
NUEVAS CAPACIDADES DE CALIBRACIÓN ACREDITADAS; … · 2015-12-20 · internacionalmente...
21
Página 1 de 4 NUEVAS CAPACIDADES DE CALIBRACIÓN ACREDITADAS; TERMOPARES Juan Carlos Soto Rial Laboratorio Nacional de Temperatura de Chile, CESMEC S.A. Av. Marathon 2595, Macul, Santiago - Chile 56 (2) 23502100 (Anexo 9738) – [email protected] Resumen: El Laboratorio Nacional de Temperatura (LCPN-T) ha realizado calibraciones trazables de termopares durante los últimos años por sobre los 660 °C, sin embargo estas mediciones no se encontraban internacionalmente reconocidas. Producto de esto, el laboratorio se abocó durante parte del 2014 y todo el 2015 a la tarea de acreditar un procedimiento para la calibración de termopares entre los -80 °C y los 1100 °C. En el presente documento se presentan los aspectos más relevantes de este proceso. 1. INTRODUCCIÓN Los termopares son los sensores más ampliamente usados en la industria para la medición de temperatura [1], tanto por la facilidad que implica su medición en términos prácticos (aun cuando hasta el día de hoy su principio de medición se encuentre en la oscuridad para la mayoría de los usuarios) como por los costos involucrados; incluso en un momento fueron parte de la definición de temperatura entre los 630,74 °C y 1064,43 °C, en la escala de temperatura de 1968 [2]. Considerando lo anterior, y en particular para el intervalo por sobre los 660 °C (en los cuales Chile no tenía mediciones internacionalmente reconocidas), es que el LCPN-T ha postulado durante el 2015 a la acreditación de la calibración de termopares en el rango entre -80 °C y 1100 °C, donde se ha tomado en cuenta que gran cantidad de las mediciones realizadas con termopares son realizadas bajo los 660 °C. En el presente documento se presentan los aspectos más relevantes del procedimiento postulado ante el organismo de acreditación bajo el cual se sustentarán las mejores capacidades de medición del país. 2. ALCANCE DEL SERVICIO El servicio abarca la calibración de termopares de metales nobles (tipo B, R y S), metales base (E, J, K, N y T) y sistemas de medición de temperatura que utilicen estos sensores, en el rango entre -80 °C y 1100 °C [3]. 3. EQUIPOS, MATERIALES Y PATRONES Dependiendo del rango de temperatura a medir, el LCPN-T cuenta con distintos patrones de referencia y medios de comparación a ser usados durante el proceso de calibración, un resumen de lo anterior se puede ver en la tabla 1: Rango Temperatura Medio de Comparación Patrón de Referencia -80 °C a 200 °C Baño Líquido Termómetro de Resistencia de Platino Patrón 200 °C a 600 °C Horno Pozo Seco Termómetro de Resistencia de Platino Patrón 600 °C a 1100 °C Horno Pozo Seco Termopar Patrón tipo S Dentro de cada uno de estos rangos de temperatura, los puntos de calibración propuestos son los que se muestran en la tabla 2: Rango Temperatura Puntos de Calibración -80 °C a 200 °C -80 / -50 / 0 / 100 / 200 200 °C a 600 °C 200 / 300 / 400 / 500 / 600 600 °C a 1100 °C 600 / 700 / 800 / 900 / 1000 / 1100 Para el rango de altas temperaturas el laboratorio ha adquirido recientemente un horno de pozo seco horizontal marca Carbolite, mejorado para realizar mediciones por comparación y un multímetro Agilent modelo 34872A con un swicth multicanal para la medición de voltaje de los termopares. Tabla 1: Medios de Comparación y Patrones Utilizados según rango de calibración Tabla 2: Puntos de calibración según el rango de calibración
Transcript of NUEVAS CAPACIDADES DE CALIBRACIÓN ACREDITADAS; … · 2015-12-20 · internacionalmente...

Página 1 de 4
NUEVAS CAPACIDADES DE CALIBRACIÓN ACREDITADAS; TERMOPARES
Juan Carlos Soto Rial
Laboratorio Nacional de Temperatura de Chile, CESMEC S.A. Av. Marathon 2595, Macul, Santiago - Chile
56 (2) 23502100 (Anexo 9738) – [email protected]
Resumen: El Laboratorio Nacional de Temperatura (LCPN-T) ha realizado calibraciones trazables de termopares durante los últimos años por sobre los 660 °C, sin embargo estas mediciones no se encontraban internacionalmente reconocidas. Producto de esto, el laboratorio se abocó durante parte del 2014 y todo el 2015 a la tarea de acreditar un procedimiento para la calibración de termopares entre los -80 °C y los 1100 °C. En el presente documento se presentan los aspectos más relevantes de este proceso. 1. INTRODUCCIÓN Los termopares son los sensores más ampliamente usados en la industria para la medición de temperatura [1], tanto por la facilidad que implica su medición en términos prácticos (aun cuando hasta el día de hoy su principio de medición se encuentre en la oscuridad para la mayoría de los usuarios) como por los costos involucrados; incluso en un momento fueron parte de la definición de temperatura entre los 630,74 °C y 1064,43 °C, en la escala de temperatura de 1968 [2]. Considerando lo anterior, y en particular para el intervalo por sobre los 660 °C (en los cuales Chile no tenía mediciones internacionalmente reconocidas), es que el LCPN-T ha postulado durante el 2015 a la acreditación de la calibración de termopares en el rango entre -80 °C y 1100 °C, donde se ha tomado en cuenta que gran cantidad de las mediciones realizadas con termopares son realizadas bajo los 660 °C. En el presente documento se presentan los aspectos más relevantes del procedimiento postulado ante el organismo de acreditación bajo el cual se sustentarán las mejores capacidades de medición del país. 2. ALCANCE DEL SERVICIO El servicio abarca la calibración de termopares de metales nobles (tipo B, R y S), metales base (E, J, K, N y T) y sistemas de medición de temperatura que utilicen estos sensores, en el rango entre -80 °C y 1100 °C [3]. 3. EQUIPOS, MATERIALES Y PATRONES Dependiendo del rango de temperatura a medir, el LCPN-T cuenta con distintos patrones de referencia y medios de comparación a ser usados
durante el proceso de calibración, un resumen de lo anterior se puede ver en la tabla 1:
Rango Temperatura
Medio de Comparación
Patrón de Referencia
-80 °C a 200 °C Baño Líquido Termómetro de Resistencia de Platino Patrón
200 °C a 600 °C Horno Pozo Seco
Termómetro de Resistencia de Platino Patrón
600 °C a 1100 °C Horno Pozo Seco
Termopar Patrón tipo S
Dentro de cada uno de estos rangos de temperatura, los puntos de calibración propuestos son los que se muestran en la tabla 2:
Rango Temperatura Puntos de Calibración
-80 °C a 200 °C -80 / -50 / 0 / 100 / 200 200 °C a 600 °C 200 / 300 / 400 / 500 / 600 600 °C a 1100 °C 600 / 700 / 800 / 900 / 1000 / 1100 Para el rango de altas temperaturas el laboratorio ha adquirido recientemente un horno de pozo seco horizontal marca Carbolite, mejorado para realizar mediciones por comparación y un multímetro Agilent modelo 34872A con un swicth multicanal para la medición de voltaje de los termopares.
Tabla 1: Medios de Comparación y Patrones Utilizados según rango de calibración
Tabla 2: Puntos de calibración según el rango de calibración

