
Oberflächen- und Volumenprüfung an Gussstücken · Oberflächen- und Volumenprüfung an...
22
Oberflächen- und Volumenprüfung an Gussstücken Oberflächen- und Volumenprüfung an Gussstücken.Doc 1 LVQ-WP-Firmengruppe besteht aus LVQ-WP Werkstoffprüfung GmbH LVQ-WP Prüflabor GmbH LVQ-WP Werkstoffprüfung GmbH & Co.KG 140 Mitarbeiter, 10 Millionen € Umsatz an 3 Standorten (Mülheim an der Ruhr, Magdeburg und Bremen. Geschäftsfelder: 1. Ausbildung, 2. Dienstleistung, 3. Inspektion Magdeburg Mülheim an der Ruhr Bremen
Transcript of Oberflächen- und Volumenprüfung an Gussstücken · Oberflächen- und Volumenprüfung an...

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 1
LVQ-WP-Firmengruppe besteht aus LVQ-WP Werkstoffprüfung GmbH LVQ-WP Prüflabor GmbH LVQ-WP Werkstoffprüfung GmbH & Co.KG 140 Mitarbeiter, 10 Millionen € Umsatz an 3 Standorten (Mülheim an der Ruhr, Magdeburg und Bremen. Geschäftsfelder: 1. Ausbildung, 2. Dienstleistung, 3. Inspektion Magdeburg
Mülheim an der Ruhr
Bremen
Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 2
von Dr.-Ing. Karlheinz Schiebold, LVQ-WP Werkstoffprüfung GmbH, Mülheim an der Ruhr Inhaltsverzeichnis 1. Einführung 2. Gießen als Herstellungsverfahren und Gusswerkstoffe 3. Gussfehler 3.1 Oberflächenfehler 3.1.1 Warmrisse 3.1.2 Poren und Gasblasen 3.2 Volumenfehler 3.2.1 Lunker 3.2.2 Sand- und Schlackeneinschlüsse 3.2.3 Kernstützen 3.2.4 Seigerungserscheinungen 4. Prüfverfahren 4.1 Eindring-, Magnetpulver- und Sichtprüfung 4.1 .1 Eindringprüfung 4.1 .2 Magnetpulverprüfung 4.1 .3 Sichtprüfung 4.2 Durchstrahlungs- und Ultraschallprüfung 4.2 .1 Durchstrahlungsprüfung 4.2 .2 Ultraschallprüfung 5. Betrachtungen zur Entwicklung der Gussprüfung

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 3
1. Einführung Eine ausführliche Darstellung von Oberflächen- und Volumenprüfungen an Gussstücken ist aufgrund der Viel-zahl von Gusswerkstoffen, Gussfehler oder Prüfverfahren nicht in einem kurzen Vortrag zu erstellen. Deshalb werden nachfolgend auch die verfahrensbedingten Grundlagen der Prüfverfahren als bekannt unterstellt. nur die wichtigsten Parameter für diese Aufgabenstellung diskutiert. Beispielsweise wird die Wirbelstromprüfung im Zu-sammenhang mit der Prüfung von Gussstücken nicht erwähnt, weil sie im Vergleich zu den anderen Prüfverfah-ren vernachlässigbar in der Anwendung ist. Weiterhin werden die Nichteisen-Gusswerkstoffe nicht behandelt, weil ihre Anwendung zu speziell ist und den Rahmen des Vortrages überschreiten würde. Ein weiterer Punkt, der diesbezüglich keine Berücksichtigung gefunden hat, sind die speziellen Verfahren der Abnahme von Guss-stücken, wie z.B. der ASME-Code. Schließlich kann aus Zeitgründen auch auf die Technik der Gießverfahren nicht speziell eingegangen werden, obwohl sich die Fehler vielfach daraus ableiten. Ferner sollen Fehler, die durch ungenügende Wärmebehandlung oder durch nachfolgende mechanische Bearbeitung entstehen, nicht im Vortrag aufgeführt werden. 2. Gießen als Herstellungsverfahren und Gusswerkstoffe Schwierige Geometrien z. B. von Ventilgehäusen in Kraftwerken können oft nicht durch Fügen (z. B. Zusam-menschweißen) von Halbzeug hergestellt werden. Die Teile werden dann in einem Stück direkt gegossen. Hier-zu benötigt man eine Form, die meistens nach dem Abguss zerstört wird (verlorene Form). Es gibt aber auch Metallformen (z. B. Kokillen), die wieder verwendbar sind. Um die geeignete Form herzustellen, wird in der Re-gel um ein Modell Formsand verfestigt, dass eine Nachbildung des Gussteils ist. Da die Gussteile meist hohl sind, muss nach dem Entfernen des Modells ein Kern eingeführt werden. Damit der Kern beim Einguss der Schmelze nicht verrutscht, muss er durch Kernstützen gehalten werden. Jede Gussform braucht mindestens ei-nen Einguss (Speiser) und einen Steiger. Durch den Speiser wird das flüssige Metall in die Form gefüllt. Der Steiger dient zum Entweichen von Luft und Verunreinigungen aus der Form. Das Gefüge von Gussteilen und damit die mechanischen Eigenschaften kann nach dem Abguss nur noch durch eine Wärmebehandlung, aber nicht mehr durch Umformen, verändert werden. Daher ist die richtige Wahl der Form, des Formwerkstoffs und der Gießtemperatur entscheidend für die mechanischen Eigenschaften des spä-teren Gussteils. Die Abkühlgeschwindigkeit wird beispielsweise durch den Formwerkstoff und das Volumen der Form bestimmt. Ziel ist ein Feinkorn-Gefüge an der Oberfläche (= Gusshaut), wodurch eine höhere Festigkeit und eine größere Korrosionsbeständigkeit erreicht werden soll. Eine hohe Gießtemperatur begünstigt die Tendenzen zur Dentridenbildung bei Kokillenguss und zu Grobkornbil-dung bei Sandguss. Einen guten Kompromiss stellt z. B.ein Gefüge mit der äußeren Gusshaut als Schreck-schicht, einer nachfolgenden unterdrückten Dentridenbildung und Globuliten im Innern. Es kann z.B. durch Absenken der Gießtemperatur eingestellt werden, die für einige Gusswerkstoffe in Tabelle 1 zusam-mengestellt worden ist.
Giesstemperaturen in Grad Celsius
Grauguss 1.200 - 1.300
Stahlguss 1.550 - 1.600
Aluminiumguss 630 - 710
Tabelle 1 Gießtemperaturen für verschiedene Gusswerkstoffe [ 1 ] Keime entstehen zuerst an der kalten Wand. Da der Temperaturunterschied sehr groß ist, entstehen hier sehr viele Keime gleichzeitig. An diese Keime kristallisiert weitere Schmelze an, so dass die Keime senkrecht zur Wand in die Schmelze wachsen (Bild 1). Die hauptsächlichste Wachstumsrichtung ist die Richtung der besten Wärmeableitung. Ist die Wärmeableitung durch die Wand sehr groß (Kokillenguss), so entstehen lange "dentriti-sche Kristalle". Ist die Wärmeableitung langsam, ist also keine Vorzugsrichtung vorhanden, so entstehen eher runde, "globulitische Kristalle" (Sandguss).

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 4
Bild 1 Kristallisation der Schmelze beim Gießen [ 1 ] Nach dem Stahlgewinnungsprozess muss die Schmelze abgegossen werden. Dies geschieht entweder in Blö-cken oder Formen zur Weiterverarbeitung durch Schmieden, Walzen und Pressen oder zu Gussstücken, die im wesentlichen ihre endgültige, komplizierte Gestalt erhalten. Man unterscheidet im wesentlichen folgende Gieß-verfahren: Blockguss,
Strangguss,
Kokillenguss,
Druckguss,
Schleuderguss,
Sandguss. 3. Gussfehler Fehler bezeichnet man in der Werkstoffprüfung als Ungänzen, die die Verwendbarkeit der Gussstücke beein-trächtigen. Solange das nicht nachgewiesen ist, werden Anzeigen, Unvollkommenheiten o.ä. als Ungänzen be-zeichnet. Ungänzen in Halbzeugprodukten sind oft ursächlich auf das Erschmelzen, Gießen und Erstarren des Werkstoffes als Gussblock oder als Stranggussbramme zurückzuführen, ehe diese als Block, Bramme oder Knüppel weiterverarbeitet werden. Bei Gussteilen sind Schmelz- und Gießtemperatur, der Werkstoff mit seinen Legierungsbestandteilen und nicht zuletzt die Eisenbegleitelemente, wie Schwefel und Phosphor von besonderem Einfluss auf das Entstehen der-artiger Ungänzen. Beispielsweise sind sie meistens auf die typischen metallurgischen Einflussgrößen zurückzu-führen, wie unzulängliches Gießen, falsches Entleeren der Gussstücke aus der Form, überhöhte oder zu niedri-ge Gießtemperatur und eingeschlossene Gase oder eingeschlossenen Formsand. Formstoff und Werkstoff spie-len neben den technologischen Einflussgrößen eine bedeutende Rolle.

