Nili Liphschitz - TAUarchaeology.tau.ac.il/wp-content/uploads/2013/04/skyllis12-1...discontinuities,...
12
Transcript of Nili Liphschitz - TAUarchaeology.tau.ac.il/wp-content/uploads/2013/04/skyllis12-1...discontinuities,...


12. Jahrgang 2012 · Heft 1 1
Vorwort 3
Emerging Maritime Paradigms for the Bronze Age in Lebanon5Ralph K. Pedersen
Maritime Tel Michal, Israel11Eva Grossmann
Die Seeschlacht im Nil-Delta16Hristomir Smilenov Hristov
Schwimmer und Ertrinkende, Gefallene und Wasserleichen.22Seekrieg und Seenot in der griechischen Vasenmalerei des 8. Jhs. v. Chr.
Boris Mijat
Drei antike Seeschlachten von Salamis31Olaf Höckmann
Der Weg zur Seemacht beginnt an Land.35Am Beispiel des Piräus
Constantin Müller
“Hansische Seekriege” des 14. und 15. Jhs.40Alltag - Wirklichkeit - Mythos
Christian Peplow
The Swedish Navy and Pomerania, 1700-172147A Strategic Asset or Burden?
Lars Ericson Wolke
The wreck of PRINSESSAN HEDVIG SOPHIA57The archaeology and history of a Swedish ship of the line during the Great Northern War
Jens Auer - Holger Schweitzer
Inhalt

The wrecks and artifactsdiscovered in the excava-tions indicate that the har-bor began gathering silt atits western end soon afterthe mole was constructedto form the harbor basin.In time, as the silting pro-gressed eastward and sth
The wrecks and artifactsdiscovered in the excava-tions indicate that the har-bor began gathering silt atits western end soon afterthe mole was constructedto form the harbor basin.In time, as the silting pro-gressed eastward and sth
64Die Seeschlacht vor Wittow im Jahre 1712Ein Beitrag zur Geschichte des Großen Nordischen KriegesJoachim Krüger
72DYGDEN - a Chapman built ship of the lineTrevor Draeseke - Patrik Höglund
79“In sailor’s apparel I’ll dress and go with you”Women and the Naval Warfare of the Revolutionary and Napoleonic WarsLena Moser
85Technology of an ancient ship brazierA unique example from the southern LevantDana Ashkenazi - Moshe Fischer - Adin Stern - Oren Tal
94The Use of Lebanese Cedar for Ship ConstructionEvidence from Timber identification of Shipwrecks in the East MediterraneanNili Liphschitz
100 Das Bücherbrett
Titelmotiv
Großes Koggensiegel von Stralsund, 1329.
Aus: Christian Peplow,“Hansische Seekriege des 14. und 15. Jhs”,Abb. 5.

1. Introduction
The lead brazier (Israel AntiquitiesAuthority Inv. No. 88-754) ana-lyzed in this paper has already beenpublished by E. Galili and B. Rosen(2012). However, unlike the pre-vious publication, which relatesprimarily to a possible connectionbetween Roman lead coffins man-ufactured in Ancient Israel (Syria-Palestine) and lead braziers, thecurrent analysis is aimed at present-ing a detailed technological recon-struction of the process of manu-facturing the brazier, together witha comprehensive archaeometal-lurgical analysis of its differentparts.
1.1 Archaeological background
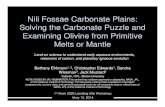
The lead brazier was found in thesea near the Tel Ridan anchorage(in the present-day Gaza strip)about 140 m off the shore at adepth of some 5 m (Galili – Rosen,2012, 417; see also Raban – Galili,1985, 329-332 for a description ofthe Tel Ridan anchorage). Thebrazier weighs some 11 kg, with amaximal length of 53.5 cm; 24 cmmaximal width; and 24 cm inheight. Its preservation is fairly
good ((FFiigg.. 11)). The dimensions of thedifferent parts can be seen in theillustrations below. The object wasdiscovered in the context of one-day underwater archaeological sur-vey carried out by E. Galili in 1986.This underwater survey is men-tioned in a short report publishedin Excavations and Surveys in Is-rael, vol. 5, which states as follows:„The site was used from the LateBronze Age onwards as a tempora-ry shelter for ships. About thirtystone anchors of various kinds,mostly from the Late Bronze andIron Ages, were photographed anddrawn during a day of intensiveunderwater work. Lead parts of an-chors and a Roman lead oven werealso investigated“ (Galili 1987, 109).
