Notice technique Traduction · 2017. 3. 13. · Machine à souder avec élément chauffant WIDOS...
67
Kunststoffschweißtechnik WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0 W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40 http://www.widos.de [email protected] Siège de la société: D-71254 Ditzingen-Heimerdingen Tribunal de Stuttgart HRB 200973 Gérant: Dieter Dommer Notice technique Traduction Machine à souder avec élément chauffant WIDOS 2500 / DE 160 combinée A conserver pour usage ultérieur!
Transcript of Notice technique Traduction · 2017. 3. 13. · Machine à souder avec élément chauffant WIDOS...

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
Siège de la société: D-71254 Ditzingen-Heimerdingen Tribunal de Stuttgart HRB 200973 Gérant: Dieter Dommer
Notice technique
Traduction
Machine à souder avec élément chauffant
WIDOS 2500 / DE 160 combinée
A conserver pour usage ultérieur!

Kunststo ffschweißtechni k
Identification du produit
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 2 sur 53
Modèle: WIDOS 2500 /DE 160 combinée
Numéro de série / année de
construction:
Voir plaque signalétique
Données propres au client
Numéro d'inventaire:
Poste:
Commande de pièces de rechange et service:
Adresse du fabricant: WIDOS Wilhelm Dommer Söhne GmbH Einsteinstraße 5
D-71254 Ditzingen-Heimerdingen
Téléphone: +49 (0) 71 52 / 99 39 - 0
Télécopie: +49 (0) 71 52 / 99 39 – 40
http://www.widos.de
Adresses des sociétés affiliées:
WIDOS
WIDOS GmbH Wilhelm Dommer Söhne AG An der Wiesenmühle 15 St. Gallerstr. 93
D-09224 Grüna / Sachsen CH-9201 Gossau
Téléphone: ++49 3 71 / 8 15 73 - 0 Téléphone: ++41 (0) 71 / 388 89 79 Télécopie: ++49 3 71 / 8 15 73 - 20 Télécopie: ++41 (0) 71 / 388 89 73

Kunststo ffschweißtechni k
Introduction
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 3 sur 53
But du document
Cette notice technique vous donne des renseignements importants relatifs à la structure
technique et au fonctionnement de votre machine.
Comme nous le sommes, vous êtes aussi tenu de parcourir minutieusement cette notice
technique.
Non seulement pour rentabiliser votre machine, mais également afin d‘éviter tous dommages et
blessures.
Si vous avez encore des questions, veuillez vous adresser à nos conseillers dans l‘usine ou à
nos succursales et représentations en Allemagne et à l‘étranger.
Nous vous aiderons avec plaisir.
En vue d‘une amélioration permanente de nos produits et de nos notices techniques, nous vous
serions reconnaissant de nous signaler toutes erreurs, défauts et problèmes pouvant surgir
durant l‘utilisation des machines.
Merci beaucoup.
Structure de la notice technique
La notice technique est subdivisée en chapitres consacrés aux différentes fonctions de la
machine.
Grâce à cette subdivision, vous trouverez facilement les informations recherchées.
09.04.2010 WIDOS
W. Dommer Söhne GmbH
Einsteinstraße 5
D-71254 Ditzingen-Heimerdingen
Tous droits réservés.
Réimpression, même partielle, seulement avec l‘autorisation de la société.
Cette notice peut faire l‘objet de modifications techniques dues au progrès.

Kunststo ffschweißtechni k
Table des matières
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 4 sur 53
1. DESCRIPTION DU PRODUIT............................................................................................... 6
1.1. Usage et utilisation appropriée .......................................................................................6
1.2. Mesures de précaution....................................................................................................6
1.3. Conformité........................................................................................................................6
1.4. Marquage du produit .......................................................................................................7
1.4.1. Données techniques ..................................................................................................7
1.4.1.1. WIDOS 2500 / DE 160 combinée Données générales..........................................7
1.4.1.2. Elément chauffant pour le soudage bout-à-bout......................................................7
1.4.1.3. Elément chauffant pour le soudage par emboîtement .............................................8
1.4.1.4. Rabot.....................................................................................................................8
1.4.2. Accessoires...............................................................................................................8
2. PRESCRIPTIONS DE SECURITE........................................................................................ 9
2.1. Explication des symboles et des indications.................................................................9
2.2. Obligations du propriétaire............................................................................................10
2.3. Obligations du personnel ..............................................................................................10
2.4. Mesures de service........................................................................................................10
2.5. Mesures d'information...................................................................................................10
2.6. Enseignement du personnel.........................................................................................10
2.7. Dangers en utilisant la machine....................................................................................11
2.8. Dangers spécifiques......................................................................................................11
2.8.1. Risque de trébucher par-dessus les conduites électriques .......................................11
2.8.2. Risque de brûlure à l'élément chauffant et au point de soudure ................................11
2.8.3. Risque de happement des vêtements par le rabot, risque de coupure et d'écrasement
12
2.8.4. Risque de blessure par le bruit .................................................................................12
2.9. Modifications structurales sur la machine ...................................................................12
2.10. Nettoyage de la machine ...............................................................................................12
2.11. Garantie et responsabilité .............................................................................................12
3. DESCRIPTION DU FONCTIONNEMENT.......................................................................... 13
3.1. Procédé de soudage bout-à-bout.................................................................................13
3.2. Procédé de soudage par emboîtement ........................................................................14
4. ELEMENTS D'OPERATION ET D'AFFICHAGE .............................................................. 15
4.1. Eléments sur la machine de base / soudage bout-à-bout ..........................................15
4.2. Eléments sur la machine de base / soudage par emboîtement.................................16
4.3. Eléments sur les éléments chauffant ...........................................................................17
4.4. Eléments sur le rabot.....................................................................................................18
4.5. Accessoires....................................................................................................................18

Kunststo ffschweißtechni k
Table des matières
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 5 sur 53
5. MISE EN SERVICE ET OPERATION ................................................................................. 19
5.1. Mise en service ..............................................................................................................19
5.2. Echanger les outils de serrage .....................................................................................19
5.2.1. Abroger le ressort de pression lors du soudage par emboîtement ............................20
5.3. Procédé de la soudure bout-à-bout..............................................................................21
5.4. Procédé de la soudure par emboîtement.....................................................................23
6. PROTOCOLE ET TABLES DE SOUDAGE...................................................................... 25
6.1. Soudage bout-à-bout.....................................................................................................25
6.1.1. Protocole de soudage bout-à-bout ...........................................................................29
6.2. Soudage par emboîtement............................................................................................30
6.2.1. Table pour PP ..........................................................................................................30
6.2.2. Table pour PVDF......................................................................................................30
6.2.3. Table pour PEHD .....................................................................................................31
6.2.4. Table pour PB (Polybutène) .....................................................................................31
6.2.5. Protocole de soudage par emboîtement...................................................................32
7. MAINTENANCE / STOCKAGE / TRANSPORT............................................................... 33
7.1. En général ......................................................................................................................33
7.2. Eléments de serrage......................................................................................................33
7.3. Rabot ..............................................................................................................................33
7.4. Stockage.........................................................................................................................33
7.5. Nettoyage de la machine ...............................................................................................33
7.6. Transport........................................................................................................................34
7.7. Evacuation .....................................................................................................................34
8. SCHEMA ELECTRIQUE ..................................................................................................... 35
9. LISTES DE PIECES DE RECHANGE................................................................................ 36
9.1. Machine de base avec mouvement..............................................................................36
9.2. Outils de serrage pour le soudage bout-à-bout...........................................................39
9.3. Outils de serrage pour l'emboîture ...............................................................................41
9.4. Rabot ..............................................................................................................................43
9.5. Porte-rabot .....................................................................................................................45
9.6. Elément chauffant..........................................................................................................47
9.7. Appui pour élément chauffant ......................................................................................49
9.8. Elément chauffant pour l'emboîture .............................................................................51
10. DECLARATION DE CONFORMITE .................................................................................. 53

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 6 sur 53
1. Description du produit
Le chapitre - Description du produit - fournit à son lecteur d’importantes informations fondamentales sur le produit, ainsi que sur son emploi conforme à la finalité.
En outre, il regroupe tous les détails techniques présentés sous une forme claire et nette.
1.1. Usage et utilisation appropriée
La WIDOS 2500 / DE 160 combinée a été conçue uniquement pour le soudage bout-à-bout avec élément chauffant de tubes et raccords du DE = 50 - 160 et pour le soudage par emboîtement de tubes et raccords du DE 20 – 125 des matières PE, PP et PVDF. (Diamètres normaux pour le soudage bout-à-bout: DE 50, 63, 75, 90, 110, 125, 140, 160).
(Tubes normaux pour le soudage par emboîtement: DE 20, 25, 32, 40, 50, 63, 75, 90, 110, 125).
Toute autre utilisation de la machine est considérée comme étant non adéquate.
La machine est uniquement à utiliser dans un état de sécurité technique irréprochable, pour un usage approprié, en connaissance des dangers possibles et en respectant la notice technique et les prescriptions préliminaires de sécurité (particulièrement les instructions préventives contre les accidents).
Seul un personnel initié et renseigné sur les dangers possibles peut utiliser, maintenir et réparer la machine décrite.
Le fabricant n’est pas responsable pour des dégâts causés par usage ou maniement inadéquats.
Seul l’usager est responsable pour des dégâts humains et matériels et des conséquences financières en résultant!
Font également partie d'une utilisation appropriée:
• le respect de toutes les indications de la notice technique et
• l'accomplissement des travaux d'inspection et de maintenance.
1.2. Mesures de précaution
En cas de mauvais usage de la machine, en cas de mauvaise manipulation ou mauvaise maintenance, la machine elle-même ou des produits se trouvant dans les environs peuvent être endommagés ou détruits.
Des personnes se tenant dans le périmètre de danger peuvent recevoir des blessures. Pour les raisons ci-dessus mentionnées, la présente notice est à lire avec soin et les indications de sûreté sont nécessairement à respecter.
1.3. Conformité
Dans sa structure, la machine remplit les conditions prescrites par les textes en vigueur de la communauté européenne, ainsi que ceux des normes européennes correspondantes.
Le développement, la production et le montage de la machine ont été réalisés avec la plus
grande minutie.