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 5
3.1 Oberflächenfehler 3.1.1 Warmrisse Bei hochlegierten Werkstoffen besteht der letzte Rest Schmelze zwischen den Kristallen oft aus niedrigschmel-zendem Material. Es kann sich dabei z.B. um Schwefel, Sauerstoff oder Phosphorverbindungen handeln, die als "Seigerungen" zwischen den bereits festen Körnern noch flüssig sind, wenn aufgrund der Volumenschrumpfung im Gussteil bereits starke mechanische Spannungen auftreten (Bild 2).
Bild 2 Warmrissbildung [ 8 ] Diese mechanischen Spannungen kann der Werkstoff dann nicht mehr aufnehmen, er reißt längs der Flüssig-keitsfilme. Ähnliche Erscheinungen gibt es auch bei der Abkühlung von Schweißgut am Endkrater (Endkraterris-se). Risse, unabhängig von ihrer Art, ergeben bei der Eindringprüfung fast durchweg lineare Anzeigen. Solche Anzeigen sind in den meisten Regelwerken unzulässig (AD-Merkblatt HP 5/3). 3.1.2 Poren und Gasblasen Eine Schmelze enthält im Gegensatz zum Feststoff eine große Menge an gelöstem Gas. Dieses Gas muss beim Festwerden aus dem Metall verschwinden. Es ballt sich meist an der Grenzfläche flüssig / fest zu Gasblasen zu-sammen und entweicht durch die noch flüssige Schmelze an die Luft oder in den Formsand. Dazu braucht das Gas Zeit. Erstarrt die Schmelze zu schnell, so können diese Blasen "eingefroren" werden und zur Porenbildung führen. Bild 3 zeigt Gasblasen in einem Block aus unberuhigtem Stahl.
Bild 3 Gasblasen in einem Block aus unberuhigtem Stahl [ 1 ], [ 8 ]

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 6
3.2 Volumenfehler 3.2.1 Lunker Beim Abkühlen reduziert sich das Metallvolumen. Dies gilt auch beim Gießen; hier sind drei Phasen der Volu-menminderung festzustellen (Tabelle 2): 1. Volumenminderung im flüssigen Zustand (durch Einfluss und Steiger ausgleichbar),
2. Volumenminderung im plastischen "teigigen" Zustand: Schwindung (Innen: flüssig; außen: teigig,
fest, Schmelze gleicht Volumenänderungen von innen aus),
3. Volumenminderung im festen Zustand Schrumpfung (werkstoffabhängige Volumenkontraktion). Besonders drastisch ist die Volumenminderung beim Übergang flüssig / fest (teigig). Hier treten Schwindlungs-hohlräume, Lunker genannt, auf (Bild 4).
Bild 4 Lunkerbildung
Werkstoff Schwindung in % Schrumpfung in %
Grauguß 2,8 1,0
Stahlguß 4,5 3,0
Aluminiumguß 5,0 1,3
Tabelle 2 Schwindung und Schrumpfung bei wichtigen Gusswerkstoffen [ 1 ] Schrumpfrisse treten deshalb bevorzugt im Bereich großer Wanddickenänderungen auf. In der Abgussform wird der Werkstoff an den Wänden zuerst fest und erstarrt schließlich in Schichten. Beim Übergang flüssig / fest führt jedoch die Volumenminderung dazu, dass die Flüssigkeit im Innern diese ausgleichen muß, wodurch der Spie-gel der Schmelze absinkt und ein sog. Kopflunker entsteht, der beim Sandguss durch den Speiser und beim Ko-killenguss durch den Blockkopf aufgenommen wird (Bild 5).
Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 7
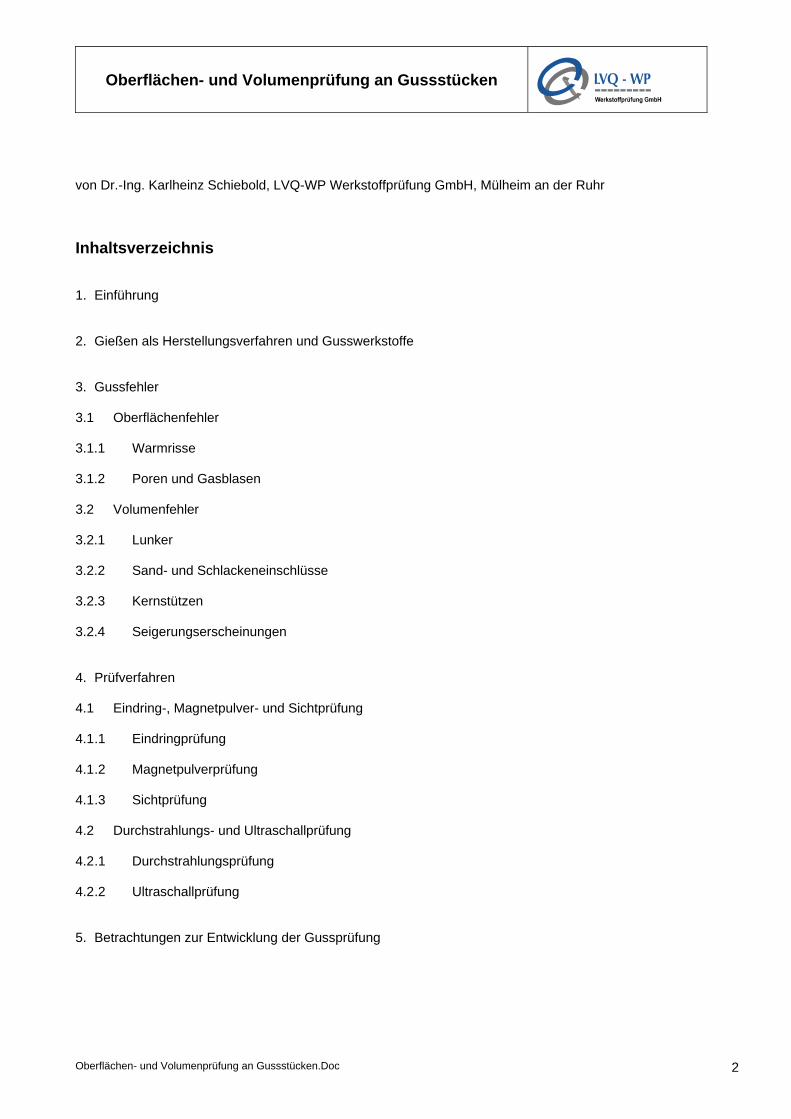
Bild 5 Blocklunker in einem Stahlblock Bei globulitischer Erstarrung im Innern kann zusätzlich zwischen einzelnen Körnern noch Restschmelze liegen, die dann verästelte Hohlräume zwischen den Körnern hinterlässt. Es entstehen Mikrolunker, Gasblasen, Schwammiges Gefüge (Bild 6).
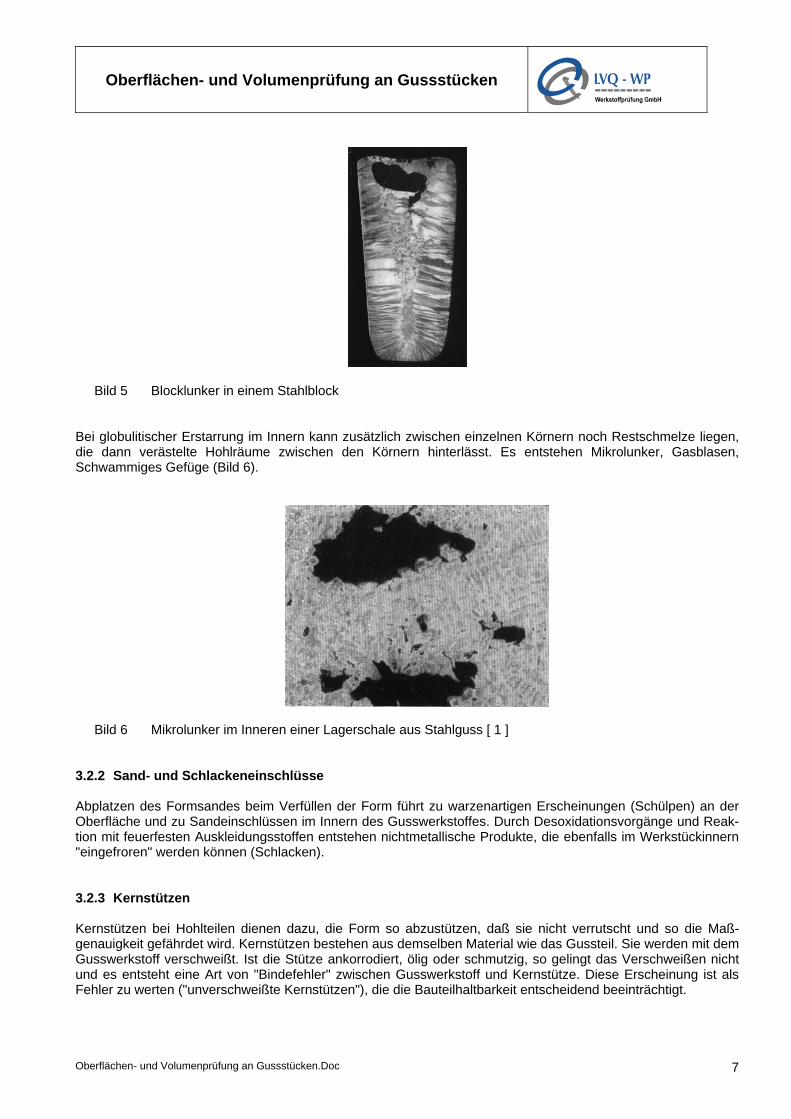
Bild 6 Mikrolunker im Inneren einer Lagerschale aus Stahlguss [ 1 ] 3.2.2 Sand- und Schlackeneinschlüsse Abplatzen des Formsandes beim Verfüllen der Form führt zu warzenartigen Erscheinungen (Schülpen) an der Oberfläche und zu Sandeinschlüssen im Innern des Gusswerkstoffes. Durch Desoxidationsvorgänge und Reak-tion mit feuerfesten Auskleidungsstoffen entstehen nichtmetallische Produkte, die ebenfalls im Werkstückinnern "eingefroren" werden können (Schlacken). 3.2.3 Kernstützen Kernstützen bei Hohlteilen dienen dazu, die Form so abzustützen, daß sie nicht verrutscht und so die Maß-genauigkeit gefährdet wird. Kernstützen bestehen aus demselben Material wie das Gussteil. Sie werden mit dem Gusswerkstoff verschweißt. Ist die Stütze ankorrodiert, ölig oder schmutzig, so gelingt das Verschweißen nicht und es entsteht eine Art von "Bindefehler" zwischen Gusswerkstoff und Kernstütze. Diese Erscheinung ist als Fehler zu werten ("unverschweißte Kernstützen"), die die Bauteilhaltbarkeit entscheidend beeinträchtigt.