1.2 A survey of lead braziersfrom the sea off the coast ofthe southern Levant
The evidence of portable cooking/heating utensils found in the sea offthe coast of Israel has been sum-marized recently by Galili andRosen (2010, 82*; 2012, 416). Theyreport on some 20 braziers discov-ered thus far. Most of these werefound along the northern Carmelcoast (between present-day Haifa
and Atlit), while the remaindercome from the area of Yavneh-Yam, Ashqelon and Gaza (see onthis Galili – Sharvit 1999a, 169).Several of these braziers were pub-lished in a rather preliminary form(or their presence was simply men-tioned); in some cases photographswere also provided. They include abrazier from Yavneh-Yam (Galili –Sharvit – Bahat-Silberstein 1998,78 and Fig. 145 in the Hebrew sec-tion); a brazier from the river-mouth at Na .hal Galim (Galili –Sharvit 1999b, 98*, and Fig. 192 inthe Hebrew section); a brazier recov-ered in an underwater survey in thesea off the coast of Haifa (Galili –Sharvit 1999c, 17*); and a brazierfrom the sea off the coast of Ash-qelon (Galili – Sharvit – Dahari2000, 82*, Fig. 168; 2001, 20, Fig. 13[a color photograph]). A number oflead braziers of various differenttypes found in the sea off the coastof Ashqelon were admirably studiedby Galili and Rosen (2010). Thiswas preceded by a study of Rosenand Galili on lead use on Romanships and its environmental effects,where lead braziers are selectivelymentioned in a discussion of devi-ces used for cooking on board ship(Rosen – Galili 2007 301, Fig. 6A).
12. Jahrgang 2012 · Heft 1 85
Technology of an ancient ship brazier
A unique example from the southern Levant
Dana Ashkenazi – Moshe Fischer – Adin Stern – Oren Tal
Abstract – An all-metal brazier probably used by Roman sailors is described and analyzed here in order to gain abetter understanding of some Roman manufacturing techniques. The aim of this study is to determine the compo-sition and structure of this brazier in order to understand how it was made; to propose a possible date and place ofmanufacture; and to verify its use. A nondestructive archaeometallurgical testing analysis (NDT) was performed,including Radiographic Testing (RT) for inspecting materials and joints for hidden flaws, and chemical analysis byX-ray fluorescence (XRF).
Inhalt – Ein wohl von römischen Seeleuten zum Kochen benutzter Ganzmetall-Kohlenkessel wird zwecks bessererKenntnis römischer Fertigungsverfahren beschrieben und analysiert. Ziel der Studie ist es, Zusammensetzung undAufbau des Kessels zu bestimmen, um seine Herstellung zu verstehen, einen Vorschlag zu Entstehungszeit und -ortzu machen und die Verwendung zu klären. Ein zerstörungsfreies archäometallurgisches Untersuchungsverfahreneinschließlich Röntgenographie zur Untersuchung von Materialien und Verbindungen auf verborgene Risse hinsowie eine Röntgen-Fluoreszenz-Analyse wurden dazu durchgeführt.

This large number of lead braziersfound in the sea off the coast ofIsrael is remarkable, and has noprecedent elsewhere. In fact, apartfrom the two lead examples fromthe Bodrum Museum published byLeonard (1973, 24-25, nos. 9-10,although only one is illustrated, ill.2, 11-12), the evidence from Israelseems to be unique. However, itwould be misleading to suggestthat lead braziers were only usedaboard Roman ships sailing to thecoast of Syria-Palestine. It is rathermore reasonable to suggest that thenatural environment of the south-eastern Mediterranean marineshelf, as well as the intensive under-water research carried out duringthe last 30 years may be responsiblefor this phenomenon, at least inpart. A recent publication whichsurveys assemblages of artifactsfrom two Roman shipwrecks offthe Carmel coast provides tangibleevidence for such an assumption(Galili – Rosen – Sharvit 2010).
2. Experimental methods andtesting
The current investigation uses ty-pological and metallurgical methodsin order to offer some answers toquestions relating to the Romanship brazier, including its possibleproduction process. Basing our-selves on initial observations andbackground information, we decid-ed what sort of analysis would benecessary to characterize the mate-rials and methods of fabricationused to make the brazier. Certainparts of the object needed to beanalyzed at higher magnification.The nondestructive metallurgicalexamination eventually comprised:(a) Visual Testing (VT), (b) X-rayfluorescence (XRF) examinationand (c) Radiographic Testing (RT).
(a) Visual Testing (VT) was essen-tially used to detect any visiblediscontinuities, and locate por-tions of the brazier that needed
further inspection by othernondestructive testing (NDT)techniques.