Kunststo ffschweißtechni k
Description du produit Chapitre 1
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 7 sur 53
1.4. Marquage du produit
Le produit est marqué par une plaque signalétique attaché au bâti de base. Elle contient le type de la machine, le numéro de série et l'année de construction.
1.4.1. Données techniques
1.4.1.1. WIDOS 2500 / DE 160 combinée Données générales
Dimension de tube: Ø extérieure = 50 - 160 mm (soudage bout-à-bout)
Ø extérieure = 20 – 125 mm (soudage par emboîtement)
Matière de tube: PP, PE 80, PVDF, PE 100
Protection par fusibles: 16 A
Section du conducteur: 1,5 mm²
Emissions - Il est possible que les bruits se produisent dépassant 80 dB (A);
pendant le rabotage il est obligatoire de porter la protection anti-
bruit!
- Aucune formation de vapeurs toxiques si les matériaux
synthétiques utilisés sont ceux indiqués et si le travail est
effectué dans une plage de température allant jusqu'à 260 °C.
Conditions ambiantes dans
la zone de soudure
- Veiller à la propreté (pas de poussière au point de soudure)
- Si sécurisé par une mesure appropriée que les conditions
permises pour souder sont indiquées, il est possible de travailler
lors d’aucune température extérieure tant que le soudeur n’est
pas embarrassé dans son habilité manuelle.
- Protéger contre les effets de l'humidité, le cas échéant employer
une tente
- Eviter un fort ensoleillement
- Protéger contre les vents forts, fermer les extrémités de
tubes.
1.4.1.2. Elément chauffant pour le soudage bout-à-bout
Puissance: 800 Watt 800 Watt
Ampérage: 3,5 A (± 10 %) 7,3 A (± 10 %)
Voltage: 230 V (± 10 %) 110 V (± 10 %)
Fréquence: 50 – 60 Hz
Surface: téflonisée
Eléments attachés: - thermorégulateur électronique
- lampe de contrôle
- câble de connexion avec fiche

Kunststo ffschweißtechni k
Description du produit Chapitre 1
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 8 sur 53
1.4.1.3. Elément chauffant pour le soudage par emboîtement
Puissance: 1000 Watt 1000 Watt
Ampérage: 230 V (± 10%) 110 V (± 10%)
Voltage: 4,6 A (± 10%) 9,2 A (± 10%)
Fréquence: 1,5 mm² 1,5 mm²
Surface: 50 / 60 Hz 50 / 60 Hz
Eléments attachés: - thermorégulateur électronique
- lampe de contrôle
- câble de connexion avec fiche
Poids: environ 2 kg environ 2 kg
1.4.1.4. Rabot
Puissance: 950 Watt 950 Watt
Ampérage: 4,1 A (± 10 %) 5,73 A (± 10 %)
Voltage: 230 V (± 10 %) 110 V (± 10 %)
Fréquence: 50 – 60 Hz
Eléments attachés: - câble de connexion avec fiche
1.4.2. Accessoires
Outillage et accessoires étant part de la première livraison:
1 x chaque Clé mâle coudée pour vis à six pans creux avec poignée en Té taille 4; 5; 6
(pour monter les bagues de réduction lors du soudage bout-à-bout)
(monter les éléments de serrage lors du soudage par emboîtement)
1 x chaque Clé mâle coudée pour vis à six pans creux taille 5; 6
1 x Clé à fourche taille 13 (pour outil de serrage)
1 Clé à pipe taille 10 (pour monter manchon et douille de chauffe)
1 Clé à pipe taille 27 (pour ajuster les outils de serrage prismatiques) Pour numéros d'article et pièces détachées veuillez voir la liste de pièces de rechange. Lors d'une
commande, toujours préciser le numéro de série de la machine!

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 9 sur 53
2. Prescriptions de sécurité
La condition de base pour une utilisation assurée et sans incidents de cette machine est la connaissance des indications et des prescriptions préliminaires de sécurité.
• Cette notice technique contient les indications les plus importantes pour utiliser la machine selon les normes de sécurité.
• Les prescriptions de sécurité sont à respecter par toutes les personnes travaillant sur la machine.
2.1. Explication des symboles et des indications
Dans la notice technique, les signes et dénominations suivants sont utilisés pour signaler des dangers:
Ce symbole exprime un éventuel danger pour la vie et la santé de personnes.
• Le non-respect de ces indications peut donner lieu à de sévères conséquences pour la santé.
Ce symbole signifie une situation éventuellement dangereuse.
• Le non-respect de ces indications peut occasionner de légères blessures ou des dégâts matériels.
Ce symbole exprime un éventuel danger par des surfaces chaudes.
• Le non-respect de ces indications peut occasionner des brûlures considérables respectivement des inflammations ou même des incendies.
Ce symbole signifie un péril de blessure éventuel par se pincer.
• Le non-respect peut occasionner de blessures de mains et d’autres parties du corps.
Ce symbole comporte le possible risque de blessure par les bruits dépassant 80 dB (A).
• La protection anti-bruit est obligatoire.
Ce symbole donne des indications importantes pour une utilisation appropriée de la machine.
• Le non-respect de ces indications peut occasionner des dérangements et des dommages sur la machine ou sur des objets se trouvant dans les environs.
Sous ce symbole vous recevez des conseils pour l'utilisation et des informations particulièrement importantes.
• Il vous aide à user de manière optimale de toutes les fonctions se trouvant sur votre machine et vous facilite le travail.
Les prescriptions de prévention d'accidents sont en vigueur ( U VV) .

Kunststo ffschweißtechni k
Prescriptions de sécurité Chapitre 2
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 10 sur 53
2.2. Obligations du propriétaire
Le propriétaire s'engage à laisser uniquement travailler sur la machine des personnes qui
• connaissent parfaitement les prescriptions de base relatives à la sécurité du travail et à la prévention des accidents et qui ont été initiées à la manipulation de la machine, ainsi que qui ont
• lu et compris le chapitre relatif à la sécurité et les avertissements contenus dans cette notice technique et qui ont certifié cela par leur signature.
Le travail du personnel basé sur une conscience du facteur de sécurité est à vérifier de
manière périodique.
2.3. Obligations du personnel
Toutes personnes devant effectuer des travaux avec/sur la machine, s‘engagent avant le début du travail à:
• respecter les règles de base relatives à la sécurité du travail et à la prévention des accidents,
• lire le chapitre relatif à la sécurité et les avertissements y figurant et de certifier par leur signature qu'elles les ont compris,
• se renseigner sur le fonctionnement de la machine avant de l'utiliser.
2.4. Mesures de service
• Les équipements personnels de sécurité nécessaires sont à fournir par le propriétaire.
• Toutes les installations de sécurité sont à vérifier régulièrement.
2.5. Mesures d'information
• La notice technique est à conserver tout le temps sur le lieu d‘utilisation de la machine. Elle doit être accessible à tout moment sans grand effort au personnel utilisant la machine.
• Les réglementations générales et locales relatives à la prévention des accidents et à la protection de l‘environnement sont également à tenir disponible de manière complétive à la notice technique.
• Toutes les indications de sécurité et de dangers sont à maintenir sur la machine de manière qu‘elles soient toujours lisibles.
• A chaque changement de propriétaire ou lors d‘un prêt à de tierces personnes, la notice technique est à y joindre et son importance est à souligner.
2.6. Enseignement du personnel
• Seul un personnel formé et initié au maniement de la machine peut l'utiliser.
• Les responsabilités du personnel quant au transport, à l'installation et à l'enlèvement, à la mise en service et au démontage sont à déterminer clairement.
• Le personnel en formation ne doit travailler sur la machine que sous surveillance d'une personne expérimentée.

Kunststo ffschweißtechni k
Prescriptions de sécurité Chapitre 2
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 11 sur 53
2.7. Dangers en utilisant la machine
La machine WIDOS 2500 / DE 160 combinée est construite selon les dernières innovations de la technologie et selon les règles de sécurité de la technologie. Toutefois des dangers pour l'usager ou pour des personnes se trouvant dans les alentours peuvent être occasionnés pendant l'utilisation, ainsi que des dommages sur des biens meubles et immeubles qui peuvent en résulter.
La machine est uniquement à utiliser
• pour un usage approprié
• dans un état de sécurité technique irréprochable.
Tous défauts qui peuvent influer sur la sécurité sont à supprimer immédiatement.
Tous travaux sur la partie électrique sont uniquement à effectuer par du personnel spécialisé des travaux en électricité.
• L‘équipement électrique de la machine est à vérifier régulièrement. Toutes connexions défectueuses et tous câbles endommagés sont à supprimer immédiatement.
• L'élément chauffant est à protéger de la pluie et d'égouttement d'eau.
• Selon VDE 0100 l‘usage sur chantiers est uniquement permis avec un distributeur de courant muni d‘un interrupteur de sûreté de type FI.
2.8. Dangers spécifiques
2.8.1. Risque de trébucher par-dessus les conduites électriques
• Veiller à ce que personne ne soit obligé de passer par-dessus les conduites de l'élément chauffant et du rabot.
2.8.2. Risque de brûlure à l'élément chauffant et au point de soudure
Vous risquez de vous brûler des parties du corps, les matériaux inflammables peuvent s’enflammer !
L’élément chauffant atteint une température dépassant 250°C !
• Ne jamais laisser l‘élément chauffant sans surveillance.
• Ne jamais toucher la surface de l’élément chauffant.
• Toujours se maintenir à une distance de sécurité suffisante par rapport aux matériaux inflammables.
• Porter des gants de sécurité.
• Veiller à ce qu'aucune personne ne se trouve dans la zone de pivotement de l'élément chauffant.
• Lors de nettoyage de l'élément chauffant chaud avec des détergents (p.ex. nettoyeur pour PE) il y a risque d'inflammation. Pour cette raison veiller à ce que le point d'inflammation soit en dessus la température actuelle de l'élément chauffant. Ne pas tenir des sources d'inflammation (p.ex. des cigarettes) près de l'élément chauffant.

Kunststo ffschweißtechni k
Prescriptions de sécurité Chapitre 2
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 12 sur 53
2.8.3. Risque de happement des vêtements par le rabot, risque de
coupure et d'écrasement
Les risques de blessures peuvent aller des coupures jusqu’aux fractures.
• Ne pas porter de vêtements amples.
• Ne porter ni bagues, ni bijoux pendant le travail.
• Le cas échéant, porter un filet sur les cheveux.
• Ne pas toucher les faces du rabot.
• Veiller à ce qu'aucune personne ne se trouve dans la zone de pivotement du rabot.
• Ne jamais intervenir avec les mains entre les extrémités de tubes serrées.
2.8.4. Risque de blessure par le bruit
Il est possible que les bruits se produisent dépassant 80 dB (A); pendant le rabotage il est obligatoire de porter la protection anti-bruit!
2.9. Modifications structurales sur la machine
• Sans permission du fabricant aucune modification, ajout ou modification structurale ne doivent être faits sur la machine. Tout enfreindre cause l'élimination des droits de garantie et de responsabilité.
• Remplacer immédiatement toute pièce de la machine n‘étant pas dans état impeccable.
• Utiliser uniquement des pièces de rechange et d‘usure originales WIDOS.
• En cas de commandes toujours préciser le numéro de la machine et de version!
2.10. Nettoyage de la machine
Les matériaux et chiffons utilisés sont à manipuler avec précaution et à éliminer selon les normes, notamment
• en cas de nettoyage avec des dissolvants
• lors de la lubrification au moyen d’huile et de graisse.
2.11. Garantie et responsabilité
Par principe nos „conditions générales de vente et de livraison" sont en vigueur. Celles-ci sont à la disposition de l‘exploitant au plus tard dès la signature du contrat. Tous droits de garantie et de responsabilité en cas de dégâts humains et matériels sont exclus, lorsqu‘une ou plusieurs des causes suivantes en sont l‘origine:
• Utilisation inadéquate de la machine.
• Transport, mise en service, usage ou maintenance inadéquats de la machine.
• Non-respect des indications dans la notice technique.
• Modifications structurales sur la machine sans permission du constructeur.
• Surveillance insuffisante des pièces de la machine étant sujettes à l‘usure.
• Réparations effectuées de manière non-professionnelle.
• Cas de catastrophes dues à l‘intervention de corps étrangers ou des désastres naturels.