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 8
3.2.4 Seigerungserscheinungen Seigerungen des Blockes werden im allgemeinen bei der Prüfung nicht festgestellt, da es sich im wesentlichen um Entmischungserscheinungen beim Erstarren handelt. Der Prüfer findet dagegen oft nichtmetallische Ein-schlüsse sowie Schlacken oder Risse, die in den Seigerungszonen bevorzugt angeordnet sind. 4. Prüfverfahren 4.1 Eindring-, Magnetpulver- und Sichtprüfung 4.1.1 Eindringprüfung Bei der Eindringprüfung [ 1 ], [ 8 ] werden grundsätzlich nur Ungänzen gefunden, die zur Oberfläche hin offen sind. Deshalb sind innere oder volumenhafte Ungänzen mit diesem Prüfverfahren nicht detektierbar. Bei der Eindringprüfung findet der Prüfer oft Poren, nichtmetallische Einschlüsse sowie Schlacken oder Risse, die in den Seigerungszonen bevorzugt angeordnet sind. Porosität erzeugt im Eindringbild weitestgehend rundliche Anzeigen, Risse oder trennungsartige Anzeigen linien-förmige Anzeigen. Deshalb wird in den Normen und Regelwerken auch prinzipiell zwischen linearen und nichtli-nearen Anzeigen unterschieden, wobei lineare Anzeigen 4.1.2 Magnetpulverprüfung Die Magnetpulverprüfung [ 2 ]ist an ferromagnetische Werkstoffe gebunden, weil diese günstige magnetische Eigenschaften aufweisen, wie z.B. eine Permeabilität von r 100 oder einen magnetischen Fluss von B 1 Tesla erreichen lassen. Sie basiert im Grunde auf den Permeabilitätsunterschieden zwischen Eisen (Prüfstück) und Luft (Ungänze) und funktioniert dann am besten, wenn dieser Unterschied am größten ist. Die Magnetpulverprüfung gestattet den Nachweis von Ungänzen, die entweder zur Oberfläche hin geöffnet oder dicht unter der Oberfläche verdeckt angeordnet sind. Die Nachweisgrenze hängt mit Sicherheit in erster Linie vom Oberflächenzustand und den Magnetisierungsbedingungen ab. Sind beide optimal, d.h. die Ungänzentiefe ist größer als die Rautiefe, jedoch nicht größer als 0,2 bis 0,4 mm und für das ferromagnetische Werkstück wer-den hinreichende Feldstärkewerte erreicht, so kann die Nachweisgrenze bei ca. 10 m angegeben werden [ 2 ]. Die Tiefenwirkung der Magnetpulvermethode, d.h. der Nachweis von Ungänzen unterhalb der Oberfläche ist umstritten. Fest steht, daß die Anzeigenfähigkeit mit zunehmender Tiefe abnimmt, wobei apparative Einflüsse, die Ungänzenart und -form sowie die Magnetisierungsbedingungen verantwortlich sind. Quantitative Aussagen über die Ungänzentiefe sind jedenfalls nicht möglich [ 6 ]. Die Verfahrensgrundlage ergibt eine empfindlichere Detektion im Oberflächenbereich bei Wechselstrommagnetisierung und eine größere Tiefenwirkung bei Gleich-strommagnetisierung. Ursache für die größere Tiefenwirkung bei Gleichstrommagnetisierung ist die gleichmäßi-gere Erfassung des gesamten Prüfstückquerschnitts, wobei die Anzeigefähigkeit jedoch nicht nur vom Oberflä-chenabstand, sondern auch von der Anordnung der Ungänze im magnetischen Fluss und von ihren Abmessun-gen selbst abhängt. Allerdings kann eine komplizierte Werkstückgeometrie den Anforderungen an die Anzeigen-bildung entgegenstehen, weil die Prüfstücke in solchen Fällen oft mehrfach mit unterschiedlichen Feldstärken und Einspannungen geprüft werden müssen [ 7 ]. In unmittelbarer Umgebung der Einspann- und Kontaktstellen ist kein Ungänzennachweis möglich, da das Prüf-mittel infolge der mechanischen Berührung nicht dorthin gelangen kann und die Feldlinien an den Polbereichen nahezu senkrecht austreten und somit keinen Streufluss bilden können. Abhilfe kann durch eine Mehrfachmag-netisierung geschaffen werden.

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 9
Man kann davon ausgehen, daß bei einer zerstörungsfreien Prüfung generell vier Aussagen getroffen werden können: 1. Ein Fehler ist vorhanden und richtig erkannt (true-positive),
2. Es ist kein Fehler vorhanden und es wird auch kein Fehler angezeigt (false-negative),
3. Ein Fehler ist vorhanden, wird aber nicht angezeigt (true-negative),
4. Es ist kein Fehler vorhanden und trotzdem wird ein Fehler angezeigt (false-positive). Unter Berücksichtigung, daß die Aussagen 1 und 3 die fehlerhaften und 2 und 4 die fehlerfreien Prüflinge be-schreiben, kann die Qualität des jeweiligen Prüfsystems unabhängig von der Gerätejustierung in einem Dia-gramm dargestellt werden, das Schlußfolgerungen über die Wahrscheinlichkeit von Fehleranzeigen und von Falschaussagen zuläßt (Bild 7).
Bild 7 Wahrscheinlichkeiten von echtem (tp) und von Pseudoausschuß (fp) bei verschiedenen Prüfsystemen [ 6 ] Während ein Prüfsystem auf der Geraden 0 mit gleicher Wahrscheinlichkeit richtige und falsche Ergebnisse er-zielt und damit im Prinzip nicht einsetzbar ist, werden beim System 5 nur 10%, bei Justierung auf 70% sogar nur noch 3% falsche Aussagen produziert. Die Fläche unter den Kurven geben damit Anhaltspunkte für die Qualität eines Prüfsystems mit 50% (sehr schlechtes System) bis 100% (optimales Prüfsystem. Man bezeichnet diese Verfahrensweise zur Einschätzung der Auffindwahrscheinlichkeit von Anzeigen als ROC-Methode (Receiver Operating Charakteristics [ 6 ] [ 10 ]). Die Bewertung der meisten zerstörungsfreien Prüfverfahren wird mit Hilfe von Testfehlern eingestellt. Die Wirk-samkeit des Verfahrens wird dann nach seiner Fähigkeit beurteilt, welche Anzeigen oberhalb der Registriergren-ze sicher erkannt und welche unterhalb mit Sicherheit nicht festgestellt werden. Der Bereich um diesen Pegel, in dem beides mit Unsicherheiten unterhalb von 95% und oberhalb von 5% verbunden ist, nennt man Unsicher-heits- oder Graubereich. Ein Prüfverfahren mit schmalem Unsicherheitsbereich ist besser als ein Verfahren mit breitem Bereich (Bild 8). Bei der Magnetpulverprüfung liegt der quantitativ bedingte Unsicherheitsbereich stets an der Grenze der Anzeigenerkennbarkeit.