La caracterización inicial realizada al horno horizontal ha mostrado los siguientes resultados en el rango entre 500 °C y 1100 °C: 푢 (푘 = 1) ≤ 0,19°퐶 (estabilidad de la fuente) 푢 (푘 = 1) ≤ 0,36°퐶 (gradiente axial) 푢 (푘 = 1) ≤ 0,04°퐶 (gradiente radial) En el gráfico 1 se muestra una medición para la estimación de la incertidumbre por estabilidad realizada a 1100 °C durante un período mayor a 1 hora:
4. PROCEDIMIENTO DE CALIBRACIÓN El proceso de calibración se desarrolla en orden ascendente de temperaturas, desde el punto más bajo al punto más alto de calibración. Para cada punto de calibración, se realizan 3 mediciones para evaluar la repetibilidad del termopar o sistema bajo calibración, según la siguiente secuencia: 1.- una vez estabilizada la fuente de calor, se realizan 10 mediciones del patrón y del termopar o sistema bajo calibración. 2.- se retira el termopar y se espera que alcance temperatura ambiente; luego se introduce el termopar a la fuente de calor y se repite 1. El proceso anterior se repite hasta tener 3 conjuntos de mediciones que permitirán obtener una incertidumbre debido a la repetibilidad del termopar o sistema bajo calibración푢(훿푇 ),asumiendo una distribución rectangular con los límites máximos y mínimos de los errores obtenidos en cada repetición:
푢(훿푇 ) = ( , ) ( , )
√ (1)
Cuando los gradientes radiales en el horno de pozo seco son importantes, se puede utilizar el esquema de la figura 1 para estimar la corrección debido a la diferencia de temperaturas entre pozos:
En el primer caso, se mide con el patrón y el termopar o sistema bajo calibración en la posición # 1; luego se invierte la posición de los sensores en los pozos, posición # 2, para finalmente regresar a la posición inicial, posición # 3. La diferencia entre la temperatura del agujero (2) donde se encuentra inicialmente el patrón y la temperatura del agujero (1) donde se encuentra inicialmente el termopar o sistema bajo calibración, se puede aproximar cómo: 푇 − 푇 ≈ ∆ ∆ (2) donde: 1: es la diferencia de temperatura medida entre el patrón (P) en el agujero (2) y el termopar o sistema bajo calibración (C) en el agujero (1) 2: es la diferencia de temperatura medida entre el termopar o sistema bajo calibración (C) en el agujero (2) y el patrón en el agujero (1). La tercera medición (posición # 3 o repetición de la posición inicial), se puede utilizar para estimar una incertidumbre asociada a la corrección debido al gradiente radial.
Figura 1: Secuencia de posiciones del termopar bajo calibración (C) y el patrón de referencia (P) cuando se realiza corrección radial en un horno de pozo seco.
Gráfico 1: Medición Realizada a 1100 °C en el horno horizontal Carbolite para la estimación de la incertidumbre debido a la estabilidad de la fuente.

5. MODELO DE MEDICIÓN El modelo de medición utilizado para la estimación del error E(T90) del termopar o sistema bajo calibración viene dado por:
(3) donde: Termopar Bajo Calibración
: Temperatura
: Error debido a la repetibilidad
: Error debido a la no homogeneidad
: Error debido a la ecuación de referencia inversa
: Error debido a la juntura de referencia Patrón de Referencia
: Indicación del patrón de referencia
: Error debido al certificado de calibración
: Error debido a la deriva Medio de Comparación
: Error debido a la estabilidad
: Error debido a la homogeneidad En el caso que se calibre un termopar sólo (sin un indicador de temperatura), el modelo para la medición de voltaje viene dado por:
(4) donde:
: Fem medida en el termopar
: Corrección debido a la resolución del multímetro
: Corrección debido a las especificaciones del multímetro
: Corrección debido a la deriva del multímetro
: Corrección debido a la presencia de fem parásitas
: Corrección debido a la conexión interna de los canales del multímetro
Este modelo es aplicado tanto a los termopares bajo calibración, cómo a la medición del voltaje cuando se utilizan termopares cómo patrones de referencia. 6. INCERTIDUMBRE Las incertidumbres de medición se obtienen directamente de las ecuaciones (3) y (4) dependiendo el caso. La incertidumbre asociada al voltaje, a partir de la ecuación (4) viene dada por:
(5) Mient ras que la incertidumbre asociada al modelo principal, se estimada en forma análoga a partir de la ecuación (3). En el caso que se utilice la ecuación (4), la incertidumbre de TC se estima a partir de la siguiente ecuación:
(6)
donde CVC es el coeficiente de sensibilidad asociado al voltaje medido en el termopar bajo calibración, y se obtiene a partir de los polinomios de referencia para los distintos tipos de termopares [4] (considerar que cuando la temperatura de referencia TP ha sido medida con un termopar, la ecuación (6) es también aplicable); salvo para el caso de los termopares tipo k en los cuales se debe agregar un término exponencial, estos coeficientes tienen en general la siguiente forma:
(6)
MHMEPDPCPCJRCERCHCRC TTTTTTTTTTtE )( 90
CT
CRT
CHT
CERT
RCT J
PTPCT
PDT
METMHT
CHMCPARDMEMRMMMC VVVVVVtV 90
MMV
RMV
EMV
DMV
PARV
CHMV
CHMCPARDMEMRMMMC VuVuVuVuVuVuVu 222222
CC
CCVCC Vu
dVdTVuCTu
901
90211
901 ...2 tVcntVcctVciC n
CnC
n
i
iCiVC

7. Conclusión: Mejores Capacidades de Medición Postuladas
Utilizando el procedimiento de medición descrito, el LCPN-T postuló durante este año 2015 a la ampliación de sus actuales capacidades de medición ante el Organismo de Acreditación Alemán (DAkkS), para incluir la calibración de termopares y sistemas que utilicen termopares como sensores, según la siguiente tabla: Ítem Bajo
Calibración Rango Medio de Comparación MCM
Termopares Nobles (B, R y
S)
0 °C a 80 °C Baño Líquido 1,0 K 80 °C a 250 °C Baño Líquido 0,8 K
250 °C a 600 °C Horno Pozo Seco 1,0 K
600 °C a 1100 °C Horno Pozo Seco 1,5 K
Termopares Base (E, J, K,
N, T)
-80 °C a 0 °C Baño Líquido 0,6 K 0 °C a 80 °C Baño Líquido 0,5 K
80 °C a 250 °C Baño Líquido 0,5 K
250 °C a 600 °C Horno Pozo Seco 1,2 K
600 °C a 1100 °C Horno Pozo Seco 2,0 K
Se espera que a comienzos del 2016, estas nuevas MCM se encuentren oficialmente reconocidas bajo la acreditación DAkkS, por lo que las mediciones realizadas en Chile con termopares en el rango entre -80 °C y 1100 °C sean reconocidas internacionalmente bajo el Acuerdo de Reconocimiento Mutuo [5]. REFERENCIAS [1] Traceable Temperatures, second edition, J.V.
Nicholas and D. R. White [2] International Practical Temperature Scale 1968,
ITPS-1968 [3] Procedimiento LCPN-T, “Thermocouple
calibration within the range of -80 ºC to +1100 ºC”, Juan Carlos Soto R., Mauricio Araya C, 2015
[4] NIST Monograph 175, “Temperature-
Electromotive Force Reference Functions and
Tables for the Letter-Designated Thermocouple Types Based on the ITS-90”.
[5]http://www.iaac.org.mx/Documents/Controlled/Mandatory/MD%200
09%20ILAC%20P-5%20ILAC%20MRA%20Traduccion.pdf
Tabla 3: Mejores Capacidades de Calibración postuladas por el LCPN-T para la calibración de termopares en el rango entre -80 °C y 1100 °C.