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 13 sur 53
3. Description du fonctionnement
Toujour s r espec te r impé ra t i vement le s di r ec t i ves inte r na t iona les e t na t iona les r e la t i ves à l 'opé ra t ion.
3.1. Procédé de soudage bout-à-bout
Les tubes plastiques sont serrés à l'aide des outils de serrage. Les faces des tubes sont
ensuite rabotées à faces planes et parallèles à l’aide du rabot, et l’alignement du tube est contrôlé.
L’élément chauffant est ensuite pivoté dans la machine et les tubes sont pressés sur l'élément chauffant sous l'effet de la pression d'ajustement définie. Cette opération est appelée
"ajustement".
La force appliquée peut être lue sur l'échelle attachée à la machine.
Une fois la hauteur du bourrelet prescrite atteinte, la pression est réduite, le temps de chauffe commence alors. Cette durée est destinée à chauffer les extrémités des tubes.
Une fois cette durée de chauffe écoulée, le chariot est ouvert, l'élément chauffant est rapidement enlevé et les tubes sont à nouveau rapprochés l'un de l'autre.
Le laps de temps qui s'écoule entre le retrait de l'élément chauffant et le rapprochement des
tubes est appelé durée de commutation.
Les tubes sont assemblés au moyen de la pression de soudure demandée et refroidissent
ensuite sous pression (durée de refroidissement).
L'assemblage soudé peut être desserré, l'opération de soudure est terminée.
Elément chauffant réchauffant les tubes à température de souder
Assemblage soudé avec bourrelet interne et externe

Kunststo ffschweißtechni k
Description du fonctionnement Chapitre 3
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 14 sur 53
3.2. Procédé de soudage par emboîtement
Installer d’abord les deux pièces à souder dans leurs outils de serrage respectifs (le raccord devra être mis en butée dans son outil).
Le tube est alors serré de manière que les deux pièces à souder peuvent être chauffées simultanément à la température de soudage à l'aide d'un élément chauffant muni de ses douilles et manchon (temps de chauffe).
Après avoir enlevé l'élément chauffant (temps de commutation), les pièces à souder sont assemblées (temps de refroidissement).
La liaison étroite des parois tube-raccord et les phénomènes de dilatation-rétractation créent alors une pression de soudure effective.
Une fois le temps de refroidissement écoulé, sortir les pièces soudées, le procédé de soudage est terminé. Principe du soudage par emboîtement à chaud:
Raccord
Chauffage
Douille
Soudure terminée
Tube Elément chauffant Manchon

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 15 sur 53
4. Eléments d'opération et d'affichage
4.1. Eléments sur la machine de base / soudage bout-à-bout
Photo: sans l'élément chauffant pour le soudage par emboîtement
No. Dénomination Fonction
1 Outil de serrage, côté gauche - Serrer le tube lors du soudage bout-à-bout.
2 Elément chauffant pour le
soudage bout-à-bout
- Chauffer les tubes.
- Peut être pivoté dans la/hors de la machine.
3 Fourchette d'appui, à gauche - Supporter le tube.
4 Echelle - Affichage de la force appliquée.
- Affichage maximale: 150 kp.
5 Levier de serrage plat - Arrêtage du chariot.
6 Outil de serrage, côté droit - Serrer le tube lors du soudage bout-à-bout.
7 Fourchette d'appui, à droite - Supporter le tube.
8 Rabot - Raboter les tubes.
- Peut être pivoté dans la/hors de la machine.
9 Tourniquet - Ouvrir et fermer le chariot.
- Application de la force d'ajustement et de soudure.
9
2 7
4
5
1
3
6
8

Kunststo ffschweißtechni k
Eléments d'opération et d'affichage Chapitre 4
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 16 sur 53
4.2. Eléments sur la machine de base / soudage par
emboîtement
No. Dénomination Fonction
10 Elément chauffant pour le
soudage par emboîtement
- Chauffer le tube et le raccord.
- Peut être pivoté dans la/hors de la machine.
11 Outil de serrage, côté gauche - Serrer le tube.
12 Vis de serrage - Ouvrir / fermer l'outil de serrage du côté gauche.
13 Arrêt - Ajuster la distance: Projection du tube relative
à l'outil de serrage.
14 Outil de serrage, côté droit - Serrer le raccord.
15 Vis de serrage - Ouvrir / fermer l'outil de serrage du côté droit.
10
11
14
12
13
15
(9)
(5)
(2)
(7)

Kunststo ffschweißtechni k
Eléments d'opération et d'affichage Chapitre 4
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 17 sur 53
4.3. Eléments sur les éléments chauffant
Pour le soudage bout-à-bout Pour le soudage par emboîtement
No. Dénomination Fonction
16 Interrupteur marche-
arrêt avec lampe rouge
- Dès que l'élément chauffant est mis en circuit, il commence
à être chauffé.
- La lampe est allumée étant branché sur secteur
17 Lampe de contrôle verte Différence est faite entre trois états:
• Allumée: signale que pour le moment l'élément chauffant
n'est pas chauffé ou qu'il refroidi.
• Clignote: la température de l'élément chauffant est
maintenue. Ceci est atteint au moyen d'un certain rapport
impulsion-pause.
• Eteinte: signale que la chauffe de l'élément chauffant
s'effectue. La température normale n'est pas encore atteinte.
18 Régulateur à induction - Pour régler la température voulue
Il y a trois vis d'arrêt sur l'élément chauffant pour le soudage par
emboîtement. Les vis sont ajustées à l'usine et ne doivent pas être déréglées.
16 18 17 16 18 17
Vis d'arrêt

Kunststo ffschweißtechni k
Eléments d'opération et d'affichage Chapitre 4
09.04.2010 Notice technique WIDOS 2500 / DE 160 combinée Page 18 sur 53
4.4. Eléments sur le rabot
No. Dénomination Fonction
19 Bouton de touche - Dès que le rabot est mis en circuit et le bouton de
touche est appuyé, le disque du rabot se tourne.
20 Interrupteur marche-arrêt - Pour mettre en circuit / hors circuit le rabot.
4.5. Accessoires
No. Dénomination / Fonction
21 Optionnel: Chanfreineur de tube pour chanfreiner de 15°
22 Manchon de chauffe
23 Douille de chauffe
19
20
21
22
23

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 19 sur 53
5. Mise en service et opération
Les instructions de ce chapitre ont pour but de vous initier au maniement de la machine et de vous guider pendant la mise en service selon les normes.
Ceci englobe:
• un maniement sûr de la machine
• l‘épuisement de toutes les possibilités
• une exploitation rentable de la machine.
5.1. Mise en service
La machine ne doit être opérée que par des personnes instruites et autorisées à le faire. Pour la qualification, un examen de soudeur pour plastiques selon la DVS et la DVGW peut être passé.
• En cas de situations dangereuses, aussi bien pour l’homme que pour la machine, débrancher immédiatement la fiche de secteur.
• La machine est à arrêter après finition des travaux de soudure et pendant les pauses. Outre cela, veiller à ce qu’aucune personne non autorisée n‘ait accès.
• Protéger la machine de l'humidité!
• Selon VDE 0100 l’usage sur chantiers est uniquement permis avec un distributeur de courant muni d‘un interrupteur de sûreté du type FI.
• Raccorder les éléments chauffant et le rabot au secteur 230 V (110 V)/ 50 – 60 Hz.
Poser les conduites de manière la plus optimale possible en vue de minimiser le danger de trébucher!
• Tenir compte des conditions de l‘environnement: − La soudure ne doit pas s‘effectuer sous l‘influence directe de rayons solaires.
• En cas de température environnante en-dessous de 5°C des mesures doivent être prises: − En cas de nécessité, chauffer les bouts des tubes.
• Prendre en outre les mesures nécessaires pour préserver de la pluie, du vent et de la poussière.
5.2. Echanger les outils de serrage
Les outils de serrage pour le soudage bout-à-bout sont montés à chaque côté de la machine avec quatre vis de fixation. Dévisser les vis pour démonter les outils de serrage. Monter les outils der serrage en ordre inversé. Les appuis de tube sont détachés et après prélevés de côté.
Vis de fixation pour angle
Vis de fixation pour support-tube

Kunststo ffschweißtechni k
Mise en service et opération Chapitre 5
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 20 sur 53
Les outils de serrage à manchon sont chaque guidés dans la rainure de la table par les clavettes et arrêtés dans la position désirée par un coulisseau. Pour remplacer les outils de serrage il faut détacher la vis de fixation, après on peut déplacer et prélever l’outil latéralement. Le montage s’effectue dans l‘ordre renversé, il faut déplacer l’outil de serrage si loin à l’intérieur que le rebord intérieur du chariot latéral s’harmonise au rebord intérieur de la table de machine (voir flèche).
5.2.1. Abroger le ressort de pression lors du soudage par emboîtement
Le ressort de pression pour le soudage bout-à-bout doit être abrogé lors du soudage par emboîtement comme ce soudage s'effectue sans pression. Pour cela, visser le boulon hexagonal avec rondelle dans la table de machine gauche.
Important: Dévisser absolument le boulon hexagonal pour le soudage bout-à-bout!
Rebord intérieur
Rainure dans table
Vis de fixation
Boulon hexagonal pour abroger le ressort de pression

Kunststo ffschweißtechni k
Mise en service et opération Chapitre 5
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 21 sur 53
5.3. Procédé de la soudure bout-à-bout
Respecter impérativement les prescriptions en vigueur pour les travaux de soudure
(ISO / CEN / DVS...).
Les outils de serrage et les fourchettes d'appui pour le soudage bout-à-bout doivent être montés (voir chapitre 5.2). Le boulon hexagonal à côté gauche de la table de la machine ne doit pas être vissé (voir chapitre 5.2.1).
• Mettre des gants de sécurité pour se protéger contre les brûlures!
• La présence d’un chronomètre est impérative, afin de saisir les temps réels de la chauffe et du refroidissement.
• Egalement impératif: la présence d’une table où figurent les paramètres prescrits (temps et forces) pour la dimension de tube à souder, conformément à la réglementation relative à la soudure.
• Les surfaces de l'élément chauffant doivent être propres et particulièrement exemptes de graisse. Pour cette raison il est nécessaire de les nettoyer au moyen de papier non fibreux et d'agent de nettoyage (p.e. nettoyeur pour PE) avant chaque soudure, voir en cas de salissures.
Ne pas endommager le revêtement antiadhésif de l‘élément chauffant dans la zone de travail.
• Mettre en circuit l'élément chauffant et régler la température nécessaire au régulateur sur la poignée.
- Si la lampe de contrôle clignote, la température désirée est atteinte et maintenue au moyen d'un certain rapport impulsion-pause.
• Visser des bagues de compensation présentant le diamètre voulu.
• Déposer les pièces à souder dans le dispositif de serrage, resserrer les écrous de serrage à fond et aligner les pièces les unes sur les autres.
• Introduire le rabot en le pivotant entre les extrémités des pièces à souder, le mettre en route et maintenir appuyé le bouton de touche. Raboter avec peu de force de pression. Raboter jusqu’à ce qu’un copeau circulaire se soit constitué de part et d‘autre.
• Ouvrir à nouveau le chariot et pivoter le rabot.
• Enlever les copeaux produits en veillant à ne pas toucher les surfaces usinées.
• Refermer le chariot.
• Vérifier l’alignement du tube et la fente aux deux extrémités de tube aboutées. Selon DVS 2207, l’alignement du côté extérieur du tube ne doit pas dépasser 0,1 fois l’épaisseur de la paroi du tube, la fente tolérée ne doit pas dépasser 0,5 mm.
La compensation d’alignement s’effectue par un serrage ou par un desserrage plus fort des écrous de serrage.
Si une compensation de l’alignement a été entreprise, procéder ensuite à un nouveau rabotage à faces planes.
• Pour la pression d'ajustement de la dimension du tube à souder, consulter la table.
• Ouvrir à nouveau un peu le chariot.
• Consulter la table pour le temps de chauffe, le temps max. de commutation, le temps de refroidissement et pour la hauteur du bourrelet pour la dimension du tube à souder.

Kunststo ffschweißtechni k
Mise en service et opération Chapitre 5
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 22 sur 53
• Une fois l’élément chauffant nettoyé et ramené à la température prescrite, le placer en position entre les tubes. Le cas échéant attendre jusqu'à ce que la lampe de contrôle sur l'élément chauffant clignote régulièrement.
• Fermer le chariot en évitant tout impact au moyen de la pression d’alignement réglée. La pression appliquée peut être lue à l'échelle (3) sur le chariot gauche.
Au moyen du levier de serrage (4) le chariot peut être arrêté et la force est maintenue.
Une fois la hauteur de bourrelet circulaire prescrite atteinte, réduire la pression (pression de chauffe = environ 10% de la pression d'alignement).
• Le temps de chauffe commence maintenant.
Appuyer sur le chronomètre et comparer le temps réel avec la valeur prescrite prise de la table.
• Une fois le temps de chauffe écoulé, ouvrir le chariot, enlever le plus rapidement possible l’élément chauffant et refermer le chariot sans impact.
Le temps maximal de cette opération est prescrit par la valeur du temps de commutation prise de la table.
• Une fois la pression de soudure établie, bloquer le chariot et déclencher le chronomètre. Pendant le refroidissement et si besoin, rajuster la pression (la pression pour le refroidissement est égale à celle réglée pour l‘alignement).
• Une fois le temps de refroidissement écoulé, réduire la pression à zéro, enlever les pièces soudées et ouvrir le chariot.