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 10
Bild 8 Definition des Unsicherheitsbereiches bei der Magnetpulverprüfung [ 6 ] Maßgebend für den Rissnachweis ist die totale Permeabilität. Sie ist feldstärkeabhängig, jedoch in Grenzen, die es erlauben, dass in der Praxis unterschiedliche Werkstoffe, Querschnitte und Richtungen ausreichend magneti-siert und die Magnetisierung mit den bekannten Formeln berechnet werden können. Da die Auswertung von Magnetpulveranzeigen gegenwärtig noch fast durchweg vom Menschen ausgeführt wird, ist sie auch zu einem gewissen Grad fehlerhaft. Es bleibt ein Restrisiko für das Aussortieren fehlerhafter Teile bestehen. Statistische Untersuchungen an einer großen Zahl von Prüfteilen aus dem Automobilbau haben bei-spielsweise ergeben, dass im Vergleich der zerstörungsfrei festgestellten und der tatsächlich vorhandenen Feh-lergrößen eine vollständige Erkennbarkeit mit zerstörungsfreien Prüfsystemen nicht erwartet werden kann. Mit solchen statistischen Auswertungen lassen sich die Zuverlässigkeit und Nachweisempfindlichkeit der Magnet-pulverprüfung quantitativ recht ordentlich belegen, subjektive von objektiven Einflüssen trennen, aber auch Mängel in der Fertigung und in der Prüfung analysieren. Einen besonderen Aspekt stellt in diesem Zusammenhang die Sehfähigkeit des Prüfpersonals dar. Hierbei muss die Gesamtbelastbarkeit des menschlichen Auges berücksichtigt werden, die u.a. auch durch Medikamente, Di-abetes oder Augenerkrankungen herabgesetzt werden kann. Eine ununterbrochene Prüftätigkeit über mehrere Stunden bedeutet eine sehr hohe Belastung des Sehorgans. Bei der fluoreszierenden Prüfung ist die Tatsache zu bedenken, dass in abgedunkelten Räumen geprüft werden muss. Bei abgedunkeltem Gesichtsfeld erhöht sich die Empfindlichkeit des Auges (Dämmerungssehen). Die Zeit bis zur vollständigen Adaption des Auges an ein stark abgedunkeltes Gesichtsfeld beträgt ca. 40 Minuten. Stö-rungen der Adaptionsfähigkeit können Prüfsicherheit beeinträchtigen. Bei sehr hohen Bestrahlungsstärken über 30 W/m2 brauchen die Prüfkabinen oder Arbeitsplätze nicht mehr so stark abgedunkelt zu werden, um den glei-chen Kontrast der Leuchtdichten zwischen Anzeige und Umfeld zu erhalten. Wichtig ist auch die Gestaltung des Arbeitsplatzes hinsichtlich des Blick- und Gesichtsfeldes des Prüfers und der weitgehenden Vermeidung von Blendwirkungen, was sich insbesondere bei der Prüfung von metallisch blanken Teilen nicht immer verhindern lässt. Die zum Ungänzennachweis erforderliche Streuflussbildung ist abhängig von der Art und Form bzw. Geometrie der Ungänzen. Schlecht nachgewiesen werden können z.B. relativ breite Oberflächenfehler mit abgerundeten Kanten und flachem Grund, die u.U. einen zu geringen oder keinen ausreichenden Streufluss und somit keine Anzeigen bilden. Auch Schalen oder Schmiedeüberlappungen, die ebenfalls relativ flach in das Prüfstück „hin-einlaufen“, oder mit ferromagnetischen Schlacken (Eisenoxid) gefüllte Spalten ergeben nur schwache und oft-mals verwaschene Anzeigen durch eine verminderte Streuflussbildung.

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 11
4.1.3 Sichtprüfung Richtiges Sehen ist nicht nur für jeden Menschen eine wichtige Voraussetzung für die Erfassung seiner Umwelt, es ist für fast alle Prüfprozesse eine der wesentlichsten Voraussetzungen, um Fehler zu erkennen und bewerten zu können. Um beim Sehen von Sichtprüfung sprechen zu können, muss neben der Wechselwirkung zwischen dem Medium Licht und dem Prüfgegenstand auch noch bekannt sein, worauf es denn bei dieser Prüfung an-kommt! Es müssen Prüfmerkmale vorgegeben werden, auf die der Prüfer bei seiner Betrachtung zu achten hat, Bedingungen fixiert werden, die eine reproduzierbare Prüfung gewährleisten und Maßstäbe gesetzt werden, nach denen eine Bewertung erfolgen soll. Insoweit ist die Sichtprüfung in eine Vielzahl von bekannten Prüfver-fahren integriert. Wir führen Sichtprüfungen durch, wenn z. B. bei der Oberflächenrissprüfung Anzeigen erfasst und bewertet werden. Bevor der Prüfvorgang beginnt, soll der Prüfer den Prüfbereich auf sichtbare Ungänzen absuchen [ 13 ]. Mit dem Gültigwerden des Europäischen Regelwerkes EN 473 wird seit einigen Jahren die Sichtprüfung (engl. Visuell Testing - VT) als selbständiges Prüfverfahren beschrieben und angewendet [ 3 ]. Die Aufwertung, die die Sichtprüfung in den letzten Jahren auch in Regelwerken erfahren hat, ist nicht zuletzt der Tatsache geschuldet, dass jeder glaubt, diese relativ wenig aufwendige Prüfung selbst durchführen zu können, wenn er nur ausrei-chend „gut sehen“ kann. Die EN 473 hat sicher nicht zuletzt deshalb Voraussetzungen klargestellt, die diese Umstände präzisieren [ 19 ]. VT Prüfung in einer der Stufen 1, 2 oder 3 erfordert qualifiziertes und zertifiziertes Personal,
die Prüfdurchführung soll gemäß schriftlich festgelegter Prüfanweisung erfolgen und
im Ergebnis der Prüfung muss ein Protokoll, Befund oder Beleg erstellt werden. Der Prüfbereich als der zu untersuchende Teil der Oberfläche des Prüfstücks ist nicht nur durch seine Abmes-sungen zu beschreiben. Hinzu kommen der Werkstoff, der Oberflächenzustand, die Ausleuchtung, die Richtun-gen von Beleuchtung und Betrachtung sowie sog. „Prüfmerkmale“, die bei der Prüfung zu erkennen den Größen von Fehlern, Abweichungen, usw. entsprechen. In vielen Fällen gibt es eine sog. integrale oder Übersichtsprüfung. Dabei werden Auffälligkeiten registriert und ein Gesamteindruck des Bauteils aufgenommen. Daran schließt sich dann die spezielle Sichtprüfung mit konkre-ten Prüfzielen/Prüfmerkmalen an. Für eine spezielle Sichtprüfung sind Prüfbereiche, Prüfbedingungen und Prü-fumfänge zu definieren. Ein fester Zeitpunkt für die Sichtprüfung lässt sich infolge der Vielseitigkeit des Verfah-rens nicht angeben. Richtig ist eine planmäßige Einbindung in technologische Folgen. Möglich sind VT-Prüfungen von Beginn bis Ende des technologischen Durchlaufs sowie bei wiederkehrenden Prüfungen und Schadensanalysen. Es ist zu bemerken, dass Prüfobjekte auch innere Oberflächen besitzen können. Hohlräume müssen zur Prü-fung zugänglich sein. Zu mindestens sollen Öffnungen zur Einführung von Endoskopen zur Verfügung stehen. Geeignet für die Bewertung und Interpretation von Oberflächenungänzen ist der Gussfehleratlas des Vereins Deutscher Gießereifachleute [ 14 ], in dem Beispiele entsprechend der Bilder 9 bis 16 nachstehend aufgeführt sind. Er gibt Unterstützung bei der nominellen Erkennung von typischen Oberflächenunregelmäßigkeiten sowie deren Entstehungsursache, ist aber weniger geeignet, über Zulässigkeit oder Unzulässigkeit zu entscheiden.
Bild 9 Adern und lose Schülpen am Nassguss

