NNSA Mechanical Systems Word
264
Mechanical Systems Qualification Standard ReferenceGuide SEPTEMBER 2008
-
Upload
m-j-rhoades -
Category
Documents
-
view
121 -
download
6
Transcript of NNSA Mechanical Systems Word

Mechanical
Systems
Qualification Standard
Reference GuideSEPTEMBER 2008

This page is intentionally blank.

Table of Contents
i
LIST OF FIGURES................................................................................................................. iiiLIST OF TABLES..................................................................................................................ivACRONYMS............................................................................................................................v
PURPOSE................................................................................................................................1SCOPE....................................................................................................................................1
PREFACE................................................................................................................................1ACKNOWLEDGEMENTS.....................................................................................................2
TECHNICAL COMPETENCIES...........................................................................................3General Technical....................................................................................................................31. Mechanical systems personnel shall demonstrate a working level knowledge of steady-
state heat transfer. ............................................................................................................. 3
2. Mechanical systems personnel shall demonstrate a working level knowledge of thermodynamics..................................................................................................................6
3. Mechanical systems personnel shall demonstrate a working level knowledge of fluid mechanics....................................................................................................................... 12
4. Mechanical systems personnel shall demonstrate a working level knowledge of the concepts, theories, and principles of basic material science.............................................. 19
5. Mechanical systems personnel shall demonstrate a working level knowledge concerning the selection of appropriate components and materials in support of a mechanical system design or modification........................................................................................................32
6. Mechanical systems personnel shall demonstrate a working level knowledge of mechanical diagrams, including:.........................................................................................41
7. Mechanical systems personnel shall demonstrate a working level knowledge of installed mechanical equipment........................................................................................................45
8. Mechanical systems personnel shall demonstrate a working level knowledge of a typical diesel generator, including support systems........................................................................46
9. Mechanical systems personnel shall demonstrate a working level knowledge of the construction and operation of heat exchangers....................................................................54
10.Mechanical systems personnel shall demonstrate a working level knowledge of the theory and operation of heating, ventilation, and air conditioning (HVAC) systems...........57
11.Mechanical systems personnel shall demonstrate working level knowledge of general piping systems..................................................................................................................76
12.Mechanical systems personnel shall demonstrate a working level knowledge of the general construction, operation, and theory of valves....................................................... 87
13.Mechanical systems personnel shall demonstrate a working level knowledge of safety and relief devices................................................................................................................97
14.Mechanical systems personnel shall demonstrate a working level knowledge of pump theory and operation. .................................................................................................... 100
15.Mechanical systems personnel shall demonstrate a working level knowledge of strainers and filters. .................................................................................................................... 112
16.Mechanical systems personnel shall demonstrate a working level knowledge of the basic components, operations, and theory of hydraulic systems. ............................................ 120

Table of Contents
ii
17.Mechanical systems personnel shall demonstrate a working level knowledge of the components, operation, and theory of pneumatic systems. ............................................ 123
18.Mechanical systems personnel shall demonstrate a working level knowledge of the basic design, construction, and operation of glovebox systems..................................................129
19.Mechanical systems personnel shall demonstrate a working level knowledge of the principles of lubrication................................................................................................. 146
20.Mechanical systems personnel shall demonstrate a familiarity level knowledge of reading and interpreting electrical diagrams and schematics. ......................................... 152
21.Mechanical systems personnel shall demonstrate a familiarity level knowledge of reading and interpreting electrical logic diagrams.......................................................... 158
Regulatory............................................................................................................................16122.Mechanical systems personnel shall demonstrate a working level knowledge of the
requirements of DOE O 420.1B, Facility Safety, and the associated guidance of DOE G 420.1-1, Nonreactor Nuclear Safety Design Criteria and Explosives Safety Criteria Guide for Use with DOE O 420.1, Facility Safety; and DOE G 420.1-2, Guide for the Mitigation of Natural Phenomena Hazards for DOE Nuclear Facilities and Nonnuclear Facilities.............................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................. 161
23.Mechanical systems personnel shall demonstrate a working level knowledge of safety in design as described and required in DOE O 413.3A, Program and Project Management for the Acquisition of Capital Assets, and DOE M 413.3-1, Project Management for the Acquisition of Capital Assets, and DOE-STD-1189-2008, Integration of Safety into the Design Process................................................................................................................ 169
24.Mechanical systems personnel shall demonstrate a working level knowledge of the following standards related to natural phenomena hazards:............................................ 173
25.Mechanical systems personnel shall demonstrate a working level knowledge of DOE maintenance management requirements as defined in DOE O 433.1A, Maintenance Management Program for DOE Nuclear Facilities........................................................... 175
26.Mechanical systems personnel shall demonstrate a working level knowledge of DOE standard DOE-STD-1073-2003, Configuration Management......................................... 178
27.Mechanical systems personnel shall demonstrate a familiarity level knowledge of the codes and standards of the American Society for Testing and Materials (ASTM)*........ 180
28.Mechanical systems personnel shall demonstrate a working level knowledge of the codes and standards of the American Society of Mechanical Engineers................................... 182
29.Mechanical systems personnel shall demonstrate a familiarity level knowledge of the following organizations’ non-mechanical systems-specific codes and standards:........... 189
30.Mechanical systems personnel shall demonstrate a familiarity level knowledge of the codes and standards of the American Society of Heating, Refrigeration, and Air Conditioning Engineers (ASHRAE)........................................................................................................................................191
31.Mechanical system personnel shall demonstrate a working level knowledge of the

Table of Contents
iii
32.Mechanical systems personnel shall demonstrate a working level knowledge of problem analysis principles and the ability to apply techniques necessary to identify problems, determine potential causes of problems, and identify corrective action(s).........................202
33.Mechanical systems personnel shall demonstrate a working level knowledge of assessment techniques (such as the planning and use of observations, interviews, and document reviews) to assess facility performance and contractor design and construction activities, report results, and follow up on actions taken as the result of assessments........215
Other....................................................................................................................................22034.Mechanical systems personnel shall demonstrate a working level knowledge of the
safety and health fundamentals of mechanical systems and/or components.......................22035.Mechanical systems personnel shall demonstrate a working level knowledge of the
following engineering design principles:..........................................................................23636.Mechanical systems personnel shall demonstrate a working level knowledge of
maintenance management practices related to mechanical systems...................................243
Selected Bibliography and Suggested Reading.....................................................................247
FiguresFigure 1. Mollier diagram..........................................................................................................8Figure 2. Carnot cycle representation.........................................................................................9Figure 3. Typical steam plant cycle.........................................................................................10Figure 4. Ideal Otto cycle.........................................................................................................11Figure 5. Pascal’s law..............................................................................................................15Figure 6. Pressure-volume diagram.........................................................................................18Figure 7. Effects of gamma radiation on different types of hydrocarbons..................................28Figure 8. Idealization of unloaded region near crack flanks......................................................30Figure 9. The fracture energy balance......................................................................................31Figure 10. Charpy test equipment.............................................................................................36Figure 11. Material toughness test...........................................................................................37Figure 12. Successive stages of creep with increasing time.......................................................39Figure 13. Valve conditions.....................................................................................................41Figure 14. Title block...............................................................................................................42Figure 15. Notes and legend.....................................................................................................44Figure 16. Natural convection cooling tower............................................................................56Figure 17. Vapor-pressure curve..............................................................................................58Figure 18. Simplified centrifugal pump.....................................................................................62Figure 19. Balanced heat recovery ventilation schematic..........................................................71Figure 20. Orifice plate............................................................................................................83Figure 21. Gate valve...............................................................................................................91Figure 22. Globe valve.............................................................................................................92Figure 23. Ball valve................................................................................................................94Figure 24. Swing check valve..................................................................................................95Figure 25. Butterfly check valve...............................................................................................96Figure 26. Variable reducing valve...........................................................................................97

iv
Table of Contents
Figure 27. Centrifugal pump..................................................................................................103Figure 28. Single and double volutes.....................................................................................103Figure 29. Reciprocating positive displacement pump operation.............................................104Figure 30. Single-acting and double-acting pumps.................................................................108Figure 31. Two screw, low-pitch screw pump........................................................................109Figure 32. Three screw, high-pitch screw pump.....................................................................110Figure 33. Rotary moving vane pump.....................................................................................111Figure 34. Typical multi-cartridge filter.................................................................................113Figure 35. Pneumatic actuator................................................................................................124Figure 36. Arrangement of indicating devices in glovebox ventilation system.......................134Figure 37. Typical local mounting for differential pressure gauge...........................................135Figure 38. Indicating a pressure drop through a filter.............................................................135Figure 39. Velocity measurements.........................................................................................136Figure 40. Orifice meter method of measuring volume flow rate in small ducts.....................137Figure 41. Arrangement of sharp-edge concentric orifice in small duct..................................138Figure 42. Typical glovebox with major features...................................................................141Figure 43. Characteristics of gloveboxes................................................................................142Figure 44. Glovebox with multiple gloveports to facilitate access...........................................143Figure 45. Methods of injecting test aerosol and extracting samples (Methods A and B)........145Figure 46. Methods of injecting aerosols and extracting samples (Methods C and D).............145Figure 47. Basic transformer symbols....................................................................................153Figure 48. Transformer polarity.............................................................................................154Figure 49. Switches and switch symbols................................................................................154Figure 50. Switch and switch status symbology.....................................................................155Figure 51. Three-phase and removable breaker symbols.........................................................155Figure 52. Common electrical component symbols.................................................................156Figure 53. Large common electrical components....................................................................157Figure 54. Basic logic symbols...............................................................................................159Figure 55. Conventions for depicting multiple inputs.............................................................159Figure 56. Truth tables...........................................................................................................160Figure 57. ISM functions and the B-level causal analysis tree branches..................................205Figure 58. C-level causal analysis tree codes..........................................................................206Figure 59. CAT branch A3 matrix (continued on next page)..................................................207Figure 60. Six steps of change analysis...................................................................................210Figure 61. Mini-MORT analysis chart....................................................................................211Figure 62. MORT-based root cause analysis form..................................................................212Figure 63. Cause and effect chart process...............................................................................213Figure 64. Example of cause and effect charting.....................................................................214
TablesTable 1. Radiolytic decomposition of polyphenyls at 350 °C....................................................28Table 2. Loss of head for various d/D ratios...........................................................................138Table 3. Nondestructive testing personnel training requirements.............................................201

ACRONYMS
°C degree Celsius°F degree Fahrenheit°R degree RankineABS acrylonitrile butadiene styreneAC alternating currentAGS American Glovebox SocietyAISC American Institute of Steel ConstructionALARA as low as reasonably achievableANS American Nuclear SocietyANSI American National Standards InstituteAPI American Petroleum InstituteASCE American Society of Civil EngineersASHRAE American Society of Heating, Refrigeration, and Air-Conditioning EngineersASME American Society of Mechanical EngineersASTM ASTM International (formerly American Society for Testing and Materials)B&PV ASME Boiler and Pressure (B&PV) Vessel CodeBCC body-centered cubicBMEP brake mean effective pressureBNA baseline need assessmentBtu British thermal unitCAT causal analysis treeCD critical decisionCFC commercial chlorofluorocarboncfm cubic feet per minuteCFR Code of Federal Regulationscfs cubic feet per secondCIPT contractor integrated project teamCOR code of recordCPVC chlorinated polyvinyl chlorideCRD contractor requirements documentCSE cognizant system engineerdB decibelDC direct currentDDESB DoD Explosives Safety BoardDMG directives management groupDoD U.S. Department of DefenseDOE U.S. Department of Energy

vi
ACRONYMS
DP differential pressureDSA documented safety analysisE.O. Executive OrderEGSA Electrical Generating Systems AssociationEPA U.S. Environmental Protection AgencyESF engineered safety featureeV electron voltFAQS functional area qualification standardFCC face-centered cubicFEMA Federal Emergency Management AgencyFHA fire hazard analysisfpm feet per minutefps feet per secondft foot or feetFTF filter test facilityh hourHCFC hydrochlorofluorocarbonHEPA high efficiency particulate airHFC hydrofluorocarbonshp horsepowerhp horsepowerHT hydrostatic testHVAC heating, ventilation, and air conditioningIBC International Building CodeIMEP indicated mean effective pressurein. inchIPT integrated project teamISM integrated safety managementkg kilogramkH kilohertzKSA knowledge, skill, and abilitykV kilovoltLANL Los Alamos National Laboratorylbf pound-forcelbm pound-massLC50 median lethal concentrationLMTD log mean temperature difference

viii
ACRONYMS
LT load testLTA less than adequateM&TE measuring and test equipmentMeV million electron voltsMIT Massachusetts Institute of TechnologyMJ megajoulemm millimeterMORT management oversight risk treeMSDS material safety data sheetMT magnetic particle testNASA National Aeronautics and Space AdministrationNCG non-condensable gasNDT nil-ductility transitionNEHRP National Earthquake Hazards Reduction ProgramNFPA National Fire Protection AssociationNIST National Institute of Standards and TechnologyNLGI National Lubricating Grease InstituteNNSA National Nuclear Security AdministrationNPH natural phenomena hazardNPSH net positive suction headNQA National Quality AssuranceNRC Nuclear Regulatory CommissionOMB Office of Management and BudgetOPMO Organizational Property Management OfficeORPS Occurrence Reporting and Processing SystemOSH Act Occupational Safety and Health ActOSHA Occupational Safety and Health AdministrationP&ID piping and instrumentation diagramPAFT Programme for Alternative Fluorocarbon Toxicity TestingPD project directorPEP project execution planPF packing factorPM program managerppm parts per millionpsi pounds per square inchpsia pounds per square inch absolutepsig pounds per square inch gage

viii
ACRONYMS
PT dye-penetrant testPTFE polytetrafluorethylenePVC polyvinyl chloriderad radiation absorbed doseRAMI reliability, availability, maintainability, and inspectabilityrem roentgen equivalent manrpm revolutions per minuteRT radiographic testRTD resistance temperature detectorRTP rapid transfer portsec secondSEI Structural Engineering InstituteSO Secretarial OfficerSSCs structures, systems, and componentsTSR technical safety requirementsTWA time-weighted averageUSDA U.S. Department of AgricultureUT ultrasonic testV voltVE value engineeringVI visual inspectionW wattwg water gage

1
PURPOSEThe purpose of this reference guide is to provide a document that contains the information required for a Department of Energy (DOE)/National Nuclear Security Administration (NNSA) technical employee to successfully complete the Mechanical Systems Functional Area Qualification Standard (FAQS). Information essential to meeting the qualification requirements is provided; however, some competency statements require extensive knowledge or skill development. Reproducing all the required information for those statements in this document is not practical. In those instances, references are included to guide the candidate to additional resources.
SCOPEThis reference guide addresses the competency statements in the June 2008 edition of DOE-STD-1161-2008, Mechanical Systems Functional Area Qualification Standard. The qualification standard contains 36 competency statements.
Please direct your questions or comments related to this document to the NNSA Learning and Career Development Department.
PREFACECompetency statements and supporting knowledge and/or skill statements from the qualification standard are shown in contrasting bold type, while the corresponding information associated with each statement is provided below it.
A comprehensive list of acronyms and abbreviations is found at the beginning of this document. It is recommended that the candidate review the list prior to proceeding with the competencies, as the acronyms and abbreviations may not be further defined within the text unless special emphasis is required.
The competencies and supporting knowledge, skill, and ability (KSA) statements are taken directly from the FAQS. Most corrections to spelling, punctuation, and grammar have been made without remark, and all document-related titles, which variously appear in roman or italic type or set within quotation marks, have been changed to plain text, also mostly without remark. Capitalized terms are found as such in the qualification standard and remain so in this reference guide. When they are needed for clarification, explanations are enclosed in brackets.
Every effort has been made to provide the most current information and references available as of September 2008. However, the candidate is advised to verify the applicability of the information provided. It is recognized that some personnel may oversee facilities that utilize predecessor documents to those identified. In those cases, such documents should be included in local qualification standards via the Technical Qualification Program.

2
In the cases where information about an FAQS topic in a competency or KSA statement is not available in the newest edition of a standard (consensus or industry), an older version is referenced. These references are noted in the text and in the bibliography.
Only significant corrections to errors in the technical content of the discussion text source material are identified. Editorial changes that do not affect the technical content (e.g., grammatical or spelling corrections, and changes to style) appear without remark.
ACKNOWLEDGEMENTSThanks to Del Kellogg (Pantex Site Office) for participating in the development and/or review of this reference guide, including providing some of the content for the responses to the knowledge, skill, and ability statements.

3
TECHNICAL
COMPETENCIES General
Technical
1. Mechanical systems personnel shall demonstrate a working level knowledge of steady-state heat transfer.
a. Define the following terms:ConductionConvectionRadiationThermal conductivityConvectivityEmissivity
The following definitions are taken from DOE-HDBK-1012/2-92.
Conduction
Conduction involves the transfer of heat by the interaction between adjacent molecules of a material. Heat transfer by conduction is dependent upon the driving “force” of temperature difference and the resistance to heat transfer. The resistance to heat transfer is dependent upon the nature and dimensions of the heat transfer medium. All heat transfer problems involve the temperature difference, the geometry, and the physical properties of the object being studied.
Convection
Convection involves the transfer of heat by the motion and mixing of macroscopic portions of a fluid (that is, the flow of a fluid past a solid boundary). The term “natural convection” is used if this motion and mixing is caused by density variations resulting from temperature differences within the fluid. The term “forced convection” is used if this motion and mixing is caused by an outside force, such as a pump. The transfer of heat from a hot water radiator to a room is an example of heat transfer by natural convection. The transfer of heat from the surface of a heat exchanger to the bulk of a fluid being pumped through the heat exchanger is an example of forced convection.
Radiation
Radiant heat transfer involves the transfer of heat by electromagnetic radiation that arises due to the temperature of a body. Most energy of this type is in the infrared region of the electromagnetic spectrum, although some of it is in the visible region. The term “thermal radiation” is frequently used to distinguish this form of electromagnetic radiation from other forms, such as radio waves, x-rays, or gamma rays. The transfer of heat from a fireplace across a room in the line of sight is an example of radiant heat transfer.
Thermal Conductivity

4
ConvectivityConvectivity is the measure of the absolute value of convection.
Emissivity
Emissivity is a factor by which black body heat transfer is multiplied to take into account that the black body is the ideal case.
b.Discuss Fourier’s law.
The following is taken from DOE-HDBK-1012/2-92.
In conduction heat transfer, the most common means of correlation is through Fourier’s lawof conduction. The law, in its equation form, is used most often in its rectangular orcylindrical form (pipes and cylinders), both of which are presented below:
Rectangular Q = k A
T x
Cylindrical Q = k A
T
r
whereQ= rate of heat transfer (Btu/hr [British thermal unit/hour]) A = cross-sectional area of heat transfer (ft2 [square feet]) Δx = thickness of slab (ft [feet])Δr = thickness of cylindrical wall (ft)ΔT = temperature difference (°Fahrenheit [°F])k = thermal conductivity of slab (Btu/ft-hr-°F).
The equations are used in determining the amount of heat transferred by conduction.
c.Describe the factors that contribute to the coefficient of thermal conductivity.
According to DOE-HDBK-1012/2-92, the heat transfer characteristics of a solid material are measured by a property called the thermal conductivity (k) measured in Btu/hr-ft-°F. It is a measure of a substance’s ability to transfer heat through a solid by conduction. The thermal conductivity of most liquids and solids varies with temperature. For vapors, it depends upon pressure.
Mandatory Performance Activities:
a. Calculate the heat flux for one-dimensional, steady-state heat transfer through the following types of walls:CompositeSeriesParallel

5
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity. The following information from DOE-HDBK-1012/2-92 may be useful.
Heat FluxThe rate at which heat is transferred is represented by the symbol . Common units for heat
Qtransfer rate is Btu/hr. Sometimes it is important to determine the heat transfer rate per unit area, or heat flux, which has the symbol . Units for heat flux are Btu/hr-ft2. The heat flux
Qcan be determined by dividing the heat transfer rate by the area through which the heat is being transferred.
QQ=
Awhere
Q= heat flux (Btu/hr-ft2)Q= heat transfer rate (Btu/hr) A = area (ft2)
b.Given data, calculate total heat transfer and local heat flux in a laminar flow system.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity.
c.Given data, calculate the log mean temperature difference for heat exchangers.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity. The following information from DOE-HDBK-1012/2-92 may be useful.
In heat exchanger applications, the inlet and outlet temperatures are commonly specified based on the fluid in the tubes. The temperature change that takes place across the heat exchanger from the entrance to the exit is not linear. A precise temperature change between two fluids across the heat exchanger is best represented by the log mean temperature difference (LMTD or Tlm), defined in the following equation:
ΔTlm =l n T / T 2
1 whereΔT2 = the larger temperature difference between the two fluid streams at either the entrance
or the exit to the heat exchangerΔT1 = the smaller temperature difference between the two fluid streams at either the entrance
or the exit to the heat exchanger.
T T

6
2. Mechanical systems personnel shall demonstrate a working level knowledge of thermodynamics.
a. Define the following terms:CompressionIsothermicIsentropicAdiabatic
The following definitions are taken from DOE-HDBK-1012/1-92, unless otherwise noted.
Compression
The following is taken from Britannica Online Encyclopedia.
Compression is a decrease in volume of any object or substance resulting from applied stress.
Isothermic
An isothermic process is a process that maintains the temperature constant throughout the system.
Isentropic
An isentropic process is one in which the entropy of the fluid remains constant. This will be true if the process the system goes through is reversible and adiabatic. An isentropic process can also be called a constant entropy process.
Adiabatic
An adiabatic process is one in which there is no heat transfer into or out of the system. The system can be considered to be perfectly insulated.
b. Discuss entropy and enthalpy as they relate to mechanical systems.
The following is taken from DOE-HDBK-1012/1-92.
Entropy
Entropy (represented by the letter S) is a property of a substance, as are pressure, temperature, volume, and enthalpy. Because entropy is a property, changes in it can be determined by knowing the initial and final conditions of a substance. Entropy quantifies the energy of a substance that is no longer available to perform useful work. Because entropy tells so much about the usefulness of an amount of heat transferred in performing work, the steam tables include values of specific entropy (s = S/m) as part of the information tabulated. Entropy is sometimes referred to as a measure of the inability to do work for a given heat transferred. Entropy can be defined as ΔS in the following relationships:
ΔS= QTabs

7
As = qTabs
whereAS = the change in entropy of a system during some process (Btu/°R)AQ = the amount of heat transferred to or from the system during the process (Btu) Tabs = the absolute temperature at which the heat was transferred (°R)As = the change in specific entropy of a system during some process (Btu/pound-mass
[lbm] - °R)Aq = the amount of heat transferred to or from the system during the process (Btu/lbm).
Like enthalpy, entropy cannot be measured directly. Also, like enthalpy, the entropy of a substance is given with respect to some reference value. For example, the specific entropy of water or steam is given using the reference that the specific entropy of water is zero at 32 °F. The fact that the absolute value of specific entropy is unknown is not a problem, because it is the change in specific entropy (s) and not the absolute value that is important in practical problems.
Enthalpy
Specific enthalpy (h) is defined as h = u + Pv, where u is the specific internal energy (Btu/lbm) of the system being studied, P is the pressure of the system (pound-force [lbf]/ft2), and v is the specific volume (cubic feet [ft3]/lbm) of the system. Enthalpy is usually used in connection with an open system problem in thermodynamics. Enthalpy is a property of a substance, like pressure, temperature, and volume, but it cannot be measured directly. Normally, the enthalpy of a substance is given with respect to some reference value. For example, the specific enthalpy of water or steam is given using the reference that the specific enthalpy of water is zero at .01 °C and normal atmospheric pressure. The fact that the absolute value of specific enthalpy is unknown is not a problem, however, because it is the change in specific enthalpy (Ah) and not the absolute value that is important in practical problems. Steam tables include values of enthalpy as part of the information tabulated.
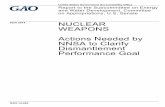
c. Given a Mollier diagram, read and interpret it.
Element c is performance based. The Qualifying Official will evaluate its completion. The following information from DOE-HDBK-1012/1-92 may be useful.
The Mollier diagram shown in figure 1 is a chart on which enthalpy (h) versus entropy (s) is plotted. It is sometimes known as the h-s diagram. The chart contains a series of constant temperature lines, a series of constant pressure lines, a series of constant moisture or quality lines, and a series of constant superheat lines. The Mollier diagram is used only when quality is greater than 50% and for superheated steam.

8
Source: DOE-HDBK-1012/1-92Figure 1. Mollier diagram

9
d. Define and discuss the following cycles:CarnotRankineVapor-refrigerationOttoGas standard
Carnot Cycle
The following is taken from DOE-HDBK-1012/1-92.
With the practice of using reversible processes, Sadi Carnot in 1824 advanced the study of the second law of thermodynamics by disclosing a principle consisting of the following propositions:
No engine can be more efficient than a reversible engine operating between the same high temperature and low temperature reservoirs. Here the term heat reservoir is taken to mean either a heat source or a heat sink.
The efficiencies of all reversible engines operating between the same constant temperature reservoirs are the same.
The efficiency of a reversible engine depends only on the temperatures of the heat source and heat receiver.
The above principle is best demonstrated with a simple cycle (shown in figure 2) and an example of a proposed heat power cycle. The cycle consists of the following reversible processes:
1-2: adiabatic compression from TC to TH due to work performed on fluid. 2-3: isothermal expansion as fluid expands when heat is added to the fluid at
temperature TH. 3-4: adiabatic expansion as the fluid performs work during the expansion process and
temperature drops from TH to TC. 4-1: isothermal compression as the fluid contracts when heat is removed from the
fluid at temperature TC.
Source: DOE-HDBK-1012-1-92
Figure 2. Carnot cycle representation

10
This cycle is known as a Carnot cycle. The heat input (QH) in a Carnot cycle is graphically represented on figure 2 as the area under line 2-3. The heat rejected (QC) is graphically represented as the area under line 1-4. The difference between the heat added and the heat rejected is the net work (sum of all work processes), which is represented as the area of rectangle 1-2-3-4.
Rankine Cycle
If a fluid passes through various processes and then eventually returns to the same state it began with, the system is said to have undergone a cyclic process. One such cyclic process used is the Rankine cycle. The Rankine cycle is the hypothetical cycle of a steam engine in which all heat transfers take place at constant pressure and in which expansion and compression occur adiabatically. Figure 3 shows a typical steam plant cycle.
Source: DOE-HDBK-1012-1-92
Figure 3. Typical steam plant cycle
The main feature of the Rankine cycle is that it confines the isentropic compression process to only the liquid phase. This minimizes the amount of work required to attain operating pressures and avoids the mechanical problems associated with pumping a two-phase mixture.
Vapor-Refrigeration Cycle
The following is taken from Kettering University, “Refrigeration and Heat Pump Systems.”
In a vapor-refrigeration cycle heat is transferred to the working fluid (refrigerant) in the evaporator and then compressed by the compressor. Heat is transferred from the working fluid in the condenser, and then its pressure is suddenly reduced in the expansion valve. A refrigeration cycle is used to extract energy from a fluid (air) in contact with the evaporator.
It is normally assumed that kinetic and potential energy are negligible, and that the expansion process through the valve is a throttling process.

11
Otto CycleThe following is taken from National Aeronautics and Space Administration (NASA) Glenn Research Center, The Ideal Otto Cycle.
The Otto thermodynamic cycle is used in all internal combustion engines. Figure 4 shows a pressure-volume (p-V) diagram of the Otto cycle. Using the engine stage numbering system, begin at the lower left with stage 1 being the beginning of the intake stroke of the engine. The pressure is near atmospheric pressure, and the gas volume is at a minimum. Between stage 1 and stage 2, the piston is pulled out of the cylinder with the intake valve open. The pressure remains constant, and the gas volume increases as fuel/air mixture is drawn into the cylinder through the intake valve. Stage 2 begins the compression stroke of the engine with the closing of the intake valve. Between stage 2 and stage 3, the piston moves back into the cylinder, the gas volume decreases, and the pressure increases because work is done on the gas by the piston. Stage 3 is the beginning of the combustion of the fuel/air mixture. The combustion occurs very quickly, and the volume remains constant. Heat is released during combustion, which increases both the temperature and the pressure. Stage 4 begins the power stroke of the engine. Between stage 4 and stage 5, the piston is driven towards the crankshaft, the volume in increased, and the pressure falls as work is done by the gas on the piston. At stage 5 the exhaust valve is opened, and the residual heat in the gas is exchanged with the surroundings. The volume remains constant, and the pressure adjusts back to atmospheric conditions. Stage 6 begins the exhaust stroke of the engine during which the piston movesback into the cylinder, the volume decreases, and the pressure remains constant. At the end of the exhaust stroke, conditions have returned to stage 1, and the process repeats itself.
Source: NASA, Glenn Research Center
Figure 4. Ideal Otto cycle

12
During the cycle, work is done on the gas by the piston between stages 2 and 3. Work is done by the gas on the piston between stages 4 and 5. The difference between the work done by the gas and the work done on the gas is the area enclosed by the cycle curve and isthe work produced by the cycle. The work multiplied by the rate of the cycle (cycles per second) is equal to the power produced by the engine.
Gas Standard Cycle
The following is taken from McGraw-Hill Dictionary of Scientific and Technical Terms.
A gas standard cycle is a sequence in which a gaseous fluid undergoes a series ofthermodynamic phases, ultimately returning to its original state. The Brayton cycle is an example of a gas standard cycle. This cycle, also called the Joule or complete expansion diesel cycle, consists of two constant-pressure, isobaric, processes interspersed with two reversible adiabatic, isentropic, processes.
Mandatory Performance Activities:
a. Given data from a steady-state system, calculate the following:Entropy changeEnthalpy changePressureTemperature
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity.
3. Mechanical systems personnel shall demonstrate a working level knowledge of fluid mechanics.
a. Define the following:TemperaturePressureViscositySpecific volumeSpecific gravityCapillarityCavitationLaminar flowTurbulent flowUniform flowSurface tension
The following definitions are from DOE-HDBK-1012/1-92, /2-92, and /3-92, unless stated otherwise.

13
TemperatureTemperature is defined as the relative measure of how hot or cold a material is. It can be used to predict the direction that heat will be transferred.
Pressure
Pressure is defined as the force per unit area. Common units for pressure are pounds force per square inch (psi).
Viscosity
Viscosity is a fluid property that measures the resistance of the fluid to deforming due to a shear force. Viscosity is the internal friction of a fluid, which makes it resist flowing past a solid surface or other layers of the fluid. Viscosity can also be considered to be a measure of the resistance of a fluid to flowing. A thick oil has a high viscosity; water has a low viscosity.
Specific Volume
The specific volume of a substance is the volume per unit mass of the substance. Typical units are ft3/lbm.
Specific Gravity
Specific gravity is a measure of the relative density of a substance as compared to the density of water at a standard temperature. Physicists use 39.2 °F as the standard, but engineers ordinarily use 60 °F. In the International System of Units, the density of water is 1.00 g/cm3 at the standard temperature. Therefore, the specific gravity (which is dimensionless) for a liquid has the same numerical value as its density in units of g/cm3. Since the density of a fluid varies with temperature, specific gravities must be determined and specified at particular temperatures.
Capillarity
According to the National Oceanic and Atmospheric Administration’s National Weather Service Glossary, capillarity is the degree to which a material or object containing minute openings or passages, when immersed in a liquid, will draw the surface of the liquid above the hydrostatic level. Unless otherwise defined, the liquid is generally assumed to be water.
Cavitation
When the liquid being pumped enters the eye of a centrifugal pump, the pressure is significantly reduced. The greater the flow velocity through the pump the greater this pressure drop. If the pressure drop is great enough, or if the temperature of the liquid is high enough, the pressure drop may be sufficient to cause the liquid to flash to steam when the local pressure falls below the saturation pressure for the fluid that is being pumped. These vapor bubbles are swept along the pump impeller with the fluid. As the flow velocity decreases the fluid pressure increases. This causes the vapor bubbles to suddenly collapse on the outer portions of the impeller. The formation of these vapor bubbles and their subsequent collapse is cavitation.

14
Laminar Flow
Laminar flow is also referred to as streamline or viscous flow. These terms are descriptive of the flow because, in laminar flow, (1) layers of water flow over one another at different speeds with virtually no mixing between layers, (2) fluid particles move in definite and observable paths or streamlines, and (3) the flow is characteristic of viscous (thick) fluid or is one in which viscosity of the fluid plays a significant part.
Turbulent Flow
Turbulent flow is characterized by the irregular movement of particles of the fluid. There is no definite frequency as there is in wave motion. The particles travel in irregular paths with no observable pattern and no definite layers.
Uniform Flow
Uniform flow and varied flow describe the changes in depth and velocity with respect to distance. If the water surface is parallel to the channel bottom, flow is uniform and the water surface is at normal depth. Varied flow, or non-uniform flow, occurs when depth or velocity changes over a distance, as in a constriction or over a riffle. Gradually varied flow occurs when the change is small, and rapidly varied flow occurs when the change is large, for example a wave, a waterfall, or the rapid transition from a stream channel into the inlet of a culvert.
Surface Tension
According to the National Institute of Standards and Technology (NIST), Surface Tension, surface tension influences the growth of bubbles in nucleate boiling and the drainage of condensate from certain enhanced condenser surfaces. It is a fluid property required in many two-phase heat transfer correlations.
b.Describe the bulk modulus of elasticity and compressibility.
The following is taken from Halliday, Resnick, Walker, Fundamentals of Physics, as found at http://hyperphysics.phy-astr.gsu.edu/hbase/permot3.html.
The bulk elastic properties of a material determine how much it will compress under a given amount of external pressure. The ratio of the change in pressure to the fractional volume compression is called the bulk modulus of the material. The reciprocal of the bulk modulus is called the compressibility of the substance.
c.Describe the effects characterized by Pascal’s law of fluid pressure.
The following is taken from DOE-HDBK-1012/3-92.
Liquid pressures may result from the application of external forces on the liquid. Consider the following examples. Figure 5 represents a container completely filled with liquid. A, B, C, D, and E represent pistons of equal cross-sectional areas fitted into the walls of the vessel. There will be forces acting on the pistons C, D, and E due to the pressures caused by the different depths of the liquid. Assume that the forces on the pistons due to the pressure

15
caused by the weight of the liquid are as follows: A = 0 lbf, B = 0 lbf, C = 10 lbf, D = 30 lbf, and E = 25 lbf. Now let an external force of 50 lbf be applied to piston A. This external force will cause the pressure at all points in the container to increase by the same amount. Since the pistons all have the same cross-sectional area, the increase in pressure will result in the forces on the pistons all increasing by 50 lbf. So if an external force of 50 lbf is applied to piston A, the force exerted by the fluid on the other pistons will now be as follows: B = 50 lbf, C =60 lbf, D = 80 lbf, and E = 75 lbf.
Source: DOE-HDBK-1012/3-92
Figure 5. Pascal’s law
This effect of an external force on a confined fluid was first stated by Pascal in 1653.
d. Explain the equation of continuity as it applies to fluid flow.
The following is taken from U.S. Department of Agriculture (USDA) Forest Service, Stream Systems Technology Center.
One of the fundamental principles used in the analysis of uniform flow is known as the continuity of flow. This principle is derived from the fact that mass is always conserved in fluid systems regardless of the pipeline complexity or direction of flow.
If steady flow exists in a channel and the principle of conservation of mass is applied to the system, there exists a continuity of flow such that the mean velocities at all cross sections having equal areas are then equal, and if the areas are not equal, the velocities are inversely proportional to the areas of the respective cross sections. Thus if the flow is constant in a reach of channel the product of the area and velocity will be the same for any two cross sections within that reach. Looking at the units of the product of area (sq ft) and velocity (feet per second [fps]) leads to the definition of flow rate (cubic feet per second [cfs]). This is expressed in the continuity equation:

16
Q = A1V1 = A2V2
whereQ = the volumetric flow rateA = the cross sectional area of flowV = the mean velocity.
Calculation of flow rate is often complicated by the interdependence between flow rate and friction loss. Each affects the other and often these problems need to be solved iteratively.
e. Discuss the Reynolds number, including how it is used.
The following is taken from Britannica Online Encyclopedia.
In fluid mechanics, the Reynolds number is a criterion of whether fluid (liquid or gas) flow is absolutely steady (streamlined, or laminar) or on the average steady with small unsteady fluctuations (turbulent). Whenever the Reynolds number is less than about 2,000, flow in a pipe is generally laminar, whereas, at values greater than 2,000, flow is usually turbulent. The Reynolds number can be expressed as follows:
Re = Dv
or
Re = DG
whereD = characteristic length v = velocity = densityµ = dynamic (absolute viscosity G = mass velocity.
f.Discuss pressurized and non-pressurized flow.
According to the U.S. Environmental Protection Agency (EPA) Terminology Reference System definition for the term “gravity flow,” all open channels as well as most storm sewers, sanitary sewers, and combined sewers in which the pipes are less than completely full operate based on non-pressurized flow and are thus considered gravity systems. However, segments of a sewer system may at times flow under surcharged conditions whereby the water level is above the crown of the pipe causing pressurized flow in these segments.
g.Discuss Bernoulli’s equation as it applies to steady-state flow rate calculations.
The following is taken from DOE-HDBK-1012/3-92.

17
Bernoulli’s equation results from the application of the general energy equation and the first law of thermodynamics to a steady flow system in which no work is done on or by the fluid, no heat is transferred to or from the fluid, and no change occurs in the internal energy (i.e., no temperature change) of the fluid. Under these conditions, the general energy equation is
(PE + KE + PV)1 = (PE + KE + PV)2
wherePE = potential energy (ft-lbf) KE = kinetic energy (ft-lbf) P = pressure (lbf/ft2)V = volume (ft3).
Substituting appropriate expressions for the potential energy and kinetic energy, the equation can be rewritten as
mgz1 +
gc
mv 2
1 + P1V1 gc
mgz2 +
gc
mv 2
2 + P2V2
gc2 2
wherem = mass (lbm)z = height above reference (ft)v = average velocity (ft/second [sec])g = acceleration due to gravity (32.17 ft/sec2)gc = gravitational constant (32.17 ft-lbm/lbf-sec2).
Note: The factor gc is only required when the English System of measurement is used and mass is measured in pound mass. It is essentially a conversion factor needed to allow the units to come out directly. No factor is necessary if mass is measured in slugs or if the metric system of measurement is used.
Each term in the equation represents a form of energy possessed by a moving fluid (potential, kinetic, and pressure related energies). In essence, the equation physically represents a balance of the KE, PE, PV energies so that if one form of energy increases, one or more of the others will decrease to compensate and vice versa.
h. Discuss the ideal gas law as it applies to pressure, volume, and temperature relationships.
The following is taken from DOE-HDBK-1012/1-93.
The results of certain experiments with gases at relatively low pressure led Robert Boyle to formulate a well-known law. It states that the pressure of a gas expanding at constant temperature varies inversely to the volume, or (P1)(V1) = (P2)(V2) = (P3)(V3) = constant.

18
Jacques Alexandre Charles, also as the result of experimentation, concluded that the pressure of a gas varies directly with temperature when the volume is held constant, and the volume varies directly with temperature when the pressure is held constant, or
V1/V2 = T1/T2 or P1/P2 = T1/T2
By combining the results of Charles’s and Boyle’s experiments, the relationship Pv/T constant may be obtained. The constant in the above equation is called the ideal gas constant and is designated by R. Thus the ideal gas equation becomes
Pv = RT
where the pressure and temperature are absolute values.
The individual gas constant (R) may be obtained by dividing the universal gas constant (Ro) by the molecular weight of the gas. No real gases follow the ideal gas law or equation completely. At temperatures near a gas’s boiling point, increases in pressure will cause condensation and drastic decreases in volume. At very high pressures, the intermolecular forces of a gas are significant. However, most gases are in approximate agreement at pressures and temperatures above their boiling point.
The ideal gas law is utilized by engineers working with gases because it is simple to use and approximates real gas behavior. Most physical conditions of gases used by man fit the above description. Perhaps the most common use of gas behavior studied by engineers is that of the compression process using ideal gas approximations. Such a compression process may occur at constant temperature (pV = constant), constant volume, or adiabatic (no heat transfer).Whatever the process, the amount of work that results from it depends upon the process. The compression process using ideal gas considerations results in work performed on the system and is essentially the area under a P-V curve (see figure 6).
Source: DOE-HDBK-1012/1-93
Figure 6. Pressure-volume diagram

19
i. Discuss the Darcy-Weisbach equation.
According to E. Shashi Menon’s Piping Calculations Manual, the Darcy-Weisbach equation is used for calculating the friction loss in fire protection piping. The following form of the equation is the simplest used by engineers for a long time. In this version the head loss in feet (as opposed to pressure drop in psi) is given in terms of the pipe diameter, pipe length, and the flow velocity.
H = f LV 2
D 2g
whereH = frictional head lost (ft)f = Darcy friction factor (dimensionless) L = pipe length (ft)V = average flow velocity (ft/sec2)g = acceleration due to gravity (ft/sec2).
4. Mechanical systems personnel shall demonstrate a working level knowledge of the concepts, theories, and principles of basic material science.
The information for the KSAs in this competency is taken from DOE-HDBK-1012/3-92, 1015/1-93, 1017/1-93, and /2-93, unless stated otherwise.
a. State the five types of bonding that occur in material and the characteristics of those bonds.
Ionic Bond
Ionic bonding is the type of bond where one or more electrons are wholly transferred from an atom of one element to an atom of another, and the elements are held together by the force of attraction due to the opposite polarity of the charge.
Covalent Bond
A covalent bond is a bond formed by shared electrons. Electrons are shared when an atom needs electrons to complete its outer shell and can share those electrons with its neighbor. The electrons are then part of both atoms and both shells are filled.
Metallic Bond
A metallic bond is a type of bond where the atoms do not share or exchange electrons to bond together. Instead, many electrons (roughly one for each atom) are more or less free to move throughout the metal so that each electron can interact with many of the fixed atoms.

20
Molecular Bond
A molecular bond occurs when the electrons of neutral atoms spend more time in one region of their orbit. A temporary weak charge will exist. The molecule will weakly attract other molecules. This is sometimes called the van der Waals or molecular bond.
Hydrogen Bond
A hydrogen bond is a bond that is similar to the molecular bond and occurs due to the ease with which hydrogen atoms are willing to give up an electron to atoms of oxygen, fluorine, or nitrogen.
b.Compare and contrast the properties, characteristics, and applications of stainless steel and those of carbon steel.
Stainless steel is an alloy with other metals added to it as it is made; carbon steel is iron with carbon added to it. Stainless steel is stronger and less ductile, has more uses than carbon steel, and is used heavily in nuclear operations, where a more durable, corrosion-resistant metal is needed.
c.Discuss the process of general corrosion of iron and steel when they are exposed to water.
The oxidation and reduction half-reactions in the corrosion of iron are as follows.
Fe → Fe-2 + 2e- (oxidation)
H3O + e- → H + H2O (reduction)
The overall reaction is the sum of these half-reactions.
Fe + 2 H3O+ → Fe-2 + 2H + 2H2O
The Fe ions readily combine with OH ions at the metal surface, first forming Fe(OH), which decomposes to FeO.
Fe-2 + 2OH- → Fe(OH)2 → FeO + H2O
Ferrous oxide (FeO) then forms a layer on the surface of the metal. Below about 1,000 °F, however, FeO is unstable and undergoes further oxidation.
2FeO + H2O → Fe2O3 + 2H
Atomic hydrogen then reacts to form molecular hydrogen and a layer of ferric oxide builds up on the FeO layer.
d.Discuss the conditions that can cause galvanic corrosion.
Galvanic corrosion occurs when two dissimilar metals with different potentials are placed in electrical contact in an electrolyte. It may also take place with one metal with heterogeneities

21
(dissimilarities) (for example, impurity inclusions, grains of different sizes, difference in composition of grains, or differences in mechanical stress). A difference in electrical potential exists between the different metals and serves as the driving force for electrical current flow through the corrodant or electrolyte. This current results in corrosion of one of the metals. The larger the potential difference, the greater the probability of galvanic corrosion. Galvanic corrosion only causes deterioration of one of the metals. The less resistant, more active one becomes the anodic (negative) corrosion site. The stronger, more noble one is cathodic (positive) and protected. If there were no electrical contact, the two metals would be uniformly attacked by the corrosive medium. This would then be called general corrosion.
e. Discuss the following types of specialized corrosion:Pitting corrosionStress corrosion crackingCrevice corrosionFretting corrosion
The following definitions are taken from NASA, Corrosion Technology Laboratory.
Pitting Corrosion
Pitting corrosion occurs where the anodic site becomes fixed in a small area, and the formation of holes (deep attack) in an otherwise unaffected area takes place.
Stress Corrosion CrackingStress corrosion cracking occurs in susceptible alloys when the alloy is exposed to a specific environment when the alloy is in a stressed condition. Stress corrosion cracking appears to be relatively independent of general uniform corrosion processes. Thus, the extent of general corrosion can be essentially nil, and stress cracking can still occur. Most pure metals are immune to this type of attack.
Crevice Corrosion
Crevice corrosion is a type of pitting corrosion that occurs specifically within the low flow region of a crevice.
Fretting Corrosion
The rapid corrosion that occurs at the interface between highly loaded metal surfaces that contact when they are subjected to slight vibratory motions is known as fretting corrosion.
f. Explain the ion exchange process.
Ion exchange is a process used extensively in nuclear facilities to control the purity and pH of water by removing undesirable ions and replacing them with acceptable ones. Specifically, it is the exchange of ions between a solid substance (called a resin) and an aqueous solution (reactor coolant or makeup water). Depending on the identity of the ions that a resin releases to the water, the process may result in purification of water or in control of the concentration of a particular ion in a solution. An ion exchange is the reversible exchange of ions between a

22
liquid and a solid. This process is generally used to remove undesirable ions from a liquid and substitute acceptable ions from the solid (resin).
The devices in which ion exchange occurs are commonly called demineralizers. This name is derived from the term demineralize, which means the process whereby impurities present in the incoming fluid (water) are removed by exchanging impure ions with H+ and OH- ions, resulting in the formation of pure water. H+ and OH- are present on the sites of resin beads contained in the demineralizer tank or column.
There are two general types of ion exchange resins: those that exchange positive ions, called cation resins, and those that exchange negative ions, called anion resins. A cation is an ion with a positive charge. Common cations include Ca, Mg, Fe, and H. A cation resin is one that exchanges positive ions. An anion is an ion with a negative charge. Common anions include Cl, SO, and OH. An anion resin is one that exchanges negative ions. Chemically, both types are similar and belong to a group of compounds called polymers, which are extremely large molecules that are formed by the combination of many molecules of one or two compounds in a repeating structure that produces long chains.
A mixed-bed demineralizer is a vessel, usually with a volume of several cubic feet, that contains the resin. Physically, ion exchange resins are formed in the shape of very small beads, called resin beads, with an average diameter of about 0.005 millimeters. Wet resin has the appearance of damp, transparent, amber sand and is insoluble in water, acids, and bases. Retention elements or other suitable devices in the top and bottom have openings smaller than the diameter of the resin beads. The resin itself is a uniform mixture of cation and anion resins in a specific volume ratio depending on their specific gravities. The ratio is normally2 parts cation resin to 3 parts anion resin.
In some cases, there may be chemical bonds formed between individual chain molecules at various points along the chain. Such polymers are said to be cross-linked. This type of polymer constitutes the basic structure of ion exchange resins. In particular, cross-linked polystyrene is the polymer commonly used in ion exchange resins. However, chemical treatment of polystyrene is required to give it ion exchange capability, and this treatment varies depending on whether the final product is to be an anion resin or a cation resin. Each such group is covalently bonded to the polymer, but each also contains an atom that is bonded to the radical group by a predominantly ionic bond.
g. Discuss the following terms:CompressibilityShear stressTensile stressCompressive stressStrainProportional limitPlastic deformationPermanent deformation

23
CompressibilityCompressibility is the measure of the change in volume a substance undergoes when a pressure is exerted on the substance. Liquids are generally considered to be incompressible. Gases, on the other hand, are very compressible. The volume of a gas can be readily changed by exerting an external pressure on the gas.
Shear Stress
Shear stress exists when two parts of a material tend to slide across each other in any typical plane of shear upon application of force parallel to that plane.
Tensile Stress
Tensile stress is a type of stress in which the two sections of material on either side of a stress plane tend to pull apart or elongate.
Compressive Stress
Compressive stress is the reverse of tensile stress; adjacent parts of the material tend to press against each other through a typical stress plane.
Strain
Strain occurs whenever a stress (no matter how small) is applied to a metal. A proportional dimensional change or distortion must take place. Such a proportional dimensional change (intensity or degree of the distortion) is called strain.
Proportional Limit
Proportional limit is the state of stress just before plastic strain begins to appear.
Plastic Deformation
Plastic deformation is a dimensional change that does not disappear when the initiating stress is removed.
Permanent Deformation
Permanent deformation takes place when a material is exposed to stress greater than its yield stress.
h. Given the stress-strain curves for ductile and brittle material, identify the following points on the curves:Proportional limitUltimate strengthYield pointFracture point
Element h is performance based. The Qualifying Official will evaluate its completion.
i. Discuss the following terms:StrengthMalleabilityDuctility

24
ToughnessYield strengthHardnessUltimate tensile strength
Strength
Strength is the ability of a material to resist deformation.
Malleability
Malleability is the ability of a metal to exhibit large deformation or plastic response when being subjected to compressive force.
Ductility
Ductility is defined as the ability of a material to deform easily upon the application of a tensile force, or as the ability of a material to withstand plastic deformation.
Toughness
Toughness describes the way a material reacts under sudden impacts.
Yield Strength
Yield strength is the stress at which a predetermined amount of permanent deformation occurs.
Hardness
Hardness is the property of a material that enables it to resist plastic deformation, penetration, indentation, and scratching.
Ultimate Tensile StrengthUltimate tensile strength is the maximum resistance to fracture. It is equivalent to the maximum load that can be carried by one square inch of cross-sectional area when the load is applied as simple tension.
j. Describe the adverse effects of welding on metal, including the types of stress.
Welding can induce internal stresses that will remain in the material after the welding is completed. In stainless steels, such as type 304, the crystal lattice is face-centered cubic (FCC) (austenite). During high-temperature welding, some surrounding metal may be elevated to between 500 F and 1,000 F. In this temperature region, the austenite is transformed into a body-centered cubic (BCC) lattice structure (bainite). When the metal has cooled, regions surrounding the weld contain some original austenite and some newly formed bainite. A problem arises because the “packing factor” (PF = volume of atoms/volume of unit cell) is not the same for FCC crystals as for BCC crystals. The bainite that has been formed occupies more space than the original austenite lattice. This elongation of the material causes residual compressive and tensile stresses in the material. Welding stresses can be minimized by using heat sink welding, which results in lower metal temperatures, and by annealing.

25
k.Discuss the phenomenon of thermal shock.
Thermal shock can lead to excessive thermal gradients on materials, which lead to excessive stresses. These stresses can be comprised of tensile stress, which is stress arising from forces acting in opposite directions tending to pull a material apart, and compressive stress, which is stress arising from forces acting in opposite directions tending to push a material together. These stresses, cyclic in nature, can lead to fatigue failure of the materials. Thermal shock is caused by nonuniform heating or cooling of a uniform material, or uniform heating of nonuniform materials. Suppose a body is heated and constrained so that it cannot expand. When the temperature of the material increases, the increased activity of the molecules causes them to press against the constraining boundaries, thus setting up thermal stresses.
l.Discuss the following terms, including their relationship to material failure:Ductile fractureBrittle fractureNil-ductility transition (NDT) temperature
Ductile Fracture
Metals can fail by ductile or brittle fracture. Metals that can sustain substantial plastic strain or deformation before fracturing exhibit ductile fracture. Usually, a large part of the plastic flow is concentrated near the fracture faces.
Brittle Fracture
Metals that fracture with a relatively small or negligible amount of plastic strain exhibit brittle fracture. Cracks propagate rapidly. Brittle failure results from cleavage (splitting along definite planes). Ductile fracture is better than brittle fracture because ductile fracture occurs over a period of time, whereas brittle fracture is fast and can occur (with flaws) at lower stress levels than a ductile fracture.
Nil-Ductility Transition Temperature
The NDT temperature, which is the temperature at which a given metal changes from ductile to brittle fracture, is often markedly increased by neutron irradiation. The increase in the NDT temperature is one of the most important effects of irradiation from the standpoint of nuclear power system design.
m. Explain fatigue failure and work hardening with respect to material failure.
Fatigue Failure
Fatigue failure is defined as the tendency of a material to fracture by means of progressive, brittle cracking under repeated alternating or cyclic stresses of intensity considerably below the normal strength. Although the fracture is of a brittle type, it may take some time to propagate, depending on both the intensity and frequency of the stress cycles. Nevertheless, there is very little, if any, warning before failure if the crack is not noticed. The number of cycles required to cause fatigue failure at a particular peak stress is generally quite large, but it decreases as the stress is increased. For some mild steels, cyclical stresses can be continued

26
indefinitely provided the peak stress (sometimes called fatigue strength) is below the endurance limit value.
Work HardeningWork hardening occurs when a metal is strained beyond the yield point. An increasing stress is required to produce additional plastic deformation, and the metal apparently becomes stronger and more difficult to deform. Therefore, a metal with a high shear modulus will have a high strain or work hardening coefficient. Grain size will also influence strain hardening. A material with small grain size will strain harden more rapidly than the same material with a larger grain size. However, the effect only applies in the early stages of plastic deformation, and the influence disappears as the structure deforms and grain structure breaks down. Work hardening is closely related to fatigue. This is the result of work or strain hardening. Work hardening reduces ductility, which increases the chances of brittle failure. Work hardening can also be used to treat material. Prior work hardening (cold working) causes the treated material to have an apparently higher yield stress. Therefore, the metal is strengthened.
n. Discuss the effects of radiation on the structural integrity of metals.
Incident gamma and beta radiation cause very little damage in metals, but will break the chemical bonds and prevent bond recombination of organic compounds and cause permanent damage. Ionization is the major damage mechanism in organic compounds. Ionization effects are caused by the passage through a material of gamma rays or charged particles such as beta and alpha particles. Even fast neutrons, producing fast protons on collision, lead to ionization as a major damage mechanism. For thermal neutrons, the major effect is through (n,gamma) reactions with hydrogen, with the 2.2 MeV gamma producing energetic electrons, and ionization. Ionization is particularly important with materials that have either ionic or covalent bonding.
Ion production within a chemical compound is accomplished by the breaking of chemical bonds. This radiation-induced decomposition prevents the use of many compounds in a reactor environment. Materials such as insulators, dielectrics, plastics, lubricants, hydraulic fluids, and rubber are among those that are sensitive to ionization. Plastics with long-chain-type molecules having varying amounts of cross-linking may have sharp changes in properties due to irradiation. In general, plastics suffer varying degrees of loss in their properties after exposure to high radiation fields. Nylon begins to suffer degradation of its toughness at relatively low doses, but suffers little loss in strength.
High-density (linear) polyethylene marlex 50 loses both strength and ductility at relatively low doses. In general, rubber will harden upon being irradiated. However, butyl or Thiokol rubber will soften or become liquid with high radiation doses.
Oils and greases should be evaluated for their resistance to radiation if they are to be employed in a high-radiation environment. Liquids that have the aromatic ring-type structure show an inherent radiation resistance and are well suited to be used as lubricants or hydraulic fluids.

27
For a given gamma flux, the degree of decomposition observed depends on the type of chemical bonding present. The chemical bond with the least resistance to decomposition is the covalent bond. In a covalent bond, the outer, or valence, electrons are shared by two atoms rather than being firmly attached to any one atom. Organic compounds, and some inorganic compounds such as water, exhibit this type of bonding. There is considerable variation in the strength of covalent bonds present in compounds of different types and therefore a wide variation in their stability under radiation. The plastics discussed above can show very sharp property changes with radiation, whereas polyphenyls are reasonably stable.
One result of ionization is that smaller hydrocarbon chains will be formed (lighter hydrocarbons and gases) as well as heavier hydrocarbons by recombination of broken chains into larger ones. This recombination of broken hydrocarbon chains into longer ones is called polymerization.
Polymerization is one of the chemical reactions that take place in organic compounds during irradiation and is responsible for changes in the properties of this material. Some other chemical reactions in organic compounds that can be caused by radiation are oxidation, halogenation, and changes in isomerism. The polymerization mechanism is used in some industrial applications to change the character of plastics after they are in place; for example, wood is impregnated with a light plastic and then cross-bonded (polymerized) by irradiating it to make it more sturdy. This change in properties, whether it be a lubricant, electrical insulation, or gaskets, is of concern when choosing materials for use near nuclear reactors. One of the results of the Three Mile Island accident is that utilities have been asked to evaluate whether instrumentation would function in the event of radiation exposure being spread because of an accident.
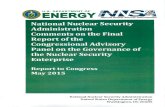
Because neutrons and gamma rays (and other nuclear radiations) produce the same kind of decomposition in organic compounds, it is common to express the effects as a function of the energy absorbed. One way is to state the energy in terms of a unit called the rad (radiation absorbed dose). The rad represents an energy absorption of 100 ergs per gram of material. As an example of the effects of radiation, figure 7 shows the increase in viscosity with radiation exposure (in rads) of three organic compounds that might be considered for use as reactor moderators and coolants.
The ordinates represent the viscosity increase relative to that of the material before irradiation (mostly at 100 F), so that they give a general indication of the extent of decomposition due to radiation exposure. This figure illustrates that aromatic hydrocarbons (n-butyl benzene) are more resistant to radiation damage than are aliphatic compounds (hexadecane). The most resistant of all are the polyphenyls, of which diphenyl is the simplest example.
The stability of organic (and other covalent) compounds to radiation is frequently expressed by means of the “G” value, which is equal to the number of molecules decomposed, or of product formed, per 100 eV of energy dissipated in the material. As an example of the use of G values, the data in table 1 are for a number of polyphenyls exposed to the radiation in a thermal reactor.