Página 1 de 9
CARACTERIZACIÓN DE ESTABILIDAD Y GRADIENTES PARA HORNO DE BLOQUE: SEGÚN GUÍA TÉCNICA PERTENECIENTE A CENAM.
Juan C. Echaurren
Codelco Chile, División Chuquicamata [email protected]
Resumen: Se muestran aquí directrices de caracterización térmica, basadas en documento perteneciente a CENAM, México, Abril 2008, titulado: “Guía Técnica sobre Trazabilidad e Incertidumbre de las Mediciones en la Caracterización Térmica de Baños y Hornos de Temperatura Controlada” [1]. Estas directrices son aplicables a hornos de pozo seco, baños líquidos y de arena. Fueron realizadas en esta caracterización 1710 mediciones en tres puntos de medición y en tres profundidades para cada punto. Los resultados arrojan como conclusión, un 80 % de parámetros térmicos favorables para calibraciones a 9 cm de profundidad en pozo de trabajo B de este horno. 1. INTRODUCCIÓN. Este trabajo tiene como finalidad mostrar en detalle las directrices de caracterización de hornos de bloque, mencionadas en documento ideado por CENAM [1] en la guía técnica antes nombrada. En esta guía es tratada la caracterización térmica de un horno de bloque, como una cuantificación de la uniformidad térmica del mismo, que le permite al metrólogo realizar tareas de calibración conociendo exactamente la influencia de la fuente de calor usada, es decir, realizar las compensaciones a las mediciones realizadas en las calibraciones de sistemas termométricos (analógicos y digitales), según los parámetros obtenidos durante la caracterización del horno. Esta uniformidad térmica es cuantificada según sus dos componentes principales: Estabilidad y Gradiente. Estabilidad térmica es la máxima diferencia de temperatura observada en la zona de trabajo, para un intervalo de tiempo de medición dado, debido al accionar del control de temperatura propio de la fuente de calor. A su vez, el gradiente de temperatura es la máxima diferencia de temperatura observada en la zona de trabajo, para un intervalo de tiempo de medición dado, debido a las diferencias espaciales (axial y/o radial) existentes en los puntos de medición. En ambos casos son importantes su valor numérico y su unidad de medida, que unidas originan la magnitud que se desea conocer. Mientras mayor es el número de mediciones de la caracterización, mayor es su grado de representatividad. 2. MEDICIONES Y CÁLCULOS. 2.1. Método de medición.
a. Este horno de bloque fue caracterizado en
150 °C, 600 °C y 999 °C, y cada uno de estos puntos fue evaluado a 5 cm, 7 cm y 9 cm de profundidad en los pozos A y B, medidos desde su extremo superior hacia el piso de los mismos. Un esquema preliminar de montaje es mostrado en Fig. 1, como sigue:
Fig. 1 Vista frontal y superior con detalles de inserto y pozos utilizados.
b. Las mediciones con el sensor primario son realizadas en el pozo B de trabajo, con

Página 2 de 9
muestreos cada 20 segundos durante una hora para la estimación de la estabilidad térmica en cada una de las profundidades mencionadas en (a), y por comparación entre el sensor primario y secundario para la estimación del gradiente térmico combinado, con diez muestras, cada una de ellas separadas por 20 segundos. Una muestra de las condiciones de caracterización son enunciadas a partir del apartado 2.2 .
c. El formalismo matemático utilizado corresponde básicamente a la estimación de incertidumbres tipo B, combinada y expandida, expresadas como EST, y U respectivamente, y empleando subíndices para identificar a que parámetros de caracterización corresponden.
d. Se mostrará en detalle sólo una porción del trabajo de caracterización realizado.
2.2. Condición de caracterización N° 1. 150 ºC / 5 cm / pozo B / Termopar N. Estabilidad térmica: 1 Lectura cada 20 segundos durante 1 hora, como se muestra en los gráficos 1 y 2:
Gráfico 1. Primer muestreo de 90 mediciones para la estimación de estabilidad térmica, condición N°1.
Gráfico 2. Segundo muestreo de 90 mediciones para la estimación de estabilidad térmica, condición N°1. De los gráficos 1 y 2 obtenemos: Límite superior =146,21 ºC. Límite Inferior =145,54 ºC. Estimación de estabilidad térmica EST y uniformidad térmica de horno UNIF HORNO para pozo B.
(1)
(2) Gradiente de temperatura (T):
(a). Si T ESTTomar N=5
lecturas, tal que, GRAD 0 ºC.
(b). Si T ESTTomar N=10
lecturas ,tal que, GRAD sea:
.19,012
CLLEST INFSUP
22PRIMARIOPATRÓNHORNOUNIF EST
.54,0 C
31
31
Página 3 de 9
(3)
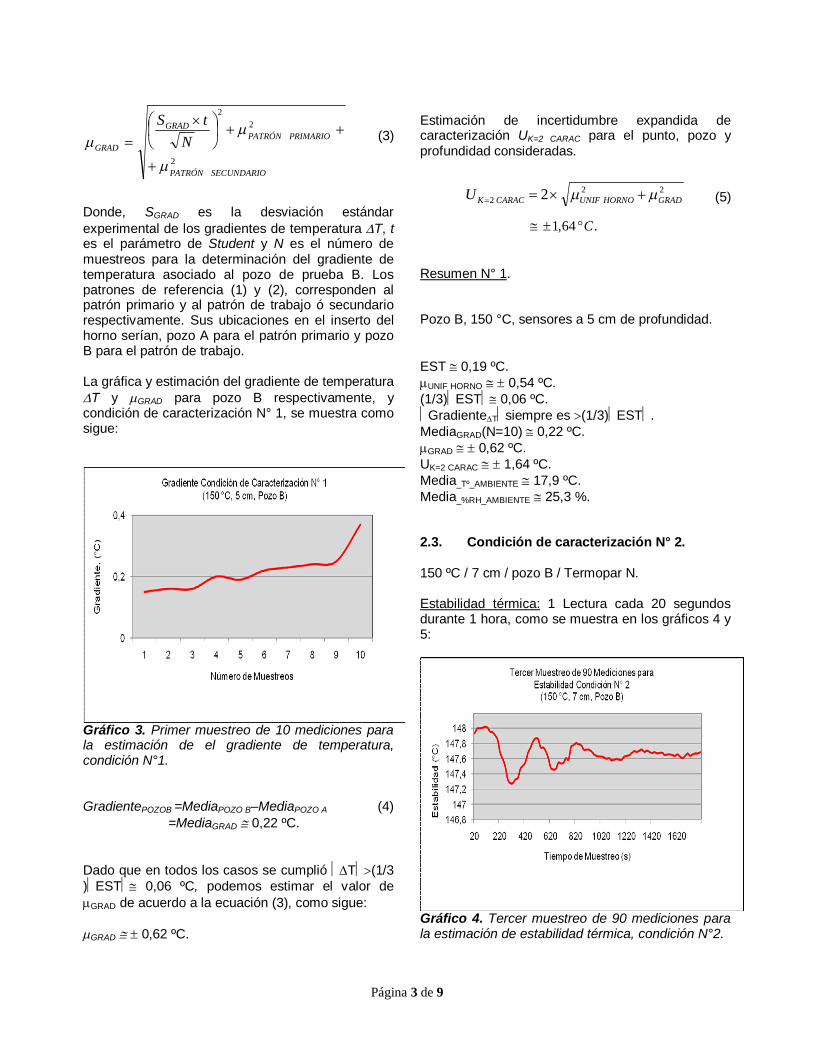
Donde, SGRAD es la desviación estándar experimental de los gradientes de temperatura T, t es el parámetro de Student y N es el número de muestreos para la determinación del gradiente de temperatura asociado al pozo de prueba B. Los patrones de referencia (1) y (2), corresponden al patrón primario y al patrón de trabajo ó secundario respectivamente. Sus ubicaciones en el inserto del horno serían, pozo A para el patrón primario y pozo B para el patrón de trabajo. La gráfica y estimación del gradiente de temperatura T y GRAD para pozo B respectivamente, y condición de caracterización N° 1, se muestra como sigue:
Gráfico 3. Primer muestreo de 10 mediciones para la estimación de el gradiente de temperatura, condición N°1. GradientePOZOB =MediaPOZO B–MediaPOZO A (4) =MediaGRAD 0,22 ºC. Dado que en todos los casos se cumplió T(1/3 )EST 0,06 ºC, podemos estimar el valor de GRAD de acuerdo a la ecuación (3), como sigue: GRAD 0,62 ºC.
Estimación de incertidumbre expandida de caracterización UK=2 CARAC para el punto, pozo y profundidad consideradas.
(5)
Resumen N° 1. Pozo B, 150 °C, sensores a 5 cm de profundidad. EST 0,19 ºC. UNIF HORNO 0,54 ºC. (1/3)EST 0,06 ºC. GradienteTsiempre es (1/3)EST. MediaGRAD(N=10) 0,22 ºC. GRAD 0,62 ºC. UK=2 CARAC 1,64 ºC. Media_Tº_AMBIENTE 17,9 ºC. Media_%RH_AMBIENTE 25,3 %. 2.3. Condición de caracterización N° 2. 150 ºC / 7 cm / pozo B / Termopar N. Estabilidad térmica: 1 Lectura cada 20 segundos durante 1 hora, como se muestra en los gráficos 4 y 5:
Gráfico 4. Tercer muestreo de 90 mediciones para la estimación de estabilidad térmica, condición N°2.
2
22
SECUNDARIOPATRÓN
PRIMARIOPATRÓNGRAD
GRAD NtS
222 2 GRADHORNOUNIFCARACKU
.64,1 C

