
Nonwoven Textiles Basic Course
71
Nonwoven T extiles Basic course 1
-
Upload
yakov-m-krasik -
Category
Documents
-
view
227 -
download
0
Transcript of Nonwoven Textiles Basic Course

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 1/71
Nonwoven Textiles
Basic course
1

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 2/71
Contents
• Definition of nonwovens
• Production, position and end-uses of
nonwovens
• Clasification of nonwovens
• Fibers for nonwovens, special fibers
•
Binder for nonwovens• Nonwovens technologies
2
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 3/71
Nonwoven definition (Europe)
• A sheet, web or batt – directionally orrandomly oriented fibers
• Bonded by FRICTION and/or
COHESION and/or
ADHESION
Excluded: paper, knitted, woven,…
3

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 4/71

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 5/71
Nonwoven definition (USA)
• A sheet, web or batt – natural or man-made
fibers or filaments
• That have not been converted into YARNS
•
Bonded to each other by any of several means
5

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 6/71
Production principles of nonwovens
• Web forming
• Web bonding
•
Fabric finishing
6

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 7/71
Web forming methods
- Dry Laid ( of staple fibers )
Carded, Air Laid, Combined Carded – Air Laid
- Wet Laid ( of staple fibres)- Spun Laid
Spunbond, Melt Blown, Electrostatic spun
7

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 8/71
Web bonding methods
- Mechanical bonding
Needled, Stitch bonded, Spunlaced, Felts
- Chemical bondingDispersion bonded by saturation, spraying,
screen printing, foam
Polymer solutions bonded- Thermal bonding by calender, thru-air,
ultasound, infrared
8

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 9/71
Finishing methods
• Coated
• Laminated
•
Crimped• Printed
• Special finished
9

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 10/71
Nonwovens Growth in Regions 2006
0
2
4
6
8
10
12
14 Japan
North America
W-Europe
Rest of theWorld
Asia
Middle East
10

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 11/71
11

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 12/71
Nonwovens
• Geotextiles, Agrotextiles
• Automotive
•
Hygiene (wet wipes, napkin, diaper)• Filtration
12

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 13/71
Fibers for nonwovens
• Polypropylene
• Polyester ( poly ethylene terephthalate)
•
Rayon ( Viscose)• Polyamide 6 ( Nylon 6), Polyamide 6,6
13

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 14/71
Basic parameters of staple fibers
• Linear density ( weight of 1000 m of fiber ingrams) 1,3-20 dtex
- Lenght of staple fibers
- For mechanical technologies 38-85 mm
- 2-30 mm for wet-forming
• Stress – strain behavior
• Fiber crimp
• Fiber finishings
14

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 15/71
Special fibers
• Fiber with modified cross-section
• Bi-component fibers
a) Sheath/core b) Side by side c) Island in the
sea d) Orange
15

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 16/71
Special fibers
• In bulk modified fibers- modify the fibre
properties
Non-flammable, UV-stable, antistatic and semi
conductive, antimicrobial, pigment
- Surface modified fibers
Metallized fibers, Silanized fibers
16

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 17/71
Special fibers
• Glass fibers
• Basalt fibers
•
Carbon fibers• Metal fibers
• Aramide fies
• Novoloid fibers• Extremely strong polyethylene fibers
• Superabsorbent fibers
17

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 18/71
Binders for nonwovens
• Polymer solution
• Polymer dispersion ( latexes )
•
Foamed polymer dispersions• Polymer pastes
• Solid polymers: Thermoplastic fibers
Thermoplastic powder, foil, meltblowns orspunbond sheet, netting
18

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 19/71
Polymer dispersion ( latexes )
• An aqueous polymer dispersion is a two-
phases system consisting of homogeneus
phase ( water ) and particles of a polymer.
• A surfactant is an important part of dispersion.
• The surfactant prevents the particles from
unit.
• Surfactants are chamicals which reduce
surface tension on the surfaces between two
immiscible materials.19
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 20/71
Coagulation of dispersion
• Removing water, by evaporation for instance
• Increasing the kinetic energy of particles so
they are able to overcome electrostatic
repulsive powers and join together.
• Inhibition of surfatant dissociation which
results into loss of charge on the surfaces of
particles – by freezing of dispersion, by
dramatic change in acidity, by adding water
soluble salts, adding thermosensibilizers
20