(b) X-ray fluorescence (XRF) con-sists in examining the emissionof characteristic ‚secondary‘ (orfluorescent) X-rays from a ma-terial that has been excited bybombarding with high-energyX-rays. The XRF technique iswidely used for elemental ana-lysis and chemical analysis; thelocal chemical analysis was per-formed using handheld XRFtechnology, using ThermoScientific Niton XLt-900GOLDD handheld and mobileXRF. This machine uses a high-er voltage 50 kV X-ray tubewith a Geometrically Optimi-zed Large Area Drift Detector(GOLDD) and real-time digitalsignal processing. The exam-ined area was circular, 10 mm((TTaabbllee 11aa aanndd cc)) and 3 mm ((TTaabbllee22)) in diameter.
86 Technology of an ancient ship brazier · D. Ashkenazi u.a.
Fig. 1: The lead ship brazier found in the sea near the Tel Ridan anchorage: (a, c) side-view photo and drawing, (b) front-viewphoto (d) rear-view drawing.

(c) Radiographic Testing (RT) is anNDT method of inspectingmaterials and joints for hiddenflaws by using the ability ofshort wavelength electromag-netic radiation to penetrate thematerials. X-ray transmissionradiography is an inspectiontechnique in which X radiationpasses through the specimen toproduce a shadow image of itsinternal structure. Radiogra-phic characterization was per-formed using a radiographic X-ray generator type (300KV, 3.2mA and 125 cm) and Agfa ra-diographic films type Structu-rix D4 and D7. Structurix D4 isan extra-fine-grain film withvery high contrast; suitable fora wide variety of critical appli-cations, and Structurix D7 is afine-grain film with high con-trast and high speed, designedfor exposure with lead screens.
3. Results
3.1 Engineering description ofthe parts
We suggest that the ship brazierwas manufactured of six parts ((FFiigg..22)), all made of metal. The majorparts of the brazier are:
(1) a lower outer shell, includingthe external wall and the lowerpart of the double floor ((FFiigg.. 11aanndd FFiigg.. 22aa,, ppaarrtt 11)), with an aver-age thickness of 1.2 mm (bet-ween 1-1.4mm);
(2) an upper outer shell cover ((FFiigg..22aa aanndd FFiigg.. 22cc,, ppaarrtt 22)), with anaverage thickness of 2.5 mm;
(3) a fire-bowl made up of the up-per floor of the double floor((FFiigg.. 22bb--cc,, ppaarrtt 33)), with an aver-age thickness of 1.2 mm (be-tween 1-4 mm);
(4) a decorated chimney ((FFiiggss.. 22aa--22cc,, ppaarrtt 44)), with an averagethickness of 2.5 mm (3.5 mmwith decoration);
(5) an inner support ((FFiiggss.. 22aa--bb,,ppaarrtt 55)), with an average thick-ness of 4 mm (3.5-4.5);
(6) three pot-rests (supports) ((FFiiggss..22aa aanndd 22cc,, ppaarrttss 66,, 66’’,, 66””)) made ofpieces of solid metal (around 4mm thick).
12. Jahrgang 2012 · Heft 1 87
Fig. 2: Major parts of the lead ship brazier: (a) left side view, showing lower outer shelland base (1), upper outer shell cover (2), the inner parts of the brazier, fire-bowl upperfloor (3), decorated chimney (4), inner support (5) and three units of pot-rests (6, 6’, 6”),(b) left side view of the inner parts revealing the double floor: lower outer shell andbase (1), upper floor (3), the connection of the chimney to the double floor space (4)and the inner support (5), (c) bird’s-eye view showing upper outer shell cover (2), fire-bowl and the three units of pot-rests (6, 6’, 6”).

The brazier is made of an alloy oflead and tin. It contains a fire-bowlmade of metal sheeting, which isconnected to the lower outer shell.The brazier has an upper shellcover, made of relatively thickmetal sheeting, which is connectedto a lower outer shell. The uppershell covers about a third of thebrazier area. On top of the uppershell cover there are three raisedsupports, or pot-rests, which wereused to hold the cooking pot. Also,the top of the upper shell is con-nected to a decorated cylindricalchimney/funnel, which is actually asoldered pipe. The chimney is con-nected to the hollow space formedby the double lead floor ((FFiigg.. 22bb,,ppaarrtt 44)). Water would have beenpoured into the space between thedouble floor in order to cool thelead and prevent its melting duringthe time the brazier was in use, aswell as to vent the hot gases out ofthe brazier. The brazier has nohandles, so it could not be easilycarried about on board ship. Arelatively thick inner support ((FFiiggss..22aa--bb,, ppaarrtt 55)) is located in the spacebetween the two sheets of the bra-zier’s double floor. The thick innersupport prevented the brazier’sstructure from collapsing. Probab-ly wood or wood charcoal was usedas the heating material in the fire-bowl.