Página 4 de 9
Gráfico 5. Cuarto muestreo de 90 mediciones para la estimación de estabilidad térmica, condición N°2. De los gráficos 4 y 5 obtenemos: Límite superior =149,69 ºC. Límite inferior =147,28 °C. Estimación de estabilidad térmica EST y uniformidad térmica de horno UNIF HORNO para pozo B. Gradiente de temperatura (T):
(a). Si T ESTTomar N=5
lecturas, tal que, GRAD 0 ºC.
(b). Si T ESTTomar N=10
lecturas ,tal que, GRAD sea:
(c). Si las condiciones (a) y (b) se cumplen ambas en un 50%, entonces se aplica el peor de los casos (b) en donde N=10 y GRAD de acuerdo a la función especificada en la ecuación (3).
(d). Si la condición (a) ó la condición (b)
se cumplen en el intervalo abierto ]50 %, 100 %[, entonces SGRAD será estimado para N perteneciente al intervalo ]5, 10[.
Donde además, SGRAD es la desviación estándar experimental de los gradientes de temperatura T, t es el parámetro de Student y N es el número de muestreos para la determinación del gradiente de temperatura asociado al pozo de trabajo B. Gráfica y estimación del gradiente de temperatura T y GRAD para pozo B respectivamente, para condición de caracterización N° 2.
Gráfico 6. Segundo muestreo de 10 mediciones para la estimación de el gradiente de temperatura, condición N°2. GradientePOZOB 0,22 ºC. Dado que en esta tabla se cumple lo mencionado en (c), podemos estimar el valor de GRAD de acuerdo a la ecuación (3) como sigue: GRAD 0,62 ºC.
.70,0 CEST
HORNOUNIF .86,0 C
31
31
2
22
SECUNDARIOPATRÓN
PRIMARIOPATRÓNGRAD
GRAD NtS

Página 5 de 9
Estimación de incertidumbre expandida de caracterización UK=2 CARAC para el punto, pozo y profundidad consideradas. Resumen N° 2. Pozo B, 150 °C, sensores a 7 cm de profundidad. EST 0,70 ºC. UNIF HORNO 0,86 ºC. (1/3)EST 0,23 ºC. GradienteT según (e). MediaGRAD(N=10) 0,22 ºC. GRAD 0,62 ºC. UK=2 CARAC 2,11 ºC. Media_Tº_AMBIENTE 17,9 ºC. Media_%RH_AMBIENTE 29,4 %. 2.4. Condición de caracterización N° 3. 150 ºC / 9 cm / pozo B / Termopar N. Estabilidad térmica: 1 Lectura cada 20 segundos durante 1 hora, como se muestra en los gráficos 7 y 8:
Gráfico 7. Quinto muestreo de 90 mediciones para la estimación de estabilidad térmica, condición N°3.
Gráfico 8. Sexto muestreo de 90 mediciones para la estimación de estabilidad térmica, condición N°3. De los gráficos 7 y 8 obtenemos: Límite superior =148,71 ºC. Límite inferior =148,40 ºC. Estimación de estabilidad térmica EST y uniformidad térmica de horno UNIFHORNO para pozo B. Gradiente de temperatura (T):
(a). Si T ESTTomar N=5
lecturas, tal que, GRAD 0 ºC.
(b). Si T ESTTomar N=10
lecturas ,tal que, GRAD sea:
CARACKU 2 .11,2 C
.09,0 CEST
.51,0 CHORNOUNIF
31
31
2)2(
2)1(
2
REFERENCIAPATRÓN
REFERENCIAPATRÓNGRAD
GRAD NtS

Página 6 de 9
Donde, SGRAD es la desviación estándar experimental de los gradientes de temperatura T, t es el parámetro de Student y N es el número de muestreos para la determinación del gradiente de temperatura asociado al pozo de trabajo B. Estimación del gradiente de temperatura T y GRAD para pozo B, para condición N° 3.
Gráfico 9. Tercer muestreo de 10 mediciones para la estimación de el gradiente de temperatura, condición N°3. GradientePOZOB –0,05 ºC. Dado que en todos los casos se cumplió T(1/3 )EST 0,03 ºC, podemos estimar el valor de GRAD de acuerdo a la ecuación (3) como sigue: GRAD 0,62 ºC. Estimación de incertidumbre expandida de caracterización UK=2CARAC para el punto, pozo y profundidad consideradas. Resumen N° 3. Pozo B, 150 °C, sensores a 9 cm de profundidad.
EST 0,09 ºC. UNIFHORNO 0,51 ºC. (1/3)EST 0,03 ºC. GradienteTsiempre es (1/3)EST. MediaGRAD(N=10) –0,05 ºC. GRAD 0,62 ºC. UK=2CARAC 1,60 ºC. Media_Tº_AMBIENTE 24,07 ºC. Media_%RH_AMBIENTE 25,9 %. 2.5. Condición de caraterización N° 4. 600 ºC / 5 cm / pozo B / Termopar N. Estabilidad térmica: 1 Lectura cada 20 segundos durante 1 hora, como se muestra en los gráficos 10 y 11, y tomando en cuenta las siguientes recomendaciones:
(a). Procurar que las mediciones del patrón primario en pozo B, alcancen la menor variación posible antes de realizar los muestreos.
(b). Realizar los muestreos de manera
continua sin interrupciones para asegurar representatividad.
Gráfico 10. Séptimo muestreo de 90 mediciones para la estimación de estabilidad térmica, condición N°4.
.60,12 CU CARACK

Página 7 de 9
Gráfico 11. Octavo muestreo de 90 mediciones para la estimación de estabilidad térmica, condición N°4. De los gráficos 10 y 11 obtenemos: Límite superior =578,38 ºC. Límite inferior =577,61 ºC. Estimación de estabilidad térmica EST y uniformidad térmica de horno UNIFHORNO para pozo B. Gradiente de temperatura (T):
(h). Si T ESTTomar N=5
lecturas, tal que, GRAD 0 ºC.
(i). Si T ESTTomar N=10
lecturas ,tal que, GRAD sea:
Donde, SGRAD es la desviación estándar experimental de los gradientes de temperatura T, t es el parámetro de Student y N es el número de muestreos para la determinación del gradiente de temperatura asociado al pozo de trabajo B. Estimación del gradiente de temperatura T y GRAD para pozo B, para condición N° 4.
Gráfico 12. Cuarto muestreo de 10 mediciones para la estimación de el gradiente de temperatura, condición N°4. GradientePOZOB 2,90 ºC. Dado que en todos los casos se cumplió T(1/3 )EST 0,07 ºC, podemos estimar el valor de GRAD de acuerdo a la ecuación (3) como sigue: GRAD 1,57 ºC. Estimación de incertidumbre expandida de caracterización UK=2CARAC para el punto, pozo y profundidad consideradas. Resumen N° 4. Pozo B, 600 °C, sensores a 5 cm de profundidad. EST 0,22 ºC. UNIFHORNO 1,52 ºC. (1/3)EST 0,07 ºC. GradienteTsiempre es (1/3)EST. MediaGRAD(N=10) 2,90 ºC.
.22,0 CEST
.52,1 CHORNOUNIF
31
31
2)2(
2)1(
2
REFERENCIAPATRÓN
REFERENCIAPATRÓNGRAD
GRAD NtS
.36,42 CU CARACK