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 21/71
Example of dispersion binders
The most important properties of binder are:
- Adhesion to the fibers
- Mechanical properties (stress-strain behavior)- Swelling and solubility in water and organic
solvent
21
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 22/71
Example of dispersion binders
• Styrene-butadiene copolymers
• Acrylic copolymers
•
Butadiene- acrylonitrile copolymers• Poly vinyl acetate and its co-polymers
• Polyurethane dispersions
22

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 23/71
Nonwoven Technologies
From staple fibers From polymer
Preparation of fiber materials Melting of polymer
Forming fiber layer Forming fibers and fiber layer
Bonding fiber layer
23

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 24/71
Web forming methos
Dry-laid methods :
Formation and layering carded web (mehanical
methods)
Aerodynamic web formation ( air-lay)
Combined mechanical-aerodynamic methods
24

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 25/71
Mechanical methods
• Carding – In the carding process, individual
staple fibers are separated from clumps of
fibers and more or les uni-directionally
oriented
• Nonwovens- roller card
25
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 26/71
Layering of carded web
• Longitudinal layering
•
Cross layering
• Perpendicular layering
26

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 27/71
Longitudinal layering
27
12
3

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 28/71
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 29/71
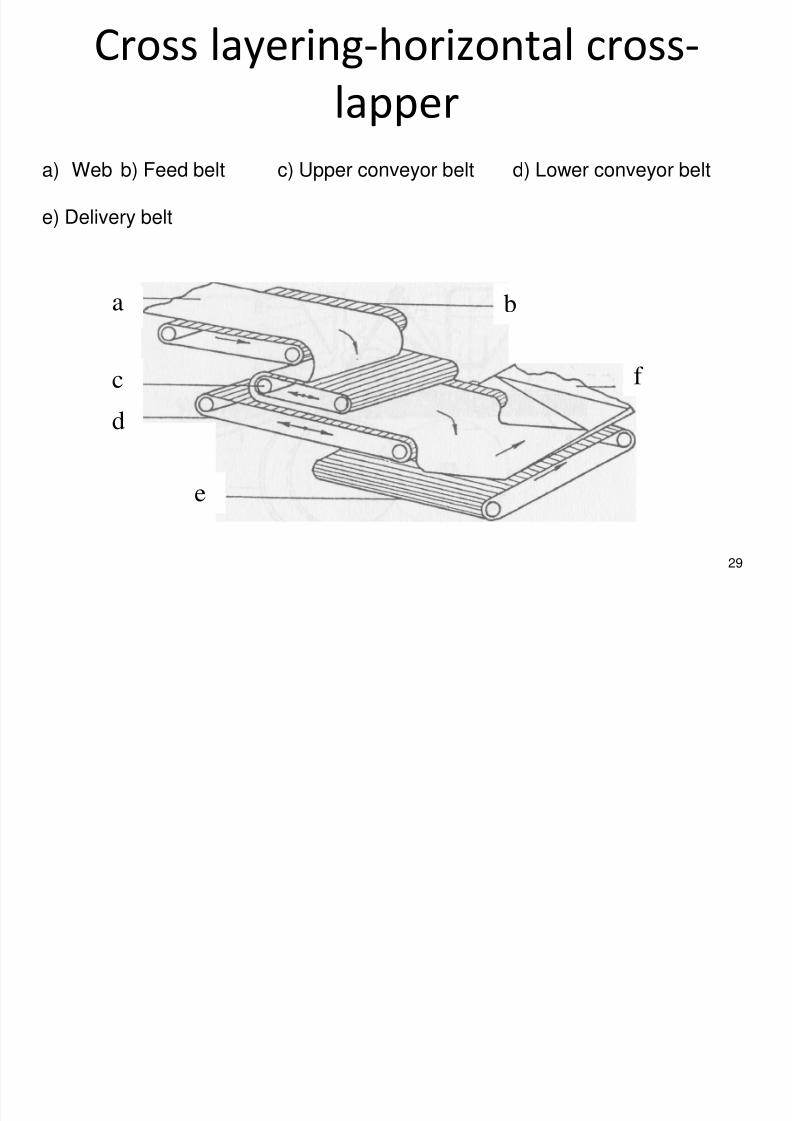
Cross layering-horizontal cross-
lapper
29
f
ba
c
d
e
a) Web b) Feed belt c) Upper conveyor belt d) Lower conveyor belt
e) Delivery belt