3.2 XRF results
The XRF results from the differentparts of the brazier revealed thatall its parts were made of a Pb-Sn(tin and lead) binary alloy with asimilar composition. The metalsheets of parts 1, 2, and 3 weremade of lead (between 91.7-96.8wt.% Pb), containing between 0.9-2.9 wt.% tin (Sn) and other ele-ments in small amounts ((TTaabbllee 11)),i.e. copper (Cu), iron (Fe), chro-mium (Cr), vanadium (V), tita-nium (Ti), phosphorus (P) andsilicon (Si). XRF analysis of smallsamples taken from part 1 alsorevealed the presence of Al and Bi((TTaabbllee 22)). Elements such as Si, P, Fe,aluminum (Al) and bismuth (Bi)may be soil elements, but the pres-ence of Fe and Al also may resultfrom the initial conservation pro-
cess of the brazier surface. Thesurface of Part 6’ (one of the pot-rests) is made of lead with higherproportion of tin, up to 16.4 wt.%Sn, probably because of residuesfrom the material used to solder itto the brazier. The XRF examina-tion of a sample of solder takenfrom part 1 revealed a nearlyeutectic alloy with 56.9 wt.% Pband 41.7 wt.% Sn and only a smallamount of other elements. Part 4(the chimney, TTaabbllee 33) was made of94.6-95.9 wt.% Pb and 0.9-1.1wt.% Sn. However, at the lowerpart of the bond, the chimney con-tained higher amount of tin, up to13.5 wt.% Sn, probably because ofsoldering work used to repair it.Although the decorated chimneywas different in color from theother parts (brownish-green in-stead of grey), its composition wasalmost identical to these otherparts ((TTaabbllee 33)). The different colorof the chimney may result fromthe conservation process of thedecorated chimney.
3.3 Radiographic results
X-ray images provide informationabout solder mass and the distri-bution of solder at the joins. Be-cause the X-ray beam is transmit-ted through the chimney wall, thisimaging allows for the entire sol-dered joint to be imaged, insideand out, whether hidden from thenaked eye or not. The result is atwo-dimensional projection of thecomponent onto the film, produc-ing a latent image of varying densi-ties according to the amount ofradiation reaching each area. It isknown as a radiograph, as distinctfrom a photograph produced bylight. X-ray images contain threedimensions of information. Two ofthe dimensions are representedspatially in (X) and (Y), and thethird dimension is represented by agray level intensity value. The graylevel within the image is directlyindicative of the solder density andthickness (mass), as well as thelead (Pb) content of the alloy.Radiographs of the chimney jointwere taken with radiographic filmto check for the presence of inter-nal discontinuities. The radiogra-
phic examination consisted of theexposure of the chimney to X-rayradiation and D4 and D7 films(the films were automatically pro-cessed). The detected area of thechimney is shown in FFiigg.. 33, where-as the X-ray image FFiigg.. 33cc illus-trates the butt soldering line of thechimney; the defect in the upperpart of the joint resulted fromlocal deformation which caused abreach in the solder seal. The X-ray image also shows a swelling inthe lower portion of the joint adja-cent to part 2; note the repair workdetail which was revealed in thisregion. The X-ray image showsevidence of some porosity andpoorly welded regions along theline of join.
4. Discussion
The lead ship brazier was presum-ably used for cooking and heating.The purpose of the brazier chim-ney was: a) to hold enough coolingwater (in a small reservoir) so thatthe device could be used for a rela-tively long time, b) to keep the cook-ing pot’s contents warm, c) to actas a flue conveying the hot gases tothe open sea air. Since the brazierchimney was made of decoratedmetal, it is clear that the object wasa prestige artifact.
When all the analyses are com-bined, a picture of the manufactur-ing methods emerges. The resultsalso appear to show a partial failureof the chimney joint and a repair ofthe cracks. Our next step was to tryto identify the root cause, whichmay have been improper materialselection, or inappropriate serviceconditions for particular materials,and/or a pre-existing flaw in thematerial or/and the joint whicheventually produced the cracks,but first we will address the decora-tion of the chimney.
4.1 Decoration
The wall of the vertical cylindricalchimney (some 13 cm maximaldiameter) is decorated with a reliefwithin a panel delimited by tworopes, a thick one at the bottom,
88 Technology of an ancient ship brazier · D. Ashkenazi u.a.

12. Jahrgang 2012 · Heft 1 89
Table 1: XRF results of different areas of the brazier (Parts 1–3 and 6, Fig. 2).