Kunststo ffschweißtechni k
Mise en service et opération Chapitre 5
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 23 sur 53
5.4. Procédé de la soudure par emboîtement
Respecter impérativement les prescriptions en vigueur pour les travaux de soudure
(ISO / CEN / DVS ...).
Les outils de serrage pour le soudage par emboîtement doivent être montés (voir chapitre 5.2). Le boulon hexagonal à côté gauche de la table de la machine doit être vissé (voir chapitre 5.2.1).
• Mettre des gants de sécurité pour se protéger contre les brûlures!
• La présence d’un chronomètre est impérative, afin de saisir les temps réels de la chauffe et du refroidissement.
• Egalement impératif: la présence d’une table où figurent les paramètres prescrits pour la dimension de tube à souder, conformément à la réglementation relative à la soudure.
• Manchon et douille doivent être propres et particulièrement exemptes de graisse. Pour cette raison il est nécessaire de les nettoyer au moyen de papier non fibreux et d'agent de nettoyage (p.e. nettoyeur pour PE) avant chaque soudure, voir en cas de salissures.
Ne pas endommager le revêtement antiadhésif de l‘élément chauffant dans la zone de travail.
• De même, les surfaces des pièces à souder (tube et raccord) doivent être propres. Le cas échéant, nettoyer-les au moyen de papier non fibreux et d'agent de nettoyage.
• Le bout du tube doit être chanfreiné jusqu'à un angle d'environ 15°. environ 15°
2-3 mm
• Mettre en circuit l'élément chauffant et régler la température nécessaire au régulateur sur la poignée. Si la lampe de contrôle verte clignote, la température désirée est atteinte et maintenue au moyen d'un certain rapport impulsion-pause.
• Mettre le raccord en butée dans l'outil de serrage droit et serrer-le. Outil de serrage pour le raccord
Butée du raccord

Kunststo ffschweißtechni k
Mise en service et opération Chapitre 5
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 24 sur 53
• Ouvrir le chariot.
• Pousser la butée entièrement à la droite, installer le tube chanfreiné de manière que sa face soit adjacente à la butée. Serrer le tube et puis tourner la butée de manière, qu'elle ne touche plus le tube.
•••• Mettez la douille carrée conforme au diamètre à souder. La douille définit la distance pour plonger dans le manchon.
• Fermer le chariot jusqu'à ce que l'élément chauffant puisse s'immerger avec le boulon d'arrachage entre les deux griffes d'arrachage, voir flèche. (Quand les chariots après s'ouvrent le chauffage, les griffes d'arrachage entraînent le boulon d'arrachage.) Ainsi, le tube et le raccord seront séparés du manchon et de la douille de chauffe).
• Introduire l'élément chauffant ramené à la température prescrite (lampe de contrôle clignotante).
• Refermer les chariots avec force modérée à butée du manchon et de la douille (le tube et le raccord doivent toucher le manchon / la douille simultanément.)
• Appuyer sur le chronomètre, le temps de commutation commence dès que le temps de chauffe est écoulé: Ouvrir les chariots rapidement, dégager l'élément chauffant et refermer les chariots lentement et avec force modérée jusqu'à ce que le bourrelet du tube soit à fleur du bourrelet du raccord (Temps de commutation).
• Maintenant commence le temps de refroidissement. Une fois ce temps écoulé, le procédé de soudage est terminé, les pièces peuvent être desserrées et enlevées.
• Compléter le protocole de soudage (voir chapitre 6.2).
Butée à la douille
Butée
Douille carrée

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 25 sur 53
6. Protocole et tables de soudage
6.1. Soudage bout-à-bout

