4. Trhliny jsou především v malých hloubkách pod povrchem vyplněny oxidickou hmotou. Byly pozorovány též četné interkrystalické mikro-defekty jež možno považovat za likvační. Dokládají to komplexní oxi-sulfidy v jamkách prokázané elektronovou mikroanalýzou na plochách rozlomených vzorků z těchto lokalit /6/.
Horké trhliny tohoto typu vznikly pouze při aplikaci určitých taveb svařovacího drátu.
2.4, Trhlinj ve svarovém kovu opakovaně nahřátém teplotním cyklem elektrostruskového proceeu
Tyto trhliny byly zjištěny v začáteční partii zámku svaru -v místě ozn. С dle obr. 3» a to ve 40 % všech realizovaných svarů (označ. G, H, CH, I) a vo všech případech realizovaného napojení(ozn svaru. Typické rozměry zón trhlin jsou zřejmé z obr. 1. Zóny jsou vzdáleny 15 - 40 mm od spojnice zámku, resp. napojení svaru, což znamená, že trhliny vznikly ve svarovém kovu opětovně nahřátím elek-trostruskovým procesem na teploty 800 C a teploty nižší,
Mikromechanismus porušení na lomových plochách odpovídá inter-krystalickému reliéfnímu štěpení, příp. interkrystalickému tvárnému porušení, což lze dávat do souvislosti jak s prokázanými likvačními uiikrodef ekty (rozpouštění sulfidů) tak i s precipitačními jevy v oblasti periferie zrn (precipitace karbidu, karbonitridů. příp. snlfokarbidů). Trhliny vznikly s ^ejvetší pravděpodobností v průběhu žíhání svařence /6/.
- 28 -
Zíhací trhliny tohoto typu vznikly v počáteční partii zámku svaru pouze při aplikaci určitých taveb svařovacího drátu a v případech napojení svaru při aplikaci jakýchkoliv taveb svařovacího drátu*
3. Diskuse výsadků
Náchylnost svarových kovů ke vzniku horkých trhlin byla ohodnocena číslem H.C.S dle /2/:
^ Hn v С м Но И
a hodnoiPUteplotního intervalu tuhnutí svarového kovu TIT die /3/:
TIT * Goqs + m c + 2osc - i^ м* - V-io C°c]/2/
Vzhledem к relativně vysoké homogenitě chemického složení jednotlivých zón elektrostrusk<?ví:|io spoje byly orientačně zhodnoceny Stejnými ukazateli též základni materiály a svařovací dráty. Ze získaných výsledků je zřejmé (tab. 2), že kryštalizační trhliny ve svarovém kovu obvodového svaru přž aplikovaných podmínkách jeho tuhnutí vznikly při H.C.S větším než 1,1, resp. při TIT většin než 15°C a že pro svařovací dráty (v dané taateriálovč-technologické kombinaci) jo potřebné dosáhnout tyto ukazatele o cca 10 'J> nižší v závislosti na metalurgické jakosti svařovaných materiálů.
V tepelné ovlivněné oblasti základního materiálu byly zjištěny likvační trhliny v případech, kdy číslo H.C,S byio větší než 1,4 resp, TIT větší než 20°C.
Pro hodnocení vsniku žíhacích (relaxačních) trhlin ve elektro-struskovém svarovém kovu v závislosti na chemickém složení neoxistnje vhodný parametrický ukazatel. Z výsledků je zřejmý vliv metalurgické jakosti svarového kovu, podmínek jeho tuhnutít nízké deformační schopnosti svarového kovu (tab. 3) a výrazný projev tepelně-deformač-ního cyklu opětovného nahřevu elektrostruskového kovu elektrostrusko-vým procesem (výraznejší v případě napojení svaru než v případě zámku
j- 2 9 -
svaru). Skutečnost, že v případě svarových kovů získavaných na dané
oceli kombinací drátu 13Ch2MFT s tavidlem 0F-6 je obtížně získávána požadovaná celistvost a mechanické vlastnosti svarového kovu, přivedla к závěru o účelnosti vývoje nových svařovacích materiálu,
U všech posuzovaných variant ES byly trhliny makroskopické velikosti, intcrkrystalického průběhu a dle fraktografických znalců vytvořených lomových ploch lze hovořit o defektních lomech. Z hlediska mechanismu vzniku je možno rozdělit pozorované trhliny na horké likvační, či kryštalizační a trhliny žíhací, vždy iniciované likvačními mikrodefekty. Trhliny horké likvační byly zjištěny v tepelně ovlivněné oblasti základního materiálu, na ostrém rozhraní svar - základní materiál a ve svarovém kovu. Ve svarovém kovu byly zjištěny horké trhliny kryštalizační. Tyto trhliny se dále s největší pravděpodobností šířily v průběhu tepelného zpracování. Trhliny žíhací (relaxační) vznikly pouze ve svarovém kovu. Přítomnost likva-čních mikrodefektů - drobných interkrystalických dekohesí likvačního původu (obr. 6) měla zřejmě výrazný význam jak pro rozvoj horkých likvačních, tak i žíhacích trhlin. Příbuznost podstaty rozvoje všech pozorovaných trhlin podporuje zjištění, že přes relativné vysokou čistotu elektrostruskovýra procesem rafinovaného svarového kovu nutno i zde počítat s faktory příznivými pro rozvoj likvačního poškození; obsahy uhlíku a zbytk, hliníku jsou příznivé pro vyloučení sirníků II. typu. Zjištěný typ sirníků (Fe,Mn) S se 60 % substitucí manganu železem je významný svojí sníženou teplotou tavení. Za přítomnosti takových sirníků a při tendenci К jejich intorkrystalickému vyloučení je přodpoklad vzniku likvačních mikrodefektů i v oblasti svarového kovu zcela reálný.
V partiích svarového kovu přiléhajícího к rozhraní se základními materiály bylo pozorováno poměrně silné znečištění globulárními sulfidy, resp. oxisulfidy, což nasvědčuje o nerovnoměrném promísení svarového kovu a tím i o účelnosti úpravy parametru procesu svařování.
- зо -
4. Závěr
V referátu jsou uvedeny získané poznatky ze studia podmínek a příčin vzniku*trhlin na souboru deseti elektrostruskových svarů vík tlakové nádooy reaktoru WEB 44Q.
Při aplikaci elektrostruskového procesu je ocel 18Ch2MFA náchylná aa přehřátí a vznik horkých likvačních trhlin v tepelně ovliv~ něné oblasti svaru*
Svarové kovy získané kombinací drátu Sv 13Ch2MFT a tavidla OF-6 jsou při aplikovaných podmínkách tuhnutí a metalurgické kvalitě svařovaných materiálů náchylné na vznik horkých krystalizačních a likvač-ních trhlin a trhlin žíhacích (relaxačních).
Společným metalurgickým pozadím vzniku horkých likvačních a žíhacích trhlin je vznik drobných interkrystalických dekohezí likvační-ho původu v průběhu tvorby svarového spoje. Elektrostruskový proces obvodových svarů je v jejich zámkové partii a partii napojení svaru doprovázen výraznými teplotními gradienty a omezenou možností příčného smrštění které při nižší metalurgické kvalitě svarového kovu mohou vyvolat vznik horkých krystalizačních trhlin a vytvořit v uvedených partiích svarového kovu zóny se sníženou deformační schopností а zvýšenou hladinou zbytkové napjatosti vedoucích ke vzniku trhlin žíhacích.
Bozsah a úroveň aplikovaných defektoskopických metod umožnil včasné zjištění všech necelistvostí elektrostruskových svarových spojů, u kterých po opravě obloukovými způsoby svařování byla dosažena požadovaná jakost»
Získané poznatky umožnily konstatovat principiální možnost vyřešení problematiky spojené se získáním bezdefektních elektrostrus-koyýcheobvodových svaru víka tlakové nádoby z oceli l8Ch2MFA. Na základě komplexního posouzení současné technické úrovně tavných způsobu svařování bylo však optimální řešení shledáno v přeehodu na aplikaci svařování pod tavidlem do zúženého úkosu.