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 30/71
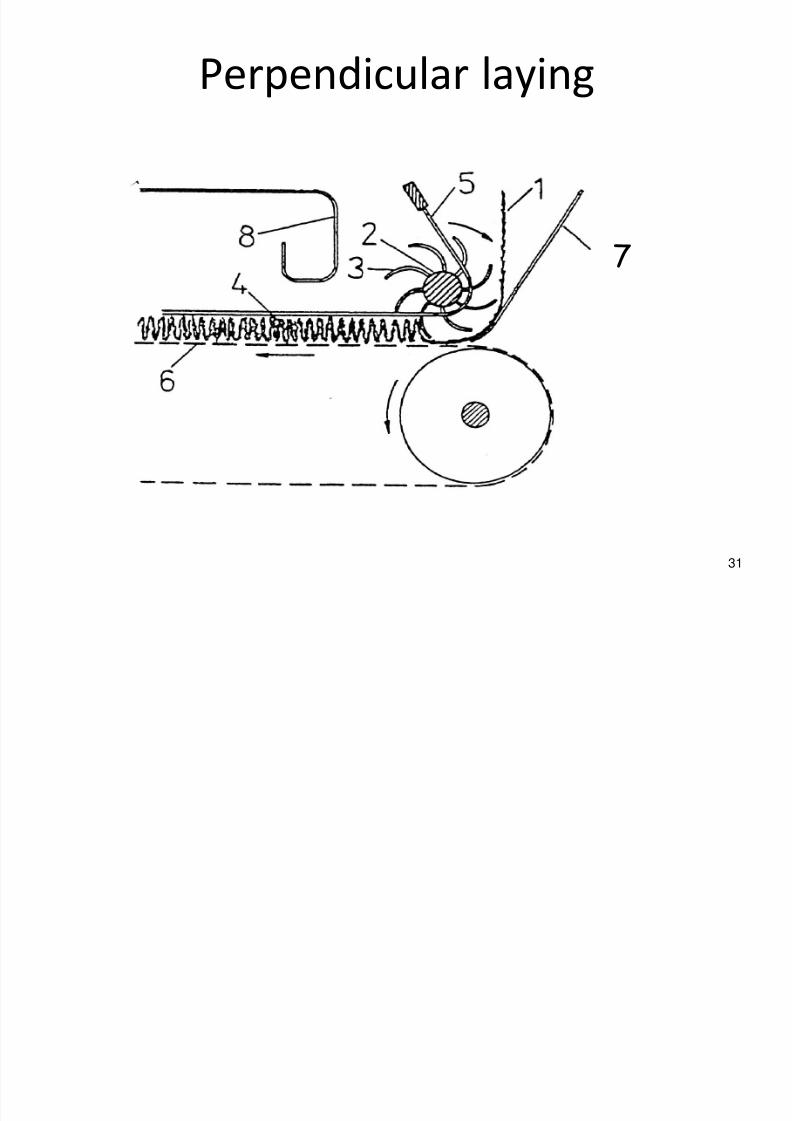
Perpendicular laying
30
5
1) Carded web 2) reciorocating comb3) conveyor belt 4) wire grid 5) compresing bar
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 31/71
Perpendicular laying
31
7

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 32/71
Aerodynamic web forming
• Advantages are:
- Isotropic stucture of the web
- Voluminous webs can be produced- Wide variety of fibres processable as natural,
synthetic, glass, steel, carbon, etc.
32

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 33/71
Aerodynamic web forming
• The main disadvantages are as follows:
- Low level of opening fiber material by lickerin
- Various stuctures of web in width of layer due
to irregular air flow close to walls of duct
- Possible entangling of fibers in air strem
33