Página 8 de 9
GRAD 1,57 ºC. UK=2CARAC 4,36 ºC. Media_Tº_AMBIENTE 20,9 ºC. Media_%RH_AMBIENTE 25,5 %. 3. RESULTADOS. Debido a lo extenso de los detalles de cálculo y de los resultados obtenidos durante esta caracterización, se incluye un resumen que abarca lo siguiente:
(a). Se escogen los 5 parámetros más importantes obtenidos durante el proceso de caracterización, EST, GRAD, UNIFHORNO, GRAD y UK=2CARAC.
(b). Se toman los valores para cada uno
en los puntos térmicos de caracterización y en las diferentes profundidades, y se procede a graficarlos como sigue.
Gráfico 13. Resumen de resultados de caracterización para componente de estabilidad EST. Se observa en este gráfico como la estabilidad de las mediciones en pozo B, mejoran cuando el patrón primario es introducido a 9 cm de profundidad, y solo una pequeña porción a 5 cm muestra un resultado mejor al aproximarse la temperatura a 600 °C.
Gráfico 14. Resumen de resultados de caracterización para componente UNIF-HORNO. De la misma manera observamos en este gráfico como la uniformidad en pozo B, mejora cuando el patrón primario es introducido a los 9 cm de profundidad, y solo una pequeña porción a los 5 cm muestra una mejoría cuando la temperatura del pozo se acerca a los 600 °C.
Gráfico 15. Resumen de resultados de caracterización para componente GRADN=10. El gradiente en pozo B también se reduce cuando el patrón de trabajo se introduce a los 9 cm, siendo mejorado solo por una pequeña porción a los 7 cm de profundidad cuando la temperatura se aproxima a los 999 °C.
Página 9 de 9
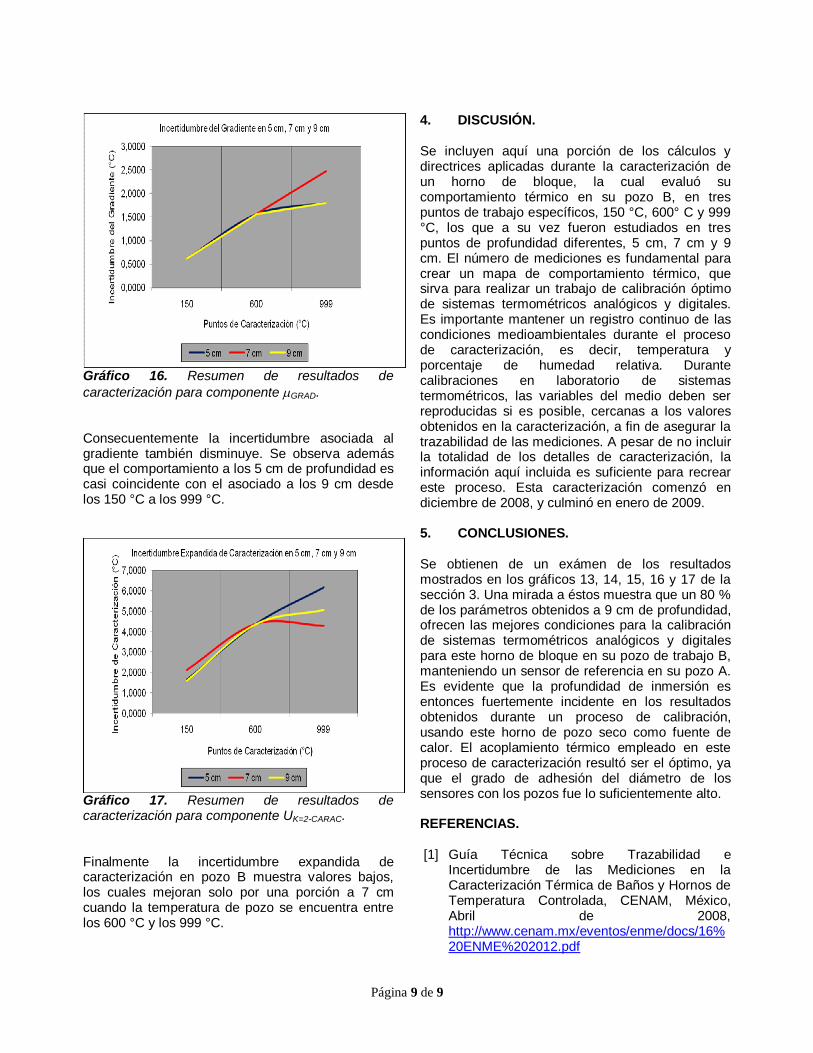
Gráfico 16. Resumen de resultados de caracterización para componente GRAD. Consecuentemente la incertidumbre asociada al gradiente también disminuye. Se observa además que el comportamiento a los 5 cm de profundidad es casi coincidente con el asociado a los 9 cm desde los 150 °C a los 999 °C.
Gráfico 17. Resumen de resultados de caracterización para componente UK=2-CARAC. Finalmente la incertidumbre expandida de caracterización en pozo B muestra valores bajos, los cuales mejoran solo por una porción a 7 cm cuando la temperatura de pozo se encuentra entre los 600 °C y los 999 °C.
4. DISCUSIÓN. Se incluyen aquí una porción de los cálculos y directrices aplicadas durante la caracterización de un horno de bloque, la cual evaluó su comportamiento térmico en su pozo B, en tres puntos de trabajo específicos, 150 °C, 600° C y 999 °C, los que a su vez fueron estudiados en tres puntos de profundidad diferentes, 5 cm, 7 cm y 9 cm. El número de mediciones es fundamental para crear un mapa de comportamiento térmico, que sirva para realizar un trabajo de calibración óptimo de sistemas termométricos analógicos y digitales. Es importante mantener un registro continuo de las condiciones medioambientales durante el proceso de caracterización, es decir, temperatura y porcentaje de humedad relativa. Durante calibraciones en laboratorio de sistemas termométricos, las variables del medio deben ser reproducidas si es posible, cercanas a los valores obtenidos en la caracterización, a fin de asegurar la trazabilidad de las mediciones. A pesar de no incluir la totalidad de los detalles de caracterización, la información aquí incluida es suficiente para recrear este proceso. Esta caracterización comenzó en diciembre de 2008, y culminó en enero de 2009. 5. CONCLUSIONES. Se obtienen de un exámen de los resultados mostrados en los gráficos 13, 14, 15, 16 y 17 de la sección 3. Una mirada a éstos muestra que un 80 % de los parámetros obtenidos a 9 cm de profundidad, ofrecen las mejores condiciones para la calibración de sistemas termométricos analógicos y digitales para este horno de bloque en su pozo de trabajo B, manteniendo un sensor de referencia en su pozo A. Es evidente que la profundidad de inmersión es entonces fuertemente incidente en los resultados obtenidos durante un proceso de calibración, usando este horno de pozo seco como fuente de calor. El acoplamiento térmico empleado en este proceso de caracterización resultó ser el óptimo, ya que el grado de adhesión del diámetro de los sensores con los pozos fue lo suficientemente alto. REFERENCIAS. [1] Guía Técnica sobre Trazabilidad e
Incertidumbre de las Mediciones en la Caracterización Térmica de Baños y Hornos de Temperatura Controlada, CENAM, México, Abril de 2008, http://www.cenam.mx/eventos/enme/docs/16%20ENME%202012.pdf