Literatura ̂
/1/ PATOU, B.E. a kol.i ElaSttroalakovaja svarkt, Moskva, Mašinostro-jenije, 1980, str. 319
í-я-
/2/ ITAMABU, K.l The Effect on P on the Hot-Cracking Formulation (at Welding). V knize Hrivnák J.I Zvaritelnost ocelí, Bratislava, Alfa 1979
/3/ STEHENBOGEN, J.A.: Kryštalizační praskliny ve svarovém kovo a příčiny jejich vzniku. Zváranie 1979» č. 5, Btr. 131
/h/ HBIVKÁK, 1.1 Problémy svařitelnosti a tepelného zpracování ocelí pro komponenty reaktoru WEB. Sborník ŠKODA "Materiálové a technologické otázky jaderných reaktorů WEB", železná Buda 11/1978
/5/ BEČKA, J.; ŠIKJ J. a kol.: Teplotní a deformační poměry při realizaci obvodového elektrostruskového svaru. Sborník VÚZ xe IV. mez. sympozia "Elcktrostruekové svařování a navařová-nf" Pieětany 8/1976
/6/ KOUTSKÝ, E.; SMÁHA, J.t Vliv sulfidických vmSatků na vlastnosti svarových spojů oceli báze 15Ch2MFA. Sborník SKODA "Vědeckovýzkumné a osvoj ovací práce pro jaderné elektrárny s 1 etikovo dní mi reaktory". Karlovy Vary 12/1981
Ing. Josef Bečka, CSc.; Ing. Vladimír Bělohubý - ŠKODA k.p. ZES Plzeň Ing. Emil Koutský, CSc. - SKODA k.p. ÚVZÚ Plzeň
\
- 32 - j
Teb. 1. Přehled zjištěných trhlin ve svarech víko tlakové nádoby
Označení
víka
в с D •̂ ь F ГУ
H
I :<
d e s k a
® h l i n y ,
S v a ř o v a c :
D r á t t a v b a č .
© 1 2 - A 82621
и
n
11
86310 82 925
n
31SC9 rr
32621
- v z n i k t i ©horké k
í m a t e r i á l
T a v i d l o š a r ž e Č.
Сз) I Z - 19
t>
0 5 / 7 7 H
1 /79 2 / 7 9
0 5 / 7 7 »i
2 / 7 9 It
12 - 19
' h l i n . . V p : r y s t a l i s a č
M í s t o v ý s k y t u Svarový kov
• «•j
Л-M •з и U 433
(4)
~®] ----------
ř í p a d n í t r
O 3 ca д : с в o*<3
©
----
•
© m © -
3 e z
ё кс h l i r
л: OJ
•o ,v XJ E СП S3
(P) ------
© © © ©
3ez
ílonV
V, C
vt c ш O P D. S3 a >
;i ra
© 3ez
00 3° ''
Ф 3GZ
©
У©
t r h l i n n
VI c!.; a IX) ti O M M o a> a; t; © © ----------
- hor
Tepe ob'ls
l n ě o v l i v n ě n á a t ZK
V r c h l í k Vn*
©
-
© --
© ©^ ©
L©,
kč 1 r k é
U v n .
©
-
© ---
© © -
ikV3( l i k v i
P r s t e n e c Vnč
Ж --
щ --ж -ж -
"•ní t ačn í
Uvn.
Ф -------
(*>
-
x *•
trhliny, (б)а(7)žíhací relaxační trhliny.
Tab. 2
Místo zkoušky c
. Základní c! avarovych 1
Ua S i
l e n l e k í I0VŮ B 1
P
[- 33 -
s l o ž e n i c h a r a k t e r i s t i c k ý c h taveb s a t e r i a l u ivařovac ích drátu
S Cr Ki Me y H.C»
i S «
»
TIT Л/ Pretence a v r c h l í k svaru označ on A d l e t a b . 1
A - p
A - T
0 , 1 8
0 , 1 5
0 , 4 6
0 ,49
0 , 3 1 0 , 2 7
0 ,010
0 , 0 1 7
0 , 0 1 6
0 ,013
2 , 7 9
З .07
0 ,05 0 ,08
0 ,64
0 ,66 0 ,29 0 ,28
1 ,37 1,14
2 3 , 3 16 ,8
Vrchl íky svarů označ . C, E, G (ЛА" - konec) d l e t a b . 1
С - т
S - v
G - v
0 , 2 1 0 , 1 8
0 , 2 3
0 ,48