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 34/71
Aerodynamic forming device
34
1) Condenser screen2) Lickering3) Condenser screen4) Fan
6) Duct
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 35/71
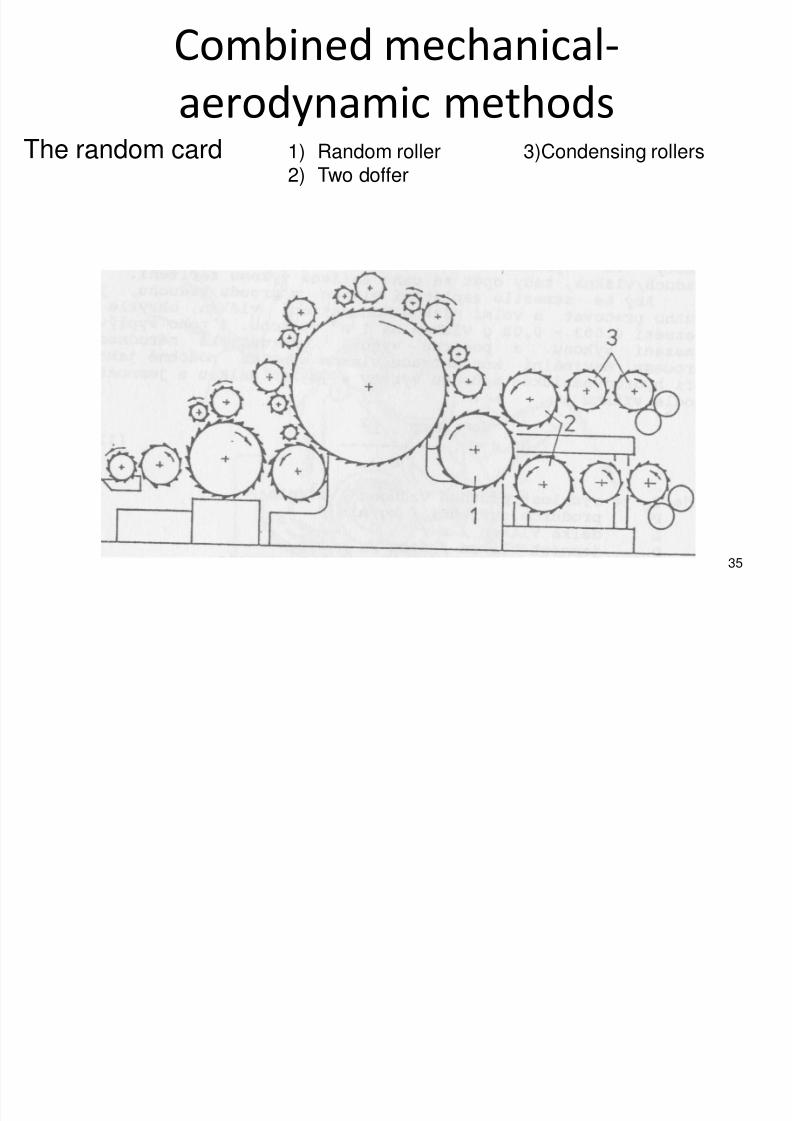
Combined mechanical-
aerodynamic methods
35
The random card 1) Random roller 3)Condensing rollers2) Two doffer

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 36/71
Combined mechanical-
aerodynamic methods
36
Three-cylinder principle

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 37/71
Combined mechanical-
aerodynamic methods
37
1
Web former Fehrer K-21

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 38/71
Wet-laid methods
• Wet laid methods were developed as a
modification of the papermaking process.
• When compared with dry-laid methods, the
wet process are distinguished by:
- large, expensive and high-performance
devices, outpu speeds up to 1000 m/min.
- High demand on energy
- Lightweight, non-voluminous products,
usually below 100 /m2.38
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 39/71
Process
• Wet-laid process comprises the following
steps:
- Wetting and dispersing fibers in water
- Transport of fiber dispersion towards web-
forming device
- Forming fiber web on the moving endless wire
screen or perforated drum
- Removing water by suction, pressure and
drying39

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 40/71
Process ( Bonding)
• Hydrogen bonds when using self-bonding
cellulosic fibers or wood-pulp.
• Bonding dispersions applied before drying
process by spraying, printing,etc.
• Thermoplastic bonding fibers are admixed to
fiber material
40

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 41/71
Fiber
• The wood pulp, short cellulosic fiber, is a
typical raw material used in papermaking.
• Rayon, polyester, polyolefin and polyamid,
glass fibre
• Good wettability of fibers is necessary to
easily form water dispersion
• The tendency of fibers in the water dispersion
to cluster, entangle or flocculate is main
problem with the wet-laid process41