Página 1 de 4
ERROR NORMALIZADO, SU DEFINICIÓN Y USO EN TERMOMETRÍA
Mauricio Araya Castro Laboratorio Nacional de Temperatura de Chile, CESMEC S.A.
Avenida Marathon 2595, Macul, Santiago - Chile 56 (2) 23502100 – [email protected]
Resumen: Las comparaciones interlaboratorios son utilizadas para más de un propósito y su uso representa una actividad permanente entre los laboratorios de calibración a nivel global. Por su naturaleza, los programas de comparaciones aplicados en metrología a los laboratorios de calibración son de tipo cuantitativo, por lo cual el desempeño es medido cuantitativamente y es evaluado estadísticamente usando algún método robusto. En termometría, el método estadístico reconocido y aceptado es el Error Normalizado (EN), mediante el cual se evalúan los resultados de las comparaciones. En el presente artículo se discute sobre su definición y correcto uso. 1. INTRODUCCIÓN En términos generales, las comparaciones interlaboratorios, sean estas globales, regionales, nacionales o bilaterales, surgen como una necesidad para alcanzar una equivalencia de las medidas definidas localmente, respecto de aquellas definidas externamente. Lograr medidas equivalentes, permite básicamente abrir mercados económicos, en los cuales se logren instalar nuevos productos o mantener productos ya insertados en estos mercados. A nivel nacional, mantener un programa permanente de ensayos de aptitud para los laboratorios que miden temperatura, basado en la comparación de medidas, representa una herramienta fundamental para evaluar la competencia técnica de los laboratorios de calibración, cuando estas medidas son comparadas a una referencia reconocida y muestran ser equivalentes en el alcance establecido. En termometría, el uso del Error Normalizado (EN) está ampliamente difundido como método estadístico válido a usar, cuando se evalúa el desempeño de los participantes de un ensayo de aptitud. Importante resulta entonces conocer éste método, su correcta aplicación y alcance. 2. TERMINOS Y DEFINICIONES Algunos términos son definidos en el presente artículo. Otros términos que no han sido incluidos pueden ser consultados en [1] y [2];
2.1 Comparación interlaboratorios
Organización, realización y evaluación de mediciones o ensayos sobre el mismo ítem o ítems similares por dos o más laboratorios de acuerdo con condiciones predeterminadas. 2.2 Valor Asignado
Valor atribuido a una propiedad particular de un ítem de ensayo de aptitud. 2.3 Ítem de ensayo de aptitud
Muestra, producto, artefacto, material de referencia, parte de un equipo, patrón de medida, conjunto de datos u otra información utilizada en un ensayo de aptitud. 2.4 Método estadístico robusto
Método estadístico insensible a pequeñas desviaciones de las hipótesis de partida de un modelo probabilístico implícito.
2.5 Programa cuantitativo
Programa en el que el objetivo es cuantificar uno o más mensurandos del ítem de ensayo de aptitud. 2.6 Programa secuencial
Programa en el que se distribuyen uno o más ítem de ensayo de aptitud secuencialmente para ensayo o medida y se devuelven a intervalos al proveedor de ensayos de aptitud.

3. PROPOSITO DE LAS COMPARACIONES INTERLABORATORIOS
Las comparaciones interlaboratorios se utilizan ampliamente para varios propósitos, entre los cuales los de mayor importancia son los siguientes; - Evaluar el desempeño de los laboratorios de
termometría para llevar a cabo mediciones y/o calibraciones y, hacer seguimiento al desempeño continuo de los laboratorios.
- Identificar problemas en los laboratorios e iniciar
acciones para la mejora que, por ejemplo, pueden estar relacionadas con procedimientos inadecuados de medición y/o calibración, eficacia de la formación y supervisión del personal o la calibración de los patrones de referencia.
- Proporcionar confianza adicional a los clientes
de los laboratorios de calibración. - Identificar diferencias entre los laboratorios de
calibración. - Validar las estimaciones de incertidumbre
declaradas. - Apoyar las declaraciones de equivalencia de las
mediciones de los Institutos Nacionales de Metrología a través de comparaciones claves y comparaciones complementarias, realizadas en nombre de la Oficina Internacional de Pesas y Medidas (BIPM) y las organizaciones de metrología regionales asociadas.
La necesidad de confianza constante en el desempeño de los laboratorios de calibración no sólo es esencial para los laboratorios y sus clientes sino también para otras partes interesadas, tales como las autoridades reguladoras, los organismos de acreditación de laboratorios y otras organizaciones que especifican requisitos para los laboratorios. 4. METODO ESTADISTICO PARA ENSAYOS
DE APTITUD Los resultados de los ensayos de aptitud se pueden presentar de muchas maneras, abarcando un amplio rango de tipo de datos y distribuciones estadísticas fundamentales. Los métodos estadísticos utilizados para analizar los resultados tienen que ser apropiados para cada situación.
La norma ISO 13528 describe los métodos específicos preferidos para algunas situaciones específicas, sin embargo también indica que se pueden utilizar otros métodos, siempre y cuando sean estadísticamente válidos. Todo método estadístico asociado a un programa de ensayo de aptitud debe cubrir algunos pasos fundamentales comunes, estos son; a. La determinación del valor asignado.
Comúnmente en termometría, el valor asignado al ítem bajo comparación puede ser obtenido mediante un valor de referencia certificado o mediante un valor de referencia dado por un patrón de referencia trazable a un patrón nacional o internacional. b. El cálculo de estadísticas de desempeño.
Los resultados de los ensayos de aptitud a menudo tienen que ser transformados en estadísticas de desempeño para facilitar la interpretación y permitir la comparación con los objetivos definidos. El propósito es medir la desviación con respecto al valor asignado de manera que permita la comparación con los criterios de desempeño. Las estadísticas de desempeño deben ser comprensibles para los participantes, apropiadas para el ensayo pertinente y de uso tradicional en el campo de la termometría. Las estadísticas comúnmente utilizadas para resultados cuantitativos y específicamente en termometría son;
b.1 La diferencia, D, que se calcula utilizando la
ecuación [b.1]
퐷 = (푥 − 푋) [b.1]
Donde, x : es el resultado del participante, X : es el valor asignado.
b.2 El Error normalizado, EN, se calcula utilizando la
ecuación [b.2]
퐸 = ( ) [b.2]

Donde, 푈 : corresponde a la incertidumbre
expandida del resultado del participante,
푈 : corresponde a la incertidumbre
expandida del valor asignado del laboratorio de referencia.
Nota 1 : La fórmula de la ecuación [b.2] es correcta
solo si x y X son independientes. Nota 2 : La diferencia simple entre el resultado de
un participante y el valor asignado puede llegar a ser adecuada para determinar el desempeño de un participante.
Nota 3 : La estimación del error normalizado,
asociado a los resultados de medida de cada participante, solo serán significativos si las estimaciones de la incertidumbre son determinadas de manera coherente por el participante.
c. La evaluación del desempeño.
Para el caso del error normalizado, el criterio utilizado para evaluar la puntuación obtenida por el participante corresponde al siguiente;
|퐸 | ≤ 1,0 indica un desempeño “satisfactorio” y no
genera ninguna señal, |퐸 | > 1,0 indica un desempeño “insatisfactorio” y
genera una señal de acción. d. La determinación de la homogeneidad y
estabilidad del ítem de ensayo de aptitud.
Dos características asociadas al ítem de ensayo de aptitud, que deben ser aseguradas, corresponden a la homogeneidad y la estabilidad. La homogeneidad, en termometría, prácticamente no tiene incidencia dado que a cada ítem se le asigna un valor de referencia único y propio a sus características. La estabilidad, en termometría, se verifica normalmente con el fin de asegurar que el ítem de ensayo de aptitud no ha cambiado durante el transcurso del ensayo de aptitud.
5. EJEMPLOS DE APLICACION Ejemplo 1: Consideremos el caso de una comparación bilateral suplementaria, en la cual un Laboratorio X compara sus mediciones con un Laboratorio de Referencia. Es importante definir el alcance del ensayo, para el ejemplo se están comparando las medidas de un termopar tipo K en las temperaturas de 0 °C, 100 °C 150 °C y 200 °C. Los resultados de las mediciones son presentados en la figura 1 y figura 2. La evaluación final es presentada en la figura 3.
Figura 1: Resultados presentados por el laboratorio de referencia.
Figura 2: Resultados presentados por el laboratorio X.
Figura 3: Evaluación del desempeño del laboratorio X.