0 , 5 5 0 ,42
0 ,32
0 , 2 7 0 ,24
0 , 0 1 7 0 ,012 0 ,010
0 ,024
0 ,017
0 ,024
2 , 6 9
2 , 6 9
2 ,55
0 ,09 0 , 0 7 0 ,08
0 ,64
0 ,70
0 , 7 4
0 ,29 0 ,30 0 ,28
2 , 2 7
1 .37 2 ,11
31 ,6
2 1 , 5 3 1 , 4
Sv?.rové kovy skutečných d í l u d l e t a b , 1
A - SK
G - SK
0 , 1 6
0 , 1 5
0 , 4 9 0 ,46
0 ,24
0 ,20 0 , 0 1 7
0 , 0 1 3
0 ,011
0 ,011 2 ,54
2 , 3 3
0 ,12
0 ,15
0 ,58
0 ,58
0 ,25
0 ,25
1,28
1 ,13
17 ,2
15 ,5 Svarové kovy k o n t r o l n í c h desek
•s - SK
G D - S K
K - SK
T. t . 82621 г . t , 86310 г . t , 81809 5 . t .
Iž
г . t . 82925
0 , 1 3 0 , 1 5 0 , 1 8
0 , 5 1 0 , 4 7 0 , 4 8
0 ,30
0 ,20
0 , 1 3
0 ,014
0 ,016
0 ,011
0 ,010
0 ,011
0 ,006
2 , 5 0 2 , 4
2 , 4
0 , 1 9 0 , 1 6 0 , 1 1
0 , 5 7
0 ,55
0 , 5 9
0 , 2 9
0 , 2 7
0 , 2 9
1,01
1 ,19
0 , 8 9
14 ,4
1 5 , 9
1 4 , 2
Svařova-cí dráty ( a p l i k a c i v i z t a b , 1)
0 , 1 2
0 ,12
0 , 1 2
0 , 1 3
0 , 1 4
kí
1 - t.
0 , 6 7
0 , 5 3
0 , 4 9
0 ,55
0 , 6 1
tnik l i ' y e t a l i
ivby n í* r —
C,27
0 ,11
0 ,25
0 , 2 7
0 , 3 3
kvačnJ seční»
rařova*
3 .
0 ,015
0 ,011
0 ,018
0 , 0 1 7
0 ,011
[ch trh] :h rospi
: íbo ári
0 ,010
0 ,021
0 , 0 2 1
0 ,012
0 ,010
Lin v t< l ikva?
i t u p ř i
2 , 0 9
1,9
1 ,89
2 , 0
2 , 1 4
jpelnS Iních i
ap l ik í
0 ,04
0 , 0 4
0 , 0 8
0 , 1 7
0 , 2 2
OVliVB
t r h l i n
i c i . a k
0 , 4 3
0 , 5 6
0 ,46
0 ,42
0 , 4 7
ičnó ot ve sviv
. t erýc l
0 , 2 1
0 , 2 7
0 ,25
0 , 2 7
0 ,28
> las t l LTOVén
1 v z a i l
0 , 9 2
1 ,01
1 ,47
1 ,23
1 ,13
ZM ret kovu
d y t r i
J
13 ,2
16 ,0
1 2 0 , 7 j
16,7 I
1 7 , 3 , . . . T . '
i l i n y d lo
- 34 -
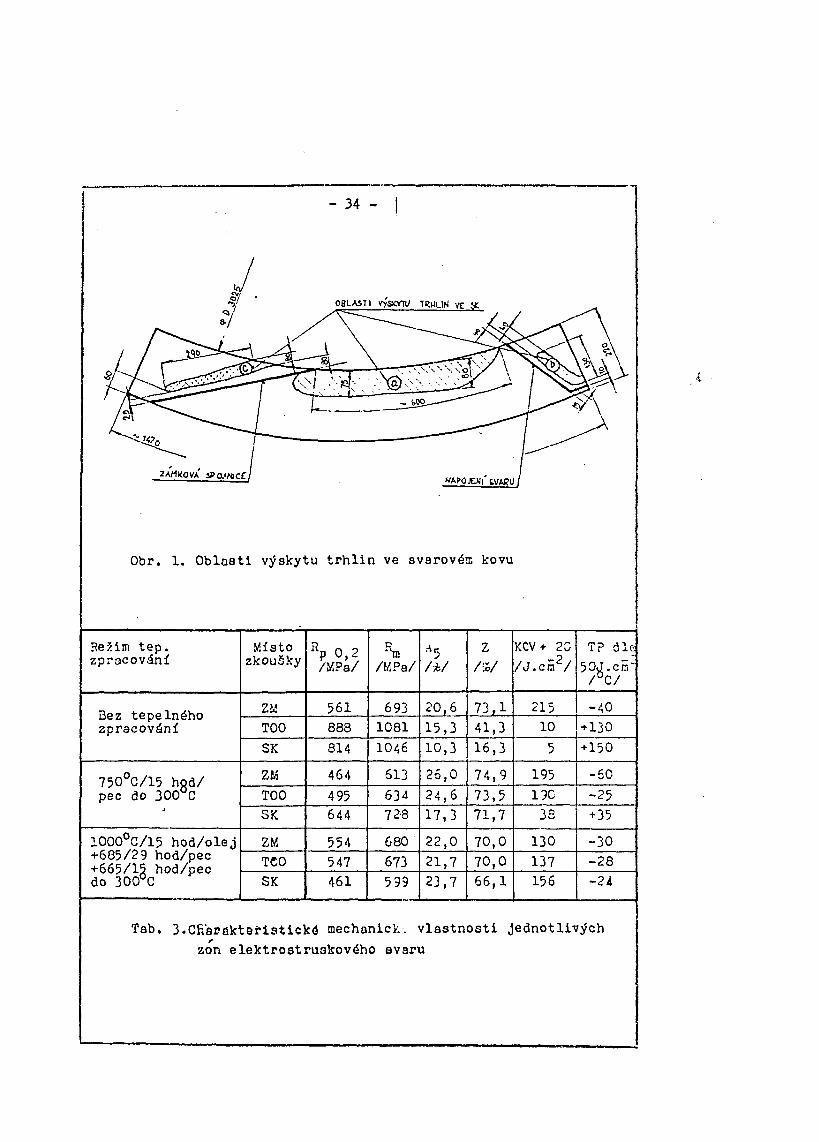
глМкоул sPaimcC
Obr. 1. Oblosti výskytu trhlin ve svarovém kovu
Režim tep. zpracování
Místo zkoušky
R P 0 , 2 /МРа/ /МРа/
ч5 / * /
Z KCV + 2G / J . е й 2 /
T? dle 5 0 J . c n '
ГС/
Bez tepelného zpracování
ZM 561 693 20,6 2Ы. 215 ТОО 883 1081 15,3 41,3 10 SK 814 1046 10,3 16,3
-40 + 130 + 150
750°C/15 hod/ pec do 300°C
ZM 464 613 26,0 74,9 195 ТОО 495 634 24,6 73,5 19C SK 644 72-8 17,3 71,7
-60 -25 +35
1000°C/15 hod/olej +685/29 hod/pec +665/15 hod/pec do 300°C
ZM 554 680 22,0 70,0 130 TCO 547 673 21,7 70,0 137 SK 461 599 23,7 66,1 156
-30 -28 •2i
Tab. 3.Charakteristické mechanici., vlastnosti jednotlivých
zon elektrostru3kového svaru
- 35 -
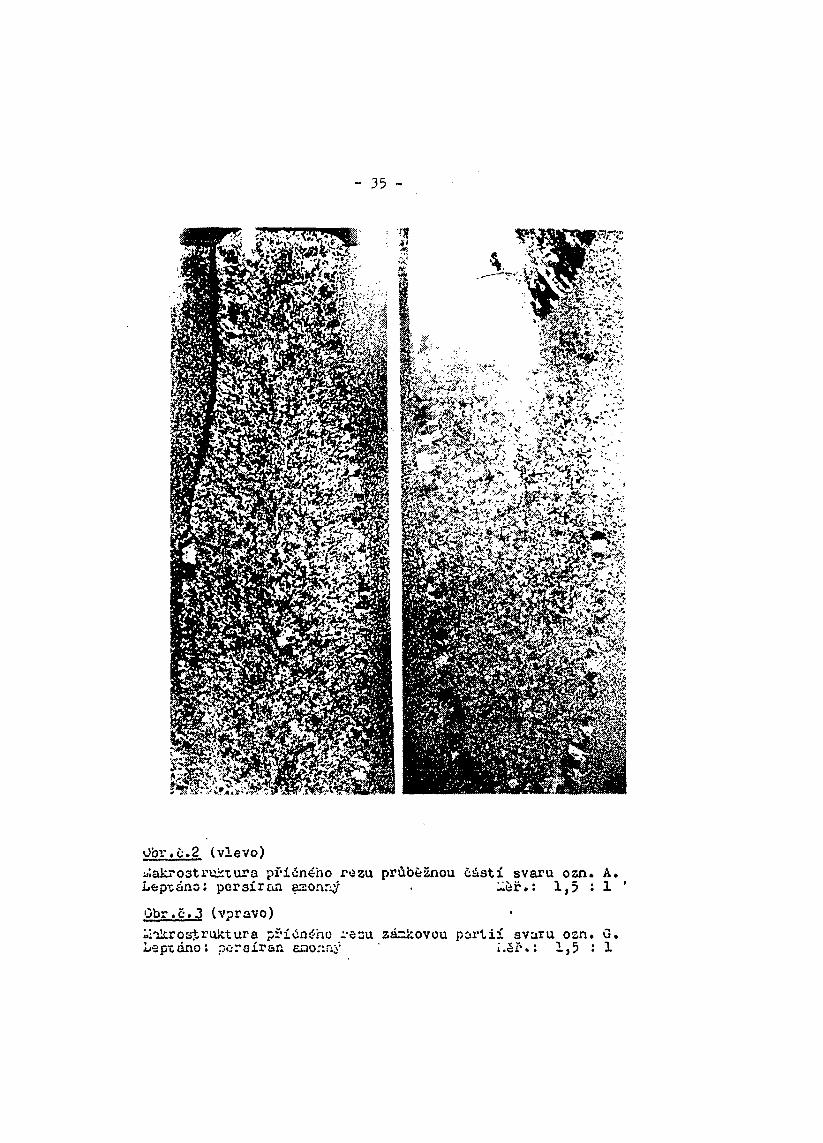
Obr.č.2 (vlevo) niakrostruiitura příčného řezu průběžnou čás t í svaru ozn. A. Lepkáno: pcrs í ran aaonr^ý • -iéř»: 1,5 Í 1 '
Obr. č, 3 (vpravo) I.l'iluľosjbruictura příčného rssu ssbkovou p a r t i í svaru oan. G. Lepxáno; pors í ran anor.riý i .ě ř . : 1,5 : 1
- 36 -
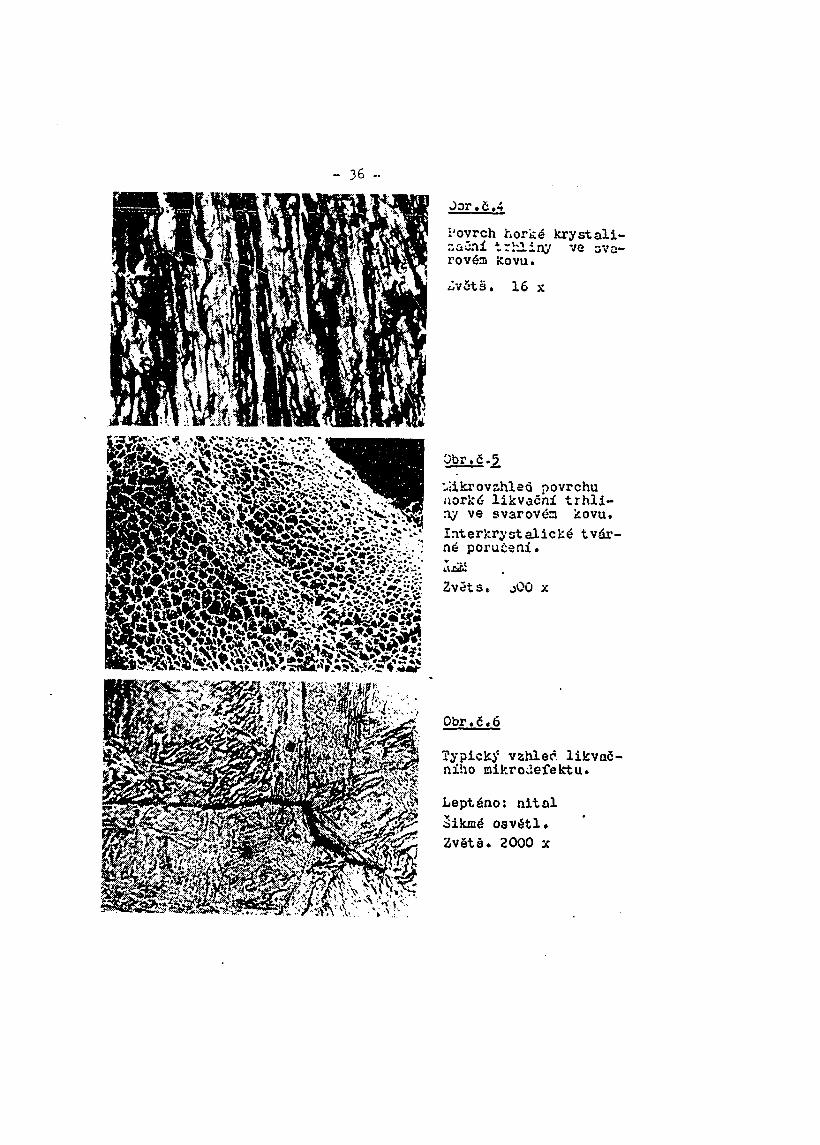
J a r . č .4
i'ovrch horké krys ta l i -sačaí t r h l i n y ve svarovém kovu.