28
Source: DOE-HDBK-1017/2-93
Figure 7. Effects of gamma radiation on different types of hydrocarbons
Table 1 shows the number of gas molecules produced, G (gas), and the number of polyphenyl molecules, G (polymer), used to produce higher polymers per 100 eV of energy deposited in the material. Note that this adds up to approximately 1,000 atoms of gas and 10,000 atoms forming higher polymers per each 1 MeV particle. It is also of interest to note that the terphenyls are even more resistant to radiation than diphenyl and, since they have a higher boiling point, a mixture of terphenyls with a relatively low melting temperature was chosen as the moderator coolant in organic-moderated reactors.
Table 1. Radiolytic decomposition of polyphenyls at 350 °C
Material C (gas) C (polymer)
Diphenyl 0.159 1.13
Ortho-terphenyl 0.108 0.70
Meta-terphenyl 0.081 0.64
Para-terphenyl 0.073 0.54
Santowax-R* 0.080 0.59
Notes:* A mixture of the three terphenyls plus a small amount of diphenyl.
Source: DOE-HDBK-1017/2-93

29
o. Discuss the need for fracture mechanics and the use of associated mathematical relations.
The following is taken from Introduction to Fracture Mechanics, D. Roylance, Massachusetts Institute of Technology (MIT).
The strength of structural metals – particularly steel – can be increased to very high levels by manipulating the microstructure so as to inhibit dislocation motion. Unfortunately, this renders the material increasingly brittle, so that cracks can form and propagate catastrophically with very little warning. An unfortunate number of engineering disasters are related directly to this phenomenon, and engineers involved in structural design must be aware of the procedures now available to safeguard against brittle fracture.
The central difficulty in designing against fracture in high-strength materials is that the presence of cracks can modify the local stresses to such an extent that the elastic stress analyses done so carefully by the designers are insufficient. When a crack reaches a certain critical length, it can propagate catastrophically through the structure, even though the gross stress is much less than would normally cause yield or failure in a tensile specimen. The term “fracture mechanics” refers to a vital specialization within solid mechanics in which the presence of a crack is assumed, and we wish to find quantitative relations between the crack length, the material’s inherent resistance to crack growth, and the stress at which the crack propagates at high speed to cause structural failure.
When A. A. Griffith (1893–1963) began his pioneering studies of fracture in glass in the years just prior to 1920, he was aware of C. E. Inglis’s work in calculating the stress concentrations around elliptical holes, and naturally considered how it might be used in developing a fundamental approach to predicting fracture strengths. However, the Inglis solution poses a mathematical difficulty: in the limit of a perfectly sharp crack, the stresses approach infinity at the crack tip. This is obviously nonphysical (actually the material generally undergoes some local yielding to blunt the crack tip), and using such a result would predict that materials would have near zero strength: even for very small applied loads, the stresses near crack tips would become infinite, and the bonds there would rupture. Rather than focusing on the crack-tip stresses directly, Griffith employed an energy-balance approach that has become one of the most famous developments in materials science.
The strain energy per unit volume of stressed material is
1 f dxU = f d x = _________________= d
V A L
If the material is linear (σ = E), then the strain energy per unit volume is
U =2
= 2
2 2

30
When a crack has grown into a solid to a depth a, a region of material adjacent to the free surfaces is unloaded, and its strain energy released. Using the Inglis solution, Griffith was able to compute just how much energy this is.
A simple way of visualizing this energy release, illustrated in figure 8, is to regard two triangular regions near the crack flanks, of width a and height f3a, as being completely unloaded, while the remaining material continues to feel the full stress a.
Source: D. Roylance, MIT, Introduction to Fracture Mechanics
Figure 8. Idealization of unloaded region near crack flanks
The parameter f3 can be selected so as to agree with the Inglis solution, and it turns out that for plane stress loading f3 = ir. The total strain energy U released is then the strain energy per unit volume times the volume in both triangular regions:
2
= i r a 2
2
Here the dimension normal to the x-y plane is taken to be unity, so U is the strain energy released per unit thickness of specimen. This strain energy is liberated by crack growth. But in forming the crack, bonds must be broken, and the requisite bond energy is in effect absorbed by the material. The surface energy S associated with a crack of length a (and unit depth) is
S = 2 a
where y is the surface energy (e.g., Joules/meter2) and the factor 2 is needed since two free surfaces have been formed. As shown in figure 9, the total energy associated with the crack is then the sum of the (positive) energy absorbed to create the new surfaces, plus the (negative) strain energy liberated by allowing the regions near the crack flanks to become unloaded.
U =

31
Source: D. Roylance, MIT, Introduction to Fracture Mechanics
Figure 9. The fracture energy balance
As the crack grows longer (a increases), the quadratic dependence of strain energy on a eventually dominates the surface energy, and beyond a critical crack length ac the system can lower its energy by letting the crack grow still longer. Up to the point where a = ac, the crack will grow only if the stress in increased. Beyond that point, crack growth is spontaneous and catastrophic.
The value of the critical crack length can be found by setting the derivative of the total energy S + U to zero:
( ) = 2 -
S U 2 f πa = 02a
Since fast fracture is imminent when this condition is satisfied, we write the stress as σf. Solving,
σf =2 a
Griffith’s original work dealt with very brittle materials, specifically glass rods. When the material exhibits more ductility, consideration of the surface energy alone fails to provide an accurate model for fracture. This deficiency was later remedied, at least in part, independently by G. Irwin and E. Orowan. They suggested that in a ductile material a good deal—in fact the vast majority—of the released strain energy was absorbed not by creating new surfaces, but by energy dissipation due to plastic flow in the material near the crack tip. They suggested that catastrophic fracture occurs when the strain energy is released at a rate sufficient to satisfy the needs of all these energy “sinks,” and denoted this critical strain

32
energy release rate by the parameter Gc. The Griffith equation can then be rewritten in the form
σf =
Gca
This expression describes, in a very succinct way, the interrelation between three important aspects of the fracture process: the material, as evidenced in the critical strain energy release rate Gc; the stress level σf; and the size, a, of the flaw. In a design situation, one might choose a value of a based on the smallest crack that could be easily detected. Then for a given material with its associated value of Gc, the safe level of stress σf could be determined. The structure would then be sized so as to keep the working stress comfortably below this critical value.
5. Mechanical systems personnel shall demonstrate a working level knowledge concerning the selection of appropriate components and materials in support of a mechanical system design or modification.
The information for the KSAs in this competency is taken from DOE-HDBK-1017/1-93 and /2-93, unless stated otherwise.
a.Differentiate between nuclear-grade and non-nuclear-grade materials.
According to DOE G 420.1-1, nuclear grade materials have identified criteria that must be met to allow for their use in nuclear systems. There is a higher level of rigor for nuclear parts. This rigor is usually described in appropriate quality control documents for the nuclear grade materials. Non-nuclear materials may also have quality control requirements, but these requirements are not as stringent as nuclear material quality requirements.
b.Discuss how the following material properties affect performance in different applications:Corrosion resistanceWeightErosion resistanceStrengthCostReactivityComposition/alloyDuctilityBrittlenessWeldabilityMachinability
Corrosion Resistance
Some standard methods associated with material selection that protect against general corrosion include

33
The use of corrosion-resistant materials such as stainless steel and nickel, chromium, and molybdenum alloys. (Corrosion is electrochemical by nature, and the corrosion resistance of the stainless steels results from surface oxide films that interfere with the electrochemical process.)
The use of protective coatings such as paints and epoxies.The application of metallic and nonmetallic coatings or linings to the surface that
protect against corrosion but allow the material to retain its structural strength (for example, a carbon steel pressure vessel with stainless steel cladding as a liner).
Weight
Structural stresses are stresses produced in structural members because of the weights they support. The weights provide the loadings. These stresses are found in building foundations and frameworks, as well as in machinery parts.
Erosion Resistance
Erosion resistance is the ability of a material to withstand gradual wearing away by chalking or by the abrasive action of water or windborne particles of grit. If material is used in a system with high pressure water or in a system exposed to high winds, the ability to resist erosion is of high importance.
Strength
Strength is the ability of a material to resist deformation. The strength of a component is usually considered based on the maximum load that can be borne before failure is apparent. If under simple tension the permanent deformation (plastic strain) that takes place in a component before failure, the load-carrying capacity, at the instant of final rupture, will probably be less than the maximum load supported at a lower strain because the load is being applied over a significantly smaller cross-sectional area. Under simple compression, the load at fracture will be the maximum applicable over a significantly enlarged area compared with the cross-sectional area under no load.
This obscurity can be overcome by utilizing a nominal stress figure for tension and shear. This is found by dividing the relevant maximum load by the original area of cross section of the component. Thus, the strength of a material is the maximum nominal stress it can sustain. The nominal stress is referred to in quoting the “strength” of a material and is always qualified by the type of stress, such as tensile strength, compressive strength, or shear strength.
Cost
Capital costs for building a typical facility can be millions of dollars. A major portion of the cost is for plant material; therefore, cost is an important factor in the selection of materials.
Reactivity
Boron is widely used in pressurized water reactors for control of reactivity changes over core lifetime by dissolving boric acid in the coolant. When this scheme is used, the movable control elements have a reactivity worth sufficient to go from full power at operating temperature to zero power at operating temperature. At the beginning of life, enough boric

34
acid is added to the coolant to allow the reactor to be just critical with all rods nearly completely withdrawn. As fuel burnup takes place through power operation, the boric acid concentration in the coolant is reduced to maintain criticality. If a cold shutdown is required, additional boric acid is added to compensate for the reactivity added as the moderator cools. This method is generally referred to as chemical shim control.
Composition/Alloy
The wide variety of structures, systems, and components found in DOE nuclear facilities are made from many different types of materials. Many of the materials are alloys with a base metal of iron, nickel, or zirconium. The selection of a material for a specific application is based on many factors, including the temperature and pressure that the material will be exposed to, the material’s resistance to specific types of corrosion, the material’s toughness and hardness, and other material properties.
One material that has wide application in the systems of DOE facilities is stainless steel. There are nearly 40 standard types of stainless steel and many other specialized types under various trade names. Through the modification of the kinds and quantities of alloying elements, the steel can be adapted to specific applications. Stainless steels are classified as austenitic or ferritic based on their lattice structure. Austenitic stainless steels, including 304 and 316, have an FCC structure of iron atoms with the carbon in interstitial solid solution. Ferritic stainless steels, including type 405, have a BCC iron lattice and contain no nickel.
Ferritic steels are easier to weld and fabricate and are less susceptible to stress corrosion cracking than austenitic stainless steels. They have only moderate resistance to other types of chemical attack.
Ductility
Ductility is more commonly defined as the ability of a material to deform easily upon the application of a tensile force, or as the ability of a material to withstand plastic deformation without rupture. Ductility may also be thought of in terms of bendability and crushability. Ductile materials show large deformation before fracture. The lack of ductility is often termed brittleness. Usually, if two materials have the same strength and hardness, the one that has the higher ductility is more desirable. The ductility of many metals can change if conditions are altered. An increase in temperature will increase ductility. A decrease in temperature will cause a decrease in ductility and a change from ductile to brittle behavior. Irradiation will also decrease ductility.
Brittleness
Brittleness is commonly defined as the lack of ductility.
Weldability
Welding can induce internal stresses that will remain in the material after the welding is completed. In stainless steels such as type 304, the crystal lattice is FCC (austenite). During high temperature welding, some surrounding metal may be elevated to between 500 °F and 1,000 °F. In this temperature region, the austenite is transformed into a BCC lattice structure (bainite). When the metal has cooled, regions surrounding the weld contain some original

35
austenite and some newly formed bainite. A problem arises because the packing factor (PF = volume of atoms/volume of unit cell) is not the same for FCC crystals as for BCC crystals.
Machinability
Components may be formed by removing metal chips by mechanical deformation. This process is referred to as machining. Machinability describes how a metal reacts to mechanical deformation by removing chips, with respect to the amount of metal effectively removed and the surface finish attainable. The mechanical properties of the metal will be the factors that influence the machinability of a metal.
Many components used in nuclear reactor construction use machined parts that require very close tolerances and very smooth surfaces. Thus, machinability becomes an important consideration when choosing materials for manufacturing these parts.
c. Identify and discuss the various methods of verifying the properties of selected materials, including:Brinell hardness testRockwell hardness testV-notch testDrop-weight testTension testFatigue testCreep testCorrosion testCrack propagation testing
Brinell Hardness and Rockwell Hardness Tests
Hardness is the property of a material that enables it to resist plastic deformation, penetration, indentation, and scratching. Therefore, hardness is important from an engineering standpoint because resistance to wear by either friction or erosion by steam, oil, and water generally increases with hardness.
Hardness tests serve an important need in industry even though they do not measure a unique quality that can be termed “hardness.” The tests are empirical, based on experiments and observation, rather than fundamental theory. The chief value of hardness is as an inspection device, able to detect certain differences in material when they arise even though these differences may be undefinable. For example, two lots of material that have the same hardness may or may not be alike, but if their hardness is different, the materials certainly are not alike.
Several methods have been developed for hardness testing. Those most often used are Brinell, Rockwell, Vickers, Tukon, Sclerscope, and the file test. The first four are based on indentation tests and the fifth on the rebound height of a diamond-tipped metallic hammer. The file test establishes the characteristics of how well a file takes a bite on the material.

36
Comparisons have been prepared using formulas, tables, and graphs that show the relationships between the results of various hardness tests of specific alloys. There is, however, no exact mathematical relation between any two of the methods. For this reason, the result of one type of hardness test converted to readings of another type should carry the notation “converted from” (for example, “352 Brinell converted from Rockwell C-38”).
A convenient conversion is that of Brinell hardness to ultimate tensile strength. For quenched and tempered steel, the tensile strength (psi) is about 500 times the Brinell hardness number (provided the strength is not over 200,000 psi).
V-Notch Test
The quality known as toughness describes the way a material reacts under sudden impacts. It is defined as the work required to deform one cubic inch of metal until it fractures. Toughness is measured by the Charpy test and the Izod test.
Both of these tests use a notched sample (U or V). The location and shape of the notch are standard. The points of support of the sample, as well as the impact of the hammer, must bear a constant relationship to the location of the notch.
The tests are conducted by mounting the samples as shown in figure 10 and allowing a pendulum of a known weight to fall from a set height. The maximum energy developed by the hammer is 120 ft-lb in the Izod test and 240 ft-lb in the Charpy test.
Source: DOE-HDBK-1017/1-93
Figure 10. Charpy test equipment
By properly calibrating the machine, the energy absorbed by the specimen may be measured from the upward swing of the pendulum after it has fractured the material specimen, as

37
shown in figure 11. The greater the amount of energy absorbed by the specimen, the smaller the upward swing of the pendulum will be and the tougher the material is.
Indication of toughness is relative and applicable only to cases involving exactly this type of sample and method of loading. A sample of a different shape will yield an entirely different result. Notches confine the deformation to a small volume of metal that reduces toughness. In effect, it is the shape of the metal in addition to the material composition that determines the toughness of the material.
Source: DOE-HDBK-1017/1-93
Figure 11. Material toughness test
Drop-Weight Test
The drop-weight test (Izod or Charpy tests) is a test used to determine the NDT temperature. This temperature is not precise, but varies according to prior mechanical and heat treatment and the nature and amounts of impurity elements.
Ductility is an essential requirement for steels used in the construction of reactor vessels; therefore, the NDT temperature is of significance in the operation of these vessels. Small grain size tends to increase ductility and results in a decrease in NDT temperature. Grain size is controlled by heat treatment in the specifications and manufacturing of reactor vessels. The NDT temperature can also be lowered by small additions of selected alloying elements such as nickel and manganese to low carbon steels.
Tension Test
To determine the load-carrying ability and the amount of deformation before fracture, a sample of material commonly undergoes a tensile test. In this test a gradually increasing force of tension is applied at one end of a sample length of the material. The other end is anchored in a rigid support so that the sample is slowly pulled apart. The testing machine is equipped with a device to indicate, and possibly record, the magnitude of the force

38
throughout the test. Simultaneous measurements are made of the increasing length of a selected portion at the middle of the specimen, called the gage length. The measurements of both load and elongation are ordinarily discontinued shortly after plastic deformation begins; however, the maximum load reached is always recorded. Fracture point is the point where the material fractures due to plastic deformation. After the specimen has been pulled apart and removed from the machine, the fractured ends are fitted together and measurements are made of the now extended gage length and if the specimen used is cylindrical, of the average diameter of the minimum cross section.
The tabulated results at the end of the test consist of the following:Designation of the material under testOriginal cross-section dimensions of the specimen within the gage lengthOriginal gage lengthA series of frequent readings identifying the load and the corresponding gage length
dimensionFinal average diameter of the minimum cross sectionFinal gage lengthDescription of the appearance of the fracture surfaces (for example, cup-cone, wolf’s ear,
diagonal, start)
A graph of the results is made from the tabulated data. Some testing machines are equipped with an autographic attachment that draws the graph during the test. (The operator need not record any load or elongation readings except the maximum for each.) The coordinate axes of the graph are strain for the x-axis or scale of abscissae, and stress for the y-axis or scale of ordinates. The ordinate for each point plotted on the graph is found by dividing each of the tabulated loads by the original cross-sectional area of the sample; the corresponding abscissa of each point is found by dividing the increase in gage length by the original gage length.
Fatigue Test
The majority of engineering failures are caused by fatigue. Fatigue failure is defined as the tendency of a material to fracture by means of progressive brittle cracking under repeated alternating or cyclic stresses of an intensity considerably below the normal strength. Although the fracture is of a brittle type, it may take some time to propagate, depending on both the intensity and frequency of the stress cycles. Nevertheless, there is very little, if any, warning before failure if the crack is not noticed. The number of cycles required to cause fatigue failure at a particular peak stress is generally quite large, but it decreases as the stress is increased. For some mild steels, cyclical stresses can be continued indefinitely provided the peak stress (sometimes called fatigue strength) is below the endurance limit value.
A good example of fatigue failure is breaking a thin steel rod or wire with your hands after bending it back and forth several times in the same place. Another example is an unbalanced pump impeller resulting in vibrations that can cause fatigue failure.
The type of fatigue of most concern in nuclear power plants is thermal fatigue. Thermal fatigue can arise from thermal stresses produced by cyclic changes in temperature. Large components like the pressurizer, reactor vessel, and reactor system piping are subject to

39
cyclic stresses caused by temperature variations during reactor startup, change in power level, and shutdown.
Fundamental requirements during design and manufacturing for avoiding fatigue failure are different for different cases. For a pressurizer, the load variations are fairly low, but the cycle frequency is high; therefore, a steel of high fatigue strength and of high ultimate tensile strength is desirable. The reactor pressure vessel and piping, by contrast, are subjected to large load variations, but the cycle frequency is low; therefore, high ductility is the main requirement for the steel. Thermal sleeves are used in some cases, such as spray nozzles and surge lines, to minimize thermal stresses.
Creep Test
At room temperature, structural materials develop the full strain they will exhibit as soon as a load is applied. This is not necessarily the case at high temperatures (for example, stainless steel above 1,000 °F or zircaloy above 500 °F). At elevated temperatures and constant stress or load, many materials continue to deform at a slow rate. This behavior is called creep. At a constant stress and temperature, the rate of creep is approximately constant for a long period of time.
After this period of time and after a certain amount of deformation, the rate of creep increases, and fracture soon follows. This is illustrated in figure 12.
Source: DOE-HDBK-1017/2-93
Figure 12. Successive stages of creep with increasing time
Initially, primary or transient creep occurs in stage I. The creep rate (the slope of the curve) is high at first, but it soon decreases. This is followed by secondary (or steady-state) creep in stage II, when the creep rate is small and the strain increases very slowly with time.
Eventually, in stage III (tertiary or accelerating creep), the creep rate increases more rapidly, and the strain may become so large that it results in failure.

40
Corrosion Test
Corrosion is the deterioration of a material due to interaction with its environment. It is the process in which metallic atoms leave the metal or form compounds in the presence of water and gases. Metal atoms are removed from a structural element until it fails, or oxides build up inside a pipe until it is plugged. All metals and alloys are subject to corrosion. Even the noble metals, such as gold, are subject to corrosive attack in some environments.
The corrosion of metals is a natural process. Most metals are not thermodynamically stable in the metallic form; they want to corrode and revert to the more stable forms that are normally found in ores, such as oxides. Corrosion is of primary concern in nuclear reactor plants. Corrosion occurs continuously throughout the reactor plant, and every metal is subject to it. Even though this corrosion cannot be eliminated, it can be controlled.
Crack Propagation TestingAlthough the primary cause of the phenomenon of fatigue failure is not well known, it apparently arises from the initial formation of a small crack resulting from a defect or microscopic slip in the metal grains. The crack propagates slowly at first and then more rapidly when the local stress is increased due to a decrease in the load-bearing cross section. The metal then fractures. Fatigue failure can be initiated by microscopic cracks and notches, and even by grinding and machining marks on the surface; therefore, such defects must be avoided in materials subjected to cyclic stresses (or strains).
d. Discuss the importance of traceability in nuclear system components.
The control and calibration of measuring and test equipment (M&TE) plays an ever-increasing role in the safe operation of DOE nuclear facilities. The need to ensure proper calibration and traceability of use has increased. Therefore, implementation of an M&TE control and calibration program is essential. A computer-based system should be considered for the establishment of an M&TE program.
The M&TE program shall be comprehensive and ensure the following:All M&TE is uniquely identified, calibrated, controlled, and provides accuracy
traceability.A recall program maintains the total inventory and status of all M&TE.Out-of-tolerance M&TE is removed from service.Plant equipment calibrated with out-of-tolerance M&TE is evaluated in a timely
manner for impact on previous output and current operability and is re-calibrated as necessary.
The critical parameters of all M&TE such as range, precision, accuracy, etc., are documented; the documents shall be retrievable and maintained as quality records.
Process repeatability.
M&TE must be traceable from the field application, to the working standard, secondary standard, primary standard, and NIST or other nationally recognized standards. All calibration data should have both forward and reverse traceability between the specific item and NIST.

41
6. Mechanical systems personnel shall demonstrate a working level knowledge of mechanical diagrams, including:
As-built drawingsPiping and Instrumentation Diagrams (P&ID)
The information for the KSAs in this competency is taken from DOE-HDBK-1016/1-93, unless stated otherwise.
a. Identify the symbols used in P&IDs for the following types of items:ValvesValve operatorsEductors and ejectorsBasic instrumentationSignal controllers and modifiersSystem components (pumps, etc.)Lines
b.Identify the symbols used in P&IDs to denote the location of instruments, indicators, and controllers.
Elements a and b are performance based. The Qualifying Official will evaluate their completion.
c.Identify how valve positions are depicted.
Figure 13. Valve conditions
d.Determine system flowpath(s) for a given valve lineup.
Element d is performance based. The Qualifying Official will evaluate its completion.

42
e. Discuss the origin and purpose of as-built drawings.
An as-built drawing reflects the actual final design that a system was built to. This drawing is used to review any prospective upgrades or changes to the system in the future. This allows all persons involved with the system to review the entire layout of the actual system. It also allows for outside organizations to do upkeep and maintenance in the facility and to be aware of components that may be underground or hidden behind a wall.
Mandatory Performance Activities:
a. Given an engineering print, read and interpret the information contained in the title block, the notes and legend, the revision block, and the drawing grid.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity. The following information from DOE-HDBK-1016/1-93 may be helpful.
Title Block
The title block of a drawing, usually located on the bottom or lower right hand corner, contains all the information necessary to identify the drawing and to verify its validity. A title block is divided into several areas, as illustrated by figure 14.
Source: DOE-HDBK-1016/1-93
Figure 14. Title block
First Area of the Title Block
The first area of the title block contains the drawing title and the drawing number and lists the location, the site, or the vendor. The drawing title and the drawing number are used for identification and filing purposes. Usually the number is unique to the drawing and is a code that contains information about the drawing, such as the site, system, and type of drawing. The drawing number may also contain information such as the sheet number, if the drawing is part of a series, or it may contain the revision level.

43
Drawings are usually filed by their drawing number because the drawing title may be common to several prints or series of prints.
Second Area of the Title Block
The second area of the title block contains the signatures and approval dates, which provide information as to when and by whom the component/system was designed and when and by whom the drawing was drafted and verified for final approval. This information can be invaluable in locating further data on the system/component design or operation. These names can also help in the resolution of a discrepancy between the drawing and another source of information.
Third Area of the Title Block
The third area of the title block is the reference block. It lists other drawings that are related to the system/component, or it can list all the other drawings that are cross-referenced on the drawing, depending on the site’s or vendor’s conventions. The reference block can be extremely helpful in tracing down additional information on the system or component. Other information may also be contained in the title block and will vary from site to site and vendor to vendor. Some examples of other information are contract numbers and drawing scale.
Notes and Legend
Drawings are made up of symbols and lines that represent components or systems. Although a majority of the symbols and lines are self-explanatory or standard, a few unique symbols and conventions must be explained for each drawing. The notes and legends section of a drawing lists and explains any special symbols and conventions used on the drawing, as illustrated in figure 15. Also listed in the notes section is any information the designer or draftsman felt was necessary to correctly use or understand the drawing. Because of the importance of understanding all of the symbols and conventions used on a drawing, the notes and legend section must be reviewed before reading a drawing.

44
Source: DOE-HDBK-1016/1-93
Figure 15. Notes and legend
Revision Block
As changes to a component or system are made, the drawings depicting the component or system must be redrafted and reissued. When a drawing is first issued, it is called revision zero, and the revision block is empty. As each revision is made to the drawing, an entry is placed in the revision block. This entry provides the revision number, a title or summary of the revision, and the date of the revision. The revision number may also appear at the end of the drawing number or in its own separate block. As the component or system is modified, and the drawing is updated to reflect the changes, the revision number is increased by one, and the revision number in the revision block is changed to indicate the new revision number. For example, if a revision 2 drawing is modified, the new drawing showing the latest modifications will have the same drawing number, but its revision level will be increased to 3. The old revision 2 drawing will be filed and maintained in the filing system for historical purposes.
Drawing Grid
Because drawings tend to be large and complex, finding a specific point or piece of equipment on a drawing can be quite difficult. This is especially true when one wire or pipe

45
run is continued on a second drawing. To help locate a specific point on a referenced print, most drawings, especially P&ID and electrical schematic drawings, have a grid system. The grid can consist of letters, numbers, or both that run horizontally and vertically around the drawing. Like a city map, the drawing is divided into smaller blocks, each having a unique two-letter or two-number identifier. For example, when a pipe is continued from one drawing to another, not only is the second drawing referenced on the first drawing, but so are the grid coordinates locating the continued pipe. Therefore the search for the pipe contained in the block is much easier than searching the whole drawing.
7. Mechanical systems personnel shall demonstrate a working level knowledge of installed mechanical equipment.
a. Discuss the function, required maintenance, and surveillance requirements (technical safety requirement [TSR] or good practice) for each type of component listed below.
Refer to applicable manufacturers’ manuals and local safety basis documents.
Mandatory Performance Activities:
a. Given an as-built P&ID for a facility’s fluid system, identify and physically locate in the facility the following components:nRoot valvesnFlow control valvesnPumpsnPump motorsnSpeed increasers/decreasersnSteam trapsnFiltersnSumpsnSurge tanksnReservoirsnAir compressorsnAir dryersnPneumatic valve operatorsnElectric valve operatorsnHydraulic (if applicable) valve operatorsnBasic types of instrumentation (pressure, differential pressure, temperature,
flow)nSupply linesnReturn linesnSupply fansnExhaust fansnFilter plenumsnPressure differential gaugesnDampersnAir pre-heatersnAir cooling coils

46
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity.
8. Mechanical systems personnel shall demonstrate a working level knowledge of a typical diesel generator, including support systems.
The following is taken from DOE-HDBK-1018/1-93.
a.Differentiate between two-stroke and four-stroke (two-cycle and four-cycle) engines.
Four-Stroke Engine
In a four-stroke engine, the camshaft is geared so that it rotates at half the speed of the crankshaft. This means that the crankshaft must make two complete revolutions before the camshaft will complete one revolution. The four-stroke engine is normally an aspirated, diesel engine having both intake and exhaust valves with a 3.5-inch bore and 4-inch stroke with a 16:1 compression ratio, as it passes through one complete cycle.
Two-Stroke Engine
Like the four-stroke engine, the two-stroke engine must go through the same four events: intake, compression, power, and exhaust. But a two-stroke engine requires only two strokes of the piston to complete one full cycle. Therefore, it requires only one rotation of the crankshaft to complete a cycle. This means several events must occur during each stroke for all four events to be completed in two strokes, as opposed to the four-stroke engine where each stroke basically contains one event. In a two-stroke engine, the camshaft is geared so that it rotates at the same speed as the crankshaft.
b.Discuss the ignition principle of a diesel engine.
Unlike a gasoline engine, a diesel engine does not require an ignition system because in a diesel engine the fuel is injected into the cylinder as the piston comes to the top of its compression stroke. When fuel is injected, it vaporizes and ignites due to the heat created by the compression of the air in the cylinder.
c.Discuss the purpose and principle of operation of a diesel engine injector.
Each cylinder has a fuel injector designed to meter and inject fuel into the cylinder at the proper instant. To accomplish this function, the injectors are actuated by the engine’s camshaft. The camshaft provides the timing and pumping action used by the injector to inject the fuel. The injectors meter the amount of fuel injected into the cylinder on each stroke. The amount of fuel to be injected by each injector is set by a mechanical linkage called the fuel rack. The fuel rack position is controlled by the engine’s governor. The governor determines the amount of fuel required to maintain the desired engine speed and adjusts the amount to be injected by adjusting the position of the fuel rack.

47
Each injector operates in the following manner. Fuel under pressure enters the injector through the injector’s filter cap and filter element. From the filter element, the fuel travels down into the supply chamber (that area between the plunger bushing and the spill deflector). The plunger operates up and down in the bushing, the bore of which is open to the fuel supply in the supply chamber by two funnel-shaped ports in the plunger bushing. The motion of the injector rocker arm is transmitted to the plunger by the injector follower which bears against the follower spring. As the plunger moves downward under pressure of the injector rocker arm, a portion of the fuel trapped under the plunger is displaced into the supply chamber through the lower port until the port is closed off by the lower end of the plunger. The fuel trapped below the plunger is then forced up through the central bore of the plunger and back out the upper port until the upper port is closed off by the downward motion of the plunger. With the upper and lower ports both closed off, the remaining fuel under the plunger is subjected to an increase in pressure by the downward motion of the plunger. When sufficient pressure has built up, the injector valve is lifted off its seat, and the fuel is forced through small orifices in the spray tip and atomized into the combustion chamber.
d. Discuss the purpose of the following diesel engine support systems:Cooling waterLubricationFuel oilScavenging airStarting systems
Cooling Water
Nearly all diesel engines rely on a liquid cooling system to transfer waste heat out of the block and internals. The cooling system consists of a closed loop similar to that of a car engine and contains the following major components: water pump, radiator or heat exchanger, water jacket (which consists of coolant passages in the block and heads), and a thermostat.
Lubrication
An internal combustion engine would not run for even a few minutes if the moving parts were allowed to make metal-to-metal contact. The heat generated due to the tremendous amounts of friction would melt the metals, leading to the destruction of the engine. To prevent this, all moving parts ride on a thin film of oil that is pumped between all the moving parts of the engine. Once between the moving parts, the oil serves two purposes. One purpose is to lubricate the bearing surfaces. The other purpose is to cool the bearings by absorbing the friction-generated heat.
The flow of oil to the moving parts is accomplished by the engine’s internal lubricating system. Oil is accumulated and stored in the engine’s oil pan, where one or more oil pumps take suction and pump the oil through one or more oil filters. The filters clean the oil and remove any metal that the oil has picked up due to wear. The cleaned oil then flows up into the engine’s oil galleries. A pressure relief valve(s) maintains oil pressure in the galleries and returns oil to the oil pan upon high pressure. The oil galleries distribute the oil to all the bearing surfaces in the engine. Once the oil has cooled and lubricated the bearing surfaces, it

48
flows out of the bearing and gravity-flows back into the oil pan. In medium to large diesel engines, the oil is also cooled before being distributed into the block. This is accomplished by either an internal or an external oil cooler. The lubrication system also supplies oil to the engine’s governor.
Fuel Oil
All diesel engines require a method for storing and delivering fuel to the engine. Because diesel engines rely on injectors that are precision components with extremely tight tolerances and very small injection hole(s), the fuel delivered to the engine must be extremely clean and free of contaminants. The fuel system must, therefore, not only deliver the fuel but also ensure its cleanliness. This is usually accomplished through a series of in-line filters. Commonly, the fuel will be filtered once outside the engine and then the fuel will pass through at least one more filter internal to the engine, usually located in the fuel line at each fuel injector.
In a diesel engine, the fuel system is much more complex than the fuel system on a simple gasoline engine because the fuel serves two purposes. One purpose is obviously to supply the fuel to run the engine; the other is to act as a coolant to the injectors. To meet this second purpose, diesel fuel is kept continuously flowing through the engine’s fuel system at a flow rate much higher than required to simply run the engine. The excess fuel is routed back to the fuel pump or the fuel storage tank depending on the application.
Scavenging Air
Because a diesel engine requires close tolerances to achieve its compression ratio, and because most diesel engines are either turbocharged or supercharged, the air entering the engine must be clean, free of debris, and as cool as possible. Also, to improve a turbocharged or supercharged engine’s efficiency, the compressed air must be cooled after being compressed. The air intake system is designed to perform these tasks.
Air intake systems vary greatly from vendor to vendor but are usually one of two types, wet or dry. In a wet filter intake system, the air is sucked or bubbled through a housing that holds a bath of oil such that the dirt in the air is removed by the oil in the filter. The air then flows through a screen-type material to ensure any entrained oil is removed from the air. In a dry filter system, paper, cloth, or a metal screen material is used to catch and trap dirt before it enters the engine.
In addition to cleaning the air, the intake system is usually designed to intake fresh air from as far away from the engine as practicable, usually just outside of the engine’s building or enclosure. This provides the engine with a supply of air that has not been heated by the engine’s own waste heat. The reason for ensuring that an engine’s air supply is as cool as possible is that cool air is denser than hot air. This means that, per unit volume, cool air has more oxygen than hot air. Thus, cool air provides more oxygen per cylinder charge than less dense, hot air. More oxygen means a more efficient fuel burn and more power.
After being filtered, the air is routed by the intake system into the engine’s intake manifold or air box. The manifold or air box is the component that directs the fresh air to each of the

49
engine’s intake valves or ports. If the engine is turbocharged or supercharged, the fresh air will be compressed with a blower and possibly cooled before entering the intake manifold or air box. The intake system also serves to reduce the air flow noise.
Starting Systems
Diesel engines have as many different types of starting circuits as there are types, sizes, and manufacturers of diesel engines. Commonly, they can be started by air motors, electric motors, hydraulic motors, and manually. The start circuit can be a simple manual start pushbutton or a complex auto-start circuit. But in almost all cases, the following events must occur for the starting engine to start:
The start signal is sent to the starting motor. The air, electric, or hydraulic motor will engage the engine’s flywheel.
The starting motor will crank the engine. The starting motor will spin the engine at a high enough rpm to allow the engine’s compression to ignite the fuel and start the engine running.
The engine will then accelerate to idle speed. When the starter motor is overdriven by the running motor, it will disengage the flywheel.
Because a diesel engine relies on compression heat to ignite the fuel, a cold engine can rob enough heat from the gasses that the compressed air falls below the ignition temperature of the fuel. To help overcome this condition, some engines have glowplugs. Glowplugs are located in the cylinder head of the combustion chamber and use electricity to heat up the electrode at the top of the glowplug. The heat added by the glowplug is sufficient to help ignite the fuel in the cold engine. Once the engine is running, the glowplugs are turned off, and the heat of combustion is sufficient to heat the block and keep the engine running.
Larger engines usually heat the block and/or have powerful starting motors that are able to spin the engine long enough to allow the compression heat to fire the engine. Some large engines use air-start manifolds that inject compressed air into the cylinders, which rotates the engine during the start sequence. A check valve, mounted in the spray tip, prevents air in the combustion chamber from flowing back into the fuel injector. The plunger is then returned back to its original position by the injector follower spring. On the return upward movement of the plunger, the high-pressure cylinder within the bushing is again filled with fresh fuel oil through the ports.
The constant circulation of fresh, cool fuel through the injector renews the fuel supply in the chamber and helps cool the injector. The fuel flow also effectively removes all traces of air that might otherwise accumulate in the system. The fuel injector outlet opening, through which the excess fuel returns to the fuel return manifold and then back to the fuel tank, is adjacent to the inlet opening and contains a filter element exactly the same as the one on the fuel inlet side. In addition to the reciprocating motion of the plunger, the plunger can be rotated during operation around its axis by the gear that meshes with the fuel rack.
For metering the fuel, an upper helix and a lower helix are machined in the lower part of the plunger. The relation of the helices to the two ports in the injector bushing changes with the rotation of the plunger. Changing the position of the helices by rotating the plunger retards or

50
advances the closing of the ports and the beginning and ending of the injection period. At the same time, it increases or decreases the amount of fuel injected into the cylinder. With the control rack pulled all the way (no injection), the upper port is not closed by the helix until after the lower port is uncovered. Consequently, with the rack in this position, all of the fuel is forced back into the supply chamber and no injection of fuel takes place. With the control rack pushed all the way in, the upper port is closed shortly after the lower port has been covered, thus producing a maximum effective stroke and maximum fuel injection. From this no-injection position to the full-injection position, the contour of the upper helix advances the closing of the ports and the beginning of injection.
e. Discuss the function, required maintenance, and surveillance requirements (TSR or good practice) for each of the following components:Diesel engineElectrical generatorFuel tankDay tank (if applicable)Starting system (air or battery)Fuel transfer pump(s)
Diesel Engine
The following is taken from DOE-HDBK-1018/1-93.
A diesel engine is a type of heat engine that uses the internal combustion process to convert the energy stored in the chemical bonds of the fuel into useful mechanical energy. This occurs in two steps. First, the fuel reacts chemically (burns) and releases energy in the form of heat. Second, the heat causes the gasses trapped in the cylinder to expand, and the expanding gases, being confined by the cylinder, must move the piston to expand. The reciprocating motion of the piston is then converted into rotational motion by the crankshaft.
To convert the chemical energy of the fuel into useful mechanical energy, all internal combustion engines must go through four events: intake, compression, power, and exhaust. How these events are timed and how they occur differentiates the various types of engines.
All diesel engines fall into one of two categories, two-stroke or four-stroke cycle engines. The word “cycle” refers to any operation or series of events that repeats itself. In the case of a four-stroke cycle engine, the engine requires four strokes of the piston (intake, compression, power, and exhaust) to complete one full cycle. Therefore, it requires two rotations of the crankshaft, or 720° of crankshaft rotation (360° × 2) to complete one cycle. In a two-stroke cycle engine the events (intake, compression, power, and exhaust) occur in only one rotation of the crankshaft, or 360°.
A diesel engine is designed with protection systems to alert the operators of abnormal conditions and to prevent the engine from destroying itself.
Overspeed Device
Because a diesel is not self-speed-limiting, a failure in the governor, injection system, or sudden loss of load could cause the diesel to overspeed. An overspeed condition is extremely

51
dangerous because engine failure is usually catastrophic and can possibly cause the engine to fly apart.
An overspeed device, usually some type of mechanical flyweight, will act to cut off fuel to the engine and alarm at a certain preset rpm. This is usually accomplished by isolating the governor from its oil supply, causing it to travel to the no-fuel position, or it can override the governor and directly trip the fuel rack to the no-fuel position.
Water Jacket
Water-cooled engines can overheat if the cooling water system fails to remove waste heat. Removal of the waste heat prevents the engine from seizing due to excessive expansion of the components under a high-temperature condition. The cooling water jacket is commonly where the sensor for the cooling water system is located.
The water jacket temperature sensors provide early warning of abnormal engine temperature, usually an alarm function only. The setpoint is set such that if the condition is corrected in a timely manner, significant engine damage will be avoided. But continued engine operation at the alarm temperature or higher temperatures will lead to engine damage.
Exhaust Temperatures
In a diesel engine, exhaust temperatures are very important and can provide a vast amount of information regarding the operation of the engine. High exhaust temperature can indicate an overloading of the engine or possible poor performance due to inadequate scavenging (the cooling effect) in the engine. Extended operation with high exhaust temperatures can result in damage to the exhaust valves, piston, and cylinders. The exhaust temperature usually provides only an alarm function.
Low Lube Oil Pressure
Low oil pressure or loss of oil pressure can destroy an engine in short order. Therefore, most medium to larger engines will stop upon low or loss of oil pressure. Loss of oil pressure can result in the engine seizing due to lack of lubrication. Engines with mechanical-hydraulic governors will also stop due to the lack of oil to the governor.
The oil pressure sensor usually stops the engine. The oil pressure sensors on larger engines usually have two low pressure setpoints. One setpoint provides early warning of abnormal oil pressure, an alarm function only. The second setpoint can be set to shutdown the engine before permanent damage is done.
High Crankcase Pressure
High crankcase pressure is usually caused by excessive blow-by (gas pressure in the cylinder blowing by the piston rings and into the crankcase). The high pressure condition indicates the engine is in poor condition. The high crankcase pressure is usually used only as an alarm function.
The following is taken from DOE- STD-3003-2000.

52
A corrective maintenance and preventive maintenance program for the diesel generator and its supporting subsystems shall be established. The program should be based on the inspection activities, intervals, and parts replacement periods recommended by the manufacturer. The program should take into consideration the type of service to which the generator is subjected (for example, continuous duty or standby service with the number of expected demands/year).
The program inspection and replacement intervals may be adjusted based on documented experience with the particular or similar equipment. The level of detail and rigor applied in a maintenance program should be appropriate to the significance of the generator’s failure to function under loss of normal power conditions. This may result in graded requirements for maintenance varying from repair-on-failure to manufacturer-recommended periodic maintenance, or other, based on documented experience and failure analysis.
Nuclear Regulatory Commission (NRC) publication NUREG/CR 0660, “Enhancement of On-Site Emergency Diesel Generator Reliability,” was developed from a comprehensive study of diesel generator problems and installations. The document made a number of recommendations to improve diesel generator reliability. The following were selected for consideration by DOE facilities:
Provide refrigerated air dryers between the air compressor and air storage tank to reduce detrimental effects of entrained moisture causing rust and pipe scale that result in damage to air start motors.
Diesel generator room air quality is often poor; this can be overcome by providing dust-tight covers for relays and contactors or by providing filters for static inverters to protect field flashing contacts. Room ventilation should be taken from about 6 meters above the ground to reduce intake of local dust.
Provide training for those personnel operating and maintaining specific diesel generators.
Provide prelubrication for all engine starts (except true auto-start) for 3 to 5 minutes (longer per manufacturer’s recommendation) to reduce potential for engine bearing wear.
Provide electric fuel pumps that start upon an engine auto-start signal and shuts off when the engine is up to speed.
Mount instruments and controls in a separate floor-mounted panel independent of the emergency generator minimizes vibration effects on instruments and controls).
Electrical Generator
According to DOE-HDBK-1018/1-93, most DOE facilities require some type of prime mover to supply mechanical power for pumping, electrical power generation, and operation of heavy equipment and to act as a backup electrical generator for emergency use during the loss of the normal power source. Although several types of prime movers are available (gasoline engines, steam and gas turbines), the diesel engine is the most commonly used. Diesel engines provide a self-reliant energy source that is available in sizes from a few horsepower (hp) to 10,000 hp. Relatively speaking, diesel engines are small, inexpensive, powerful, fuel efficient, and extremely reliable if maintained properly.

53
Fuel Tank
According to DOE-STD-3003-2000, a program shall be established for maintaining the quality of fuel. Long-term storage of fuel requires proper selection, proper storage conditions, and monitoring of fuel properties prior to and during storage. American NuclearSociety (ANS) 59.51, Fuel Oil Systems for Safety-Related Emergency Diesel Generators, and ASTM (ASTM International, formerly called American Society for Testing and Materials) D975-07b, Standard Specification for Diesel Fuel Oils, provide guidance for maintaining the quality of fuel for diesel generators.
Fuel shall be procured according to the requirements of Federal Specification VV-F-800, ASTM D975-07b, or the diesel manufacturer’s specifications if it is more restrictive. The program shall establish criteria for periodic testing and for the disposition of fuel not meeting the appropriate specifications. Procedures for periodic sampling can be found inASTM D4057-06, Standard Practice for Manual Sampling of Petroleum and Petroleum Products.
In addition to periodic testing, water should be periodically drained from the fuel tank. The fuel should be kept cool. The tank should be kept full to minimize breathing and reduce exposure to air. These measures will reduce the rate of buildup of condensation water, fungi, bacteria, and oxidation products.
Day Tank
According to Electrical Generating Systems Association (EGSA) 100T, a day tank is a steel atmospheric tank used to supply fuel to the generator set engine for 24 hours or as specified.
Starting System
According to DOE-STD-3003-2000, most engine generators used in backup applications at DOE facilities use batteries to provide the initial energy source for the control, start, and field flashing power necessary to bring the unit to operating conditions. A degraded battery may result in failure of the generator to perform. Batteries require monitoring, periodic maintenance, and charging to ensure their readiness to perform.
Fuel Transfer Pump(s)
According to EGSA 100T, a fuel transfer pump consists of a fuel tank, day tank, or sub-base tank to provide a ready supply of fuel to the generator set.
Mandatory Performance Activities:
a. Given an as-built P&ID for a facility’s diesel generator system, identify and physically locate in the facility the above components.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity. Applicable manufacturers’ manuals and local safety basis documents should be used as references.

54
9. Mechanical systems personnel shall demonstrate a working level knowledge of the construction and operation of heat exchangers.
a. Describe the principle of operation for the following types of heat exchangers:Shell and tubeFin and tubeCooling tower
Shell and Tube
The following is taken from DOE Energy Efficiency and Renewable Energy, A Consumers Guide to Energy Efficiency and Renewable Energy, Types of Heat Exchangers.
A shell and tube heat exchanger has two separate fluid loops inside a case or shell. The fluids flow in opposite directions to each other through the heat exchanger, maximizing heat transfer. In one loop, the fluid to be heated (such as potable water) circulates through the inner tubes. In the second loop, the heat-transfer fluid flows between the shell and the tubes of water. The tubes and shell should be made of the same material. When the collector or heat-transfer fluid is toxic, double-wall tubes are used, and a non-toxic intermediary transfer fluid is placed between the outer and inner walls of the tubes.
Fin and Tube
The following is taken from National Renewable Energy Laboratory, Heat Exchanger with Transpired, Highly Porous Fins.
The heat exchanger includes a fin and tube assembly with increased heat transfer surface area positioned within a hollow chamber of a housing to provide effective heat transfer between a gas flowing within the hollow chamber and a fluid flowing in the fin and tube assembly. A fan is included to force a gas, such as air, to flow through the hollow chamber and through the fin and tube assembly.
The fin and tube assembly comprises fluid conduits to direct the fluid through the heat exchanger, to prevent mixing with the gas, and to provide a heat transfer surface or pathway between the fluid and the gas. A heat transfer element is provided in the fin and tube assembly to provide extended heat transfer surfaces for the fluid conduits.
The heat transfer element is corrugated to form fins between alternating ridges and grooves that define flow channels for directing the gas flow. The fins are fabricated from a thin, heat conductive material containing numerous orifices or pores for transpiring the gas out of the flow channel. The grooves are closed or only partially open so that all or substantially all of the gas is transpired through the fins so that heat is exchanged on the front and back surfaces of the fins and also within the interior of the orifices, thereby significantly increasing the available heat transfer surface of the heat exchanger. The transpired fins also increase heat transfer effectiveness of the heat exchanger by increasing the heat transfer coefficient by disrupting boundary layer development on the fins and by establishing other beneficial gas flow patterns, all at desirable pressure drops.

55
Cooling TowerAccording to DOE-HDBK-1012/2-92, the typical function of a cooling tower is to cool the water of a steam power plant by air that is brought into direct contact with the water. The water is mixed with vapor that diffuses from the condensate into the air. The formation of the vapor requires a considerable removal of internal energy from the water; the internal energy becomes latent heat of the vapor. Heat and mass exchange are coupled in this process, which is a steady-state process like the heat exchange in the ordinary heat exchanger.
b. Define the following terms as they apply to heat exchangers:Tube sheetTelltale drainParallel flowCounterflowCross-flow
The following definitions are taken from DOE-HDBK-1012/2-92, 1018/1-93, and 1018/2-93.
Tube Sheet
A tube sheet separates the tube-side fluid from the shell-side fluid in a heat exchanger.
Telltale Drain
A telltale drain is a drain placed between the two parts of the tube sheet to indicate a leak in either the water box side or the process fluid side.
Parallel Flow
Parallel flow exists when both the tube side fluid and the shell side fluid flow in the same direction. In this case, the two fluids enter the heat exchanger from the same end, with a large temperature difference. As the fluids transfer heat, hotter to cooler, the temperatures of the two fluids approach each other.
Counterflow
Counterflow exists when the two fluids flow in opposite directions. The two fluids enter the heat exchanger at opposite ends. Because the cooler fluid exits the counterflow heat exchanger at the end where the hot fluid enters the heat exchanger, the cooler fluid will approach the inlet temperature of the hot fluid. Counterflow heat exchangers are the most efficient of the three types. In contrast to the parallel flow heat exchanger, the counterflow heat exchanger allows the hottest cold-fluid temperature to be greater than the coldest hot-fluid temperature.
Cross-Flow
Cross-flow exists when one fluid flows perpendicular to the second fluid; that is, one fluid flows through tubes, and the second fluid passes around the tubes at a 90° angle. Cross-flow heat exchangers are usually found in applications where one fluid changes state (2-phase flow). An example is a steam system’s condenser in which the steam exiting the turbine enters the condenser shell side, and the cool water flowing in the tubes absorbs the heat from

56
the steam, condensing it into water. Large volumes of vapor may be condensed using this type of heat exchanger flow.
c.Explain the principle of operation of a forced-draft cooling tower.
According to DOE-HDBK-1018/2-93, forced-draft cooling towers are very similar to induced-draft cooling towers. The primary difference is that the air is blown in at the bottom of the tower and exits at the top. Forced-draft cooling towers are the forerunner to induced-draft cooling towers. Water distribution problems and recirculation difficulties discourage the use of forced-draft cooling towers.
d.Explain the principle of operation of a natural convection (parabolic) cooling tower.
The following is taken from DOE-HDBK-1018/2-93.
Natural convection cooling towers, illustrated in figure 16, use the principle of convective flow to provide air circulation. As the air inside the tower is heated, it rises through the tower. This process draws more air in, creating a natural air flow to provide cooling of the water. The basin at the bottom of the tower is open to the atmosphere. The cooler, denser air outside the tower will flow in at the bottom and contribute to the air circulation within the tower. The air circulation will be self perpetuating due to the density difference between the warmer air inside and the cooler air outside.
The incoming water is sprayed around the circumference of the tower and cascades to the bottom. The natural convection cooling towers are much larger than the forced draft cooling towers and cost much more to construct. Because of space considerations and cost, natural convection cooling towers are built less frequently than other types.
Source: DOE-HDBK-1018/2-93
Figure 16. Natural convection cooling tower

57
Mandatory Performance Activities:
a. Given a cutaway drawing of the following types of heat exchangers, show the flow paths of the cooling medium and the medium to be cooled:Parallel flowCounterflowCross flow
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity.
10. Mechanical systems personnel shall demonstrate a working level knowledge of the theory and operation of heating, ventilation, and air conditioning (HVAC) systems.
a. Define the following terms as they apply to HVAC systems:Latent heat of vaporizationLatent heat of fusionRefrigerantVaporization pointAir and noncondensable gases
The following is taken from DOE-HDBK-1012/1-92, unless noted otherwise.
Latent Heat of Vaporization
Latent heat of vaporization is the amount of heat added or removed to change phase between liquid and vapor.
Latent Heat of Fusion
Latent heat of fusion is the amount of heat added or removed to change phase between solid and liquid.
Refrigerant
According to Echols Heating and Air Conditioning, Inc., Glossary of Terms, a refrigerant is a fluid (liquid or gas) that picks up heat by evaporating at a low temperature and pressure. It gives up heat by condensing at a higher temperature and pressure.
Vaporization Point
The term “saturation” defines a condition in which a mixture of vapor and liquid can exist together at a given temperature and pressure. The point at which vaporization starts to occur for a given pressure is called the saturation temperature, or boiling point. The pressure at which vaporization (boiling) starts to occur for a given temperature is called the saturation pressure. For water at 212 °F, the saturation pressure is 14.7 pounds per square inch absolute (psia) and for water at 14.7 psia, the saturation temperature is 212 °F.
For a pure substance there is a definite relationship between saturation pressure and saturation temperature. The higher the pressure, the higher the saturation temperature. The graphical representation of this relationship between temperature and pressure at saturated

58
conditions is called the vapor-pressure curve. A typical vapor-pressure curve is shown in figure 17. The vapor/liquid mixture is at saturation when the conditions of pressure and temperature fall on the curve.
Source: DOE-HDBK-1012/1-92
Figure 17. Vapor-pressure curve
Air and Noncondensable Gases
In DOE – Idaho National Engineering and Environmental Laboratory, Geothermal Resources Council Transactions, vol. 25, August 26–29, 2001, “Continual Removal of Non-Condensable Gases for Binary Power Plant Condensers,” it states that the presence of noncondensable gases (NCGs) in a vapor condensing on a cold surface is known to degrade heat transfer coefficients and raise condenser pressure. From a theoretical viewpoint, the NCG accumulates at the vapor/liquid interface, restricting movement of the vapor toward the interface and lowering the partial pressure of the vapor at the interface. These effects account for the decreased heat-transfer coefficient and higher condenser pressure.
b. Discuss the function of the following components of a typical HVAC system:BlowerFanDamperChillerFilterHeat exchangerScrubberHoodPressure sensorDifferential pressure indicatorCompressorCondenserThermal expansion valve

59
Evaporator coils Receiver
Blower
According to the American Society of Heating, Refrigeration and Air-Conditioning Engineers (ASHRAE) Handbook and Product Directory, HVAC Systems and Equipment, 1992. (reprinted from DOE Mechanical Systems Topical Area Study Guide, June 1996), blowers (or fans) are used to provide the motive force to move the air through a ventilation system. Fans are used to supply, circulate, distribute, and exhaust air. Blowers are designed to move large volumes of air at relatively low pressures. The blade of the fan uses the same principle of operation as a centrifugal pump. The blade acts as a propeller or impeller to move the gas. There are two main types of fans—centrifugal and axial.
The following definitions are taken from EPA, Indoor Air Quality in Large Buildings, appendix B, HVAC Systems and Indoor Air Quality.
Fan
After passing through the coil section of the system where heat is either added or extracted, air moves through the supply fan chamber and the distribution system. Air distribution systems commonly use ducts that are constructed to be relatively airtight. Elements of the building construction can also serve as part of the air distribution system (e.g., pressurized supply plenums or return air plenums located in the cavity space above the ceiling tiles and below the deck of the floor above). Proper coordination of fan selection and duct layout during the building design and construction phase and ongoing maintenance of mechanical components, filters, and controls are all necessary for effective air delivery.
Fan performance is expressed as the ability to move a given quantity of air (cubic feet per minute or cfm) at a given resistance or static pressure (measured in inches of water column). Airflow in ductwork is determined by the size of the duct opening, the resistance of the duct configuration, and the velocity of the air through the duct. The static pressure in a system is calculated using factors for duct length, speed of air movement, and changes in the direction of air movement.
It is common to find some differences between the original design and the final installation, as ductwork must share limited space with structural members and other “hidden” elements of the building system (e.g., electrical conduit, plumbing pipes). Air distribution problems can occur, particularly at the end of duct runs, if departures from the original design increase the friction in the system to a point that approaches the limit of fan performance. Inappropriate use of long runs of flexible ducts with sharp bends also causes excessive friction. Poor system balancing (adjustment) is another common cause of air distribution problems.
Damper
Dampers are used as controls to restrict airflow. Damper positions may be relatively fixed (e.g., set manually during system testing and balancing) or may change in response to signals from the control system. Fire and smoke dampers can be triggered to respond to indicators

60
such as high temperatures or signals from smoke detectors. If a damper is designed to modulate, it should be checked during inspections to see that it is at the proper setting. ASHRAE and the Associated Air Balance Council both provide guidance on proper intervals for testing and balancing.
Chiller
Water chillers are frequently found in large building air conditioning systems because of the superior performance they offer. A water chiller must be maintained in proper working condition to perform its function of removing the heat from the building. Chilled water supply temperatures should operate in the range of 45 °F or colder in order to provide proper moisture removal during humid weather. Piping should be insulated to prevent condensation.
Other than thermal comfort, indoor air quality concerns associated with water chillers involve potential release of the working fluids from the chiller system. The rupture disk (safety release) of the system should be piped to the outdoors, and refrigerant leaks should be located and repaired. Waste oils and spent refrigerant should be disposed of properly.
Filter
Filters are primarily used to remove particles from the air. The filter type and design determine a filter’s efficiency at removing particles of a given size and the amount of energy needed to pull or push air through the filter. Filters are rated by different standards and test methods such as dust spot and arrestance, which measure different aspects of performance.
Heat Exchanger
According to DOE-HDBK-1012/2-92, the transfer of thermal energy between fluids is one of the most important and frequently used processes in engineering. The transfer of heat is usually accomplished by means of a device known as a heat exchanger. Common applications of heat exchangers in the nuclear field include boilers, fan coolers, cooling water heat exchangers, and condensers.
The basic design of a heat exchanger normally has two fluids of different temperatures separated by some conducting medium. The most common design has one fluid flowing through metal tubes and the other fluid flowing around the tubes. On either side of the tube, heat is transferred by convection. Heat is transferred through the tube wall by conduction.
Heat exchangers may be divided into several categories or classifications. In the most commonly used type of heat exchanger, two fluids of different temperature flow in spaces separated by a tube wall. They transfer heat by convection and by conduction through the wall. This type is referred to as an ordinary heat exchanger, as compared to the other two types, classified as regenerators and cooling towers.
Scrubber
According to DOE-HDBK-1169-2003, a scrubber is a device in which the gas stream is brought into contact with a liquid so that undesirable components in the gas stream are removed by reacting with or dissolving in the liquid.