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM160 / ASM 315 DA 50 - 315
PE 80 La valeur indicative pour la température du miroir se trouve entre 200° C et 220° C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
PE 100 La valeur indicative pour la température du miroir se trouve à 220° C.Les temps de mise en contact et de remonté´en pression de soudage doivent, pour le PE 100, étreles plus courts possible.
établissem.
changer de refroidir
0,15 (PE) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
20 1,9 11 2 0,5 20 4 4 2 2
20 2,3 9 2 0,5 23 4 4 2 2
20 2,8 7,4 3 0,5 28 4 4 3 3
25 2,3 11 3 0,5 23 4 4 3 2
25 2,8 9 3 0,5 28 4 4 3 3
25 3,5 7,4 4 0,5 35 5 5 4 4
32 1,8 17,6 3 0,5 20 4 4 3 2
32 1,9 17 3 0,5 20 4 4 3 2
32 2,4 13,6 4 0,5 24 4 4 4 3
32 2,9 11 4 0,5 29 4 4 4 3
32 3,6 9 5 0,5 36 5 5 5 5
40 1,8 26 4 0,5 20 4 4 4 2
40 1,9 21 4 0,5 20 4 4 4 2
40 2,3 17,6 5 0,5 23 4 4 5 2
40 2,4 17 5 0,5 24 4 4 5 3
40 3,7 11 7 0,5 37 5 5 7 5
40 4,5 9 8 1 45 5 5 8 6
40 5,5 7,4 9 1,0 55 5 5 9 8
dans la surface du joint
dans la surface du joint
Tableau pour PE
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
09.04.2010 Notice technique machine manuel Page 26 / 1 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM160 / ASM 315 DA 50 - 315
PE 80 La valeur indicative pour la température du miroir se trouve entre 200° C et 220° C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
PE 100 La valeur indicative pour la température du miroir se trouve à 220° C.Les temps de mise en contact et de remonté´en pression de soudage doivent, pour le PE 100, étreles plus courts possible.
établissem.
changer de refroidir
0,15 (PE) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PE
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
50 1,8 33 5 0,5 20 4 4 5 2
50 2,0 26 5 0,5 20 4 4 5 2
50 2,4 21 6 0,5 24 4 4 6 3
50 2,9 17,6 7 0,5 29 4 4 7 3
50 3,0 17 7 0,5 30 4 4 7 4
50 3,7 13,6 9 0,5 37 5 5 9 5
50 4,6 11 10 1,0 46 5 5 10 6
50 5,6 9 12 1,0 56 5 5 12 8
56 3,0 -- 8 0,5 30 4 4 8 4
63 1,8 41 6 0,5 20 4 4 6 2
63 2,0 33 6 0,5 20 4 4 6 2
63 2,5 26 8 0,5 25 4 4 8 3
63 3,0 21 9 0,5 30 4 4 9 4
63 3,6 17,6 11 0,5 36 5 5 11 5
63 3,8 17 11 0,5 38 5 5 11 5
63 4,7 13,6 13 1,0 47 5 5 13 6
63 5,8 11 16 1,0 58 6 6 16 8
63 7,1 9 19 1,5 71 6 6 19 10
63 8,6 7,4 23 1,5 86 7 7 23 12
09.04.2010 Notice technique machine manuel Page 26 / 2 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM160 / ASM 315 DA 50 - 315
PE 80 La valeur indicative pour la température du miroir se trouve entre 200° C et 220° C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
PE 100 La valeur indicative pour la température du miroir se trouve à 220° C.Les temps de mise en contact et de remonté´en pression de soudage doivent, pour le PE 100, étreles plus courts possible.
établissem.
changer de refroidir
0,15 (PE) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PE
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
75 1,9 41 7 0,5 20 4 4 7 2
75 2,3 33 8 0,5 23 4 4 8 2
75 2,9 26 10 0,5 29 4 4 10 3
75 3,6 21 13 0,5 36 5 5 13 5
75 4,3 17,6 15 0,5 43 5 5 15 6
4,5 17 15 1,0 45 5 5 15 6
75 5,6 13,6 19 1,0 56 5 5 19 8
75 6,8 11 22 1,0 68 6 6 22 10
75 8,4 9 27 1,5 84 7 7 27 12
75 10,3 7,4 32 1,5 103 7 7 32 14
90 2,2 41 10 0,5 22 4 4 10 2
90 2,8 33 12 0,5 28 4 4 12 3
90 3,5 26 15 0,5 35 5 5 15 4
90 4,3 21 18 0,5 43 5 5 18 6
90 5,1 17,6 21 1,0 51 5 5 21 7
90 5,4 17 22 1,0 54 5 5 22 7
90 6,7 13,6 27 1,0 67 6 6 27 10
90 8,2 11 32 1,5 82 6 6 32 11
90 10,1 9 39 1,5 101 7 7 39 14
90 12,3 7,4 46 2,0 123 8 8 46 16
09.04.2010 Notice technique machine manuel Page 26 / 3 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM160 / ASM 315 DA 50 - 315
PE 80 La valeur indicative pour la température du miroir se trouve entre 200° C et 220° C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
PE 100 La valeur indicative pour la température du miroir se trouve à 220° C.Les temps de mise en contact et de remonté´en pression de soudage doivent, pour le PE 100, étreles plus courts possible.
établissem.
changer de refroidir
0,15 (PE) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PE
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
110 2,7 41 14 0,5 27 4 4 14 3
110 3,4 33 18 0,5 34 5 5 18 4
110 4,2 26 21 0,5 42 5 5 21 6
110 5,3 21 27 1,0 53 5 5 27 7
110 6,3 17,6 31 1,0 63 6 6 31 9
110 6,6 17 33 1,0 66 6 6 33 9
110 8,1 13,6 39 1,5 81 6 6 39 11
110 10,0 11 48 1,5 100 7 7 48 14
110 12,3 9 57 2,0 123 8 8 57 16
110 15,1 7,4 68 2,0 151 9 9 68 20
125 3,1 41 18 0,5 31 4 4 18 4
125 3,9 33 23 0,5 39 5 5 23 5
125 4,8 26 28 1,0 48 5 5 28 6
125 6,0 21 34 1,0 60 6 6 34 8
125 7,1 17,6 40 1,5 71 6 6 40 10
125 7,4 17 42 1,5 74 6 6 42 10
125 9,2 13,6 51 1,5 92 7 7 51 13
125 11,4 11 62 1,5 114 8 8 62 15
125 14,0 9 74 2,0 140 9 9 74 18
125 17,1 7,4 87 2,0 171 9 10 87 22
09.04.2010 Notice technique machine manuel Page 26 / 4 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM160 / ASM 315 DA 50 - 315
PE 80 La valeur indicative pour la température du miroir se trouve entre 200° C et 220° C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
PE 100 La valeur indicative pour la température du miroir se trouve à 220° C.Les temps de mise en contact et de remonté´en pression de soudage doivent, pour le PE 100, étreles plus courts possible.
établissem.
changer de refroidir
0,15 (PE) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PE
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
140 3,5 41 23 0,5 35 5 5 23 4
140 4,3 33 28 0,5 43 5 5 28 6
140 5,4 26 35 1,0 54 5 5 35 7
140 6,7 21 43 1,0 67 6 6 43 10
140 8,0 17,6 50 1,5 80 6 6 50 11
140 8,3 17 52 1,5 83 7 7 52 12
140 10,3 13,6 63 1,5 103 7 7 63 14
140 12,7 11 77 2,0 127 8 8 77 17
140 15,7 9 92 2,0 157 9 10 92 20
140 19,2 7,4 110 2,5 192 10 11 110 24
160 4,0 41 30 0,5 40 5 5 30 5
160 4,9 33 36 1,0 49 5 5 36 7
160 6,2 26 45 1,0 62 6 6 45 9
160 7,7 21 56 1,5 77 6 6 56 11
160 9,1 17,6 65 1,5 91 7 7 65 13
160 9,5 17 68 1,5 95 7 7 68 13
160 11,8 13,6 83 1,5 118 8 8 83 16
160 14,6 11 101 2,0 146 9 9 101 19
160 17,9 9 120 2,0 179 10 11 120 23
160 21,9 7,4 143 2,5 219 11 12 143 27
09.04.2010 Notice technique machine manuel Page 26 / 5 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM160 / ASM 315 DA 50 - 315
PE 80 La valeur indicative pour la température du miroir se trouve entre 200° C et 220° C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
PE 100 La valeur indicative pour la température du miroir se trouve à 220° C.Les temps de mise en contact et de remonté´en pression de soudage doivent, pour le PE 100, étreles plus courts possible.
établissem.
changer de refroidir
0,15 (PE) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PE
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
180 4,4 41 37 0,5 44 5 5 37 6
180 5,5 33 46 1,0 55 5 5 46 8
180 6,9 26 57 1,0 69 6 6 57 10
180 8,6 21 70 1,5 86 7 7 70 12
180 10,2 17,6 82 1,5 102 7 7 82 14
180 10,7 17 86 1,5 107 7 7 86 14
180 13,3 13,6 105 2,0 133 8 9 105 17
180 16,4 11 127 2,0 164 9 10 127 21
180 20,1 9 152 2,5 201 10 11 152 25
180 24,6 7,4 181 2,5 246 12 13 181 30
200 4,9 41 46 1,0 49 5 5 46 7
200 6,2 33 57 1,0 62 6 6 57 9
200 7,7 26 70 1,5 77 6 6 70 11
200 9,6 21 87 1,5 96 7 7 87 13
200 11,4 17,6 102 1,5 114 8 8 102 15
200 11,9 17 106 1,5 119 8 8 106 16
200 14,7 13,6 129 2,0 149 9 9 129 19
200 18,2 11 156 2,0 182 10 11 156 23
200 22,4 9 188 2,5 224 11 12 188 28
200 27,4 7,4 223 3,0 274 13 15 223 34
09.04.2010 Notice technique machine manuel Page 26 / 6 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM160 / ASM 315 DA 50 - 315
PE 80 La valeur indicative pour la température du miroir se trouve entre 200° C et 220° C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
PE 100 La valeur indicative pour la température du miroir se trouve à 220° C.Les temps de mise en contact et de remonté´en pression de soudage doivent, pour le PE 100, étreles plus courts possible.
établissem.
changer de refroidir
0,15 (PE) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PE
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
225 5,5 41 57 1,0 55 5 5 57 8
225 6,9 33 71 1,0 69 6 6 71 10
225 8,6 26 88 1,5 86 7 7 88 12
225 10,8 21 110 1,5 108 8 8 110 15
225 12,8 17,6 128 2,0 128 8 8 128 17
225 13,4 17 134 2,0 134 8 9 134 18
225 16,6 13,6 164 2,0 166 9 10 164 21
225 20,5 11 198 2,5 205 10 12 198 26
225 25,2 9 238 2,5 252 12 14 238 31
225 30,8 7,4 282 3,0 308 14 16 282 38
250 6,2 41 72 1,0 62 6 6 72 9
250 7,7 33 88 1,5 77 6 6 88 11
250 9,6 26 109 1,5 96 7 7 109 13
250 11,9 21 134 1,5 119 8 8 134 19
250 14,2 17,6 158 2,0 142 9 9 158 16
250 14,8 17 165 2,0 148 9 9 165 19
250 18,4 13,6 201 2,0 184 10 11 201 23
250 22,7 11 244 2,5 227 11 13 244 28
250 27,9 9 293 3,0 279 13 15 293 34
250 34,2 7,4 348 3,0 342 15 18 348 42
09.04.2010 Notice technique machine manuel Page 26 / 7 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM160 / ASM 315 DA 50 - 315
PE 80 La valeur indicative pour la température du miroir se trouve entre 200° C et 220° C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
PE 100 La valeur indicative pour la température du miroir se trouve à 220° C.Les temps de mise en contact et de remonté´en pression de soudage doivent, pour le PE 100, étreles plus courts possible.
établissem.
changer de refroidir
0,15 (PE) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PE
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
280 6,9 41 89 1,0 69 6 6 89 10
280 8,6 33 110 1,5 86 7 7 110 12
280 10,7 26 136 1,5 107 7 7 136 14
280 13,4 21 169 2,0 134 8 9 169 18
280 15,9 17,6 198 2,0 159 9 10 198 20
280 16,6 17 207 2,0 166 9 10 207 21
280 20,6 13,6 252 2,5 206 10 12 252 26
280 25,4 11 305 2,5 254 12 14 305 31
280 31,3 9 367 3,0 313 14 16 367 38
280 38,3 7,4 437 3,5 383 16 20 437 47
315 7,7 41 112 1,5 77 6 6 112 11
315 9,7 33 140 1,5 97 7 7 140 13
315 12,1 26 173 2,0 121 8 8 173 16
315 15,0 21 213 2,0 150 9 9 213 19
315 17,9 17,6 251 2,0 179 10 11 251 23
315 18,7 17 262 2,0 187 10 11 262 24
315 23,2 13,6 320 2,5 232 11 13 320 29
315 28,6 11 386 3,0 286 13 15 386 35
315 35,2 9 465 3,0 352 15 18 465 43
315 43,1 7,4 553 3,5 431 18 22 553 52
� On peut rester en dessous du temps de refroid. de 50% ou moins dans les conditions suivantes:
• préfabrication dans des conditions d'atelier
• basse force additionnelle lors du desserrage
• aucune force additionnelle pendant le refroidissement ultérieur
• ne charger les pièces qu'avant refroidissement total
09.04.2010 Notice technique machine manuel Page 26 / 8 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM 160 / ASM 315 DA 50 - 315
La valeur indicative pour la température du miroir se trouve lors de 210° C +/- 10° CEn cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
établissem.
changer de refroidir
0,10 (Pp) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
20 1,9 11 2 0,5 90 4 5 2 2
20 2,8 7,4 2 0,5 104 4 5 2 3
20 3,4 6 2 0,5 115 5 6 2 4
20 4,1 5 3 0,5 128 5 6 3 5
25 2,3 11 2 0,5 95 4 5 2 2
25 3,5 7,4 3 0,5 117 5 6 3 4
25 4,2 6 3 0,5 130 5 6 3 6
25 5,1 5 4 0,5 145 5 6 4 7
32 1,8 17,6 2 0,5 90 4 5 2 2
32 2,9 11 3 0,5 106 4 5 3 3
32 4,4 7,4 4 0,5 133 5 6 4 6
32 5,4 6 5 0,5 149 5 6 5 8
32 6,5 5 6 0,5 167 6 7 6 11
40 1,8 26 3 0,5 90 4 5 3 2
40 2,3 17,6 3 0,5 95 4 5 3 2
40 3,7 11 5 0,5 121 5 6 5 5
40 5,5 7,4 6 0,5 151 5 6 6 8
40 6,7 6 8 0,5 170 6 7 8 11
40 8,1 5 9 1,0 190 6 8 9 14
dans la surface du joint
dans la surface du joint
Tableau pour PP
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
09.04.2010 Notice technique machine manuel Page 27 / 1 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM 160 / ASM 315 DA 50 - 315
La valeur indicative pour la température du miroir se trouve lors de 210° C +/- 10° CEn cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
établissem.
changer de refroidir
0,10 (Pp) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PP
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
50 1,8 33 3 0,5 90 4 5 3 2
50 2,0 26 4 0,5 90 4 5 4 2
50 2,9 17,6 5 0,5 106 4 5 5 3
50 4,6 11 7 0,5 137 5 6 7 6
50 6,9 7,4 10 0,5 173 6 7 10 12
50 8,3 6 11 1,0 193 6 8 11 14
50 10,1 5 13 1,0 218 7 9 13 17
63 1,8 41 4 0,5 90 4 5 4 2
63 2,0 33 4 0,5 90 4 5 4 2
63 2,5 26 5 0,5 99 4 5 5 3
63 3,6 17,6 7 0,5 119 5 6 7 4
63 5,8 11 11 0,5 156 6 7 11 9
63 8,6 7,4 15 1,0 197 6 8 15 15
63 10,5 6 18 1,0 224 7 10 18 18
63 12,7 5 21 1,0 254 7 12 21 21
75 1,9 41 5 0,5 90 4 5 5 2
75 2,3 33 6 0,5 95 4 5 6 2
75 2,9 26 7 0,5 106 4 5 7 3
75 4,3 17,6 10 0,5 131 5 6 10 6
75 6,8 11 15 0,5 172 6 7 15 12
75 10,3 7,4 21 1,0 221 7 10 21 17
75 12,5 6 25 1,0 251 7 11 25 21
75 15,1 5 29 1,0 283 8 14 29 24
09.04.2010 Notice technique machine manuel Page 27 / 2 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM 160 / ASM 315 DA 50 - 315
La valeur indicative pour la température du miroir se trouve lors de 210° C +/- 10° CEn cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
établissem.
changer de refroidir
0,10 (Pp) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PP
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
90 2,2 41 7 0,5 94 4 5 7 2
90 2,8 33 8 0,5 104 4 5 8 3
90 3,5 26 10 0,5 117 5 6 10 4
90 5,1 17,6 14 0,5 145 5 6 14 7
90 8,2 11 22 1,0 192 6 8 22 14
90 12,3 7,4 31 1,0 249 7 11 31 20
90 15,0 6 36 1,0 281 8 14 36 24
90 18,1 5 41 1,0 319 9 16 41 29
110 2,7 41 10 0,5 103 4 5 10 3
110 3,4 33 12 0,5 115 5 6 12 4
110 4,2 26 14 0,5 130 5 6 14 6
110 6,3 17,6 21 0,5 164 6 7 21 10
110 10,0 11 32 1,0 217 7 9 32 17
110 15,1 7,4 46 1,0 283 8 14 46 24
110 18,3 6 53 1,0 322 9 16 53 29
110 22,1 5 62 1,5 361 10 19 62 34
125 3,1 41 12 0,5 110 4 5 12 4
125 3,9 33 15 0,5 124 5 6 15 5
125 4,8 26 19 0,5 140 5 6 19 7
125 7,1 17,6 27 1,0 176 6 7 27 12
125 11,4 11 41 1,0 237 7 11 41 19
125 17,1 7,4 58 1,0 307 8 15 58 27
125 20,8 6 69 1,5 348 10 18 69 33
125 25,1 5 79 1,5 391 11 21 79 39
09.04.2010 Notice technique machine manuel Page 27 / 3 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM 160 / ASM 315 DA 50 - 315
La valeur indicative pour la température du miroir se trouve lors de 210° C +/- 10° CEn cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
établissem.
changer de refroidir
0,10 (Pp) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PP
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
140 3,5 41 16 0,5 117 5 6 16 4
140 4,3 33 19 0,5 131 5 6 19 6
140 5,4 26 23 0,5 149 5 6 23 8
140 8,0 17,6 34 1,0 189 6 8 34 14
140 12,7 11 51 1,0 254 7 12 51 21
140 19,2 7,4 73 1,5 332 9 17 73 30
140 23,3 6 86 1,5 373 10 20 86 36
140 28,1 5 99 2,0 416 12 24 99 43
160 4,0 41 20 0,5 126 5 6 20 5
160 4,9 33 24 0,5 141 5 6 24 7
160 6,2 26 30 0,5 162 6 7 30 10
160 9,1 17,6 44 1,0 204 6 9 44 15
160 14,6 11 67 1,0 277 8 13 67 24
160 21,9 7,4 96 1,5 359 10 19 96 34
160 26,6 6 112 2,0 405 11 23 112 41
160 32,1 5 129 2,0 447 13 28 129 48
180 4,4 41 25 0,5 133 5 6 25 6
180 5,5 33 31 0,5 151 5 6 31 8
180 6,9 26 38 0,5 173 6 7 38 12
180 10,2 17,6 55 1,0 220 7 10 55 17
180 16,4 11 85 1,0 298 8 15 85 26
180 24,6 7,4 121 1,5 386 11 21 121 38
180 29,0 6 138 2,0 423 12 25 138 44
180 36,1 5 164 2,0 478 14 31 164 54
09.04.2010 Notice technique machine manuel Page 27 / 4 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM 160 / ASM 315 DA 50 - 315
La valeur indicative pour la température du miroir se trouve lors de 210° C +/- 10° CEn cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
établissem.
changer de refroidir
0,10 (Pp) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PP
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
200 4,9 41 31 0,5 141 5 6 31 7
200 6,2 33 38 0,5 162 6 7 38 10
200 7,7 26 47 1,0 185 6 8 47 13
200 11,4 17,6 68 1,0 237 7 11 68 19
200 18,2 11 104 1,0 320 9 16 104 29
200 27,4 7,4 149 2,0 411 11 23 149 42
200 33,2 6 174 2,0 456 13 29 174 50
225 5,5 41 38 0,5 151 5 6 38 8
225 6,9 33 48 0,5 173 6 7 48 12
225 8,6 26 59 1,0 197 6 8 59 15
225 12,8 17,6 86 1,0 255 7 12 86 21
225 20,5 11 132 1,5 345 9 18 132 32
225 30,8 7,4 188 2,0 437 12 26 188 47
225 37,4 6 221 2,5 487 14 32 221 55
250 6,2 41 48 0,5 162 6 7 48 10
250 7,7 33 59 1,0 185 6 8 59 13
250 9,6 26 73 1,0 211 7 9 73 16
250 14,2 17,6 106 1,0 272 8 13 106 23
250 22,7 11 163 1,5 367 10 20 163 35
250 34,2 7,4 232 2,0 463 13 29 232 51
09.04.2010 Notice technique machine manuel Page 27 / 5 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315ASM 160 / ASM 315 DA 50 - 315
La valeur indicative pour la température du miroir se trouve lors de 210° C +/- 10° CEn cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
établissem.
changer de refroidir
0,10 (Pp) pression pression
Tthéorique température
temps
diamètre épaisseur degré force hauteur temps temps de temps d' force temps de
du tube de paroi SDR d'égali- min. du de change- établissem. de refroi-
DE du tube sation bourrelet chauffage ment de soudage dissement
[mm] (s) [kp] circulaire [s] maximal pression [kp] [min]
[mm] [daN] [mm] [s] [s] [daN] �
dans la surface du joint
dans la surface du joint
Tableau pour PP
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
P (N/mm²)
rajuster chauffer
280 6,9 41 60 0,5 173 6 7 60 12
280 8,6 33 74 1,0 197 6 8 74 15
280 10,7 26 91 1,0 227 7 10 91 18
280 15,9 17,6 132 1,0 292 8 14 132 26
280 25,4 11 204 1,5 394 11 22 204 39
280 38,3 7,4 291 2,5 493 14 33 291 57
315 7,7 41 75 1,0 185 6 8 75 13
315 9,7 33 94 1,0 213 7 9 94 16
315 12,1 26 116 1,0 246 7 11 116 20
315 17,9 17,6 168 1,0 317 9 16 168 28
315 28,6 11 258 2,0 420 12 24 258 44
� On peut rester en dessous du temps de refroid. de 50% ou moins dans les conditions suivantes:
• préfabrication dans des conditions d'atelier
• basse force additionnelle lors du desserrage
• aucune force additionnelle pendant le refroidissement ultérieur
• ne charger les pièces qu'avant refroidissement total
09.04.2010 Notice technique machine manuel Page 27 / 6 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315
La valeur indicative pour la température du miroir se trouve entre 240 °C ± 8 °C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
1 kp = 10 N
établissem.
rajuster de refroidir
0,10 (PVDF) pression pression
Tthéorique température
temps
diamètre épaisseur force hauteur temps temps d' force temps de
du tube de paroi d'égali- min. du de établissem. de refroi-
DE du tube sation bourrelet chauffage de soudage dissement
[mm] (s) [kp] circulaire [s] pression [kp] [min]
[mm] [daN] [mm] [s] [daN]
20 1,9 2 0,5 59 3 2 4,5
25 1,9 2 0,5 59 3 2 4,5
32 2,4 3 0,5 64 3 3 5,0
40 2,4 3 0,5 64 3 3 5,0
50 3,0 5 0,5 70 4 5 5,5
63 2,0 4 0,5 60 3 4 4,5
63 3,0 6 0,5 70 4 6 5,5
63 3,8 8 0,5 78 4 8 6,5
75 2,3 6 0,5 63 3 6 5,0
75 3,6 9 0,5 76 4 9 6,5
75 4,5 10 0,5 85 5 10 7,5
90 2,8 8 0,5 68 4 8 5,5
90 4,3 12 0,5 83 4 12 7,0
90 5,4 15 0,5 94 5 15 8,5
110 3,4 12 0,5 74 4 12 6,0
110 5,3 18 0,5 93 5 18 8,5
110 6,6 22 0,6 106 5 22 10,0
125 3,9 15 0,5 79 4 15 6,5
125 6,0 23 0,6 100 5 23 9,0
P (N/mm²)
chauffer changer
dans la surface du joint
temps de
change-
ment
maximal
[s]
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
4
3
4
Tableau pour PVDF
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
dans la surface du joint
Notice technique machine manuel Page 28 / 1 de 53