<ivčtš. 16 x
Obr.Č.5
'..iikrovshleä povrchu aorké likvačaí trhliny ve svarovéa kovu. Iaterkryotalické tvár-aé poručeai.
Zvět S « oOO z
Obr.č«6
Typický vzhleč. likvač-aího mikrodefektu.
Leptáno: n i t a l 5ikmé osvé t l . Zvštš . 2000 x
.- 37 - о R E G U L A Č N Í M E C H A N I S M Y R E A K T O R U T Y P U V V E R
I n g . Zdeněk Hrbek
Na základě dohody o mnohostranná mezinárodni kooperaci a specializaci ve výrobo a dodávkách zařízeni Jaderných elektráren, uzavřeno v rámci zemi RVHP, vyrábi koncernový podnik ŠKODA Plzeň reaktorová zařizeni typu WER 440 pro potřeby československo energetiky i ostatnich zemi RVHP. Komplety reaktorů WER 440, s typovým označením V-213Č, se vyrábi v k.p. ŠKODA podle vlastni výrobno konstrukční dokumentace, vypracovaná na základě technického projektu, převzatého ze SSSR. Za současného stavu vyráběný komplet reaktoru V-213Č představuje 42 uzlů, rozdělených do 3 hlavních celků j - vlastni reaktor - pomocné zařízeni reaktoru - zařizeni betonové šachty.
Důležitou součásti vlastního reaktoru jsou pohony regulačních orgánů (t.J. regulačních, kompeneačnich a havarijních tyči), které zajištují regulaci hladiny výkonu reaktoru, kompensaci změn reaktivity a havarijní ochrany reaktoru.
Pohony regulačních orgánů Jsou prakticky Jedinými pohyblivými mechanismy, pracujícími v náročných podmínkách jaderného reaktoru a na Jejich funkci závisi spolehlivost a bezpečnost celého zařízeni. Oejich úkolem je udržovat řidiči tyče v poloze, odpovídající požadovanému výkonu, premiérovat tyče do změněné polohy dle zadáni operátora reaktoru a zajistit spolehlivé havarijní zasunuti řidičích tyči z libovolné polohy do aktívni zóny reaktoru, požadovanou rychlosti. Zdrojem pohybu pro pohon regulačního orflánu je nizkootáčivý, 8ynchronnô-reakčni elektromotor 8 velkým kroutícím momentem (0,55 otáček/sec, při napájení 127 V o frekvenci 1,1Hz). Otáčivý pohyb na posuvný zajiětuje reduktor, t.J. převodovka ее-stávající z jednoho páru čelních a Jednoho páru kuželových kol s převodem do pomale a pastorku s ozubenou tyčí délky 3,2 m. Na posuvnou část je specielním bajonetovým uzávěrem připojena regulační kazeta. Nad elektromotorem je připojeno čidlo indukčního snímače polohy за soustavou 12.civek, z nichž horni a spodní máji
funkci koncových spínačů. Horní část pohonu regulačního orgánu, t.j. od hřebenového pastorku vý6e, je chlazena autonomním, vodním chladicím systémem, který současno chladí i stator motoru. Částečně též je přenosu tepla bráněno soustavou těsnících kroužků, bránicích průniku ohřáté tlakové vody z aktivní zóny. Tím Je vytvořena v horní části pracovní teplota pohyblivých části max. 100°C. Důležitou části pohonu je odstředivá brzda, která omezuje rychlost pádu regulačního elementu při havarijním pádu.
U reaktoru cypu WER 440 je použito pro aktivní zóny t.zv. tandemových palivových kazet, kde upravené palivová kazeta Je v horní části vyplněna absorbčnimi elementy. Ke změnám reaktivity reaktoru pak dochází vysouváním štěpitelnó části kazety pod aktivní zónu, za současného vsouváni části absorbující neutrony. Znamená to, že tento technologický tandem Je schopen plnit funkci řízeni a kompenzace reaktivity a v případě nutnosti i havarijního zastaveni reaktoru. Spojením vSech tři funkci řízeni a ochrany reaktoru do jednoho systému tím více vyniká požadavek na funkční spolehlivost pohyblivých části zařízeni. Proto počínaje projekčnô-konstrukčními pracemi ргез výrobu a zkoušeni finálního výrobku, Jsou kladeny vysoké nároky na technickou úroveň práce, technologickou disciplinu a kvalitu výrobních i zkušebních operací. Tak, jako u ostatních jaderných zařízeni, tak i při výrobo pohonů regulačních orgánů Jsou realizovány rozsáhlé programy průkazu kvality, vy-ústujíci v náročné kontrolní operace a funkční zkoušky mechanismů. Tento přístup ke kvalitě a spolehlivost Jaderně-energetických zařízení nuti každého výrobce těchto zařízení к rozsáhlému a nákladnému budováni experimentálních a zkušebních zařízeni, která svoji konstrukci, tech. parametry, nároky na metodiku zkoušek a měřeni a konečně i zdokumentováni výsledků přesahuji běžné nároky na výstupní kontrolu.
К tomu účelu byla v k.p. ŠKODA vybudována t.zv. Velká vodní smyčka, umožňující simulovat ve zkušebním okruhu termohydradulickó parametry primárního okruhu reaktoru WER 440. V prostředí vody o tlaku do 20 MPa, teploto až 365°C a max. průtoku 0,7 m3/sec, zde mohou být prováděny teplofyzikálni a hydraulické experimenty, včetně funkčních zkoušek pohonů regulačních orgánu. Pohony regulačních orgánů jsou prověřovány ve třech základních režimech : - bez chladicího media se provádí prověrka základních mechanických funkci, rozměrů a parametrů
- ve zkušebním kanále stendu, při imitaci pracovnich i havarijních podmínek (teplota do 300°C, tlak 12,3 MPa, průtok chladivá, odpovídající základním pracovním podmínkám při chodu čtyř a šesti hlavních oběhových čerpadel reaktoru), ее kontrolují vlastnosti pohonu při pracovnich cyklech i havarijních pádech tyči,
- ve zkušebním kanále stendu, bez průtoku chladivá, při normálním tlaku a teploto se měří vlastnosti pohonu.
Náročnost prověřovaných vlastnosti Je založena do metodiky zkušebních testů, které předepisuji, aby každý z vyrobených pohonů regul. orgánu byl podroben 35.pracovním cyklům o 10.havarijním pádům z různých pracovnich poloh, proměřeni kroutícího momentu při zdvihání a spouštění tandemu, kontrole mechanické účinnosti, zkouš přotíženi na konci havarijního pádu a dalším specielním zkouškám.
V koncernu 5K0DA je komplet reaktoru vybavován sadou pohonů regulačních orgánů, to je celkem 45 kusů, z nichž 37 Je funkčních a 8 náhradních. Každý z pohonu představuje materiálově i technologicky náročný výrobek, charakteristický ve všech fázích výroby, montáže i zkoušek zvýšenými požadavky, specifickými pro Jaderný průmysl.
Funkční zkoušky pohonů regulačních orgánu, prováděné ve Výzku -vývojové základně reaktorů, závodu Energetické strojírenství prokazuji, že celková technická úroveň Jejich výroby, montáže a zkoušek, splňuje náročné požadavky na kvalitu a spolehlivost Jade rně-energetických zařízení. Československo se tak v zemích RVHP Dtalo, vedle SSSR, jediným výrobcem těchto náročných zařízeni.
Další zvyšováni funkční spolehlivosti regulačních mechanismů pro jaderné reaktory vyšších výkonů, se předpokládá cestou zjednodušováni jejich kinematického schématu. Obecně je možné říci, že zjednodušeni spočívá v nahrazeni rotačního motoru lineérnim pohonem a v maximálním sníženi počtu všech pohybových mechanických části a převodů.
U reaktorů VVER 1000, které v budoucnu nahradí reaktory WER 440, je použito lineárních, elektromagnetických krojových motorů s mechanickými západkami. Konsírukce pohonů je v modernizovaném pojetí řešena tak, aby vyhověla současným požadavkům na bezpečnost a spolehlivost práce jaderného reaktoru a to i v podmínkách přídavných namáháni od seismických účinků.
- 40 -
ťVlkovv pohled м<» po!, . с:-,*»»Lučního oiy.UH' rrnktofu VVMt '»Aí-'> ulu.'.un«>ho it<> nklftpŕ'CÍ f« tľannpoľtní pul clo, pohled /.předu m* pripojovMOÍ hlavlct n opláfitř-tiý elektron») Lor
•¥'
».'„!«'
- 4i -
Pohon regulačního orgánu reaktoru VVER 440, pohled na reduktor a 5ást s odstredivou brzdou
•Щ .'• WV!№*V>MW№i№*.