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 42/71
Fiber
42
• Length of staple 2-30 mm
• Concentration of fiber dispersion
• 0,005-0,05 mass percent of fibers are common
• Increasing the dispersion viscosity prevents
flocculation
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 43/71
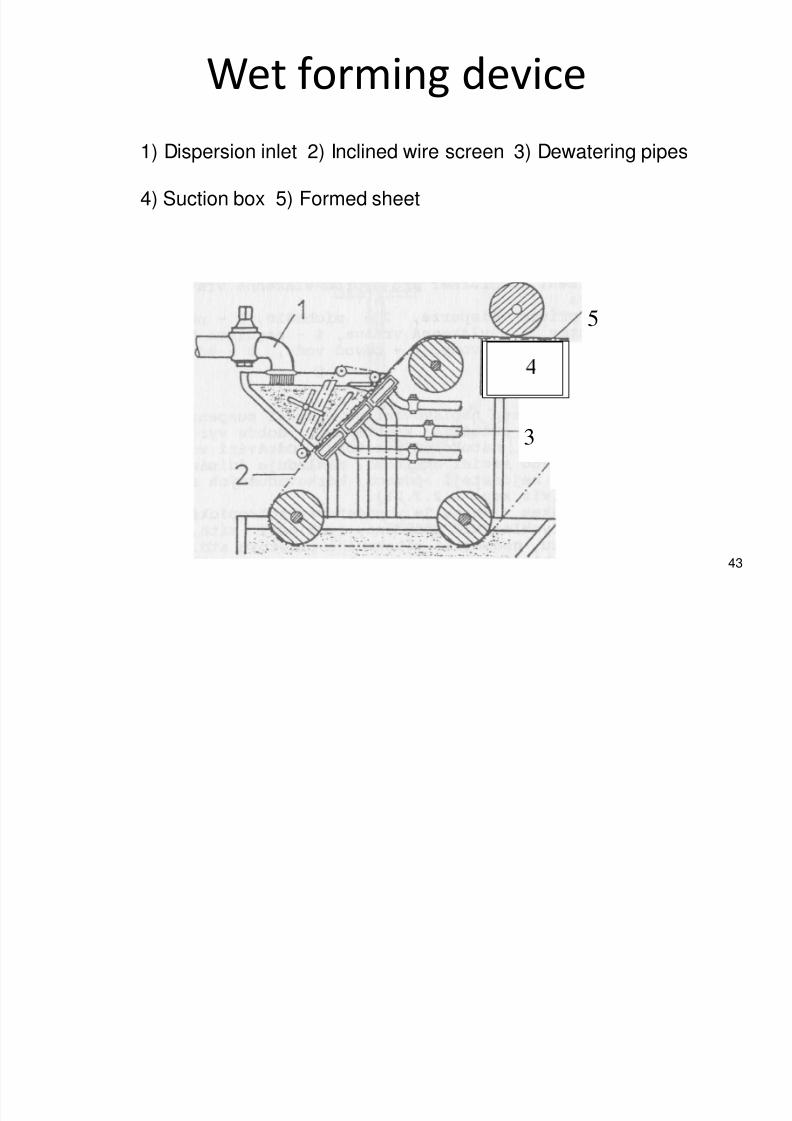
Wet forming device
43
5
3
1) Dispersion inlet 2) Inclined wire screen 3) Dewatering pipes
4) Suction box 5) Formed sheet

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 44/71
Wet forming device
44
8
4
7
1) Dispersion inlet 2) Stirrer 3) Forming perforated cylinder
4) Formed sheet 5) Adjustable over- flow dam 6)Dewatering pipes7) Free dewatering 8) Suction dewatering

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 45/71
Polymer- laid method
• Spun bond
• Melt blown
• Electrostatic spinning
45
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 46/71
Spunbonding process
• Operations:
- Polymer melting, transport and filtration of
polymer melt
- Filament extrusion
- Filament drawing
- Filament deposion- Bonding
46

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 47/71
Spunbond
• Any fiber-forming polymer such as
polypropylene, polyester, polyamide, can be
processed by spunbonding.
• The polymer pellets or granules are fed into
the extruder hopper. As the polymer moves
through the extruder, it melts due to the heat
and friction. Polymer melt is filtred .
47

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 48/71
Spunbond
• Filament extrusion- Spinneret is one of he
components of the die assembly. It is a single
block of metal having several thousands
drilled orifices or holes. Polymer melt is forcedtrough the holes and formed into filaments.
The fillaments are cooled by a stream of air
under the spineret.
48

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 49/71
Spunbond
• Drawing of the filaments follows spinning.
• The route e employes two blow ducts
49
C
Babcde

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 50/71
Spunbond
• The primary blow duct, located below the
spinneret, cools filaments. In the secondary
blow duct, located over the entire working
width of the producton line, a ventilatorgenerated under-pressure sucks filament and
air down from the spinnerets and cooling
duct.
50