Kunststo ffschweißtechni k
Base: Feuilles de renseignements DVS: 2207, 2208 DIN 16932Domaine d'utilisation: Miniplast 2 / 110 DE 20 - 110
Maxiplast / 501 / 900 / 955 DE 50 - 160Instaweld 160 DE 50 - 1602000 / 3000 Combinée DE 50 - 2502500 DE 160 / 250 / 315 DE 50 - 315
La valeur indicative pour la température du miroir se trouve entre 240 °C ± 8 °C.En cas d'épaisseurs de paroi plus petites, il faut aspirer à la température plus élevée.
1 kp = 10 N
établissem.
rajuster de refroidir
0,10 (PVDF) pression pression
Tthéorique température
temps
diamètre épaisseur force hauteur temps temps d' force temps de
du tube de paroi d'égali- min. du de établissem. de refroi-
DE du tube sation bourrelet chauffage de soudage dissement
[mm] (s) [kp] circulaire [s] pression [kp] [min]
[mm] [daN] [mm] [s] [daN]
P (N/mm²)
chauffer changer
dans la surface du joint
temps de
change-
ment
maximal
[s]
Tableau pour PVDF
Il faut ajouter la force de mouvement du chariot de soudage aux forces de rajustement et de refroidissement.
dans la surface du joint
140 4,3 19 0,5 83 4 19 7,0
140 6,7 29 0,6 107 6 29 10,0
160 4,9 24 0,5 89 5 24 8,0
160 7,7 37 0,7 117 6 37 11,0
180 5,5 31 0,5 95 5 31 8,5
180 8,6 47 0,8 126 6 47 12,5
200 6,2 38 0,6 102 5 38 9,5
200 9,6 58 1,0 136 7 58 13,5
225 6,9 48 0,7 109 6 48 10,5
225 10,8 73 1,0 148 7 73 15,0
250 7,7 59 0,7 117 6 59 11,0
250 11,9 90 1,1 159 8 90 16,5
280 8,6 74 0,8 126 6 74 12,5
315 9,7 94 1,0 137 7 94 13,5
4
4
4
3
4
3
4
4
4
4
4
4
4
4
Notice technique machine manuel Page 28 / 2 de 53

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 29 sur 53
6.1.1. Protocole de soudage bout-à-bout

Kunststo ffschweißtechni k
Protocole et tables de soudage Chapitre 6
09.04.10 Notice technique WIDOS 2500 / DE 250 combinée Page 30 sur 53
6.2. Soudage par emboîtement
Valeurs indicatives pour le soudage par emboîtement de parties de tuyauterie à une température ambiante de 20° C (68° F) et avec souffle d'air modéré. Température de soudage pour tous les procédés: 250°C - 270°C (482° F – 518° F).
6.2.1. Table pour PP
Diamètre de tube extérieur [mm]
Epaisseur de paroi de tube min.
[mm]
Chauffer [s]
Commuter [s]
Refroidir [min]
20 2,5 5 4 2
25 2,7 7 4 2
32 3,0 8 6 4
40 3,7 12 6 4
50 4,6 18 6 4
63 3,6 24 8 6
75 4,3 30 8 6
90 5,1 40 8 6
110 6,3 50 10 8
125** 7,2 57 10 8
6.2.2. Table pour PVDF
Diamètre de Epaisseur de paroi Chauffer Commuter Refroidir tube extérieur
[mm] de tube min.
[mm] [s] (temps max.)
[s] serré [s]
total [min]
20 1,9 6 4 6 2
25 1,9 8 4 6 2
32 2,4 10 4 12 4
40 2,4 12 4 12 4
50 3,0 18 4 12 4
63 3,0 20 6 18 6
75 3,0 22 6 18 6
90 3,0 25 6 18 6
110 3,0 30 6 24 8
125 4,0 35 12 24 8

Kunststo ffschweißtechni k
Protocole et tables de soudage Chapitre 6
09.04.10 Notice technique WIDOS 2500 / DE 250 combinée Page 31 sur 53
6.2.3. Table pour PEHD
Diamètre de Chauffer Commuter Refroidir tube extérieur
[mm] pour PN 10 SDR 11
[s]
pour PN 6 SDR 17,6
[s]
(temps max.) [s]
serré [s]
total [min]
20 5 *) 4 6 2
25 7 *) 4 10 2
32 8 *) 6 10 4
40 12 *) 6 20 4
50 12 *) 6 20 4
63 24 *) 8 30 6
75 30 15 8 30 6
90 40 22 8 40 6
110 50 30 10 50 8
125 60 35 10 60 8
6.2.4. Table pour PB (Polybutène)
Diamètre de tube extérieur
[mm]
Epaisseur de paroi de tube min.
[mm]
Longueur de soudage [mm]
Chauffer [s]
Maintenir (sous pression)
[s]
Refroidir [min]
20 2,0 15 6 15 2
25 2,3 18 6 15 2
32 3,0 20 10 20 4
40 3,7 22 14 20 4
50 4,6 25 18 30 4
63 5,8 28 22 30 6
75 6,8 31 26 60 6
90 8,2 36 30 75 6
110 10,0 42 35 90 6
125 11,4 46 40 104 7
*) A cause de l'épaisseur de paroi étant trop petit, le procédé de soudage n'est pas recommandable. **) Valeurs ont été interpolées.
Du reste, les valeurs indicatives du fabricant du tube ou du raccord pour le soudage sont en vigueur.