- 43 -
TECHNOLOGICKÉ PROBLÉMY PRI VÝROBĚ TLUSTÝCH PLECHU Z OCELI 08CHL8NL0T PRO VNITRNÍ VESTAVBY REAKTORU WER 440
Ing „Miroslav Liška, Ing.Jiří Kocián, Ing.Ladislav Koutník VÍTKOVICE, koncern, Ostrava
Požadavky na vlastnosti materiálů pro vestavby tlakových nádob reaktorů jaderných elektráren jsou určovány náročnými podmínkami jejich provozu. Vyšší provozní tlaky a teploty a rozměrnost součástí vyžadují v prvé řadě vyšší pevnostní hodnoty konstrukčních materiálů. Dále je nutná co nejvyšší homogenita a bezdefektní ma-krostruktura, vysoká houževnatost a odolnost proti křehkému porušení i po kritické dávce ozáření neutronovým tokem, dobrá svařitel-nost, pokud možno malá absorbce radioaktivity, dostatečná odolnost proti nízkocyklové tepelné únavě a odolnost pracovních povrchů vestavby proti korozi teplonosným mediem.
Některé z uvedených požadavku přímo podmiňují volbu typu oceli, ostatní závisí na metalurgicko-technologických podmínkách výroby jednotlivých dílů i finální kompletace celé vestavby.
Pokud jde o výrobky z tlustých plechů, dodává koncern VÍTKOVICE finálnímu dodavateli vnitřní vestavby, zejména hrubované kroužky zkružené a svařené z tlustých plechu a dále rovné desky různých tlouštěk a formátu.
1. Požadavky na vlastnosti tlustých plechů pro vnitřní vestavbu jaderných reaktorů typu WER 440
Plechy pro vnitřní vestavby reaktoru lehkovodních jaderných elektráren voroněžského typu 440 jsou určeny pro výrobu částí pracujících při teplotě 325°C a tlaku 12,3 MPa /l/, v prostředí destilované vody.
1.1 0 c e 1 Konstrukčním materiálem všech dílů vnitřní vestavby je
- 44 -
nerezavějící chromniklová ocel stabilizovaná titanem nesoucí označení 08CH18N10T, která jako typ odpovídá oceli tř. 17 podle ČSN 17 247.
С ===== ==:
max. 0 ,08
_. . __
Mn S B S C S S S d
1,00 2,00
Si = = = = = = •
max. 0 ,60
Cr :=======
17,00 19,00
Ni ======
9,00 11,00
Ti =========== min. 5xC max. 0 ,60
P ======= max. 0,035
S ======= max. 0,020
Co
max 0,050
Kromě zúženého rozmezí hlavních prvků má ocel předepsány zejména nižší obsahy nečistot - P, S a Co. Původně požadovaný maximálně přípustný obsah Co, 0,025& byl upraven na 0,050;í,
Vedle nutnosti zabezpečení požadovaného chemického složení musí výrobce zaručit celkovou vysokou metalurgickou jakost oceli, která je rozhodující pro zabezpečení dalších požadavků, zejména vnitřní homogenity, makro a mikročistoty, uspokojivé tvářitelnosti za tepla i konečných mechanických vlastností.
Od původní technologie výroby oceli 08CH18N10T v БЭР způsobem z čistých surovin se přešlo к nově vyvinuté technologii tzv, duplexních pretaveb /martinská pec - EOp/ s dvojím vakuovým zpracováním na zařízení DH /2/. Tento výrobní postup umožnil díky řade předností oproti původnímu postupu zajistit převážnou většinu požadavků na jakost oceli pro vnitřní vestavbu.
* 1.2 Sort iment t l u s t ý c h plechů
. Rozměrový so r t imen t t l u s t ý c h plechů z o c e l i 08CF.18N10T j e dán ved le konstrukčních požadavků rovněž výrobními možnostmi v á l covny p lechů . Zejména omezená možnost manipulace s formáty velkých hmotností vyžaduje krácení dé lek vývalku, takže kroužky j e nutno svařovat ze dvou p l achů . Rozměrový sor t iment j e pro ves tavbu r e a k toru WER 440 n á s l e d u j í c í :

í- 45 -
tlouštky plechu 40 až 150 mm šířky 580 až 2080 mm délky do 6000 mm hmotnosti do 11000 kg
Výroby plechů pro vnitřní vestavbu WER 440 byla ve VÍTKOVICÍCH zahájena v r, 1976 a její nárůst do současné doby ukazuje obr.l.
1.3 Vlastnosti plechu
a/ mechanické vlastnosti
Jsou předepsány minimální hodnoty charakteristik tahové zkoušky při pokojové teplotě /+20°C/ pro všechny tloušťky :
min Rp 0,2
MPa ===========
196
min Rm
MPa ==========
490
min A5
/%/ =============
38
min Z
/%/ ===============
50
Dále je pro plechy pro vnitřní vestavbu WER 440 předepsaná, hodnota meze kluzu Rp 0,2 při +325°C. Původně požadovaná jedno-tová hodnota pro všechny tloušťky plechu byla na základě ohodnocení reálných možností výrobní základny, zejména válcovny plechu k.p. VÍTKOVICE a po provedených výpočtech součástí v ZVJE SKODA, po jednání se sovětskou stranou diferencovaně snížena. U plechů pro kroužky £.2 a 3 šachty /formáty plechů 75 x ИЗО х 5185 mm a 90 x 1330 x 5230 mm/ se zaručuje hodnota Rp 0,2 při +325°C min 177 MPa, u plechu pro kroužek č.5 šachty /90 x 2080 x 6580 mm/ se zaručuje 167 MPa a u všech ostatních plechů se zaručuje mez kluzu Rp 0,2 při +325°C minjjnálně 157 MPa.

- 46 -
b/ os ta tn í v las tnos t i
Další požadavky, kladené na plechy pro vni t rní vestavbu se týkají kontroly makrostruktury, ověření odolnosti p ro t i mezikrysta-lové korozi metodou AM s iniciačním ohřevem podle QOST 6032-75 a zaručení obsahu fe r i tu do max 15%. V neposlední radě se provádí ultrazvuková kontrola plechu př i níž se zazhamenávají všechny vady náhradní vel ikost i 0 3,2 mm a vě tš í a vady na ploše <f> 42 mm a v ě t š í .
2, Výroba t lustých plechu
Husté plechy pro kroužky vni t řn í vestavby se válcuj í na t r a t i 4,5 duo. Výchozím materiálem jsou bramy válcované na blokovně /pro plechy do tloušťky 70 mm/ nebo kované bramy. Horní a spodní povrch j e upraven broušením nebo frézováním.
Vsázka se ohřívá ve vozové peci na teplotu 1220 - 1240 C. Přestože konstituce ocel i 08CHL8N10T je z hlediska t va ř i t e lnos t i příznivá, zařazuje se p ř i ohřevu výdrž na teplotě 1150 - 1170 С pro snížení obsahu f e r i t u .
Režim úběrů př i válcování se v podstatě ř í d í jediným kritériem, a to maximální přípustnou válcovací s i lou . Avšak ani takovým způsobem nedosahuje se př i válcování optimálních úběrů a v důsledku toho není ani optimální protváření v celém průřezu. Konkrétně podle válcovaného formátu jsou úběry v počátečních fázích válcování absolutně 12 mm až 20 mm /odpovídá 3-5?J/ , p ř i š í ření j e š t ě menší a ani p ř i následném prodloužení nepřesáhnou většinou 5-8%.
Doválcovací teplota je předepsána.max 950°C. U většiny formátů skončí válcování p ř i teplotě 900 - 930°C aniž by bylo třeba zařazovat ochlazovací prodlevu. Pokud u plechu větších t louštěk a menších š í řek j e prodleva nutná, zaraz у 7 e. se p ř i 1,5 až 2 násobku konečné t louštky.
Vyválcované plechy chladnou na chladníku volně na vzduchu. Po vychlazení následuja ro-."měření a kontrola ultrazvukem, pak
- 47 -
rozpouštěcí žíhání pri 1020°C s vydrží 0 ,5 min/mm t louš íky , rovnaní, odběr zkoušek a omítání plazmou na hotovní rozmery.