61
Hood
According to Laboratory Network.com, typical fume hoods circulate air through their sashes at 100 ft/min. The energy to filter, move, cool or heat, and, in some cases, scrub (clean) this air is one of the largest loads in most lab facilities. In the conventional fume hood design, air is sucked in through the sash and vented out the top.
Pressure Sensor
According to ASHRAE Handbook and Product Directory, HVAC Systems and Equipment, 1992 (reprinted from DOE Mechanical Systems Topical Area Study Guide, June 1996), pressure sensors are used to detect system, room, or differential pressure and provide input into various components of a ventilation system. Pressure sensors may be used to determine loading of a filter or absolute pressure of a room. Pressure sensors can be divided into three categories:
1.Standards, such as a liquid column manometer2.Mechanical, such as a bourdon tube3.Electro-mechanical transducer, which combines a mechanical sensor such as a
bourdon tube, capsule, or diaphragm with electronic means to detect the distortion of the sensor to provide a readout
Differential Pressure IndicatorThe following is taken from DOE-HDBK-1013/1-92.
The differential pressure (DP) indicator or detector method of liquid-level measurement uses a DP detector connected to the bottom of the tank being monitored. The higher pressure, caused by the fluid in the tank, is compared to a lower reference pressure (usually atmospheric). This comparison takes place in the DP detector.
The tank is open to the atmosphere; therefore, it is necessary to use only the high pressure connection on the DP transmitter. The low pressure side is vented to the atmosphere; therefore, the pressure differential is the hydrostatic head, or weight, of the liquid in the tank. The maximum level that can be measured by the DP transmitter is determined by the maximum height of liquid above the transmitter. The minimum level that can be measured is determined by the point where the transmitter is connected to the tank.
Not all tanks or vessels are open to the atmosphere. Many are totally enclosed to prevent vapors or steam from escaping or to allow pressurizing the contents of the tank. When measuring the level in a tank that is pressurized, or the level that can become pressurized by vapor pressure from the liquid, both the high-pressure and low-pressure sides of the DP transmitter must be connected.
Compressor
According to Echols Heating and Air Conditioning, Inc., Glossary of Terms, a compressor is a mechanical device that pressurizes a gas in order to turn it into a liquid, thereby allowing heat to be removed or added. A compressor is the main component of conventional heat pumps and air conditioners.

62
The following is taken from DOE-HDBK-1018/2-93.
The centrifugal compressor, originally built to handle only large volumes of low pressure gas and air (maximum of 40 pounds per square inch gage [psig]), has been developed to enable it to move large volumes of gas with discharge pressures up to 3,500 psig. However, centrifugal compressors are now most frequently used for medium volume and medium pressure airdelivery. One advantage of a centrifugal pump is the smooth discharge of the compressed air.
The centrifugal force used by the centrifugal compressor is the same force used by the centrifugal pump. The air particles enter the eye of the impeller, designated D in figure 18. As the impeller rotates, air is thrown against the casing of the compressor. The air becomes compressed as more and more air is thrown out to the casing by the impeller blades. The air is pushed along the path designated A, B, and C in figure 18. The pressure of the air is increased as it is pushed along this path. Note in figure 18 that the impeller blades curve forward, which is opposite to the backward curve used in typical centrifugal liquid pumps.
Source: DOE-HDBK-1018/2-93
Figure 18. Simplified centrifugal pump
Centrifugal compressors can use a variety of blade orientation, including both forward and backward curves as well as other designs. There may be several stages to a centrifugal air compressor, as in the centrifugal pump, and the result would be the same: a higher pressure would be produced. The air compressor is used to create compressed or high pressure air for a variety of uses. Some of its uses are pneumatic control devices, pneumatic sensors, pneumatic valve operators, pneumatic motors, and starting air for diesel engines.
Condenser
According to DOE-HDBK-1018/1-93, the purpose of a condenser is to remove the latent heat of vaporization, condensing a vapor into a liquid.
Thermal Expansion Valve
According to Refrigeration Engineering, How to Troubleshoot Thermostatic Expansion Valves, thermal expansion valves serve to control refrigerant delivery to a system. Metering devices have a direct effect on making cooling possible, through two very important processes: (1) lowering liquid line refrigerant pressure and (2) controlling the flow of refrigerant into the evaporator. Thermal expansion valves are designed to accomplish these

63
two tasks better than fixed-orifice metering devices because of their enhanced precision. They also offer tight control over superheat and are highly reliable.
Evaporator Coils
According to DOE-HDBK-1018/1-93, all air conditioning systems contain at least two heat exchangers, usually called the evaporator and the condenser. In either case, evaporator or condenser, the refrigerant flows into the heat exchanger and transfers heat, either gaining or releasing it to the cooling medium. Commonly, the cooling medium is air or water. In the case of the condenser, the hot, high pressure refrigerant gas must be condensed to a sub-cooled liquid.
The condenser accomplishes this by cooling the gas, transferring its heat to either air or water. The cooled gas then condenses into a liquid. In the evaporator, the sub-cooled refrigerant flows into the heat exchanger, but the heat flow is reversed, with the relatively cool refrigerant absorbing heat from the hotter air flowing on the outside of the tubes. This cools the air and boils the refrigerant.
Receiver
According to the U.S. Army Corps of Engineers, Commissioning of Mechanical Systems for Command, Control, Communications, Computer, Intelligence, Surveillance, and Reconnaissance Facilities, not all compressed air systems incorporate a receiver. The needs of process equipment and the type and size of the compressors determine the need for a receiver. The receiver provides a cushion for compressed air pulses when a reciprocating compressor is used, a storage volume of air to handle peaks of high usage, and a storage volume of air to allow operation of systems during periods of power loss. Receivers usually provide 1 gallon of capacity for each cubic foot of flow. A liquid trap discharges accumulated condensate and oil to an oil/water separator.
c. Discuss refrigerant leak detection.
The following is taken from Bacharach’s Training Room, Methods of Refrigerant Leak Detection.
Bubble Test (Soap Solution)
A soap solution can be used when you know the approximate area where a refrigerant leak may exist because of sealed service repair recently done or because an electronic leak detector has indicated a leak exists in a particular area of the sealed system. For example, if you repaired a leak, or replaced a component, or know that a system has a leak somewhere and/or you observe an area of the system that is oil coated, you would probably use a soap solution in that area to test for and pinpoint a leak. It is the simplest and least expensive (material wise) method known today. It may, however, be more expensive to use, because of labor costs if the technician does not have any idea where the leak could be. Soap solutions are available in many different types. Some have a brush applicator and others have a dabber (an absorbent ball attached to a stiff wire inside of the cap). Some brands may even have a spray applicator to quickly cover large areas of tubing in a short amount of time. This is an advantage but is also messy and time-consuming to clean up. Some soap solutions even have

64
an antifreeze base to prevent them from freezing in the winter time. Others may have a lower density to make them even more sensitive to very tiny leaks.
Water Immersion Method
The water immersion method of leak detection can only be used if the system is smallenough to be submerged in a tank of water, or if the suspected leak exists in a component that can be cut from the system, sealed, and pressurized with a high-pressure, dry nitrogen charge. That system or component of the system is then submerged in a water tank. Then the technician watches for bubbles escaping from the leak.
Halide Torch
A halide torch is an inexpensive leak detector that is fast and reliable, but can only be used to detect chlorinated refrigerants. It can be used to detect leaks as small as one-half ounce per year. A halide torch works on the principle that air is drawn over a copper element heated by a hydrocarbon fuel. If halogenated refrigerant vapors are present, the flame changes from a blue color to a bluish-green color. A halide torch is not as sensitive as electronic leak detectors and is somewhat awkward and could be dangerous because of the open flame.
Dye Interception Method
The dye interception method is a method in which a dye is inserted into the system so that when the leak allows the escape of the dye, it will expose where the leak exists. This dye becomes visible after a period of time, alerting the technician where the leak is. Ultraviolet leak detection dyes are also available. These dye kits sometimes require more expensive equipment to detect the leak. This may include an ultraviolet lamp, ultraviolet dye, and some method of getting the dye into the system without letting any moisture or air into the system. These dye methods may be more time consuming because of the time it takes to leak the dye and for it to become visible to the human eye.
Standing Hold Test
The standing hold test consists of pressurizing the system with a high-pressure, dry nitrogen gas. A pressure, usually between 100 and 200 psig, is applied for a period of time, and the system is monitored to determine whether or not the pressure drops during this time. The higher the pressure, the faster you can determine if a leak is present. Fortunately, dry nitrogen experiences very little pressure changes when it is exposed to small temperature changes.
Isolation of the Sealed System
Isolation of the sealed system is a time-consuming method of the standing hold test, but is sometimes your only choice. This method is usually used when there is no physical access to components suspected of leaking, or when you want to identify which part of the system contains the leak. Some examples might be a concealed refrigerant line, an in-wall condenser, an in-wall evaporator, or any component to which you do not have access. This process would include isolation of the suspected component from the rest of the system. This is done by breaking that part of the system apart from the rest of system, sealing it, and pressurizing only that component with dry nitrogen. Then the standing hold test would be used. If the system’s pressure drops fast, there is a large leak present in that component or

65
section of the system. If the system’s pressure drops slowly, there is a small leak present. If the pressure remains the same, that component does not leak. This method can limit your leak detection labor time only if the system can be out of order for a period of time. Once the leaking component is identified, you can determine if repairs can be made or not. If not, that particular component can be replaced if at all possible. A process tube adapter kit could save some time. It can be quickly connected to the part of the system that has been cut out. This eliminates having to make a mechanical or brazed connection.
Electronic Leak Detectors
Using an electronic leak detector is generally the fastest way to find an unknown leak. An electronic leak detector can be used to quickly find a leak or to find the area in which the leak exists in a sealed system when you don’t know where to start. An electronic leak detector gets you close to the leak. After you find the area in which the leak is detected, you can usually decrease the sensitivity of some types of detectors to pinpoint the area of the leak. The leak area is then coated with soap solution to verify the exact point of the leak.Electronic leak detectors must be designed to detect a certain type or multiple types of refrigerant.
d. Discuss the general hazards involved in handling refrigerants.
The following is taken from “Refrigerant Safety,” originally printed in the ASHRAE Journal (July 1994, pp. 17–26), found on the EPA Refrigerant Safety Web site.
Refrigerant History
The first practical refrigerating machine was built by Jacob Perkins in 1834; it used ether in a vapor-compression cycle. The first absorption machine was developed by Edmond Carr, in 1850, using water and sulfuric acid. His brother, Ferdinand Carr, demonstrated an ammonia/water refrigeration machine in 1859. A mixture called chemogene, consisting of petrol ether and naphtha, was patented as a refrigerant for vapor-compression systems in 1866. Carbon dioxide was introduced as a refrigerant in the same year. Ammonia was first used in vapor-compression systems in 1873, sulfur dioxide and methyl ether in 1875, and methyl chloride in 1878. Dichloroethene (dilene) was used in Willis Carrier’s first centrifugal compressors, and was replaced with methylene chloride in 1926.
Nearly all of the early refrigerants were flammable, toxic, or both, and some also were highly reactive. Accidents were common. The task of finding a nonflammable refrigerant with good stability was given to Thomas Midgley in 1926. He already had established himself by finding tetraethyl lead, to improve the octane rating of gasoline.
With his associates Henne and McNary, Midgley observed that the refrigerants then in use comprised relatively few chemical elements, clustered in an intersecting row and column of the periodic table of elements. The element at the intersection was fluorine, known to be toxic by itself. Midgley and his collaborators felt, however, that compounds containing it should be both nontoxic and nonflammable.

66
Their attention was drawn to organic fluorides by an error in the literature. It showed the boiling point for tetrafluoromethane (carbon tetrafluoride) to be high compared to those for other fluorinated compounds. The correct boiling temperature later was found to be much lower. Nevertheless, the incorrect value was in the range sought and led to evaluation of organic fluorides as candidates. The shorthand convention, later introduced to simplify identification of the organic fluorides for a systematic search, is used today as the numbering system for refrigerants. The number designations unambiguously indicate both the chemical compositions and structures.
Within 3 days of starting, Midgley and his collaborators had identified and synthesized dichlorodifluoromethane, now known as R-12.
The first toxicity test was performed by exposing a guinea pig to the new compound. Surprisingly, the animal was completely unaffected, but the guinea pig died when the test was repeated with another sample. Subsequent examination of the antimony trifluoride, used to prepare the dichlorodifluoromethane from carbon tetrachloride, showed that four of the five bottles available at the time contained water. This contaminant forms phosgene during the reaction of antimony trifluoride with carbon tetrachloride. Had the initial test used one of the other samples, the discovery of organic fluoride refrigerants might well have been delayed for years.
The development of fluorocarbon refrigerants was announced in April 1930. To demonstrate the safety of the new compounds, at a meeting of the American Chemical Society,Dr. Midgley inhaled R-12 and blew out a candle with it. While this demonstration was dramatic, it would be a clear violation of safe handling practices today.
CFC Refrigerants
Commercial chlorofluorocarbon (CFC) production began with R-12 in early 1931, R-11 in 1932, R-114 in 1933, and R-113 in 1934; the first hydrochlorofluorocarbon (HCFC) refrigerant, R-22, was produced in 1936. By 1963, these five products accounted for 98% of the total production of the organic fluorine industry. Annual sales had reached 372 million pounds, half of it R-12. These chlorofluorochemicals were viewed as nearly nontoxic, nonflammable, and highly stable in addition to offering good thermodynamic properties and materials compatibility at low cost. Close to half a century passed between the introduction of CFCs and recognition of their harm to the environment when released. Specific concerns relate to their depletion of stratospheric ozone and to possible global warming by actions as greenhouse gases. Ironically, the high stability of CFCs enables them to deliver ozone-depleting chlorine to the stratosphere. The same stability prolongs their atmospheric lifetimes, and thus their persistence as greenhouse gases.
Ideal Refrigerants
In addition to having the desired thermodynamic properties, an ideal refrigerant would be nontoxic, nonflammable, completely stable inside a system, environmentally benign even with respect to decomposition products, and abundantly available or easy to manufacture. It also would be self-lubricating (or at least compatible with lubricants), compatible with other materials used to fabricate and service refrigeration systems, easy to handle and detect, and

67
low in cost. It would not require extreme pressures, either high or low. There are additional criteria, but no current refrigerants are ideal even based on the partial list. Furthermore, no ideal refrigerants are likely to be discovered in the future.
Toxicity
A fundamental tenet of toxicology, attributed to Paracelsus in the 16th century, is “the dose makes the poison.” All substances are poisons in sufficient amounts. Toxic effects have been observed for such common substances as water, table salt, oxygen, and carbon dioxide in extreme quantities. The difference between those regarded as safe and those viewed as toxic is the quantity or concentration needed to cause harm and, in some cases, the duration or repetition of exposures. Substances that pose high risks with small quantities, even with short exposures, are regarded as highly toxic. Those for which practical exposures cause no harm are viewed as safer.
There are multiple reasons that toxicity concerns have surfaced with the introduction of new refrigerants. First, they are less familiar. Second, public consciousness of health hazards is growing. Manufacturer concerns with liability also have increased. Third, few refrigerant users fully understand the measures and terminology used to report the extensive toxicity data being gathered. And fourth, the new chemicals are somewhat less stable when released and exposed to air, water vapor, other atmospheric chemicals, and sunlight. This increased reactivity is desired to reduce atmospheric longevity, and thereby to reduce the fraction of emissions that reaches the stratospheric ozone layer or that persists in the atmosphere as a greenhouse gas. While toxicity often increases with higher reactivity, atmospheric reactivity is not necessarily pertinent. The most toxic compounds are those with sufficient stability to enter the body and then decompose or destructively metabolize in a critical organ. As examples, most CFCs are very stable in the atmosphere, generally less stable than either HCFCs or hydrofluorocarbons (HFCs) in refrigeration systems, and generally have comparable or greater acute toxicity than HCFCs or HFCs.
Concerns with refrigerant safety have been heightened by negative marketing by competing equipment vendors. Frequent overstatement, to influence customer perceptions, coupled with contradictions have fueled discomfort in refrigerant choices for all of the alternative refrigerants.
Acute vs. Chronic Risks
Acute toxicity refers to the impacts of single exposures, often at high concentrations. It suggests the possible risk levels for the consequences of accidental releases, such as from a spill or rupture. It also is a gauge for service operations in which high exposures may be experienced for brief periods, such as upon opening a compressor or removing a gasket that may have refrigerant trapped under it.
Chronic toxicity refers to the effects of repeated or sustained exposures over a long period, such as that experienced in a lifetime of working in machinery rooms. Few technicians actually spend their full day in machinery rooms, and concentrations may fluctuate. Most chronic exposure indices, therefore, are expressed as time-weighted average (TWA) values.

68
The nature of chronic effects is such that most can be anticipated and/or monitored, and occupational safety measures can be taken to minimize their impacts. As an example, refrigerant concentrations can be lowered by designing equipment with reduced leakage and promptly repairing leaks that do occur. Refrigerant sensors can be used to sense and warn technicians of concentration increases. From a safety perspective, the goal is to reduce both acute and chronic risks.
PAFT Tests
The Programme for Alternative Fluorocarbon Toxicity Testing (PAFT) is a cooperative effort sponsored by the major producers of CFCs from nine countries. PAFT was designed to accelerate the development of toxicology data for fluorocarbon substitutes, as refrigerants and for other purposes. Examples of the other uses include as blowing agents, aerosol propellants, and solvents. The PAFT research entails more than 100 individual toxicology tests by more than a dozen laboratories in Europe, Japan, and the United States. The first tests were launched in 1987, to address R-123 and R-134a (PAFT I). Subsequent programs were initiated for R-141b (PAFT II), R-124 and R-125 (PAFT III), R-225ca and R-225cb (PAFT IV), and R-32 (PAFT V). The cost of testing for each compound is $1–$5 million and the duration is 2–6 years, depending on the specific tests deemed necessary or indicated by initial findings.
These PAFT studies investigate acute toxicity (short-term exposures to high concentrations, such as from accidental releases), subchronic toxicity (repeated exposure to determine any overall toxicological effect), and chronic toxicity and carcinogenicity (lifetime testing to assess late-in-life toxicity or potential to cause cancer). The experiments also gauge genotoxicity (effects on genetic material, an early screen for possible cancer-inducing activity), reproductive and developmental toxicity (teratology, assessment of the effects on the reproductive system and of the potential for causing birth defects), and ecotoxicity (assessment of potential to affect living organisms in the environment).
A new program, initiated in 1994, is addressing the mechanistic causes of tumors and other effects observed in other programs. PAFT M was spurred by findings of benign tumors in earlier tests of R-123, R-134a, and R-141b. Although the tumors occurred late in life and were neither cancerous nor life threatening, a better understanding of causal effects is being sought.
R-123 Toxicology
Tests of R-123 indicate that it has very low acute inhalation toxicity, as measured by the concentration that causes 50% mortality in experimental animals, a 4-hour median lethal concentration (LC50) of 32,000 parts per million (ppm) in rats. A cardiac sensitization response was observed at approximately 20,000 ppm. This response was measured in experimental screening with dogs, with simultaneous injection of epinephrine to simulate human stress reactions. Anesthetic-like effects (e.g., weakness, disorientation, or incoordination) were observed at concentrations greater than 5,000 ppm, or 0.5%. R-123 has very low dermal toxicity (by skin application) and is only a mild eye irritant. Long-term inhalation caused an increase in the incidence of benign tumors in the liver, pancreas, and testes of rats. None of the tumors attributable to the exposures were malignant or life-

69
threatening; all occurred near the end of the study, late in the lives of the test specimens. The exposed animals actually exhibited higher survival rates at the end of testing than those in the control group. The rats exposed to higher concentrations also experienced slight reductions in body weight and decreases in cholesterol and triglyceride levels. Studies are continuing to investigate the biological relevance of the tumors to humans. The tests completed to date indicate that R-123 is neither a developmental toxicant nor a genotoxin.
Based on the findings of extensive testing, R-123 has been deemed to have low toxicity. Refrigerant manufacturers recommend that long-term, occupational exposures not exceed limits of 10 and 30 ppm, on 8-hour TWA bases. One manufacturer suggests a limit of 100 ppm, also TWA, but is expected to revise this recommendation to somewhere in the 10–30 ppm range. The differences in recommended limits stem from conservative interpretation of the data. Occupational exposures can be held well below even the most stringent of these recommendations.
The exposure limits are based on chronic toxicity concerns and are below those at which toxic effects were observed in the laboratory tests. Higher concentrations are allowable for short periods, but exposures still should be kept to the minimum practicable, as for all chemicals.
e. Compare and contrast the design, operation, and application of axial-flow and radial-flow fans.
The following is taken from Improving Fan System Performance: A Sourcebook for Industry, a publication prepared for the DOE.
There are two primary types of fans: centrifugal (radial) and axial. These types are characterized by the path of airflow through the fan.
Axial Flow Fan
Axial fans, as the name implies, move an airstream along the axis of the fan. The air pressurized by the aerodynamic lift generated by the fan blades, much like a propeller and an airplane wing. Although they can sometimes be used interchangeably with centrifugal fans, axial fans are commonly used in “clean air,” low-pressure, high-volume applications. Axial fans have less rotating mass and are more compact than centrifugal fans of comparable capacity. Additionally, axial fans tend to have higher rotational speeds and are somewhat noisier than in-line centrifugal fans of the same capacity; however, this noise tends to be dominated by high frequencies, which tend to be easier to attenuate.
Radial Flow Fan
A radial flow fan, also known as a centrifugal fan, uses a rotating impeller to increase velocity of an airstream. As the air moves from the impeller hub to the blade tips, it gains kinetic energy. This kinetic energy is often converted to a static pressure increase as the air slows before entering the discharge. Radial (centrifugal) fans are capable of generating relatively high pressures. They are frequently used in “dirty” airstreams (high moisture and particulate content), in material handling applications, and in systems at higher temperatures.

70
f. Discuss the relationships among the following in ventilation systems:Supply ventilationFlowExhaust ventilation
The following is taken from EPA, Balanced Ventilation Systems.
The air within buildings can become stale from moisture, odors, and pollutants that penetrate the building or are generated internally by human activity and out gassing from building materials and furnishings. A constant supply of fresh outdoor air can provide a greater assurance of good indoor air quality and improved comfort.
In most buildings, ventilation is provided accidentally when air leaks through the building envelope. Accidental ventilation is unreliable because it is dependent on a pressure difference between indoor and outdoor spaces caused by temperature and wind variations. Too much fresh air often enters a building during cold weather, causing uncomfortable drafts and high heating bills. Not enough fresh air may enter during mild weather, which can lead to poor indoor air quality.
Air leakage through the building envelope accounts for between 25% and 40% of the energy used for heating and cooling in a typical residence. Many new buildings are being sealed to reduce this energy use. Where tighter construction reduces air leakage and accidental ventilation, active ventilation systems may be needed to provide fresh air.
Figure 19 shows how a balanced ventilation system works in a small building. Fresh air enters the building through a single intake and is then distributed through ducts to the areas. Stale air is removed from the building through a separate exhaust duct. These systems can operate continuously or only when the buildings are occupied. The supply and exhaust fans are equal in capacity to maintain indoor pressure balance.
In severe climates, balanced ventilation systems can be equipped with a heat exchanger that recovers most of the heating and cooling energy from the exhaust air. There are two types of heat exchangers: sensible and total. Sensible heat exchangers recover dry heat. They are well suited for cold climates and are becoming common in many parts of Canada and the northern United States. Total heat exchangers transfer heat and moisture for additional humidity control. They work well in both cold and moderately humid climates, and can help prevent moisture-related problems. Balanced ventilation systems can be used safely with all types of heating and cooling equipment, but are more expensive than other ventilation systems (exhaust and supply ventilation).

71
Source: EPA, Balanced Ventilation Systems
Figure 19. Balanced heat recovery ventilation schematic
g. Describe the purpose of the ventilation system in the following applications:HoodsGloveboxesHot cellsConfinement systems
Hoods
The following is taken from DOE-HDBK-1169-2003.
The wide, often unpredictable variety of chemical operations conducted in laboratory fume hoods makes selection and installation of high efficiency particulate air (HEPA) filters difficult and uncertain. Corrosive fumes may damage the filter and its mounting, and moisture and heat from hood operations may accelerate that damage. Operations that produce steam or moisture should be restricted to minimize condensation in the filter or the carryover of water and/or chemical droplets to the filter. The system should be designed so that any droplets will be vaporized prior to reaching the HEPA filter.
Some facilities install fume hood filters in the attic, usually directly above the hood served. Where this design is employed, the attic space should be designed as a confinement zone for easy cleanup in the event of a spill, and should not be used for extraneous purposes such as storage and experimental work when radioactive materials are handled in the hood.

72
Hood installations in which perchloric acid and certain other chemicals are handled should be provided with washdown facilities to permit periodic decontamination of the hood and ductwork (perchloric acid hoods should not be used for handling other materials because of the explosion hazard). Off gas scrubbers are often provided in hoods. Both washdown facilities and scrubbers generate substantial quantities of water droplets. Provision of demisters that meet the requirements should be considered to protect the filters and their mountings. Moisture collected in the demister should be conducted to a hood drain rather than permitted to fall into the workspace of the hood. Demisters should have adequate handling space and be easily accessible for cleaning, inspection, and replacement. Where incandescent particles or flaming trash can be released to the hood exhaust stream, a spark arrester may be needed to protect the HEPA filter. This arrester can be either a commercial flame arrester, a metal-mesh graded-density demister, or at minimum, a piece of 40-mesh metal cloth. In any event, it is recommended that the arrester be located at least 1 foot ahead of the HEPA filter and must be easily accessible for cleaning, inspection, and replacement.
Heat sources such as heating mantles, furnaces, and Bunsen burners are common equipment in laboratory fume hoods and should be planned for in the initial hood and exhaust system design. Designers should control heat-producing operations by limiting the size of heat sources, insulating furnaces, etc., or using air cooling methods.
Gloveboxes
The following is taken from DOE-STD-1128-98.
Gloveboxes should be designed to operate at a negative pressure (0.75 ± 0.25 inch [in.] water gage[wg]) with respect to the room in which they are operated. Differential pressure gauges should be installed on each glovebox or integrally connected series of gloveboxes. During abnormal conditions, control devices to prevent excessive pressure or vacuum should be either positive-acting or automatic or both. The ventilation system should be designed to provide and maintain the design negative pressure during normal operations and the design flow through a breach. There should be exhaust capacity on demand that will promptly cause an inflow of air greater than 125 linear feet per minute through a breach of at least a single glovebox penetration of the largest size possible. Filters, scrubbers, demisters, and other air-cleaning devices should be provided to reduce the quantities of toxic or noxious gases and airborne particulates that enter the ventilation system prior to its entry into the exhaust system.
Each glovebox or integrally connected series of gloveboxes should be equipped with an audible alarm that alerts personnel when a system pressure or vacuum loss is occurring. The alarm should be set at -0.5 in.wg relative to the room in which the glovebox is located. The number of penetrations for glovebox services should be minimized. The fittings should provide a positive seal to prevent the migration of radioactive material. For the same reason, penetrations for rotating shafts should not be permitted except where rotating shafts have seals. Seals for rotating shafts are very reliable and are preferred to motors inside the glovebox. Vacuum systems connected to a glovebox should be designed to prevent an evacuation and possible implosion of the glovebox.

73
Any gas-supply system connected directly to a glovebox should be designed to prevent pressurization, flow in excess of the exhaust capacity, and backflow.
Flammable or combustible gases should not be used in gloveboxes but if required, should be supplied from the smallest practical size of cylinders. Flammable gas piped to a plutonium processing building should not enter the building at a pressure exceeding 6-in. water. Vacuum pump exhaust should be filtered and exhausted to the glovebox or other acceptable exhaust system.
If process water is provided to a glovebox and the water must be valved on when the box is unattended, a system should be installed to automatically close a block valve in the water-supply line if a buildup of water is detected on the box floor or in the box sump.
Process piping to and from gloveboxes should be equipped with backflow prevention devices and should be of welded stainless steel construction. Vacuum breaker-type devices are generally more reliable than other types.
Glovebox components, including windows, gloves, and sealants, should be of materials that resist deterioration by chemicals and radiation.
Glove ports should be designed to allow for the replacement of gloves while maintaining control of radioactive material. The ports should be located to facilitate both operating and maintenance work. The need for two-handed operation, depth of reach, mechanical strength, and positioning with respect to other ports should be considered in the design. Covers or plugs should be provided for each port. The covers or plugs should provide shielding equivalent to the glovebox walls. Automatic glove-changing systems should be considered.
Hot Cells
According to the NDT (nondestructive testing) Resource Center, a hot cell is a heavily shielded and environmentally controlled enclosure in which radioactive materials can be handled remotely with manipulators and viewed through shielding windows to limit danger to operating personnel. Ventilation requirements are similar to those required for a secondary confinement zone, which is described in the following paragraphs, under “Confinement Systems.”
Confinement Systems
The confinement system is a series of physical barriers that, together with a ventilation system, minimizes the potential for release of radioactive material into work areas and the environment under normal and abnormal conditions. The primary design objective for the confinement system should be to minimize exposure of the public and plant personnel to airborne contamination. Plutonium should be separated from the ambient environment by at least two barriers and from an operator by at least one barrier.
Primary confinement refers to the barrier that is or can be directly exposed to plutonium, e.g., sealed process equipment (pipes, tanks, hoppers), gloveboxes, confinement boxes, open-faced hoods, conveyors, caissons, and cells and their ventilation systems. The primary confinement barrier prevents the dispersion of plutonium through either sealed construction

74
or atmospheric pressure differential or a combination of both. For example, process equipment that is not sealed but contains plutonium material in process should be enclosed in gloveboxes or other confinement barriers. Fuel-rod cladding, bags, and other sealed containers can be considered primary confinement. The chemical reactivity and the heat generation effect of the plutonium compound should be considered when selecting primary confinement material.
The primary confinement barrier protects operators from contamination under normal operating conditions. This type of barrier is likely to be breached under accident conditions (e.g., glove rupture, damaged seals, improper bag-out operations, or leaks of flanged joints).
The primary confinement (with the exceptions of fuel rods, sealed sources, or sealed cans) should be maintained at a negative air pressure with respect to the secondary confinement in which it is located, and it should be exhausted through a ventilation system that uses HEPA filters. The barrier and its accessory equipment should be designed to prevent accidental flooding. All primary confinement piping joints should be tested for leak tightness. Penetrations in the primary confinement barrier, such as conduit, ports, ducts, pipes, and windows, should be protected against the release of radioactive material.
Where necessary, recycle ventilation systems may be used in process enclosures, hot cells, and canyons. Inert gas systems should be designed as recycle systems, unless it is impracticable to do so. Recycled inert gas systems should be maintained completely within the primary barrier system. Extreme caution should be exercised in the use of recycle systems for contaminated or potentially contaminated air. A recirculation system should not direct air to an area where the actual or potential contamination is less than the area from which the air originated. The decision to use a recirculation system in a contaminated area should be based on a documented safety evaluation that compares the risks versus the benefits. Filtration should be provided to limit the concentrations of radioactive material in recirculated air to as-low-as-reasonably-achievable (ALARA) levels. The design should allow for in-place testing of HEPA filters or filter banks.
Continuous sampling and monitoring of recirculated air for airborne radioactive material should be provided downstream of fans and filters. Monitoring should be provided for the differential pressure across the filter stages and for airborne radioactive material behind the first HEPA filter or filter stage. The means for automatic or manual diversion of airflow to a once-through system or stage should be provided. The monitoring system alarm should result in the automatic diversion of airflow to a once-through system or a parallel set of filters if an automatic system is used.
The secondary confinement barrier encloses the room or compartment in which the primary confinement barrier is located, and provides contamination protection for plant personnel who are outside of the secondary confinement area. HEPA filtration should be required for air supplied to and exhausted from a secondary confinement barrier. Secondary confinement rooms, compartments, or cells should be separated from each other by fire doors or stops. Both the barrier walls and the fire doors should be constructed of materials that are capable of withstanding a design basis accident. The secondary confinement should be designed for pressures that are consistent with the criteria for the ventilation system. The secondary

75
confinement area should be at a positive air pressure with respect to the primary confinement areas and at negative pressure with respect to the outside environment and adjacent building areas that are not primary or secondary barriers.
The building is the structure that encloses the primary and secondary confinement barriers, as well as the offices, change rooms, and other support areas that are not expected to become contaminated. It is the final barrier between the potential contamination and the outside environment. The building structure or any portion thereof may serve as the secondary confinement barrier if the requirements for both structure and confinement are met. The portion of the structure that houses activities involving radioactive material in a dispersible form should be able to withstand design basis accidents, site-related natural phenomena, and missiles without a breach of integrity that would result in releases of radioactive material from the structure in excess of DOE guidelines.
h. Identify and discuss the circumstances under which maintaining a negative ventilation system pressure is desirable.
The following is taken from DOE-HDBK-1169-2003.
The ducts of engineered safety feature (ESF) air cleaning systems that pass through clean areas should be designed at a higher negative pressure, and the length of any air cleaning unit positive pressure discharge ducts that must pass through a clean space should be kept as short as possible. When an ESF air cleaning system is a habitability system, ducts carrying outside air that are routed through clean space should be designed at a negative pressure. Housings handling recirculated habitability air should be at a positive pressure when located in a contaminated space. Negative pressure ducts located in a contaminated space should be avoided. When this is not possible, all-welded duct construction should be used. The length of positive pressure ducts outside the habitability zone should be kept as short as possible.
Generally, the direction of airflow should be from less contaminated spaces toward areas with a higher level of contamination. All ducts and housings containing a contamination level higher than surrounding areas should be maintained at a negative pressure. Ducts and housings with lower concentration levels than surrounding areas should be at a positive pressure. Allowable leakage depends on the difference between duct/housing concentrations and surrounding area concentrations. For example, a once-through contaminated exhaust filter housing serving a radioactive waste handling area in a nuclear power plant may have the exhaust fan located downstream of the filter housing when the housing is located in a space that is cleaner than the air entering the housing. The benefit of this system configuration is that the air cleaning system is under a negative pressure up to the fan. Therefore, leakage will be into the housing, and the potential impact of contaminated leakage on plant personnel during system operation will be minimized.
Such a system configuration does not mean that leakage can be ignored. Where it is crucial to personnel habitability, acceptable limits should be established and periodically verified by testing and surveillance. Rather, it means the potential for exposure has been reduced to ALARA levels by system design. When the space in which an air cleaning system housing is

76
located is more contaminated than the air entering the housing, it would be better to locate the fan on the inlet side of the housing to eliminate in-leakage of more contaminated air.
When the housings of habitability systems are located within a protected space, the fan should be located downstream of the filter unit to ensure that only cleaner air can leak into the housing. When the housing of a habitability system is located in an area outside a protected space, the fan should be located upstream of the filter unit to ensure that contaminated air cannot leak in downstream of the filter unit.
Location of fans and housings should be accomplished by assigning a positive designation to the atmosphere in the cleaner area or duct, and a negative designation to the more contaminated area or duct. When the pressure difference within an air cleaning housing or duct is positive (+), the fan should be on the contaminated air-entry side; when the pressure difference is negative (-), the fan should be on the “clean air” exit side.
Mandatory Performance Activities:
a. Given a diagram of a basic HVAC system, discuss the theory of operation of HVAC systems and identify the system’s components and their functions.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity.
11. Mechanical systems personnel shall demonstrate working level knowledge of general piping systems.
a. Define the following terms as they relate to piping systems:Pipe scheduleWater hammerHydrostatic test pressureLaminar flowTurbulent flow
Pipe Schedule
The steel pipe data charts in American Society of Mechanical Engineers (ASME)/American National Standards Institute (ANSI) B 36.10 2004, Welded and Seamless Wrought Steel Pipe, and ASME/ANSI B36.19 2004, Stainless Steel Pipe, can be used to find pipe sizes, diameters, wall thickness, working pressures, and more.
Regardless of schedule number, pipes of a particular size all have the same outside diameter (notwithstanding manufacturing tolerances). As the schedule number increases, the wall thickness increases, and the actual bore is reduced. For example:
A 4-inch (100-millimeter [mm]) Schedule 40 pipe has an outside diameter of 4.500 inches (114.30 mm), a wall thickness of 0.237 inches (6.02 mm), giving a bore of 4.026 inches (102.26 mm)

77
A 4-inch (100-mm) Schedule 80 pipe has an outside diameter of 4.500 inches (114.30 mm), a wall thickness of 0.337 inches (8.56 mm), giving a bore of 3.826 inches (97.18 mm)
Water Hammer
The following is taken from DOE-HDBK-1012/3-92.
Water hammer is a liquid shock wave resulting from the sudden starting or stopping of flow. It is affected by the initial system pressure, the density of the fluid, the speed of sound in the fluid, the elasticity of the fluid and pipe, the change in velocity of the fluid, the diameter and thickness of the pipe, and the valve operating time.
During the closing of a valve, kinetic energy of the moving fluid is converted into potential energy. Elasticity of the fluid and pipe wall produces a wave of positive pressure back toward the fluid’s source. When this wave reaches the source, the mass of fluid will be at rest, but under tremendous pressure. The compressed liquid and stretched pipe walls will now start to release the liquid in the pipe back to the source and return to the static pressure of the source. This release of energy will form another pressure wave back to the valve. When this shock wave reaches the valve, due to the momentum of the fluid, the pipe wall will begin to contract. This contraction is transmitted back to the source, which places the pressure in the piping below that of the static pressure of the source. These pressure waves will travel back and forth several times until the fluid friction dampens the alternating pressure waves to the static pressure of the source. Normally, the entire hammer process takes place in under one second.
The initial shock of suddenly stopped flow can induce transient pressure changes that exceed the static pressure. If the valve is closed slowly, the loss of kinetic energy is gradual. If it is closed quickly, the loss of kinetic energy is very rapid. A shock wave results because of this rapid loss of kinetic energy. The shock wave caused by water hammer can be of sufficient magnitude to cause physical damage to piping, equipment, and personnel. Water hammer in pipes has been known to pull pipe supports from their mounts, rupture piping, and cause pipe whip.
Hydrostatic Test Pressure
The following is taken from Los Alamos National Laboratory’s (LANL’s), Engineering Standards Manual, OST220-03-01-ESM.
The minimum hydrostatic test pressure for metallic piping shall be per the following equation.
PT = 1.5 × PD ×
wherePT = minimum test gage pressure PD = internal design gage pressure
S T
S D

78
ST = allowable stress value at test temperatureSD = allowable stress value at design temperature.
Note: The maximum allowable value ofS is 6.5.
T
S D
When a maximum test pressure is specified, the test pressure shall not exceed this amount.
When no maximum test pressure is specified, the test shall not be greater than 110% of the minimum.
When using water, static head due to differences in the elevation of the top of the piping system and the elevation of the test gage shall be accounted for in pressuring the piping system to be tested by the following equations:
SH (psi) = (HE - GE) × 0.433
PST = PT + SHwhereHE = high point elevation (ft)GE = gage point elevation (ft)SH = static head (psi)PST = minimum test gage pressure corrected for static head 0.433 = conversion factor (ft of water to psi).
Pressure gages should be connected directly to the piping. Calibrated pressure gages shall be used in all code testing. Pressure gage range should exceed the intended test pressure by approximately double but in no case should the range be less than one and one-half (11/2) times the test pressure.
The following definitions are taken from DOE-HDBK-1012/3-92.
Laminar Flow
Laminar flow is also referred to as streamline or viscous flow. These terms are descriptive of the flow because in laminar flow (1) layers of water flow over one another at different speeds with virtually no mixing between layers, (2) fluid particles move in definite and observable paths or streamlines, and (3) the flow is characteristic of viscous (thick) fluid or is one in which viscosity of the fluid plays a significant part.
Turbulent Flow
Turbulent flow is characterized by the irregular movement of particles of the fluid. There is no definite frequency as there is in wave motion. The particles travel in irregular paths with no observable pattern and no definite layers.

79
b.Discuss the potential hazards associated with water hammer and how personnel and equipment may be affected.
The following is taken from DOE-HDBK-1012/3-92.
The initial shock of suddenly stopped flow can induce transient pressure changes that exceed the static pressure. If the valve is closed slowly, the loss of kinetic energy is gradual. If it is closed quickly, the loss of kinetic energy is very rapid. A shock wave results because of this rapid loss of kinetic energy. The shock wave caused by water hammer can be of sufficient magnitude to cause physical damage to piping, equipment, and personnel. Water hammer in pipes has been known to pull pipe supports from their mounts, rupture piping, and cause pipe whip.
c.Identify and discuss the typical causes of water hammer in piping systems.
The following is taken from DOE-HDBK-1012/3-92.
Water hammer is a liquid shock wave resulting from the sudden starting or stopping of flow. It is affected by the initial system pressure, the density of the fluid, the speed of sound in the fluid, the elasticity of the fluid and pipe, the change in velocity of the fluid, the diameter and thickness of the pipe, and the valve operating time.
During the closing of a valve, kinetic energy of the moving fluid is converted into potential energy. Elasticity of the fluid and pipe wall produces a wave of positive pressure back toward the fluid’s source. When this wave reaches the source, the mass of fluid will be at rest, but under tremendous pressure. The compressed liquid and stretched pipe walls will now start to release the liquid in the pipe back to the source and return to the static pressure of the source. This release of energy will form another pressure wave back to the valve. When this shockwave reaches the valve, due to the momentum of the fluid, the pipe wall will begin to contract. This contraction is transmitted back to the source, which places the pressure in the piping below that of the static pressure of the source. These pressure waves will travel back and forth several times until the fluid friction dampens the alternating pressure waves to the static pressure of the source. Normally, the entire hammer process takes place in under one second.
d.Discuss the purpose of seismic restraints (whip restraints or snubbers) in piping systems.
The following is taken from HVAC Principles and Application Manual, Thomas E. Mull.
The main intent of seismic restraints is to prevent non-structural items in a building, such as HVAC equipment, from becoming lethal missiles in the event of an earthquake. Earthquakes can cause equipment to break loose and fall from a ceiling or slide across a floor when the ground shakes a building and it contents. In addition to the lethal missile problem, it is also important to keep building mechanical systems in operation during and after an earthquake. The attachment (or seismic restraint) of equipment must have sufficient strength to transmit

80
the forces during an earthquake, or it must provide sufficient isolation to allow for the induced motion of the equipment.
There are two general methods for restraining equipment such as HVAC and other mechanical equipment. The first method is to rigidly attach the equipment to the building structure to prevent any movement. In such an arrangement, the supporting members used to attach the equipment to the building structure must be strong enough to withstand the forces that would be expected in the event of an earthquake. Rigidly attaching equipment to the building structure has some disadvantages. The second method is the isolation approach, in which equipment is provided with sufficient space and the support has sufficient flexibility to reduce the possibility of excessive motion of the equipment. This method usually employs restraints to limit the travel of the equipment.
e. Describe the principle of operation for the various methods of measuring pipingsystem parameters (e.g., pressure, temperature, flow), including the following:Resistance temperature detector (RTD)Differential pressure detectorPitot tubeThermocoupleBourdon tube pressure gaugeDuplex pressure gaugeManometerMechanical flowmetersOrifice flowmeters
The following definitions are taken from DOE-HDBK-1013/1-92.
Resistance Temperature Detector (RTD)
The RTD incorporates pure metals or certain alloys that increase in resistance as temperature increases and, conversely, decrease in resistance as temperature decreases. RTDs act somewhat like an electrical transducer, converting changes in temperature to voltage signals by the measurement of resistance. The metals that are best suited for use as RTD sensors are pure, of uniform quality, stable within a given range of temperature, and able to give reproducible resistance-temperature readings. Only a few metals have the properties necessary for use in RTD elements.
Differential Pressure Detector
The differential pressure ( P) detector method of liquid level measurement uses a P detector connected to the bottom of the tank being monitored. The higher pressure, caused by the fluid in the tank, is compared to a lower reference pressure (usually atmospheric). This comparison takes place in the P detector. The tank is open to the atmosphere; therefore, it is necessary to use only the high pressure connection on the P transmitter. The low pressure side is vented to the atmosphere; therefore, the pressure differential is the hydrostatic head, or weight, of the liquid in the tank. The maximum level that can be measured by the P transmitter is determined by the maximum height of liquid above the transmitter. The minimum level that can be measured is determined by the point where the transmitter is connected to the tank.

81
Pitot Tube
The pitot tube is another primary flow element used to produce a differential pressure for flow detection. In its simplest form, it consists of a tube with an opening at the end. The small hole in the end is positioned such that it faces the flowing fluid. The velocity of the fluid at the opening of the tube decreases to zero. This provides the high pressure input to a differential pressure detector. A pressure tap provides the low pressure input. The pitot tube actually measures fluid velocity instead of fluid flow rate.
Thermocouple
Thermocouples will cause an electric current to flow in the attached circuit when subjected to changes in temperature. The amount of current that will be produced is dependent on the temperature difference between the measurement and reference junctions, the characteristics of the two metals used, and the characteristics of the attached circuit. Heating the measuring junction of the thermocouple produces a voltage that is greater than the voltage across the reference junction. The difference between the two voltages is proportional to the difference in temperature and can be measured on the voltmeter. For ease of operator use, some voltmeters are set up to read out directly in temperature through use of electronic circuitry.
Bourdon Tube Pressure Gauge
The bourdon tube pressure instrument is one of the oldest pressure-sensing instruments in use today. The bourdon tube consists of a thin-walled tube that is flattened diametrically on opposite sides to produce a cross-sectional area elliptical in shape, having two long flat sides and two short round sides. The tube is bent lengthwise into an arc of a circle of 270 to300 degrees. Pressure applied to the inside of the tube causes distention of the flat sections and tends to restore its original round cross-section. This change in cross-section causes the tube to straighten slightly. Since the tube is permanently fastened at one end, the tip of the tube traces a curve that is the result of the change in angular position with respect to the center. Within limits, the movement of the tip of the tube can then be used to position a pointer.
Duplex Pressure Gauge
According to GlobalSpec, duplex gauges have two separate pointers, one red and the other black, indicating the two different pressure readings on the dial. The 1/4 in. NPT connections are also marked “R” for red and “B” for black to indicate which pressure is hooked up to each line. Duplex gauges are suitable for service on all types of pressure media, and is utilized more commonly on pumps and filters.
The following definitions are taken from DOE-HDBK-1013/1-92.
Manometer
A manometer is used to measure differential pressure.
Mechanical Flowmeters
This section will discuss three types of flow meters: head flow meters, rotameters, and nutating disks.

82
Head flow meters operate on the principle of placing a restriction in the line to cause a differential pressure head. The differential pressure, which is caused by the head, is measured and converted to a flow measurement. Industrial applications of head flow meters incorporate a pneumatic or electrical transmitting system for remote readout of flow rate. Generally, the indicating instrument extracts the square root of the differential pressure and displays the flow rate on a linear indicator.
The rotameter consists of a metal float and a conical glass tube, constructed such that the diameter increases with height. When there is no fluid passing through the rotameter, the float rests at the bottom of the tube. As fluid enters the tube, the higher density of the float will cause the float to remain on the bottom. The space between the float and the tube allows for flow past the float. As flow increases in the tube, the pressure drop increases. When the pressure drop is sufficient, the float will rise to indicate the amount of flow. The higher the flow rate the greater the pressure drop. The higher the pressure drop the farther up the tube the float rises.
The nutating disk is normally used for water service, such as raw water supply and evaporator feed. The movable element is a circular disk which is attached to a central ball. A shaft is fastened to the ball and held in an inclined position by a cam or roller. The disk is mounted in a chamber which has spherical side walls and conical top and bottom surfaces. The fluid enters an opening in the spherical wall on one side of the partition and leaves through the other side. As the fluid flows through the chamber, the disk wobbles, or executes a nutating motion. Since the volume of fluid required to make the disc complete one revolution is known, the total flow through a nutating disc can be calculated by multiplying the number of disc rotations by the known volume of fluid. To measure this flow, the motion of the shaft generates a cone with the point, or apex, down. The top of the shaft operates a revolution counter, through a crank and set of gears, which is calibrated to indicate total system flow. A variety of accessories, such as automatic count resetting devices, can be added to the fundamental mechanism, which perform functions in addition to measuring the flow.
Orifice Flowmeters
The orifice plate is the simplest of the flow path restrictions used in flow detection, as well as the most economical. Orifice plates are flat plates 1/16 to 1/4 inch thick. They are normally mounted between a pair of flanges and are installed in a straight run of smooth pipe to avoid disturbance of flow patterns from fittings and valves.
Three kinds of orifice plates are used: concentric, eccentric, and segmental (as shown in figure 20).

83
Source: DOE-HDBK-1013/1-92
Figure 20. Orifice plate
The concentric orifice plate is the most common of the three types. As shown, the orifice is equidistant (concentric) to the inside diameter of the pipe. Flow through a sharp-edged orifice plate is characterized by a change in velocity. As the fluid passes through the orifice, the fluid converges, and the velocity of the fluid increases to a maximum value. At this point, the pressure is at a minimum value. As the fluid diverges to fill the entire pipe area, the velocity decreases back to the original value. The pressure increases to about 60% to 80% of the original input value. The pressure loss is irrecoverable; therefore, the output pressure will always be less than the input pressure. The pressures on both sides of the orifice are measured, resulting in a differential pressure that is proportional to the flow rate.
Segmental and eccentric orifice plates are functionally identical to the concentric orifice. The circular section of the segmental orifice is concentric with the pipe. The segmental portion of the orifice eliminates damming of foreign materials on the upstream side of the orifice when mounted in a horizontal pipe. Depending on the type of fluid, the segmental section is placed on either the top or bottom of the horizontal pipe to increase the accuracy of the measurement.
Eccentric orifice plates shift the edge of the orifice to the inside of the pipe wall. This design also prevents upstream damming and is used in the same way as the segmental orifice plate.
Orifice plates have two distinct disadvantages: they cause a high permanent pressure drop (outlet pressure will be 60% to 80% of inlet pressure), and they are subject to erosion, which will eventually cause inaccuracies in the measured differential pressure.
f. Identify and discuss different methods of pipe joining (threaded, butt weld, socket weld, seal weld, etc.).
The following is taken from HPAC Engineering, Specifying Pipe-Joining Methods.
Threaded Joints
Threaded joints are used for small (1/8 to 2 in. diameter) pipe. Pipe threads and joints are made according to ASME B1.20.1-1983, Pipe Threads: General Purpose; Inch. Pipe-threading machines are available to 2-inch nominal pipe thread. Larger threading devices are

84
available, but operate through gear reducers and are labor intensive. Because threaded joints are machine or hand cut, care must be taken to follow manufacturers’ recommendations.
Pipe threads are tapered to match the taper of fittings. Pipe threads that are too long will bottom out in a fitting before the taper of the threads seals a joint. Pipe threads that are too short will not fully engage a fitting, leading to leaks and weak joints. A properly joined pipe will be solid and show one thread above the fitting. Anything more or less is indicative that the threads were not cut properly.
Another important part of a threaded joint is the pipe dope that coats the threads before they are connected. The pipe dope serves two functions. The first is to lubricate the mating surfaces when the joint is being connected. The second is to seal the joint from leakage. The pipe dope should match the application.
Devices connected to threaded-piping systems need to be accessible for service and repair. With threaded joints unable to be loosened when installed in the middle of a piping system, accessibility is maintained with the strategic placement of unions and/or flanges. The engineer selects where the device (usually, a control or shut-off valve or strainer) is and adds a union or flange to facilitate the eventual removal or repair of the device.
Threaded joints most often are used with iron or steel piping systems. However, brass, bronze, chlorinated polyvinyl chloride (CPVC), acrylonitrile butadiene styrene (ABS), and polyvinyl chloride (PVC) pipe also are available with threaded joints. The choice of materials is based on the strength of the finished joint, the fluid conveyed, and maintenance considerations.
Three types of steel threaded joints are available: cast iron, malleable iron, and cast steel.
Cast-iron fittings come in two classes: Class 125 and Class 250. Class 125 fittings primarily are used with steam, gas, liquid, and oil piping below 450 °F. Class 250 fittings accommodate higher temperatures and pressures. ANSI/ASME B16.4-1998, Gray Iron Threaded Fittings, contains pressure and temperature ratings, which vary by fitting size, for cast-iron fittings.
Also cast, but annealed to provide higher pressure ratings, malleable-iron fittings come in two classes: Class 150 and Class 300. Class 150 fittings are used with liquid, air, and gas piping below 500 °F. Class 300 fittings accommodate higher temperatures and pressures. ANSI/ASME B16.39-1998, Malleable Iron Threaded Fittings, contains pressure and temperature ratings for malleable-iron fittings.
Malleable-iron fittings are preferred for piping systems subject to high shock loads.
Dimensionally, cast-iron and malleable-iron fittings are identical (Class 125 cast iron vs. Class 150 malleable iron and Class 250 cast iron vs. Class 300 malleable iron). Cast-iron fittings are discernable from malleable-iron ones by class designation markings on their bodies.

85
Cast-carbon-steel threaded fittings are used with steam, water, power, refinery, and gas piping 750 °F and higher, depending on adjusted ratings in ANSI/ASME B16.39-1998.
Welded Joints, Steel
Welded joints are used with steel pipes larger than 2 inches national pipe thread in size or where operating pressures above 450 psi are required. Welding consists of fusing two or more pieces of metal parts in the molten or molten-and-vapor state without applying mechanical pressure. Fusion welding can be gas welding or electric arc welding. When the welding is complete, the joint often is stronger than the joined metal parts. Some codes require that the installer be certified and that the subsequent work be certified and tested. Specifications for welded pipe should reference the ASME’s B31 series of codes ( www.asme.org ). Local code authorities may have additional safety codes regulating the installation of welded piping.
Welded Joints, Polyethylene
Fusion welding is used with high-density gas pipe and geothermal ground-loop piping. In fusion welding, clean ends of polyethylene pipe are heated to a plastic state, forced together, and held until fused.
g. Discuss the purpose and types of freeze protection measures used in piping systems.
The following is taken from DOE-STD-1064-94 (archived).
Plans should be developed, implemented, and documented to prevent equipment and building damage at DOE facilities, due to the seasonal weather conditions. A task team should be established to provide for the development and implementation of policies, goals, and objectives for severe weather protection plans.
Buildings and equipment with the potential for damage due to seasonal weather should be identified, and a risk assessment based on the graded approach should be conducted. The plan should include contingencies for the critical facilities or equipment that are likely to sustain damage when seasonal weather conditions are expected. The plan should ensure that, in all cases, the preparatory actions and requirements imposed to provide seasonal weather protection, particularly those taken to restrict safety system functions, are reviewed by facility operations and safety personnel prior to implementation to ensure that the facility is maintained in a safe condition to protect the health and safety of the public.
As a minimum, this plan should include:A checklist for building managers to ensure the implementation of actions prior to
seasonal weather to provide protection for their assigned areas of responsibility.Identification of items requiring major modifications or redesign to mitigate/prevent
equipment damage. For items that may not be changed prior to the upcoming seasonal weather condition, interim actions should be taken to prevent equipment damage.
Specific responsibilities for the operations staff and building managers for monitoring the temperatures in facilities’ on and off shifts, including weekends and holidays.

86
nAlerting of personnel and providing increased surveillance in periods of extreme, unusual, or extended seasonal weather conditions. Maintenance personnel should be on call to respond to such events.
nAdequate foul weather gear, tools, and equipment available for use for emergency and operations personnel.
nThe recalibration of exposed instrument loops when instrument lines or transmitters are subjected to severe seasonal weather conditions.
nA review of the status of safety-related equipment during seasonal weather conditions and inoperable equipment availability for return to service, if possible.
nA review of surveillance schedules and considerations given to performing surveillances early if possible or delaying them until after the seasonal weather condition passes, if permitted, to minimize equipment out of service.
nInspection of outside areas for loose materials and debris, which may become missiles in a strong wind, and securing to the maximum extent possible.
nThe availability of adequate lumber and other supplies for wind protection or damage control.
nVerification of operability and availability of communications equipment.nThe availability of equipment for making emergency repairs.nEnsuring materials susceptible to severe weather damage are properly stored and
protected.nEnsuring the protection of accumulation site waste containers and bulk chemicals
from potential damage as a result of seasonal hazards.nEnsuring all building doors and windows can be properly secured.nProvisions to remove seasonal weather protection features after the weather season is
over, with appropriate verification and documentation of return to normal service through the facilities configuration management system.
In addition to the list above, the following should be included to minimize equipment and building damage due to cold weather conditions, temperatures less than 35 °F, including freeze protection, hail, snow, and ice:
nIdentification of areas where portable heating may be required and attaining portable heating equipment approved by the fire protection engineering group.
nMonitoring the conditions surrounding fire protection sprinkler systems to ensure a temperature of above 40 °F is maintained.
nEnsuring air intakes, windows, doors and any other access that may result in abnormal inflow of cold air into an area susceptible to freeze damage are secured.
nHeating systems are cleaned, serviced, and functionally tested.nAntifreeze used in cooling systems is checked and replaced as necessary.nHeating system power and temperature controls are protected against inadvertent
deactivation.nSystems requiring or deserving special protection due to hazards or costs associated
with freeze damage have temperature alarms and/or automatic backup heat sources.
nFacility personnel should inspect, test, and stage portable auxiliary heaters and have identified sources to obtain more, if needed. Personnel should be trained in the safe use of portable heaters.

