
Natural Gas Processing Processing_Lectures 2,3.pdfNatural Gas Processing Dr. Stathis Skouras, ......
20
Natural Gas Processing Dr. Stathis Skouras, Gas Processing and LNG RDI Centre Trondheim, Statoil, Norway
Transcript of Natural Gas Processing Processing_Lectures 2,3.pdfNatural Gas Processing Dr. Stathis Skouras, ......

Natural Gas Processing
Dr. Stathis Skouras, Gas Processing and LNG
RDI Centre Trondheim, Statoil, Norway

Outline
Natural Gas Processing
• Gas quality specifications
• Water dew point (WDP)
• Acid gas removal (AGR)
• Trace component removal (H2S and Hg)
2

Gas Processing
Why gas processing?
• Ensure unproblematic transport and processing
• Prevent ice and gas hydrates
• Prevent condensation of hydrocarbon liquids
• Prevent corrosion and erosion of equipment
• Fulfill commercial requirements
• Ensure safe use of gas to end-users
3

Gas quality specs along the value chain (1/2)
Specifications for “rich gas” transport Offshore processes
Prepares gas for
further transport
Onshore processes
Designation and unit Specification
Max operating pressure (barg) 210
Min operating pressure (barg) 112
Max operating temperature (°C) 60
Min operating temperature (°C) -10
Max cricondenbar pressure (barg) 105
Max cricondentherm temperature (°C) 40
Max water dew point (°C at 69barg) -18
Max carbon dioxide (mole%) 2
Max hydrogen sulphide and COS (ppmv) 2
Max O2 (ppmv) 2
Max daily average methanol content (ppmv) 2.5
Max peak methanol content (ppmv) 20
Max daily average glycol content (LT/MSm3) 8
4
• Space and weight
limitations
• Expensive labour
• Expensive utilities
(cooling, water,
chemicals, electricity)
• Escape issues
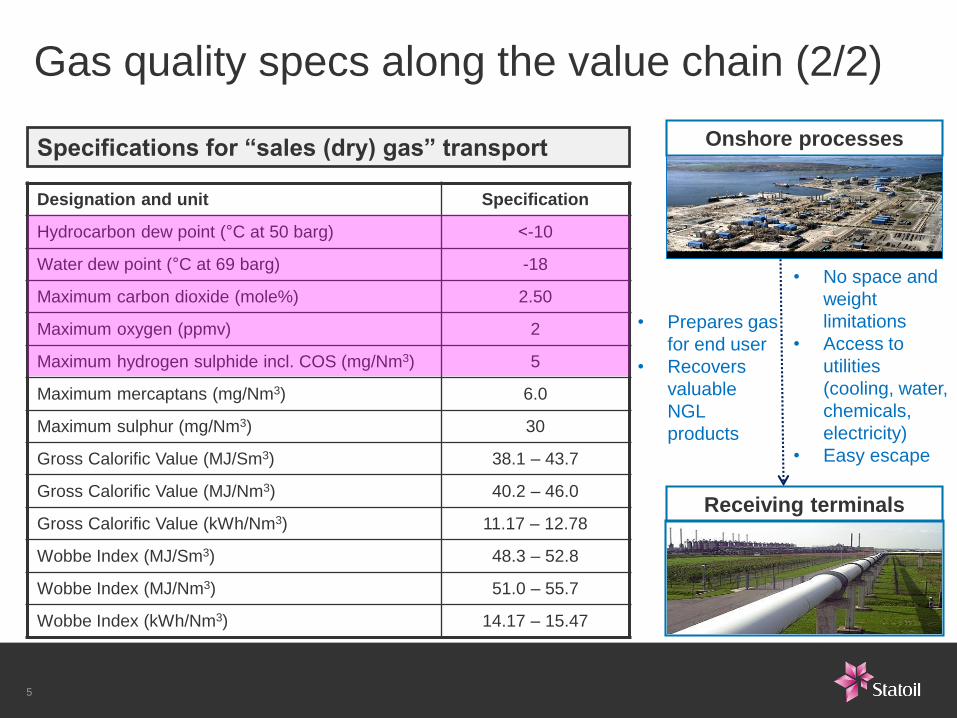
Specifications for “sales (dry) gas” transport
Gas quality specs along the value chain (2/2)
• Prepares gas
for end user
• Recovers
valuable
NGL
products
Onshore processes
Receiving terminals
Designation and unit Specification
Hydrocarbon dew point (°C at 50 barg) ˂-10
Water dew point (°C at 69 barg) -18
Maximum carbon dioxide (mole%) 2.50
Maximum oxygen (ppmv) 2
Maximum hydrogen sulphide incl. COS (mg/Nm3) 5
Maximum mercaptans (mg/Nm3) 6.0
Maximum sulphur (mg/Nm3) 30
Gross Calorific Value (MJ/Sm3) 38.1 – 43.7
Gross Calorific Value (MJ/Nm3) 40.2 – 46.0
Gross Calorific Value (kWh/Nm3) 11.17 – 12.78
Wobbe Index (MJ/Sm3) 48.3 – 52.8
Wobbe Index (MJ/Nm3) 51.0 – 55.7
Wobbe Index (kWh/Nm3) 14.17 – 15.47
5
• No space and
weight
limitations
• Access to
utilities
(cooling, water,
chemicals,
electricity)
• Easy escape

• Water occurs naturally in the reservoir
• Free water phase is removed in 3-phase separators
• Water (vapour) is physically dissolved in the natural gas
(in equilibrium)
• Water must be removed from the gas to avoid:
− Free water in gas pipelines (corrosion)
− Ice/hydrate formation (plugging of equipment and pipes)
• Water removal processes:
− Condensation (cooling and separation)
− Absorption by glycol processes (moderate dew-pointing)
− Adsorption on solids (severe dew-pointing)
Water dew point
6