3» Dosahované v l a s t n o s t i
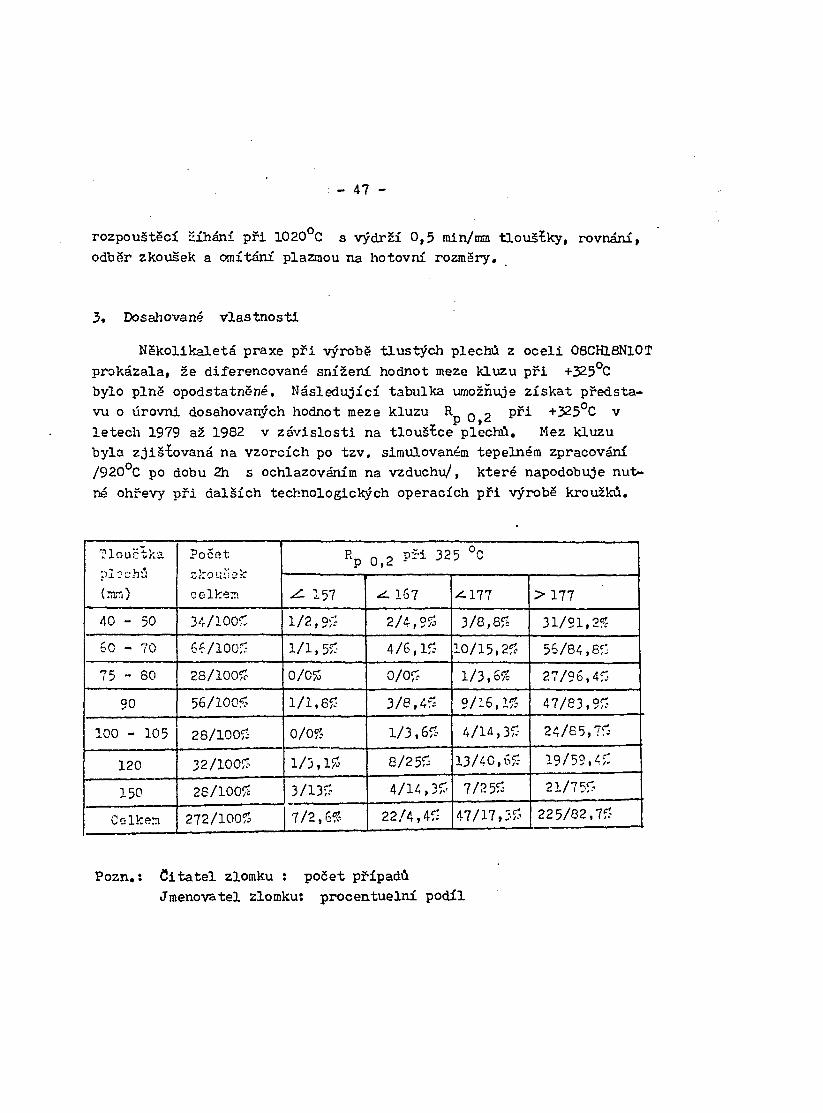
Někol ikaletá praxe při výrobě t lus tých plechu z o c e l i 08CH18N10T prokázala, že diferencované snížení hodnot meze kluzu při +325°C bylo plně opodstatněné. Následuj íc í tabulka umožňuje z í ska t představu o úrovni dosahovaných hodnot meze kluzu Е л j při +325°C v l e t e c h 1979 až 1982 v z á v i s l o s t i na t l o u š t c e plechů. Mez kluzu byla zjišťovaná na vzorcích po t zv . simulovaném tepelném zpracování /920°C po dobu 2h s ochlazováním na vzduchu/, které napodobuje nutné ohřevy při da l š ích technologických operacích při výrobě kroužku.
Tlouctka pl?chú (ЯП)
40 - 50
60 - 70
75 - 80
90
100 - 105
120
150
Celkem
. _. . ... ,, Počet skoulí эк celkem 34/100*
66/100*
28/100*
56/100*
28/100*
32/100*
2S/100*
272/100*
R p 0,2 ? ? i 3 2 5 ° C
4- 157
1 /2 ,9*
1 /1 ,5*
0/0%
1/1,855
0 / 0 *
1/3,155
3 / 1 3 *
7/2,6flS
^ 167
2/4,9%
4 / 6 , 1 *
o/o* 3 / 8 , 4 *
1 /3 ,6*
8 / 2 5 *
4 / 1 4 , 3 *
2 2 / 4 , 4 *
^ 1 7 7
3 / 8 , 8 *
10 /15 ,2*
1/3,6*
9 / 1 6 , 1 *
4 / 1 4 , 3 *
13 /40 ,6*
7 /25*
4 7 / 1 7 , 3 *
> 177
3 1 / 9 1 , 2 *
56 /84 ,8*
2 7 / 9 6 , 4 *
4 7 / 8 3 , 9 *
2 4 / 8 5 , 7 *
19 /59 ,4*
2 1 / 7 5 *
2 2 5 / 8 2 , 7 *
Pozn.: č i t a t e l zlomku : počet případu Jmenovatel zlomku: procentuelní podí l
- 48 - j r * 4, Problémy při výrobě plechů pro vnitřní vestavbu
Technologie výroby těchto plechů je již několik let ustálená a probíhá v podstatě'bez komplikací. Přesto se však dosud nepodařilo uspokojivě vyřešit některé problémy.
Občas se vyskytuje neprůchodnost struktury při kontrole ultrazvukem. Všeobecně je u vývalku pro kroužky vnitřní vestavby pózo-, rována při kontrolách makrostruktury oblast hrubších zrn u obou povrchů - do hloubky přibližně 1/5 tloušíky. Tato zrna jsou protažena ve směru tváření a v některých případech zřejmě tak rozměrná, že snižují průchodnost pro ultrazvukových svazek. Tyto případy se vyskytly vesměs u vývalku doválcovaných při nízkých teplotách /pod 900°C/, Pravděpodobně v průběhu válcování jsou někdy vrstvy při povrchu tvářeny kritickým stupněm deformace, což vyvolá abnormální růst zrna. V důsledku poklesu teploty v dalších průchodech již neproběhne rekrystalizace a hrubé zrno zůstane zachováno. Po roz-pouštěcím žíhání již kontrola ultrazvukem zpravidla bývá možná, i když opticky na makroleptu pásma hrubších protáhlých zrn u povrchu zůstávají zachována.
Největším problémem je v současné době velká nerovnoměrnost v hodnotách meze kluzu Rp 0,2 při +325°C. Zjistilo se, že zkušební tyče odebrané těsně u povrchu plechů vykazují mez kluzu až o 50 MPa vyšší než zkušební tyče odebrané ve větří vzdálenosti od povrchu. Přitom pokles vje výraznější u plechů větších tlouštík /100 mm a více/. Velké rozdíly v hodnotách Rp 0,2 se často vyskytují i mezi předepsanými dvěma tahovými zkouškami odebranými z jednoho vývalku. U vybrané serie tahových zkoušek odebraných z několika plechu tloušťky 80 mm se jako jedna z předpokládaných příčin prověřovala velikost austenitiekého zrna. U zkoušek odebraných z povrchových oblastí plechů bylo austenitické zrno poněkud jemnější než v oblastech od povrchu více vzdálených. Příspěvek ke zpevnění stanovený výpočtem z příslušného rozdílu velikosti zrna podle vztahu Irvina a spol. /3/.

i - 49 -
R p 0 , 2 = 4 » 1 + 2 3 l*Cl a 3 2 / ? ° N / + 1'3 №*•/ + °*2h / 5 i C r / + 0,94 /№o/ a 1,2 /%V/ + 0,29 /#W/ + 2,6 /%Nb/ + 1,7 /JÍXL/ + 0,82 /%A1/ + 0 ,16 /% <T/ + 0 , 4 6 d" 1 / 2
о po př ís lušném přepoč tu z temf/ i na MPa č i n i l j e n 12 MPa, kdežto skutečný z j iS tený průměrný r o z d í l povrchových a s t ředových hodnot meze k luzu byl 39 MPa.
Zatím t e o r e t i c k y neobjasněn a technicky nevyřešen zůs tává problém, k t e rý se v y s k y t l v s o u v i s l o s t i s ověřováním meze kluzu Rp 0 ,2 p ř i +З50 С požadované u plechu pro v n i t ř n í ves tavbu WER 1000. V řadě případů se u dvou zkoušek odebraných v t ě sné b l í z k o s t i a ve s t e j n é vzdá l enos t i od povrchu plechů po vyzkoušení p ř i +325 a +350 °C z j i s t i l y hodnoty v y š š í p ř i t e p l o t ě +350°C až o 50 MPa.
P ř e s t o , že p ř i výrobě t l u s t ý c h plechu z o c e l i 08СЩ.Ш10Т j e maximální snaha o dodržování s te jných podmínek ohřevu bram, vá lco vání i tepelného zpracování plechů, ne l ze r o z d í l y v hodnotách meze kluzu v y s v ě t l i t pouze rozdí lnou v e l i k o s t í a u s t e n i t i c k é h o z rna . Vesmíru od povrchu ke s t ř e d u t loušťky plechů dochází zřejmě к r o z d í l nému up la tněn í d a l š í c h mechanismu p ř i s p í v a j í c í c h ke zpevnění a u s t e -n i t i c k é mat r i ce , v z á v i s l o s t i na termodynamických podmínkách d e formace a proniku deformace do tvářeného kovu. Jedná se zejména o cha rak t e r subs t ruk tu ry a p r e c i p i t a č n í h o zpevnění .