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 12
Bild 10 Winkelblasen an Stahlguss
Bild 11 Kaltriss im Gusseisen
Bild 12 Warmriss im Stahlguss
Bild 13 Kaltschweißstelle im Gusseisen
Bild 14 Runzeln im Stahlguss
Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 13
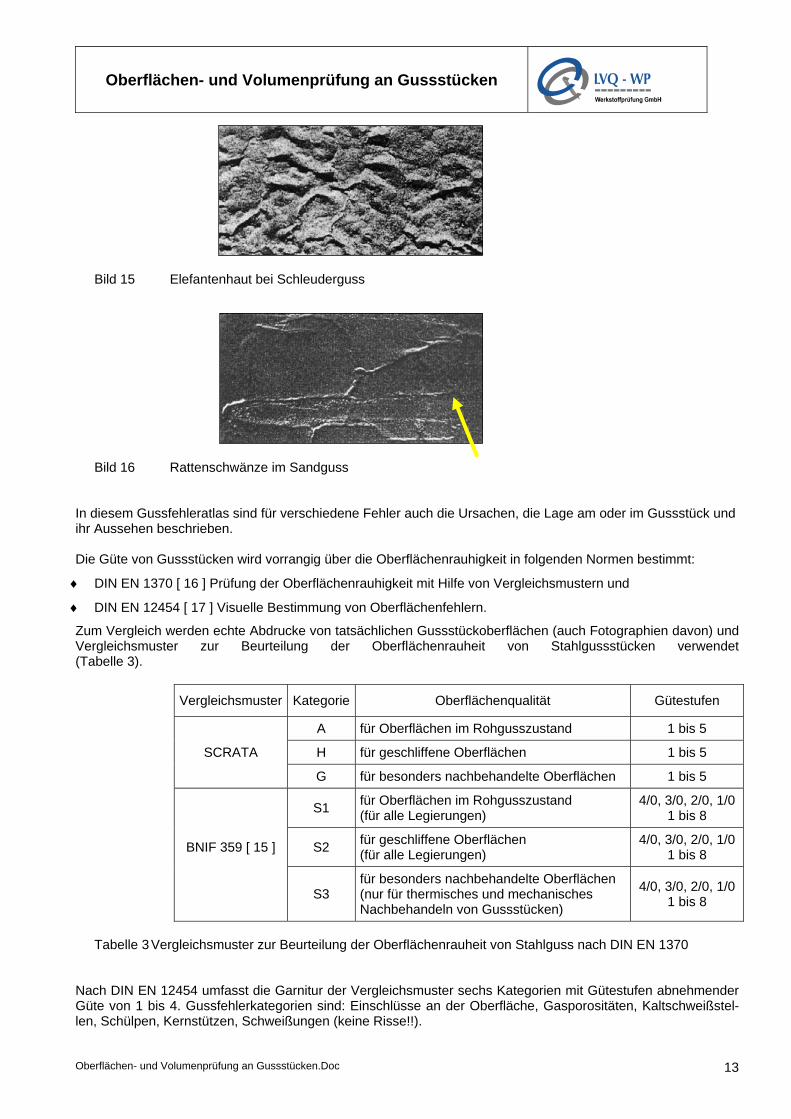
Bild 15 Elefantenhaut bei Schleuderguss
Bild 16 Rattenschwänze im Sandguss In diesem Gussfehleratlas sind für verschiedene Fehler auch die Ursachen, die Lage am oder im Gussstück und ihr Aussehen beschrieben. Die Güte von Gussstücken wird vorrangig über die Oberflächenrauhigkeit in folgenden Normen bestimmt:
DIN EN 1370 [ 16 ] Prüfung der Oberflächenrauhigkeit mit Hilfe von Vergleichsmustern und
DIN EN 12454 [ 17 ] Visuelle Bestimmung von Oberflächenfehlern.
Zum Vergleich werden echte Abdrucke von tatsächlichen Gussstückoberflächen (auch Fotographien davon) und Vergleichsmuster zur Beurteilung der Oberflächenrauheit von Stahlgussstücken verwendet (Tabelle 3).
Vergleichsmuster Kategorie Oberflächenqualität Gütestufen
A für Oberflächen im Rohgusszustand 1 bis 5
SCRATA H für geschliffene Oberflächen 1 bis 5
G für besonders nachbehandelte Oberflächen 1 bis 5
S1 für Oberflächen im Rohgusszustand (für alle Legierungen)
4/0, 3/0, 2/0, 1/01 bis 8
BNIF 359 [ 15 ] S2 für geschliffene Oberflächen (für alle Legierungen)
4/0, 3/0, 2/0, 1/01 bis 8
S3 für besonders nachbehandelte Oberflächen (nur für thermisches und mechanisches Nachbehandeln von Gussstücken)
4/0, 3/0, 2/0, 1/01 bis 8
Tabelle 3 Vergleichsmuster zur Beurteilung der Oberflächenrauheit von Stahlguss nach DIN EN 1370 Nach DIN EN 12454 umfasst die Garnitur der Vergleichsmuster sechs Kategorien mit Gütestufen abnehmender Güte von 1 bis 4. Gussfehlerkategorien sind: Einschlüsse an der Oberfläche, Gasporositäten, Kaltschweißstel-len, Schülpen, Kernstützen, Schweißungen (keine Risse!!).
Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 14
S6
S7
S8
S9
S1S2S3S4 S5
S10
S11
S12
S5 je 1x exzentrisch durch die seitlichen Leisten
Das Regelwerk fordert Bestellangaben zum Zeitpunkt der Sichtprüfung hinsichtlich der Gütestufe und der Prüf-bereiche für die verschiedenen Kategorien und die Fertigungsstufe, in der die Oberflächen zu beurteilen sind. Im Protokoll sind anzugeben der Prüfablauf, sofern Kundenforderung, Prüfstückbezeichnung, Name und Qualifika-tion des Prüfers, die ermittelte Kategorie und Gütestufe des Prüfbereichs. Nicht registrierpflichtige Ungänzen sind Prüfgegenstandsmerkmale, die ggfls. als Ungänze eingeschätzt wer-den, oder durch das optische System z.B. als Verfärbung oder Schattenwurf auftreten. Sofern sie sich als uner-heblich ergeben, werden sie nicht registriert. Registrierpflichtige Ungänzen unterteilt man in zulässige Ungänzen, die als Fehler keinen Einfluss auf die Sicherheit oder Gebrauchsfähigkeit des Bauteils besitzen und in unzulässige Ungänzen oder Fehler mit Aus-wirkung auf Sicherheit und Gebrauchsfähigkeit des Bauteils. 4.2 Durchstrahlungs- und Ultraschallprüfung 4.2.1 Durchstrahlungsprüfung In den für die Durchstrahlungsprüfung von Gussstücken [ 4 ] [ 18 ] gültigen Normen, wie EN 444 werden zwei Prüfklassen unterschieden:
Prüfklasse A: für die Grundtechnik, z.B. zur Prüfung auf volumenhafte Fehler,
Prüfklasse B: für die verbesserte Technik mit höherer Empfindlichkeit, z.B. zur Prüfung auf die Gütestufen mit höchster Qualität oder bei Anschweißenden.
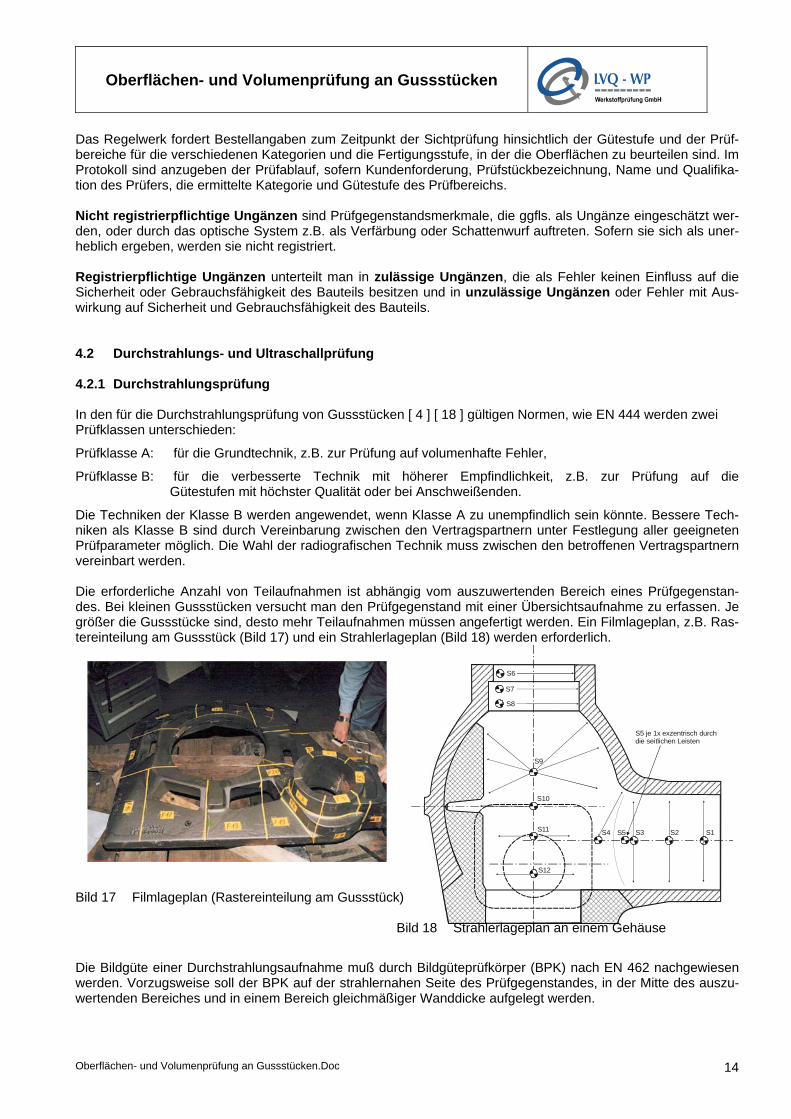
Die Techniken der Klasse B werden angewendet, wenn Klasse A zu unempfindlich sein könnte. Bessere Tech-niken als Klasse B sind durch Vereinbarung zwischen den Vertragspartnern unter Festlegung aller geeigneten Prüfparameter möglich. Die Wahl der radiografischen Technik muss zwischen den betroffenen Vertragspartnern vereinbart werden. Die erforderliche Anzahl von Teilaufnahmen ist abhängig vom auszuwertenden Bereich eines Prüfgegenstan-des. Bei kleinen Gussstücken versucht man den Prüfgegenstand mit einer Übersichtsaufnahme zu erfassen. Je größer die Gussstücke sind, desto mehr Teilaufnahmen müssen angefertigt werden. Ein Filmlageplan, z.B. Ras-tereinteilung am Gussstück (Bild 17) und ein Strahlerlageplan (Bild 18) werden erforderlich. Bild 17 Filmlageplan (Rastereinteilung am Gussstück) Bild 18 Strahlerlageplan an einem Gehäuse Die Bildgüte einer Durchstrahlungsaufnahme muß durch Bildgüteprüfkörper (BPK) nach EN 462 nachgewiesen werden. Vorzugsweise soll der BPK auf der strahlernahen Seite des Prüfgegenstandes, in der Mitte des auszu-wertenden Bereiches und in einem Bereich gleichmäßiger Wanddicke aufgelegt werden.