87
The main water supply cutoffs for each critical facility is readily accessible to emergency personnel responding to a freeze/thaw incident.
Outside storage pads and unheated storage areas are inspected to ensure that there are no materials susceptible to freeze damage.
Implementation of snow and ice removal activities.Employees are aware of the need to identify and report any suspected problem with
heating or other cold weather protection equipment (i.e., noninsulated water or process pipes, steam trace heaters valved off, electrical trace heaters turned off or burned out, broken windows, holes in exterior walls, etc.).
The removal of freeze protection equipment from service during the seasonal freeze period should be carefully evaluated.
Wet-pipe sprinkler systems are reviewed for areas susceptible to freezing, and appropriate actions planned, such as provisions for auxiliary heat; draining and posting a fire watch; etc.
The availability and use of salt, sand, and “ice-chaser” as needed.Outside areas are inspected to ensure that gutters and downspouts are provided where there
is a potential for ice buildup that may restrict egress.
12. Mechanical systems personnel shall demonstrate a working level knowledge of the general construction, operation, and theory of valves.
The information for this competency’s KSAs is taken from DOE-HDBK-1018/2-93, unless stated otherwise.
a. Define the following terms as they relate to valves:DiscSeat/backseatThrottleActuatorBonnetPacking
Disc
For a valve having a bonnet, the disc is the third primary principal pressure boundary. The disc provides the capability for permitting and prohibiting fluid flow. With the disc closed, full system pressure is applied across the disc if the outlet side is depressurized. For this reason, the disc is a pressure-retaining part. Discs are typically forged, and in some designs, hard-surfaced to provide good wear characteristics. A fine surface finish of the seating area of a disc is necessary for good sealing when the valve is closed. Most valves are named, in part, according to the design of their discs.
Seat/Backseat
The seat or seal rings provide the seating surface for the disc. In some designs, the body is machined to serve as the seating surface, and seal rings are not used. In other designs, forged seal rings are threaded or welded to the body to provide the seating surface. To improve the wear resistance of the seal rings, the surface is often hard faced by welding and then

88
machining the contact surface of the seal ring. A fine surface finish of the seating area is necessary for good sealing when the valve is closed. Seal rings are not usually considered pressure boundary parts because the body has sufficient wall thickness to withstand design pressure without relying upon the thickness of the seal rings.
Throttle
The term “throttle” indicates the ability to control flow. Some valves are specifically made to perform this task; other valves demonstrate poor characteristics in throttling or controlling flow in a valve.
Actuator
The actuator operates the stem and disk assembly. An actuator may be a manually operated hand wheel, manual lever, motor operator, solenoid operator, pneumatic operator, or hydraulic ram. In some designs, the actuator is supported by the bonnet. In other designs, a yoke mounted to the bonnet supports the actuator. Except for certain hydraulically controlled valves, actuators are outside of the pressure boundary. Yokes, when used, are always outside of the pressure boundary.
Bonnet
The cover for the opening in the valve body is the bonnet. In some designs, the body itself is split into two sections that bolt together. Like valve bodies, bonnets vary in design. Some bonnets function simply as valve covers, while others support valve internals and accessories such as the stem, disk, and actuator.
The bonnet is the second principal pressure boundary of a valve. It is cast or forged of the same material as the body and is connected to the body by a threaded, bolted, or welded joint. In all cases, the attachment of the bonnet to the body is considered a pressure boundary. This means that the weld joint or bolts that connect the bonnet to the body are pressure-retaining parts. Valve bonnets, although a necessity for most valves, represent a cause for concern. Bonnets can complicate the manufacture of valves, increase valve size, represent a significant cost portion of valve cost, and are a source for potential leakage.
Packing
Most valves use some form of packing to prevent leakage from the space between the stem and the bonnet. Packing is commonly a fibrous material (such as flax) or another compound (such as Teflon) that forms a seal between the internal parts of a valve and the outside where the stem extends through the body.
Valve packing must be properly compressed to prevent fluid loss and damage to the valve’s stem. If a valve’s packing is too loose, the valve will leak, which is a safety hazard. If the packing is too tight, it will impair the movement and possibly damage the stem.
b. Discuss why the design of a globe valve enables it to throttle fluids efficiently.
The essential principle of globe valve operation is the perpendicular movement of the disc away from the seat. This causes the annular space between the disc and seat ring to gradually

89
close as the valve is closed. This characteristic gives the globe valve good throttling ability, which permits its use in regulating flow.
c.Discuss why gate valves, ball valves, and butterfly valves should never be used to throttle flow.
Because of the way gate valves, ball valves, and butterfly valves are designed, throttling with these valves would cause severe seat erosion and would lead to much quicker seating surface failure.
d.Discuss how cavitation occurs in valves and state any harmful effects that can result from cavitation.
According to the Engineering Toolbox, when a fluid passes a valve the fluid velocity increases and the pressure drops according to the Bernoulli equation. If the speed .through the valve is high enough, the pressure in the liquid may drop to a level where the fluid may start to bubble or flash. The pressure recovers sufficiently and the bubbles collapse upon themselves. Cavitation may be noisy but is usually of low intensity and low frequency. This situation is extremely destructive and may wear out the trim and body parts of the valve in short time.
e.Describe the construction and principle of operation for the following types of valve actuators:ManualElectricSolenoidPneumaticHydraulic
Manual
Manual actuators are capable of placing the valve in any position, but do not permit automatic operation. The most common type of mechanical actuator is the handwheel. This type includes handwheels fixed to the stem, hammer handwheels, and handwheels connected to the stem through gears.
Electric
Electric motors permit manual, semi-automatic, and automatic operation of the valve. Motors are used mostly for open/close functions, although they are adaptable for positioning the valve to any point. The motor is usually a reversible, high-speed type connected through a gear train to reduce the motor speed and thereby increase the torque at the stem. Direction of motor rotation determines direction of disc motion. The electrical actuation can be semi-automatic, as when the motor is started by a control system. A handwheel, which can be engaged to the gear train, provides for manual operating of the valve. Limit switches are normally provided to stop the motor automatically at full-open and full-closed valve positions. Limit switches are operated either physically by position of the valve or torsionally by torque of the motor.

90
Solenoid
Solenoid actuated valves provide for automatic open/close valve positioning. Most solenoid actuated valves also have a manual override that permits manual positioning of the valve for as long as the override is manually positioned. Solenoids position the valve by attracting a magnetic slug attached to the valve stem. In single solenoid valves, spring pressure acts against the motion of the slug when power is applied to the solenoid. These valves can be arranged such that power to the solenoid either opens or closes the valve. When power to the solenoid is removed, the spring returns the valve to the opposite position. Two solenoids can be used to provide for both opening and closing by applying power to the appropriate solenoid.
Pneumatic
Pneumatic actuators provide for automatic or semiautomatic valve operation. These actuators translate an air signal into valve stem motion by air pressure acting on a diaphragm or piston connected to the stem. Pneumatic actuators are used in throttle valves for open/close positioning where fast action is required. When air pressure closes the valve and spring action opens the valve, the actuator is termed direct-acting. When air pressure opens the valve and spring action closes the valve, the actuator is termed reverse-acting. Duplex actuators have air supplied to both sides of the diaphragm. The differential pressure across the diaphragm positions the valve stem. Automatic operation is provided when the air signals are automatically controlled by circuitry. Semi-automatic operation is provided by manual switches in the circuitry to the air control valves.
Hydraulic
Hydraulic actuators provide for semi-automatic or automatic positioning of the valve, similar to the pneumatic actuators. These actuators use a piston to convert a signal pressure into valve stem motion. Hydraulic fluid is fed to either side of the piston while the other side is drained or bled. Water or oil is used as the hydraulic fluid. Solenoid valves are typically used for automatic control of the hydraulic fluid to direct either opening or closing of the valve. Manual valves can also be used for controlling the hydraulic fluid, thus providing semi-automatic operation.
f. Describe the principles of operation and the applications for modulating and pressure-reducing valves.
Reducing valves automatically reduce supply pressure to a preselected pressure as long as the supply pressure is at least as high as the selected pressure. The principal parts of the reducing valve are the main valve, an upward-seating valve that has a piston on top of its valve stem, an upward-seating auxiliary (or controlling) valve, a controlling diaphragm, and an adjusting spring and screw. Reducing valve operation is controlled by high pressure at the valve inlet and the adjusting screw on top of the valve assembly. The pressure entering the main valve assists the main valve spring in keeping the reducing valve closed by pushing upward on the main valve disc. However, some of the high pressure is bled to an auxiliary valve on top of the main valve. The auxiliary valve controls the admission of high pressure to the piston on top of the main valve. The piston has a larger surface area than the main valve disc, resulting in a net downward force to open the main valve. The auxiliary valve is controlled by a controlling diaphragm located directly over the auxiliary valve.

91
Mandatory Performance Activities:
a. Given a drawing of a valve, identify which of the following general types of valves it is and describe its normal design application in a piping system:GateGlobeBallCheckButterflyRegulating/reducing
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity. The following information from DOE-HDBK-1018/2-93 may be useful.
Gate
A gate valve is a linear motion valve used to start or stop fluid flow; however, it does not regulate or throttle flow. The name “gate” is derived from the appearance of the disk in the flow stream. Figure 21 illustrates a gate valve.
Source: DOE-HDBK-1018/2-93
Figure 21. Gate valve

92
The disk of a gate valve is completely removed from the flow stream when the valve is fully open. This characteristic offers virtually no resistance to flow when the valve is open. Hence, there is little pressure drop across an open gate valve. When the valve is fully closed, a disk-to-seal-ring contact surface exists for 360°, and good sealing is provided. With the proper mating of a disk to the seal ring, very little or no leakage occurs across the disk when the gate valve is closed.
Globe
A globe valve is a linear motion valve used to stop, start, and regulate fluid flow. A Z-body globe valve is illustrated in figure 22.
As shown in figure 22, the globe valve disk can be totally removed from the flow path or it can completely close the flow path. The essential principle of globe valve operation is the perpendicular movement of the disk away from the seat. This causes the annular space between the disk and seat ring to gradually close as the valve is closed. This characteristic gives the globe valve good throttling ability, which permits its use in regulating flow.
Therefore, the globe valve may be used for both stopping and starting fluid flow and for regulating flow.
Source: DOE-HDBK-1018/2-93
Figure 22. Globe valve

93
When compared to a gate valve, a globe valve generally yields much less seat leakage. This is because the disk-to-seat ring contact is more at right angles, which permits the force of closing to tightly seat the disk.
Globe valves can be arranged so that the disk closes against or in the same direction of fluid flow. When the disk closes against the direction of flow, the kinetic energy of the fluid impedes closing but aids opening of the valve. When the disk closes in the same direction of flow, the kinetic energy of the fluid aids closing but impedes opening. This characteristic is preferable to other designs when quick-acting stop valves are necessary.
Globe valves also have drawbacks. The most evident shortcoming of the simple globe valve is the high head loss from two or more right angle turns of flowing fluid. Obstructions and discontinuities in the flow path lead to head loss. In a large high-pressure line, the fluid dynamic effects from pulsations, impacts, and pressure drops can damage trim, stem packing, and actuators. In addition, large valve sizes require considerable power to operate and are especially noisy in high-pressure applications.
Other drawbacks of globe valves are the large openings necessary for disk assembly, heavier weight than other valves of the same flow rating, and the cantilevered mounting of the disk to the stem.
Ball
A ball valve is a rotational motion valve that uses a ball-shaped disk to stop or start fluid flow. The ball, shown in figure 23, performs the same function as the disk in the globe valve. When the valve handle is turned to open the valve, the ball rotates to a point where the hole through the ball is in line with the valve body inlet and outlet. When the valve is shut, the ball is rotated so that the hole is perpendicular to the flow openings of the valve body and the flow is stopped.
Most ball valve actuators are of the quick-acting type, which require a 90° turn of the valve handle to operate the valve. Other ball valve actuators are planetary gear-operated. This type of gearing allows the use of a relatively small hand wheel and operating force to operate a fairly large valve.
Some ball valves have been developed with a spherical surface coated plug that is off to one side in the open position and rotates into the flow passage until it blocks the flow path completely.
Seating is accomplished by the eccentric movement of the plug. The valve requires no lubrication and can be used for throttling service.

94
Source: DOE-HDBK-1018/2-93
Figure 23. Ball valve
Check
Check valves are designed to prevent the reversal of flow in a piping system. These valves are activated by the flowing material in the pipeline. The pressure of the fluid passing through the system opens the valve, while any reversal of flow will close the valve. Closureis accomplished by the weight of the check mechanism, by back pressure, by a spring, or by a combination of these means. The general types of check valves are swing, tilting-disk, piston, butterfly, and stop.
A swing check valve is illustrated in figure 24. The valve allows full, unobstructed flow and automatically closes as pressure decreases. These valves are fully closed when the flow reaches zero and prevent back flow. Turbulence and pressure drop within the valve are very low.

95
Source: DOE-HDBK-1018/2-93
Figure 24. Swing check valve
Butterfly
Butterfly check valves have a seating arrangement similar to the seating arrangement of butterfly valves. Flow characteristics through these check valves are similar to the flow characteristics through butterfly valves. Consequently, butterfly check valves are quite frequently used in systems using butterfly valves. In addition, the construction of the butterfly check valve body is such that ample space is provided for unobstructed movement of the butterfly valve disk within the check valve body without the necessity of installing spacers.
The butterfly check valve design is based on a flexible sealing member against the bore of the valve body at an angle of 45o. The short distance the disk must move from full open to full closed inhibits the slamming action found in some other types of check valves. Figure 25 illustrates the internal assembly of the butterfly check valve.

96
Source: DOE-HDBK-1018/2-93
Figure 25. Butterfly check valve
Because the flow characteristics are similar to the flow characteristics of butterfly valves, applications of these valves are much the same. Also, because of their relatively quiet operation they find application in heating, ventilation, and air conditioning systems. Simplicity of design also permits their construction in large diameters—up to 72 inches.
Regulation/Reducing
Reducing valves automatically reduce supply pressure to a preselected pressure as long as the supply pressure is at least as high as the selected pressure. As illustrated in figure 26, the principal parts of the reducing valve are the main valve, an upward-seating valve that has a piston on top of its valve stem, an upward-seating auxiliary (or controlling) valve, a controlling diaphragm, and an adjusting spring and screw.

97
Source: DOE-HDBK-1018/2-93
Figure 26. Variable reducing valve
b. Given a diagram of a globe valve, identify how the valve must be oriented related to flow.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity.
13. Mechanical systems personnel shall demonstrate a working level knowledge of safety and relief devices.
a. Define the following terms as they pertain to safety and relief valves:Set pointAccumulationBlowdownWeepPilot-actuatedGagging device
Set Point
For a safety valve, the set point is the setting that causes the valve to pop open to relieve pressure. For relief valves, it is the point at which the valve begins to open to relieve pressure. As pressure decreases, the valve will reseat itself.

98
Accumulation
According to Eng-Tips, Accumulation, accumulation is the overpressure between when the valve initially opens and where its capacity is rated. This is defined by the ASME Boiler and Pressure Vessel code, which is recognized as law by most states.
Blowdown
According to DOE-HDBK-1018/2-93, the difference between the actuating pressure set point and the pressure at which the safety valve resets is called blowdown. Blowdown is expressed as a percentage of the actuating pressure set point.
Weep
Weep is leakage past the seating surface while pressure is below the set-point pressure.
Pilot-Actuated
According to DOE-HDBK-1018/2-93, pilot-actuated relief valves are designed to maintain pressure through the use of a small passage to the top of a piston that is connected to the stem such that system pressure closes the main relief valve. When the small pilot valve opens, pressure is relieved from the piston, and system pressure under the disc opens the main relief valve. Such pilot valves are typically solenoid operated, with the energizing signal originating from pressure measuring systems.
Gagging Device
According to DOE-STD-1030-96, a gagging device is a device designed to block off or obstruct operation of a valve.
b. Compare and contrast the purpose and operation of safety and relief valves.
The following is taken from DOE-HDBK-1018/2-93.
Relief and safety valves prevent equipment damage by relieving accidental over-pressurization of fluid systems. The main difference between a relief valve and a safety valve is the extent of opening at the set-point pressure. A relief valve gradually opens as the inlet pressure increases above the set point. A relief valve opens only as necessary to relieve the over-pressure condition. A safety valve rapidly pops fully open as soon as the pressure setting is reached. A safety valve will stay fully open until the pressure drops below a reset pressure. The reset pressure is lower than the actuating pressure set point. The difference between the actuating pressure set point and the pressure at which the safety valve resets is called blowdown. Relief valves are typically used for incompressible fluids such as water or oil. Safety valves are typically used for compressible fluids such as steam or other gases. Most relief and safety valves open against the force of a compression spring. The pressure set point is adjusted by turning the adjusting nuts on top of the yoke to increase or decrease the spring compression.

99
c.Discuss how blowdown and accumulation are controlled in safety and relief valves.
According to DOE-HDBK-1018/2-93, blowdown and accumulation can be set by the manufacturer or with adjustment screws on the valve. Different valves have different types of adjustment requirements and are performed in accordance with manufacturerrecommendations.
d.Discuss the methods used to test relief valves.
The following is taken from the Companion Guide to the ASME Boiler & Pressure Vessel Code.
Pressure-relief valves should be tested after being repaired to ensure that the valves will function properly. There are various methods used for testing. Some organization use a simple hydraulic hand pump for all testing for steam, air, gas, or water service. Other organizations use a nitrogen gas source connected directly to the underside of the valve to be tested. Such organizations eventually learn that these are not appropriate methods because testing should be performed with the same or similar test media, and suitable capacity should be provided to test the functions of the valve.
A more informed organization may add sophistication to its testing program by constructing a J-watertube test-stand device for liquid service valves or a nitrogen gas test-stand device for steam, air, and gas service valves. These devices are an improvement from the first methods, for the amount of capacity for testing has increased, similar testing media are used, and the strength or thickness of each design will determine the maximum set pressure test. However, for the nitrogen gas test-stand device, the capacity is often insufficient because of the sizes usually built, the source capacity, and the hazards involved when testing is done with a compressible fluid. If steam service valves are tested, it is recommended that the test stand have heating provisions to replicate the in-service temperature of the valve.
More sophisticated organizations build or procure larger test systems with larger volume test vessels and accumulator vessels, digital pressure gages, larger pressure sources, and that use the proper test medium. They verify the quality of workmanship for all functions, including lift and blowdown, depending on the capacity of the test system and the size of valve tested.
e.Discuss the application of rupture discs.
According to the EPA, Environmental Data Registry, Rupture Disk, a rupture disk is a pressure relief device that will burst at a predetermined pressure or temperature to protect personnel, the environment, and equipment against excess overpressure in pressurized systems.

100
Mandatory Performance Activities:
a. Given a cutaway drawing of a safety valve, identify the main components, including the following:SeatDiscBlowdown ringMain ringSet-point adjustment mechanism
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity.
14. Mechanical systems personnel shall demonstrate a working level knowledge of pump theory and operation.
a. Define the following terms as they relate to pumps:HeadNet positive suction headCavitationShut-off headRun-outCentrifugal pumpPositive displacement pump
The following is taken from DOE-HDBK-1012/3-92, 1018/1-93 and /2-93, unless stated otherwise.
Head
The term “head” is used by engineers in reference to pressure. It is a reference to the height, typically in feet, of a column of water that a given pressure will support. Each of the energies possessed by a fluid can be expressed in terms of head. The elevation head represents the potential energy of a fluid due to its elevation above a reference level. The velocity head represents the kinetic energy of the fluid. It is the height in feet that a flowing fluid would rise in a column if all of its kinetic energy were converted to potential energy. The pressure head represents the flow energy of a column of fluid whose weight is equivalent to the pressure of the fluid. The sum of the elevation head, velocity head, and pressure head of a fluid is called the total head.
Net Positive Suction Head
To avoid cavitation in centrifugal pumps, the pressure of the fluid at all points within the pump must remain above saturation pressure. The quantity used to determine if the pressure of the liquid being pumped is adequate to avoid cavitation is the net positive suction head (NPSH). The net positive suction head available (NPSHA) is the difference between the pressure at the suction of the pump and the saturation pressure for the liquid being pumped. The net positive suction head required (NPSHR) is the minimum net positive suction head necessary to avoid cavitation.

101
The condition that must exist to avoid cavitation is that the net positive suction head available must be greater than or equal to the net positive suction head required. This requirement can be stated mathematically as shown below:
NPSHA ≥ NPSHR
A formula for NPSHA can be stated as the following equation:
NPSHA = Psuction - Psaturation
When a centrifugal pump is taking suction from a tank or other reservoir, the pressure at the suction of the pump is the sum of the absolute pressure at the surface of the liquid in the tank plus the pressure due to the elevation difference between the surface of liquid in the tank and the pump suction less the head losses due to friction in the suction line from the tank to the pump.
NPSHA = Pa + Pst - hf - Psat
whereNPSHA = net positive suction head availablePa = absolute pressure on the surface of the liquidPst = pressure due to elevation between liquid surface and pump suction hf = head losses in the pump suction pipingPsat = saturation pressure of the liquid being pumped.
Cavitation
The flow area at the eye of the pump impeller is usually smaller than either the flow area of the pump suction piping or the flow area through the impeller vanes. When the liquid being pumped enters the eye of a centrifugal pump, the decrease in flow area results in an increase in flow velocity accompanied by a decrease in pressure. The greater the pump flow rate, the greater the pressure drop between the pump suction and the eye of the impeller. If thepressure drop is large enough, or if the temperature is high enough, the pressure drop may be sufficient to cause the liquid to flash to vapor when the local pressure falls below the saturation pressure for the fluid being pumped. Any vapor bubbles formed by the pressure drop at the eye of the impeller are swept along the impeller vanes by the flow of the fluid. When the bubbles enter a region where local pressure is greater than saturation pressure farther out the impeller vane, the vapor bubbles abruptly collapse. This process of the formation and subsequent collapse of vapor bubbles in a pump is called cavitation.
Cavitation in a centrifugal pump has a significant effect on pump performance. Cavitation degrades the performance of a pump, resulting in a fluctuating flow rate and discharge pressure. Cavitation can also be destructive to pumps internal components. When a pump cavitates, vapor bubbles form in the low-pressure region directly behind the rotating impeller vanes. These vapor bubbles then move toward the oncoming impeller vane, where they collapse and cause a physical shock to the leading edge of the impeller vane. This physical shock creates small pits on the leading edge of the impeller vane. Each individual pit is microscopic in size, but the cumulative effect of millions of these pits formed over a period

102
of hours or days can literally destroy a pump impeller. Cavitation can also cause excessive pump vibration, which could damage pump bearings, wearing rings, and seals.
A small number of centrifugal pumps are designed to operate under conditions where cavitation is unavoidable. These pumps must be specially designed and maintained to withstand the small amount of cavitation that occurs during their operation. Most centrifugal pumps are not designed to withstand sustained cavitation.
Noise is one of the indications that a centrifugal pump is cavitating. A cavitating pump can sound like a can of marbles being shaken. Other indications that can be observed from a remote operating station are fluctuating discharge pressure, flow rate, and pump motor current.
Shut-off Head
Shutoff head is the maximum head that can be developed by a centrifugal pump operating at a set speed.
Run-Out
Pump run-out is the maximum flow that can be developed by a centrifugal pump without damaging the pump.
Centrifugal Pump
Centrifugal pumps basically consist of a stationary pump casing and an impeller mounted on a rotating shaft. The pump casing provides a pressure boundary for the pump and contains channels to properly direct the suction and discharge flow. The pump casing has suction and discharge penetrations for the main flow path of the pump and normally has small drain and vent fittings to remove gases trapped in the pump casing or to drain the pump casing for maintenance.
Figure 27, a simplified diagram of a typical centrifugal pump, shows the relative locations of the pump suction, impeller, volute, and discharge.
The pump casing guides the liquid from the suction connection to the center, or eye, of the impeller. The vanes of the rotating impeller impart a radial and rotary motion to the liquid, forcing it to the outer periphery of the pump casing where it is collected in the outer part of the pump casing called the volute. The volute is a region that expands in cross-sectional area as it wraps around the pump casing. The purpose of the volute is to collect the liquid discharged from the periphery of the impeller at high velocity and gradually cause a reduction in fluid velocity by increasing the flow area. This converts the velocity head to static pressure. The fluid is then discharged from the pump through the discharge connection.

103
Source: DOE-HDBK-1018/1-93
Figure 27. Centrifugal pump
Centrifugal pumps can also be constructed in a manner that results in two distinct volutes, each receiving the liquid that is discharged from a 180o region of the impeller at any given time. Pumps of this type are called double volute pumps (they may also be referred to as split volute pumps). In some applications the double volute minimizes radial forces imparted to the shaft and bearings due to imbalances in the pressure around the impeller. A comparison of single and double volute centrifugal pumps is shown in figure 28.
Source: DOE-HDBK-1018/1-93
Figure 28. Single and double volutes
Positive Displacement Pump
A positive displacement pump is one in which a definite volume of liquid is delivered for each cycle of pump operation. This volume is constant regardless of the resistance to flow offered by the system the pump is in, provided the capacity of the power unit driving the pump or pump component strength limits are not exceeded. The positive displacement pump delivers liquid in separate volumes with no delivery in between, although a pump having

104
several chambers may have an overlapping delivery among individual chambers, which minimizes this effect. The positive displacement pump differs from centrifugal pumps, which deliver a continuous flow for any given pump speed and discharge resistance.
Positive displacement pumps can be grouped into three basic categories based on pump design and operation: reciprocating pumps, rotary pumps, and diaphragm pumps.
b.Describe the general principle of operation for centrifugal pumps.
Refer to element a of this competency for a discussion of centrifugal pump operation.
c.Describe the general principle of operation for positive displacement pumps.
The following is taken from DOE-HDBK-1018/1-93
All positive displacement pumps operate on the same basic principle. This principle can be most easily demonstrated by considering a reciprocating positive displacement pump consisting of a single reciprocating piston in a cylinder with a single suction port and a single discharge port as shown in figure 29. Check valves in the suction and discharge ports allow flow in only one direction.
Source: DOE-HDBK-1018/1-93
Figure 29. Reciprocating positive displacement pump operation
During the suction stroke, the piston moves to the left, causing the check valve in the suction line between the reservoir and the pump cylinder to open and admit water from the reservoir. During the discharge stroke, the piston moves to the right, seating the check valve in the suction line and opening the check valve in the discharge line. The volume of liquid moved by the pump in one cycle (one suction stroke and one discharge stroke) is equal to the change in the liquid volume of the cylinder as the piston moves from its farthest left position to its farthest right position.

105
d. Discuss Bernoulli’s law as it applies to the design and operation of centrifugal pumps.
The following is taken from DOE-HDBK-1012/3-92.
Bernoulli’s law results from the application of the general energy equation and the first law of thermodynamics to a steady flow system in which no work is done on or by the fluid, no heat is transferred to or from the fluid, and no change occurs in the internal energy (i.e., no temperature change) of the fluid. Under these conditions, the general energy equation issimplified to the following equation:
(PE + KE + PV)1 = (PE + KE + PV)2
wherePE = potential energy (ft-lbf) KE = kinetic energy (ft-lbf) P = pressure (lbf/ft2)V = volume (ft3).
Substituting appropriate expressions for the potential energy and kinetic energy, this equation can be rewritten as
mgz1 +
gc
mv2
1 + P1V1 gc
mgz2 +
gc
mv 22 + P2V2
gc2 2
wherem = mass (lbm)z = height above reference (ft)v = average velocity (ft/sec)g = acceleration due to gravity (32.17 ft/sec2)gc = gravitational constant (32.17 ft-lbm/lbf-sec2).
Note: The factor gc is only required when the English system of measurement is used and mass is measured in pound-mass. It is essentially a conversion factor needed to allow the units to come out directly. No factor is necessary if mass is measured in slugs or if the metric system of measurement is used.
Each term in this equation represents a form of energy possessed by a moving fluid (potential, kinetic, and pressure-related energies). In essence, the equation physically represents a balance of the KE, PE, PV energies so that if one form of energy increases, one or more of the others will decrease to compensate and vice versa.
The sum of the elevation head, velocity head, and pressure head of a fluid is called the total head. Thus, Bernoulli’s equation states that the total head of the fluid is constant.
Bernoulli’s equation makes it easy to examine how energy transfers take place among elevation head, velocity head, and pressure head. It is possible to examine individual

106
components of piping systems and determine what fluid properties are varying and how the energy balance is affected.
If a pipe containing an ideal fluid undergoes a gradual expansion in diameter, the continuity equation tells us that as the diameter and flow area get bigger, the flow velocity must decrease to maintain the same mass flow rate. Since the outlet velocity is less than the inlet velocity, the velocity head of the flow must decrease from the inlet to the outlet. If the pipe lies horizontal, there is no change in elevation head; therefore, the decrease in velocity head must be compensated for by an increase in pressure head. Since we are considering an ideal fluid that is incompressible, the specific volume of the fluid will not change. The only way that the pressure head for an incompressible fluid can increase is for the pressure to increase. So the Bernoulli equation indicates that a decrease in flow velocity in a horizontal pipe will result in an increase in pressure.
If a constant diameter pipe containing an ideal fluid undergoes a decrease in elevation, the same net effect results, but for different reasons. In this case the flow velocity and the velocity head must be constant to satisfy the mass continuity equation.
So the decrease in elevation head can only be compensated for by an increase in pressure head. Again, the fluid is incompressible so the increase in pressure head must result in an increase in pressure.
Although the Bernoulli equation has several restrictions placed upon it, there are many physical fluid problems to which it is applied. As in the case of the conservation of mass, the Bernoulli equation may be applied to problems in which more than one flow may enter or leave the system at the same time. Of particular note is the fact that series and parallel piping system problems are solved using the Bernoulli equation.
e. Discuss why centrifugal pumps should normally be started against a shut-off head and the hazards associated with continuously running against a shut-off head.
The following is taken from DOE-HDBK-1018/1-93.
A centrifugal pump is dead-headed when it is operated with no flow through it, for example, with a closed discharge valve or against a seated check valve. If the discharge valve is closed and there is no other flow path available to the pump, the impeller will churn the same volume of water as it rotates in the pump casing. This will increase the temperature of the liquid (due to friction) in the pump casing to the point that it will flash to vapor. The vapor can interrupt the cooling flow to the pump’s packing and bearings, causing excessive wear and heat. If the pump is run in this condition for a significant amount of time, it will become damaged.
When a centrifugal pump is installed in a system such that the pump may be subjected to periodic shutoff head conditions, it is necessary to provide some means of pump protection. One method for protecting the pump from running dead-headed is to provide a recirculation line from the pump discharge line upstream of the discharge valve, back to the pump’s

107
supply source. The recirculation line should be sized to allow enough flow through the pump to prevent overheating and damage to the pump. Protection may also be accomplished by use of an automatic flow control device.
f. Compare and contrast the principle of operation and typical pumped medium of the following types of positive displacement pumps:ReciprocatingRotary-screwVane-axial
The following is taken from DOE-HDBK-1018/1-93.
Reciprocating
Reciprocating positive displacement pumps are generally categorized in four ways: direct-acting or indirect-acting; simplex or duplex; single-acting or double-acting; and power pumps.
Direct-Acting and Indirect-Acting Pumps
Some reciprocating pumps are powered by prime movers that also have reciprocating motion, such as a reciprocating pump powered by a reciprocating steam piston. The piston rod of the steam piston may be directly connected to the liquid piston of the pump or it may be indirectly connected with a beam or linkage. Direct-acting pumps have a plunger on the liquid (pump) end that is directly driven by the pump rod (also the piston rod or extension thereof) and carries the piston of the power end. Indirect-acting pumps are driven by means of a beam or linkage connected to and actuated by the power piston rod of a separate reciprocating engine.
Simplex and Duplex Pumps
A simplex pump, sometimes referred to as a single pump, is a pump having a single liquid (pump) cylinder. A duplex pump is the equivalent of two simplex pumps placed side by side on the same foundation. The driving of the pistons of a duplex pump is arranged in such a manner that when one piston is on its upstroke the other piston is on its downstroke, and vice versa. This arrangement doubles the capacity of the duplex pump compared to a simplex pump of comparable design.
Single-Acting and Double-Acting Pumps
A single-acting pump is one that takes a suction, filling the pump cylinder on the stroke in only one direction, called the suction stroke, and then forces the liquid out of the cylinder on the return stroke, called the discharge stroke. A double-acting pump is one that, as it fills one end of the liquid cylinder, is discharging liquid from the other end of the cylinder. On the return stroke, the end of the cylinder just emptied is filled, and the end just filled is emptied. One possible arrangement for single-acting and double-acting pumps is shown in figure 30.

108
Source: DOE-HDBK-1018/1-93
Figure 30. Single-acting and double-acting pumps
Power Pumps
Power pumps convert rotary motion to low speed reciprocating motion by reduction gearing, a crankshaft, connecting rods, and crossheads. Plungers or pistons are driven by the crosshead drives. Rod-and-piston construction, similar to duplex double-acting steam pumps, is used for the liquid ends of the low pressure, higher capacity units. The higher pressure units are normally single-acting plungers, and usually employ three (triplex) plungers. Three or more plungers substantially reduce flow pulsations relative to simplex and even duplex pumps.
Power pumps typically have high efficiency and are capable of developing very high pressures. They can be driven by either electric motors or turbines. They are relatively expensive pumps and can rarely be justified on the basis of efficiency over centrifugal pumps. However, they are frequently justified over steam reciprocating pumps where continuous duty service is needed due to the high steam requirements of direct-acting steam pumps.
In general, the effective flow rate of reciprocating pumps decreases as the viscosity of the fluid being pumped increases because the speed of the pump must be reduced. In contrast to centrifugal pumps, the differential pressure generated by reciprocating pumps is independent of fluid density. It is dependent entirely on the amount of force exerted on the piston.

109
Rotary ScrewThere are many variations in the design of the screw-type positive displacement, rotary pump. The primary differences consist of the number of intermeshing screws involved, the pitch of the screws, and the general direction of fluid flow. Two common designs are the two-screw, low-pitch, double-flow pump and the three-screw, high-pitch, double-flow pump.
Two-Screw, Low-Pitch Screw Pump
The two-screw, low-pitch screw pump consists of two screws that mesh with close clearances, mounted on two parallel shafts. One screw has a right-handed thread, and the other screw has a left-handed thread. One shaft is the driving shaft and drives the other shaft through a set of herringbone timing gears. The gears serve to maintain clearances between the screws as they turn and to promote quiet operation. The screws rotate in closely fitting duplex cylinders that have overlapping bores. All clearances are small, but there is no actual contact between the two screws or between the screws and the cylinder walls.
The complete assembly and the usual flow are shown in figure 31.
Source: DOE-HDBK-1018/1-93
Figure 31. Two screw, low-pitch screw pump
Liquid is trapped at the outer end of each pair of screws. As the first space between the screw threads rotates away from the opposite screw, a one-turn, spiral-shaped quantity of liquid is enclosed when the end of the screw again meshes with the opposite screw. As the screw continues to rotate, the entrapped spiral turns of liquid slide along the cylinder toward the center discharge space while the next slug is being entrapped. Each screw functions similarly, and each pair of screws discharges an equal quantity of liquid in opposed streams toward the center, thus eliminating hydraulic thrust. The removal of liquid from the suction

110
end by the screws produces a reduction in pressure, which draws liquid through the suction line.
Three-Screw, High-Pitch Screw Pump
The three-screw, high-pitch screw pump, shown in figure 32, has many of the same elements as the two-screw, low-pitch screw pump, and their operations are similar.
Source: DOE-HDBK-1018/1-93
Figure 32. Three screw, high-pitch screw pump
Three screws, oppositely threaded on each end, are employed. They rotate in a triple cylinder, the two outer bores of which overlap the center bore. The pitch of the screws is much higher than in the low-pitch screw pump; therefore, the center screw, or power rotor, is used to drive the two outer idler rotors directly without external timing gears. Pedestal bearings at the base support the weight of the rotors and maintain their axial position. The liquid being pumped enters the suction opening, flows through passages around the rotor housing, and through the screws from each end, in opposed streams, toward the center discharge. This eliminates unbalanced hydraulic thrust. The screw pump is used for pumping viscous fluids, usually lubricating, hydraulic, or fuel oil.
Vane-Axial
The rotary moving vane pump shown in figure 33 is another type of positive displacement pump used. The pump consists of a cylindrically bored housing with a suction inlet on one side and a discharge outlet on the other. A cylindrically shaped rotor with a diameter smaller than the cylinder is driven about an axis placed above the centerline of the cylinder. The clearance between rotor and cylinder is small at the top but increases at the bottom. The rotor carries vanes that move in and out as it rotates to maintain sealed spaces between the rotor

111
and the cylinder wall. The vanes trap liquid or gas on the suction side and carry it to the discharge side, where contraction of the space expels it through the discharge line. The vanes may swing on pivots, or they may slide in slots in the rotor.
Source: DOE-HDBK-1018/1-93
Figure 33. Rotary moving vane pump
g.State the dangers to personnel and equipment associated with starting a positive displacement pump against a shut-off head.
The following is from the U.S. Department of Energy, Energy Efficiency and Renewable Energy, Federal Energy Management Program, Operations and Maintenance, Types of Pumps.
A positive displacement pump, unlike a centrifugal pump, will produce the same flow at a given rpm no matter what the discharge pressure is. A positive displacement pump cannot be operated against a closed valve on the discharge side of the pump, i.e., it does not have a shut-off head like a centrifugal pump does. If a positive displacement pump is allowed to operate against a closed discharge valve, it will continue to produce flow which will increase the pressure in the discharge line until either the line bursts or the pump is severely damaged or both.
h.Discuss the importance and methods of providing over-pressurization protection for positive displacement pumps.
DOE-HDBK-1018/1-93
Positive displacement pumps are normally fitted with relief valves on the upstream side of their discharge valves to protect the pump and its discharge piping from over-pressurization.

112
Positive displacement pumps will discharge at the pressure required by the system they are supplying. The relief valve prevents system and pump damage if the pump discharge valve is shut during pump operation or if any other occurrence, such as a clogged strainer, blocks system flow.
i. Discuss the concept of pump cavitation and describe its harmful effects.
Refer to element a of this competency for a discussion of cavitation and its harmful effects.
Mandatory Performance Activities:
a. Given a cutaway drawing of a centrifugal pump, identify the following components and discuss their purpose:ImpellerPacking or mechanical sealVoluteLantern ringWearing rings (impeller and/or casing)
b. For each of the following system and/or pumped medium characteristics, identify the type of pump (e.g., centrifugal, reciprocating positive displacement, rotary-screw positive displacement) that is best suited for the application:SlurriesFluids with high viscositiesLow volume, high headLow head, high volumeWaterOil
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of these activities.
15. Mechanical systems personnel shall demonstrate a working level knowledge of strainers and filters.
The following information for this competency’s KSAs is taken from DOE-HDBK-1018/2- 93, unless stated otherwise.
a. Compare and contrast the design, operating characteristics, and applications of filters and strainers.
Filtration is a process used to remove suspended solids from a solution. Other processes such as demineralization remove ions or dissolved ions. Different filters and strainers are used for different applications. In general, the filter passage must be small enough to catch the suspended solids but large enough that the system can operate at normal system pressures and flows. Filters and strainers are used throughout most DOE facilities. They are used in hydraulic systems, oil systems, cooling systems, liquid waste disposal, water purification, and reactor coolant systems.

113
Strainers are fitted in many piping lines to prevent the passage of grit, scale, dirt, and other foreign matter, which could obstruct pump suction valves, throttle valves, or other machinery parts.
b. Describe the following types of strainers and filters, including an example oftypical use for each:Electrostatic filtersCartridge filtersPrecoated filtersBucket strainersDeep-bed filtersHigh Efficiency Particulate Air (HEPA) filtersDuplex strainers
Electrostatic Filters
According to Lawrence Berkeley National Laboratory, Applications Team, Filtration Overview, electronic air cleaners are devices that, while the dust-laden air is passing through them, impose a charge on dust particles and then set up an electrostatic field to attract the charged particles to oppositely charged collectors. These collectors are usually parallel plates between which the air passes. They can also be filter media actively electrostatically charged by a continuous external power source.
Cartridge Filters
Figure 34 illustrates a typical multi-cartridge filter. The cartridges are cylinders and usually consist of a fiber yarn wound around a perforated metal core. The liquid being filtered is forced through the yarn, which is approximately 1/2 inch thick, and then through the perforations in the metal core to the filter outlet, which can be at either end. A cartridge filter may include several cartridges, the exact number depending on the liquid flow rate that must be handled.
Source: DOE-HDBK-1018/2-93
Figure 34. Typical multi-cartridge filter

114
Cartridge filters have the advantage of being relatively inexpensive to install and operate. Instruments measure the differential pressure across these filters to let the operator know when a filter is plugged and must be replaced. When the cartridges are removed from radioactive systems, the radiation levels can be very high. For this reason, the cartridges may be withdrawn into a shielded cask for moving to a storage area or a solid waste processing area. When the porous metal cartridges become plugged, they can be cleaned ultrasonically and reused. When this is done, the cleaning solution becomes contaminated and must be processed as liquid radioactive waste.
Precoated Filters
A precoat filter eliminates the problem of physically handling radioactive materials, because the filter material (called the medium) can be installed and removed remotely. Inside the filter housing is a bundle of septums (vertical tubes, on which the filter medium is deposited). The septums in some filters are approximately 1 inch in diameter and 3 feet long and are usually made of perforated or porous metal (normally stainless steel). There may be several hundred of these septums in a filter. Septums in other filters are approximately 3 inches in diameter and 3 feet long and are made of porous stone or porous ceramic material. There are usually less than 100 of these larger septums in a filter.
The filtering medium fibers may be finely divided diatomite, perlite, asbestos, or cellulose. Diatomite, the least expensive medium, is used to filter liquid waste that will be discharged from the plant. Cellulose is generally used for processing water that will be returned to a reactor, because diatomite can allow silica leaching.
When a precoat filter is in use, water that enters the filter vessel passes through the filter medium that is deposited on the septums and then leaves through the outlet. Before the filter can be placed into operation, however, the filter medium must be installed; that is, the filter must be precoated.
The first step in precoating the filter is to close the inlet and outlet valves to the filter. The filter medium used is mixed with demineralized water in an external mixing tank to form a slurry, which is pumped through the filter. Some of the filter medium deposits on the septums and is held there by the pressure of water on the outside of the septums. At the beginning of the precoating process, some of the fibers of the filter medium pass through the septums, either because they are smaller than the openings or because they pass through lengthwise. Thus, there is still some filter medium in the water as it leaves the filter, so the slurry is recirculated again and again until the water is clear. Clear water indicates that all of the filter medium is deposited on the septums, and the filter is precoated.
One characteristic of the precoating process is that a very even layer of filter medium (approximately 1/8 inch thick) is deposited on the septums. This occurs because the circulating slurry follows the path of least resistance. When the coating at one point reaches a certain thickness, the slurry takes the fibers to another point, and this process continues until precoating is complete.

115
Because water pressure holds the filter in place, flow must be maintained through the recirculating loop to keep the medium from falling off. This is called a holding flow. As the inlet and outlet valves are opened for normal usage, called service flow, the holding flow is gradually cut off.
Bucket Strainers
The bucket strainer is literally a bucket to catch debris. The bucket can be removed for cleaning by loosening the strong back screws, removing the cover, and lifting the bucket out by its handle. It is usually used in systems expected to have larger debris.
Deep-Bed Filters
Deep-bed filters are usually found only in makeup water systems, where they are used to filter water after it has been treated in a clarifier. They are used to remove organic matter, chlorine, and very fine particulate matter.
A deep-bed filter is based on a support screen (decking), which is mounted a few inches above the bottom of the tank. The screen is perforated to allow water to flow through it. A coarse, aggregate layer of crushed rock or large lumps of charcoal is placed on top of the screen, and the deep bed itself (2 to 4 feet of granular anthracite or charcoal) is placed on top of the aggregate. The filter is sized so that there is 1 to 2 feet of “free board” above the deep bed.
When the filter is in service, raw water is pumped in through a pipe that feeds a distribution pipe above the deep bed. The water is filtered as it percolates down through the granules. (Charcoal granules will filter out organic matter, chlorine, and fine particulates, while anthracite granules remove only the particulates.) The water collects in the bottom of the tank, below the support screen, and leaves the filter through a pipe in the bottom of the filter vessel.
Deep-bed strainers, like precoat filters, are cleaned by backwashing. Water is pumped through the distribution piping near the top of the filter. The flow rate of the water is kept high enough to lift the granulated charcoal or anthracite up into the free space. The water washes away the deposits that have accumulated. When the backwash cycle is completed, the flow is stopped, and the granules settle back down into the filter bed. The filter can then be put back into service.
High Efficiency Particulate Air (HEPA) Filters
The following is taken from DOE-STD-3020-2005.
A HEPA filter is a throwaway, extended-media, dry-type filter with a rigid casing enclosing the full depth of the pleats. The filter shall exhibit a minimum efficiency of 99.97% at a test aerosol diameter of 0.3 micrometers.
HEPA Filter TypesOpen Face Filters: A filter with no restrictions over the ends or faces of the unit, as opposed to the enclosed filter with reduced-size end connections.

116
Radial Flow Filters: A filter constructed from a continuous length of glass fiber filter paper folded back and forth into pleats in a rigid annulus, with airflow in essentially a perpendicular direction outward from the centerline of the upstream inside side face of the filter or conversely inward.
Enclosed (Encapsulated) Filters: A filter that is completely enclosed on all sides and both faces except for reduced end connections or nipples for direct connection into a duct system.
Duplex Strainers
A duplex strainer is a strainer consisting of two sides with a basket in each side. Only one side is placed in service at a time. These are commonly used in fuel oil and lubricating oil lines, where it is essential to maintain an uninterrupted flow of oil. The flow may be diverted from one basket to the other, while one is being cleaned.
c. Discuss the principal application of high efficiency particulate filters and the general content of DOE-STD-3020-2005 and DOE-HDBK-1169-2003.
DOE-STD-3020-2005 establishes specifications and quality assurance requirements for HEPA filters procured to protect workers, the public, and the environment when installed in DOE nuclear facilities. It provides guidance to DOE contractors for procurement and required testing of HEPA filters used in DOE nuclear facilities. Required testing is performed by the filter manufacturer and by DOE at a designated filter test facility (FTF). The standard specifies minimum requirements to be included in contractor specifications.
As directed by the Secretary of Energy’s June 4, 2001 memorandum, “100 Percent Quality Assurance Testing of HEPA Filters at the DOE Filter Test Facility,” prior to use in DOE facilities, filters meeting the following criteria shall be delivered to the FTF for additional quality assurance testing:
HEPA filters that are used in confinement ventilation systems in category 1 and category 2 nuclear facilities that perform a safety function in accident situations, or are designated as important to safety (i.e., safety class or safety significant per DOE-STD-3009-94).
HEPA filters necessary for habitability systems (e.g., filters that protect workers who must not evacuate in emergency situations because of the necessity to shutdown or control the situation).
For all other applications where HEPA filters are used in confinement ventilation systems for radioactive airborne particulate, develop and document an independent, tailored filter quality assurance testing program that achieves a high degree of fitness for service. The program should include the testing of a sample of filters at the FTF. The size of the sample to be tested should be large enough to provide sufficient statistical power and significance to assure the required level of performance.
The following is taken from DOE-STD-1169-2003, appendix A.
High reliance can be placed on the HEPA filter if precautions are taken in handling, storage, and installation. Inspection upon delivery, upon withdrawal from stock, and before and after

117
installation is important. A filter unit should be inspected each time it is handled to guard against installation of a damaged item.
Packaging and Shipping
Packaging practice varies among the filter unit manufacturers. Normally, units are packaged in cardboard cartons with various means of providing internal strengthening and impact resistance of the carton. A carton will usually contain one of the larger units, such as the 1,500-cfm, 24 × 24 × 111/2-inch unit; or it may have two 500-cfm, 24 × 24 × 57/8-inch units. The smaller sizes, the 125-cfm, 12 × 12 × 127/8-inch, and the smaller units frequently are packaged in individual cardboard cartons and crated in multiples.
When a filter is placed in the carton, it is inserted so that the pleated folds are vertical to prevent damage in shipment. To prevent sagging of the pleats, vertical positioning of the pleats must be maintained during subsequent handling and storage. Most important, filter units should also be installed vertically for operation.
The shipping carton is marked with a vertical arrow and the notation “this side up” to indicate positioning of the carton in the transport vehicle. Other markings, “handle with care,” “use no hooks,” etc., may be found on some containers.
When a filter unit is shipped with pleats in the horizontal position, the vibration that occurs during transportation and the jarring that usually accompanies handling often cause the filter medium to split or to break at the adhesive line, which will appear as a hairline crack.
Occasionally, the manufacturer positions a filter unit improperly in the container. Cartons frequently are not placed in trucks according to the vertical arrow, and they are not handled consistently with the care designated. Consequently, inspection to verify that filters have been packed properly is necessary upon delivery at the destination. Experience has shown that filters should not be shipped by rail.
Receiving and Unloading
Inspection starts when a delivery of filter units reaches the purchaser, even while the load is still aboard the carrier. As the shipment is being unloaded, each carton should be inspected for external damage and improper positioning in the cargo space (i.e., the carton placed with arrow directed horizontally). Damaged cartons, including those with corners dented and those improperly oriented in the truck, should be set aside for particularly careful inspection of their contents. Damage will be more prevalent when filter units are loaded with mixed cargoes or are shipped in a partially loaded carrier.
The filter unit must be removed carefully from its carton. The acceptable method for removal is to open the top flaps of the container after removing the sealing tape. With flaps folded back, the carton should be inverted or upended gently to place the exposed end of the filter unit on a flat surface, preferably the floor.
The surface must be clear of nuts, bolts, and similar protrusions. Then withdraw the carton from the filter unit. Attempts to remove the filter unit from the carton by grasping below the

118
exposed filter case can result in irreparable damage if fingers puncture the delicate filter medium attached immediately below the case.
Shipping
HEPA filters should be shipped under controlled conditions insofar as practicable. Too often, after the cartons have been carefully arranged in a truck-trailer body, the shipper removes them at an interchange station, stacks them temporarily in the terminal (under completely uncontrolled conditions), and then stacks them into another truck-trailer. Handling under such conditions is usually careless, and attention to proper orientation of the cartons may be nonexistent. As a minimum, it is recommended that cartons be steelbanded to a skid or pallet, no more than 61/2 feet high, in the specified vertical orientation. Plywood crates are preferred. Skids (pallets) must not be stacked one above the other unless bracing is provided in the truck-trailer body or railroad car to prevent the weight of the upper load from resting on the lower. This will force the shipper to keep the cartons in their proper orientation and prevent the shipper from throwing or dropping them indiscriminately.
Another control is to require that the filters be packed properly in a scaled truck-trailer body or in a sealed containerized-freight unit, not to be opened until arrival at the specified delivery point. The trailer or containerized-freight unit should be unloaded by personnel employed at the delivery site who have been thoroughly instructed in the proper care and handling of HEPA filters. Mixed-load shipments should be avoided.
Storage
Following receipt and inspection, the filter unit should be repacked carefully in the carton in which it was shipped and received. All packing material for internal strengthening of the carton and for protection of the filter unit should be replaced properly. Pleats of the filter unit should be positioned to conform to the orientation marking on the carton; this should be done routinely whether the filter unit will be installed at an early date or whether it will be stored.
Cartons of filter units should be positioned in storage to conform to the vertical arrow, and the manufacturer’s recommendations for storage heights should be followed. When recommendations are not available, filter units 24 × 24 × 111/2 inches and 24 × 24 × 57/8 inches should be stacked not more than three filter units high. Alternate the position of each level so as to not have one filter support the one above it.
Mixing other items and materials with filter units in storage should be avoided to prevent damage to the filter units. Recommended aisle widths consistent with good warehousing practice should be provided to reduce damage of filter units from materials-handling equipment and other traffic. Filter units should not be stored in locations where they will be exposed to dampness, excessive heat or cold, or rapidly changing temperatures. A National Quality Assurance (NQA)-1 Level B storage or equivalent should be used.
Handling
Mechanical warehousing equipment is recommended for handling large quantities of filter units. Skids and pallets should be used to provide a flat bed for movement of the units.

119
Chains, slings, and hooks obviously must not be used. The cartons should be placed on the pallet so that the arrow on the carton points vertically.
In physically handling a packaged filter unit, a person must make certain that the carton is picked up at opposite corners and deposited carefully on the floor or other surface. The carton should not be dropped or jarred. Any filter unit dropped, whether or not in the carton, should be reexamined for damage.
When a filter unit is lifted, it must be grasped only along the outer surface of the case. Even slight contact of fingers at almost any point within the case can puncture the filter medium.
A handle or grip is sometimes attached permanently to the wood filter case for ease of installation and removal of the filter unit. In such instances, care must be taken in attaching the handle. Screws should not be pounded for starting, and nails should never be used. The recommended method is to drill starting screw holes, making certain that the drill and the length of screws do not penetrate through the frame and pierce the filter medium attached (screws must not be longer than 3/4 inches). Pounding may crack the filter medium and possibly loosen the adhesive seal that bonds the filter pack within the frame. Attachment of a handle to a metal-frame filter unit is not recommended.
Filter units should be kept in shipping cartons when moved from one location to another. When transferred for installation, the units should be unloaded at a point that, so far as practicable, will reduce physical handling. Filter units should remain in cartons until ready for installation and then should be unpacked.
If for any reason an unpackaged filter unit must be placed with its face on the floor or other surface, the surface must be cleared of every object or irregularity that might damage the filter pack.
Installation
Personnel responsible for installation of the filter unit must be carefully instructed in proper handling technique. They should know that the filter pack within the frame is delicate and must not be damaged during installation. Equally important is that the filter unit must be installed so that unfiltered air will not leak past the unit. The following installation procedure, as a minimum, should be used:
Carefully remove filter unit from shipping carton.Carefully inspect both faces of the filter unit for cracks in the filter medium, for
damage of separators, and for separation of the filter pack at the frame.Ensure that the gasket is cemented firmly to the frame and that the gasket pieces are
butted or mated at the joints.The gasket must be compressed firmly. Compression should be applied evenly and
equally at all points in increments of 5 feet-pounds or less, with the filter frame completely covering the opening.
Install the filter with pleats and separators in the vertical position. This will eliminate sagging of pleats from accumulated weight of materials stopped by the filter unit.

120
d. Identify and describe the hazards associated with high efficiency particulate filters, including any fire safety concerns.
The following is taken from DOE-STD-1066-99.
To be listed by Underwriters Laboratories under UL-586 as a High Efficiency Particulate Air Filter Unit, HEPA filters are required to (1) withstand 750 oF (402 oC) air for 5 minutes at rated airflow capacity and have greater than 97% di-octyl phthalate efficiency, and(2) withstand a spot-flame test in which a Bunsen burner flame is placed on the filter core with no after burning when the flame is removed.
However, it can be noted that there is a rapid decrease in the tensile strength of the filter media at about 450 oF (234 oC), and when temperatures get above 800 oF (430 oC) the fibers in the filters begin to break and curl up, leaving pinholes in the filter media. Extended exposure to temperatures above 800 oF (430 oC) will cause destruction of the case in wood-cased filters and warping of the case in steel-cased filters, resulting in bypassing of unfiltered air.
Although HEPA filters can withstand 750 oF (402 oC) temperature for a very limited time duration, they should not be subjected to indefinite exposure temperatures higher than 275 oF (136 oC). Longer filter life and more reliable service as well as an operational safety factor can be obtained when normal operating temperatures are below 200 oF (94 oC) and high temperature extremes are avoided.
Continuous operation of HEPA filters at higher temperatures is limited primarily by the filter sealant, used to seal the filter core into the filter case. At higher temperatures, the sealants lose their strength, causing filter failure. For example, standard urethane seals are suitable for service at 250 oF (122 oC), while some silicone seals can withstand 500 oF (262 oC).
Since different sealants are available and different filter manufacturers rate their filters for different temperatures, the best practice is for ventilation system designers and operators to determine the manufacturer’s limiting continuous service temperature if continuous operation at high temperatures is necessary.
16. Mechanical systems personnel shall demonstrate a working level knowledge of the basic components, operations, and theory of hydraulic systems.
The information for the KSAs of this competency is taken from DOE-HDBK-1018/2-93, unless stated otherwise.
a. Define the following terms and discuss their relationship in hydraulic systems:ForceWorkPressureReservoirAccumulatorActuator

121
Force and Pressure
The foundation of modern hydraulic-powered systems was established when a scientist named Blaise Pascal discovered that pressure in a fluid acts equally in all directions. This concept is known as Pascal’s law. The application of Pascal’s law requires the understanding of the relationship between force and pressure.
Force may be defined as a push or pull exerted against the total area of a surface. It is expressed in pounds. Pressure is the amount of force on a unit area of the surface. That is, pressure is the force acting upon one square inch of a surface.
The relationship between pressure and force is expressed mathematically:
F = P × A
whereF = force in lbfP = pressure in lbf/in.2 (psi) A = area in in.2
Work
According to DOE-HDBK-1012/1-92, kinetic energy, potential energy, internal energy, and pressure-volume (P-V) energy are forms of energy that are properties of a system. Work is a form of energy, but it is energy in transit. Work is not a property of a system. Work is a process done by or on a system, but a system contains no work. This distinction between the forms of energy that are properties of a system and the forms of energy that are transferred to and from a system is important to the understanding of energy transfer systems.
The following definitions are taken from Hydraulic Supermarket.com, Reservoirs.
Reservoir
The reservoir performs the following functions in a hydraulic system:Fluid storageSeparation of airDissipation of heatSettling of contaminants
Recommended reservoir fluid volume is 3 to 5 times the pumps’ output flow per minute with a 10% air cushion, expressed by the following formula:
V = 3 × Q × 1.1
whereV = reservoir volume in gallons or litersQ = flow rate of pumps in gallons per minute or liters per minute.
The volume chosen for a particular application will be influenced by available space and weight considerations, which are typically more critical in mobile applications than in

122
industrial applications. The unequal displacement of cylinders must be also be considered, so that the minimum oil level with all cylinders extended is sufficient to prevent a vortex at the pump suction outlet, and reservoir volume can accommodate returning oil with all cylinders retracted.
Accumulator
Per the Hydraulic Supermarket Web site, hydraulic accumulators store fluid under pressure and can serve a number of functions within a hydraulic system. The most common type of accumulator employed in modern hydraulic systems is the nitrogen gas loaded type.
Actuator
Hydraulic actuators provide for semi-automatic or automatic positioning of the valve, similar to the pneumatic actuators. These actuators use a piston to convert a signal pressure into valve stem motion. Hydraulic fluid is fed to either side of the piston while the other side is drained or bled. Water or oil is used as the hydraulic fluid. Solenoid valves are typically used for automatic control of the hydraulic fluid to direct either opening or closing of the valve. Manual valves can also be used for controlling the hydraulic fluid; thus providing semi-automatic operation.
b.Describe the basic operation of a hydraulic system.
Oil from a tank or reservoir flows through a pipe into a pump. Often a filter is provided on the pump suction to remove impurities from the oil. The pump, usually a gear-type, positive displacement pump, can be driven by an electric motor, an air motor, a gas or steam turbine, or an internal combustion engine. The pump increases the pressure of the oil. The actual pressure developed depends upon the design of the system. Most hydraulic systems have some method of preventing overpressure. One method of pressure control involves returning hydraulic oil to the oil reservoir. The pressure control box is usually a relief valve that provides a means of returning oil to the reservoir upon over-pressurization. The high pressure oil flows through a control valve (directional control). The control valve changes the direction of oil flow, depending upon the desired direction of the load. The load can be moved to the left or to the right by changing the side of the piston to which the oil pressure is applied. The oil that enters the cylinder applies pressure over the area of the piston, developing a force on the piston rod. The force on the piston rod enables the movement of a load or device. The oil from the other side of the piston returns to a reservoir or tank.
c.Discuss how energy in a hydraulic system is converted to work.
Oil from a tank or reservoir flows through a pipe into a pump. The pump can be driven by a motor, a turbine, or an engine. The pump increases the pressure of the oil. The high pressure oil flows in the piping through a control valve. The control valve changes the direction of the oil flow. A relief valve, set at a desired safe operating pressure, protects the system from an overpressure condition. Oil entering the cylinder applies pressure to the piston, developing a force on the piston rod.