AverageComposition(wt%)
Pb Sn Cu Fe Cr V Ti P Si Al Bi
Part 1 93. 9 2.3 -- 0.8 0.4 0.2 0.3 1.3 0.8 -- --Part 1 – afterpolish 96.8 0.9 -- -- 0.3 0.1 0.1 1.6 0.3 -- --
Part 1 –bond 92.4 2.1 -- 1.2 0.4 0.2 0.2 1.5 2.1 -- --
Part 1 –bond afterpolish
96.3 1.2 -- 0.2 0.3 0.1 -- 1.5 0.4 -- --
Part 2 91.7 2.9 0.1 1.8 0.4 0.2 0.3 1.4 1.1 -- --Part 3 95.3 1.2 0.1 0.9 0.3 0.1 0.1 1.2 0.8 -- --Part 3 –bond 91.9 2.0 -- 1.8 0.4 0.2 0.4 1. 6 1.8 -- --
Part 3 –bond afterpolish
94.3 1.4 -- 1.2 0.4 0.2 0.3 1.1 1.2 -- --
Part 6 95.4 0.8 -- 0.5 0.3 0.2 0.1 1.4 1.3 -- --Part 6’– nearbond 91.8 6.3 -- 0.2 0.5 0.2 0.1 0.5 -- -- --
Part 6’–bond afterpolish
81.5 16.4 -- -- 0.2 0.1 0.1 1.3 0.3 -- --
Part 6” 95.8 0. 7 -- 0.3 0.3 0.1 0.1 1.5 1.3 -- --
Table 2: XRF results of samples taken from of the brazier (Part 1, Fig. 2).
AverageComposition(wt%)
Pb Sn Cu Fe Cr V Ti P Si Al Bi
Part 1 95.7 1.2 -- -- -- -- -- 0.3 1.5 1.0 0.4Part 1 –solder 56.9 41. 7 0.4 0.3 -- -- -- 0.3 1.6 -- --
Table 3: XRF results of decorated chimney (Part 4, Fig. 2).
AverageComposition(wt%)
Pb Sn Cu Fe Cr V Ti P Si Al Bi
Part 4 94.6 1.1 0.1 1.5 0.4 0.1 -- 1.4 0.7 -- --Part 4 – afterpolish 95.9 0.9 -- 0.4 0.2 0.1 -- 1.5 0.9 -- --
Part 4 –bond 93.2 1.9 -- 1.8 0.5 0.1 0.1 1.5 0.8 -- --
Part 4 –lower part –bond
83.5 13.5 0.2 0.3 0.3 0.1 0.1 1.5 0.6 -- --

and above it, a thin twisted one,which is repeated at the top ((FFiigg.. 33)).
The relief contains two pairs oflions – a lion and a lioness (not al-ways clearly distinguishable) –jumping heraldically towards atable amphora ((FFiigg.. 44)). At the sidenext to the fire-bowl, they are sepa-rated by a vine leaf, while at theback – at the soldering line – an-other separating feature was includ-ed. Due to the cutting and fitting ofthis side to the cylindrical shape ofthe chimney both the backs andrear feet of the lions have been cutaway, including this separating fea-ture. This feature may also havebeen a vine leaf. Above and belowthe lions remains of rounded fea-tures are visible, probably rosettes.The motif used by the chimneyartisan is one of the many variantsof the so-called ‚peopled scroll‘motif, which uses animal and vege-tal motifs in panels. It becamepopular during the Hellenistic pe-riod (Toynbee – Ward Perkins 1950)and was adopted into the deco-rative arts, mainly under the im-pact of the architecture of the LateHellenistic and Roman Imperialperiods. Thus the motifs of lions,kraters (or table amphorae) andvine leaves, are also found in bothmold-made Hellenistic relief-warepottery (cf. e.g. Rotroff 1982: nos.250-252) and Roman Sigillata wares(cf. e.g., Oswald – Pryce 1920). The
twisted rope appears mostly in thearchitectural decoration of the 2nd
century CE onwards, both as adecoration for monumental basesand pedestals, and as a separationmotif on friezes and architraves(Fischer 1998, 79).