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 15
Die Auswertung der Bildgüte erfolgt nach EN 462, indem die Zahl des kleinsten Drahtes oder Loches, der bzw. das bei der Abbildung des BPK auf dem Film unterschieden werden kann, bestimmt wird. Dabei gilt ein Draht des BPK als erkannt, wenn er im Bereich gleichmäßiger Schwärzung auf mindestens 10 mm Länge zusammen-hängend eindeutig sichtbar ist. Zur Ungänzenklassifizierung und –beurteilung unterscheidet man objektbezogene Regelwerke mit den Zulässig-keiten sowie prüftechnische Normen und Regelwerke, die die verfahrensspezifischen Details beschreiben (Bild 19).
Objektbezogene Regelwerke
DIN 12680 ASME-Code, Sect. III u. VIII
Prüftechnische Regelwerke
EN 584 EN 462 EN 444 ASTM E-186
ASTM E-280
ASTM E-446
Bild 19 Objektbezogene und prüftechnische Regelwerke für die radiografische Gussstückprüfung Zur Zeit werden Gussstücke aus Gusseisen, Stahl, Aluminium, Kupfer sowie Kupfer-Legierungen und Magnesi-um nach EN 12681 geprüft. In Abhängigkeit von der Wanddicke und der Strahlenquelle werden die Ungänzen (Fehlercodes) und ihre Zulässigkeiten in 8 Qualitätsklassen bewertet. Zur Bewertung der Fehler werden Ver-gleichsbildreihen vorwiegend aus dem amerikanischen Regelwerk (ASTM-Atlanten) vorgeschrieben. Sind die möglichen Vergleichsbilder festgestellt, ist die mit Ungänzen behaftete Fläche auf dem Film der Fläche auf der Vergleichsaufnahme gegenüberzustellen. Sollte der Flächenanteil auf der zu beurteilenden Aufnahme größer sein als die Vergleichsaufnahme, so ist der Film in Abschnitte zu unterteilen, die der Größe der Ver-gleichsaufnahme entsprechen. Lassen sich auf dem Film verschiedene Ungänzen feststellen, so sind diese nacheinander mit den zutreffenden Vergleichsbildern zu bewerten (z.B. A und B-Anzeigen festgestellt nach Ver-gleichsbild A und Level II sowie B und Level III [ 9 ].

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 16
4.2.2 Ultraschallprüfung Die Ultraschallprüfung ist das am meisten eingesetzte Prüfverfahren bei Gusswerkstücken [ 5 ] [ 11 ] [ 12 ], weil es sowohl bei der Herstellung der Gussstücke als auch auf der Baustelle zur Geltung kommt. Stahlguss Durch Seigerung setzen sich zwischen den Dentriden Verunreinigungen, nichtmetallische Einschlüsse, Oxide, etc. ab. Dies kann für Ultraschall z.B. eine Phasengrenzfläche darstellen, so dass der Schall hier reflektiert, d. h. aus seiner Richtung gelenkt wird und nicht mehr geortet werden kann. Auch Röntgenstrahlung kann z. B. in den Dentriden und zwischen ihnen unterschiedlich geschwächt werden. "Gefügeanzeigen" auf dem Film können dann zu Fehldeutungen führen. Im Gegensatz zu Schmiedestücken wird die Prüfbarkeit von Gussstücken wesentlich beeinflusst durch den Werkstoff, den Gefügezustand, die Bauteilgeometrie und die Fehlerart. Werkstoff und Gefügezustand sind un-trennbar miteinander verbunden und bestimmen die einzusetzende Prüftechnik. Bauteilgeometrie und Fehlerar-ten lassen sich relativ unabhängig vom Werkstoff betrachten. In Bezug auf die Bauteilgeometrie sind für die Ult-raschallprüfung Grenzen durch Oberflächenzustand, Gussstückform, Querschnittsübergänge, nicht parallele Wandungen und Wanddicke gegeben, obwohl gerade die Prüfbarkeit größerer Wanddicken einen Vorteil der US-Prüfung gegenüber der Durchstrahlungsprüfung darstellt, allerdings nur beim Stahlformguss und einge-schränkt bei GGG. Die ersten drei Faktoren bestimmen auch, ob die im Gussstück auftretenden Fehlerarten überhaupt identifiziert werden können. Tabelle 4 gibt einen Überblick über die wichtigsten für die Ultraschallprüfung relevanten Fehler-arten, deren Ursachen und Nachweisbarkeit. Die Nachweisbarkeit von Gussfehlern hängt in entscheidendem Maße von deren Reflexionsvermögen ab. Leider sind die zum Prüfkopf zurückreflektierten Anteile des ursprüng-lich einfallenden Schallbündels bei den meisten Fehleranordnungen nur sehr gering, so dass die Echohöhe nur selten zur Bewertung von Anzeigen benutzt werden kann und vorrangig die abschattende Wirkung der Fehler auf das Rückwandecho betrachtet werden muss. Dies hat zur Folge, dass das Signal-/Rauschverhältnis von Ungänzen- und Gefügeanzeigen sehr bedeutungsvoll ist.
Fehlergruppe Fehlerart Entstehungsursachen Nachweisbarkeit bei der US-Prüfung
Hohlräume Poren Gasblasen Metallische Einschlüsse
Form, Kern und Binde-mittel, ungenügend ge-trocknet, mangelhafte Desoxydation des Strahls und des Form-sandes, unzureichende Entlüftung der Kerne, zu hoher Gasgehalt der Schmelze, Luft im Gießstrahl. unvollständig gelöste Legierungselemente oder Fremdmetalle.
schlechtes Reflexionsvermögen, erst in großer Anzahl feststellbar, streuen den Ultraschall aufgrund ih-rer fast kugelförmigen Gestalt sehr stark und reflektieren nur sehr wenig zum Prüfkopf zurück. nicht nachweisbar.