Ejemplo 2: En el Ensayo de Aptitud T-14, organizado por la Red Nacional de Metrología (RNM) y ejecutado por el Laboratorio Custodio de los Patrones Nacionales de Temperatura (LCPN-T), fueron comparadas las medidas de un conjunto de termómetros de líquido en vidrio. Cada participante debió medir éste conjunto de termómetros y entregar sus resultados de manera similar a la indicada en el ejemplo 1. El valor de referencia asignado para cada termómetro fue definido por el LCPN-T. Fue calculada la Desviación “D” respecto al valor de referencia asignado (ecuación [b.1]) el Error Normalizado “EN” (ecuación [b.2]) para cada temperatura medida. Adicionalmente, a modo de facilitar la interpretación de los resultados, fueron usados algunos gráficos como se muestran en las figuras 4 y 5.
Figura 4: Desviación observada a una temperatura de -10 °C.
Figura 5: Error Normalizado para la temperatura de -10 °C. Ejemplo 3: El LCPN-T participó en el 2007 y 2008 como laboratorio piloto en una comparación bilateral con Laboratorio de Temperatura del instituto Nacional Ecuatoriano de Metrología INEN, programa acordado como parte de una cooperación bilateral entre ambas instituciones. El programa contemplo la evaluación de la equivalencia de las medidas asociadas a la calibración de termómetros de resistencia de platino. En la figura 6 se muestran los resultados de la primera evaluación realizada en el 2007, con algunos valores de EN > 1. Las acciones acordada con el INEN permitieron mejorar
los resultados en una segunda evaluación, cuyos resultados son mostrados en las figura 7.
Figura 6: Resultados evaluación 2007 sobre la equivalencia de medidas asociadas a la calibración de TRP.
Figura 7: Resultados evaluación 2008 sobre la equivalencia de medidas asociadas a la calibración de TRP.
6. CONCLUSIÓN El uso del Error Normalizado como herramienta estadística en la evaluación de la equivalencia de medidas provee de evidencia suficiente para asegurar la competencia del laboratorio evaluado. Sin embargo, su uso debe ser criterioso y constante, de modo que se asegure además la consistencia del desempeño en el tiempo. Además, la aplicación del Error Normalizado, debe contemplar el seguimiento y cierre de las acciones que correspondan si EN > 1. 7. REFERENCIAS [1] ISO/IEC 17043:2010, Evaluación de la
conformidad – Requisitos generales para los ensayos de aptitud.
[2] ISO 13528:2005(E), Statistical methods for use in proficiency testing by interlaboratory comparisons.
100,019 6100,018 07
R (INEN) t(INEN) U (INEN) t(LCPNT) U (LCPNT) DT(INEN - LCPNT) E n
/ Ohm / °C / mK / °C / mK / mK189,051 86 231,505 30 231,493 15 11,8 0,35177,080 36 199,393 30 199,382 15 10,6 0,32160,950 66 156,639 30 156,622 15 17,5 0,52131,611 89 80,275 20 80,269 12 6,1 0,26111,973 75 30,151 20 30,147 12 3,6 0,15106,143 11 15,417 20 15,413 12 3,8 0,16100,014 02 0,001 10 -0,004 10 5,0 0,3592,078 92 -19,850 30 -19,856 15 6,2 0,1984,457 88 -38,768 30 -38,809 15 40,5 1,21
NOTA:
INEN, Ecuador LCPNT, Chile
Deriva en TPW: -0,001 53 Ohm = -3,8 mKR (TPW, INEN) / Ohm: R(TPW, LCPNT) / Ohm:
Es recomendable investigar las razones del porqué en la medición a -38,768 °C el error normalizado En resultó mayor que 1.
Thermometer ISOTECH T100-NS587, Ser. No. K0812A
24,899 5824,899 34
R (INEN) t(INEN) U (INEN) t(LCPNT) U (LCPNT) DT(INEN - LCPNT) E n
/ Ohm / °C / mK / °C / mK / mK47,143 986 232,111 25 232,109 15 2,3 0,0844,167 191 200,066 25 200,064 15 1,7 0,0640,126 042 157,070 25 157,068 15 1,2 0,0432,789 211 80,445 15 80,444 12 1,0 0,0527,868 946 30,052 15 30,051 12 1,6 0,0826,393 262 15,089 15 15,087 12 1,9 0,1024,899 335 0,010 4 0,008 9 2,3 0,2422,902 602 -20,037 20 -20,038 15 1,4 0,0620,980 237 -39,220 20 -39,220 15 0,5 0,02
Thermometer HART SCIENTIFIC 5628, Ser. No. 61084
INEN, Ecuador LCPNT, Chile
Deriva en TPW: 0,000 24 Ohm = 2,4 mKR (TPW, INEN) / Ohm: R (TPW, LCPNT) / Ohm:

Página 1 de 4
ESTIMACIÓN DE LA INCERTIDUMBRE PARA LA CALIBRACIÓN DE UN TERMÓMETRO DIGITAL, EN EL INTERVALO DE TEMPERATURA
DESDE 0 °C A 300 °C
Roberto Figueroa M. Jefe Laboratorio CIDE-USACH
Universidad de Santiago de Chile Alameda 3363, Estación Central –Chile
56 (2) 27183150 -- [email protected]
Resumen: En este artículo se presenta el procedimiento mediante el cual se estimará la incertidumbre en la calibración de un termómetro digital, en el intervalo de temperatura desde 0 °C a 300 °C. Como ejemplo se presenta un caso real de calibración y el cálculo asociado a su incertidumbre. 1. INTRODUCCIÓN Es común que en metrología cuando se escucha la palabra “estimar la incertidumbre de medida” nos estremezcamos por solo imaginar la supuesta complejidad para determinarla y formemos una barrera en el subconsciente que nos complica su aprendizaje. Causas de esta impresión de complejidad han sido, en gran parte, por el desconocimiento de la metodología usada para estimarla y por otro lado nuestro alejamiento de los conceptos básicos de matemáticas y estadística; conceptos que en la mayoría de las veces fueron dominados durante nuestra formación escolar en niveles medio y superior. Según la definición del VIM [1], la incertidumbre de medida o medición es: Parámetro no-negativo que caracteriza la dispersión de los valores atribuidos a un mensurando, a partir de la información que se utiliza. En otras palabras, la incertidumbre de medida es un intervalo (parámetro) que adopta solo valores positivos (no considerar el símbolo “±” que en ocasiones se utiliza) y que representa la forma en que los datos obtenidos para una magnitud (que es la propiedad de un fenómeno, cuerpo o sustancia que se puede expresar mediante un número y una referencia) de interés (llamada mensurando) se distribuyen o dispersan. En términos muy sencillos, la incertidumbre de medida se puede definir como la “duda” que se tiene sobre la veracidad de un valor que se determina (o mide). Como no es posible saber cuál es el valor verdadero de una magnitud, lo único que nos queda es definir un intervalo en cuál es más probable encontrarlo.
2. Descripción del problema El ejemplo propuesto a continuación corresponde al presupuesto de incertidumbre asociado a la calibración de un sistema termométrico digital. Se determinará el error de indicación del calibrando a la temperatura de 100 ºC y su incertidumbre expandida (k=2) asociada a la calibración. El ejemplo considera usar un sistema termométrico digital como patrón. Ambos termómetros (calibrando y patrón) son mantenidos en pozos de calibración con temperatura controlada, cuyas estabilidades y gradientes son conocidos. El procedimiento de calibración usado, es el que se usa en el laboratorio de termometría del CIDE-USACH para realizar las calibraciones, PR-CA-09 “Procedimiento de calibración de termómetro digitales” Para estimar la incertidumbre en la medición de temperatura el método está basado en la norma chilena NCh 2631 Of.2009 parte 1 y NCh 2631 Of.2002 parte 2. Para facilitar aún más la comprensión, el método será explicado mediante el ejemplo práctico siguiendo los lineamientos propuesto en los suplementos 1 y 2 de la norma. Programa en el que se distribuyen uno o más ítem de ensayo de aptitud secuencialmente para ensayo o medida y se devuelven a intervalos al proveedor de ensayos de aptitud. El montaje de los termómetros y el medio de comparación pueden verse en la figura siguiente