Zpevněná povrchová v r s t v a má v z á v i s l o s t i na t l o u š ť c e plechu a t echnologických podmínkách výroby různou t l o u š ť k u , pravděpodobně o s t ř e ohraničnou. Občas se v y s k y t u j í c í ve lké r o z d í l y a r o z p t y l hodnot meze k luzu p ř i zvýšených zkušebních t e p l o t á c h může pak souv i s e t i s t ím, že není dodržena napros to s t e j n á poloha odebraných zkoušek vzhledem к t é t o v r s t v ě . Problém r o z d í l u v hodnotách meze k}.uzu j e dá l e zkounán s cílem zvýšení provozní j i s t o t y v dosahování p ř e depsaných hodnot meze kluzu p ř i zvýšených t e p l o t á c h u t l u s t ý c h p l e chů z o c e l i 08CH18N10T pro v n i t ř n í ves tavby jaderných e l e k t r á r e n .
- 50 -
LITERATURA
/ 1 / TPVŽ 377/76 / 2 / Motloch,Z, i
Výroba ne rezavě j í c í ch o c e l í duplexním pochodem a oxidačním vakuováním. Sborník ze semináľ-e " V l a s t n o s t i a výroba výkovků z CrNi aua l en i t i ckých o c e l í pro energe t iku" , P lzeň ,1979
/ 3 / I r v i n , K . J . , Gladman, P icker ing F .B . : J I 3 I , 208 /1969/ e.1017
SO
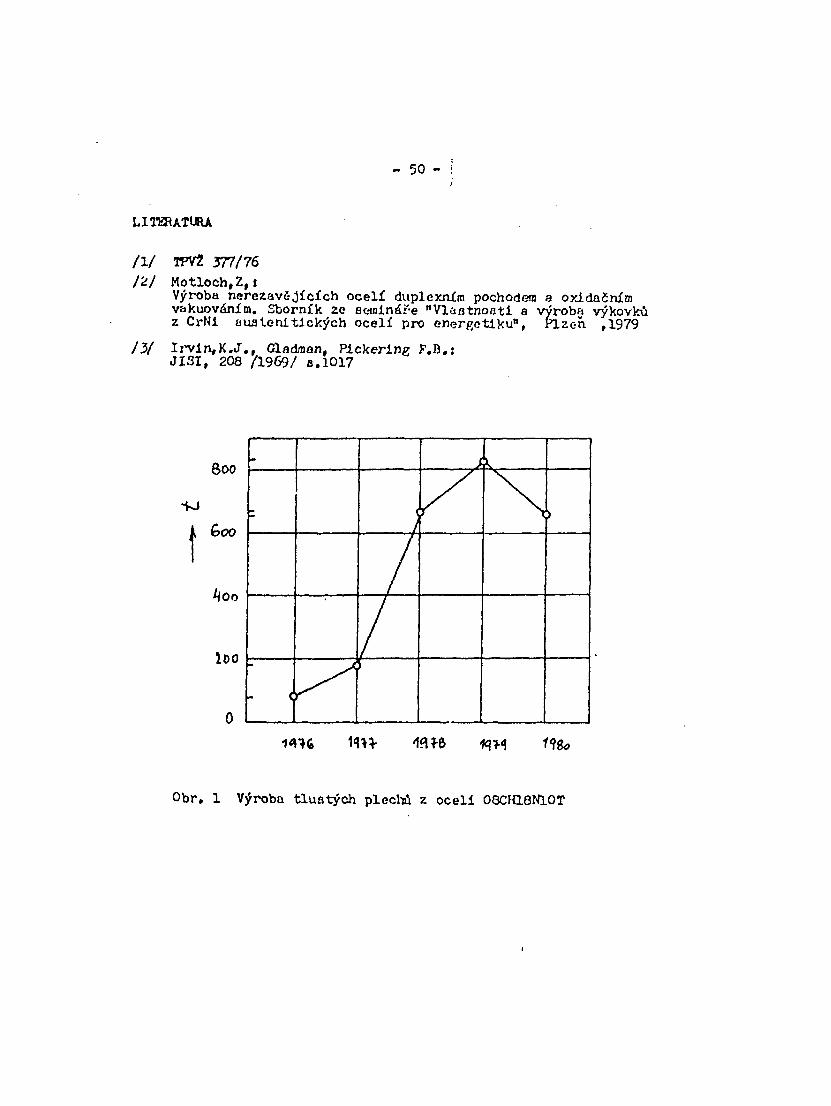
8oo
Goo
4oo
loo
-
;
i
14к m * щи *?*ч *?&?
Obr. 1 Výroba tlustých plechu z oceli 00CH18N10T
*- 51 -
NAVAROVACl PASKY Z NEREZAVĚJÍCÍCH OCELÍ PRO WER 440 A JEJICH VLASTNOSTI
Dědek V., Bořuta J., Motloch Z. Hebda B. Vondrášek O,
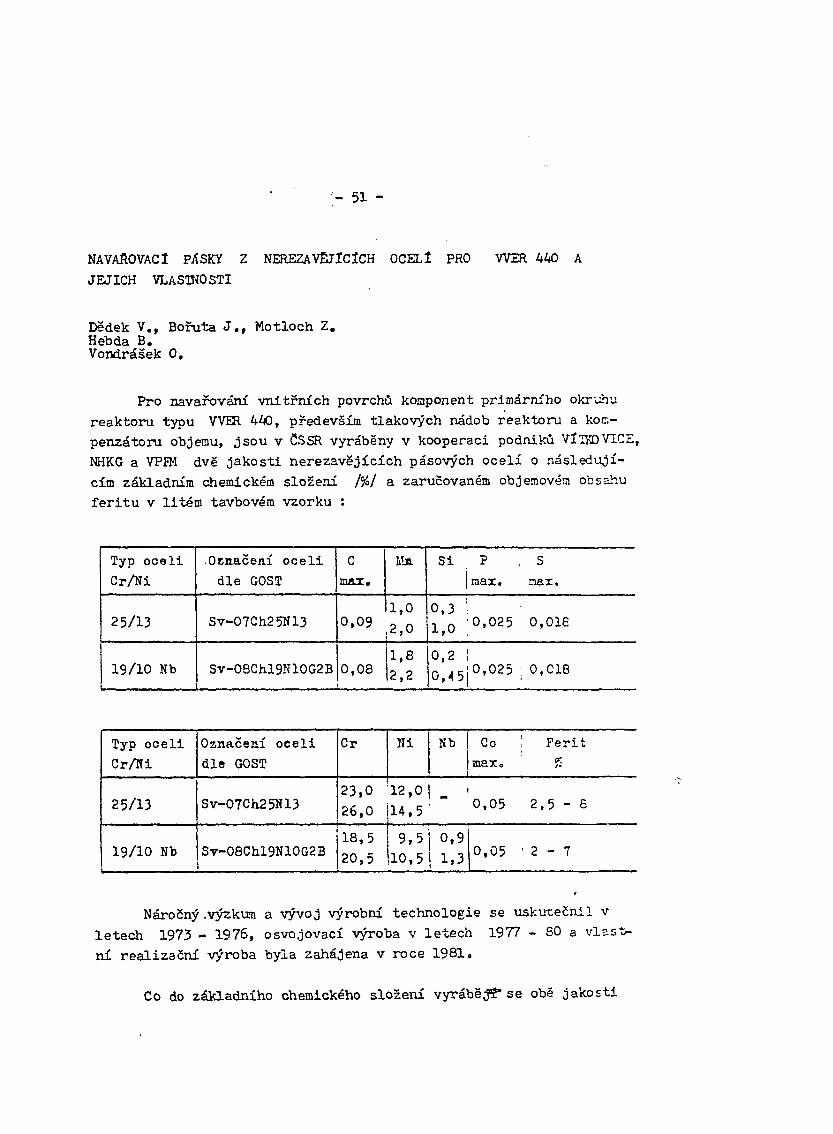
Pro navařování vnitřních povrchu komponent primárního okruhu reaktoru typu VVER 440, především tlakových nádob reaktoru a kompenzátoru objemu, jsou v ČSSR vyráběny v kooperaci podniků VÍTKOVICE, NHKG a VPFM dvě jakosti nerezavějících pásových ocelí o .následujícím základním chemickém složení /%/ a zaručovaném objemovém obsahu feritu v litém tavbovém vzorku :
Typ o c e l i Cr/Ni
25/13
19/10 Nb
.Označení o c e l i d l e GOST
Sv-07Ch25tfl3
Sv-08Chl9N10G2B
С max.
0,09
0 ,08
Mu
1,0 2 ,0
1,8 2 ,2
Si ; P , S j raax. : nax.
0 ,3 i l j 0 0 ,025 0,018
0 2 ' 0 | 4 5 j 0 , 0 2 5 ; o t c i 8
Typ o c e l i Cr/ l í i
25/13
19/10 Nb
Označení o c e l i d le GOST
Sv-07Ch251íl3
Sv-08Chl9N10G2B
Cr
23,0 26,0
18,5 20 ,5
Ni N b Co F e r i t max o %
12,0 | _ . U ) 5 . 0 ,05 2 ,5 - Б
9 , 5 j 0 ,9 10 ,5 1 1,3 0 ,05 ' 2 - 7
Náročný .výzkum a vývoj výrobní technologie se uskutečnil v letech 1973 - 1976, osvojovací výroba v letech 1977 - 80 a vlastní realizační výroba byla zahájena v roce 1981.