The decoration of the chimney ofthis brazier – so far unique amongsuch finds in the Mediterranean –has, however, an interesting rela-tionship to the decoration of leadcoffins (sarcophagi), as Galili andRosen have recently pointed out(2012, 419-420). Rahmani, in hiserudite work (1999), produced achronological frame for 101 coffinsof this sort, originating mostlyfrom the Israeli coastal area, whichhe dated to the mid-3rd and 4th cen-turies CE. This chronological framemay well fit the current brazier,since the same decorative motif, i.e.lions running toward a centraldouble-volute-handled krater/tableamphora and accompanied by vineleaves, occurs in an almost identi-cal shape and style in some of thelead coffins. Thus Rahmani men-tions three coffins from Ashqelonwith a similar decoration (Rah-mani 1999, 25, Fig. 50, nos. 24-26).Even the krater/table amphora –with double volute handles – seemsto be identical to the krater/tableamphora on the brazier (cf. Rah-mani 1999, 28-29, Fig. 68). As wehave already noted, and as Rah-
mani also points out, this sort ofmotif was quite common on earlierRoman Sigillata ware (Oswald –Pryce 1920, Pls. 5:7, 14:3, 15:1), aswell as on marble sarcophagi(Koch – Sichtermann 1982, 444-446). Another very similar examplewas found at Caesarea (Rahmani1999, 91-92; no. 19, Pl. 10; Figs. 51,116, 117; and also Galili – Rosen2012, 419). Here, however, whilethe outermost panels are also orna-mented by a lion and a lionessjumping towards a central krater,in this case the separating motifappears to have been a palmette,rather than a vine leaf as in thecurrent brazier and the lead cof-fins from Ashqelon. Thus it wouldseem that the manufacture of thecoffins from Ashqelon and thechimney of the brazier had some-thing in common, at least in thesense of the artistic inspiration ofthe artisans preparing the moldsused for producing the motifs.
4.2 Manufacturing techniques4.2.1 Forming techniques
Parts 1 and 3 were made from castlead sheets and probably shaped tothe needed profile by hammer andchasing tools to produce the finalform. The lead sheets were proba-bly prepared by pouring moltenlead onto a flat bed of fine sandwith wooden sides lined with clay.Part 2, which is a flat component,
90 Technology of an ancient ship brazier · D. Ashkenazi u.a.
Fig. 3: (a) General view of the chimney, (b) area of the chimney that was detected by X-ray transmission radiography showing thejoint line, and (c) the X-ray image showing the butt joint line of the chimney. The defect in the upper part of the joint resultedfrom local deformation which caused a breach in the solder seal, and the local bulge in the lower portion of the joint and therepair work which was revealed. The X-ray image also shows some porosity and poorly wetted regions along the joint line.

was fabricated out of a lead sheetcast to the final dimensions. Someof the sheet edges remained as rid-ges and the craftsman would havecut off unnecessarily projectingparts to reach the required size. Thepresence of tin (Sn) in the brazier’salloy as detected by the XRF ex-amination ((TTaabbllee 11)) indicates that thebrazier was made of recycled lead.
Part 4, the cylindrical chimney, wasmade by bending a lead sheet intoa cylinder and soldering it togetherwith a molten lead and tin (Pb-Sn)alloy with about 50 wt.% tin (Sn)(melting point of 220oC). To makethe longitudinal seam, after remov-ing the mandrel, the craftsmanwould have filled the chimney withsand or clay, encased it in clay andpreheated the whole assembly in anoven. Then he would have complet-ed the joining step after applyingthe proper flux e.g. tallow or oliveoil to the join. The clay would haveformed the sides of the mold forthe solder alloy. The additionalapplied hot solder would havereacted with the free edges of thecylinder to create the solderedjoint. Some of the solder remainedas a ridge all along the seam. Thecraftsman would have cut away thelocal protrusions, and only thenwas the chimney finished.
Part 5 was fabricated out of a rela-tively thick (~4 mm) cast leadsheet; the initial shape was a simplesheet blank obtained by cutting theplate to the required dimensions.The blank was probably workedwith tools, or dies, to obtain thedesired final geometry and toleran-ces. Soldering techniques wereused to connect the support to part1 at both ends by a lap joint.
The solid pot-rests (6, 6’, 6”) wereproduced by sand casting or by thecire perdue (lost wax, from theLatin cera perduta) casting meth-od. The decoration was cast in thecomponent by imprinting a pat-tern in the sand-bed on which part6 was cast or by using the cire per-due technique. The pot-rests werethen soldered onto the appropriateplaces using a Pb 50 wt.% Sn leadand tin solder.
4.2.2 Joining techniques
It is quite safe to assume that thejoining technology used for weld-ing the different parts of the bra-zier was soldering. The alloy usedto join the components is Pb – 50wt.% Sn, lead and tin, which has amelting point of about 220o C.
The damaged area of the chimneyadjacent to part 2 ((FFiigg.. 33)) was pro-bably prepared for solder by remov-ing all the particles of dirt and grimelying on the surface of the metal;any sharp edges were removed aswell. Some cleaning solvent wasprobably applied to clean thedamaged areas so that the solderwould adhere directly to the metal.