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 17
Fehlergruppe Fehlerart Entstehungsursachen Nachweisbarkeit bei der US-Prüfung
Hohlräume
Risse
Nichtmetalli-sche Ein-schlüsse, Schlacken
Lunker
Warmrisse
Kaltrisse
Unver-schweißte Stellen
Ausscheidungen der Desoxydationsmittel oder des Schwefels, von der Schmelze mit-gerissene Teilchen der Form, Gießpfanne oder Speiser. Ungünstige Anschnitt-Technik und Formstoffeigenschaften
Volumenschwächung bei der Erstarrung, un-genügende Speisung, zu hohe Gießtempera-tur, zu starke Quer-schnittsübergänge, Mik-rolunker durch Gefüge-auflockerungen
Interkristalline Span-nungs- und Schwin-dungsrisse während der Erstarrung durch das Zusammenwirken von Schwindungsbe-hinderung des Form-stoffes, ungünstiger Konstruktion (Modul), hohem Schwefelgehalt und zu hoher Gießtem-peratur
Nach der Erstarrung der Schmelze durch Dehnungsbehinderung, sehr verschiedene Ab-kühlungsverhältnisse, zu zeitiges Entleeren der Gussform, äußere Spannungen (Speiserabtrennung)
Kühleisen zur gelenk-ten Erstarrung oder Kernstützen werden vor dem Erstarren nicht aufgeschmolzen
Besser als Poren oder Gasblasen feststellbar aufgrund der zumeist größeren unregelmäßigeren Ab-messungen mit flächigen oder linien-förmigen Anteilen senkrecht zum Schallstrahl
Aufgrund der zumeist rauhen, unre-gelmäßigen Innenoberfläche der Makrolunker oder der schwammarti-gen Gefüge-Ausbildung mit Mikro-lunkern sind immer den Schallstrahl reflektierenden oder das Schallbün-del abschattende Oberflächenanteile vorhanden, so dass man Lunker zumeist durch das fehlende Rück-wandecho nachweisen kann.
Falls sie verdeckt liegen und nicht bis zur Oberfläche durchgehen, sind sie nur nachweisbar, wenn ihre Grundorientierung bekannt ist. Senkrecht zum Schallstrahl wie ein flächenhafter Fehler gut zu detektie-ren.
Verlaufen stets von außen nach in-nen und trennen oft den ganzen Querschnitt in spannungsgefährde-ten Zonen (Querschnittsübergänge).
Kennt man die Lage von Kühleisen oder Kernstützen im Gussstück, las-sen sich diese Trennungen gut nachweisen
Tabelle 4 Wesentliche Fehlerarten für die Ultraschall-Gussstückprüfung [ 5 ]

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 18
Der Werkstoff hat beim Gussstück den entscheidenden Einfluss auf die Prüfbarkeit und die einzusetzende Prüf-technik. Über die Legierung und den Gefügezustand bestimmt er die Durchschallbarkeit und die Ungänzen-nachweisbarkeit. Deshalb müssen Prüftechnik und Prüfumfang in Abhängigkeit vom Gusswerkstoff betrachtet werden. Unlegierte und niedriglegierte Stahlgusswerkstoffe sind unter Beachtung der Bauteilgeometrie relativ gut prüfbar, wenn die Gussstücke einer Normalisierungsglühung unterzogen oder vergütet werden. Bild 20 zeigt das Gefüge von Stahlguss im Gusszustand und Bild 21 nach dem Normalisierungsglühen.
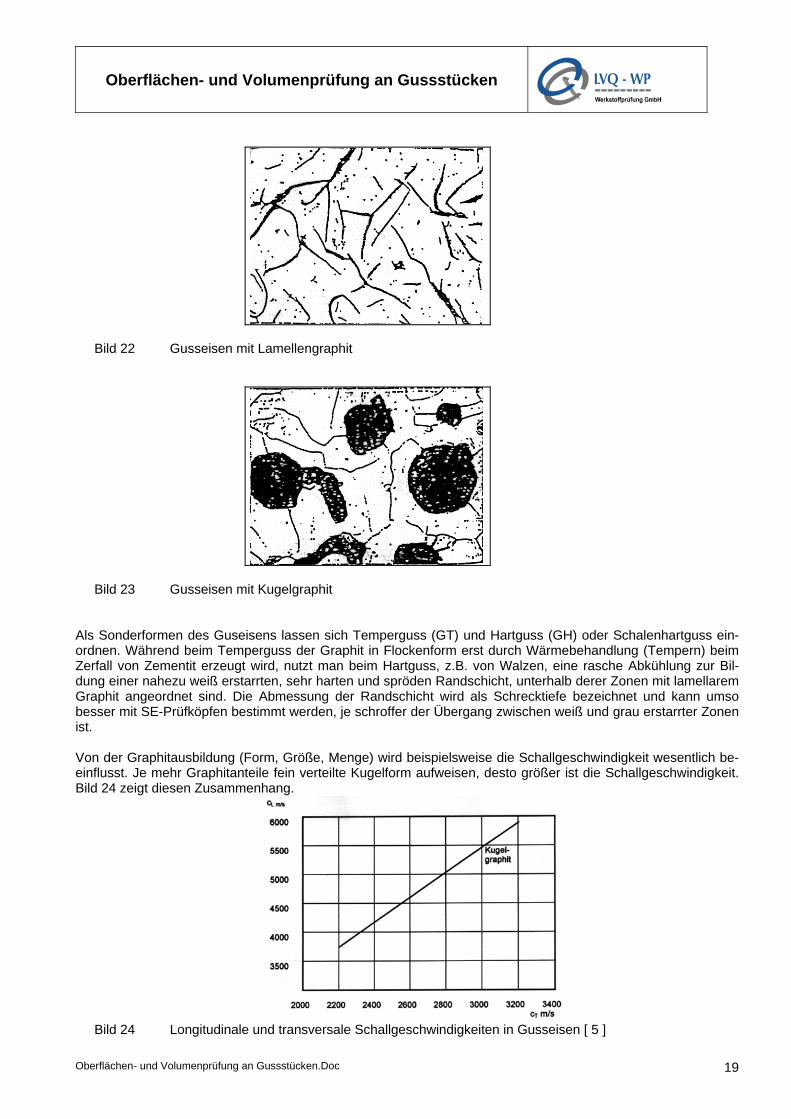
Bild 20 Stahlgussgefüge im Gusszustand Bild 21 Stahlgussgefüge im normalisierten Zustand Ohne eine solche Wärmebehandlung lassen sich allenfalls Werkstücke mit Wanddicken unter 20 mm ausrei-chend prüfen und bewerten, weil bei größeren Wanddicken zunehmend nadelig-spießige Kristallkörner, soge-nanntes Widmannstättensches Gefüge (Bild 20), den Schalldurchgang behindern. Deshalb sollte bei diesen Werkstoffen der Erfolg der Wärmebehandlungsmaßnahmen durch eine Gefügeprüfung untersucht werden, be-vor die Defektoskopie beginnt. Beispielsweise können bestimmte Gussstückpartien bei ungünstiger Ofenbele-gung ohne jeden Schalldurchgang sein, so dass durch Unkenntnis des Gefügezustandes Fehler vermutet wer-den oder aber auch Schwierigkeiten bei der mechanischen Oberflächenbearbeitung durch zu harte Stellen als Folge zu geringer Dehnungs- und Zähigkeitswerte auftreten. Hochlegierte Stahlgusswerkstoffe sind meistens nur bei ferritischer Gefügeausbildung bedingt prüfbar. Für aus-tenitische Werkstoffe muss besondere Prüftechnik verwendet werden, um überhaupt Schalldurchgang zu errei-chen. Zur Verbesserung des Schalldurchganges werden in der Praxis vorwiegend Prüfköpfe mit großem Schwingerdurchmesser und niedriger Frequenz eingesetzt. Gusseisen Beim Gusseisen ist die Ultraschallprüfbarkeit nicht allgemein gegeben, da einerseits bedingt durch die chemi-sche Zusammensetzung des Grundgefüges und die Ausbildung des Kohlenstoffes als Graphit Schallgeschwin-digkeit und Schallschwächung in weiten Grenzen schwanken und andererseits nicht oder nur in geringem Maße wie beim Stahlguss Wärmebehandlungen zur Verbesserung der Gefügestrukur eingesetzt werden können. In Abhängigkeit von der Graphitausbildung werden Guseisen mit Lamellengraphit (GG – Bild 22), Kugelgraphit (GGG – Bild 23) und Vermiculargraphit als Mischform unterschieden.
Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 19
Bild 22 Gusseisen mit Lamellengraphit
Bild 23 Gusseisen mit Kugelgraphit Als Sonderformen des Guseisens lassen sich Temperguss (GT) und Hartguss (GH) oder Schalenhartguss ein-ordnen. Während beim Temperguss der Graphit in Flockenform erst durch Wärmebehandlung (Tempern) beim Zerfall von Zementit erzeugt wird, nutzt man beim Hartguss, z.B. von Walzen, eine rasche Abkühlung zur Bil-dung einer nahezu weiß erstarrten, sehr harten und spröden Randschicht, unterhalb derer Zonen mit lamellarem Graphit angeordnet sind. Die Abmessung der Randschicht wird als Schrecktiefe bezeichnet und kann umso besser mit SE-Prüfköpfen bestimmt werden, je schroffer der Übergang zwischen weiß und grau erstarrter Zonen ist. Von der Graphitausbildung (Form, Größe, Menge) wird beispielsweise die Schallgeschwindigkeit wesentlich be-einflusst. Je mehr Graphitanteile fein verteilte Kugelform aufweisen, desto größer ist die Schallgeschwindigkeit. Bild 24 zeigt diesen Zusammenhang.
Bild 24 Longitudinale und transversale Schallgeschwindigkeiten in Gusseisen [ 5 ]