123
d.Discuss the purpose and basic construction of a hydraulic reservoir.
According to GlobalSpec, a hydraulic reservoir is a storage tank that holds liquids or gases used in fluid power applications. They are usually rectangular, cylindrical, T-shaped, or L-shaped and made of steel, stainless steel, aluminum, or plastic. Hydraulic reservoirs vary in terms of capacity, but need to be large enough to accommodate the thermal expansion of fluids and changes in fluid level due to normal system operation.
e.Discuss the purpose and basic construction of a hydraulic accumulator.
According to GlobalSpec, a hydraulic accumulator uses an incompressible fluid and a compressed gas, spring or raised mass to store energy, absorb shock, eliminate noise, and counter-balance loads. Devices that use a compressed gas such as nitrogen usually include separate fluid and gas compartments. The fluid section connects to the hydraulic circuit so that as pressure rises, fluid enters the accumulator and the gas is compressed. As pressure falls, the compressed gas expands and forces the stored fluid back into the system. Spring-loaded accumulators are small, lightweight devices that are suitable for mobile applications with low volumes and pressures below 500 psi. Some hydraulic accumulators use a bellows as a spring cushion. Raised mass or weight-loaded devices often use concrete disks loaded onto an oversized piston.
f.Identify and discuss the hazards associated with hydraulic systems and their components.
Any use of a pressurized medium can be dangerous. Hydraulic systems carry all the hazards of pressurized systems and special hazards that are related directly to the composition of the fluid used. When using oil as a fluid in a high pressure hydraulic system, the possibility of fire or an explosion exists. A severe fire hazard is generated when a break in the high pressure piping occurs, and the oil is vaporized into the atmosphere. Extra precautionsagainst fire should be practiced in these areas. If oil is pressurized by compressed air, an explosive hazard exists if the high pressure air comes into contact with the oil, because it may create a diesel effect and subsequent explosion. A carefully followed preventive maintenance plan is the best precaution against explosion.
17. Mechanical systems personnel shall demonstrate a working level knowledge of the components, operation, and theory of pneumatic systems.
a. Define the following terms and discuss their relationship:Dew pointDehydratorDew point indicatorActuator
The following is taken from DOE-HDBK-1018/2-93.

124
Dew Point
The dew point is the temperature at which the moisture in the air begins to condense in a constant pressure condition. In a pneumatic system the dew point is important to prevent water from forming in the air system.
Dehydrator
The dehydrator removes the moisture contained in air or other pneumatic gas. This helps to minimize the amount of moisture that may form and reduce the dew point temperature.
Dew Point Indicator
A dew point indicator is an instrument for measuring relative humidity or moisture content of a gas by measuring its dew point.
Actuator
Actuators, as illustrated in figure 35, provide for automatic or semiautomatic valve operation.
Source: DOE-HDBK-1018/2-93
Figure 35. Pneumatic actuator

125
These actuators translate an air signal into valve stem motion by air pressure acting on a diaphragm or piston connected to the stem. Pneumatic actuators are used in throttle valves for open-close positioning where fast action is required. When air pressure closes the valve and spring action opens the valve, the actuator is termed direct acting.
When air pressure opens the valve and spring action closes the valve, the actuator is termed reverse acting. Duplex actuators have air supplied to both sides of the diaphragm. The differential pressure across the diaphragm positions the valve stem. Automatic operation is provided when the air signals are automatically controlled by circuitry. Semi-automatic operation is provided by manual switches in the circuitry to the air control valves.
b. Describe the basic operation of a pneumatic system.
The following is taken from Improving Compressed Air System Performance: A Sourcebook for Industry, U.S. Department of Energy, Energy Efficiency and Renewable Energy.
Compressed air is used widely throughout industry and is often considered the “fourth utility” at many facilities. Almost every industrial plant, from a small machine shop to an immense pulp and paper mill, has some type of compressed air system. In many cases, the compressed air system is so vital that the facility cannot operate without it. Plant air compressor systems can vary in size from a small unit of 5 horsepower (hp) to huge systems with more than 50,000 hp.
In many industrial facilities, air compressors use more electricity than any other type of equipment. Inefficiencies in compressed air systems can therefore be significant. Energy savings from system improvements can range from 20% to 50% or more of electricity consumption. For many facilities this is equivalent to thousands, or even hundreds of thousands of dollars of potential annual savings, depending on use. A properly managed compressed air system can save energy, reduce maintenance, decrease downtime, increase production throughput, and improve product quality.
Compressed air systems consist of a supply side, which includes compressors and air treatment, and a demand side, which includes distribution and storage systems and end-use equipment. A properly managed supply side will result in clean, dry, stable air being delivered at the appropriate pressure in a dependable, cost-effective manner. A properly managed demand side minimizes wasted air and uses compressed air for appropriate applications.
There are two basic compressor types: positive-displacement and dynamic. In a positive-displacement type, a given quantity of air or gas is trapped in a compression chamber and the volume which it occupies is mechanically reduced, causing a corresponding rise in pressure prior to discharge. At constant speed, the air flow remains essentially constant with variations in discharge pressure. Dynamic compressors impart velocity energy to continuously flowing air or gas by means of impellers rotating at very high speeds. The velocity energy is changed into pressure energy both by the impellers and the discharge volutes or diffusers. In the centrifugal-type dynamic compressors, the shape of the impeller blades determines the relationship between air flow and the pressure (or head) generated.

126
With a regulator positioned after a receiver tank, air from the receiver can expand (flow) through the valve to a point downstream. As pressure after the regulator rises, it is sensed in an internal pilot passage leading to the underside of the piston.
This piston has a large surface area exposed to downstream pressure and for this reason is quite sensitive to downstream pressure fluctuations. When downstream pressure nears the preset level, the piston moves upward, pulling the poppet toward its seat. The poppet, once it seats, does not allow pressure to continue building downstream. In this way, a constant source of compressed air is made available to an actuator downstream.
The following is taken from DOE-HDBK-1018/2-93.
c.Discuss how energy in a pneumatic system is converted to work.
The stored energy in the air system is applied to actuators, pistons, or other mechanical components to operate these components. The air operates these components to allow system operation.
d.Discuss the hazardous relationship between high-pressure air and oil.
Great care should be taken to keep contaminants from entering air systems. This is especially true for oil. Oil introduced in an air compressor can be compressed to the point where detonation takes place in a manner similar to that which occurs in a diesel engine. This detonation can cause equipment damage and personnel injury.
e.Identify and discuss the general hazards associated with pneumatic systems and their components and the over-pressurization of these systems.
People often lack respect for the power in compressed air because air is so common and is often viewed as harmless. At sufficient pressures, compressed air can cause serious damage if handled incorrectly. To minimize the hazards of working with compressed air, all safety precautions should be followed closely.
Small leaks or breaks in the compressed air system can cause minute particles to be blown at extremely high speeds. Always wear safety glasses when working in the vicinity of any compressed air system. Safety goggles are recommended if contact lenses are worn.
Compressors can make an exceptional amount of noise while running. The noise of the compressor, in addition to the drain valves lifting, creates enough noise to require hearing protection. The area around compressors should normally be posted as a hearing protection zone.
Pressurized air can do the same type of damage as pressurized water. Treat all operations on compressed air systems with the same care taken on liquid systems. Closed valves should be slowly cracked open, and both sides should be allowed to equalize prior to opening the valve further. Systems being opened for maintenance should always be depressurized before work begins.

127
f. Discuss the hazards associated with portable gases such as cylinders of oxygen, nitrogen, etc.
The following is taken from DOE-HDBK-1015/2-93.
Compressed and liquified gases are widely useful due to properties including high heat output in combustion for some gases, high reactivity in chemical processing with other gases, extremely low temperatures available from some gases, and the economy of handling them all in compact form at high pressure or low temperature. These same properties, however, also represent hazards if the gases are not handled with full knowledge and care.
Practically all gases can act as simple asphyxiants by displacing the oxygen in air. The chief precaution taken against this potential hazard is adequate ventilation of all enclosed areas in which unsafe concentrations may build up. A second precaution is to avoid entering unventilated areas that might contain high concentrations of gas without first putting on breathing apparatus with a self-contained or hose-line air supply. A number of gases have characteristic odors that can warn of their presence in air. Others, however, like the atmospheric gases, have no odor or color. Warning labels are required for compressed and liquified gas shipping containers. Similar warning signs are placed at the approaches to areas in which the gases are regularly stored and used.
Some gases can also have a toxic effect on the human system, either by inhalation, through high vapor concentrations, or by liquified gas coming in contact with the skin or the eyes. Adequate ventilation of enclosed areas serves as the chief precaution against high concentrations of gas.
In addition, for unusually toxic gases, automatic devices can be purchased or built to monitor the gas concentration constantly and set off alarms if the concentration approaches a danger point. Precautions against skin or eye contact with liquified gases that are toxic or very cold, or both, include thorough knowledge and training for all personnel handling such gases, the development of proper procedures and equipment for handling them, and special protective clothing and equipment (for example, protective garments, gloves, and face shields).
With flammable gases, it is necessary to guard against the possibility of fire or explosion. Ventilation, in addition to safe procedures and equipment to detect possible leaks, represents a primary precaution against these hazards. If fire breaks out, suitable fire extinguishing apparatus and preparation will limit damage. Care must also be taken to keep any flammable gas from reaching any source of ignition or heat (such as sparking electrical equipment, sparks struck by ordinary tools, boiler rooms, or open flames).
Oxygen poses a combustible hazard of a special kind. Although oxygen does not ignite, it lowers the ignition point of flammable substances and greatly accelerates combustion. It should not be allowed closer than 10 feet to any flammable substance, including grease and oil, and should be stored no closer than 10 feet to cylinders or tanks containing flammable gases.

128
Proper storage and handling of containers avoids many possible incidents. Hazards resulting from the rupture of a cylinder or other vessel containing gas at high pressure are protected against by careful and secure handling of containers at all times. For example, cylinders should never be struck nor allowed to fall, because if the cylinder is charged to a high pressure and the cylinder valve is broken off, it could become a projectile. Cylinders should not be dragged or rolled across the floor; they should be moved by a hand truck. Also, when they are upright on a hand truck, floor, or vehicle, they should be chained securely to keep them from falling over.
Moreover, cylinders should not be heated to the point at which any part of their outside surface exceeds a temperature of 125 °F, and they should never be heated with a torch or other open flame. Similar precautions are taken with larger shipping and storage containers. Initial protection against the possibility of vessel rupture is provided by the demanding requirements and recommendations for compressed gas container construction, testing, and retesting.
g.State the purpose of an air compressor unloader and discuss its basic operation.
According to DOE-HDBK-1016/1-93, an air compressor unloader is in place to operate in conjunction with the regulator to reduce or eliminate the load put on the prime mover when starting the unit. It is a valve that opens during starting to help minimize the load on the prime mover during startup to minimize wear. As the prime mover reaches operating speed, the valve shuts to allow the load to be added to the compressor.
h.Compare and contrast the principle of operation for centrifugal and reciprocating compressors.
The following is taken from DOE-HDBK-1018/2-93.
Centrifugal Compressor
The centrifugal compressor, originally built to handle only large volumes of low-pressure gas and air (maximum of 40 psig), has been developed to enable it to move large volumes of gas with discharge pressures up to 3,500 psig. However, centrifugal compressors are now most frequently used for medium volume and medium pressure air delivery. One advantage of a centrifugal pump is the smooth discharge of the compressed air. The centrifugal force utilized by the centrifugal compressor is the same force utilized by the centrifugal pump. The air particles enter the eye of the impeller. As the impeller rotates, air is thrown against the casing of the compressor. The air becomes compressed as more and more air is thrown out to the casing by the impeller blades. The air is pushed along a path, and the pressure of the air is increased. The impeller blades curve forward, which is opposite to the backward curve used in typical centrifugal liquid pumps. Centrifugal compressors can use a variety of blade orientations, including both forward and backward curves as well as other designs. There may be several stages to a centrifugal air compressor, as in the centrifugal pump, and the result would be the same; a higher pressure would be produced. The air compressor is used to create compressed or high-pressure air for a variety of uses. Some of its uses are pneumatic control devices, pneumatic sensors, pneumatic valve operators, pneumatic motors, and starting air for diesel engines.

129
Reciprocating CompressorThe reciprocating air compressor is the most common design employed today. The reciprocating compressor normally consists of the following elements:
The compressing element, consisting of air cylinders, heads and pistons, and air inlet and discharge valves.
A system of connecting rods, piston rods, crossheads, and a crankshaft and flywheel for transmitting the power developed by the driving unit to the air cylinder piston.
A self-contained lubricating system for bearings, gears, and cylinder walls, including a reservoir or sump for the lubricating oil and a pump or other means of delivering oil to the various parts. (On some compressors a separate force-fed lubricator is installed to supply oil to the compressor cylinders.)
A regulation or control system designed to maintain the pressure in the discharge line and air receiver (storage tank) within a predetermined range of pressure.
An unloading system, which operates in conjunction with the regulator, to reduce or eliminate the load put on the prime mover when starting the unit.
Inlet and discharge valves are located in the clearance space and connected through ports in the cylinder head to the inlet and discharge connections. During the suction stroke, the compressor piston starts its downward stroke and the air under pressure in the clearance space rapidly expands until the pressure falls below that on the opposite side of the inlet valve. This difference in pressure causes the inlet valve to open into the cylinder until the piston reaches the bottom of its stroke. During the compression stroke, the piston starts upward and compression begins and reaches the same pressure as the compressor intake. The spring-loaded inlet valve then closes. As the piston continues upward, air is compressed until the pressure in the cylinder becomes great enough to open the discharge valve against the pressure of the valve springs and the pressure of the discharge line. From this point to the end of the stroke, the air compressed within the cylinder is discharged at practically constant pressure.
18. Mechanical systems personnel shall demonstrate a working level knowledge of the basic design, construction, and operation of glovebox systems.
a. Explain the general functions of a glovebox and when glovebox use is appropriate.
The following is taken from DOE-HDBK-1169-2003.
Gloveboxes are enclosures that enable operators in various industries (e.g., nuclear, biological, pharmaceutical, microelectronics) to use their hands to manipulate hazardous materials through gloves without exposure to themselves or subsequent unfiltered release of the material to the environment. In the nuclear industry, gloveboxes provide primary confinement for radioactive material handling and process protection and are used to handle a diverse range of chemical, oxygen-sensitive, pyrophoric, hazardous, and nuclear materials. (Note: There are many other factors, [e.g., seismic, shielding, etc.] that could impact glovebox filtration design and operation. Secondary confinement may be provided by the room or building where the gloveboxes are located.)

130
Ventilation is the heart of the glovebox system. Nuclear materials requiring handling inside a glovebox usually present little or no penetrating radiation hazard, but emit radioactive particles that could be dangerous if inhaled. Gloveboxes prevent operators from inhaling radioactive particles as they work with various nuclear materials and help provide a clean, controlled, safe working environment. For glovebox ventilation to be effective, however, proper design pressures and flow criteria must be maintained. Glovebox pressures range from mostly negative (for confinement) to positive pressure environments (for process protection). Failure to maintain correct operational pressures or to follow established operational procedures could render a glovebox both ineffective and unsafe.
b. Describe the design considerations of a glovebox, including shielding, criticality safety, seismic requirements, decontamination and decommissioning, materials, reinforcement, gloves and gloveports, filters, atmosphere, instrumentation, and testing.
The following is taken from DOE-HDBK-1169-2003.
Design Considerations
The principles of glovebox confinement are basic. Airflow of 125 ± 25 feet per minute (fpm) through a breached (8-inch diameter) gloveport will maintain confinement. This is an inherent (defined as “real time, at the moment of failure”) safety feature that should be incorporated into the glovebox system. Most nuclear, biological, and pharmaceutical facilities in the United States are designed to provide this capability (within a range of 10%). It is important to understand how this is achieved.
A glovebox is basically a closed volume. When the blower unit draws air (negative side) from the box, the box is under negative pressure. The filters help regulate this pressure. Filters are essentially controlled leaks that allow airflow through them while trapping the particulates they are designed to filter out. The inlet filter establishes the actual glovebox working pressure, while the exhaust filter system establishes the inherent safety feature. It is therefore critical for the exhaust filter to be properly engineered into the system to perform its inherent duty. When a gloveport breach occurs, by design the inlet filter is bypassed and the breached gloveport becomes the inlet.
The air change rate is an important consideration for all gloveboxes. As glovebox volume increases, airflow should increase. Nonetheless, the inherent safety feature of 125 ± 25 fpm through a gloveport must be maintained. For normal operations, flow rate is based on the dilution of evolved combustible or corrosive gases and heat dissipation, as well as prior experience. The exhaust capability must be sufficient to provide safety under postulated abnormal conditions, including the gloveport breach. In certain other applications, the exhaust capability must be sufficient to provide safe access for planned activities.
Operating personnel, industrial hygienists, and radiation specialists can assist the designer in establishing realistic requirements, particularly when an existing system is being replaced or revised. The types and quantities of materials to be used inside the box and their toxicity and state (wet slurry, dry powder, etc.) must be considered when establishing the air exchangerate and velocity. When exposed radioactive material is handled inside a glovebox, the box

131
becomes the primary confinement. When handling nuclear and pyrophoric materials, consideration should be given to whether pressure inside the glovebox should be positive or negative. A positive-pressured glovebox provides a motive force for airborne contamination to leak from the box into the secondary confinement (the room or facility). Negative pressure inside the box is essential to maintain glovebox confinement when working with radioactive material. It is not usually acceptable to design a normal operating condition that allows a primary confinement area to be positive to the secondary confinement area. However, in a unique or unusual application where an inert environment is used to control fire and explosion, the box may be slightly positive or even neutral, and the facility becomes the primary confinement. This suggests the need for a secondary confinement and also flags the need for personal protective equipment and appropriate procedures to protect the worker. The designer must design for failure (i.e., using the worse case scenario) to predict the consequences of a glovebox failure. The designer also must consider test and acceptance criteria.
Materials
It is important to understand the construction materials used on the filters and filter housings for gloveboxes, particularly chemical processing gloveboxes. It should be clearly understood which chemicals and gases will be introduced into the airstream of the glovebox and where they will be processed if processing is required. If a bag-in/bag-out port is used, the bag material is subject to the same exposure to chemicals and gases as the rest of the ventilation. If the process performed in the glovebox changes or other materials are introduced into the glovebox system, the compatibility of the materials must be re-evaluated. Simply put, the materials, ducting, blower unit, etc., must be compatible with the chemicals and gases exposed to the exhaust airstream.
Filters are available in many different materials for different purposes. Wood, several different stainless steel and aluminum materials, etc., are commonly selected for different applications. Recently developed technologies such as stainless steel, ceramic, and Teflon® filter media have outstanding resistance to chemicals, heat, and gases. However, these recent developments have not gained wide acceptance in nuclear applications.
Gloveports
The following is taken from “Modifications to Installed Sphincter Design Gloveports,” by S.S. Shetty and J.M. Gilkison, Westinghouse Savannah River Company.
Access to the interior of the gloveboxes is achieved through gloveports installed in the sides of the glovebox cabinets. These gloveports contain gloves that will accept the operator’s hands and arms. A mechanical seal is maintained between the glove and the gloveport to confine materials inside the gloveboxes. The confinement aspects of the gloveport seal are augmented by a differential pressure between the interior and the exterior. The pressure within the glovebox is negative to the exterior so air leakage past the gloveport seals is toward the interior of the glovebox.

132
Filters
The types of filter housings selected for use on gloveboxes have always been application-specific. As many nuclear facilities function under different directives, filter housings have evolved to suit their respective applications. Early gloveboxes often had externally mounted HEPA filters. Because of the potential for spreading contamination during filter changes, this practice should be avoided.
Internal filter installations vary in design, however, and all have a mechanism to restrain the filter (a HEPA filter) and a sealing mechanism. These mechanisms also vary; however, it is critical that the mechanism be free of sharp edges that can easily cut gloves. Cracks and crevices should be kept to a minimum since the location makes cleaning difficult. Filter housing construction typically requires clean, smooth finishes to allow cleanup of contaminated or potentially contaminated areas. Experience has shown that areas exposed to contamination can be impossible to clean. The rougher the surface of the housing, the more difficult it is to clean. Valves, located to the outside, are used to isolate the spent filters during filter changes. Most applications use a prefilter to protect the HEPA filter, as well as a fire screen when there is a potential for fire. Although diverse, the many prefilter and fire screen designs should meet the requirements imposed in DOE-STD-1066-99.
The last basic requirement is a means and method to remove the contaminated filter from the glovebox. The most common method is the bag-in/bag-out method. Push-through filter housings differ in that they hold the standby filter in the filter housing. The filter is a cartridge type with chevron seals located at the inlet and the exhaust of the round cartridge filter. One of its advantages is that it is designed to maintain confinement during a filter change. A new filter displaces the spent filter as it is pushed through. The old filter and spacer are displaced to the inside of the glovebox. The inner pipe “tube” of the housing is honed to obtain a smooth, round surface. The chevron seal, which is larger than the internal diameter of the tube, creates the seal. Although this system has been used with great success, seal quality and tube finish are critical to its proper operation. This filter housing design is vulnerable, however, when it is used for applications involving light, easily airborne materials. Such materials, if surface-deposited on the inside tube, can bypass the seals during a filter change because the seal can “roll over” the material. Another potential drawback of this design is its orientation. It should be installed in a vertical position for proper sealing. A horizontal installation will enable the seals to “take a set” and eventually bypass the filter. This filter housing has been used at nuclear facilities in the United States for many years with good reliability; however, its limitations should be noted.
Cartridge filters can be used for glovebox operations for both radioactive and nonradioactive applications. These filters incorporate the filter housing and filter as a single unit and are supplied from the manufacturer with options for pipe nipple connections on both the inlet and exhaust or on one end only. Test ports should be specified when ordering, as these filters range in size and airflows. Prefilters should be installed inside the glovebox for filters not already equipped with prefilters. A valve should be located on the outside of the glovebox filter housing.

133
Instrumentation
Glovebox instrumentation may range from simple indicators and alarms to sophisticated control systems. The type of control or instrument used will depend on the characteristics to be monitored, the relative hazards, and the method and time available to correct an upset condition. Operational characteristics to be measured and alarmed should always include the differential pressure between box and surroundings, the filter resistance, the gas flow rate through the box, and the box atmospheric temperature. An alarm should be available for any activity that could lead to degradation of or loss of confinement, fire, or any other safety concerns. In addition to instruments and sensors on the box, it may be necessary to indicate and provide for readouts and/or alarms at a central panel for oxygen content, liquid level, neutron flux, gamma flux, fire, and explosive gas mixture inside the box.
When a monitored characteristic requires annunciation for safety in case the level of a monitored parameter passes some predetermined point, the alarm may be local. For example, an alarm may alert the operator to an upset condition (e.g., when the glovebox pressure differential becomes less negative than its design relative to the surroundings) or it may signal an annunciator panel in an adjoining “cold” area (e.g., by the entry door to the glovebox room, in a control room, or both). Standard operating procedures and sufficient information on the current contents of each box should be available to assist evaluation of the hazard area when an alarm sounds and to aid in planning corrective action.
Minimum instrumentation for a glovebox ventilation system should include devices to indicate the differential pressure between the box and its surroundings, exhaust filter resistance, total exhaust flow rate, and exhaust air temperature. Figure 36 shows the arrangement of indicating devices in a glovebox ventilation system. The items shown above the double-dashed line indicate the types of instruments commonly used to supplement the minimum instrumentation necessary to improve safety for a particular operation or circumstance. For example, when box operators are not in full-time attendance for a continuous process, a sensor can be provided to monitor abnormal pressure, temperature, or almost any other critical process parameter and to actuate a remote alarm where an attendant is stationed.
Figure 37 shows an example of a local mounting for a differential pressure gauge on top of a glovebox. The instrument should be mounted near eye level, and the indicating face should be located so that the operator has a clear view while manipulating the gloves. The gauge display should make operating conditions easily discernible to the operator (e.g., a differential pressure gauge with a range of 1 in.wg with “0” at the top). Sensing lines should be short and should be sloped directly back to the glovebox so that moisture will not pocket in the tube. Inline HEPA filters should be located either inside or as close to the glovebox as possible to prevent contamination migration into the gauge lines and gauge. Tubing should be at least 3/16 inch diameter to allow the instrument to respond quickly to rapid changes in pressure. Use of a three-way vent valve at the gauge permits easy calibration (zeroing) without disconnecting the sensing tube. Calibration of glovebox differential pressure gauges should be done routinely.

134
Source: DOE-HDBK-1169-2003
Figure 36. Arrangement of indicating devices in glovebox ventilation system
Selection of a differential pressure gauge, differential pressure gauge with switch, or transducer should be determined by the application. One advantage of using a gauge is simplicity. A line is connected across the upstream and downstream plenums of a filter where the pressure drop can be measured. Most gauges and transducers install in this manner. A differential pressure gauge with switch has the addition of an alarm function. A transducer allows multiple readouts and greater accuracy, and can be used to automate the exhaust system. It is more costly, however, because it must have a power supply, readout, and transducer.
The requirement for a gauge should be based on the actual system pressure. Exhaust filter pressure drops, for example, can vary up to 3 in.wg. If the inlet filter housing valve is closed, the device will see the full negative capacity of the blower. The gauge or transducer must have a proof pressure greater than the maximum system pressure (negative or positive) so that it will not be damaged by excessive pressure.

135
Source: DOE-HDBK-1169-2003
Figure 37. Typical local mounting for differential pressure gauge
Devices that measure pressure have a problem with “drift.” This occurs on most devices because of continual pressure on the device. As a result, they must be recalibrated on a routine schedule. Liquid-filled devices (manometers) are not recommended for glovebox pressure indicators; however, they have been used to check the calibration of an existing device. Inlet filters on air-ventilated gloveboxes generally do not require differential pressure gauges. The pressure drop across the inlet filter is approximately the same as the box pressure.
A differential pressure gauge should be provided for each exhaust HEPA filter stage to indicate filter resistance. Pressure-sensing connections can be provided to permit the use of portable instruments. Suitable alarms or controls that can function on small pressure differentials (equal to 0.25 in.wg) are difficult to keep calibrated and are often expensive. Figure 38 shows a method for indicating pressure drop through a filter.
Source: DOE-HDBK-1169-2003
Figure 38. Indicating a pressure drop through a filter
Instruments used to measure airflow rates from gloveboxes include an orifice plate, venturi meter, flow nozzle, and calibrated pitot tube. The important point is to use a simple, trouble-free device that gives reliable readings within an accuracy of ±15%. When free moisture is

136
absent, a pitot tube is the least expensive and most adaptable device for the small volume flow rates associated with glovebox ventilation. Velocity pressure measurements (corrected for pitot-tube single centerline location) for airflows and duct sizes common in glovebox applications are given in figure 39.
Source: DOE-HDBK-1169-2003
Figure 39. Velocity measurements
The corrections shown are for air at 60 °F and 14.7 psia, and neglect the pitot tube coefficient. Pitot tubes are available with coefficients of 1.00, but there is an advantage in using the more common commercial pitot tube with a coefficient of 0.825 at low flow velocities. The equation for measuring velocity with a pitot tube is shown below:
V = K(2gh)1/2
whereV = fluid velocity (ft/sec)K = coefficient of the pitot tubeg = acceleration of gravity (37.17 ft/sec2)h = velocity pressure (ft) of the air-gas stream.
The following equation is used for air at standard conditions:
V = 4005 K(hw)1/2
whereV = fluid velocity (fpm)hw = velocity pressure (in.wg).
A pitot tube with a coefficient of 0.825 has a velocity pressure reading that is 1.47 times the velocity pressure reading of the pitot tube with a coefficient of 1.00 for the same fluid velocity. This pressure differential allows the low velocities often encountered in glovebox ventilation to be measured more easily.

137
Figure 40 shows the arrangement of a round orifice in a straight section of metal duct.
Source: DOE-HDBK-1169-2003
Figure 40. Orifice meter method of measuring volume flow rate in small ducts
Either method (pitot tube or orifice) can be used to read the flow volume directly on a properly calibrated gauge. For a thin, sharp-edge, round, concentric orifice with the properties given in figure 41, the flow rate can be determined with sufficient accuracy for glovebox applications by the following equation:
Q = 14d2h1/2
whereQ = airflow (cfm)d = orifice diameter (in.)h = pressure drop across orifice (in.wg).
Assumptions inherent in the constant 14 used in the above equation include (1) air at standard temperature and pressure, (2) flow coefficient for orifice = 0.65, and (3) ratio of orifice diameter to smooth-duct diameter, D, 0.2 = d/D = 0.7. The practical use of this formula can be shown by the following example.
Determine the orifice size necessary for a 20 cfm airflow rate that would give a reading near the center of scale on a 0 to 0.50-inch-range gauge.
Q = 20 cfm
= 0.25 in.wgh = 0 . 502

138
Q 20d = h 1 / 2
14 1 4(0 .25) 1/ 2
d = 1.79 in.
For 3-inch schedule 10 stainless steel pipe (3.260-inch diameter), the d/D ratio is 1.79/3.26 = 0.55, which is within the acceptable range.
Source: DOE-HDBK-1169-2003
Figure 41. Arrangement of sharp-edge concentric orifice in small duct
A shortcoming of the thin-plate orifice is loss of head of the air flowing through the device. Table 2 gives the loss of head of concentric orifices for various d/D ratios.
Table 2. Loss of head for various d/D ratios
d/D ratios
Fractions of velocity head not regained
0.2 0.95
0.3 0.89
0.4 0.83

139
d/D ratios
Fractions of velocity head not regained
0.5 0.74
0.7 0.53
Source: DOE-HDBK-1169-2003
In the example above, 0.70 × 0.20 = 0.14 in.wg is the pressure loss when 20 cfm flows through the orifice of d/D = 0.55.
Immediately after installation and while filters are still clean, the measured pressure drop across the HEPA filter can be used to check airflow to a high degree of accuracy by proportioning the measured pressure drop to that stamped on the filter case at the time of predelivery testing. The pressure drop across the filter is no longer a dependable indication of gas flow rate after the filter has accumulated dust. After a filter has been in service for a period of time, it is necessary to measure both the pressure drop across the filter and the airflow through it to evaluate the filter’s status and relationship to the whole ventilation system.
ShieldingSome gloveboxes may require gamma, beta, and neutron shielding because of the nuclides used and the amounts of material involved. Boxes handling kilogram quantities of plutonium can be shielded by providing lead-impregnated gloves, glovebox shielding (water or any other similar mass), lead glass over the windows, and lead-hinged plugs or covers over the ports. The operating, shielding, removal, and replacement requirements of the glovebox HEPA filter must also be considered when glovebox shielding is required. The thickness of the shielding affects the design of the filter housing used on a shielded glovebox. The designer should account for this by extending the service fittings (pressure measurement) and any other glovebox pass-through used in the design. This practice is also mandated for bagging ports used to remove the primary HEPA filters and the cover doors. Ergonomic operations inside shielded gloveboxes should be given careful consideration because lead-lined gloves and dimensional differences make manipulations very difficult.
Seismic Considerations
By their very nature, gloveboxes are typically top heavy. This presents some unique challenges when designing the supports and hold-downs for the systems during a postulated seismic event. Several facilities have had to redesign their support systems after the facility was operating. This led to many obstructions and interferences that could have been avoided at an earlier design stage.
Criticality Considerations
When criticality is a potential concern for glovebox design, care must be taken in providing for the appropriate geometry control and water use restrictions. Drains, in particular, must be

140
designed with great care. The buildup of fissile material on the HEPA filters must also be considered.
c. Describe the operation of gloveboxes.
The following is taken from DOE HDBK-1169-2003.
Gloveboxes are enclosures that enable operators in various industries (e.g., nuclear, biological, pharmaceutical, microelectronics) to use their hands to manipulate hazardous materials through gloves without exposure to themselves or subsequent unfiltered release of the material to the environment. In the nuclear industry, gloveboxes provide primary confinement for radioactive material handling and process protection and are used to handle a diverse range of chemical, oxygen-sensitive, pyrophoric, hazardous, and nuclear materials. (Note: There are many other factors, [e.g., seismic, shielding, etc.] that could impact glovebox filtration design and operation. Secondary confinement may be provided by the room or building where the gloveboxes are located.)
Ventilation is the heart of the glovebox system. Nuclear materials requiring handling inside a glovebox usually present little or no penetrating radiation hazard, but emit radioactive particles that could be dangerous if inhaled. Gloveboxes prevent operators from inhaling radioactive particles as they work with various nuclear materials and help provide a clean, controlled, safe working environment. For glovebox ventilation to be effective, however, proper design pressures and flow criteria must be maintained. Glovebox pressures range from mostly negative (for confinement) to positive pressure environments (for process protection). Failure to maintain correct operational pressures or to follow established operational procedures could render a glovebox both ineffective and unsafe.
A glovebox (figure 42) is a windowed, airtight (sometimes gas-tight) enclosure that may be capable of positive or negative internal pressure. It is equipped with one or more flexible gloves for manipulation of materials and performance of operations inside the enclosure from the outside, uncontaminated environment.

141
Source: DOE-HDBK-1169-2003
Figure 42. Typical glovebox with major features
Figure 43 defines and lists characteristics of gloveboxes, with a focus on their use in the nuclear industry.
Originally, many gloveboxes were vendor-designed, so the designs were proprietary. As a result, many older boxes have unique ventilation designs. Today, professional societies such as the American Glovebox Society (AGS) have documentation such as AGS-G001-1998, Guidelines for Gloveboxes, which was written by Government employees and vendors who work with, manufacture, and design gloveboxes. This document contains useful information on subjects ranging from the need for a glovebox to related quality assurance acceptance programs.
There are still manufacturers who produce “research-type” gloveboxes in the United States today. These boxes can be used by some DOE facilities, but it is not advisable to use them for nuclear activities, as most are not equipped with a method for safely changing the HEPA filters.

142
Source: DOE-HDBK-1169-2003
Figure 43. Characteristics of gloveboxes
Ongoing development of gloveboxes for use by the nuclear industry has resulted in many changes through the years. Gloveboxes have evolved from the somewhat standard sizes to larger custom systems containing all of the process-related equipment. The larger gloveboxes have some unique characteristics. Some are as large as 150 feet long, 4 feet deep, and 15 feet tall. See figure 44 for a portion of this type of glovebox. Note the numerous gloveports, which allow access to all points in the box. Their ventilation design includes side-access filter housings. Other design philosophies place drive motors, equipment, and electrical devices externally, thereby reducing maintenance, heat loading, size, and disposal costs. Seals are used to pass drives and electrical controls through the glovebox pressure boundary. In some cases, the design philosophy has been to size the glovebox for a specific process to minimize volume and service requirements. In all cases, ergonomics and confinement are critical to the performance of daily operations and routine maintenance.
Gloveboxes generally have several common characteristics. They are often no deeper than 26 inches (as far as most arms can reach—it is desirable to be able to reach most areas of a glovebox). If deeper space is needed, a dual side-access design may be selected. Thesecontain one or more safety glass, laminated-glass, or polymer viewing windows located on at least one side. Gloveports (window-mounted or in the stainless steel shell) are usually available in multiples of two at various locations in the glovebox walls. Interior workspace is reserved for primary operating purposes on the box floor between the gloveports and within reach of a gloved hand. Remote handling capabilities, other than tool extensions for the gloved hand, are usually not provided.

143
Source: DOE-HDBK-1169-2003
Figure 44. Glovebox with multiple gloveports to facilitate access
Gloveboxes are normally kept at a negative pressure of 0.3 to 0.5 in.wg relative to their surroundings. The maximum safe operating differential pressure between the interior and exterior of the box is usually less than 4 in.wg; greater differential pressure may damage or rupture a glove or window, causing subsequent loss of confinement. Operators experience fatigue when pressures inside a glovebox are greater than 0.5 in.wg, and performance of intricate tasks becomes tedious. Material and HEPA filter transfers between glovebox interiors and exteriors are commonly made through a bagging port, which, although time-consuming and user-dependent, is still the safest practical way of maintaining confinement. New versions of this technology use a banding system. Other material transfers use rapid transfer ports (RTPs), which allow simple docking from glovebox to glovebox. This is a reliable method of maintaining confinement as long as the seals are maintained and undamaged. (Note: Transfers of powders can egress past the seals if exposed. Such powders should be contained in a secondary container and the seals protected during operations.) Gloveboxes with RTPs are still equipped with bagging ports for filter changes and waste disposal.
HEPA filter installations must adapt to limitations while still providing reliable service. Hybrid glovebox shielded cells, vacuum gloveboxes, room-high gloveboxes, glovebox “trains,” etc., are often encountered, and all require reliable filter installations.
Special atmospheres such as inert gas and dry air are often used in gloveboxes for fire suppression and for oxygen-sensitive and/or moisture-sensitive materials and processes. Gas

144
purification systems are commonly used in conjunction with inert environments to maintain environmental control. These units purify and dry the environment to prevent consumption of large volumes of inert gas and desiccant. It is important to protect these devices from contamination because they constantly recirculate the volumes of the gloveboxes they serve.
d. Describe the maintenance, including routine surveillances, that may be applicable to gloveboxes.
The following is taken from DOE-HDBK-1169-2003.
The size of a glovebox filter housing is relatively small compared to most filter housing installations. As with any HEPA filter installation, test ports should be placed on the filter housing to validate the installation. The criteria for testing gloveboxes focus on the proper location to inject the challenge aerosol, upstream, and downstream samples. The test ports should be designed to be sealed after each use and to be as cleanable as possible. This is usually a 3/8- to 1/2-inch half-coupling/nipple with the appropriate plug/cap. The weld and finish of a test port should emphasize clean smooth surfaces, especially from the inner diameter of the port to the filter housing. Cracks and crevices in this area are next to impossible to clean via access through gloveports.
Testable HEPA filter installations must be tested immediately after installation and then again periodically to ensure that air cleanup capability and confinement integrity remain intact. The HEPA filters used in glovebox systems are often inconvenient to test because the challenge aerosol must be injected into the inlet duct or glovebox. The challenge aerosol cannot be fed into the inlet of the box to test the exhaust-side filters if high-efficiency filters are used in the inlet. Methods A and B (figure 45) require the challenge aerosol to be drawn into the glovebox by the suction of the exhaust system. However, the challenge aerosol should not be injected into gloveboxes housing apparatus with open or exposed optical lenses or with highly polished surfaces, delicate balances, crystalline structures, sensitive conductors, or similar equipment or products. In such cases, the filter should be installed in the duct downstream of the glovebox so that the injected challenge aerosol will not back up into the glovebox proper. Method C (figure 46) may then be used for challenge aerosol testing of the exhaust HEPA filter. Where new or replacement exhaust filters are required to be tested before restarting the ventilation system, method D (figure 46) may be used. Note that in this method the exhaust path from the glovebox is closed, and the challenge aerosol-air mixture for filter testing is drawn from a separate valved path. The side path is closed and sealed after testing is completed.
Methods A and B (figure 45) require injection of the challenge aerosol-air mixtures into the glovebox via some convenient opening. A gloveport can be used if confinement is not critical during testing. Otherwise, a connection can be prepared (figure 46), or an alternate method can be devised. Methods C and D (figure 46) do not require the introduction of a challenge aerosol into the glovebox. The challenge aerosol inlet connection must be sized to pass the challenge aerosol or challenge aerosol-air mixture. The connection for concentrated challenge aerosol in method C must admit 2 to 5 cfm, while the connection in method D must accommodate the total challenge aerosol-air mixture used for the test.

145
Source: DOE-HDBK-1169-2003
Figure 45. Methods of injecting test aerosol and extracting samples (Methods A and B)
Source: DOE-HDBK-1169-2003
Figure 46. Methods of injecting aerosols and extracting samples (Methods C and D)

146
19. Mechanical systems personnel shall demonstrate a working level knowledge of the principles of lubrication.
a. Define the following terms as related to lubricants:ViscosityNational Lubricating Grease Institute grease grades
Viscosity
The following is taken from DOE-HDBK-1012/3-92.
Viscosity is a fluid property that measures the resistance of the fluid to deforming due to a shear force. Viscosity is the internal friction of a fluid that makes it resist flowing past a solid surface or other layers of the fluid. Viscosity can also be considered to be a measure of the resistance of a fluid to flowing. A thick oil has a high viscosity; water has a low viscosity. The unit of measurement for absolute viscosity is
μ = absolute viscosity of fluid (lbf-sec/ft2).
The viscosity of a fluid is usually significantly dependent on the temperature of the fluid and relatively independent of the pressure. For most fluids, as the temperature of the fluid increases, the viscosity of the fluid decreases. An example of this can be seen in the lubricating oil of engines. When the engine and its lubricating oil are cold, the oil is very viscous, or thick. After the engine is started and the lubricating oil increases in temperature, the viscosity of the oil decreases significantly, and the oil seems much thinner.
National Lubricating Grease Institute Grease Grades
The following is taken from DOE-HDBK-XXXX-YR, Evaluating a Lubrication Program Using the Lubricant Cycle (Proposed Handbook).
National Lubricating Grease Institute (NLGI) Grade: A measure of the hardness or consistency of grease. NLGI grades go from 000, a semi-fluid, through 6 for extremely hard grease. Common NLGI grades found in industrial use are NLGI 1 for use in central grease distribution systems and NLGI 2 and 3 for general machinery grease. Since a given NLGI grade represents a range or span of hardness, the consistency may be somewhat different for the same grade grease from different manufacturers, especially if they are near the extremes for that grade of grease. For example, an NLGI 2 grease from manufacturer X may be close to the softness of an NLGI 1 grease, while the NLGI 2 grease of manufacturer Y may be nearly as hard as an NLGI 3 grease. Therefore, there may be some differences in performance observed when switching to different grease of the same NLGI grade.
b. Identify and discuss various types of lubricants and concerns regarding their potential corrosion of components and systems, including the following:OilWaterSolids/powdersGaseousGrease

147
Oil
The following is taken from DOE-HDBK-XXXX-YR, Evaluating a Lubrication Program Using the Lubricant Cycle (Proposed Handbook).
Lubricating oils serve one or more of the following basic functions:Reduce friction: It takes energy to overcome friction and the lower the friction the less
energy is consumed. Friction also results in heat that can be destructive to equipment or the lubricant, so less friction translates to less heat generation.
Reduce wear: A journal bearing would be quickly destroyed if there were no protective film separating the journal from the babbitt. Wear-related failures are a large maintenance expense. Good lubricant selection can substantially reduce wear-related failures.
Transfer heat: Excessive heat can be destructive to equipment or lubricants. Lubricants can transfer heat from its source, thereby keeping temperatures within required limits. Some oils have heat transfer as their primary function.
Protect surfaces from the environment: A lubricant film may protect surfaces that are susceptible to damage from the environment, such as rust or salt spray.
The most important property of lubricating oil is its viscosity. Viscosity is the property of oil that causes it to resist flow. Viscosity is fundamental in the establishment of an oil film at a given temperature and pressure. The viscosity of oil will decrease with increasing temperature and will increase with increasing pressure. In elastohydrodynamic lubrication the high pressure encountered causes the oil viscosity to increase to a point where the oil behaves like a plastic solid. Rapid changes in an oil viscosity are indications of trouble with the lubricant or with the equipment and should be investigated.
There are two types of viscosity measurements—absolute or dynamic viscosity (in centipoise, Cp or cP) and kinematic viscosity (in centistoke, Cs or cSt). For multigrade oils the viscosity may also decrease with increasing shear rate, which may become an important consideration where high shear rates are encountered. Too high or too low an oil temperature can change the viscosity of oil such that it is no longer adequately protecting the equipment. Where oil temperatures are higher than anticipated, the viscosity of the oil needs to be compared against the minimum viscosity required by that machine. Likewise, oils may become so thick or even solid in cold weather that they are no longer lubricating vital parts. In cold weather operations the oil may initially churn for several minutes until the heat generated by the friction reduces oil viscosity to an acceptable level—severe wear and damage may be occurring during initial cold startup.
Related to viscosity is the viscosity index, which describes the change of viscosity with temperature. High viscosity index oil will experience less viscosity change than a low viscosity index oil over the same temperature range. A viscosity index of 100 or greater is considered high viscosity index oil. Multigrade oils are oils that have viscosity index additives. A sudden change in the viscosity index of oil is a sign of trouble and should be investigated. Oil in use undergoes a number of changes in its physical and chemical properties. These include depletion of additives, contaminant ingestion, volatilization, and oil breakdown products. The result is that eventually one or more required properties of the oil

148
ceases to be within requirements, and the oil is no longer providing adequate lubrication. Sometimes the oil can be conditioned to allow it to remain in service for extended periods.
Water
The following is taken from DOE-HDBK-XXXX-YR, Evaluating a Lubrication Program Using the Lubricant Cycle (Proposed Handbook).
Water as a contaminant in oil is a poor lubricating agent and reduces the protective film thickness that oil provides. In addition, water can promote corrosion, deplete additives, and promote negative lubricating chemistries. Good demulsibility, the ability of oil to separate from water, allows for more water treatment options and should be one of the properties considered for oil where water ingestion is a concern.
Solids/Powders
The following is taken from www.tribology-abc.com , Solid Lubricants.
Graphite and molybdenum disulfide are the predominant materials used as solid lubricants. In the form of dry powder these materials are effective lubricant additives due to their lamellar structure. The lamellas orient parallel to the surface in the direction of motion.
Even between highly loaded stationary surfaces, the lamellar structure is able to prevent contact. In the direction of motion, the lamellas easily shear over each other, resulting in a low friction. Large particles best perform on relative rough surfaces at low speed, finer particles on relative smooth surfaces and higher speeds.
Other components that are useful solid lubricants include boron nitride, polytetrafluorethylene (PTFE) talc, calcium fluoride, cerium fluoride, and tungsten disulfide.
Solid lubricants are useful for conditions in which conventional lubricants are inadequate:Reciprocating motion. A typical application is a sliding or reciprocating motion that
requires lubrication to minimize wear, as, for example, in gear and chain lubrication. Liquid lubricants will be squeezed out while solid lubricants don’t escape and prevent for fretting corrosion and galling.
Ceramics. Another application is for cases where chemically active lubricant additives have not been found for a particular surface, such as polymers and ceramics.
High temperature. Graphite and molybdenum disulfide (MoS2) exhibit high temperature and oxidizing atmosphere environments, whereas liquid lubricants typically will not survive. A typical application includes fasteners that are easily tightened and unscrewed after a long stay at high temperatures.
Extreme contact pressures. The lamellar structure orient parallel to the sliding surface, resulting in high bearing-load combined with a low shear stress. Most metal-forming applications that involve plastic deformation will utilize solid lubricants.

149
GraphiteGraphite is structurally composed of planes of polycyclic carbon atoms that are hexagonal in orientation. The distance of carbon atoms between planes is longer and therefore the bonding is weaker.
Graphite is best suited for lubrication in a regular atmosphere. Water vapor is a necessary component for graphite lubrication. The adsorption of water reduces the bonding energy between the hexagonal planes of the graphite to a lower level than the adhesion energy between a substrate and the graphite. Because water vapor is a requirement for lubrication, graphite is not effective in vacuum. In an oxidative atmosphere graphite is effective at high temperatures up to 450 °C continuously and can withstand much higher temperature peaks. The thermal conductivity of graphite is generally low ~1.3 W/mK at 40 °C.
Graphite is characterized by two main groups: natural and synthetic. Synthetic graphite is a high temperature sintered product and is characterized by its high purity of carbon (99.5%–99.9%). The primary grade synthetic graphite can approach the good lubricity of quality natural graphite.
Natural graphite is derived from mining. The quality of natural graphite varies as a result of the ore quality and post-mining processing of the ore. The end product is graphite with a content of carbon (high-grade graphite 96%–98% carbon), sulfur, SiO2, and ash. The higher the carbon content and the degree of graphitization (high crystalline), the better the lubricity and resistance to oxidation.
For applications where only a minor lubricity is needed and a more thermally insulating coating is required, amorphous graphite would be chosen (80% carbon).
Molybdenum Disulfide
MoS2 is a mined material found in thin veins within granite and highly refined in order to achieve a purity suitable for lubricants. Just like graphite, MoS2 has a hexagonal crystal structure with the intrinsic property of easy shear. MoS2 lubrication performance often exceeds that of graphite and is effective in a vacuum, whereas graphite is not. The temperature limitation of MoS2 at 400 °C is restricted by oxidation. The particle size and film thickness are important parameters that should be matched to the surface roughness of the substrate. Large particles may result in excessive wear by abrasion caused by impurities in the MoS2; small particles may result in accelerated oxidation.
Boron Nitride
Boron nitride is a ceramic powder lubricant. The most interesting lubricant feature is its high temperature resistance of 1,200 °C service temperature in an oxidizing atmosphere. Further, boron has a high thermal conductivity. Boron is available in two chemical structures, cubic and hexagonal, the hexagonal being the lubricating version. The cubic structure is very hard and is used as an abrasive and cutting tool component.

150
PTFE
PTFE is widely used as an additive in lubricating oils and greases. Due to the low surface energy of PTFE, stable unflocculated dispersions of PTFE in oil or water can be produced. Contrary to the other solid lubricants discussed, PTFE does not have a layered structure. The macro molecules of PTFE slip easily along each other, similar to lamellar structures. PTFE shows one of the smallest coefficients of static and dynamic friction, down to 0.04. Operating temperatures are limited to about 260 ºC.
Gaseous
Lubrication with a gas is analogous in many respects to lubrication with a liquid, since the same principles of fluid-film lubrication apply. Although both gases and liquids are viscous fluids, they differ in two important particulars. The viscosity of gases is much lower, and the compressibility much greater than for liquids. Film thicknesses and load capacities, therefore, are much lower with a gas such as air. In equipment that handles gases of various types, it is often desirable to lubricate the sliding surfaces with gas in order to simplify the apparatus and reduce contamination to and from the lubricant. The list of gases used in this manner is extensive and includes air, steam, industrial gases, and liquid-metal vapors.
Grease
The following is taken from DOE-HDBK-XXXX-YR, Evaluating a Lubrication Program Using the Lubricant Cycle (Proposed Handbook).
A grease is an oil that has thickeners and fillers added to make a semisolid lubricant. Greases vary in their consistency or hardness from a semifluid NLGI 000 grade through a very hard NLGI 6 grade. A common grease grade is NLGI grade 2.
The thickening agent for grease may be a soap of lithium, aluminum, calcium, sodium, or other elements or complexes, or may be a non-soap agent such as polyurea or clay. The thickener “traps” the oil and helps it cling to surfaces. The choice of thickener has a significant effect on the properties of the grease.
Greases of different types should never be mixed. Mixing different grease types may result in minimal effects, or potentially significant chemical or physical changes that can result in loss of lubrication effectiveness and consequent machinery damage. Although there are tables that show the degree of compatibility between different grease types, it is better to avoid theproblem entirely. If there is a change from one grease type to another, the old grease should be thoroughly removed prior to application of the new grease.
One of the bigger problems with using grease is overlubrication. More equipment is damaged due to overgreasing than to undergreasing. When, for example, a bearing is overgreased the grease can churn, causing it to overheat. Also, with sealed bearings, the grease applicator may introduce the grease at such high pressure that the seals are damaged, and grease can migrate to areas where it is not suppose to go, such as motor windings. Good grease application training and techniques help reduce incidences of overgreasing and consequent machinery damage.

151
c.Discuss the importance of viscosity.
According to DOE-HDBK-XXXX-YR, Evaluating a Lubrication Program Using the Lubricant Cycle, (Proposed Handbook), the most important property of lubricating oil is its viscosity. Viscosity is the property of oil that causes it to resist flow. Viscosity is fundamental in the establishment of an oil film at a given temperature and pressure. The viscosity of oil will decrease with increasing temperature and will increase with increasing pressure.
In elastohydrodynamic lubrication the high pressure encountered causes the oil viscosity to increase to a point where the oil behaves like a plastic solid. Rapid changes in oil viscosity are indications of trouble with the lubricant or with the equipment and should be investigated.
d.Discuss the hazards to equipment associated with mixing different types of oils and greases.
According to DOE-HDBK-XXXX-YR, Evaluating a Lubrication Program Using the Lubricant Cycle, (Proposed Handbook), used lubricants are typically classified as hazardous waste. Some lubricants may have, in addition, special hazards that need to be considered in storing and disposal of the lubricant.
e.Discuss the use and importance of filters and filtration in lubricating systems.
The following is taken from Machinery Lubrication, Matching Oil Filtration to Machine Requirements.
Lube oil cleanliness is necessary for the reliable operation of machinery components such as bearings, gears, and hydraulics. Failure to adhere to cleanliness standards can result in sluggish operation, excessive wear, and premature failure. This article provides a brief overview of appropriate oil filtration practices and guidelines.
Typical Contaminants
While oil contamination takes many forms, the following three classifications cover the majority of industrial problems:
1.Dirt — Dust and solid contaminants creep in from the surrounding atmosphere. Contaminants could include metal chips from machining; rust and wear products from seals, bearings, and gears; core sand from castings; weld spatter from welding; paint flakes from painted surfaces; and soot from diesel engines.
2.Water — The most troublesome sources are often condensation, cooler leaks, gland leakage; and seal leakage.
3.Sludge — This forms primarily as a result of oxidation of the oil itself, especially at high temperatures. Accumulation of fine particles may also fill clearance spaces by silting, resulting in erratic operation and sticking of hydraulic system valves and variable flow pumps.

152
Different filtration specifications are required for each of these contaminants. With particulates, the maximum particle size should be kept below the minimum thickness of the fluid film.
With water, any free moisture may promote both rust and sludge by reacting with oil additives and metal surfaces. The critical limit of free water in the lubricant is the amount that causes the fluid film to fail in the load zone.
Filter Performance Factors
Before selecting an appropriate filter, the following must be examined:Demands imposed by machinery components—oil viscosity at the operating
temperature, oil feed rate, and permissible pressure dropExpected size, type, and level of contaminants—the ingression and formation rate of
environmental dust, metal chips, fly ash, wear particles, water, and/or other contaminants
f. Discuss the principle of operation of moisture separators.
The following is taken from Army Publication, EM 1110-2-3401, Engineering & Design-Thermal Spraying: New Construction and Maintenance, January 1999, chapter 6, “Surface Preparation.”
If not removed, moisture from the air and oil mists from the compressor lubricants may contaminate the abrasive in the blast pot and subsequently the surface being cleaned. Oil/moisture separators are used to alleviate this problem. The devices should be placed at the end of the air hose as close to the blast pot as possible. Separators are typically of the cyclone type with expansion air chambers and micron air filters. Air coolers/dryers are commonly used to treat air produced by the compressor.
Mandatory Performance Activities:
a. Given vendor data about a component, determine the proper class of lubricant for the component.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of this activity.
20. Mechanical systems personnel shall demonstrate a familiarity level knowledge of reading and interpreting electrical diagrams and schematics.
a. Identify the symbols and/or codes used on engineering electrical drawings.
Element a is performance based. The Qualifying Official will evaluate its completion. The following information from DOE-HDBK-1016/1-93, Engineering Symbology, Prints, and Drawings, may be helpful.

153
To read and interpret electrical diagrams and schematics, the reader must first be well versed in what the many symbols represent. This section discusses the common symbols used to depict the many components in electrical systems. Once mastered, this knowledge should enable the reader to successfully understand most electrical diagrams and schematics.
The information that follows provides details on the basic symbols used to represent components in electrical transmission, switching, control, and protection diagrams and schematics.
TransformersThe basic symbols for the various types of transformers are shown in figure 47(A). Figure 47(B) shows how the basic symbol for the transformer is modified to represent specific types and transformer applications.
Source: DOE-HDBK-1016/1-93
Figure 47. Basic transformer symbols
In addition to the transformer symbol itself, polarity marks are sometimes used to indicate current flow in the circuit. This information can be used to determine the phase relationship (polarity) between the input and output terminals of a transformer. The marks usually appear as dots on a transformer symbol, as shown in figure 48.

154
Source: DOE-HDBK-1016/1-93
Figure 48. Transformer polarity
On the primary side of the transformer the dot indicates current in; on the secondary side the dot indicates current out. If at a given instant the current is flowing into the transformer at the dotted end of the primary coil, it will be flowing out of the transformer at the dotted end of the secondary coil. The current flow for a transformer using the dot symbology is illustrated in figure 48.
Switches
Figure 49 shows the most common types of switches and their symbols. The term “pole,” as used to describe the switches in figure 49, refers to the number of points at which current can enter a switch. Single-pole and double-pole switches are shown, but a switch may have as many poles as it requires to perform its function. The term “throw” used in figure 49 refers to the number of circuits that each pole of a switch can complete or control.
Source: DOE-HDBK-1016/1-93
Figure 49. Switches and switch symbols

155
Figure 50 provides the common symbols that are used to denote automatic switches and explains how the symbol indicates switch status or actuation.
Source: DOE-HDBK-1016/1-93
Figure 50. Switch and switch status symbology
When fuses, breakers, or switches are used in three-phase systems, the three-phase symbol combines the single-phase symbol in triplicate as shown in figure 51. Also shown is the symbol for a removable breaker, which is a standard breaker symbol placed between a set of chevrons. The chevrons represent the point at which the breaker disconnects from the circuit when removed.
Source: DOE-HDBK-1016/1-93
Figure 51. Three-phase and removable breaker symbols

156
Relays, Contacts, Connectors, Lines, Resistors, and Miscellaneous Electrical ComponentsFigure 52 shows the common symbols for relays, contacts, connectors, lines, resistors, and other miscellaneous electrical components.
Source: DOE-HDBK-1016/1-93
Figure 52. Common electrical component symbols
Large Components
The symbols in figure 53 are used to identify the larger components that may be found in an electrical diagram or schematic. The detail used for these symbols will vary when used in system diagrams. Usually the amount of detail will reflect the relative importance of a component to the particular diagram.

157
Source: DOE-HDBK-1016/1-93
Figure 53. Large common electrical components

158
b.Given a simple one-line diagram and initial conditions, identify the power sources and/or loads and their status.
c.Given an electronic block diagram, print, or schematic, identify the basic component symbols.
d.Given a relay ladder, explain the logic ties.
Elements b through d are performance based. The Qualifying Official will evaluate their completion.
21. Mechanical systems personnel shall demonstrate a familiarity level knowledge of reading and interpreting electrical logic diagrams.
a. Identify the symbols used on logic diagrams to represent the components.
The following is taken from DOE-HDBK-1016/2-93.
There are three basic types of logic gates. They are AND, OR, and NOT gates. Each gate is a very simple device that only has two states, on and off. The states of a gate are alsocommonly referred to as high or low, 1 or 0, or True or False, where on = high = 1 = True,and off = low = 0 = False. The state of the gate, also referred to as its output, is determinedby the status of the inputs to the gate, with each type of gate responding differently to the various possible combinations of inputs. Specifically, these combinations are as follows:
AND gate—provides an output (on) when all its inputs are on. When any one of the inputs is off, the gate’s output is off.
OR gate—provides an output (on) when any one or more of its inputs is on. The gateis off only when all of its inputs are off.
NOT gate—provides a reversal of the input. If the input is on, the output will be off.If the input is off, the output will be on.
Because the NOT gate is frequently used in conjunction with AND and OR gates, special symbols have been developed to represent these combinations. The combination of an ANDgate and a NOT gate is called a NAND gate. The combination of an OR gate with a NOT gate is called a NOR gate.
NAND gate—is the opposite (NOT) of an AND gate’s output. It provides an output (on) except when all the inputs are on.
NOR gate—is the opposite (NOT) of an OR gate’s output. It provides an output only when all inputs are off.
Figure 54 illustrates the symbols covering the three basic logic gates plus AND and NOR gates.