The damaged area of the chimneywas then locally preheated, and thesolder was fed into the damagedarea. For the repair work, an alloywith a lower tin concentration wasused, about 13.5 wt.% Sn for part6’ and 16.4 wt.% Sn for part 4((TTaabbllee 11--33)), which would raise themelting temperature of the solderby about 60o C. Finally, the brazierwas probably heated up to full ope-rating temperature and the sol-dered area checked in order toensure that there were no furtherleaks. One more damaged area wasexposed at the bottom of part 1((FFiigg.. 44bb)); some repair work wasprobably performed in that regiontoo, as a high local concentration oftin (Sn) was measured in this region.
12. Jahrgang 2012 · Heft 1 91
Fig. 4: The decorated wall of the cylindrical chimney: (a) front view drawing, (b)detailed image of the decorated part of the chimney.

4.2.3 Assembly – parts
The factors involved in determin-ing the quality of the brazierfocus on manufacturing, process-ing and integration of the compo-nents into the finished product.Our investigation leads us to theconclusion that the brazier consistsof two sub-assemblies, which wereassembled separately and designedto be incorporated with the otherparts into the final manufacturedbrazier unit. The first assemblyincludes parts 1, 5 and 3. First parts1 and 5 were joined together; thenthey were joined to part 3 (1+5+3).Parts 1 and 5 (15) were joined bytwo lap joints. Part 3 was fitted onto the top of sub-assembly 15,making sure it was positionedevenly around all sides and thensoldered (135). The second assem-bly included parts 2 and 4 (2+4).Sub-assembly 24 was composed ofparts 2 and 4 connected by a circu-lar lap and/or edge joint. Next, sub-assembly 24 was placed on top ofparts 1 and 3 and soldered allaround using an edge joint; thebrazier’s integration is almost fin-ished. The two assemblies werejoined together (135+24); then atthe last step part 6 was added inthree locations (13524+6) to formthe final assembled brazier device.
The brazier appears to have beenphysically damaged in a few placesduring on-board service, so somerepair work could be studied. Therepair work of the chimney jointwas executed with a lead-tin (Pb-Sn) solder with a higher meltingpoint than the one initially used bythe original craftsmen.
5. Conclusions
A unique lead ship brazier was stud-ied using typological and archaeo-metalurgical methods, includingRT and XRF. The different parts ofthe brazier were all made of recy-cled lead containing between 0.9-2.9 wt.% tin (Sn). Our results re-vealed the manufacturing processof this complex lead object. Thebrazier was manufactured of sixparts (where parts 1-5 had a thick-
ness of 1.2-4.5 mm and part 6 a mas-sive thickness of around 4 cm),including: 1) walls and doublefloor, 2) upper shell cover, 3) fire-bowl upper floor, 4) chimney, 5)inner support and 6) three units ofsolid pot-rests. Parts 4 and 6 weredecorated. Each part of the brazierwas made separately using differentmethods such as casting, hammer-ing, bending and wax casting. Thedifferent parts of the brazier wereconnected by soldering with about50 wt.% tin (Sn) alloy. When thebrazier was used for cooking, waterwas poured through the decoratedcylindrical chimney into the spacebetween the double floor sheets inorder to cool the lead, and to pre-vent it melting during heating, aswell as to vent the hot gases out ofthe brazier. Wood or wood char-coal was presumably used as theheating material in the fire-bowl.As a result of its extensive use andbecause of residual thermal stres-ses, some of the joins of the chim-ney became defective and thechimney was later repaired. Evi-dence of this repair soldering work,with a higher melting point thanthe original solder, was observed inthe chimney, with the new workhaving a higher concentration oftin (Sn).
The complex manufacturing pro-cess of the brazier as well as thedecorated chimney and the repairwork all indicate that this brazierwas a prestige object. The artisansengaged in the production ofEastern Mediterranean lead coffinsand lead braziers, had a commonknowledge of lead working, that iscasting, soldering, closing and de-corating sizeable lead objects ofconsiderable weight. It is thus rea-sonable to assume that lead bra-ziers found in the sea off the coastof the southern Levant were by-products of the suggested EasternMediterranean coastal lead coffinworkshops (Rahmani 1999, 75-84),production of which was moreprofitable with a much higher de-mand. The fact that lead braziersare found almost exclusively in theEastern Mediterranean lends sup-port to such a conclusion. Giventhe close artistic comparanda of
the current brazier and some of thelead coffins found in Ashqelon andCaesarea, one cannot exclude thepossibility that all these items werethe product of either a single work-shop or the same itinerant artisan.One may also assume that lead bra-ziers were sold in coastal centerswhere sea trade was active andvisiting sailors could have graspedthe benefits of such devices.