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 20
Die Grenze für Gusseisen mit Kugelgraphit liegt bei c long 5500 m/s und mindestens 90% kugelförmigen Gra-phitanteile. Bei c long 5400 bis 5500 m/s weist das Gefüge unregelmäßige bis gestörte Sphärolite (Kugelgraphit) und bei c long < 5400 m/s geplatzte und entartete Sphärolite auf. Im Vergleich dazu hat Gusseisen mit Lamellengraphit ca. 3800 bis 4500 m/s Schallgeschwindigkeit. Werden bei Produktionskontrollen mittels Ultraschallmessung zur Einstellung von Kugelgraphitguss Werte zwi-schen 70% und 90% von Kugelgraphit festgestellt, kann eine Perlitisierungsglühung angewendet werden, um die mechanischen Eigenschaften des Kugelgraphitgusses doch noch zu erreichen bzw. zu verbessern. Defektoskopische Ultraschalluntersuchungen werden überwiegend an Gussstücken aus Gusseisen mit Kugel-graphit (Sphärolitguss), seltener an Gusseisen mit Lamellengraphit oder Temperguss durchgeführt. Grundsätz-lich lassen sich ähnliche Aussagen zur Prüfbarkeit und Beurteilung von Ungänzen wie beim Stahlformguss tref-fen. Dennoch entstehen durch den Graphit zusätzliche Schwierigkeiten, weil Graphitlamellen besondere Streu-zentren für den Ultraschall sind und somit die durch das Grundgefüge bedingte Schallschwächung verstärken. Darüber hinaus kann dadurch der Nachweis kleinerer Ungänzen ungünstiger werden. Bei Sphäroguss treten in der Praxis im wesentlichen Dross, Schlacke, Sandstellen, Kaltschweißstellen und Lunker als Anhäufung von Po-ren, die sich in Verbindung mit Dross bis zur Oberfläche ausdehnen können, auf: Prinzipiell sollte davon ausgegangen werden, dass Gussstücke umso schlechter prüfbar sind, je größer ihrer Wanddicke, je geringer ihre Festigkeit und je größer und häufiger die Graphitlamellen sind. Ultraschallprüfung von Gussstücken nach Normen und Regelwerken
Gusswerkstoff Normen und Regelwerke
Stahlformguss DIN EN 12680-1 und -2, SEP 1922 u. DIN 1690, T.2, SEP 1924
Gusseisen mit Kugelgraphit DIN EN 12680-3
Gusseisen mit Lamellengraphit keine Norm bzw. Regelwerke
Die beiden Normen DIN en 12680-1 und -2 sind inhaltlich fast deckungsgleich. Das gilt auch für DIN EN 12680-3 [ 20 ]. 5. Betrachtungen zur Entwicklung der Gussprüfung Erneuerbare Energien, wie Wind, Wasser oder Sonne, gewinnen zunehmend an Bedeutung und ihr Anteil an der Energieversorgung steigt weltweit. Für einen nachhaltigen und wirtschaftlichen Betrieb solcher Energiesys-teme ist die Sicherstellung der Qualität unabdingbar, sei es in der Fertigung der Zulieferteile, bei der Herstellung der Materialien oder bei der Wartung im Einsatz. Bei der Herstellung von Komponenten für Windenergieanlagen verhindert eine rechtzeitige Herstellerüberwa-chung, dass sich folgenschwere Produktionsfehler einschleichen. Global Sourcing - überall auf der Welt entste-hen neue Herstellerbetriebe, zahlreiche neue Fertigungsverfahren entwickeln sich. Nur wenn Mängel so schnell wie möglich aufgedeckt werden, lassen sich später längere Ausfälle im Betrieb und unnötige Kosten vermeiden. Zu den Punkten, die untersucht werden müssen, zählen kritische Prozesse in der Fertigung, die Qualifikation des Personals sowie die interne Qualitätssicherung des Herstellers inklusive Messungen und Wareneingangs-kontrollen [4]. Geprüft werden folgende Komponenten aus Gusseisen mit Kugelgraphit (Sphäroguss) mit Ultraschall nach DIN EN 12680, Magnetpulverprüfung nach DIN EN 1369 und DIN ISO 9934, Eindringprüfung nach DIN EN 1371 und DIN EN 571 sowie DIN ISO 3354,und schließlich Sichtprüfung nach DIN EN 1370 und DIN EN 12454, wobei Ur-sachen, Lagen und Aussehen von Oberflächenfehlern aus dem Gussfehleratlas des Gießereiverlages Düssel-dorf entnommen werden können [8].
Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 21
Main beam (Maschinenträger),
Base frame (Bodenplatte),
Naben,
Maschinenfundamente,
Gear stay (Gehäuse),
Bremsscheiben,
Yaw beam (Unterlegscheiben),
Torque arm (Trägerarme),
Bearing house (Gehäuse)
Achszapfen,
Gussteile für Knoten an Windenergiefundamenten und anlagen sowie Offshoreplattformen. Die Bedeutung der zerstörungsfreien Gussstückprüfung kann auch davon abgeleitet werden, dass international ständig neue Normen und Regelwerke erarbeitet werden, um die Qualifizierung des Prüfpersonals und die Quantifizierung der Zulässigkeiten von Ungänzen und damit die Qualität der Gussstücke sicherer zu gestalten. 6. Literaturverzeichnis [ 1 ] Skript Eindringprüfung LVQ-WP Werkstoffprüfung GmbH Stufe 3
[ 2 ] Skript Magnetpulverprüfung LVQ-WP Werkstoffprüfung GmbH Stufe 3
[ 3 ] Skript Sichtprüfung LVQ-WP Werkstoffprüfung GmbH Stufe 3
[ 4 ] Skript Durchstrahlungsprüfung LVQ-WP Werkstoffprüfung GmbH Stufe 3
[ 5 ] Skript Ultraschallprüfung LVQ-WP Werkstoffprüfung GmbH Stufe 3
[ 6 ] Deutsch, Morgner, Vogt, Magnetpulver-Rißprüfung, Castell-Verlag GmbH Wuppertal 2001
[ 7 ] Deutsch, Deutsch, Vogt, Platte, Schuster, Die Magnetpulver-Rißprüfung (MP),
Castell-Verlag GmbH Wuppertal 1999
[ 8 ] Deutsch, Wagner, Prüfung auf Oberflächenrisse nach dem Eindring-Verfahren,
Castell-Verlag GmbH Wuppertal 1999
[ 9 ] Purschke, Die Röntgen-Prüfung (RT/RS), Castell-Verlag GmbH Wuppertal 2001
[ 10 ] Deutsch, Autorenkollektiv, Informationsschriften zur Zerstörungsfreien Prüfung
[ 11 ] Krautkrämer, Werkstoffprüfung mit Ultraschall, Springer-Verlag 1958
[ 12 ] Deutsch, Platte, Vogt, Ultraschallprüfung, Springer-Verlag 1999
[ 13 ] Mahlke, Stand der Normung auf dem Gebiet der Oberflächentechnik, Galvanotechnik 1992
[ 14 ] Gussfehleratlas, Gießereiverlag Düsseldorf 1973
[ 15 ] BNIF359, Vergleichsmuster als Beispiele zur Bewertung des Oberflächenzustandes
[ 16 ] DIN EN 1370, Gießereiwesen, Prüfung der Oberflächenrauheit mit Vergleichsmuster 1997
[ 17 ] DIN EN 12454, Gießereiwesen, Visuelle Bestimmung von Oberflächenfehlern 1998
[ 18 ] DIN EN 12681, Gießereiwesen, Durchstrahlungsprüfung 2003
[ 19 ] DIN EN 473, Qualifizierung und Zertifizierung von Personal der ZfP 2008
[ 20 ] DIN EN 12680, Gießereiwesen, Ultraschallprüfung 2003

Oberflächen- und Volumenprüfung an Gussstücken
Oberflächen- und Volumenprüfung an Gussstücken.Doc 22
Vielen Dank für Ihre Aufmerksamkeit


