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.10 Notice technique WIDOS 2500 / DE 250 combinée Page 32 sur 53
6.2.5. Protocole de soudage par emboîtement

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 33 sur 53
7. Maintenance / Stockage / Transport
7.1. En général
• Remplacer immédiatement toutes pièces endommagées. Attention particulière avec des pièces électriques: les salissures et l'humidité sont des bons conducteurs.
• Utiliser uniquement des pièces de rechange originales WIDOS.
L'exécution de tous les travaux de maintenance et de remise en état n'est permise que lorsque la machine est hors circuit. Pour cela, protéger la machine contre toute remise en circuit incontrôlée.
Les travaux de maintenance et de visite technique sont à effectuer dans les délais demandés. La DVS recommande des travaux de visite technique après 1 an.
Pour des machines sujettes à une utilisation au delà de la normale, il est conseillé de raccourcir le cycle des visites. Les travaux sont à effectuer auprès de la société WIDOS GmbH ou auprès d‘un partenaire agréé.
7.2. Eléments de serrage
• Nettoyer et graisser les broches filetées et les éléments de l'articulation pour le serrage du tube et du raccord régulièrement pour garantir la longévité.
7.3. Rabot
• Ne jamais poser le rabot sur les disques du rabot.
• Vérifier le rendement de coupe de la lame du rabot, si besoin, la changer (affûtage de part et d‘autre, épaisseur max. de copeau = 0,2 mm!).
• De temps à autre, vérifier la tension de la chaîne d’entraînement dans le rabot et la graisser; pour cela, dévisser le carter du rabot.
7.4. Stockage
Durant l'utilisation de la machine, les guidages ne doivent pas être graissés pour éviter des dépôts de salissure et ainsi des endommagements.
• Nettoyer et graisser les broches filetées et les éléments de l'articulation lors que la machine n'est pas utilisée pour garantir la longévité.
• Stocker au sec.
7.5. Nettoyage de la machine
Les matériaux et chiffons utilisés sont à manipuler avec précaution et à éliminer selon les normes, notamment
• en cas de nettoyage avec des dissolvants
• lors de la lubrification au moyen d’huile et de graisse.

Kunststo ffschweißtechni k
Maintenance / Stockage / Transport Chapitre 7
09.04.10 Notice technique WIDOS 2500 / DE 250 combinée Page 34 sur 53
7.6. Transport
• Traiter la machine avec précaution.
• Protéger de violentes secousses et chocs.
7.7. Evacuation
La machine et les pièces d’usure sont à évacuer selon les règles et par égard pour l‘écologie à la fin de leur vie utile, selon la loi pour l’évacuation des déchets usuel dans le pays.

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 35 sur 53
8. Schéma électrique
Contrôle d’élément
chauffant
Ø 160 : 800 W
, 230V, 3,5A
Ø 250 : 1500W, 230V, 6,5A
Ø 315 : 2100W, 230V, 9,1A
Rabot
Ø 160: 950 W
; 230 V; 4,1 A
Ø 250: 1050 W
; 230 V; 4,5 A
Ø 315: 1050 W
; 230 V; 4,5 A

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 36 sur 53
9. Listes de pièces de rechange
9.1. Machine de base avec mouvement
(vue de l'arrière)
3
2
1
4 / 5
7
8 - 10
16
17
18
19
11 / 12
14 / 15 / 20
21
22
9 / 10 / 13
14 / 15
6

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
09.04.10 Notice technique WIDOS 2500 / DE 250 combinée Page 37 sur 53
(vue d'en bas)
(vue d'en bas) (vue avec outil de serrage emboîture) (vue du côté gauche)
23 / 24
25 / 42
25 / 26
27
28
30
39 / 45
43 / 44
29
34 / 36 - 37
38
39
31
40
47
46
14 / 41
34
35 33
48 / 50 - 51
49 - 51
51 + 52

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
Machine de base avec mouvement WIDOS 2500 / DE 160
Pos. Piece Order no.
1 Boulon pour fixation du rabot 1 3804081
2 Chariot, mouvant 1 380103
3 Insert fileté M 8x9 5 GEWK-M8
4 Pièce de guidage linéar NSK 4 L20CLZ
5 Vis à tête cylindrique M 5x12 DIN 912 8 0912E012
6 Echelle 1 380120
7 Rail frontal 1 380101
8 Glissière NSK 500 mm 2 L20500
9 Vis à tête cylindrique M 5x16 DIN 912 30 0912E016
10 Chape 30 L20501
11 Tourniquet 1 B6516
12 Vis sans tête M 6x10 DIN 913 1 0913F010
13 Glissière NSK 700 mm 1 L20700
14 Rondelle M 12 DIN 125 4 0125L
15 Ecrou d'arrêt 2 380114
16 Chariot, fixe 1 380104
17 Insert fileté M 8x15 9 GEW-M8
18 Vis à tête cylindrique M 8x40 DIN 912 6 0912H040
19 Capuchon 4 J0204
20 Boulon hexagonal M 12x16 DIN 933 1 0933L016
21 Pièce de guidage linéar NSK 2 L20ELZ
22 Rail arrière 1 380102
23 Boulon pour levier de serrage 1 380110
24 Levier de serrage 1 BM1240I
25 Ecrou pour crémaillère 2 380109
26 Membre de pression 1 030503
27 Crémaillère 1 380139
28 Manchon pour crémaillère 1 380108
29 Arbre formant pignon et roue dentée 1 380106KP
30 Douille de serrage 3x18 DIN 1481 1 1481C018
31 Ressort de pression 1 380135
32 Angle de l'aiguille 1 380137
33 Manchon pour l'angle de l'aiguille 1 380138
34 Vis à tête cylindrique M 4x8 DIN 912 2 0912D008
35 Vis à tête cylindrique M 6x30 DIN 912 2 0912F030
36 Ecrou hexagonal M 6 DIN 934 1 0934F
37 Vis sans tête 1 380116
38 Vis à tête cylindrique M 5x40 DIN 912 5 0912E040
39 Arrêt pour le chariot mouvant 1 3801033
40 Broche filetée 1 380113
41 Ecrou hexagonal M 12 DIN 934 3 0934L
42 Manchon pour arbre formant pignon 1 380117
43 Rondelle M 8 DIN 9021 1 9021H
09.04.2010 Notice technique WIDOS 2500 / DE 160 Combinée Page 38 / 1 sur 53

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
Machine de base avec mouvement WIDOS 2500 / DE 160
Pos. Piece Order no.
44 Boulon hexagonal M 8x12 DIN 933 1 0933H012
45 Serrage du roulement pour chariot fixe 1 3801042
46 Serrage du roulement pour chariot mouvant 1 380136
47 Vis à tête cylindrique M 6x40 DIN 912 2 0912F040
48 Griffe d'arrachage mouvante 1 3805231
49 Griffe d'arrachage fixe 1 3805232
50 Boulon hexagonal M 8x16 DIN 933 4 0933H016
51 Rondelle M8 DIN 125 4 0125H
52 Boulon hexagonal M 8x25 DIN 933 1 0933H025
09.04.2010 Notice technique WIDOS 2500 / DE 160 Combinée Page 38 / 2 sur 53

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 39 sur 53
9.2. Outils de serrage pour le soudage bout-à-bout
1
2
3 - 5
6
7
9
8
10 / 11
12
13 / 14
15
16.1
16.2 – 16.5
16.7 – 16.9
16.10 / 16.11
16.12
16.13
16.14
16.6
16

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
Outils de serrage WIDOS 2500 / DE 50-160
Pos. Dénomination Pièce Réf.
1 Outil de serrage, à gauche 1 S0127160L
2 Rivet 2 012705
3 Boulon à œillet 2 012706
4 Ecrou hexagonal 2 012702
5 Rondelle M 8 DIN 125 2 0125H
6 Angle gauche 1 380127
7 Outil de serrage, à droite 1 S0127160R
8 Angle droit 1 380126
9 Vis à tête cilindrique M 10x25 DIN 912 2 0912J025
10 Boulon hexagonal M 8x20 DIN 933 4 0933H020
11 Rondelle M 8 DIN 9021 4 9021H
12 Vis à tête cylindrique M 6x14 DIN 912 4 0912F014
-- Bague de compensation, en deux parties (DE 50 - 140) 2 0128.... *
-- Bague de compensation, en deux parties (DE 50 - 140) 2 0128.... *
13 Articulation 4 012703
14 Goupille spiralée 4x20 DIN 7343 2 7343D020
15 Goupille cylindrique 4x20 DIN 2338 6 2338D020
16 Support-tube complet 2 3817160
16.1 Appui pour fourchette frontale 2 3806312
16.2 Vis à tête conique M4x12 DIN 7991 4 7991D012
16.3 Rondelle de glissement 4 380635
16.4 Rondelle-ressort M4 DIN 137 4 0137D
16.5 Ecrou hexagonal M 4 DIN 934 4 0934D
16.6 Tôle intermédiaire 4 380633
16.7 Vis à tête cylindrique M4x16 DIN 912 4 0912D016
16.8 Rondelle-ressort M4 DIN 137 4 0137D
16.9 Ecrou hexagonal 4 0934D
16.10 Vis moletée GN 591-32-M10-30 2 sur demande
16.11 Rondelle M10 DIN 125 2 0125J
16.12 Coulisseau M 10 DIN 508 2 0508J
16.13 Appui pour fourchette arrière 2 3806322
16.14 Fourchette 4 380634
* Lors de commander, veuillez indiquer la dimension
09.04.2010 Notice technique WIDOS 2500 / DE160 Combinée Page 40 sur 53

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 41 sur 53
9.3. Outils de serrage pour l'emboîture
11 - 13
12 - 14
12 - 14
11 - 13
27
22 / 30 / 31
22 / 30 / 31
21 / 22
2 1
3 1
10
9
15
16 - 19
25 33
21 / 22
28
23 / 24
4 / 6 / 7
5 / 8
26
34 / 35
9
10
16 / 17 / 19 / 20
33
34

Kunststo ffschweißtechni k
Liste de pi`ces de rechange Chapitre 9
Outils de serrage pour l'emboîture WIDOS 2500 / DE 50-160
Pos. Dénomination Pièce Réf.
1 Outil de serrage pour tube, à droite, DE 63 - 125 2 372728
-- Outil de serrage pour tube, à droite, DE 20 - 50 2 372724
2 Outil de serrage pour tube, à gauche DE 63 - 125 1 372727
-- Outil de serrage pour tube, à gauche DE 20 - 50 1 372723
3 Outil de serrage p.tube, à gauche (avec butée) DE 63 - 125 1 380765
-- Outil de serrage p.tube, à gauche (avec butée) DE 20 - 50 1 380764
4 Boulon pour butée 1 380766
5 Butée 1 380767
6 Vis à tête cylindrique M 6x10 DIN 912 1 0912F010
7 Rondelle M6 DIN 9021 1 9021F
8 Vis à tête conique M 6x10 DIN 7991 1 7991F010
9 Goupille cylindrique 6x16 DIN 6325 12 6325F016
10 Vis à tête conique M 8x25 DIN 7991 4 7991H025
11 Bloc de guidage frontal 2 372705
12 Douille de guidage 8 372707
13 Douille de glissement 8 L2525P10
14 Bloc de guidage à l'arrière 2 372706
15 Plaque de montage 2 370761
16 Vis à tête conique M 10x30 DIN 7991 2 7991J030
17 Coulisseau 2 372708
18 Entretoise pour réception (côté du tube) 2 031704
19 Vis à tête conique M 4x10 DIN 7991 8 7991D010
20 Entretoise pour réception (côté du raccord) 2 372704
21 Plaque latérale, frontale 2 372702
22 Vis à tête cylindrique M 6x16 DIN 912 6 0912F016
23 Manchon vissé 2 372712
24 Circlip 14 DIN 471 2 0471N
25 Vis à tête cylindrique M 5x20 DIN 912 2 0912E020
26 Arbre 2 380763
27 Broche 2 380762
28 Douille hexagonale pour broche filetée 2 380768
29 Vis sans tête M 8x12 DIN 916 2 0916H012
30 Plaque latérale, à l'arrière 2 372711
31 Douille de glissement 2 L1512P10
32 Vis à tête conique M 10x25 DIN 7991 4 7991J025
33 Outil de serrage pour raccord, à droite, DE 63 - 125 1 372726
-- Outil de serrage pour raccord, à droite, DE 20 - 50 1 372722
34 Outil de serrage pour raccord, à gauche DE 63 - 125 1 372729
-- Outil de serrage pour raccord, à gauche DE 20 - 50 1 372721
35 Plaque de butée pour outil de serrage DE 63 - 125 4 372729
-- Plaque de butée pour outil de serrage DE 20 - 50 4 372720
36 Vis à tête conique M 4x10 DIN 7991 20 7991D010
-- Doille chemien à joinder (DE 20 - DE 125) 1 380769…*
* Lors de commander, veuillez indiquer la dimension
09.04.2010 Notice technique WIDOS 2500 / DE 160 Combinée Page 42 sur 53