159
Source: DOE-HDBK-1016/2-93
Figure 54. Basic logic symbols
The AND gate has a common variation called a COINCIDENCE gate. Logic gates are not limited to two inputs. Theoretically, there is no limit to the number of inputs a gate can have. But, as the number of inputs increases, the symbol must be altered to accommodate the increased inputs. There are two basic ways to show multiple inputs. Figure 55 shows both methods, using an OR gate as an example. The symbols used in figure 55 are used extensively in computer logic diagrams.
Source: DOE-HDBK-1016/2-93
Figure 55. Conventions for depicting multiple inputs

160
b. Identify the symbols used to denote a logical “1” (or high) and a logical “0” (or low) as used in logic diagrams.
The following is taken from DOE-HDBK-1016/2-93.
When a logic gate has only two inputs, or the logic circuit to be analyzed has only one or two gates, it is fairly easy to remember how a specific gate responds and determine the output of the gate or circuit. But as the number of inputs and/or the complexity of the circuit grows, it becomes more difficult to determine the output of the gate or circuit. Truth tables, as illustrated in figure 56, are tools designed to help solve this problem. A truth table has a column for the input of each gate and column for the output of each gate. The number of rows needed is based on the number of inputs, so that every combination of input signal is listed (mathematically the number of rows is 2n, where n = number of inputs). In truth tables, the on and off status of the inputs and outputs is represented by 0s and 1s: 0 = off and1 = on. Figure 56 lists truth tables for the seven basic logic gates.
Source: DOE-HDBK-1016/2-93
Figure 56. Truth tables

161
c. Given a basic logic diagram and appropriate information, determine the output of each component and the logic circuit.
Element c is performance based. The Qualifying Official will evaluate its completion.
Regulatory
22. Mechanical systems personnel shall demonstrate a working level knowledge of the requirements of DOE O 420.1B, Facility Safety, and the associated guidance of DOE G 420.1-1, Nonreactor Nuclear Safety Design Criteria and Explosives Safety Criteria Guide for Use with DOE O 420.1, Facility Safety; and DOE G 420.1-2, Guide for theMitigation of Natural Phenomena Hazards for DOE Nuclear Facilities and Nonnuclear Facilities.
a. Discuss the general requirements of chapter I, Nuclear and Explosive Safety Design Criteria, of DOE O 420.1B.
Integration of Design with Safety AnalysesSafety analyses must be used to establish
the identity and functions of safety class and safety significant structures, systems, and components (SSCs), and
the significance to safety of functions performed by safety class and safety significant SSCs.
Safety analyses must addresshazards inherent to the facility and its activities,natural phenomena hazards (NPHs), andexternal man-induced hazards (factors such as proximity to airports, pipelines,
hazardous traffic on roads or waterways, and adjacent facilities).
Safety analyses must be performed as early as practical in conceptual or preliminary design processes to ensure that required safety SSCs are specified in the final design.
Safety analyses must be performed in accordance with the requirements for safety analysis defined in DOE directives and technical standards for a documented safety analysis (DSA).
Nuclear Facility Design
Nuclear facility design objectives must include multiple layers of protection to prevent or mitigate the unintended release of radioactive materials to the environment, otherwise known as defense in depth. These multiple layers must include multiple physical barriers unless the basis for not including multiple physical barriers is documented in the DSA and approved by DOE.
Defense in depth must include all of the following:Choosing an appropriate siteMinimizing the quantity of material at risk

162
Applying conservative design margins and quality assuranceUsing successive physical barriers for protection against radioactive releasesUsing multiple means to ensure critical safety functions needed to
o Control processeso Maintain processes in safe statuso Confine and mitigate the potential for accidents with radiological releases
Using equipment and administrative controls thato Restrict deviation from normal operationso Monitor facility conditions during and after an evento Provide for response to accidents to achieve a safe condition
Providing means to monitor accident releases as required for emergency responseEstablishing emergency plans for minimizing the effects of an accident
Hazard category 1, 2, and 3 nuclear facilities must be sited, designed, and constructed in a manner that ensures adequate protection of the health and safety of the public, workers, and the environment from the effects of accidents involving radioactive materials release.
Hazard category 1, 2, and 3 nuclear facilities with uncontained radioactive material (as opposed to material determined by safety analysis to be adequately contained within drums, grout, or vitrified materials) must have the means to confine the uncontained radioactive materials to minimize their potential release in facility effluents during normal operations and during and following accidents. Confinement design considerations must include
for a specific nuclear facility, the number, arrangement, and characteristics of confinement barriers as determined on a case-by-case basis;
consideration of the type, quantity, form, and conditions for dispersing the radioactive material in the confinement system design;
use of engineering evaluations, tradeoffs, and experience to develop practical designs that achieve confinement system objectives; and
the adequacy of confinement systems to perform required functions as documented and accepted through the preliminary DSA and DSA.
Hazard category 1, 2, and 3 nuclear facilities must be designed tofacilitate safe deactivation, decommissioning, and decontamination at the end of
facility life, including incorporation of design considerations during the operational period that facilitate future decontamination and decommissioning;
facilitate inspections, testing, maintenance, repair, and replacement of safety SSCs as part of a reliability, availability, and maintainability program with the objective that the facility is maintained in a safe state; and
keep occupational radiation exposures within statutory limits and ALARA.
Facility process systems must be designed to minimize waste production and mixing of radioactive and non-radioactive wastes.
Safety SSCs and safety software must be designed, commensurate with the importance of the safety functions performed, to perform their safety functions when called upon and to meet the quality assurance program requirements of either 10 CFR 830, subpart A, or DOEO 414.1C, Quality Assurance, as applicable.

163
Safety class electrical systems must be designed to preclude single-point failure.
New DOE nuclear reactors must comply with the requirements of this Order, as well as the design requirements of DOE Order 5480.30, Nuclear Reactor Safety Design Criteria.
Explosives Safety Design
New DOE explosives facilities and all modifications to existing explosives facilities must be designed consistent with the DOE explosives safety requirements established in DOEM 440.1-1A, DOE Explosives Safety Manual, dated 1-9-06 and technical standards referenced in that manual. In particular, they must be designed in accordance with
Department of Defense (DoD) TM5-1300, Structural Design of Facilities to Resist the Effects of Accidental Explosions (1990);
DOE/TIC-11268, Manual for the Prediction of Blast and Fragment Loading for Structures (July 1992); and
the following DoD Explosives Safety Board (DDESB) technical papers: o DDESB Technical Paper 12, Fragment and Debris Hazards, July 1975; o DDESB Technical Paper 13, Prediction of Building Debris for Quantity-Distance
Siting, April 1991;o DDESB Technical Paper 15, Approved Protective Construction, June 2004;o DDESB Technical Paper 16, Methodologies for Calculating Primary Fragment
Characteristics, dated December 1, 2003;o DDESB Technical Paper 17, DDESB Blast Effects Computer Version 5.0 User’s
Manual and Documentation, with accompanying program entitled DDESB Blast Effects Computer, Version 6.1.
Blast-resistant design to protect personnel and facilities must be based on the TNT equivalency of the maximum quantity of explosives and propellants permitted, increased by 20% in accordance with DoD TM5-1300.
Implementation
For new facilities, an implementation plan must be submitted to the responsible Secretarial Officer (SO) or designee, describing the process for ensuring that facility design and construction will be in compliance with the nuclear facility safety requirements of this Order.
Deviations/exemptions from requirements must be appropriately documented, justified, and approved by DOE in accordance with the provisions stated in this Order.
b. Discuss the general requirements of chapter II, Fire Protection, of DOE O 420.1B.
General
Fire protection for DOE facilities, sites, activities, design, and construction mustprovide a level of safety sufficient to fulfill requirements for highly protected risk;prevent loss of safety functions and safety systems as determined by safety analysis and
provide defense in depth; andmeet or exceed applicable building codes for the region and National Fire Protection
Association (NFPA) codes and standards as follows:

164
o Facilities or modifications thereto must be constructed to meet codes and standards in effect, when design criteria are approved, otherwise known as the code of record (COR).
o Provisions of subsequent editions of codes or standards (promulgated after the COR) must be met to the extent that they are explicitly stated to be applicable to existing facilities. Other provisions of updated codes and standards must be applied to existing facilities when a construction modification takes place or when a potential for immediate risk to life safety or health has been identified through either the facility assessment or fire hazards analysis (FHA) review process, or during the construction review or permitting process.
Fire Protection Program
Acceptable, documented fire protection programs must be developed, implemented, and maintained that include the following elements and requirements:
A policy statement thato incorporates fire protection requirements from this Order; related DOE directives;
and other applicable Federal, state, and local requirements; ando affirms DOE’s commitment to fire protection and fire suppression capabilities
sufficient to minimize losses from fire and related hazards consistent with highly protected risk status in private industry.
Comprehensive, written fire protection criteria or procedures that include o site-specific requirements;o staff organization, training, and responsibilities;o administrative responsibilities;o design, installation, operability, inspection, maintenance, and testing
requirements;o use and storage of combustible, flammable, radioactive, and hazardous materials
to minimize risk from fire;o fire protection system impairments;o smoking and hot work;o safe operation of process equipment; ando prevention measures that decrease fire risk.
A system to ensure that fire protection program requirements are documented and incorporated in plans and specifications for new facilities and significant modifications to existing facilities.
Documented review of plans, specifications, procedures, and acceptance tests by a qualified fire protection engineer.
FHAs using a graded approach conducted for hazard category 1, 2, and 3 nuclear facilities, significant new facilities, and facilities that represent unique fire safety risks. The FHAs must beo performed under the direction of a qualified fire protection engineer; o reviewed every 3 years; ando revised when
changes to the annual DSA updates impact the contents in the FHA,

165
a modification to an associated facility or process adds a significant new fire safety risk, or
the 3 year review identifies the need for changes.
FHA conclusions incorporated into the DSA and integrated into design basis and beyond design basis accident conditions.
Access to qualified, trained fire protection staff that includes fire protection engineers, technicians, and fire fighting personnel to implement the requirements of DOE O 420.1B.
A baseline needs assessment (BNA) of the fire protection emergency response organization thato establishes the site fire fighting capabilities to provide
effective response to suppress all fires;emergency medical and hazardous materials response capabilities; andstaffing, apparatus, facilities, equipment, training, pre-plans, offsite assistance, and
procedures;o reflects applicable NFPA codes and standards; ando is updated at least every 3 years and in accordance with applicable NFPA code
provisions and whenever a significant new hazard is introduced that is not covered by the current BNA.
Site emergency plans, FHAs, and DSAs that incorporate BNA information.Pre-fire strategies, plans, and standard operating procedures to enhance the
effectiveness of site fire fighting personnel.Procedures governing the use of fire fighting water or other neutron moderating
materials to suppress fire within or adjacent to moderation controlled areas.Where no alternative exists to criticality safety restrictions on the use of water for fire
suppression, the need for such restrictions is fully documented with written technical justification.
A documented comprehensive fire protection self assessment and an assessment of contractors’ programs performed by DOE every 3 years.
Processes to identify, prioritize, and monitor the status of fire protection assessment findings, recommendations, and corrective actions until final resolution.
A process for reviewing and recommending approval of fire safety equivalencies to any fire protection code or standard requirements to the DOE organization authority having jurisdiction for fire safety.
Procedures governing fire fighting techniques to be used during deactivation, decontamination, and demolition phases, when applicable.
Fire Protection Design
A comprehensive fire protection design program for facilities and supporting systems must be developed, implemented, and maintained to include the following elements:
A reliable and adequate supply of water for fire suppression.Noncombustible construction materials for facilities exceeding the size limits
established by DOE.

166
Complete fire-rated construction and barriers, commensurate with the applicable codes and fire hazards, to isolate hazardous areas and minimize fire spread and loss potential consistent with limits as defined by DOE.
Automatic fire extinguishing systems throughout all significant facilities and in all facilities and areas with potential for loss of safety class systems (other then fire protection systems), significant life safety hazards, unacceptable program interruption, or fire loss potential in excess of limits defined by DOE.
Redundant fire protection systems in areas whereo safety class systems are vulnerable to fire damage, and no redundant safety
capability exists outside of the fire area of interest, oro the maximum possible fire loss exceeds limits established by DOE.
In new facilities, redundant safety class systems (other than fire protection systems) located in separate fire areas.
A means to notify emergency responders and building occupants of a fire (e.g., fire alarm or signaling system).
Emergency egress and illumination for safe facility evacuation in the event of fire as required by applicable codes or fire hazard analysis.
Physical access and appropriate equipment that is accessible for effective fire department intervention (e.g., interior standpipe systems in multi-story or large, complex facilities).
A means to prevent the accidental release of significant quantities of contaminated products of combustion and fire fighting water to the environment, such as ventilation control and filter systems and curbs and dikes. Such features would only be necessary if required by the FHA or DSA in conjunction with other facility or site environmental protection measures.
A means to address fire and related hazards that are unique to DOE and not addressed by industry codes and standards. Mitigation features may consist of isolation, segregation, or the use of special fire control systems (water mist, clean agent, or other special suppression systems) as determined by the FHA.
Fire protection systems designed such that their inadvertent operation, inactivation, or failure of structural stability will not result in the loss of vital safety functions or inoperability of safety class systems as determined by the DSA.
c. Discuss the general requirements of chapter IV, Natural Phenomena Hazards Mitigation, of DOE O 420.1B.
DOE facilities and operations must be analyzed to ensure that SSCs and personnel will be able to perform their intended safety functions effectively under the effects of NPH. Where no specific requirements are identified, model building codes or national consensus industry standards must be used consistent with the intended SSC functions.
Natural Phenomena Mitigation Design
Facility SSCs must be designed, constructed, and operated to withstand NPH and ensureconfinement of hazardous materials;protection of occupants of the facility, as well as members of the public;

167
continued operation of essential facilities; andprotection of government property.
The design and construction of new facilities and major modifications to existing facilities and SSCs must address
potential damage to and failure of SSCs resulting from both direct and indirect NPH events;
common cause/effect and interactions resulting from failures of other SSCs; andcompliance with seismic requirements of Executive Order (E.O.) 12699, “Seismic
Safety of Federal and Federally Assisted or Regulated New Building Construction” (as amended by E.O. 13286, “Amendment of Executive Orders, and Other Actions, in Connection With the Transfer of Certain Functions to the Secretary of Homeland Security,” January 5, 1990).
Additions and modifications to existing DOE facilities must not degrade SSC performance during an NPH occurrence.
Evaluation and Upgrade Requirements for Existing DOE Facilities
SSCs in existing DOE facilities must be evaluated when there is a significant degradation in the facility safety basis. Evaluations must address the safety significance of the SSCs and the seismic requirements of E.O. 12941, “Seismic Safety of Existing Federally Owned or Leased Buildings.”
If the evaluation of existing SSCs identifies NPH mitigation deficiencies, an upgrade plan must be implemented on a prioritized schedule based on the safety significance of the upgrades, time or funding constraints, and mission requirements.
NPH Assessment.
Both facility design and evaluation criteria must address the potential types of NPH occurrences. The NPH assessment must use a graded approach commensurate with the potential hazard of the facility.
NPH assessment for new facilities must use a graded approach that considers the consequences of all types of NPHs. Site-wide information may be considered when appropriate.
NPH assessments must be reviewed and upgraded as necessary for existing sites/facilities following significant changes in NPH assessment methodology or site-specific information.
An NPH assessment review must be conducted at least every 10 years and must include recommendations to DOE for updating the existing assessments based on significant changes found in methods or data. If no change is warranted from the earlier assessment, then this only needs to be documented.

168
Seismic Detection
Facilities or sites with hazardous materials must have instrumentation or other means to detect and record the occurrence and severity of seismic events.
Post-Natural Phenomena Procedure
Facilities or sites with hazardous materials must have procedures for inspecting facilities for damage from severe NPH events and placing a facility into a safe configuration when damage has occurred.
d. Discuss the scope and general content of DOE C 420.1-1 and DOE C 420.1-2.
DOE G 420.1-1
DOE G 420.1-1 provides guidance on the application of requirements for nonreactor nuclear facilities and explosives facilities of DOE O 420.1, Facility Safety, section 4.1, “Nuclear and Explosives Safety Design Criteria.” The following guidelines were established for the development of this guide.
This guide provides guidance on implementing the requirements stated in DOE O 420.1, section 4.1, as they apply to the design aspects for nuclear safety of nonreactor nuclear facilities and safety requirements for explosives facilities. The guidance provided in this Guide is restricted to the requirements identified in DOE O 420.1, section 4.1. This Guide does not establish requirements.
Safety analyses performed in accordance with DOE-STD-3009-94 establish the identification, function, and performance of safety SSCs and must be conducted early in the design process.
Applicable current rules, standards, and orders will be referenced herein, and text and requirements from these documents will not be repeated.
Same-subject information will be grouped in a single section and cross-referenced elsewhere as required.
Management and policy requirements will not be included in this document.
DOE G 420.1-2
This DOE implementation guide is approved for use by the DOE Office of Nuclear Safety Policy and Standards and is available for use by all DOE elements and their contractors.
This document provides guidance in implementing the NPH mitigation requirements of DOE O 420.1, Facility Safety, section 4.4, “Natural Phenomena Hazards Mitigation.” This Guide does not establish or invoke any new requirements. Any apparent conflicts arising from the NPH guidance would defer to the requirements in DOE O 420.1.
This Guide is to be used with DOE O 420.1; the current/latest versions of the NPH DOE Standards 1020, 1021, 1022, and 1023; and Interagency Committee on Seismic Safety in Construction standards/guides RP 1, 2.1A, 3, 4, 5.

169
23. Mechanical systems personnel shall demonstrate a working level knowledge of safety in design as described and required in DOE O 413.3A, Program and Project Management for the Acquisition of Capital Assets, and DOE M 413.3-1, Project Management for the Acquisition of Capital Assets, and DOE-STD-1189-2008, Integration of Safety into the Design Process.
a. Discuss the mechanical systems reviewer’s responsibilities at each critical decision point as described in DOE O 413.3A.
Reviews are an important project activity and must be planned as an integral part of the project and tailored appropriate to project risk, complexity, duration, and critical decision (CD) or phase. The following is a summary of key reviews organized by critical decision.
CD-0
Mission Validation Independent Project Review
A mission validation independent project review is a limited review prior to CD-0 for major system projects. It validates the mission need and the cost range. A value study may also be conducted, as appropriate, to assist in CD-0.
CD-1
Acquisition Strategy Review
Acquisition Strategies for Major System Projects must be sent to the Energy Systems Acquisition Advisory Board Secretariat for review by the Office of Engineering and Construction Management prior to scheduling CD-1 decisional briefings. The Federal program manager, Federal project director and contracting officer must concur with the acquisition strategy prior to the Office of Engineering and Construction Management review. The Office of Engineering and Construction Management will provide a recommendation to the appropriate Program Secretarial Officer or Deputy/Associate Administrator who holds approval authority. Approval of the acquisition strategy does not constitute approval required by the Offices of Procurement and Assistance Management (DOE or NNSA, as applicable) for specific contract clearance purposes, including contract acquisition plans.
Technical Independent Project Review
Prior to CD-1 approval, the Program Secretarial Officer will perform a technical independent project review to ensure safety and security are effectively integrated into design and construction for high-risk, high-hazard, and hazard category 1, 2, and 3 nuclear facilities. The review should ensure safety documentation is complete, accurate, and reliable for entry into the next phase of the project.
Design Reviews
Design reviews are an integral part of a project. Beginning at CD-1 and continuing through the life of the project, as appropriate, design reviews are performed by individuals external to the project. Design reviews are performed to determine if a product (drawings, analysis, or specifications) is correct and will perform its intended functions and meet requirements.

170
Design reviews must be conducted for all projects and must involve a formalized, structured approach to ensure the reviews are comprehensive, objective, and documented.
CD-2
Performance Baseline Validation Review
A performance baseline validation review is required to provide reasonable assurance that the project can be successfully executed. Independent project reviews are required to validate the performance baseline for projects with a total project cost or environmental management total project cost less than $100 million. The acquisition executive may request an external independent review in lieu of an independent project review through the Office of Engineering and Construction Management, and must do so if the acquisition executive has no Project Management Support Office to perform the review. For all projects with a total project cost or environmental management total project cost greater than or equal to$100 million, the Office of Engineering and Construction Management utilizes the external independent review in support of the performance baseline validation. As part of the external independent review, either an independent cost estimate or independent cost review is employed.
CD-3
Construction or Execution Readiness Review
An external independent readiness review must be performed by the Office of Engineering and Construction Management on major system projects to verify execution readiness. At a minimum, this review verifies the readiness of the project to proceed into construction or remedial action. The findings of the execution readiness review and any corrective actions must be presented to the Secretarial Acquisition Executive as a part of CD-3 approval. A similar independent project review may be performed by the appropriate Program Secretarial Officer for Non-Major System Projects as requested by the acquisition executive.
CD-4
Operational Readiness Review or Readiness Assessment
As appropriate, an operational readiness review or readiness assessment is conducted prior to approving CD-4.
b. Discuss the mechanical systems reviewer’s responsibilities as stated in DOE M 413.3-1.
Reviews are part of the planning process and are used to assist the project director and upper level management in developing project plans and verifying that the project will satisfy the mission needs. Reviews provide information to help make decisions, and demonstrate and confirm a project’s accomplishments at various stages. The objectives of reviews include
ensuring readiness to proceed to a subsequent project phaseensuring orderly and mutually supportive progress of various project effortsconfirming functional integration of project products and efforts of organizational
components

171
enabling identification and resolution of issues at the earliest time, lowest work level, and lowest cost
supporting event-based decisionscontrolling risk
Reviews communicate information on current status, progress, completeness, correctness, or work completion. Reviews include users, suppliers, contractors, managers, stakeholders, and peers. Under the direction of the project director, the project should involve the user in organizing, scheduling, and presenting project reviews. One or more of the following broad categories of reviews are performed in support of DOE projects:
Regular/Periodic. Involves project status, trends, design, and construction progress for systems and interfaces. These include monthly reviews, quarterly reviews, peer reviews for development work, etc. All are an integral part of ongoing project activities.
Special Areas of Concern. Involve critical technology, hazards, special procurements, etc. Some of these reviews can be planned and budgeted in advance, others will be on an as-needed basis.
Event-Driven. Includes mission need reviews, performance baseline validation reviews, and construction or execution readiness reviews. These reviews support the decision to proceed to follow-on project phases.
Unscheduled. Could involve the General Accounting Office, Defense Nuclear Facilities Safety Board, DOE Headquarters, or the user. Generally performed on projects with high Congressional visibility or projects that experience schedule or cost difficulties.
Status Reviews. Performed to determine the current condition of a project or activity, such as progress towards completion, compliance status, or readiness to proceed. Reviews could include items (project baseline, requirements, subsystem, or the project end product) or activities (planning, design, or construction). These reviews can involve management and/or the user. Products from these reviews include review plans, review reports, action item lists, and action item resolution reports.
Technical or Design Reviews. Technical or design reviews determine if a product (drawings, analysis, or specifications) is correct and will perform its intended functions or meet requirements. These reviews are typically peer or internal reviews and may be an integral part of the project test and evaluation effort.
c. Discuss the mechanical systems reviewer’s responsibilities as a member of the Integrated Project Team as stated in DOE-STD-1189-2008.
As stated in DOE-STD-1189-2008, DOE O 413.3A, requires the formation of an Integrated Project Team (IPT), to be lead by a Federal project director. Subgroups to the IPT may be chartered during the project, including a contractor integrated project team (CIPT) led by the project manager.
The following is taken from U.S. Department of Energy, Office of Management, Budget, and Evaluation, Integrated Project Teams.

172
The program manager (PM) and/or project director (PD) or designee, organizes and leads an integrated project team (IPT) to support the development of strategies for acquisitions, contracts, cost estimates, evaluation of alternatives, logistics management, cost-performance tradeoffs, etc. While there is no one-size-fits-all IPT approach, there are three basic tenets to which any approach should adhere:
1.The PD is in charge of the project.2.IPTs are advisory and implementation bodies to the PD.3.Direct communication between the project office and all levels in the acquisition
oversight and review process is expected as a means of exchanging information and building trust.
The leader of each IPT is usually the PD/PM or the PD’s/PM’s representative. The following roles and responsibilities apply to all IPTs:
Support the PD/PM. The most important activity the IPT can perform to assure the success of a project is to support the PD/PM. This includes accepting and performing assignments, recognizing the IPT as their prime responsibility, and (if possible) remaining on the IPT for the duration of the project.
Develop Acquisition Planning. The IPT should be involved in the development, preparation, and issuance of an acquisition strategy, including obtaining the necessary reviews and approvals. Long-range planning is also performed, including identifying long-lead procurements, needed project engineering and design funds, budget planning and annual budget requests, necessary permits and licenses, and required National Environmental Policy Act documentation.
Define Project Baselines. As appropriate, participate in developing project scope, schedule, and cost baselines, and associated key performance parameters, key schedule parameters, and key cost parameters. Assist in monitoring project progress against baselines and key performance parameters, identifying problems and potential problems, and recommend and support appropriate corrective actions.
Identify Project Interfaces. Participate in identifying, documenting, and controlling all project interfaces with other DOE sites; other projects; facilities and utilities; other organizations; and contractors, subcontractors, suppliers, and vendors.
Prepare Project Documents. Plan, and as appropriate, prepare project supporting documents, including the project execution plan (PEP); high-level functions and requirements; conceptual cost and schedule ranges; project procedures; alternative studies; and project data sheets (design/construction).
Project Status. Maintain a continuing knowledge of the project’s status against established goals, objectives, and milestones, particularly in those areas of project responsibility. Identify existing and potential problems and recommend corrective actions. Compare individual observations against reported status.
Project Reporting. Review project reports for content, problems, and possible corrective action items. Also review all critical decision submittal requests for completeness and content. Make recommendations for corrective action.
Project Reviews. Attend project reviews to obtain current information on project status and progress. Evaluate and verify concerns, and keep the PD/PM informed. Based on technical knowledge and background, participate in project design reviews and provide appropriate and timely comments.

173
Change Control. Review all project change requests for validity, value added, timeliness, need, and impacts. As requested, meet with the project change control board to review and approve/disapprove change requests.
Operational Readiness Review and Assessments. As appropriate, plan, organize, and perform the project’s operational readiness review. Assure operational readiness review planning begins sufficiently early to assure project documents, records, reviews, etc., are identified and available for review when necessary and in an organized form.
Identify operational readiness review team needs, and help assure those needs are met. Assure the responsible contractor(s) performs a meaningful management oversight/review prior to the operational readiness review.
24. Mechanical systems personnel shall demonstrate a working level knowledge of the following standards related to natural phenomena hazards:ASCE/SEI 43-05, Seismic Design Criteria for Structures, Systems, and
Components in Nuclear FacilitiesDOE-STD-1020-2002, Natural Phenomena Hazards Design and Evaluation Criteria for
Department of Energy FacilitiesDOE-STD-1021-93, Natural Phenomena Hazards Performance Categorization
Guidelines for Structures, Systems, and ComponentsDOE-STD-1022-94, Natural Phenomena Hazards Site Characterization Criteria
a. Describe the purpose and scope and the application of the provisions detailed in the listed standards.
ASCE/SEI 43-05, Seismic Design Criteria for Structures, Systems, and Components in Nuclear Facilities
American Society of Civil Engineers/Structural Engineering Institute (ASCE/SEI) 43-05 provides stringent design criteria for nuclear facilities. Due to the potential risk associated with nuclear hazards, it is desirable that nuclear facilities have a lower probability that structural damage will be caused by earthquake than do conventional facilities. The goal of this standard is to ensure that nuclear facilities can withstand the effects of earthquake ground shaking with desired performance. This standard will be of use to any designers or analysts involved in the design of new nuclear structures, systems, or components.
DOE-STD-1020-2002, Natural Phenomena Hazards Design and Evaluation Criteria for Department of Energy Facilities
This natural phenomena hazard standard provides criteria for design of new SSCs and for evaluation, modification, or upgrade of existing SSCs so that DOE facilities safely withstand the effects of NPHs such as earthquakes, extreme winds, and flooding.
DOE-STD-1020-2002 provides consistent criteria for all DOE sites across the United States. These criteria are provided as the means of implementing DOE O 420.1 and the associated Guides, and E.O. 12699 and E.O. 12941 for earthquakes.

174
The design and evaluation criteria presented in DOE-STD-1020-2002 control the level of conservatism introduced in the design/evaluation process so that earthquakes, wind, and flood hazards are treated on a consistent basis. These criteria also employ a graded approach to ensure that the level of conservatism and the rigor in design/evaluation are appropriate for facility characteristics such as importance, hazards to people onsite and offsite, and threat to the environment. For each natural phenomena hazard covered, these criteria consist of the following:
1.Performance categories and target performance goals as specified in appendices B and C of DOE-STD-1020-2002.
2.Specified probability levels from which natural phenomena hazard loading on structures, equipment, and systems is developed.
3.Design and evaluation procedures to evaluate response to NPH loads and criteria to assess whether or not computed response is permissible.
DOE-STD-1021-93, Natural Phenomena Hazards Performance Categorization Guidelines for Structures, Systems, and Components
DOE-STD-1021-93 provides guidelines to be used for NPH performance categorization of SSCs, and recommends systematic procedures to implement these guidelines. It applies to all DOE facilities that are covered by DOE O 420.1B. Title 10 CFR 830 requires the use of a graded approach in performing safety analysis and evaluation of DOE facilities for normal operating and accident conditions, including accidents caused by NPH events. The NPH Guide to DOE O 420.1 (DOE G 420.1-2) uses this graded approach and requires, for the purpose of NPH design and evaluation, placing the SSCs comprising the DOE facilities into five NPH performance categories.
NPH performance categorization guidelines provided in this technical standard are based on the system safety classification and hazard categorization/classification data obtained from the application of 10 CFR 830, DOE-STD-3009-94, and DOE-STD-1027-92.
DOE-STD-1022-94, Natural Phenomena Hazards Site Characterization Criteria
The requirements given in DOE-STD-1022-94 should be used in conjunction with other DOE Orders and standards as listed in section 2, “Applicable Documents,” of this standard and with other pertinent national consensus codes and standards, such as International Building Code, IBC 2000; ASCE-4, Seismic Analysis of Safety-Related Nuclear Structures;Federal Emergency Management Agency, FEMA 368, NEHRP Recommended Provisions for the Development of Seismic Regulations for New Buildings and Other Structures; etc. In addition, this standard should also be used in conjunction with NRC regulatory guides.
This DOE standard is approved for use by all DOE Departments and contractors. The preparation of this document was conducted by the Fission Energy and System Safety Program of Lawrence Livermore National Laboratory under the direction of the DOE NPH subcommittee and NPH standard managers from the offices of EH-53 and NA-53.

175
b.Briefly describe the levels of function required for mechanical systems following a natural phenomena hazard and the safety measures and design features commonly used as safeguards against natural hazards. Include HVAC systems, fluid systems, and diesel generator systems in the discussion.
c.Identify which systems require emergency power to remain functional following loss of normal power.
The requirements related to elements b and c are site specific. Levels of function and systems that require emergency power to remain functional following loss of normal power will vary from site to site. The Qualifying Official will evaluate the elements’ completion.
25. Mechanical systems personnel shall demonstrate a working level knowledge of DOE maintenance management requirements as defined in DOE O 433.1A, Maintenance Management Program for DOE Nuclear Facilities.
a. Explain DOE’s role in the oversight of contractor maintenance operations.
The following are field office managers’ responsibilities for maintenance operations oversight:
Ensure that maintenance activities and programs at nuclear facilities under their purview are conducted in compliance with the requirements of this Order.
Review contractor maintenance implementation plans every 2 years and forward them to the appropriate approval authority for approval.
Ensure that sufficient resources are budgeted in a timely manner to provide DOE with the highest confidence in the reliable performance of mission critical and safety SSCs through proactive maintenance practices.
Ensure that cost-effective maintenance management programs are developed and implemented for all hazard category 1, 2, and 3 nuclear facilities consistent with DOE’s mission, safety and health, reliability, quality, and environmental protection objectives.
Ensure that maintenance responsibility, authority, and accountability are clearly defined, appropriately assigned, and executed.
Where maintenance requirements or accepted maintenance standards cannot be met, ensure that such instances are appropriately documented and acknowledged by the appropriate Secretarial Officer, including the granting of exemptions by DOE/NNSA, as appropriate, when requested. Note: From the time of discovery until DOE/NNSA approval of such requests, ensure that sufficient compensatory measures are in place to sustain the level of protection that DOE/NNSA assumed to be present in its approval of facility operations.
Ensure that the requirements for maintenance of nuclear facilities are incorporated into contracts, subcontracts, and support services contracts as appropriate.
Ensure that descriptions in this Order of maintenance management program requirements that ensure safe operation are conveyed accurately by contractors operating hazard category 1, 2 and 3 nuclear facilities and contained in the DSAs for the facilities as required by 10 CFR 830.204.
Notify contracting officers when contracts are affected by this Order.

176
Coordinate with contracting officers the revisions of contracts to comply with requirements of this Order and require contractors to appropriately flow down requirements to subcontractors.
Ensure that procurement requests include applicable requirements in the contractor requirements document (CRD) for this Order to be applied to awards or subawards.
If delegated by the SO, review and approve exemption requests after resolving comments from the Director, Office of Health, Safety, and Security at non-NNSA facilities and after considering such requests, for NNSA facilities. If not delegated, forward requests for exemptions to the SO.
b. Identify the key elements of a contractor maintenance plan required by DOE O 433.1A.
The key elements of a contractor maintenance plan are as follows:Inclusion of structures, systems, and components in the programPeriodic inspection of SSCs and equipment to determine whether degradation or
technical obsolescence threatens performance and/or safetyThe management systems used to control maintenance activities associated with the
defined SSCsThe assignment of roles and responsibilitiesThe interfaces between the maintenance organization and other organizationsThe integration of the maintenance management program with
o the integrated safety management system established by DOE P 450.4 and 48 CFR 970.5204-2
o any required nuclear safety basis established under 10 CFR 830, subpart B o a quality assurance program established under 10 CFR 830, subpart A
A configuration management process to ensure the integrity of the identified nuclear facility safety SSCs using a graded approach
A prioritization process that places proper emphasis on safety requirements, the maintenance backlog, system availability, and requirements for those infrastructure elements identified as part of the nuclear facility safety basis
A process for feedback and improvement based on relevant information from the results of operations, maintenance, and assessment efforts
A systems engineer program for the management of vital safety systems that is consistent with DOE O 420.1B and designates a system engineer witho the requisite knowledge of the system safety design basis and operating limits
from the safety analysiso the lead responsibility for the configuration management of the design
Accurate maintenance history that compiles SSC data and other maintenance, resource, and cost data in a system that is retrievable and capable of entering required-maintenance costs, actual maintenance costs, and availability data and failure rates for mission-critical and safety SSCs into the DOE Facility Information Management System

177
c.Describe configuration control and its relationship to the maintenance work control process and the maintenance history file.
The configuration management process was established to ensure the integrity of the identified SSCs using a graded approach. Management involvement in control of maintenance activities should ensure that maintenance practices are effective in maintaining safe and reliable nuclear facility operation and are integrated with the work authorization and control requirements for conduct of operations requirements for DOE facilities. A maintenance history and trending program should be maintained to document data, provide historical information for maintenance planning, and support maintenance and performance trending of nuclear facility systems and components. All records and documentation should be maintained according to the approved site-specific records retention and disposition schedule.
d.Describe the mechanisms for feedback of relevant information, such as trend analysis and instrumentation performance/reliability data, to identify necessary program modifications.
The following is taken from DOE G 433.1-1.
When trend analysis shows an increase in failure, a review of the component analysis may be necessary to determine whether an additional failure mode should be considered or the adverse trend is caused by programmatic deficiencies. The timely collection and analysis of failure data are essential to improve component performance.
e.Discuss the importance of post-maintenance testing and the elements of an effective post-maintenance testing program.
Before returning equipment to service following maintenance, the equipment should be tested to demonstrate that it is capable of performing its intended function. Two purposes are served by this: (1) the testing should verify that the maintenance was performed correctly, and (2) it should also prove that no problems were introduced as a result of the maintenance activities. The maintenance work control package or maintenance procedure should specify the type and duration of post-maintenance testing required. For some facilities, the specific requirements to prove operability of safety-related systems are identified in TSRs. An engineering evaluation should determine whether additional testing or different methods are required whenever the scope of work is changed, e.g., when additional work is performed to correct a previously undisclosed problem that is discovered during maintenance. All equipment functions that may have been affected by the maintenance should be tested. Operation of the equipment for testing should be performed by qualified operations personnel in accordance with approved procedures. Maintenance personnel should monitor the testing. The operations supervisor is ultimately responsible for ensuring that the testing proves the operability of the equipment.

178
26. Mechanical systems personnel shall demonstrate a working level knowledge of DOE standard DOE-STD-1073-2003, Configuration Management.
a. Describe the purpose and objectives of configuration management, emphasizing the following elements:Design controlWork controlChange controlDocument controlAssessment
Design Control
The objective of the design requirements element of configuration management is to document the design requirements. The design requirements define the constraints and objectives placed on the physical and functional configuration. The design requirements to be controlled under configuration management will envelope the safety basis and, typically, the authorization basis. Consequently, proper application of the configuration management process should facilitate the contractor’s efforts to maintain the safety basis and the authorization basis. Contractors must establish procedures and controls to assess new facilities and activities and modifications to facilities and activities to identify and document design requirements.
Work Control
In order to ensure that work is appropriately evaluated and coordinated before it is performed, contractors must incorporate a work control process into their procedures. Work control is an administrative process by which work activities are identified, initiated, planned, scheduled, coordinated, performed, approved, validated and reviewed for adequacy and completeness, and documented. Work control processes should ensure that when work activities are performed, consistency is maintained across the documents, the procedures, and the physical configuration of the nuclear facility.
Change Control
Contractors must establish and use a formal change control process as part of the configuration management process. The objective of change control is to maintain consistency among design requirements, the physical configuration, and the related facility documentation, even as changes are made. The change control process is used to ensure changes are properly reviewed and coordinated across the various organizations and personnel responsible for activities and programs at the nuclear facility.
Through the change control process, contractors must ensure thatchanges are identified and assessed through the change control process,changes receive appropriate technical and management review to evaluate the
consequences of the change,changes are approved or disapproved,waivers and deviations are properly evaluated and approved or denied and the
technical basis for the approval or the denial is documented,

179
approved changes are adequately and fully implemented or the effects of the partial implementation are evaluated and accepted,
implemented changes are properly assessed to ensure the results of the changes agree with the expectations, and
documents are revised consistent with the changes and the revised documents are provided to the users.
Document Control
Document control ensures that only the most recently approved versions of documents are used in the process of operating, maintaining, and modifying the nuclear facility. Document control helps ensure that
important facility documents are properly stored;revisions to documents are controlled, tracked, and completed in a timely manner;revised documents are formally distributed to designated users; andinformation concerning pending revisions is made available.
As controlled documents are updated to reflect changes to the requirements and/or physical installation, the contractor must ensure that
each updated document is uniquely identified and includes a revision number and date, and
each outdated document is replaced by the latest revision.
Assessment
The objective of assessing configuration management is to detect, document, determine the cause of, and initiate correction of inconsistencies among design requirements, documentation, and physical configuration. Properly performed assessments should help identify inconsistencies between these areas, evaluate the root causes for these problems, and prescribe improvements to avoid similar inconsistencies in the future.
b. Discuss the site-specific process for dispositioning work and change packages.
The response to this competency will vary by site. The local Qualifying Official will evaluate the completion of this element.
Mandatory Performance Activities:
Given a randomly selected mechanical system, perform the following:a.Verify adequate and comprehensive documentation exists for the system design
and safety bases (e.g., technical specifications, documented safety analysis, safety evaluation report, TSRs, etc.).
b.Perform a walkdown of the system to confirm the accuracy of system drawings (P&ID/flow diagrams).
c.Review the system maintenance history.
d.Confirm that configuration management was maintained and documentation reflects any modifications.

180
e.Verify the adequacy of the system to perform through the full spectrum of operations, including initial system testing, required surveillance testing, and post-maintenance testing.
f.Confirm knowledgeable and qualified technical personnel (system engineers, operators, and maintenance personnel) are monitoring, operating, and maintaining the system properly.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of these activities.
27. Mechanical systems personnel shall demonstrate a familiarity level knowledge of the codes and standards of the American Society for Testing and Materials (ASTM)*.
* In 2001 the American Society for Testing and Materials changed its name to ASTM International.
a. Discuss the general scope and subject matter range of the various ASTM codes and standards, noting those that provide relevant guidance to activities conducted at DOE defense nuclear facilities.
The materials that make up mechanical systems are quite important for a nuclear facility. The standards mentioned below provide guidance for mechanical system design and operations at defense nuclear facilities.
ASTM A312, Standard Specification for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipes, addresses the following topics related to design,construction, and/or modification of mechanical systems:
Ordering of materialMaterial and manufacturingChemical compositionProduct analysisTensile requirementsMechanical testsWorkmanshipRepairs
ASTM G 46, Standard Guide for Examination and Evaluation of Pitting Corrosion, addresses the following topics related to design, construction, and/or modification of mechanical systems:
Identification and examination of pitsNondestructive examinationExtent of pittingEvaluation of pitting

181
b.Describe the hierarchy of the mechanical systems rules, codes, Orders, and standards at defense nuclear facilities and explain where ASTM standards fall within that hierarchy.
ASTM is a reference to help create the Orders and standards. The codes as identified by law are intertwined within ASTM standards and are integrated into Orders and standards used by the DOE.
c.Discuss the difference(s) between ASME material specifications and ASTM material specifications.
The following is taken from Eng-Tips Forum, ASTM A105 vs. ASME SA 105.
ASME “SA” materials are permitted for use as components for ASME pressure vessels. For example, one would expect to see SA105 carbon steel components on a vessel drawing.
ASTM “A” materials are permitted for use in a power or chemical process plant piping systems that are designed to ASME B31.1 or B31.3.
d.Discuss the responsibilities of DOE as owner of facilities as defined by the standards.
The following is taken from DOE G 580.1-1.
DOE has adopted the ASTM International voluntary consensus standard for physical inventories. The standard is called Practice E 2132-01, Standard Practice for Physical Inventory of Durable, Moveable Property. The following guidance supplements the information contained in the standard.
Procedures
The Organizational Property Management Office (OPMO) reviews and approves the DOE office and contractor physical inventory procedures and methods. Procedures that provide for a check-off from a list of property without actual verification of the physical existence and location of the property do not meet the requirements of a physical inventory and are not acceptable.
Roles
Personnel other than the property custodians complete the physical inventories unless staffing constraints or other considerations apply. In those instances, custodians may perform physical inventories as long as an independent second party verifies the results.
To the extent necessary, independent representatives, such as finance, audit, or property personnel, may observe physical inventories or conduct follow-on audits to determine if approved procedures were followed and the results are accurate. Records of these observations or audits should be retained in the inventory record file.

182
Reconciliations and AdjustmentsDiscrepancies between physical inventory results and records should be reconciled, with the records adjusted to reflect the correct quantities. A responsible official, at least one supervisory level above the supervisor in charge of the warehouse or storage facility, reviews and should approve the supporting adjustment records. An acceptable percentage of shrinkage for stores inventories should be determined by the OPMO or the property administrator on a location-by-location basis, based upon the type and cost of the materials, historical data, and other site-specific factors. The determination should be in writing and supported by appropriate documentation.
Items on an inventory adjustment report that are not within reasonable tolerances for particular items should be thoroughly investigated before the report is approved. Adjustment reports should be retained on file for inspection and review.
Reports
After reconciling the physical inventory results with the property records and financial accounts, they should be reported to the OPMO within 30 days of the reconciliation.
28. Mechanical systems personnel shall demonstrate a working level knowledge of the codes and standards of the American Society of Mechanical Engineers.
a. Discuss the scope and subject matter of the 12 sections of the ASME Boiler and Pressure Vessel (B&PV) Code, noting relevance of the various sections to activities conducted at DOE defense nuclear facilities.
The following is taken from ASME, http://www.asme.org/Codes/VIII Pressure Vessels Divison.cfm.
Section I, Power Boilers
This section provides requirements for all methods of construction of power, electric, and miniature boilers; high temperature water boilers used in stationary service; and power boilers used in locomotive, portable, and traction service.
Rules pertaining to use of the V, A, M, PP, S, and E code symbol stamps are also included. The rules are applicable to boilers in which steam or other vapor is generated at a pressures exceeding 15 psig, and high temperature water boilers intended for operation at pressures exceeding 160 psig and/or temperatures exceeding 250 °F.
Superheaters, economizers, and other pressure parts connected directly to the boiler without intervening valves are considered as part of the scope of section I.

183
Section II, Materials
This volume contains four parts.
Part A, “Ferrous Materials Specifications,” is a service book to the other code sections, providing material specifications for ferrous materials adequate for safety in the field of pressure equipment.
Part B, “Nonferrous Material Specifications,” is a service book to the other code sections providing material specifications for nonferrous materials adequate for safety in the field of pressure equipment.
Part C, “Specifications for Welding Rods, Electrodes, and Filler Metal,” is a service book to the other code sections providing material specifications for manufacture, acceptability, chemical composition, mechanical usability, and more.
Part D, “Properties (Customary/Metric),” is a service book to other code sections providing tables of design stress values, tensile and yield strength values, and tables and charts of material properties.
Section III, Rules for Construction of Nuclear Power Plant Components
This section provides requirements for the materials, design, fabrication, examination, testing, inspection, installation, certification, stamping, and overpressure protection of nuclear power plant components, and component and piping supports. Components include metal vessels and systems, pumps, valves, and core support structures. The components and supports covered by this section are intended to be installed in a nuclear power system that serves the purpose of producing and controlling the output of thermal energy from nuclear fuel and those associated systems essential to the functions and overall safety of the nuclear power system.
This section also provides requirements for (1) containment systems and transport packagings for spent fuel and high-level radioactive waste and (2) concrete reactor vessels and containments.
In addition, this section provides requirements for new construction and includes consideration of mechanical and thermal stresses due to cyclic operation. Deterioration that may occur in service as a result of radiation effects, corrosion, erosion, or instability of the material is not covered. Rules pertaining to the use of N, NPT, NA, and NV code symbol stamps are also included.
Section IV, Heating Boilers
This section provides requirements for design, fabrication, installation, and inspection of steam-generating boilers, and hot water boilers intended for low-pressure service that are directly fired by oil, gas, electricity, or coal.
It contains appendices that cover approval of new material, methods of checking safety valve and safety relief valve capacity, examples of methods of checking safety valve and safety

184
relief valve capacity, examples of methods of calculation and computation, definitions relating to boiler design and welding, and quality control systems.
Rules pertaining to use of the H, HV, and HLW code symbol stamps are also included.
Section V, Nondestructive Examination
This section contains requirements and methods for nondestructive examination that are referenced and required by other code sections.
It also includes manufacturers’ examination responsibilities, duties of authorized inspectors, and requirements for qualification of personnel, inspection, and examination.
Examination methods are intended to detect surface and internal discontinuities in materials, welds, and fabricated parts and components. A glossary of related terms is included.
Section VI, Recommended Rules for the Care and Operation of Heating Boilers
This section covers general descriptions, terminology, and operation guidelines applicable to steel and cast iron boilers limited to the operating ranges of section IV, “Heating Boilers.”
It includes guidelines for associated controls and automatic fuel burning equipment. Illustrations show typical examples of available equipment. Also included is a glossary of terms commonly associated with boilers, controls, and fuel-burning equipment.
Section VII, Recommended Guidelines for the Care of Power BoilersThe purpose of these guidelines is to promote safety in the use of stationary, portable, and traction-type heating boilers.
This section provides such guidelines to assist operators of power boilers in maintaining their plants. Emphasis has been placed on industrial-type boilers because of their extensive use.
Section VIII, Division 1, Pressure Vessels
This division of section VIII provides requirements applicable to the design, fabrication, inspection, testing, and certification of pressure vessels operating at either internal or external pressures exceeding 15 psig.
Such pressure vessels may be fired or unfired. Specific requirements apply to several classes of material used in pressure vessel construction, and also to fabrication methods such as welding, forging, and brazing.
It contains mandatory and nonmandatory appendices detailing supplementary design criteria, nondestructive examination, and inspection acceptance standards. Rules pertaining to the use of the U, UM and UV code symbol stamps are also included.

185
Section VIII, Division 2, Alternative Rules
This division of section VIII provides requirements applicable to the design, fabrication, inspection, testing, and certification of pressure vessels operating at either internal or external pressures exceeding 15 psig. Such vessels may be fired or unfired.
This pressure may be obtained from an external source or by the application of heat from a direct or indirect source, or any combination thereof.
These rules provide an alternative to the minimum requirements for pressure vessels under division 1 rules. In comparison to the division 1 requirements, division 2 requirements on materials, design, and nondestructive examination are more rigorous; however, higher design stress intensity values are permitted.
Section VIII, Division 3, High Pressure Vessels
This division of section VIII provides requirements applicable to the design, fabrication, inspection, testing, and certification of pressure vessels operating at either internal or external pressures generally above 10,000 psi.
Such vessels may be fired or unfired. This pressure may be obtained from an external source, a process reaction, by the application of heat from a direct or indirect source, or any combination thereof.
Division 3 rules cover vessels intended for a specific service and installed in a fixed location or relocated from work site to work site between pressurizations.
The operation and maintenance control is retained during the useful life of the vessel by the user who prepares or causes to be prepared the design specifications.
Division 3 does not establish maximum pressure limits for either section VIII, divisions 1 or 2, nor minimum pressure limits for this division. Rules pertaining to the use of the UV3 code symbol stamps are also included.
Division 2 rules cover only vessels to be installed in a fixed location for a specific service where operation and maintenance control is retained during the useful life of the vessel by the user who prepares or causes to be prepared the design specifications.
These rules may also apply to human occupancy pressure vessels typically in the diving industry. Rules pertaining to the use of the U2 and UV code symbol stamps are also included.
Section IX, Welding and Brazing Operations
This section contains rules relating to the qualification of welding and brazing procedures as required by other code sections for component manufacture.
It also covers rules relating to the qualification and requalification of welders, brazers, and welding and brazing operators in order that they may perform welding or brazing as required by other Code Sections in the manufacture of components.

186
Welding and brazing data cover essential and nonessential variables specific to the welding or brazing process used.
Section X, Fiber-Reinforced Plastic Pressure VesselsThis section provides requirements for construction of a fiber-reinforced plastic pressure vessel in conformance with a manufacturer's design report. It includes production, processing, fabrication, inspection and testing methods required for the vessel.
Section X includes two classes of vessel design; class I, a qualification through the destructive test of a prototype and class II, mandatory design rules and acceptance testing by nondestructive methods.
These vessels are not permitted to store, handle or process lethal fluids. Vessel fabrication is limited to the following processes: bag-molding, centrifugal-casting and filament-winding and contact molding. General specifications for the glass and resin materials and minimum physical properties for the composite materials are given.
Section XI, Rules for Inservice Inspection of Nuclear Power Plant Components
This section contains division 1 and 3, in one volume and provides rules for the examination, in-service testing and inspection, and repair and replacement of components and systems in light-water cooled and liquid-metal cooled nuclear power plants.
Application of this section of the code begins when the requirements of the construction code have been satisfied. The rules of this section constitute requirements to maintain the nuclear power plant while in operation and to return the plant to service, following plant outages, and repair or replacement activities.
The rules require a mandatory program of scheduled examinations, testing, and inspections to evidence adequate safety. The method of nondestructive examination to be used and flawsize characterization are also contained within this section.
Section XII, Rules for the Construction and Continued Service of Transport Tanks
This section covers requirements for construction and continued service of pressure vessels for the transportation of dangerous goods via highway, rail, air or water at pressures from full vacuum to 3,000 psig and volumes greater than 120 gallons. “Construction” is an all-inclusive term comprising materials, design, fabrication, examination, inspection, testing, certification, and over-pressure protection. “Continued service” is an all-inclusive term referring to inspection, testing, repair, alteration, and recertification of a transport tank that has been in-service. This section also contains modal appendices containing requirements for vessels used in specific transport modes and service applications. Rules pertaining to the use of the T Code symbol stamp are also included.

187
b.Discuss the ASME power piping and valve construction codes, noting the relevance of using these piping codes rather than parallel portions of the B&PV code.
ASME B31.1, Power Piping
ASME B31.1 code prescribes minimum requirements for the design, materials, fabrication, erection, test, inspection, and maintenance of piping systems typically found in electric power generating stations, industrial institutional plants, geothermal heating systems, and central and district heating and cooling systems. The code also covers boiler external piping for power boilers and high-temperature, high-pressure water boilers in which steam or vapor is generated at a pressure of more than 15 psig; and high temperature water is generated at pressure exceeding 160 psig and/or temperatures exceeding 250 °F.
ASME B31.3, Process Piping
ASME B31.3 code contains requirements for piping typically found in petroleum refineries; chemical, pharmaceutical, textile, paper, semiconductor, and cryogenic plants; and related processing plants and terminals. This code prescribes requirements for materials and components, design, fabrication, assembly, erection, examination, inspection, and testing of piping. This code applies to piping for all fluids including: (1) raw, intermediate, and finished chemicals; (2) petroleum products; (3) gas, steam, air and water; (4) fluidized solids; (5) refrigerants; and (6) cryogenic fluids. Also included is piping which interconnects pieces or stages within a packaged equipment assembly.
ANSI/ASME OM-4, Code for Operation and Maintenance of Nuclear Power Plants
ANSI/ASME OM-4 code establishes the requirements for pre-service and inservice testing and examination of certain components to assess their operational readiness in light-weight reactor power plants. It identifies the components subject to test or examination, responsibilities, methods, intervals, parameters to be measured and evaluated, criteria for evaluating the results, corrective action, personnel qualification, and record keeping. These requirements apply to (a) pumps and valves that are required to perform a specific function in shutting down a reactor to the safe shutdown condition, in maintaining the safe shutdown condition, or in mitigating the consequences of an accident; (b) pressure relief devices that protect systems or portions of systems that perform one or more of these three functions; and (c) dynamic restraints (snubbers) used in systems that perform one or more of these three functions.
c.Discuss the applicability of other ASME codes to defense nuclear facilities, including codes for cranes and hoists, fasteners, storage tanks, and compressors.
According to DOE G 414.1-1B, ASME NQA-1 is the appropriate national standard to be used by DOE and contractor organizations for guidance on training of assessment personnel.
The following is taken from DOE G 420.1-1.
ANSI/ASME N509, Nuclear Power Plant Air Cleaning Units and Components, contains requirements for the design of nuclear facility air cleaning systems and ANSI/ASME N510 contains requirements for testing air cleaning systems.

188
ASME B30.2-2005 applies to the construction, installation, operation, inspection, and maintenance of hand-operated and power-driven overhead and gantry cranes that have a top-running single-girder or multiple-girder bridge, with one or more top-running trolley hoists used for vertical lifting and lowering of freely suspended, unguided loads consisting of equipment and materials. The requirements included in this standard also apply to cranes having the same fundamental characteristics such as cantilever gantry cranes, semi-gantry cranes, and wall cranes. Requirements for a crane used for a special purpose such as, but not limited to, non-vertical lifting service, lifting a guided load, or lifting personnel are not included in this standard.
ASME NOG-1, Rules for Construction of Overhead and Gantry Cranes, covers top-running cranes for nuclear facilities, and ASME NUM-1 standard, Rules for Construction of Cranes, Monorails, and Hoists, covers the single girder, underhung, wall and jib cranes, as well as the monorails and hoists. These two ASME nuclear crane standards provide criteria for designing, inspecting, and testing overhead handling equipment with enhanced safety to meet the defense-in-depth approach of the NRC documents NUREG 0554 and NUREG 0612. In addition to providing designs for enhanced safety, the ASME nuclear crane standards provide a basis for purchasing overhead handling equipment with standard safety features, based upon accepted engineering principles, and including performance and environmental parameters specific to nuclear facilities. The ASME NOG-1 and ASME NUM-1 standards not only provide enhanced safety for handling a critical load, but also increase profit by minimizing the possibility of load drops, by reducing cumbersome operating restrictions, and by providing the foundation for a sound licensing position. The ASME nuclear crane standards can also increase profits by providing the designs and information to help ensure that the right standard equipment is purchased. Additionally, the ASME nuclear crane standards can increase profit by providing designs and information to help address current issues, such as the qualification of nuclear plant cranes for making planned engineered lifts for steam generator replacement and decommissioning.
d. Discuss the responsibilities of DOE as owner of facilities as defined by the standards.
The following is taken from DOE O 420.1B.
DOE O 420.1B establishes facility and programmatic safety requirements for both DOE and NNSA, including
nuclear and explosive safety design criteria,fire protection,criticality safety,natural phenomena hazards mitigation, andthe system engineer program.
In complying with DOE O 420.1B, DOE and contractors must ensure that any work done is consistent with any other safety, design, or other analysis or requirements applicable to the facility. In particular, work must be performed in accordance with the integrated safety management requirement of 48 CFR 970.5223-1, “Integration of Environment, Safety, and Health into Work Planning and Execution,” and the quality assurance requirements of either

189
subpart A of 10 CFR Part 830, “Nuclear Safety Management,” or DOE O 414.1C, Quality Assurance, dated June 17, 2005, or successor document, as applicable. All new construction, as a minimum, must comply with national consensus industry standards and the model building codes applicable for the state or region, supplemented in a graded manner with additional safety requirements for the associated hazards in the facility that are not addressed by the codes.
The following is taken from DOE Order 5480.20A.
Contained in DOE Order 5480.20A are general training program requirements for personnel involved in the operation, maintenance, and technical support of all DOE nuclear facilities. Qualification is defined in terms of education, experience, training, examination, and any special requirements necessary for performance of assigned responsibilities. The requirements in this Order are based on industry standards and are intended to provide reasonable assurance that personnel at DOE nuclear facilities possess qualifications to operate and maintain the facility safely and reliably under all conditions.
29. Mechanical systems personnel shall demonstrate a familiarity level knowledge of the following organizations’ non-mechanical systems-specific codes and standards:
American Petroleum InstituteAmerican National Standards Institute (ANSI)American Nuclear SocietyAmerican Institute of Steel ConstructionNational Fire Protection Agency (NFPA)
a. Discuss the scope and subject matter of the listed organizations’ various codes, noting relevance to activities conducted at DOE defense nuclear facilities.
The following is taken from each organization’s Web site.
American Petroleum Institute
The American Petroleum Institute (API) is an ANSI-accredited standards-developing organization, operating with approved standards development procedures and undergoing regular audits of its processes. API produces standards, recommended practices, specifications, codes, and technical publications, reports and studies that cover each segment of the industry. API standards promote the use of safe, interchangeable equipment and operations through the use of proven, sound engineering practices as well as help reduce regulatory compliance costs, and in conjunction with API’s quality programs, many of these standards form the basis of API certification programs.
American National Standards Institute
As the voice of the U.S. standards and conformity assessment system, ANSI empowers its members and constituents to strengthen the U.S. marketplace position in the global economy while helping to assure the safety and health of consumers and the protection of the environment.