Co do základního chemického složení vyrábějf se obe jakosti

- 52 -
dle sovětské normy GOST, u jakosti typu CrNi 25/13 s menší úpravou obsahů Cr a Ni. Zavedením tuzemské výroby těchto výrobně náročných materiálů dosahuje se náhradou za jejich dřívější dovoz z KS každoročně významných národohospodářských devizových úspor.
V Č3SR byla zvládnuta a zavedena technologie výroby navařo-vacích pásek z nerezavějících ocelí z taveb o hmotnosti 50 t a ingotu o hmotnosti A t, což představuje špičkovou evropskou úroveň.
Za studena válcované pásy jsou vyráběny ve Válcovnách plechu Frýdek-Místek v šířkách 500 až 600 mm při obvykle používané finální tloušbce navařovacích pásek 0f5 mm. To perspektivně umožňuje aplikaci mnohem širších navařovacích pásek než je obvyklá šíře 60 mm.
Obě jakosti nerezavějících ocelí jsou vyráběny v podniku VllKOVICE specielní duplexní ocelárenskou výrobní technologií SH + + elektrická oblouková pec s dvojnásobným niimopecním vakuováním na DH stanici a řízenými postupy tváření a tepelného zpracování,přičemž se využívá h původních čsl. vynálezů.
Dodavatelem navařovacích pásek v kompletaci s xavidly je n.p. 2AZ Vamberk. Vyráběné navařovací pásky čsl. provenience se vyznačují vynikající mikročistotou na špičkové úrovni a min., náchylností к vzniku trhlin při navařováhí. Kombinované vícevrstvé náva-ry těmito páskami mají výbornou houževnatost a korozivzdornost. Návary svými vlastnostmi vyhovují všem předepsaným technickým podmínkám /korozivzdornost, mechanické vlastnosti, odolnost proti vzniku trhlin/.
O*spěšným zvládnutím náročné výrobní technologie obou jakostí ocelí, za tepla tvářených polotovarů, za tepla a za studena válcovaných pásů na čsl. výrobních zařízeních, byly vytvořeny podmínky pro případný export těchto materiálů do zemí RVHP, Získaných výzkumně vývojových a výrobních zkušeností se zvládnutím náročné výrobní technologie obou jakostí pásových ocelí, především na nejobtížnějším úseku tváření za tepla, bylo v současné době plně využito při vývojové výrobě nerez .navařovacích pásek pro WHl 1D00,
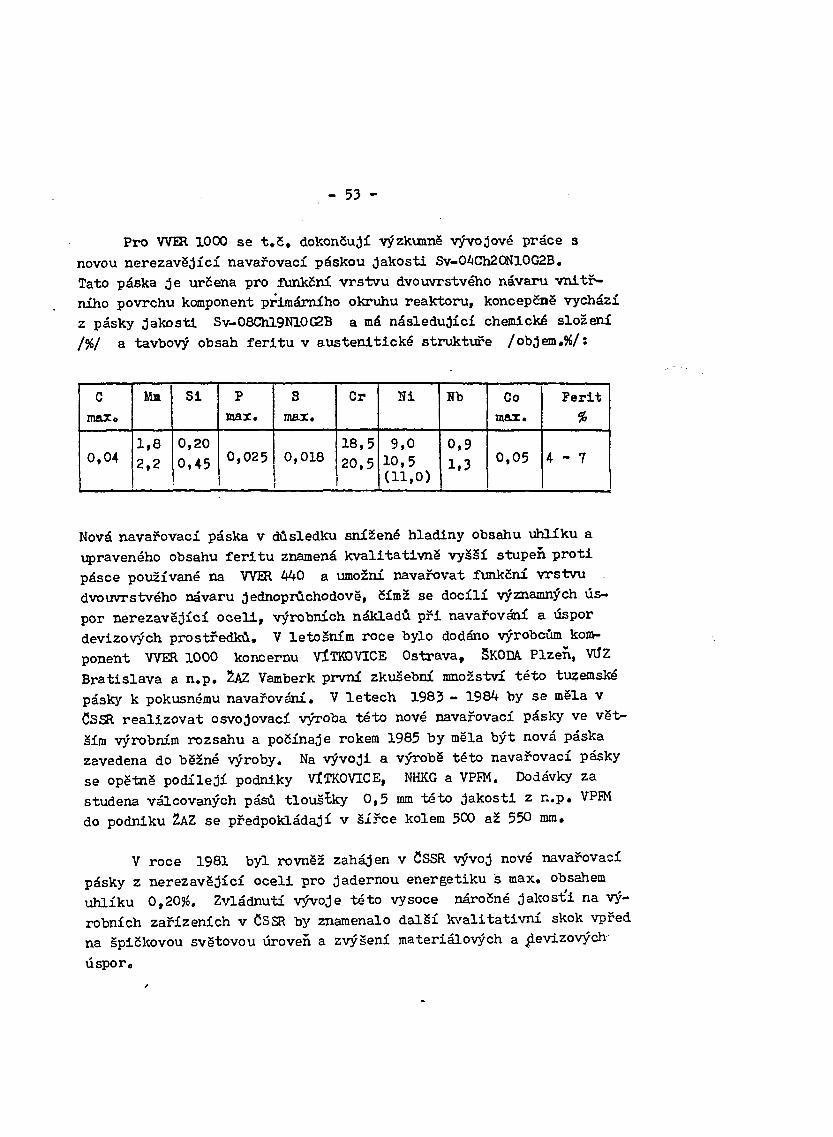
- 53 -
Pro WER 1000 se t , č , dokončují výzkunně vývojové práce s novou nerezavějící navařovací páskou jakost i Sv-04Ch20Nl0G2B. Tato páska j e určena pro funkční vrs tvu dvouvrstvého návaru v n i t ř ního povrchu komponent primárního okruhu reaktoru, koncepčně vychází z pásky jakos t i Sv-08Chl9N10G2B a má následující chemické složení /%/ a tavbový obsah fe r i tu v aus teni t ické struktuře /objem.ft/:
С max»
0,04
Ml
1,8 2,2
Si
0,20 0,45
P max.
0,025
S max.
0,018
Cr
18,5 20,5
Ni
9,0 10,5 (11,0)
Nb
0,9 1,3
Co max.
0,05
Perit %
4 - 7
Nová navařovací páska v důsledku snížené hladiny obsahu uhlíku a upraveného obsahu f e r i t u znamená kval i ta t ivně vyšší stupeň p r o t i pásce používané na WER 440 a umožní navařovat funkční vrstvu dvouvrstvého návaru jednoprůchodově, čímž se docí l í významných úspor nerezavějící oce l i , výrobních nákladů p ř i navařování a úspor devizových prostředků. V letošním roce bylo dodáno výrobcům komponent WER 1000 koncernu VÍTKOVICE Ostrava, SKODA. Plzeň, VtfZ Brat is lava a n . p . ZAZ Vamberk první zkušební množství t é to tuzemské pásky к pokusnému navařování. V l e t e c h 1983 - 1984 by se měla v ČSSR rea l izovat osvojovací výroba té to nové navařovací pásky ve vě t ším výrobním rozsahu a počínaje rokem 1985 by měla být nová páska zavedena do běžné výroby. Na vývoji a výrobě té to navařovací pásky se opětně podí le j í podniky VÍTKOVICE, NHKG a VPFM. Dodávky za studena válcovaných pásů t louštky 0,5 mm té to jakos t i z n . p . VPFM do podniku 2AZ se předpokládají v š í ř ce kolem 500 až 550 mm.
V roce 1981 byl rovněž zahájen v CSSR vývoj nové navařovací pásky z nerezavějící ocel i pro jadernou energetiku š max. obsahem uhlíku 0,20#. Zvládnutí vývoje t é to vysoce náročné jakosťi na výrobních zařízeních v ČSSR by znamenalo da l š í kva l i t a t ivn í skok vpřed na špičkovou světovou úroveň a zvýšení materiálových a Revízových-úspor.
- 54 -
Při ocelárenské výrobě uvedených nerezavějících ocelí s max. obsahy uhlíku 0,2 - 0,4 % .se v k.p. VÍTKOVICE používá specielní výrobní technologie VAKUVIT v kombinaci s oxydačním vakuováním na zařízení OVK. Zavedení těchto nových specielních nízkouhlíkových nerezavějících ocelí do běžné výroby v ČSSR umožní jejich širší aplikaci například v chemickém strojírenství a potravinářském průmyslu a zavedení nových progresivních postupů navarování nerezových výstelek páskovými elektrodami.


