Acknowledgements
The object was photographed by P.Shrago and drawn by J. Gotlieb ofthe Institute of Archaeology of TelAviv University. Analyses were car-ried out in the laboratories of theDepartment of Materials Engi-neering, Ben-Gurion University ofthe Negev. We are indebted to S.Weingarten for styling the langua-ge and the Publication Committeeof the Israel Antiquities Authority(IAA) for allowing us to study thisobject.
References
Fischer, M. 1998: Marble Studies: Roman
Palestine and the Marble Trade (Kon-
stanz).
Galili, E. 1987: Underwater archaeology,
survey – 1986, Excavations and Surveys in
Israel 5, 109-110.
Galili, E. – Rosen, B. 2010: Two lead bra-
ziers from a Roman-period shipwreck off
the Ashqelon coast. ‘Atiqot 66, 79*-84*.
(Hebrew, English abstract p. 159).
Galili, E. – Rosen, B. 2012: Notes: A
Roman nautical lead brazier: its decoration
and origin, and comparable coastal finds.
Internat. Journal of Nautical Archaeology
41.2, 416-420.
Galili, E. – Rosen, B. – Sharvit, J. 2010:Artifact assemblages from two Roman
shipwrecks off the Carmel coast. ‘Atiqot 63,
61-110.
Galili, E. – Sharvit J. 1999a: Ship fittings
and devices used by ancient mariners:
finds from underwater surveys off the
Israeli coast. Internat. Symposium on Ship
Construction in Antiquity, Tropis 5
(Athens) 167-183.
92 Technology of an ancient ship brazier · D. Ashkenazi u.a.

Galili, E. – Sharvit, Y. 1999b: Underwater
survey in the Mediterranean 1992-1996. Ex-
cavations and Surveys in Israel 19, 96*-100*.
Galili, E. – Sharvit, Y. 1999c: Haifa,
underwater surveys. H. adashot Arkheolo-
giyot – Excavations and Surveys in Israel
110, 15*-20*.
Galili, E. – Sharvit, Y. – Bahat-Silberstein,N. 1998: Yavné Yam, Underwater survey.
Excavations and Surveys in Israel 18, 77-
78.
Galili, E. – Sharvit, J. – Dahari, U. 2000:Ashqelon, underwater survey. H. adashot
Arkheologiyot – Excavations and Surveys
in Israel 111, 82*-83*.
Galili, E. – Sharvit, J. – Dahari, U. 2001:Ashqelon and the sea in light of the under-
water and coastal archaeological findings,
in: Sasson, A. – Safrai, Z. – Sagiv, N. (eds.),
Ashkelon: A city on the seashore (Ashke-
lon) 11-38 (Hebrew, English abstract, p.
IV).
Koch, G. – Sichtermann, H. 1982: Römi-
sche Sarkophage (Munich).
Leonard, M.R. 1973: Braziers in the Bo-
drum Museum. American Journal of Ar-
chaeology 77.1, 19-25.
Oswald, F. – Pryce, T.D. 1920: An Intro-
duction to the Study of Terra Sigillata
(London).
Raban, A. – Galili, E. 1985: Recent mar-
itime archaeological research in Israel – a
preliminary report. Internat. Journal of
Nautical Archaeology 14, 321-356.
Rahmani, L.Y. 1999: A Catalogue of
Roman and Byzantine Lead Coffins from
Israel (Jerusalem).
Rotroff, S.I. 1982: Hellenistic Pottery.
Athenian and Imported Moldmade Bowls.
The Athenian Agora XXII (Princeton).
Toynbee, J.M.C. – Ward Perkins, J.B. 1950:Peopled scrolls: a Hellenistic motif in
Imperial Art. Papers of the British School
at Rome 18, 1-43.
Addresses
Dr. Dana Ashkenazi
School of Mechanical Engineering
Tel Aviv University
Ramat Aviv
Tel Aviv 69978
Israel
Prof. Dr. Moshe Fischer
Department of Archaeology and Ancient
Near Eastern Cultures
Tel Aviv University
Ramat Aviv
Tel Aviv 69978
Israel
Prof. Dr. Adin Stern
Department of Materials Engineering
Ben-Gurion University
Beer Sheva 84105
Israel
Prof. Dr. Oren Tal
Department of Archaeology and Ancient
Near Eastern Cultures
Tel Aviv University
Ramat Aviv
Tel Aviv 69978
Israel
12. Jahrgang 2012 · Heft 1 93