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 51/71
Spunbond
• The filaments are sucked trough a venturi
( high-velocity low pressure) zone to
distributing chamber, which serves to more
randomly move the filament around and to
some extent case then entangle.
- He filament deposition follows the drawing.
The filaments are deposited on the wirescreen conveyor belt usually in layers of
overlapping circular loops of filaments.
51

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 52/71
52
ab
c
d
h
a) Polymer meltb) Screen packc) Hole of spinneretd) Drawing jete) Drawing conduit

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 53/71
Spunbond
• Bonding:
- Autoadhesion
- Thermal bonding-calander
- Chemical bonding
- Needle punching
53

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 54/71
Spunbond
• Properties:
- Area weights between 5-800 g/m2
- Filaments diameters 15-50 micrometers
End-uses
- Geotextiles, portective medical, agriculturalapparel, top sheet for diapers, sanitary
napkins
54

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 55/71
Melt-blowing process
The melt blowing process consists of the
following integrated operations:
• Polymer melting, transport and filtration of
polymer melt
• Polymer extrusion and filament forming using
hot air
• Forming web on the surface of wire screen
collector belt-bonding
55

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 56/71
56
a
e
f
a) Extruder b) Gear pump c) Die d) Air manifolde) Collector drum f) Winder
Schematic of melt-blowing process
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 57/71
Polymers for melt-blowing procces
• Polypropylene
• Polyethylene
• Polyester
• Polyamide
57

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 58/71
Schematic of melt blown die
58
a) Inlet of hot air b) Inlet of polymer melt c) Cooling aird) Collector drum e) Fiber stream f) air knife g) Air angleh) Air gap

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 59/71
Bonding
• Self-bonding due to fiber entanglement and
cohesive sticking ensures sufficient cohesion
of the melt-blown web in many applications.
• Additional calander bonding is required in
some cases
59
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 60/71
Process variables
• The most important on-line variables of the
melt-blowing process and examples of their
typical values are as follows:
Temperature of polymer melt: 200-400 C
Temperature of air: 250-400 C
Air throughput rate: 100-500 m/s
Mass ratio air:polymer 100
Die-to-collector distance: 0,2-0,5 m
60

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 61/71
End-uses of melt-blown webs
The main applications of melt-blown webs are
- Filtration - thermal insulation
- Oil absorption - sanitary napkins
- Industrial wipes - respirators
- Adhesives - protective apparel
- Batery separtors - diapers cover stock- Surgical face masks, and many others
61
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 62/71
Web bonding methods
• Mechanical bonding methods
• Chemical bonding
• Thermal bonding
62
8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 63/71
Mechanical bonding methods
• Needle-punching
• Stich-bonding
• Spunlaced
63

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 64/71
Chemical bonding
• In chemical bonding, bonding adhesives are
used in the form of polymer dispersion ( latex)
or polymer solution
• Steps:
Forming fiber layer Apllication of binder,
Coagulation of binder Drying Curing
64

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 65/71
Methods of binder application
• The following methods of binder application
are used:
Saturation
Spraying
Printing
Froth bonding
65

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 66/71
Saturation
66
3
1) Fiber layer 2) Tank with circulation binder 3) squeeze rolls
Saturation applicator for pre-strengthened layers

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 67/71
Saturation
67
Saturation applicator for non-solidified fiber layers

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 68/71
Spraying
• The spraying process is employed mainly to
produce voluminous fabrics.
• It consists of spraying the binder on one or
both surfaces of the fiber layer
• A vacuum systém is usually employed to help
the binder particles to penetrate through the
thickness of the layer.
68

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 69/71
Spraying
• The binders are atomized in spray guns using
high pressure air or in spray jets using
hydraulic pressure.
• In the spray guns , latex and air are fed underthe pressure of 0,2-0,5 Mpa.
69

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 70/71
Pneumatic spraying gun
70
2
1
2
2
2
1) Input of binder 2) Input of air
Spraying device with a spraying

8/6/2019 Nonwoven Textiles Basic Course
http://slidepdf.com/reader/full/nonwoven-textiles-basic-course 71/71
Spraying device with a spraying
brush
1)Spraying brush 2) feeding roller 3) Bristel of spraying brush 4) Cover5) Adjustable part of cover 12) Fiber layer


