190
The Institute oversees the creation, promulgation, and use of thousands of norms and guidelines that directly impact businesses in nearly every sector, from acoustical devices to construction equipment, from dairy and livestock production to energy distribution, and many more. ANSI is also actively engaged in accrediting programs that assess conformance to standards, including globally recognized cross-sector programs such as the ISO 9000 (quality) and ISO 14000 (environmental) management systems.
American Nuclear Society
The ANS is a not-for-profit, international, scientific and educational organization. It was established by a group of individuals who recognized the need to unify the professional activities within the diverse fields of nuclear science and technology. December 11, 1954, marks the Society’s historic beginning at the National Academy of Sciences in Washington, D.C. The ANS has since developed a multifarious membership composed of approximately 11,000 engineers, scientists, administrators, and educators representing 1,600-plus corporations, educational institutions, and government agencies. It is governed by four officers and a board of directors elected by the membership.
The core purpose of the ANS is to promote the awareness and understanding of the application of nuclear science and technology.
American Institute of Steel Construction
The American Institute of Steel Construction (AISC), headquartered in Chicago, is a not-for-profit technical institute and trade association established in 1921 to serve the structural steel design community and construction industry in the United States. AISC’s mission is to make structural steel the material of choice by being the leader in structural-steel-related technical and market-building activities, including specification and code development, research, education, technical assistance, quality certification, standardization, and market development. AISC has a long tradition of service to the steel construction industry, providing timely and reliable information.
National Fire Protection Agency
The mission of the international nonprofit NFPA is to reduce the worldwide burden of fire and other hazards on the quality of life by providing and advocating consensus codes and standards, research, training, and education. NFPA membership totals more than 81,000 individuals from around the world and more than 80 national trade and professional organizations.
Established in 1896, the NFPA serves as the world’s leading advocate of fire prevention and is an authoritative source on public safety. In fact, the NFPA’s 300 codes and standards influence every building, process, service, design, and installation in the United States, as well as many of those used in other countries. The NFPA’s focus on true consensus has helped the association’s code-development process earn accreditation from ANSI.

191
b. Discuss the responsibilities of DOE as the owner of facilities as defined in the standards.
The following is taken from DOE O 420.1B.
DOE O 420.1B establishes facility and programmatic safety requirements for both DOE and NNSA, including
nuclear and explosive safety design criteria,fire protection,criticality safety,natural phenomena hazards mitigation, andthe system engineer program.
In complying with DOE O 420.1B, DOE and contractors must ensure that any work done is consistent with any other safety, design, or other analysis or requirements applicable to the facility. In particular, work must be performed in accordance with the integrated safety management requirement of 48 CFR 970.5223-1, “Integration of Environment, Safety, and Health into Work Planning and Execution,” and the quality assurance requirements of either subpart A of 10 CFR Part 830, “Nuclear Safety Management,” or DOE O 414.1C, Quality Assurance, dated June 17, 2005, or successor document, as applicable. All new construction, as a minimum, must comply with national consensus industry standards and the model building codes applicable for the state or region, supplemented in a graded manner with additional safety requirements for the associated hazards in the facility that are not addressed by the codes.
The following is taken from DOE Order 5480.20A.
Contained in DOE Order 5480.20A are general training program requirements for personnel involved in the operation, maintenance, and technical support of all DOE nuclear facilities. Qualification is defined in terms of education, experience, training, examination, and any special requirements necessary for performance of assigned responsibilities. The requirements in this Order are based on industry standards and are intended to provide reasonable assurance that personnel at DOE nuclear facilities possess qualifications to operate and maintain the facility safely and reliably under all conditions.
30. Mechanical systems personnel shall demonstrate a familiarity level knowledge of the codes and standards of the American Society of Heating, Refrigeration, and Air Conditioning Engineers (ASHRAE).
a. Discuss the general scope and subject matter range of the various ASHRAE codes and standards, noting those that provide relevant guidance to activities conducted at DOE defense nuclear facilities.
ASHRAE, founded in 1894, is an international organization of 50,000 persons. ASHRAE fulfills its mission of advancing heating, ventilation, air conditioning, and refrigeration to serve humanity and promote a sustainable world through research, standards, writings, publishing, and continued education.

192
ASHRAE membership includes consulting engineers, contractors, manufacturers, manufacturing representatives/sales, and architects.
b. Discuss the responsibilities of DOE as owner of facilities as defined by the standards.
The following is taken from DOE O 420.1B.
DOE O 420.1B establishes facility and programmatic safety requirements for both DOE and NNSA, including
nuclear and explosive safety design criteria,fire protection,criticality safety,natural phenomena hazards mitigation, andthe system engineer program.
In complying with DOE O 420.1B, DOE and contractors must ensure that any work done is consistent with any other safety, design, or other analysis or requirements applicable to the facility. In particular, work must be performed in accordance with the integrated safety management requirement of 48 CFR 970.5223-1, “Integration of Environment, Safety, and Health into Work Planning and Execution,” and the quality assurance requirements of either subpart A of 10 CFR Part 830, “Nuclear Safety Management,” or DOE O 414.1C, Quality Assurance, dated June 17, 2005, or successor document, as applicable. All new construction, as a minimum, must comply with national consensus industry standards and the model building codes applicable for the state or region, supplemented in a graded manner with additional safety requirements for the associated hazards in the facility that are not addressed by the codes.
The following is taken from DOE Order 5480.20A.
Contained in DOE Order 5480.20A are general training program requirements for personnel involved in the operation, maintenance, and technical support of all DOE nuclear facilities. Qualification is defined in terms of education, experience, training, examination, and any special requirements necessary for performance of assigned responsibilities. The requirements in this Order are based on industry standards and are intended to provide reasonable assurance that personnel at DOE nuclear facilities possess qualifications to operate and maintain the facility safely and reliably under all conditions.
31. Mechanical system personnel shall demonstrate a working level knowledge of the quality control inspection techniques described in sections V and XI of the ASME Boiler and Pressure Vessel code and the verification of mechanical system integrity, including:
Ultrasonic test (UT)Visual inspection (VI)Magnetic particle test (MT)Dye-penetrant test (PT)

193
Radiographic test (RT)Hydrostatic test (HT)Load test (LT)
a. Describe the test methodology for each of the listed test and inspection techniques, including the expected degree of accuracy.
The following is taken from the NDT (nondestructive testing) Resource Center.
Ultrasonic Test
In an ultrasonic test, high-frequency sound waves are sent into a material by use of a transducer. The sound waves travel through the material and are received by the same transducer or a second transducer. The amount of energy transmitted or received and the time the energy is received are analyzed to determine the presence of flaws. Changes in material thickness and changes in material properties can also be measured.
Visual Inspection
Visual inspection involves an inspector using his or her eyes to look for defects. The inspector may also use special tools such as magnifying glasses, mirrors, or borescopes to gain access and more closely inspect the subject area. Visual examiners follow procedures that range from simple to very complex.
Magnetic Particle Test
In a magnetic particle test, a magnetic field is established in a component made from ferromagnetic material. The magnetic lines of force travel through the material and exit and reenter the material at the poles. Defects such as crack or voids cannot support as much flux and force some of the flux outside of the part. Magnetic particles distributed over the component will be attracted to areas of flux leakage and produce a visible indication.
Dye-Penetrant Test
In a dye-penetrant test, solution is applied to the surface of a precleaned component. The liquid is pulled into surface-breaking defects by capillary action. Excess penetrant material is carefully cleaned from the surface. A developer is applied to pull the trapped penetrant back to the surface, where it is spread out and forms an indication. The indication is much easier to see than the actual defect.
Radiographic Test
In a radiographic test, x-rays are used with film or some other detector that is sensitive to radiation to produce images of objects. The test object is placed between the radiation source and detector. The thickness and the density of the material that x-rays must penetrate affect the amount of radiation reaching the detector. This variation in radiation produces an image on the detector that often shows internal features of the test object.

194
Hydrostatic TestThe following is taken from Engineer’s Edge, About Hydrostatic Testing.
Hydrostatic testing is a common procedure used to verify the performance of fluid pressure vessels, such as cylinders, boilers, or tubes. Hydrostatic testing is also a common testing procedure to verify that pressure vessels do not leak or have manufacturing flaws. Hydrostatic testing is important for pressure vessels in the interest of device safety and durability under operating pressure. Hydrostatic testing is a technique to identify leaks within low-pressure vessels and devices such as pipes and plumbing.
A hydrostatic test is normally conducted under industry and/or customer requirements or specifications.
The pressure vessel to be tested is located within a sealed vessel; the sealed vessel is filled with an incompressible fluid, typically water or oil. The test vessel is then subjected to a known internal pressure for a known duration. The known internal pressure is normally a significant percent greater than the maximum operating pressure of the device (typically 150%). The applied pressure causes the test vessel to expand; instrumentation, which is already in place, is then read to determine the total and permanent expansion that the test chamber (external) undergoes. A physical and visual inspection then follows the hydrostatic test to determine whether the device being tested has been damaged or permanently distorted by the test pressure.
Pressure vessels may be re-verified by subjecting the vessel device to a proof-pressure test. The proof-pressure test is commonly referred to as a modified hydrostatic test. The pressure vessel is subjected to a known pressure for a predetermined time. During and following the proof-pressure test, the pressure vessel is inspected for abnormal distortion or failure.
Load Test
According to the NDT (nondestructive testing) Resource Center, in a load test, a sample is put in a machine such as an Instron, and a load is applied slowly to determine the failure point of the material. This test is a simple application of pulling apart a given sample.
b. Discuss the advantages and disadvantages of each of the listed test and inspection techniques.
The following is taken from the NDT (nondestructive testing) Resource Center.
Ultrasonic Test
AdvantagesDepth of penetration for flaw detection or measurement is superior to other methodsOnly single-sided access is requiredProvides distance informationMinimum part preparation is requiredMethod can be used for much more than just flaw detection

195
DisadvantagesnSurface must be accessible to probe and couplantnSkill and training required is more extensive than other techniquesnSurface finish and roughness can interfere with inspectionnThin parts may be difficult to inspectnLinear defects oriented parallel to the sound beam can go undetectednReference standards are often needed
Visual Inspection
AdvantagesnInexpensivenHighly portablenMinimum trainingnImmediate resultsnMinimum part preparation
DisadvantagesnSurface discontinuitiesnMisinterpretation of scratches
Magnetic Particle Test
AdvantagesnLarge surface areas of complex parts can be inspected rapidlynCan detect surface and subsurface flawsnSurface preparation is less critical than it is in penetrant inspectionnMagnetic particle indications are produced directly on the surface of the part and
form an image of the discontinuitynEquipment costs are relatively low
DisadvantagesnOnly ferromagnetic materials can be inspectednProper alignment of magnetic field and defect is criticalnLarge currents are needed for very large partsnRequires relatively smooth surfacenPaint or other nonmagnetic coverings adversely affect sensitivitynDemagnetization and post-test cleaning is usually necessary
Dye-Penetrant Test
Advantages
nLarge surface areas or large volumes of parts/materials can be inspected rapidly and at low cost
nParts with complex geometry are routinely inspected

196
nIndications are produced directly on surface of the part, providing a visual image of the discontinuity
nEquipment investment is minimal
Disadvantages
nDetects only surface breaking defectsnSurface preparation is critical as contaminants can mask defectsnRequires a relatively smooth and nonporous surfacenPost-test cleaning is necessary to remove chemicalsnRequires multiple operations under controlled conditionsnChemical handling precautions are necessary (toxicity, fire, waste)
Radiographic Test
AdvantagesnCan be used to inspect virtually all materialsnDetects surface and subsurface defectsnAbility to inspect complex shapes and multi-layered structures without disassemblynMinimum part preparation is required
Disadvantages
nExtensive operator training and skill requirednAccess to both sides of the structure is usually requirednOrientation of the radiation beam to non-volumetric defects is criticalnField inspection of thick section can be time consumingnRelatively expensive equipment investment is requirednPossible radiation hazard for personnel
Hydrostatic Test
AdvantagesnSimple and thorough process
DisadvantagesnNeeds to be performed on a closed system or component.nMay cause damage to system
Load Test
AdvantagesnIdentifies the failure point of material
DisadvantagesnDestructive test that renders the component useless

197
c. Identify and describe the usual application for each of the listed test and inspection techniques.
The following is taken from the NDT (nondestructive testing) Resource Center.
Ultrasonic Test
Ultrasonic tests, based on sound velocity and attenuation measurements, are used to locate surface and subsurface defects in many materials, including metals, plastics, and wood. Ultrasonic inspection is also used to measure the thickness of materials and otherwise characterize properties of material.
Visual Inspection
A visual examination can be used to check for obvious problem areas, such as leaks, excess vibration, or misalignment. It can also be used to check for corrosion on exposed metal surfaces. Specific guidance on the inspection of pressure vessels for corrosion and other flaws is given in API Recommended Practice 572, and on the inspection of piping, valves, and fittings associated with pressure vessels in API Recommended Practice 574.
Magnetic Particle Test
Magnetic particle tests are used to inspect ferromagnetic materials (those that can be magnetized) for defects that result in a transition in the magnetic permeability of a material. Magnetic particle inspection can detect surface and near surface defects.
Dye-Penetrant Test
Penetrant tests are used to locate cracks, porosity, and other defects that break the surface of a material and have enough volume to trap and hold the penetrant material. Liquid penetrant testing is used to inspect large areas very efficiently and will work on most nonporous materials.
Radiographic Test
Radiographic tests are used to inspect almost any material for surface and subsurface defects. X-rays can also be used to locate and measure internal features, to confirm the location of hidden parts in an assembly, and to measure the thickness of materials.
Hydrostatic Test
Hydrostatic testing is a common procedure used to verify the performance of a fluid pressure vessel, such as cylinders, boilers, or tubes. Hydrostatic testing is also a common testing procedure to verify that pressure vessels do not leak or have manufacturing flaws.
Load Test
Load testing is a destructive test that will render the test component useless for any application. The load test finds the tensile or compressive stress at which a material fails. This is usually done on a test sample and not on a system component. This test is valuable in determining whether the material the system is built with will withstand design specifications of stress.

198
d. For each of the listed test and inspection techniques, identify and discuss the safety considerations and precautions that must be observed.
Ultrasonic Test
The following is taken from Health and Safety Executive, Hazards Arising from Ultrasonic Processes.
To date, some types of industrial plants using ultrasonic frequencies have been found to produce sound in the audible range from 96–105 dB(A) (decibel, A weighted) , although it may not appear noisy to older persons and those with imperfect hearing. The World Health Organization has proposed the following maximum exposure levels for unprotected persons: 75 dB for frequencies from 14.1 kHz and 110 dB for frequencies greater than 22.5 kHz.
Where reasonably practicable, excessive noise levels should be reduced. Usually this will be by enclosures, and thin layers of common material will give adequate acoustic insulation at upper audible (and ultrasonic) frequencies. Alternatively, ear protectors can be provided and used. Although the attenuation afforded by protectors is usually only measured up to 8 kHz, it is likely that attenuation at frequencies higher than this will be at least as great as at 8 kHz.
If fingers or hands are put into an ultrasonic cleaning bath, a tickling sensation is instantly experienced on the skin surface followed 2–3 seconds later by pain in the joints. The hazards are likely to be well known to those involved, but notices warning of these hazards may be appropriate and baskets or racks should be used at baths.
Some scientists have asserted that effects such as nausea, dizziness, tiredness, and tinnitus can be caused by exposure to sound in the ultrasonic frequencies and others have asserted that the upper audible frequencies are also implicated. Some countries have established exposure limits for the ultrasonic frequencies.
Visual Inspection
Visual inspection adds no significant risk to persons performing the inspection beyond risk that may exist for the system or facility in its current condition.
Magnetic Particle Test
The following is taken from NASA Engineering Network, Magnetic Particle Testing of Aerospace Materials.
The safe handling of magnetic particles is governed by the suppliers’ material safety data sheets (MSDSs). A supplier’s MSDS should certify that the flash point of the oil carriers meet the requirements of DOD-F-87935, Fluid, Magnetic Particle Inspection, Suspension Medium. The MSDS should also detail personnel hazards such as inhalation, skin contact, and eye exposure. Magnetizing equipment should be properly maintained to avoid personnel hazards from electrical shorts. Care should also be taken to avoid electrical arcing and possible ignition of the oil carriers. Any broken ultraviolet filters or bulbs should be replaced immediately. Personnel entering a darkened area to perform fluorescent testing should wait at least 1 minute for their eyes to adjust to the darkened area.

199
Dye-Penetrant TestThe following is taken from NASA, Penetrant Testing of Aerospace Materials.
The hazardous properties that should always be considered when using a dye penetrant are liquid flashpoint and toxicity. The flashpoint of penetrant processes can be as low as 40 °F to as high as 200 °F. The penetrants should be used per manufacturers’ instructions. Most penetrants are not actually toxic and do not present a particular hazard in normal use. However, there are precautions that should be followed. Practically all liquid materials used in penetrant, cleaner, and developer have good wetting and detergent properties. Therefore, they exhibit excellent solvent power for fats and oils. These materials, when allowed to contact the skin for an extended period, will dry out the natural oils from the skin, causing it to become rough, red, and if left untreated to eventually crack open, which could cause a severe secondary infection. This is preventable by wearing neoprene-type gloves and apron, a face shield, and protective clothing. If exposed to this skin drying, replenishing the oils onthe exposed skin should prevent any cracking.
Radiographic Test
According to the Guide for European Pressure Equipment, x-rays and gamma rays are very hazardous. Special precautions must be taken when performing radiography. Therefore, the method is undertaken under controlled conditions, inside a protective enclosure, or after assessment, with appropriate barriers and warning systems to ensure that there are no hazards to personnel. DOE facilities will usually have a safety analysis in place for use with the equipment, or the equipment will have certain safety constraints in place. Personnel handling the radiography machine will have ample training and know the functions of the equipment.
Hydrostatic Test
According to DOE-HDBK-1017/1-93, during hydrostatic testing, minimum pressurization temperature precautions include making sure that the desired hydrostatic pressure is consistent with plant temperatures so that excessive stress does not occur.
Load Test
Load testing uses a machine at high pressures. This machine should be well maintained to prevent any possible accidents. The operator should wear goggles and understand the operation of the machine. Personnel should keep a safe distance from equipment during use.
e. Identify the special hazards that are associated with radiographic testing and discuss how they are mitigated.
The following is taken from NASA, Radiographic Testing of Aerospace Materials.
Radiography constitutes a health hazard that requires special radiation training for personnel involved with its use. Also, adequate safety devices should be built into the x-ray facility, including
safety interlock switcheskeylock systemradiation monitoring device

200
warning systemadequate facility shielding
At least one qualified operator plus a radiation protection supervisor or designated alternate must be present at all times during any x-ray operation. The personnel requiring access to the x-ray area must be monitored to ensure that no one absorbs excessive amounts of radiation. The normal means for monitoring radiation is by wearing pocket dosimeters and film badges. The dosimeter is read and recorded daily and usually the film badge is developed and read at least quarterly. Both devices are compared and should check within 20% of each other. The allowable dose of radiation is 1.25 roentgen equivalent man (rem) per quarter year. For added safety, each time the x-ray area is entered a survey meter should be used to ensure that the area is safe to enter.
Interpretation of radiographs requires highly trained and qualified technicians who must (1) define the quality of the radiographic image, which requires a critical analysis of the radiographic procedure and the image developing procedure; (2) analyze the image todetermine the nature and extent of any abnormal condition in the test piece; (3) evaluate the test piece by comparing interpreted information with standards or specifications; and(4) report inspection results accurately and clearly.
f. Identify the special qualifications needed by technicians performing each of the listed test and inspection techniques and discuss how those qualifications are achieved.
The following is taken from the NDT (nondestructive testing) Resource Center.
Nondestructive testing personnel are often certified by their employer or other agency to meet certain qualifications, which are established by industry. Certification is basically a process of providing written testimony that an individual is qualified to do certain work. The qualifications of an individual are based on education, level of training, work experience, and the ability to pass a vision test. In the field of nondestructive testing, certification is very important because nondestructive testing personnel are often making critical judgments that can have safety and/or significant financial consequences. Nondestructive testing personnel must have a great deal of confidence in the results of their work. Since many of the nondestructive testing methods do not produce a record of the inspection results, certification presents objective evidence of the knowledge and skill level of the individual performing an inspection.
The procedure used to assure that nondestructive testing personnel possess the qualifications necessary to do competent work includes
training to gain the necessary knowledgeexperience under the guidance of knowledgeable peoplequalification examinations to demonstrate that competency has been achievedcertification to document successful demonstration of competency

201
There are a number of organizations that have produced documents that recommend or specify the minimum qualifications for certification. The following is a partial list of documents pertaining to the certification of nondestructive testing personnel in the U.S.:
American Society for Nondestructive Testing, Recommended Practice No. SNT-TC1A, Non-Destructive Testing
Aviation Transport Association, ATA-105, Guidelines for Training and Qualifying Personnel in Nondestructive Testing Methods
Aerospace Industries Association, AIA-NAS-410, National Aerospace Standard, NAS Certification and Qualification of Nondestructive Test Personnel
International Organization for Standards, ISO 9712, Nondestructive Testing — Qualification and Certification of Personnel
The education and work experience requirements for the various specifications are common or similar. Typical requirements are summarized in table 3 for qualification levels I and II.
Table 3. Nondestructive testing personnel training requirements
ExaminationMethod Level
Required Nondestructive- Testing Training (Hrsa) with—
HSb diploma 2 yrs college oror equivalent technical schoolc
Work Experience (Min Hrsd)
Time to Obtain Work
Experience (Moe)
I 40 32 210 1.5 – 9Acoustic emission
II 40 40 630 4.5 – 27I 40 24 210 1.5 – 9
ElectromagneticII 40 40 630 4.5 – 27I 4 4 70 0.5 – 3
Liquid penetrantII 8 4 140 1 – 6I
Magnetic particle 12 8 70 0.5 – 3
II 8 4 210 1.5 – 9Neutron I 28 20 420 3 – 18
radiography II 40 40 1,680 12 – 72I 40 30 210 1.5 – 9
RadiographyII 40 35 630 4.5 – 27
IThermal/infrared 32 30 210 1.5 – 9
II 34 32 1,260 9 – 27I 40 30 210 1.5 – 9
UltrasonicII 40 40 840 4.5 – 27I
Vibration analysis 24 24 420 2 – 18
II 72 48 1,680 12 – 72I
Visual 8 4 70 0.5 – 3
II 16 8 140 1 – 6Notes:a Hrs – hours c Minimum of 2 years engineering or science study e Mo – monthsb HS – high school d Min Hrs – minimum hours of required work experience in a method
Source: Data from the NDT (nondestructive testing) Resource Center

202
Nondestructive testing training can be obtained at colleges, at vocational-technical schools, through the Armed Forces, from commercial training companies, and through individual company training departments.
To be considered for certification at level III, an individual must havegraduated from a university or college, with a degree in engineering or science
and have at least 1 year of experience comparable to that of level II in the applicable nondestructive testing method(s);
completed with passing grades at least 2 years of engineering or science study at a university, college, or technical school, and have 2 years of experience comparable to that of level II in the applicable nondestructive testing method(s);
4 years of experience comparable to that of level II in the applicable nondestructive testing method(s).
Mandatory Performance Activities:
a.Given system specifications, including a system diagram, determine the key information for a hydrostatic test on that system.
b.Given a work package, determine the appropriate tests needed to ensure proper installation of the mechanical system.
c.Given component information, describe the load tests required prior to lifting that component.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of these activities.
Management, Assessment, and Oversight
32. Mechanical systems personnel shall demonstrate a working level knowledge of problem analysis principles and the ability to apply techniques necessary to identify problems, determine potential causes of problems, and identify corrective action(s).
a. Describe and explain the application of problem analysis techniques, including the following:Root cause analysisCausal factor analysisChange analysisBarrier analysisManagement oversight risk tree (MORT) analysis
The following is taken from DOE-NE-STD-1004-92 (archived).

203
Root Cause AnalysisEvery root cause investigation and reporting process should include five phases. While there may be some overlap between phases, every effort should be made to keep them separate and distinct.
Phase I. Data Collection
It is important to begin the data collection phase of root cause analysis immediately following the occurrence identification to ensure that data are not lost. (Without compromising safety or recovery, data should be collected even during an occurrence.) The information that should be collected consists of conditions before, during, and after the occurrence; personnel involvement (including actions taken); environmental factors; and other information having relevance to the occurrence.
Phase II. Assessment
Any root cause analysis method may be used that includes the following steps:Identify the problem.Determine the significance of the problem.Identify the causes (conditions or actions) immediately preceding and surrounding the
problem.Identify the reasons why the causes in the preceding step existed, working back to the
root cause (the fundamental reason that, if corrected, will prevent recurrence of these and similar occurrences throughout the facility). This root cause is the stopping point in the assessment phase.
Phase III. Corrective Actions
Implementing effective corrective actions for each cause reduces the probability that a problem will recur and improves reliability and safety.
Phase IV. Inform
Entering the report on the Occurrence Reporting and Processing System (ORPS) is part of the inform process. Also included is discussing and explaining the results of the analysis, including corrective actions, with management and personnel involved in the occurrence. In addition, consideration should be given to providing information of interest to other facilities.
Phase V. Follow-up
Follow-up includes determining whether corrective action has been effective in resolving problems. An effectiveness review is essential to ensure that corrective actions have been implemented and are preventing recurrence.
Causal Factor Analysis
The following is taken from DOE-G 231.1-2.
The causal analysis process is an integral part of the ORPS model and supports the required performance analysis process described in DOE G 231.1-1, Occurrence Reporting and

204
Performance Analysis Guide. When implementing the causal analysis process, apparent causes are identified as the most probable causes of an event or condition that management has the control to fix and for which effective recommendations for corrective actions can be generated. A model for the causal analysis process is provided below. There are three basic steps in the process: (1) identify causal factors, (2) select integrated safety management (ISM) core functions, and (3) use the causal analysis tree (CAT) to identify apparent causes/cause codes.
1.Identify Causal Factors
Use one of the contractor’s supported/recommended methodologies to determine causal factors.
2.Select Applicable ISM Core Functions
Select all of the ISM core functions necessary to identify any observed weaknesses in the facility’s implementation of the ISM program (figure 57). Deficient ISM core functions are considered to be causal factors and processed in the same manner as the causal factors determined in step 1.
3.Use the CAT to Identify Apparent Causes/Cause Codes
Use the CAT (see figure 58) to determine the appropriate causes for each causal factor identified. The logic provided below for using the CAT will ensure that all possible causes are considered during the analysis.
Use the design/engineering (A1) and the equipment/material (A2) branches to codify any design-/equipment-related deficiencies.
Use the human performance (A3) branch to codify errors by personnel. If any human performance codes are applicable, use figure 59 to determine applicable C-level apparent cause codes in the other branches that may have caused the resultant human error. These codes coupled together describe the cause of the human error.
Use the management problem (A4), communications LTA (A5), training deficiency (A6), and other problem (A7) branches to determine other cause codes.
Repeat this process with remaining causal factors until all have been addressed.

205
Source: Figures 57–59, DOE G 231.1-2
Figure 57. ISM functions and the B-level causal analysis tree branches

Causal Analysis Tree Rev. 0
Figure 58. C-level causal analysis tree codes

Figure 59. CAT branch A3 matrix (continued on next page)
207

208
*** The left column contains each A3 Level C node. The center column contains nodes from the other branches that can be coupled with the associated A3 Level C nodes. The right column contains Level C nodes that can be coupled with the any of the A3 Level C nodes that are associated with the B level node. This list shows recommendations only and is not all-inclusive.

209
Change AnalysisThe following is taken from DOE-NE-STD-1004-92 (archived).
Change analysis is used when the problem is obscure. It is a systematic process that is generally used for a single occurrence and focuses on elements that have changed. It compares the previous trouble-free activity with the occurrence to identify differences. These differences are subsequently evaluated to determine how they contributed to the occurrence.
Change analysis looks at a problem by analyzing the deviation between what is expected and what actually happened. The evaluator essentially asks what differences occurred to make the outcome of this task or activity different from all the other times this task or activity was successfully completed.
This technique consists of asking the questions: What? When? Where? Who? How? Answering these questions should provide direction toward answering the root cause determination question: Why?
Primary and secondary questions included within each category will provide the prompting necessary to thoroughly answer the overall question. Some of the questions will not be applicable to a given condition. Some amount of redundancy exists in the questions to ensure that all items are addressed.
Several key elements are as follows:Consider the event resulting in the undesirable consequences.Consider a comparable activity that did not have the undesirable consequences.Compare the condition having the undesirable consequences with the reference
activity.Set down all known differences whether they appear to be relevant or not.Analyze the differences for their effects in producing the undesirable consequences.
This must be done with careful attention to detail, ensuring that obscure and indirect relationships are identified (e.g., a change in color or finish may change the heat transfer parameters and consequently affect system temperature).
Integrate into the investigative process any information relevant to the causes of, or the contributors to, the undesirable consequences.
Change analysis is a good technique to use whenever the causes of the condition are obscure, you do not know where to start, or you suspect a change may have contributed to the condition.
Not recognizing the compounding of change (e.g., a change made 5 years previously combined with a change made recently) is a potential shortcoming of change analysis. Not recognizing the introduction of gradual change as compared with immediate change is also possible.
This technique may be adequate to determine the root cause of a relatively simple condition. In general, though, it is not thorough enough to determine all the causes of more complex conditions.

210
Figure 60 shows the six steps involved in change analysis.
Source: DOE-NE-STD-1004-92
Figure 60. Six steps of change analysis
Barrier Analysis
Barrier analysis is a systematic process that can be used to identify physical, administrative, and procedural barriers or controls that should have prevented the occurrence. This technique should be used to determine why these barriers or controls failed and what is needed to prevent recurrence.
Management Oversight Risk Tree (MORT) Analysis
MORT/mini-MORT is used to prevent oversights in the identification of causal factors. The left side of the tree lists specific factors relating to the occurrence, and the right side of the tree lists the management deficiencies that permit specific factors to exist. The management factors all support each of the specific barrier/control factors. Included is a set of questions to be asked for each of the factors on the tree. It is useful in preventing oversights and ensuring that all potential causal factors are considered. It is especially useful when there is a shortage of experts to ask the right questions.
However, because each of the management factors may apply to the specific barrier/control factors, the direct linkage or relationship is not shown but is left up to the analyst. For this reason, events and causal factor analysis and MORT should be used together for serious

211
occurrences: one to show the relationship, the other to prevent oversights. A number of condensed versions of MORT, called mini-MORT, have been produced. For a major occurrence justifying a comprehensive investigation, a full MORT analysis could be performed while mini-MORT would be used for most other occurrences.
A mini-MORT analysis chart is shown in figure 61. This chart is a “checklist” of what happened (less than-adequate [LTA] specific barriers and controls) and why it happened (LTA management). To perform the MORT analysis
Identify the problem associated with the occurrence and list it as the top event.Identify the elements on the “what” side of the tree that describe what happened in the
occurrence (what barrier or control problems existed).For each barrier or control problem, identify the management elements on the “why”
side of the tree that permitted the barrier control problem.Describe each of the identified inadequate elements (problems) and summarize your
findings.
Source: DOE-NE-STD-1004-92
Figure 61. Mini-MORT analysis chart

212
These findings can then be related to the ORPS cause codes. For critical self-assessment (not an ORPS requirement), the findings can also be related to MORT elements given in figure 62. To do this, enter the findings in the left-hand column. Next, select the MORT elements from the top of the root cause form that most closely relate to the finding by placing a check in the column below the MORT elements and on the same line where the finding is listed (more than one element can be related to a single finding.) Then, sum the number of checks under each MORT element (the sum can be entered at the bottom of the page even though there is no place designated on the form). The relative number of checks under each MORT element (the sum of all the findings) is a measure of how widespread the inadequacy is. The results guide the specific and generic corrective actions.
Source: DOE-NE-STD-1004-92
Figure 62. MORT-based root cause analysis form
A brief explanation of the “what” and “why” may assist in using mini-MORT for causal analyses.
When a target inadvertently comes in contact with a hazard and sustains damage, the event is an accident. A hazard is any condition, situation, or activity representing a potential for adversely affecting economic values or the health or quality of people’s lives. A target can be any process, hardware, people, the environment, product quality, or schedule—anything that has economic or personal value.
What prevents accidents or adverse programmatic impact events?Barriers that surround the hazard and/or the target and prevent contact, or controls and
procedures that ensure separation of the hazard from the targetPlans and procedures that avoid conflicting conditions and prevent programmatic
impacts
In a facility, what functions implement and maintain these barriers, controls, plans, and procedures?
Identifying the hazards, targets, and potential contacts or interactions and specifying the barriers/controls that minimize the likelihood and consequences of these contacts

213
Identifying potential conflicts/problems in areas such as operations, scheduling, or quality and specifying management policy, plans, and programs that minimize the likelihood and consequences of these adverse occurrences
Providing the physical barriers: designing, installation, signs/warnings, training, or procedures
Providing planning/scheduling, administrative controls, resources, or constraintsVerifying that the barriers/controls have been implemented and are being maintained by
operational readiness, inspections, audits, maintenance, and configuration/change control
Verifying that planning, scheduling, and administrative controls have been implemented and are adequate
Policy and policy implementation (identification of requirements, assignment of responsibility, allocation of responsibility, accountability, vigor, and example in leadership and planning)
b. Describe and explain the application of the following root cause analysis processes in the performance of occurrence investigations:Event and causal factors chartingRoot cause codingRecommendation generation
The following is taken from DOE-NE-STD-1004-92 (archived).
Event and Causal Factors Charting
Figure 63 shows the conceptual process of cause and effect charting. The primary effect given on the chart is the problem you are trying to prevent from recurring.
Source: DOE-NE-STD-1004-92
Figure 63. Cause and effect chart process

214
To complete the cause and effect chart:Identify the cause and effect starting with the primary effect. For each effect, there is a
cause that then becomes the next effect for which you need to identify the cause. Each block is an effect and a cause, except for the first block (which is the primary effect) and the last block in each series (which is the root cause).
For each cause, list in a block just below the cause two ways you know it to be true. If only one way is known or not firm, all possible causes should be evaluated as potential causes, and the bases for rejected and accepted causes should be stated.
When this process gets to the point where a cause can be corrected to prevent recurrence in a way that allows meeting your objectives and is within your control, you have found the root cause or causes.
Figure 64 shows a sample cause and effect chart.
Source: DOE-NE-STD-1004-92
Figure 64. Example of cause and effect charting

215
Root Cause CodingRefer to element a of this competency for an explanation of root cause coding.
Recommendation Generation
Recommendation generation is the process of developing recommendations for correcting a cause as identified in root cause investigation. As issues arise in the root-cause analysis, potential recommendations for correcting the root cause may be identified.
Mandatory Performance Activities:
a.Given event and/or occurrence data, apply problem analysis techniques and identify the problems and how they could have been avoided.
b.Participate in at least one contractor or DOE problem analysis and critique the results.
c.Given data, interpret a fault tree analysis.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of these activities.
33. Mechanical systems personnel shall demonstrate a working level knowledge of assessment techniques (such as the planning and use of observations, interviews, and document reviews) to assess facility performance and contractor design and construction activities, report results, and follow up on actions taken as the result of assessments.
a.Describe the role of mechanical system personnel in the oversight of government-owned, contractor-operated facilities.
The following is taken from DOE P 226.1A.
It is DOE policy to protect the public workers, environment, and national security assets and to perform its operations effectively. To meet this goal, all DOE organizations must implement an assurance system that ensures compliance with applicable requirements, pursues excellence through continuous improvement, provides for timely identification and correction of deficient conditions, and verifies the effectiveness of completed corrective actions. Additionally, DOE oversight programs must determine whether programs, management systems, and assurance systems comply with requirements and are effectively implemented.
b.Describe the assessment requirements and limitations associated with mechanical system personnel’s interface with contractor employees.
As assessment requirements and limitations associated with the interface of mechanical systems personnel and contractor employees vary from site to site, the local Qualifying Official will evaluate the completion of this element.

216
c. Explain the essential elements of a performance-based assessment, including the areas of investigation, fact-finding, and reporting.
The following is taken from DOE G 414.1-1B.
Performance-based assessments take the approach of focusing first on the adequacy of the process that produced a product or service, and then on the product itself. If problems are found in the product or work processes, the assessor evaluates the methods and procedures used to implement the applicable requirements in an effort to find the failure that led to the problems. The assessor is expected to determine whether a non-compliance or series of non-compliances with procedures could result in a failure to satisfy top-level requirements. Results of prior compliance assessments may help the assessor in determining the focus areas for planning performance-based assessments.
Performance-based assessments usually provide the most useful information to management; however, it requires a much higher level of competence on the part of the assessment team. Results of performance-based assessments may provide useful insights for management’s pursuit of excellence.
The following is taken from DOE-NE-STD-1004-92 (archived).
Investigation
It is important to begin the investigation as soon as an assessment is called for to ensure that data is not lost. The information that should be collected consists of conditions before, during, and after operation of the facility; personnel involvement; environmental factors; and other information having relevance to the operation of the facility.
Fact Finding
Once all the data has been collected, the data should be verified to ensure accuracy. The investigation may be enhanced if some physical evidence is retained. Establishing a quarantine area, or the tagging and segregation of pieces and material, should be performed for failed equipment or components. The basic need is to determine the direct, contributing, and root causes so that effective corrective actions can be taken that will prevent recurrence. Areas to be considered when determining what information is needed include
activities related to the operations of the facilityinitial or recurring problemshardware (equipment) or software (programmatic-type issues) associated with the
facilityrecent administrative program or equipment changesphysical environment or circumstances
Methods of gathering information include conducting interviews and collecting statements. Interviews must be factual. Preparing questions before the interview is essential to ensure that all necessary information is obtained. Interviews should be conducted, preferably in person, with those people who are most familiar with the system. Individual statements could be obtained if time or the number of personnel involved makes interviewing impractical. Interviews

217
can be documented using any format desired by the interviewer. Consider conducting a walk-through of the system or facility as part of the interview if time permits.
ReportingReviewing reports and documents helps develop the foundation for identifying weaknesses and areas that are of concern to an auditor.
Review relevant documents or portions of documents as necessary and reference their use in support of facility operation. Record appropriate dates and times associated with the occurrence on the documents reviewed. Relevant documents include the following:
nr ‘ - - Operating logsnCorrespondencenInspection/surveillance recordsnMaintenance recordsnMeeting minutesnComputer process datanProcedures and instructionsnVendor manualsnDrawings and specificationsnFunctional retest specifications and resultsnEquipment history recordsnDesign basis informationnSafety analysis report technical specificationsnRelated quality control evaluation reportsnr ‘ - - Operational safety requirementsnSafety performance measurement system/occurrence reporting and processing system
reportsnRadiological surveysnTrend charts and graphsnFacility parameter readingsnSample analyses and results (chemistry, radiological, air, etc.)nWork orders
d. Explain the essential elements of a performance-based assessment, including investigation, fact-finding, and reporting. Include a discussion of the essential elements and processes of the following assessment activities:nExit interviewsnClosure processnTracking to closurenFollow-upnContractor corrective action implementation
Exit Interviews
Assessments can gain value from an exit interview. This interview is used primarily to present the assessment summary and provide the assessed organization an opportunity to verify the factual accuracy of assessment results. To facilitate this, assessors should be prepared to provide detailed supporting information for those results (ideally, a draft

218
assessment report should be available at this time). This interview also offers an opportunity for the assessed organization to present its management position and any plans for addressing the results. Reasonable time should be allowed to discuss any concerns, but this interview should not be used to argue the assessment agenda or methodology.
Closure Process
Contractors send a letter to the directives management group (DMG) requesting closure and stating that the corrective actions in the implementation plan have been completed. Any ongoing activities specified in the letter must be noted. The DMG coordinates approval of the closure with the appropriate division of primary interest and the contracting officer’s representative.
Management responsible for the activities assessed is also responsible for the development of effective corrective action of the problem areas or deficiencies discovered during the assessment. At a minimum, the corrective action should address
measures to correct each deficiencyidentification of all root causes for significant deficienciesdetermination of the existence of similar deficienciescorrective actions to preclude recurrence of like or similar deficienciesassignment of corrective action responsibilitycompletion dates for each corrective action
For independent assessments, the proposed corrective action should be reviewed for concurrence by the assessment team leader. This will help ensure that the planned actions will be effective in resolving the problem areas and deficiencies reported by the assessment team.
Tracking to Closure
Tracking to closure allows the organization and DOE to track progress made on addressing implementation of assessment findings. This can be done by checklist method or by reviewing the organization’s response to findings. This is done to ensure that corrective action is taken in a timely manner.
Follow-Up
After a reasonable period of time has elapsed, follow-up activities should be performed to verify the effectiveness of the corrective actions and how they were implemented. The verification should, at a minimum, sample the corrective actions to determine whether the problem/issue to be addressed has been resolved. The organization’s reporting systems (e.g., noncompliance tracking system, occurrence reporting and processing system, external oversight reports and regulatory violations, performance indicators) should be reviewed for evidence of the problem (or a similar problem) recurring. The same techniques used to conduct assessments may be used for verifying corrective actions; however, there are several common ways to verify the implementation of corrective actions, including the following:
Reassessment of the deficient areasReview of new or revised quality-affecting documents such as manuals, procedures, and
training records

219
Verification during the next scheduled assessmentVerification by conducting a surveillance covering the areas of concern
Contractor Corrective Action ImplementationContractors will receive approval from DOE for implementing a corrective action plan. Each individual facility and process will differ regarding requirements for receiving approval of its implementation plan.
e.Describe the actions to be taken if a contractor challenges assessment findings and explain how such challenges can be avoided.
The following is taken from DOE O 414.1C.
Disputes over the assessment findings, the corrective action plan, or its implementation (such as timeliness or adequacy) must be resolved at the lowest possible organizational level. The organization that disagrees with the disposition of a given issue may elevate the dispute for timely resolution. The organization that disagrees with the disposition of a given issue must elevate the dispute in a step-wise manner through the management hierarchy. The dispute must be raised via a deliberate and timely dispute resolution process that provides each party with equal opportunity for input and a subsequent opportunity to appeal decisions up to the Secretary of Energy, if necessary.
f.Discuss the graded approach process that Department line management uses to determine an appropriate level of coverage by mechanical system personnel. Include in this discussion the factors that may influence the level of coverage.
The following is taken from DOE M 426.1-1A.
Determination of the number of staff members to be assigned and qualified at the Federal level begins with the identification of safety systems and safety management programs at each site as relied upon in the DSA. The facility hazard classification; safety classification, number, type, complexity, and accessibility of safety systems; programmatic importance and potential environment, safety, health and/or financial impact of facility systems; and maturity and effectiveness of implementation of the contractor’s maintenance and safety management programs are used to determine the need for Federal employees with this expertise.
In some cases, it may be prudent to share these responsibilities between field elements and/or facilities, depending on the commonality of system designs, program features, physical location, or life-cycle stage (e.g., startup, decommissioning, closed). Additionally, to the degree these employees may be promoted or otherwise lost from the program, necessary steps should be taken to ensure departing staff members are replaced in a timely manner. The assignment of backups and in-progress qualification for planned replacements should be considered.

220
Mandatory Performance Activities:
a.Participate in at least two performance-based assessments as a team member.
b.Participate in at least one performance-based assessment as a team leader.
Mandatory performance activities are performance based. The Qualifying Official will evaluate the completion of these activities.
Other
34. Mechanical systems personnel shall demonstrate a working level knowledge of the safety and health fundamentals of mechanical systems and/or components.
The following is taken from DOE-HDBK-1015/2-93, unless stated otherwise.
a. Discuss the hazards associated with the use of corrosives (acids and alkalies).
Acids
Acids are compounds of hydrogen and one or more other elements (with the exception of carbon) that dissociate or break down to produce hydrogen ions (H+) when dissolved in water or certain other solvents.
Acids are corrosive in any form, and in high concentrations destroy body tissue and cause severe burns on contact with the skin. The eyes are very susceptible, and permanent damage or loss of sight may result from contact with acids. The inhalation of excessive concentrations of vapor or mist is extremely irritating to the respiratory system and to mucous membranes in particular. Accidental swallowing of concentrated acids may result in severe irritation of and damage to the throat and stomach, which in some cases may prove fatal. Some of these materials are specifically poisonous as well as irritating. In lower concentrations, repeated skin contact may result in inflammation.
Concentrated aqueous solutions of acids are not in themselves flammable. The potential hazard is the danger of their mixture with other chemicals or combustible materials, which may result in fire or explosion. Acids also react with many metals, resulting in the liberation of hydrogen, a highly flammable gas, which upon ignition in air may cause an explosion. Some of the acids are strong oxidizing agents and can react destructively and violently when in contact with organic or other oxidizable materials.
Personnel exposure requiring immediate action usually involves direct contact of the acid with the body or eyes of the individual, inhalation of acid vapors or decomposition products, and ingestion of acid. The initial treatment in all cases of local contact is immediate removal of the acid with a large amount of water. This treatment must be prolonged until all traces of acid have been removed, usually a minimum washing time of 15 minutes.

221
Alkalies
Alkalies (bases) are corrosive caustic substances that dissociate in water and yield hydroxyl ions. Alkalies include ammonia, ammonium hydroxide; calcium hydroxide and oxide; potassium, potassium hydroxide and carbonate; sodium, sodium hydroxide; carbonate, peroxide and silicate; and trisodium phosphate.
The alkalies, whether in solid form or concentrated liquid solution, are more destructive to tissue than most acids. Alkali dusts, mists, and sprays may cause irritation of the eyes and respiratory tract and lesions of the nasal septum. Strong alkalies combine with tissue, causing severe burns, frequently deep ulceration, and ultimate scarring. Severe burns result not only from contact with solid alkalies, but also from solutions of these compounds. Potassium and sodium hydroxide are the most active materials in this group. Even dilute solutions of the stronger alkalies tend to soften the epidermis (skin) and emulsify or dissolve the skin fats. Exposure to atmospheres contaminated with alkalies may result in damage to the upper respiratory tract and to lung tissue, depending upon the severity of the exposure. The effects of inhalation may vary from mild irritation of the nasal mucous membranes to severe inflammation of the lungs.
Ingestion causes severe damage to mucous membranes or deeper tissues with which contact is made. Perforation of these tissues may follow, or there may be severe and extensive scar formation. Death may result if penetration into vital areas occurs.
Even though alkalies are not flammable and will not support combustion, much heat is evolved when the solid material is dissolved in water. Therefore, cold water must be used to dissolve solid alkalies, otherwise the solution may boil, and splatter corrosive liquid over a wide area.
b. Describe the general safety precautions required for the handling, storage, and disposal of corrosives.
Corrosives are available in numerous forms and varying concentrations. Some forms and concentrations are more hazardous than others, but the potential for serious accidents exists regardless of the substance in question.
Many of the safety precautions necessary for safe handling and storage are equally applicable to acids and alkalies. Some of the more common precautions are contained in this section. These precautions are not all inclusive, nor are they meant to be. Specific corrosives may require specific precautions, and the MSDS must be consulted in all cases.
Safety in handling hazardous chemicals depends to a great extent upon effective employee education, proper safety practices, intelligent supervision, and the use of safe equipment. Workers should be thoroughly informed of the hazards that may result from improper handling. Each employee should know what to do in an emergency and should be fully informed about proper first-aid measures. Hazards from spills and leaks should be minimized by an adequate supply of water for washing-down. Drainage of hard-surfaced or diked areas should be directed to minimize the exposure of personnel and equipment. Adequate ventilation should be provided in areas where chemical mist or dust is present.

222
Alkalies are much more injurious to the eyes than acids because strong acids tend to precipitate a protein barrier, which prevents further penetration into the tissue. The alkalies do not do this. They continue to soak into the tissue as long as they are allowed to remain in contact with the eye. The end result of a corrosive burn to the eye (alkali or acid) is usually a scar on the cornea and possible permanent damage.
Speed in removing corrosives is of primary importance. If the chemical enters the eyes, they should be copiously irrigated with water for at least 15 minutes, and a physician should be consulted immediately. In case of contact with skin or mucous membranes, the safety shower should be used immediately. Clothing can be removed under the shower. Contaminated skin areas should be washed with very large quantities of water for 1 to 2 hours, or until medical help arrives. The ready availability of water, particularly safety showers and eye-washing baths, greatly minimizes the possibility of severe, extensive damage. Contaminated clothing and shoes should be thoroughly washed and decontaminated before re-use.
The use of personal protective equipment is not intended as a substitute for adequate control measures, but because corrosives can cause extensive damage to the body this equipment must be available as needed. During handling operations where spills or splashes are possible, whole body protection (eyes, head, body, hands, and feet) may be necessary. All personal protective equipment should be carefully cleaned and stored following use, and any equipment that cannot be decontaminated should be discarded.
For the protection of the eyes, chemical safety goggles should be worn. Face shields should be worn if complete face protection is necessary. Eyewash fountains and safety showers must be available at any location where eye and/or skin contact may occur. Protection against mist or dust can be provided by proper respiratory protective equipment. The wearing of protective clothing is also advisable to avoid skin contact. This may consist of rubber gloves, aprons, shoes or boots, and cotton coveralls that fit snugly. Safety shoes or boots made of rubber, chlorobutadiene, or other chemical-resistant materials with built-in steel toecaps are recommended for workers handling drums or in process areas where leakage may occur. Containers should be stored in rooms with trapped floor drains. Curbs or a drained gutter, covered with an appropriate grill, should be constructed at door openings where floor drains are not provided.
Tanks should be entered for cleaning or repairing only after these have been drained, flushed thoroughly with water, ventilated, and sampled. Workers entering tanks should be monitored by someone on the outside of the tank. A supplied-air respirator or self-contained breathing apparatus, together with rescue harness and lifeline, should be on hand for rescue purposes.
Removal from exposure is the primary and most important step where exposure by inhalation is involved. The individual should be made as warm and comfortable as possible, and a physician should be called immediately.
Ingestion, the least common mode of contamination, requires immediate medical attention. Any attempt at first aid beyond drinking large quantities of water should be made only upon the advice of a physician.

223
If body burns are severe or extensive, or if the eyes are in any way involved, a physician should be consulted as soon as possible after first aid is rendered. No attempt should be made to neutralize the corrosive prior to treatment with water. Any treatment, in addition to the use of water, should be undertaken only with the advice of the physician.
When corrosives are shipped in small containers such as glass or polyethylene bottles, they should be well protected, whether individually packaged or several are packaged in a single case. After careful inspection, the corrosives may be stored in these containers if the containers are maintained in an upright position and under cover. The containers should be kept off the floor on materials that are corrosive resistant, or protected with corrosive-resistant coverings, to facilitate flushing and other cleanup procedures in the event of leakage or spills.
All drums should be stored on individual racks or securely blocked on skids, with the closure (plug) up to prevent leakage. Drums containing corrosives in liquid form should be vented when received, and at least weekly thereafter, to relieve accumulated internal pressure.
Cylinders should be stored in an upright position, preferably in individual racks and with the valve protective cap in place. In all cases, to avoid error, empty and full containers should be stored in different locations.
Under no circumstance should corrosives be transferred from the original labeled container to an unmarked container. All containers must be labeled clearly, concisely, and in simple, easily understood terms. Inspection of containers before handling will disclose conditions such as breakage, leakage, and improperly positioned closures which could readily cause a leak or spill.
In handling bottles, barrels, or drums containing corrosives, the following guidelines must be followed:
Carefully inspect containers prior to handling.Use personal protective equipment.Use equipment specifically designed for the purpose of transporting and dispensing the
chemical in question.Label all containers into which the chemical is transferred.
Properties of corrosives make several considerations mandatory in the selection of a storage site:
The building, or area within the building selected, should be of fire-resistant construction.
The floors should be composed of chemical-resistant brick or treated concrete, be washable, and be provided with adequate drainage.
A well-lit and ventilated area in which there are adequate outlets for water should be provided.
A relatively cool and dry environment should be maintained, preventing extremes of temperature and humidity.
Electrical fixtures should be protected against corrosive mists, and wiring should be enclosed and covered with corrosive-resistant material.

224
The nature of the corrosive will determine the manner in which it is stored. Most acids should, to some extent, be isolated, some from all other chemicals, some from certain other acids and oxidizable materials such as oil and grease, and some from combustible materials.
Generally, adequate natural ventilation is sufficient in areas where corrosives are stored, that is, where the containers remain unopened. Where acid is used in work areas where dust or mists may arise (such as in processing equipment or tanks), some form of mechanical exhaust system must be provided.
Transporting containers within the plant and dispensing at various points throughout the plant are two high-risk procedures that may cause an accident. Proper equipment can be readily obtained, which precludes the necessity of using makeshift or otherwise dangerous methods of transportation.
Hand trucks or power trucks used for transporting containers should have lifting parts or clamps specially designed for that purpose. If bottles must be transported in the plant or laboratory, they should be enclosed in safety bottle carriers that prevent breakage if the bottle is struck or dropped. All containers (especially acid) must be opened slowly and cautiously because of the possible buildup of pressure within the container. Corrosives may be dispensed from drums by means of siphons, drum transfer pumps, or by gravity with the use of a special fitting, such as a self-closing faucet. Under no circumstances should bottles or drums be subjected to air pressure to expel the contents.
One final and extremely important consideration is the type of container or receptacle into which corrosives are to be dispensed. The use of an inappropriate or makeshift receptacle can negate the value of all precautionary measures.
These receptacles may be used for temporary storage or merely as a means of transporting from storage area to place of use. In any event, an appropriate receptacle meets several conditions:
It is designed for the application.It is used for no other purpose than that for which it is intended.It is maintained in a safe, clean, and dry condition.
c.Discuss the general safety precautions regarding toxic compounds.
There are general precautions that should be universally employed regarding toxic compounds. Many of these precautions are consistent with those already mentioned concerning corrosives. Proper ventilation, appropriate hygienic practices, housekeeping, protective clothing, and training for safe handling and storage will diminish many of the hazards that exist.
d.Describe the criteria used to determine if a compound is a health hazard and discuss the ways toxic compounds may enter the body.
The toxicity of a material is not synonymous with its health hazard. Toxicity is the capacity of a material to produce injury or harm to a living organism.

225
Hazard is the possibility that a material will cause injury when a specific quantity is used under specific conditions. Several key elements are considered when evaluating a health hazard:
Toxicity of the materials usedPhysical properties of these materialsAbsorption probabilities of these materials by individualsExtent and intensity of exposure to these materialsControl measures used
Toxicity is relative. It refers to a harmful effect on some biologic mechanism. The term “toxicity” is commonly used in comparing one chemical agent with another, but such comparison is meaningless if the biologic mechanism, and the conditions under which the harmful effects occur, are not specified.
Although the toxic effects of many chemical agents used in industry are well known, the toxic effects of many other commonly used chemical agents are not as well defined. The toxicity of a material is not a physical constant (such as boiling point, melting point, or temperature); therefore, only a general statement can be made concerning the harmful nature of a given chemical agent.
Many chemical agents are nonselective in their action on tissue or cells; they may exert a harmful effect on all living matter. Other chemical agents may act only on specific cells. Another agent may be harmful only to certain species; other species may have built-in protective devices.
The degree to which a substance will affect living cells can be measured only after recognizable changes have occurred following absorption. Some changes (impaired judgment, delayed reaction time) may be produced at levels too low to cause actual cell damage. Toxicity is dependent upon the dose, rate, method, and site of absorption, and many other factors, including general state of health, individual differences, tolerance, diet, and temperature.
In general, industrial poisonings usually result from inhalation, ingestion, and absorption:The inhalation and absorption of toxic agents by the lungs is dependent upon the
solubility in body fluids, the diffusion through the lungs, the volume of inhalation, the volume of blood in the lungs, and the concentration gradient of vapors between the inhaled air and the blood.
Ingestion of the toxic agent can occur to some extent; however, there would generally be considerable inhalation of the material where such conditions exist.
Absorption through the skin can occur upon exposure to some toxic agents. Some liquids and vapors are known to pass through the skin in concentrations high enough such that respiratory protection is not adequate. For example, hydrogen cyanide is known to pass through the unbroken skin. Consideration should be given to the type of work clothes being worn; if they become saturated with solvents, they will act as a reservoir to bathe the body continually with the harmful material.

226
Most volatile (easily vaporized) organic compounds are eliminated from the body in a matter of hours or, at most, days. Many of the poisonous elements, however, can be stored for long periods of time in various parts of the body. Chronic (long-term) toxicity damage is unlikely to have an even distribution throughout the body. In toxicity studies with radioactive isotopes, the organ which suffers the most severe damage and appears to contribute most to the toxic effect on the body as a whole is called the critical organ. The particular organ that shows the largest amount of damage is the one that is chosen for estimating the effect.
Industrial poisoning may be classified as either acute or chronic. The classification is based on the rate of intake of harmful materials, rate of onset of symptoms, and the duration of symptoms.
Acute poisoning is characterized by rapid absorption of the material and sudden, severe exposure. For example, inhaling high levels of carbon monoxide or swallowing a large quantity of cyanide compound will produce acute poisoning. Generally, acute poisoning results from a single dose that is rapidly absorbed and damages one or more of the vital physiological processes. The development of cancer long after recovery from acute radiation damage is called a delayed acute effect.
Chronic poisoning is characterized by absorption of a harmful material in small doses over a long period of time; each dose, if taken alone, would barely be effective. In chronic poisoning, the harmful materials remain in the tissues, continually injuring a body process. The symptoms in chronic poisoning are usually different from the symptoms seen in acute poisoning by the same toxic agent.
The Occupational Safety and Health Act of 1970 requires that the Health and Human Services publish at least annually, a list of all known toxic substances by generic family, or other useful grouping, and the concentrations at which such toxicity is known to occur. Under the OSH Act, the Secretary of Labor must issue regulations requiring employers to monitor employee exposure to toxic materials and to keep records of any such exposure.
The purpose of the Toxic Substances List is to identify “all known toxic substances” in accordance with definitions that may be used by all sections of our society to describe toxicity.
It must be emphatically stated that the presence of a substance on the list does not automatically mean that it is to be avoided. A listing does mean, however, that the substance has the documented potential of being hazardous if misused, and, therefore, care must be exercised to prevent tragic consequences.
The absence of a substance from the list does not necessarily indicate that a substance is not toxic. Some hazardous substances may not qualify for the list because the dose that causes the toxic effect is not known.
Other chemicals associated with skin sensitization and carcinogenicity (ability to cause cancer) may be omitted from the list, because these effects have not been reproduced in experimental animals or because the human data is not definitive.