Página 2 de 4
Figura 1: Esquema usado para el montaje de los instrumentos durante el proceso de calibración. 3. Modelo de medición Para realizar una estimación de incertidumbre de medida lo primero que debemos definir es el modelo de medición asociado al mensurando (magnitud que nos interesa medir), es decir, identificar y expresar matemáticamente mediante una ecuación el fenómeno físico asociado al experimento. Este paso pudiera ser el más difícil de todos, ya que puede no ser simple definir un modelo de medición que represente adecuadamente lo que queremos determinar. Nuestro procedimiento de calibración considera la determinación del error de calibración asociado ( E ) a la indicación del sistema termométrico digital bajo calibración, por tanto, el modelo de medición definido es el siguiente;
퐸 = 푡 − 푡 + 훿푡 [1] Donde;
tCAL : es la indicación del termómetro bajo calibración
tREF : es la indicación del termómetro de referencia
δtFC : es el aporte asociado al medio isotérmico usado durante la calibración
Conforme al modelo de medición definido (ecuación 1), hemos establecido algunos factores de influencia que afectan a la incertidumbre final que será reportada, producto del proceso de calibración. El modelo de la ecuación 1 fue entonces reescrito como sigue: 퐸 = 푡 + 훿푡 ( ) − 푡 + 훿푡 ( ) −∆푡 + 훿푡 ( ) + 훿푡 [2]
donde: E : Error de indicación del termómetro
bajo calibración. t CAL : Temperatura indicada por el
calibrando. δtCAL(I) : Desviación posible (desconocida)
que resulta por la resolución finita en la indicación del calibrando.
tREF : Temperatura indicada por el patrón de referencia.
δtREF(I) : Desviación posible (desconocida) que resulta por la resolución en la indicación del patrón de referencia.
∆tREF : Error de indicación del patrón de referencia según su certificado de calibración.
δtREF(D) : Desviación posible (desconocida) del error de indicación del patrón de referencia que resulta de derivas respecto a su última calibración.
δtFC : No homogeneidad en temperatura de la fuente de calor.
4. Presupuesto de incertidumbre La incertidumbre expandida de medida estará dada por la incertidumbre estándar combinada multiplicada por el factor de cobertura k=2:
휇(퐸) = 휇푡 + 휇훿푡 ( ) + 휇푡 + 휇훿푡 ( ) + 휇∆푡 + 휇훿푡 ( ) + 휇훿푡 [3]

Página 3 de 4
Evaluación de los factores de influencia. A modo de ejemplo práctico, analizaremos la calibración de un termómetro digital a una temperatura nominal de 100 °C y será estimada la incertidumbre de medida asociada. Consideremos entonces lo siguiente; a) serán registradas 5 medidas para ambos
termómetros (fuente de calor estable en 100 °C),
b) el termómetro digital tiene una resolución de 0,01 °C,
c) el termómetro patrón tiene una resolución de 0,001 °C,
d) el certificado de calibración del termómetro patrón indica una incertidumbre de 0,015 °C (k=2) en 100 °C,
e) la fuente de calor ha sido caracterizada y su no homogeneidad en 100 °C es conocida.
Incertidumbre de repetibilidad del termómetro bajo prueba t CAL; la temperatura promedio de 5 mediciones
tomadas en él calibrando es 99,99 ºC y la correspondiente desviación estándar es 0,02 ºC.
휇푡퐶퐴퐿 = 푠
√푛 = 0,02°퐶5
= 0,009°퐶
Incertidumbre de resolución del termómetro bajo prueba δtCAL(I); la mínima división de escala del
calibrando es 0,01 ºC.
휇훿푡퐶퐴퐿(퐼) = 0,01°퐶2 3
= 0,0029°퐶
Incertidumbre de repetibilidad del termómetro de referencia tREF; la temperatura promedio de 5 mediciones
tomadas en el patrón de referencia es 100,050 ºC y la correspondiente desviación estándar es 0,015 ºC.
휇푡푅퐸퐹 = 푠√푛
= 0,015°퐶5
= 0,0067°퐶
Incertidumbre de resolución del termómetro de referencia δtREF(I) ; la mínima resolución del patrón de
referencia (sistema termométrico digital) es 0,001 ºC
휇훿푡푅퐸퐹(퐼) = 0,001°퐶2 3
= 0,0003°퐶
Incertidumbre del termómetro de referencia en el punto 100 °C, del certificado de calibración ∆tREF; de acuerdo al certificado de calibración
del patrón de referencia, a la temperatura actual de medición (100 °C) la incertidumbre expandida reportada para este punto es de 15 mK con k=2 (Nota: cuando un termómetro patrón es calibrado según los lineamientos de la Escala Internacional de Temperatura de 1990, solo es considerada la incertidumbre).
휇∆푡푅퐸퐹 = 0,015°퐶2 = 0,0075°퐶
Incertidumbre de la deriva del termómetro de referencia δtREF(D); el valor de la incertidumbre de la deriva
del patrón se asume el valor de la incertidumbre de calibración del patrón, siempre y cuando en las verificaciones intermedias realizadas en el punto del hielo no superen este valor.
휇훿푡 ( ) = 0,015°퐶
2 = 0,0075°퐶 Incertidumbre de la estabilidad del medio isotérmico δtFC; Estos valores son conocidos desde
estudios de caracterización y su máxima

Página 4 de 4
desviación corresponde a 0,1 °C. (Gradientes axiales y radiales) Este valor es extraído del certificado de calibración del medio isotérmico, el cual es informado con k=1
휇훿푡 = 0,1°퐶
Presupuesto de Incertidumbre En la tabla 1 se presenta un resumen de los cálculos asociados a la estimación de la incertidumbre de medida asociada al proceso de calibración del termómetro digital a la temperatura de 100 °C.
Magnitud
Xi
Estimador
xi
Incertidumbre
estándar
u(xi)
Distribución de
probabilidad
Contribución
a la incertidumbre
ui(y)
t CAL 99,99 ºC 0,009 °C Normal 0,009 °C
δtCAL(I) 0,0 ºC 0,0029 °C Rectangular 0,0029 °C
tREF 100,050 ºC 0,0067 °C Normal 0,0067 °C
δtREF(I) 0,0 ºC 0,0003 °C Rectangular 0,0003 °C ∆tREF 0,0 °C 0,0075 °C Normal 0,0075 °C
δtREF(D) 0,0 ºC 0,0075 °C Normal 0,0075 °C
δtFC 0,0 ºC 0,1 °C Normal 0,1 °C
휇(퐸) = 0,101 °C
푈(퐸) -0,06 ºC Normal 0,20 °C
5. Resultados finales
Como resultados de la calibración se tienen el error final en la indicación del calibrando y la incertidumbre asociada a ese error. Error final E = - 0,06 ºC Incertidumbre expandida asociada a la calibración del sistema termométrico digital a la temperatura nominal de 100 ºC es U = 0,20 ºC (k=2)
Temperatura de Referencia
Temperatura Instrumento
Bajo Calibración
Error de Calibración
Incertidumbre de Calibración
(k=2)
100,050 ºC 99,99 ºC -0,06 ºC 0,20 ºC
6. CONCLUSION La estimación de la incertidumbre en un laboratorio de calibración debe ser un proceso elaborado a conciencia, fundamentado en bibliografía, la experiencia y competencia del metrólogo, de tal forma que sus resultados sean trazables al SI y sean consistentes con el alcance y capacidades de medición y calibración implementadas y/o acreditadas. 7. REFERENCIAS Referencias -NCh 2631 Of.2009 parte 1 -NCh 2631 Of.2002 parte 2 -NCh2451:2014 -VIM, 3rd edition, JCGM 200:2008


