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 43 sur 53
9.4. Rabot
1
2
3
4
5
11
14 – 20
8
7
9
25 - 31
24
22 / 23
21
32 - 35
6
13
9 / 10
12

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
Rabot WIDOS 2500 / DE 160
Pos. Dénomination Pièce Réf.
1 Appui du rabot 1 0124011
2 Disque du rabot, à droite 1 012402
3 Vis à tête conique M 3x8 DIN 965 6 0965C008
4 Lame 2 MES085
5 Vis à tête cylindrique M 8x25 DIN 912 1 0912H025
6 Vis à tête cylindrique M 5x8 DIN 912 1 0912E008
7 Couvercle 1 012405
8 Vis à tête cylindrique M 8x25 DIN 912 1 0912H025
9 Vis à tête conique M 3x8 DIN 965 4 0965C008
10 Rondelle cuvette M3 3 ROSM3
11 Moteur de commande 950 W, 230 V 1 AMBF13
12 Roue à chaînes (petite), 9 dents 1 K18009
13 Câble de connexion 1 EK3220
14 Câble (l=0,85 m) 1 EL03075
15 Bloc de jonction 1,5 - 4,0 mm² 2 EA1002
16 Boulonnage de laiton Pg7 1 EV0107
17 Tube hydraulique 10x1,5 1 RSR010
18 Collier de fixation 1 EA0307
19 Vis à tête cylindrique M 4x5 DIN 84 4 0084D005
20 Cosse-câble à sertir 1 EA0541
21 Poignée du rabot 1 012404
22 Bouton de touche 1 ES110
23 Manchon en plastique 1 200407
24 Vis sans tête M5x8 DIN 913 1 0913E008
25 Disque du rabot, à gauche 1 012403
26 Roulement de billes 1 L6013
27 Roue à chaînes (large), 45 dents 1 K18045
28 Vis à tête conique M 5x12 DIN 7991 4 7991E012
29 Chaîne 1/2x1/8", 63 Glieder 1 K18063
30 Joint de chaîne 1 KSCH18
31 Demi-maille de chaîne 1/8" 1 K18001
32 Vis à tête cylindrique M10x50 DIN 7984 1 7984J050
33 Roulement de billes 1 L6000Z
34 Rondelle M10 DIN 125 2 0125J
35 Ecrou hexagonal 1 0934J
09.04.2010 Notice technique WIDOS 2500 / DE 160 Combinée Page 44 sur 53

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 45 sur 53
9.5. Porte-rabot
1
4
6
3
2
5
Modification pour rabot 250 mm
Modification pour rabot 315 mm
(6)
(1 – 3)
(5)
(1 – 3)
(6)
(5)

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
Porte-rabot WIDOS 2500 / DE 160
Pos. Dénomination Pièce Réf.
1 Rondelle M 12 DIN 125 4 0125L
2 Ecrou hexagonal M 12 DIN 934 2 0934L
3 Vis à tête cylindrique M 12x80 DIN 912 2 0912L080
4 Douille d'écartement pour butée du rabot 1 3804091
5 Vis à tête cylindriqueà tête basse M 6x14 DIN 7984 4 7984F014
6 Profilé en U 1 3804041
09.04.2010 Notice technique WIDOS 2500 / DE 160 Combinée Page 46 sur 53

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 47 sur 53
9.6. Elément chauffant
1
12
22 2
5 / 7
13 / 14
15
3
4
8
20
6 21
23
19
9 - 11
17 / 18

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
Elément chauffant WIDOS 2500 / DE 160
Pos. Dénomination Pièce Réf.
1 Elément chauffant, complet 800 W, 230 V 1 H0900E
Plaque chauffante, nouvelle 1 HP0900E
Plaque chauffante, en échange 1 HPT0900E
2 Boulon de retenue pour pièce de raccordement 2 012505
3 Panneau de calorifuge 2 H0902
4 Pièce de raccordement 1 012503
5 Vis à tête cylindrique M 6x90 DIN 912 1 0912F090
6 Vis à tête cylindrique M 6x80 DIN 912 1 0912F080
7 Rondelle M 6 DIN 125 2 0125F
8 Paase-fils 1 012504
9 Boîtier de poignée, court 1 H3807
10 Vis à tête cylindrique M 4x70 DIN 912 3 0912D070
11 Vis à tôle C 4,8x16 DIN 7981 3 7981E016
12 Commutateur à poussoir 1 H0903
13 Bouton tournant 1 H09075
14 Echelle 180 - 280° (d 33) 1 H09074
15 Lampe de contrôle, verte 1 H2105
16 Contrôle électronique GZ4, 230 V 1 H0918220
17 Triac avec refroidisseur 1 H09081
18 Sonde PT 1000 1 H09082
19 Câble de connexion avec fiche 1 EK3220
20 Passe-câble 1 EKT08
21 Boulon de retenue pour manche 1 HGEW-M6
22 Manche 1 3805051
23 Poignée 1 H0205
09.04.2010 Notice technique WIDOS 2500 / DE 160 Combinée Page 48 sur 53

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 49 sur 53
9.7. Appui pour élément chauffant
1
2
3
4
5
6
7 / 8
9

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
Appui pour élément chauffant WIDOS 2500 / DE 160
Pos. Dénomination Pièce Réf.
1 Rondelle M 12 DIN 125 2 0125L
2 Vis à tête cylindrique M 12x80 DIN 912 1 0912L080
3 Vis à tête cylindriqueà tête basse M 6x14 DIN 7984 4 7984F014
4 Appui 1 380508
5 Rondelle M 12 DIN 125 1 0125L
6 Ecrou hexagonal M 6 DIN 934 1 0934F
7 Goujon fileté M 6x14 DIN 913 1 0913F014
8 Ecrou hexagonal M 6 DIN 934 1 0934F
9 Profilé en U 1 380502
09.04.2010 Notice technique WIDOS 2500 / DE 160 Combinée Page 50 sur 53

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 51 sur 53
9.8. Elément chauffant pour l'emboîture
15
18
16 / 17
19 - 21
1 - 2
3
4
5
6
12
13 / 14
23 / 24
25 / 26
27 - 29
7 / 8
10
33
37 / 38
3
30 - 32
34
40 - 42
9
11
22
35 / 36

Kunststo ffschweißtechni k
Liste de pièces de rechange Chapitre 9
Elément chauffant WIDOS 2500 / DE 160
Pos. Dénomination Pièce Réf.
1 Plaque chauffante complète 1 374501
2 Sonde de température PT 1000 1 H09082
3 Manchon et douille de chauffe, vert, DE 20 - 125* 1 jeu HD...*
Manchon et douille de chauffe, silverstone, DE 20 - 125* 1 jeu HD...*S
4 Vis pour manchon et douille de chauffe 1 371530
5 Pièce isolante 2 371518
6 Vis à tête cylindrique M 6x60 DIN 912 2 0912F060
7 Régulateur 1 H09075
8 Echelle 180-280, ligne extérieure d=33 (230 Volt) 1 H09074
Echelle 356-536, ligne extérieure d=33 (110 Volt) 1 sur demande
9 Interrupteur rouge 1 H0903
10 Lampe de contrôle verte 1 H2105
11 Isolateur 1 380524
12 Vis à tête cylindrique M 5x60 DIN 912 2 0912E060
13 Boulon hexagonal M 5x25 DIN 933 2 0933E025
14 Ecrou hexagonal M 5 DIN 934 2 0934E
15 Poignée 1 H0205
16 Vis d'arrêt pour support de l'él.chauff. 1 380525
17 Ecrou hexagonal M 8 DIN 934 1 0934H
18 Appui pour élément chauffant 1 380521
19 Boulon pour appui (él.chauff.) 1 380522
20 Boulon hexagonal M 12x20 DIN 933 1 0933L
21 Rondelle M 12 DIN 125 1 0125L
22 Pièce de raccordement 1 374503
23 Vis à tête cylindrique M 5x16 DIN 912 4 0912E016
24 Rondelle M 5 DIN 125 4 0125E
25 Profilé en U 1 3804041
26 Vis à tête conique M 6x14 DIN 7991 4 7991F014
27 Rondelle M 12 DIN 125 4 0125L
28 Ecrou hexagonal M 12 DIN 934 2 0934L
29 Vis à tête cylindrique M 12x80 DIN 912 2 0912L080
30 Ressort à pression 1,6x10x14 1 FE011
31 Rondelle M 6 DIN 125 1 0125F
32 Ecrou hexagonal M 6 DIN 934 1 0934F
33 Vis à tête cylindrique M 4x70 DIN 912 3 0912D070
34 Passe-fils téfloné 1 371514
35 Triac BR 139 avec refroidisseur 1 H0981
36 Thermonrégulateur GZ 4 1 H0918220
37 Passe-câble PG 11 Skintop BS 1 EVK1109
38 Câble de réseau avec fiche (230 Volt) 1 EK32220
Câble de réseau avec fiche (110 Volt) 1 sur demande
40 Boîte de poignée, courte 1 H3807
41 Ecrou hexagonal M 4 DIN 934 1 0934D
42 Vis à tête bombée M 4,2x13 DIN 7981 3 7981D012
09.04.2010 Notice technique WIDOS 2500 / DE160 Combinée Page 52sur 53

Kunststo ffschweißtechni k
WIDOS Einsteinstr. 5 Téléphone +49 (0) 71 52 / 99 39 - 0
W. Dommer Söhne GmbH D-71254 Ditzingen-Heimerdingen Télécopie +49 (0) 71 52 / 99 39 - 40
http://www.widos.de [email protected]
09.04.2010 Notice technique WIDOS 2500 / DE 250 combinée Page 53 sur 53
10. Déclaration de conformité
Conformément à la norme CE, EG-MRL 2006/42/EG
Nous, la société WIDOS GmbH Einsteinstr. 5 D-71254 Ditzingen-Heimerdingen
déclarons sous notre seule responsabilité que le produit suivant
Machine à souder avec élément chauffant
WIDOS 2500 / DE 160 Combinée
auquel la présente déclaration fait référence, remplit les exigences des normes et documents
réglementaires suivants:
1. DIN EN ISO 12100 – 1 et 2 (On remplacement de DIN EN 292 Parts 1 et 2)
Sécurité des machines, terminologie de base, règles générales de conception
de machines
2. DIN EN 60204.1
Equipement électrique de machines industrielles
3. EN 60555, EN 50082, EN 55014,
Compatibilité électromagnétique
La documentation technique est disponible complètement.
La notice technique est disponible dans la langue nationale du pays de l'utilisateur.
Ditzingen-Heimerdingen, le 09.04.2010
Dieter Dommer (Le Gérant)
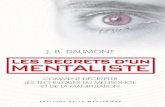




![Kunststoffschweißmaschinen für die Baustelle von DA 50 - DA 315 Plastic welding …widostechnology.com/.../files_mf/WIDOS440046004900.pdf · 2015. 10. 19. · [WIDOS 4900] Kunststoffschweißmaschinen](https://static.fdocuments.net/doc/165x107/60dba6b7a919b83c64254a3d/kunststoffschweimaschinen-fr-die-baustelle-von-da-50-da-315-plastic-welding.jpg)