7 -
Water dependency of water dew point line
Phase envelopes
0
20
40
60
80
100
120
140
160
180
200
-150 -100 -50 0 50 100 150 200
Temperature [C]
Pre
ss
ure
[B
ar]
HC curve
3 % Water
2 % Water
1 % Water
0.5 % Water
0.1 % Water
0.05 % Water

Water dew point specifications
Transport
specification:
-18ºC at 69 barg
(20-30 ppm)
Process needed:
Glycol absorption
process
Offshore processes Onshore processes
Process
specification:
0.1 to 1 ppmv
Process needed:
Adsorption on
solids
8

Glycol
Contactor
Cooler
Filters
Glycol
Regenerator
Surge drumPump
Filter
Glycol/condensate
separator
Wet natural
gas
Dry natural gas
Rich TEG
Lean TEG
LT HX HT HX
Water
vapour
Flash drumP=70 bar
T=30ºC
P=1bar
T=200ºC
• Counter-current mixing with tri-ethylene glycol (TEG)
• Meets pipeline water dew point specifications (-18ºC at 69 barg)
Water removal offshore - Glycol absorption (physical)
9

Water removal onshore - Adsorption on solids
10
• Adsorption in to a solid material
− Used in “deep” gas processing at low temperatures
− Removal of smaller amounts of water
− Extreme dryness, down to 0.1 ppm water
• Porous structures with high internal surface area (200 –
800 m2/g)
• Strong affinity for water, 5 – 25 % by weight
• Common adsorbents
− Molecular sieve (3A or 4A type) (Zeolite)
− Activated alumina (Al2O3)
− Silica gel (SiO2)
• Regenerative process

Water removal by adsorption

12 -
TSA or PSA
Source: Engelhard
Regeneration at
low pressure and
high temperature
Absorption at
high pressure and
low temperature

Acid/sour gas removal (CO2 and H2S)
• Most natural gas contains acid gas
− CO2 (acid)
− H2S and other sulfur compounds (sour)
• Why remove acid gas:
− Corrosion induced by acid gas (+ free water)
− Freezing of acid gas in process equipment
− Sales specifications
− Toxicity and reactivity (H2S)
• Typical specification for sweetened gas:
− CO2 in pipeline gas: <2 - 2.5 mol%
− CO2 in LNG: <50 ppmv CO2 (very low because of very low process temperatures)
− H2S: a few ppmv
13

Acid gas removal (CO2 and H2S) by absorption (physico-chemical) in amines
14

H2S (traces) removal on metal oxide
15
• Scavenger (offshore)
− Reactive amines based solution (triazines)
injected as chemicals
− Normally used off-shore for small amounts of H2S
− Non-regenerative
• Adsorption (onshore)
− Reaction oxides like for instance Iron oxide or
Zink Oxide
− MeO + H2S MeS + H2O
− <0.1ppmv H2S in product gas
− Non-regenerative
N
N
N
R
RRS
N
N
R
R
RNH2
R= CH3, CH
2CH
2OH
H2S +
H2S
S
S
NR
RNH2+
H2S
S
S
S
RNH2+

• Occurs naturally in virtually all oil & gas reservoir
• Mineral cinnabar (red), HgS, is believed to be the
main source of mercury in reservoirs
• Concentrations vary from few to hundreds of ppb
• Mercury compounds are highly toxic
Mercury in oil & gas
Geologic cinnabar, HgS (red)
16
➢ Hg°
➢ Hg+2X➢ R-Hg➢ HgS

Introduction – Mercury concentration in gas & condensate
* Yan, Ind. Eng. Chem. Res. 33 (1994) 3010-3014
** Abu El Ela et al., Oil & Gas J., vol. 104, (2006)
SE Asia, Australia
Hg (gas) = 200-300 µg/m3*
Hg (cond.) = 10-800 ppb
South America
Hg (gas) = 50-120 µg/Sm3**
Hg (cond.) = 26-40 ppb*
Africa (Nigeria)
Hg (gas) = 50-80 µg/m3*
Hg (cond.) = 500-1000 ppb**
NCS
Hg (gas) = 0.01-40 µg/m3
Northern Europe
Hg (gas) = 180 µg/m3*
North Africa
Hg (gas) = 50-80 µg/Sm3**
Hg (cond.) = 26-40 ppb*
➢ Hg°
➢ Hg+2X➢ R-Hg➢ HgS
23 august
201517Classif
ication
:

Introduction – Mercury implications
1. Process Equipment
✓ When in liquid form, can lead to equipment failure (Heat Exchangers) either through corrosion or Liquid Metal Embrittlement (LME)
✓ Adsorbs on equipment and pipelines
2. Health-Safety-Environment
✓ How to handle equipment during maintenance (entrance, hot work)
✓ How to dispose contaminated equipment, wastes (treat before recycle)?
✓ Special guidelines and procedures are necessary
23 august
201518Classif
ication
:
For gas and LNG processing, where aluminium equipment
is used, a specification of0.01 μg/Sm3 (10 ng/Sm3)
is established

Mercury removal by adsorption on solidsMain removal methods:
• Sulfur impregnated activated carbon
Hg + S HgS
• Reaction between Hg and a metal sulfide
(typically alumina) forming HgS (Chemisorption)
Hg + MSx MS(X-1) + HgS
• 10 ng/Sm3 Hg in product gas (LNG spec.)
• Can not be regenerated
• Typical intervals for adsorption beds: 4-6 years
19

20
Presenters name: Dr. Stathis Skouras
Presenters title: Principal Researcher
[email protected], tel: +47 97 69 59 62
www.statoil.com
Thank you


