227
It is not the purpose of the list to quantify the hazard by way of the toxic concentration or dose that is presented with each of the substances listed. Hazard evaluation involves far more than the recognition of a toxic substance and a knowledge of its relative toxic potency. It involves a measurement of the quantity that is available for absorption by the user, the amount of time that is available for absorption, the frequency with which the exposure occurs, the physical form of the substances, and the presence of other substances, additives, or contaminants (toxic or non-toxic).
The purpose of the MSDS is to ensure the individuals working with chemicals and in the vicinity of chemicals have specific information on these chemicals. This form identifies the chemical by its technical and common name and lists the physical/chemical characteristics and fire, explosion, and reactivity hazards. The second page specifies health hazards and recommends first aid procedures. The safe handling and control measures are also supplied. The MSDS is a very helpful document, and personnel working around chemicals should make it a practice to review these sheets frequently for their own safety.
The Code of Federal Regulations recommends that the hazards of all chemicals produced and imported be evaluated and the information concerning the hazards be transmitted to the employers and employees. The MSDS, labels on containers, and employee training should be part of a comprehensive hazards communication program.
e. Discuss the general safety precautions regarding the use, handling, and storage of compressed gases, including hydrogen, oxygen, and nitrogen.
Compressed and liquified gases are widely useful due to properties including high heat output in combustion for some gases, high reactivity in chemical processing with other gases, extremely low temperatures available from some gases, and the economy of handling them all in compact form at high pressure or low temperature. These same properties, however, also represent hazards if the gases are not handled with full knowledge and care.
Practically all gases can act as simple asphyxiants by displacing the oxygen in air. The chief precaution taken against this potential hazard is adequate ventilation of all enclosed areas in which unsafe concentrations may build up. A second precaution is to avoid entering unventilated areas that might contain high concentrations of gas without first putting on breathing apparatus with a self-contained or hose-line air supply. A number of gases have characteristic odors that can warn of their presence in air. Others, however, like the atmospheric gases, have no odor or color. Warning labels are required for compressed and liquified gas shipping containers. Similar warning signs are placed at the approaches to areas in which the gases are regularly stored and used.
Some gases can also have a toxic effect on the human system, through inhalation, through high vapor concentrations, or by liquified gas coming in contact with the skin or the eyes. Adequate ventilation of enclosed areas serves as the chief precaution against high concentrations of gas. In addition, for unusually toxic gases, automatic devices can be purchased or built to constantly monitor the gas concentration and set off alarms if the concentration approaches a danger point. Precautions against skin or eye contact with liquified gases that are toxic or very cold, or both, include thorough knowledge and training

228
for all personnel handling such gases, the development of proper procedures and equipment for handling them, and special protective clothing and equipment (for example, protective garments, gloves, and face shields).
With flammable gases, it is necessary to guard against the possibility of fire or explosion. Ventilation, in addition to safe procedures and equipment to detect possible leaks, represents a primary precaution against these hazards. If fire breaks out, suitable fire extinguishing apparatus and preparation will limit damage. Care must also taken to keep any flammable gas from reaching any source of ignition or heat (such as sparking electrical equipment, sparks struck by ordinary tools, boiler rooms, or open flames).
Oxygen poses a combustible hazard of a special kind. Although oxygen does not ignite, it lowers the ignition point of flammable substances and greatly accelerates combustion. It should not be allowed closer than 10 feet to any flammable substance, including grease and oil, and should be stored no closer than 10 feet to cylinders or tanks containing flammable gases.
Proper storage and handling of containers avoids many possible incidents. Hazards resulting from the rupture of a cylinder or other vessel containing gas at high pressure are protected against by careful and secure handling of containers at all times. For example, cylinders should never be struck nor allowed to fall, because if the cylinder is charged to a high pressure and the cylinder valve is broken off, it could become a projectile. Cylinders should not be dragged or rolled across the floor; they should be moved by a hand truck. Also, when they are upright on a hand truck, floor, or vehicle, they should be chained securely to keep them from falling over. Moreover, cylinders should not be heated to the point at which any part of their outside surface exceeds a temperature of 125 °F, and they should never be heated with a torch or other open flame. Similar precautions are taken with larger shipping and storage containers. Initial protection against the possibility of vessel rupture is provided by the demanding requirements and recommendations that compressed gas containers fulfill in their construction, testing, and retesting.
Hydrogen
Hydrogen is the lightest of all elements. Its presence cannot be detected by any of the senses. It is flammable in oxygen or air, and has a flammable range of from 4.1% to 74.2% by volume in air. A mixture of 10% to 65% hydrogen by volume in air will explode if ignited. Pure hydrogen burns quietly in air with an almost invisible flame, and when burned with pure oxygen, a very high temperature may be reached. Hydrogen will burn readily in chlorine gas and under proper conditions will combine with nitrogen, forming ammonia.
Some chemical reactions produce hydrogen as a byproduct. A lead-acid battery will produce hydrogen when it is being charged. Metallic sodium and potassium are examples of some chemicals that react violently when exposed to water, producing hydrogen, which may flame spontaneously due to the heat of the reaction. Many electroplating processes produce hydrogen. Some chemicals used to remove scale from the water side of boilers give off hydrogen. Whatever the operation, it is important to know whether hydrogen will be produced, and if so, precautions must be taken to prevent its accumulation and ignition. The

229
precautions to take include adequate ventilation to prevent its accumulation and the elimination of possible sources of ignition. Hydrogen is classified as an asphyxiant.
NitrogenNitrogen makes up more than 78% of the earth’s atmosphere. It will not burn or support combustion. It cannot be detected by any of the senses, and it is not toxic. Although it is often referred to as an inert gas because it does not oxidize readily, it nevertheless forms many compounds. It is frequently used to inert systems that contain, or have contained,flammable liquids or gases. Inerting a system means replacing the oxygen with an inert gas in order to reduce the possibility of fire or explosion.
Nitrogen is fairly soluble in the blood, and a considerable amount will dissolve in the blood of a person when the air pressure is increased, as in diving, caisson, and some tunnel work. If these employees are not properly decompressed, the dissolved nitrogen escapes from the blood in the form of small bubbles in the bloodstream, causing intense pain and is often fatal. This disorder is commonly known as the bends.
If a large amount of nitrogen were released into the air of an enclosed space, it could cause a serious oxygen deficiency. Nitrogen is an asphyxiant.
Oxygen
Oxygen supports combustion but does not burn. Even so, it must be considered a potentially hazardous element from a fire hazard standpoint. The results of an enriched oxygen atmosphere include a lowered ignition temperature, an increased flammable range, and an acceleration of the burning rate. Oxygen readily combines with other elements and compounds, with spontaneous ignition in some cases. When oxygen comes in contact with oil, grease, or fuel oils, it may ignite violently. Every possible precaution must be taken to prevent this combination.
Oxygen sustains life, but if pure oxygen were inhaled continuously for extended periods, the reactions in the body would be too rapid and would cause harmful effects. Oxygen should always be referred to as oxygen, and not air, to prevent confusion. It should never be used to run pneumatic equipment because of the possibility of coming in contact with oil that may be inside the equipment. Finally, oxygen valves should be operated slowly. Abruptly starting and stopping oxygen flow may ignite contaminants in the system.
f. Explain the difference between a flammable material and a combustible material.
As defined by OSHA, DOT, and NFPA Standard 30, Flammable and Combustible Liquids Code, a flammable liquid is one having a flash point below 100 °F, and having a vapor pressure not exceeding 40 psia at 100 °F. Combustible liquids are those with flash points at or above 100 °F, but below 200 °F. Although combustible liquids do not ignite as easily as flammable liquids, they must be handled with caution because of their ability to ignite under certain conditions. Flammable and combustible liquids are further subdivided by NFPA 30 into classes as follows:
Class I – Those liquids having flash points below 100 °F.

230
Class II – Those liquids having flash points at or above 100 °F and below 140 °F. Class III – Those liquids having flash points above 140 °F.
g. Describe the general safety precautions regarding the use, handling, and storage of flammable and combustible materials.
Avoid accidental mixture of flammable and combustible liquids. A small amount of a highly volatile substance may lower the flash point of a less volatile substance and form a more flammable mixture. In addition, the lower flash point liquid can act as a fuse to ignite the higher flash point material in the same manner as if it were a flammable mixture.
Fill and discharge lines and openings, as well as control valves associated with flammable and combustible systems, shall be identified by labels, color coding, or both, to prevent mixing different substances. All storage tanks shall be clearly labeled with the name of the contents, and products stored within shall not be intermixed. Transfer lines from different types and classes of flammable products should be kept separate, and preferably, different pumps should be provided for individual products.
For handling quantities of flammable liquids up to 5 gallons, a portable Factory Mutual Engineering Corp.- or Underwriters Laboratory-approved container should be used. The container should be clearly identified by lettering or color code.
Smoking, the carrying of strike-anywhere matches, lighters, and other spark-producing devices should not be permitted in a building or area where flammable liquids are stored, handled, or used. The extent of the restricted area will depend on the type of products handled, the design of the building, local codes, and local conditions.
Suitable NO SMOKING signs should be posted conspicuously in those buildings and areas where smoking is prohibited.
Static electricity is generated by the contact and separation of dissimilar material. For example, static electricity is generated when a fluid flows through a pipe or from an orifice into a tank.
The principal hazards created by static electricity are fire and explosion, which are caused by spark discharges. A point of great danger from a static spark is where a flammable vapor is present in the air, such as the outlet of a flammable liquid fill pipe, at a delivery hose nozzle, near an open flammable liquid container, and around a tank truck fill opening. In the presence of a mechanism for generating a static charge, a spark between two bodies occurs when there is a poor electrical conductive path between them. Hence, grounding or bonding of flammable liquid containers is necessary to prevent static electricity from causing a spark.
The terms “bonding” and “grounding” have sometimes been used interchangeably because of a poor understanding of the terms. Bonding eliminates a difference in potential between objects. Grounding eliminates a difference in potential between an object and ground. Bonding and grounding are effective only when the bonded objects are conductive.

231
When two objects are bonded, the charges flow freely between the bodies, and there is no difference in their charge. Therefore, the likelihood of sparking between them is eliminated.
Although bonding eliminates a difference in potential between the objects that are bonded, it does not eliminate a difference in potential between these objects and the earth unless one of the objects possesses an adequate conductive path to earth. Therefore, bonding will not eliminate the static charge, but will equalize the potential between the objects bonded so that a spark will not occur between them.
An adequate ground will discharge a charged conductive body continuously and is recommended as a safety measure whenever any doubt exists concerning a situation.
To avoid a spark from discharge of static electricity during flammable liquid filling operations, a wire bond should be provided between the storage container and the container being filled, unless a metallic path between the container is otherwise present.
Above-ground tanks used for storage of flammable liquids do not have to be grounded unless they are on concrete or on nonconductive supports. Ground wires should be uninsulated so they may be easily inspected for mechanical damage and should never be painted.
Petroleum liquids are capable of building up electrical charges when they (a) flow through piping, (b) are agitated in a tank or a container, or (c) are subjected to vigorous mechanical movement such as spraying or splashing. Proper bonding or grounding of the transfer system usually dissipates this static charge to ground as it is generated. However, rapid flow rates in transfer lines can cause very high electrical potentials on the surface of liquids regardless of vessel grounding. Also, some petroleum liquids are poor conductors of electricity, particularly the pure, refined products, and even though the transfer system is properly grounded, a static charge may build up on the surface of the liquid in the receiving container. The charge accumulates because static electricity cannot flow through the liquid to the grounded metal container as fast as it is being generated. If this accumulated charge builds up high enough, a static spark with sufficient energy to ignite a flammable air-vapor mixture can occur when the liquid level approaches a grounded probe or when a probe is lowered into a tank for sampling or gaging.
This high static charge is usually controlled by reducing the flow rates, avoiding violent splashing with side-flow fill lines, and using relaxation time, which allows time for the static charge to discharge.
When flammable liquids are transferred from one container to another, a means of bonding should be provided between the two conductive containers prior to pouring.
In areas where flammable liquids are stored or used, hose nozzles on steam lines used for cleaning should be bonded to the surface of the vessel or object being cleaned. Also, there should be no insulated conductive objects on which the steam could impinge and induce a static charge accumulation.

232
Nonconductive materials, such as fabric, rubber, or plastic sheeting, passing through or over rolls will also create charges of static electricity. Static from these materials, as well as static from the belts, can be discharged with grounded metal combs or tinsel collectors. Radioactive substances and static neutralizers using electrical discharges are also employed for this purpose.
Bonding and grounding systems should be checked regularly for electrical continuity. Preferably before each fill, the exposed part of the bonding and ground system should be inspected for parts that have deteriorated because of corrosion or that have otherwise been damaged. Many companies specify that bonds and grounds be constructed of bare-braided flexible wire because it facilitates inspection and prevents broken wires from being concealed.
Electricity becomes a source of ignition where flammable vapors exist if the proper type of electrical equipment for these atmospheres either has not been installed or has not been maintained.
A summary of reports of experimental evidence and practical experience in the petroleum industry shows that no significant increase in fire safety is gained by the use of spark-resistant hand tools in the presence of gasoline and similar hydrocarbon vapors. However, some materials such as carbon disulfide, acetylene, and ethyl ether have very low ignition energy requirements. For these and similar materials, the use of special tools designed to minimize the danger of sparks in hazardous locations can be recognized as a conservative safety measure. Leather-faced, plastic, and wood tools are free from the friction-spark hazard, although metallic particles may possibly become embedded in them.
Flammable and combustible liquids and their vapors may create health hazards from both skin contact and inhalation of toxic vapors. Irritation results from the solvent action of many flammable liquids on the natural skin oils and tissue. A toxic hazard of varying degree exists in practically all cases, depending on the concentration of the vapor.
Most vapors from flammable and combustible liquids are heavier than air and will flow into pits, tank openings, confined areas, and low places in which they contaminate the normal air, and cause a toxic as well as explosive atmosphere. Oxygen deficiency occurs in closed containers, such as a tank that has been closed for a long time and in which rusting has consumed the oxygen. All containers should be aired and tested for toxic and flammable atmosphere as well as the oxygen level before entry.
Class I and class II liquids should not be kept or stored in a building except in approved containers, within either a storage cabinet or a storage room that does not have an opening that communicates with the public portion of the building. The spring-loaded cover is designed to open in order to relieve internal vapor pressure. Quantities stored in such locations should be limited. They should not be stored so as to limit use of exits, stairways, or areas normally used for the safe egress of people. Neither should they be stored close to stoves or heated pipes, nor exposed to the rays of the sun or other sources of heat.

233
Losses by evaporation of liquid stored in safety cans at ordinary temperatures are negligible. Storage of flammable and combustible liquids in open containers should not be permitted. Approved containers for flammable liquids should be closed after each use and when empty. Warning labels should be removed from flammable liquid containers when empty (vapor free). Bulk class I liquids should be stored in an underground (buried) tank or outside a building. No outlet from the tank should be inside a building unless it terminates in a special room.
Vehicles used on plant property to transport flammable and combustible liquids in sealed containers should be designed to minimize damage to the containers.
When employees are filling tanks and other containers, they should be sure to allow sufficient vapor space (outage) above the liquid level in order to permit expansion of the liquid with changing temperatures. For example, gasoline expands at the rate of about 1% for each 14 °F rise in temperature. Outage space for gasoline of 2% of the capacity of the tank or compartment is recommended, and permanent high-level markings should be installed.
Storage tanks should be provided with vents. Vent pipes of underground tanks storing class I flammable liquids should terminate outside buildings, higher than the fill pipe opening, and not less than 12 feet above the adjacent ground level. They should discharge vertically upward, and be located so that flammable vapors cannot enter building openings or be trapped under eaves or other obstructions. Vent pipes from underground tanks storing class II or class III liquids should terminate outside buildings and higher than the fill pipe opening. Vent outlets should be above normal snow level.
Additional information concerning installation, protection, and spacing of storage tanks located above ground, underground, or in areas subject to flooding may be found in the NFPA standards.
Flammable or combustible liquids in sealed containers represent a potential hazard rather than an active hazard—the possibility of fire from without. By the same reasoning, inside storage rooms are undesirable. If they must be used, they should be isolated as much as possible and located at or above ground level. They should not be located over basements and should preferably be along an exterior wall.
Every inside storage room shall be provided with either a gravity (low-level intake) or a continuous mechanical exhaust ventilation system. Mechanical ventilation must be used if class I liquids are contained or dispensed inside the room.
Storage cabinets have specific limits on the amount and class of flammable or combustible liquids that may be stored in them. They must be constructed and sealed so as to be fire resistant. Cabinets shall be labeled conspicuously—FLAMMABLE - KEEP FIRE AWAY.
The most advisable storage facility is a separate building set some distance from normally occupied plant areas. The construction can be similar to that specified for inside storage rooms. The types and classes of flammable and combustible liquids stored will determine the best design to be used.

234
h. Identify and discuss the elements of a mechanical system-related safety program, including the following:Protective equipmentLockout and tagoutStored energyComponent labeling
Protective EquipmentThe use of personal protective equipment is not intended as a substitute for adequate control measures, but because corrosives can cause extensive damage to the body this equipment must be available as needed. During handling operations where spills or splashes are possible, whole body protection (eyes, head, body, hands, and feet) may be necessary. All personal protective equipment should be carefully cleaned and stored following use, and any equipment that cannot be decontaminated should be discarded.
For the protection of the eyes, chemical safety goggles should be worn. Face shields should be worn if complete face protection is necessary. Eyewash fountains and safety showers must be available at any location where eye and/or skin contact may occur. Protection against mist or dust can be provided by proper respiratory protective equipment. The wearing of protective clothing is also advisable to avoid skin contact. This may consist of rubber gloves, aprons, shoes or boots, and cotton coveralls which fit snugly. Safety shoes or boots made of rubber, chlorobutadiene, or other chemical-resistant materials with built-in steel toecaps are recommended for workers handling drums or in process areas where leakage may occur.
Lockout and Tagout
According to DOE Order 5480.19, a tagout program includes the placement of a tagout device on an energy-isolating device, in accordance with an established procedure, to indicate that the energy-operating device and the equipment being controlled may not be operated until the tagout device is removed. Similarly, a lockout program includes the placement of a lockout device (e.g., a lock, or hasp with a lock in place) on an energy-isolating device, in accordance with an established procedure, ensuring that the energy-isolating device and the equipment being controlled cannot be operated until the lockout device is removed. An effective lockout/tagout program should be developed by each facility and should include detailed administrative procedures, training of personnel, and uniquely identifiable tags. The program should also exercise appropriate control over lockout/tagout preparation, approval, placement, and removal; provide for adequate documentation; and be consistent with the requirements of 29 CFR 1910.
Stored Energy
According to DOE Order 5480.19, upon application of lockout or tagout devices, all potentially hazardous stored or residual energy should be relieved, disconnected, restrained, or otherwise rendered safe. If stored energy might re-accumulate to a hazardous level, verification of isolation should be continued until the servicing or maintenance is completed.

235
Component LabelingThe following is taken from DOE Order 5480.19.
A well-established and maintained equipment labeling program should help ensure that facility personnel are able to positively identify equipment they operate. In addition, equipment labeling is required by OSHA regulations.
A good labeling program that is understood and maintained by operating and maintenance personnel will enhance training effectiveness and will help reduce operator and maintenance errors resulting from incorrect identification of equipment. Personnel radiation exposure or exposure to hazardous materials will also be reduced if operators spend less time identifying components.
The labeling program should continue throughout the life of the facility. Because equipment labels will be continually misplaced or damaged, an ongoing labeling program should exist to allow personnel to identify components needing labels, to identify a person or persons responsible for making new labels, and to ensure that new labels are correct and placed on the proper equipment. In addition to equipment, doors to rooms should be labeled so that personnel can identify the room and, if applicable, the equipment inside.
The following components should be labeled:ValvesMajor equipment (e.g., tanks, pumps, and compressors)SwitchesCircuit breakers (4.16 kV, 480 V, 120 V AC/DC, etc.)Fuse blocks or fuse locationsInstruments and gaugesBusses and motor control centersCabinets (including internal components such as relays, terminals, etc.)Room doorsEmergency equipment (such as fire alarm stations, sound-powered phone headsets,
etc.)Fire protection systems
Information on labels should be consistent with the information found in facility procedures, valve lineup sheets, and piping and instrument diagrams. Abbreviations and nomenclature used should be standardized and should be understood by facility personnel. Labels should be permanent, securely attached, and have distinguishable, easy-to-read information. Each component label should list a unique component number. The accompanying component noun name or description and power supply, if applicable, should also be provided. Labels may be color coded for unit, system, and/or train designation. If color coding is used, the colors should be applied consistently and have only one meaning per color or combination. Piping should be labeled to indicate the fluid contained and the normal flow direction. OSHA color coding for pipes could be used, and pipes containing potentially radioactive fluids, toxic fluids, or explosive gases should be uniquely marked.

236
Labels should be made from materials that are compatible with their particular application. For example, chloride-free labels should be used on stainless steel piping, and temperature-tolerant labels should be used on hot components. Adhesives used for label attachment should also be verified for compatibility.
Labels should be placed on or as near as practicable to the equipment to be labeled. The label should be oriented in a manner that is easy to read and so that the correct component is easy to identify. For example, labels for switches, indications, and breakers on control or power panels should be placed closer to the identified component than any other component so that the label clearly identifies the correct component. Label placement should not interfere with equipment operation or obscure indicators.
Procedures should be established to ensure that misplaced or damaged labels are replaced. Since labels are often missing after maintenance, the post-maintenance test could require a check to ensure that the appropriate labels are attached. Another method that could be used to check for labels is to add another column to valve lineup sheets that would require the operator to verify that labels are present, readable, and undamaged. Operators should also look for missing or damaged labels during their normal tours and during other routine activities. They should become especially observant for situations where a black marking pen has been used for labeling (and then sometimes crossed out and re-labeled) and should replace these informal labels with the proper labels.
A method should exist to help ensure the prompt identification and correction of labeling deficiencies. A number of ways can be suggested to accomplish this: operators could make labels on their own, or operators could fill out forms and forward them to a central facility to have labels made. In either case, a temporary label should be attached to the component until the replacement label can be made. The replacement label should be approved by the operations supervisor (or higher authority). In most cases the presence of labeling machines onsite promotes relabeling. The attachment of temporary and/or replacement labels to correct components should be verified.
35. Mechanical systems personnel shall demonstrate a working level knowledge of the following engineering design principles:Value engineeringSystems engineeringLife-cycle costReliabilityAvailabilityMaintainabilityHuman factors
a. Define the following terms:Value engineeringSystems engineeringLife-cycle costReliabilityAvailability

237
MaintainabilityHuman factors
Value Engineering
The following is taken from DOE O 430.1B.
Value engineering (VE) is an organized effort directed at analyzing the functions of systems, equipment, facilities, services, and supplies for the purpose of achieving the essential functions at the lowest life-cycle cost consistent with required performance, reliability, quality, maintainability, environmental protection, and safety. VE requirements are provided in the following:
Office of Management and Budget, Circular A-131, Value EngineeringPublic Law 104-106, Value Engineering for Federal AgenciesDOE N 413.2, Value Engineering, dated 12-30-02ASTM Practice 1699-00, Standard Practice for Performing Value Analysis for
Buildings and Building Systems
For real property asset acquisition, disposition, demolition, repair, and recapitalization projects where the total value for a single item of purchase or contract is expected to be less than or equal to $5 million, the Lead Program Secretarial Officer/Cognizant Secretarial Officer or site/field manager shall assess the application of VE requirements based on the complexity, risks, and potential economic benefit.
For real property asset acquisition, disposition, demolition, repair, and recapitalization projects where the total value for a single item of purchase or contract is expected to be greater than $5 million, VE assessment shall be performed in accordance with DOE O 413.3.
Real estate acquisitions are excluded from VE.
Systems Engineering
The following is taken from DOE O 420.1B.
Hazard category 1, 2, and 3 nuclear facilities must have a system engineer program, as well as a qualified cognizant system engineer (CSE) assigned to each system within the scope of the program.
The system engineer programs must be incorporated into the ISM system and must flow down from site and facility implementing procedures and must define CSE functions, responsibilities, and authorities.
A graded approach must be used in applying the requirements of the system engineer program.
Program Elements
The program elements must include and integrate the identification of systems within its scope, configuration management, and CSE support for operations and maintenance.

238
Configuration Management. An objective of the system engineer program is to ensure operational readiness of the systems within its scope. To achieve this, the principles of configuration management must be applied to these systems. Consequently, the following requirements are considered integral parts of the systems engineer program:
Configuration management must be used to develop and maintain consistency among system requirements and performance criteria, documentation, and physical configuration for the SSCs within the scope of the process.
Configuration management must integrate the elements of system requirements and performance criteria, system assessments, change control, work control, and documentation control.
System design basis documentation and supporting documents must be compiled and kept current using formal change control and work control processes or, when design basis information is not available, documentation must includeo system requirements and performance criteria essential to performance of the
system’s safety functions,o the basis for system requirements, ando a description of how the current system configuration satisfies the requirements
and performance criteria.
Key design documents must be identified and consolidated to support facility safety basis development and documentation.
System assessments must include periodic review of system operability, reliability, and material condition. Reviews must assess the system foro ability to perform design and safety functions,o physical configuration as compared to system documentation, ando system and component performance in comparison to established performance
criteria.
System maintenance and repair must be controlled through a formal change control process to ensure that changes are not inadvertently introduced and that required system performance is not compromised.
Systems must be tested after modification to ensure continued capability to fulfill system requirements.
System Engineer Support for Operations and Maintenance. The functions of a system engineer program are required to maintain the integrity of a facility’s safety basis. System engineer program functions are typically accomplished by various parts of a program’s operating organization. This organization must designate one person as the CSE for each system to which the system engineer program applies. The CSE must maintain overall cognizance of the system and be responsible for system engineering support for operations and maintenance. The CSE must provide technical assistance in support of line management safety responsibilities and ensure continued system operational readiness.The CSE must
ensure that system configuration is being managed effectively;remain apprised of operational status and ongoing modification activities;assist operations review of key system parameters and evaluate system performance;

239
initiate actions to correct problems;remain cognizant of system-specific maintenance and operations history and industry
operating experience, as well as manufacturer and vendor recommendations and any product warnings regarding safety SSCs in their assigned systems;
identify trends from operations;provide assistance in determining operability, correcting out-of-specification
conditions, and evaluating questionable data;provide or support analysis when the system is suspected of inoperability or
degradation;review and concur with design changes; andprovide input to development of special operating/test procedures.
Qualification requirements for CSEs must be consistent with those defined for technical positions described in DOE Order 5480.20A, Personnel Selection, Qualification, and Training Requirements for DOE Nuclear Facilities, dated 11-15-94, chapter II, paragraph 2c, “Technical Staff for Reactor Facilities,” and chapter IV, paragraph 2f, “Technical Staff for Non-Reactor Nuclear Facilities.”
Development plans for CSEs should be part of overall training and development programs.
Qualification and training requirements must include knowledge ofrelated facility safety basis, including any relationship to specific administrative
controls;system functional classification and basis;applicable codes and standards;system design, procurement, replacement, and related quality assurance requirements;the existing condition of the system;a working knowledge of the facility’s operation; andvendor recommendations, manuals, and any product warnings.
Evaluation of a CSE’s qualifications should include formal education, prior training, and work experience as described in chapter I, paragraph 13 of DOE Order 5480.20A.
Consistent with the graded approach, large, complex, or very important systems may require assignment of more than one technical level CSE while small, simple, less important systems may only require assignment of a technician. Conversely, a single individual may be assigned to be the CSE for more than one system.
Graded Approach. Implementation of system engineer program requirements should be tailored to facility hazards and the systems relied upon to prevent or mitigate those hazards. This should be done by using a graded approach that considers the following factors:
Remaining Facility Lifetime and the Safety Significance of remaining Operations. Facilities undergoing deactivation, decontamination, and/or decommissioning may be undergoing frequent changes, modifications, and in some cases, removal of systems no longer needed to support the safety basis of those operations. System engineer programs may require more attention in these operations than when the facility was in

240
normal operations. After deactivation or when a facility is in long-term surveillance and maintenance, there may be less need for attention.
Safety Importance of the System. Not all systems are equal as measured by the likelihood and consequences of the hazard and the accidents that they prevent or mitigate. The level of system documentation detail in configuration management should be tailored to the importance of the system.
Life-Cycle Cost
The following is taken from DOE M 413.3-1.
All organizations in the Department prepare life-cycle cost estimates in support of their programs and projects. A life-cycle cost estimate attempts to identify all the costs of an acquisition, from its initiation through disposal of the resulting system at the end of its useful life. Life-cycle cost estimates for the acquisition of capital assets serve two primary purposes. First, they are used at critical decision points and reviews to assess whether the system’s cost is affordable or consistent with the Department’s/project’s overall strategic plans and investment strategies.
Second, life-cycle cost estimates form the basis for budget requests to Congress. As in other aspects of acquisition management, maximum use should be made of the integrated project teams in the development and review of life-cycle cost estimates. Estimating cost is a continuous process that begins during the conceptual phase through execution. Early in the project, the cost estimates support the recommended alternative and acquisition strategy. The estimates during this early phase of a project contain considerable uncertainty. As the project matures, parametric estimates and then engineering estimates are used to refine the estimate for budget preparation.
Reliability
The following is taken from DOE G 433.1-1.
Reliability is defined as the probability that a component or system should perform its functions for a specified period of time when used within established operating parameters.
Reliability-centered maintenance is the performance of scheduled maintenance for complex equipment, quantified by the relationship of preventive maintenance to reliability and the benefits of reliability to safety and cost reduction through the optimization of maintenance task/frequency intervals. The concept relies on empirical maintenance task/frequency intervals to make determinations about real, applicable data suggesting an effective interval for task accomplishment.
The following definitions are taken from DOE-HDBK-1140-1001.
Maintainability
Maintainability is that characteristic of design and installation that affects the amount of time and cost necessary to repair, test, calibrate, or adjust an item to a specified condition when using defined procedures and resources.

241
Human Factors
Human factors engineering reviews equipment design concepts for logic, display control configurations, and operations, emphasizing system maintainability.
b. Describe how the principles of value engineering can be applied to mechanical system projects.
According to DOE P 413.2, a designated official will establish and maintain VE programs, procedures, and processes that provide a systematic effort directed at analyzing the functional requirements, where appropriate, and using a graded approach, of DOE and NNSA systems, equipment, facilities, procedures, and supplies for the purpose of achieving the essential functions at the lowest total cost, consistent with the needed performance, safety, security, reliability, quality assurance, and maintainability requirements. The designated official(s) will also provide a sound basis for identifying and reporting VE accomplishments in accordance with Office of Management and Budget (OMB) Circular A-131.
c. Explain how life-cycle costs are determined for a mechanical system and how those costs can be used.
The following is taken from DOE M 413.3.1.
Life-cycle cost can be defined as the total cost to the government of a project or program over its full life, including costs for research and development, testing, production, facilities, operations, maintenance, personnel, environmental compliance, and disposal. Each of the project’s major stakeholders (Congress, project office, contractors, and DOE decision makers) prefers to view life-cycle costs grouped in ways that reflect its particular perspective. Following are the three major ways of grouping and viewing project life-cycle costs.
1.Funding Appropriation. The Department receives appropriations from Congress falling into two major categories: capital construction expense and operating expense.
2.Work Breakdown Structure. A project plan provides a framework for the project and technical planning, cost estimating, resource allocations, performance measurements, and status reporting. Cost breakouts by work breakdown structure elements are useful to the project office and contractors in managing the project.
3.Life-Cycle Cost Categories. The budget formulation handbook contains the detail on these cost categories.
d. Explain systems engineering principles and benefits.
The following is taken from American Institute of Aeronautics and Astronautics, System Engineering Fundamentals.
To be successful, organizations need to practice strategies that minimize the possibility of degradation of product quality, cost overrun, schedule slippage, customer dissatisfaction, and system development failures. The systems engineering fundamentals include requirements analysis and development, functional analysis and allocation, design decision analysis based on requirements; risk management throughout the development and design cycle; integrated master plan/integrated master schedule and work breakdown structure for development and

242
design management; technical performance measurement for measuring, tracking, and validating design; interface management across in-house disciplines, supplier, and customer; and verification and validation final products. This adds value to a system by minimizing failures and ensuring the system failures are more readily corrected to minimize system downtime.
e.Describe why reliability, availability, and maintainability must be considered in mechanical system design.
The following is taken from DOE-HDBK-1140-2001.
For types of equipment and systems with operating histories, reliability and availability data can aid in identifying failure modes having high cost impacts.
Design for maintainability has as a prime objective the design of systems, subsystems, equipment, and facilities capable of being maintained in the least amount of time, at the lowest cost, and with a minimum expenditure of support resources. Attempts to achieve this objective have evolved into the engineering discipline of maintainability.
To realize the overall goal of maintainability, that is, to prevent failure or to restore a failed system or device to operational effectiveness easily and cost effectively requires that maintainability and the associated human factors contributions be considered as part of the total design process. Maintainability must be designed into the system and equipment during the beginning stage of development to ensure that costly maintenance and/or redesign are avoided. Maintainability should complement operational requirements of a system. Design for maintainability is an evolutionary process that starts in the equipment concept stage and ends after the equipment has been built and tested.
f.Discuss, in general terms, DOE-HDBK-1140-2001, Human Factors/Ergonomics Handbook for the Design for Ease of Maintenance.
This document is intended to ensure that DOE systems, subsystems, equipment, and facilities are designed to promote their maintainability. These guidelines are concerned with design features of DOE facilities that can potentially affect preventive and corrective maintenance of systems within DOE facilities. Maintenance includes inspecting, checking, troubleshooting, adjusting, replacing, repairing, and servicing activities. This handbook also addresses other factors that influence maintainability, such as repair and maintenance support facilities, including hotshops, maintenance information, and various aspects of the environment and worker health and safety. This standard is to be applied to the system design of DOEsystems, subsystems, equipment, and facilities to
reduce the need for and frequency of design-dictated maintenancereduce system/equipment down-timereduce design-dictated maintenance support costslimit maintenance personnel requirementsreduce the potential for maintenance errorassure use of standard procedures, equipment, and tools, when possible

243
This standard serves as a reference and may be cited contractually in system specifications and requirements to form a basis for evaluation of the human-machine interface.
36. Mechanical systems personnel shall demonstrate a working level knowledge of maintenance management practices related to mechanical systems.
a. Define each of the following maintenance-related terms and explain its relationship to the others:CorrectivePlannedPreventiveReliability centeredPredictive
The following is taken from DOE G 433.1-1.
Corrective
Corrective maintenance is the repair of failed or malfunctioning equipment, systems, or facilities to restore the intended function or design condition. This maintenance does not result in a significant extension of the expected useful life.
Planned
Planned maintenance is the preventive or seasonal maintenance performed before SSC failure that may be initiated by predictive or periodic maintenance results, through vendor recommendations, or by experience/lessons learned. These include actions such as scheduledcold weather protection, valve repacking, replacement of bearings as indicated from vibration analysis, major or minor overhauls based on experience factors or vendor recommendations, and replacement of known life-span components. For example, repacking a valve because of packing leakage would be corrective maintenance, but scheduled repacking before leakage would be planned maintenance.
Preventive
Preventive maintenance includes all those planned, systematic, periodic, and seasonal maintenance actions taken to prevent SSC or facility failures, to maintain designed-in operating conditions, and to extend operating life. The preventive maintenance process takes into account the inevitability of failures in any simple or complex piece of equipment, although the consequences of failures can be controlled by careful design and effective maintenance. The reason for the failure incident can be apparent if basic differences between expected behaviors and the actual behaviors of SSCs are considered. These differences can be translated into possible failure modes. Preventive maintenance identifies any differences between actual and expected behavior of SSCs. Generally, regulatory and code requirements, DOE TSR for surveillances, in-service inspection and testing, vendor recommendations, and other forms of maintenance action and frequency selection based on engineering judgment or analytical methods are the pursuit of proactive planned maintenance.

244
Reliability CenteredReliability-centered maintenance is a proactive systematic decision logic tree approach to identify or revise preventive maintenance tasks or plans to preserve or promptly restore operability, reliability, and availability of facility SSCs; or to prevent failures and reduce risk through types of maintenance action and frequency selection to ensure high performance. Reliability-centered maintenance is the performance of scheduled maintenance for complex equipment, quantified by the relationship of preventive maintenance to reliability and the benefits of reliability to safety and cost reduction through the optimization of maintenance task/frequency intervals. The concept relies on empirical maintenance task/frequency intervals to make determinations about real, applicable data suggesting an effective interval for task accomplishment. The approach taken to establish a logical path for each functional failure is that each functional failure, failure effect, and failure cause be processed through the logic so that a judgment can be made as to the necessity of the task, and includes (1) reporting preventive maintenance activities, plans, and schedules; (2) optimizing/calculating the preventive maintenance interval by balancing availability, reliability, and cost; (3) ranking preventive maintenance tasks; (4) accessing preventive maintenance information from P&IDs; (5) accessing preventive maintenance and other maintenance data; (6) listing recurring failure modes/parts, including failure to start and failure to run; (7) calculating and monitoring SSC availability; (8) accessing preventive maintenance procedures, and (9) keeping track of preventive maintenance cost.
Predictive
Predictive maintenance consists of those actions necessary to monitor; find trends; and analyze parameters, properties, and performance characteristics or signatures associated with SSCs, facilities, or pieces of equipment to discern whether a state or condition may be approaching that is indicative of deteriorating performance or impending failure, where the intended function of the SSCs, facilities, or pieces of equipment may be compromised. Predictive maintenance activities involve continuous or periodic monitoring and diagnosis to forecast component degradation so that as-needed planned maintenance can be initiated before failure. Not all SSC, facility, or equipment conditions and failure modes can be monitored and diagnosed in advance; therefore, predictive maintenance should be selectively applied. To the extent that predictive maintenance can be relied on without large uncertainties, it is normally preferable to activities such as periodic internal inspection or equipment overhauls.
b. Describe the elements of an effective work control program and the documentation used to control maintenance.
A work-control program based on the requirements of DOE O 433.1A, Maintenance Management Program for Nuclear Facilities, should be integrated with the planning system. The implementation of this program should ensure that the maintenance activities in nuclear facilities are conducted in a manner that preserves and restores the availability and operability of the SSCs important to safe and reliable facility operation. The work-control program should include a work order system, job planning and estimating, time standards, a priority system, procedures and documentation, scheduling, post-maintenance testing, backlog work management, equipment repair history and vendor information, training and

245
qualifications, an ISM system, lockouts/tagouts, work performance standards, human factors, and engineering.
c.Discuss the importance of maintaining a proper balance of preventive and corrective maintenance.
The importance of balancing preventive maintenance and corrective maintenance is to minimize shutdown time and minimize cost. Depending on the system and requirements, preventive maintenance should be performed at an opportune time and in conjunction with other work. Corrective maintenance should be left for systems with multiple parts performing the same job or having more than one of the same components in the system.
d.Define the term “life-limiting component” and discuss its impact on facility operation.
A life-limiting component is a structure, system, or component whose failure could result in termination of facility operations. Its effect on a facility is the termination of operations until the component can be replaced.
e.Identify typical maintenance performance indicators and discuss their importance.
The following is taken from DOE G 433.1-1.
The following serve as performance indicators:Maintenance organization and administrationManagement objectivesManagement assessmentPlant material conditionWork control systemConduct of maintenancePreventive maintenanceMaintenance procedures and documentationMaintenance historyMaintenance facilities and equipmentMaterials managementMaintenance personnel knowledge and performanceIn-house operating experience reviewIndustry operating experience review
Each of the above measures identifies how management, supervisors, and workers can add value to the overall maintenance performance of the facility, system, or component.
f. Discuss how maintenance is related to conduct of operations, quality assurance, and configuration management.
Conduct of operations, quality assurance, and configuration management are all aspects of a successful maintenance program. These programs are integrated into all other programs and are the key to success in a maintenance program. Conduct of operations develops the way

246
maintenance is performed, along with the training requirements and methodology applied to maintenance. Quality assurance develops the requirements for the maintenance and identifies the maintenance type, whether corrective maintenance, predictive maintenance, or preventive maintenance. Quality assurance also ensures that the quality of maintenance is maintained. This program ensures that like-for-like parts are used as necessary. Configuration management allows for planning when the maintenance can be performed. It allows for scheduling shutdowns and maintenance times along with retest times, as needed. The programs all need to overlap to ensure a successful program.
g. Discuss the purpose of reliability, availability, maintainability, and inspectability (RAMI) analyses in the establishment of maintenance requirements.
RAMI analyses are performed to determine the amount of time that needs to be scheduled for maintenance, and to determine failure rates and what needs to be done to maintain the equipment in operating condition with a minimal amount of down time.

247
Selected Bibliography and Suggested Reading
Code of Federal Regulations (CFR)10 CFR 830, “Nuclear Safety Management.” January 1, 2008.10 CFR 830.204, “Documented Safety Analysis.” January 1, 2008.29 CFR 1910, “Occupational Safety and Health Standards.” July 1, 2007.48 CFR 970.5204-2, “Laws, Regulations, and DOE Directives.” October 1, 2007.
Aerospace Industries Association. AIA-NAS-410, National Aerospace Standard, NAS Certification and Qualification of Nondestructive Test Personnel. March 2008.
American Glovebox Society (AGS)AGS-G001-1998, Guideline for Gloveboxes. 1998.AGS-G006-2005, Standard of Practice for the Design and Fabrication of Nuclear
Application Gloveboxes. 2005.
American Institute of Aeronautics and Astronautics. System Engineering Fundamentals.
American National Standards Institute/American Society of Mechanical Engineers (ANSI/ASME)
ANSI/ASME B1.20.1-1983, Pipe Threads: General Purpose; Inch. 1983. ANSI/ASME B16.4-1998, Gray Iron Threaded Fittings. 1998.ANSI/ASME B16.39-1998, 1998 Malleable Iron Threaded Pipe Unions. 1998.
ANSI/ASME B30.2-2005, Overhead and Gantry Cranes–Top Running Bridge, Single or Multiple Girder, Top Running Trolley Hoist. 2005.
ANSI/ASME B31.1-2007, Power Piping. 2004.ANSI/ASME B 36.10M-2004, Welded and Seamless Wrought Steel Pipe. 2004. ANSI/ASME B36.19M-2004, Stainless Steel Pipe. 2004.ANSI/ASME N509, Nuclear Power Plant Air Cleaning Units and Components. 2002. ANSI/ASME N510, Testing of Nuclear Air-Cleaning Systems. 1989.ANSI/ASME NOG-1-2004, Rules for Construction of Overhead and Gantry Cranes, Top
Running Bridge, Multiple Girder. 2004.ANSI/ASME NUM-1-2004, Rules for Construction of Cranes, Monorails, and Hoists.
January 2004.ANSI/ASME NQA-1-2004, Quality Assurance Requirements for Nuclear Facility
Applications. 2004.ANSI/ASME OM-4, Code for Operation and Maintenance of Nuclear Power Plants.
2004.
American Nuclear Society. ANS 59.51, Fuel Oil Systems for Safety-Related Emergency Diesel Generators. January 1, 1997.
American Society for Nondestructive Testing. Recommended Practice No. SNT-TC-1A - Non-Destructive Testing. February 1, 2007.

248
American Society of Civil Engineers (ASCE)ASCE-4, Seismic Analysis of Safety-Related Nuclear Structures. 2000.ASCE/SEI 43-05, Seismic Design Criteria for Structures, Systems, and Components in
Nuclear Facilities. 2005.
American Society of Heating, Refrigeration and Air-Conditioning Engineers, Inc. ASHRAE Handbook and Product Directory, HVAC Systems and Equipment. 1992.
American Society of Mechanical Engineers (ASME).Companion Guide to the ASME Boiler & Pressure Vessel Code, vol. 2, 2nd ed., ASME Publishing, 2006. http://www.asme.org/Codes/VIII Pressure Vessels Divison.cfm.
ASTM International (formerly American Society for Testing and Materials)ASTM A312, Standard Specification for Seamless, Welded, and Heavily Cold Worked
Austenitic Stainless Steel Pipes. 2008.ASTM G46, Standard Guide for Examination and Evaluation of Pitting Corrosion. 2005.ASTM Practice E1699-00, Standard Practice for Performing Value Analysis for
Buildings and Building Systems. 2000.ASTM D975-07b, Standard Specification for Diesel Fuel Oils. 2007.ASTM D4057-06, Standard Practice for Manual Sampling of Petroleum and Petroleum
Products. 2006.
Aviation Transport Association. ATA-105, Guidelines for Training and Qualifying Personnel in Nondestructive Testing Methods. November 12, 1997.
Bacharach’s Training Room. Methods of Refrigerant Leak Detection. http://www.bacharach - training.com/.
Britannica Online Encyclopedia. Reynolds Number.
Earland, Simon, David Nash, and Bill Garden. Guide to European Pressure Equipment. John Wiley and Sons. 2003.
Electrical Generating Systems Association. EGSA 100T, 1995, Performance Standard for Diesel Fuel Systems for Engine Generator Sets with Above Ground Steel Tanks. 1995.
Engineer’s Edge, Hydrostatic Testing Review. http://www.engineersedge.com/testing analysis/hydrostatic testing.htm.
Engineering Toolbox, http://www.engineeringtoolbox.com/.
Eng-Tips ForumAccumulation. http://www.eng-tips.com/viewthread.cfm?qid=172400&page=2 . ASTM A105 vs. ASME SA105. http://www.eng-tips.com/viewthread.cfm? qid=13574.
Executive Office of the President, Office of Management and Budget. Circular A-131, Value Engineering. May 21, 1993.

249
Executive Orders12699, “Seismic Safety of Federal and Federally Assisted or Regulated New Building
Construction.” January 5, 1990.12941, “Seismic Safety of Existing Federally Owned or Leased Buildings.” December 1,
1994.13286, “Amendment of Executive Orders, and Other Actions, in Connection with the
Transfer of Certain Functions to the Secretary of Homeland Security. February 28,2003.
Federal Emergency Management Agency. FEMA 368, NEHRP Recommended Provisions for the Development of Seismic Regulations for New Buildings and Other Structures. 2000.
GlobalSpec. The Engineering Search Engine. http://www.globalspec.com/.
Halliday, Resnick, Walker. Fundamentals of Physics, 5th Ed. Extended; Wiley, 1997; as found at http://hyperphysics.phy-astr.gsu.edu/hbase/permot3.html.
Health and Safety Executive. Hazards Arising from Ultrasonic Processes.
Echols Heating and Air Conditioning, Glossary of Terms.
HPAC Engineering. Specifying Pipe-Joining Methods. November 2004.
Hydraulic Supermarket.com, http://www.hydraulicsupermarket.com/.
International Organization for Standardization. ISO 9712, Nondestructive Testing— Qualification and Certification of Personnel. 2005.
Kettering University. Mechanical Engineering. K. Nasr. Development of Problem Based Learning Modules for Engineering Thermodynamics. Module 4, Refrigeration and Heat Pump Systems. 2004.
Khonsari, M. M. and E. R. Booser. Machinery Lubrication, “Matching Oil Filtration to Machine Requirements.” January/February 2008.
Laboratorynetwork.com, Fume Hood Design. January 29, 2000.
Lawrence Berkeley National Laboratory. Applications Team, Filtration Overview. http://ateam.lbl.gov/Design-Guide/DGHtm/filtrationoverview.htm.
Los Alamos National Laboratory (LANL). LANL Engineering Standards Manual OST220- 03-01-ESM, Section D20, Plumbing/Piping Vessels—App A, ASME B31.3, Process Piping Guide. June 9, 2004.
Machinery Lubrication. Matching Oil Filtration to Machine Requirements. January/February 2008.
Menon, E. Shashi. Piping Calculations Manual. New York: McGraw-Hill, December 10, 2004.
Mull, Thomas, E. HVAC Principles and Applications Manual. New York: McGraw-Hill, August 1, 1997.

250
National Aeronautics and Space Administration (NASA)Corrosion Technology Laboratory. Fundamentals of Corrosion and Corrosion Control
Web page.Glenn Research Center, The Ideal Otto Cycle.NASA Engineering Network.
Public Lessons Learned Entry 0808, Magnetic Particle Testing of AerospaceMaterials. February 1, 1999.
Public Lessons Learned Entry 0807, Penetrant Testing of Aerospace Materials.February 1, 1999.
Public Lessons Learned Entry 0811, Radiographic Testing of Aerospace Materials.February 1, 1999.
National Fire Protection Association. NFPA 30, Flammable and Combustible Liquids Code. 2008.
National Institute of Standards and Technology. Physical and Chemical Properties Division. NIST, Surface Tension.
National Lubricating Grease Institute. Grease Grades.
National Oceanic and Atmospheric Administration’s National Weather Service. Glossary.
National Renewable Energy Laboratory. Technology Transfer. Heat Exchanger with Transpired, Highly Porous Fins.
NDT Resource Center. http://www.ndt-ed.org/index_flash.htm.
Office of Management and Budget. Circular A-131, Value Engineering. May 21, 1993.
Refrigeration Engineering.com. How to Troubleshoot Thermostatic Expansion Valves. August 23, 2006.
Roylance, David. Massachusetts Institute of Technology. Introduction to Fracture Mechanics. June 14, 2001.
Shetty, S.S. and J.M. Gilkison. Westinghouse Savannah River Company, “Modifications to Installed Sphincter Design Gloveports.” Reprinted from the American Glovebox Society publication The Enclosure, vol. 6, no. 1, February 1993 and taken from the CentralResearch Laboratories Web page http://www.centres.com/nuclear/encl/ags-wsrc.htm.
U.S. Army. EM 1110-2-3401, Engineering & Design-Thermal Spraying: New Construction and Maintenance, chap. 6, “Surface Preparation.” January 1999.
U.S. Army Corps of Engineers. Commissioning of Mechanical Systems for Command,Control, Communications, Computer, Intelligence, Surveillance, and Reconnaissance Facilities. Chapter 6, “Air Compressors and Pneumatic Control Systems.” May 26, 2006.
U.S. Congress. Public Law 104-106. Defense Authorization Act, section 4306. Value Engineering for Federal Agencies. February 10, 1996.

251
U.S. Department of Agriculture. Forest Service, Stream Systems Technology Center, Continuity Equation.http://stream.fs.fed.us/fishxing/help/8 Hydraulic Reference/Continuity Equation.htm .
U.S. Department of Defense (DoD)DDESB Technical Paper 12, Fragment and Debris Hazards. July 1975.DDESB Technical Paper 13, Prediction of Building Debris for Quantity-Distance Siting.
April 1991.DDESB Technical Paper 15, Approved Protective Construction. June 2004.
DDESB Technical Paper 16, Methodologies for Calculating Primary Fragment Characteristics. December 1, 2003.
DDESB Technical Paper 17, DDESB Blast Effects Computer Version 5.0 User’s Manualand Documentation, with accompanying program entitled DDESB Blast Effects Computer, version 6.1.
DoD-F-87935, Fluid, Magnetic Particle Inspection, Suspension Medium. July 2, 1998. DoD TM5-1300, Structural Design of Facilities to Resist the Effects of Accidental Explosions. 1990.
U.S. Department of Energy (DOE)DOE/GO-102003-1294, Industrial Technologies Program and the Air Movement and Control
Association, International, Inc. Improving Fan System Performance: A Sourcebook for Industry. April 2003.
DOE/GO-102003-1822, Industrial Technologies Program and the Compressed Air Challenge. Improving Compressed Air System Performance: A Sourcebook for Industry. November 2003.
DOE/TIC-11268, Manual for the Prediction of Blast and Fragment Loading of Structures. July 1992.
Energy Efficiency and Renewable Energy. A Consumers Guide to Energy Efficiency and Renewable Energy. Types of Heat Exchangers.
Energy Efficiency and Renewable Energy, Federal Energy Management Program, Operations and Maintenance, Types of Pumps, http://www1.eere.energy.gov/femp/operations_maintenance/om_pumptypes.html.
Idaho National Engineering and Environmental Laboratory. Geothermal Resources CouncilTransactions, Continual Removal of Non-Condensable Gases for Binary Power Plant Condensers. Vol. 25. August 26–29, 2001.
Office of Management, Budget and Evaluation, Integrated Project Teams. June 2003.
U.S. Department of Energy Directives (Guides, Manuals, Notices, Orders, and Policies) DOE Guide 231.1-1, Occurrence Reporting and Performance Analysis Guide. August 20, 2003.
DOE Guide 231.1-2, Occurrence Reporting Causal Analysis Guide. August 20, 2003. DOE Guide 414.1-1B, Management and Independent Assessments Guide for Use with
10 CFR, Part 830, Subpart A, and DOE O 414.1C, Quality Assurance; DOE M450.4-1, Integrated Safety Management System Manual; and DOE O 226.1A,Implementation of Department of Energy Oversight Policy. September 27, 2007.

252
DOE Guide 420.1-1, Nonreactor Nuclear Safety Design Criteria and Explosives SafetyCriteria Guide for Use with DOE O 420.1, Facility Safety. March 28, 2000.
DOE Guide 420.1-2, Guide for the Mitigation of Natural Phenomena Hazards for DOENuclear Facilities and Nonnuclear Facilities. March 28, 2000.
DOE Guide 433.1-1, Nuclear Facility Maintenance Management Program Guide for Use with DOE O 433.1. September 5, 2001.
DOE Guide 580.1-1, Department of Energy Personal Property Management Guide. December 7, 2005.
DOE Manual 413.3-1, Project Management for the Acquisition of Capital Assets. March 28, 2003.
DOE Manual 426.1-1A, Federal Technical Capability Manual. May 18, 2004. DOE Manual 440.1-1A, DOE Explosives Safety Manual. January 9, 2006.
DOE Notice 413.2, Value Engineering. December 30, 2002. (Archived)
DOE Order 413.3A, Program and Project Management for the Acquisition of Capital Assets. July 28, 2006.
DOE Order 414.1C, Quality Assurance. June 17, 2005.DOE Order 420.1B, Facility Safety. December 22, 2005.DOE Order 430.1B, Real Property Asset Management. February 8, 2008.DOE Order 433.1A, Maintenance Management Program for DOE Nuclear Facilities.
February 13, 2007.DOE Order 5480.19, Conduct of Operations Requirements for DOE Facilities. October
23, 2001.DOE Order 5480.20A, Personnel Selection, Qualification, and Training Requirements
for DOE Nuclear Facilities. July 12, 2001.DOE Order 5480.30, Nuclear Reactor Safety Design Criteria. January 19, 1993.
DOE Policy 413.2, Value Engineering. January 7, 2004.DOE Policy 450.4, Safety Management System Policy. October 15, 1996.
DOE Handbooks and StandardsDOE-HDBK-1011/3-92, DOE Fundamentals Handbook: Electrical Science. June 1992.
DOE-HDBK-1012/1 [through 3] -92, DOE Fundamentals Handbook: Thermodynamics, Heat Transfer, and Fluid Flow. Vol. 1 through 3. June 1992.
DOE-HDBK-1013/1-92, DOE Fundamentals Handbook: Instrumentation and Control. Vol. 1. June 1992.
DOE-HDBK-1015/2-93, DOE Fundamentals Handbook: Chemistry. Vol. 2. January 1993.
DOE-HDBK-1016-93, DOE Fundamentals Handbook: Engineering Symbology, Prints, and Drawings. Vol. 1 and 2. January 1993.
DOE-HDBK-1017-93, DOE Fundamentals Handbook: Material Science. Vol. 1 and 2. January 1993.
DOE-HDBK-1018-93, DOE Fundamentals Handbook: Mechanical Science. Vol. 1 and 2. January 1993.
DOE-HDBK-1140-2001, Human Factors/Ergonomics Handbook for the Design for Ease of Maintenance. February 2001.

253
DOE-HDBK-1169-2003, Nuclear Air Cleaning Handbook. November 2003. DOE-HDBK-XXXX-YR, Evaluating a Lubrication Program Using the Lubricant Cycle. (Proposed handbook).
DOE-NE-STD-1004-92, Root Cause Analysis Guidance Document. February 1992.
DOE-STD-1020-2002, Natural Phenomena Hazards Design and Evaluation Criteria for Department of Energy Facilities. January 2002.
DOE-STD-1021-93, Natural Phenomena Hazards Performance Categorization Guidelines for Structures, Systems, and Components. January 1996.
DOE-STD-1022-94, Natural Phenomena Hazards Site Characterization Criteria. January 1996.
DOE-STD-1023-95, Natural Phenomena Hazards Assessment Criteria. January 1996. DOE-STD-1027-92, Hazard Categorization and Accident Analysis Techniques for
Compliance with DOE Order 5480.23, Nuclear Safety Analysis Reports. September1997.
DOE-STD-1030-96, Guide to Good Practices for Lockouts and Tagouts. May 1996. DOE-STD-1052-93, Guideline to Good Practices for Types of Maintenance Activities at DOE Nuclear Facilities. March 1993. (Archived).
DOE-STD-1063-97, Facility Representatives. March 2000. (Archived). DOE-STD-1064-94, Guideline to Good Practices for Seasonal Facility Preservation at DOE Nuclear Facilities. June 1994. (Archived).
DOE-STD-1066-99, Fire Protection Design Criteria. July 1999.DOE-STD-1073-2003, Configuration Management Program. October 2003. DOE-
STD-1128-98, Guide of Good Practices for Occupational Radiological Protection in Plutonium Facilities. December 2006.
DOE-STD-3003-2000, Backup Power Sources for DOE Facilities. January 2000. DOE-STD-3009-94, Preparation Guide for U.S. Department of Energy Nonreactor Nuclear Facility Safety Analysis. March 2006.
DOE-STD-3020-2005, Specification for HEPA Filters Used by DOE Contractors. December 2005.
U.S. Environmental Protection Agency (EPA)EPA 430-F-97-028, Balanced Ventilation Systems. December, 2000.Environmental Data Registry, Rupture Disk.“Refrigerant Safety,” originally printed in the ASHRAE Journal (July 1994, pp. 17–26),
found on the EPA Refrigerant Safety Web site.Terminology Reference System, Gravity Flow/Gravity System.Indoor Air Quality in Large Buildings, appendix B, HVAC Systems and Indoor Air
Quality.
U.S. Nuclear Regulatory Commission. NUREG/CR 0660, Enhancement of On-Site Emergency Diesel Generator Reliability. February 1979.

Mechanical Systems Qualification Standard
Reference Guide SEPTEMBER 2008