NAS For Baddi Assorted Cluster -...
123
For MSME Design Clinic 2013 jyoti kumar IIT Delhi 1/18/2013 NAS For Baddi Assorted Cluster
Transcript of NAS For Baddi Assorted Cluster -...

For MSME Design Clinic
2013
jyoti kumar
IIT Delhi
1/18/2013
NAS For Baddi Assorted Cluster
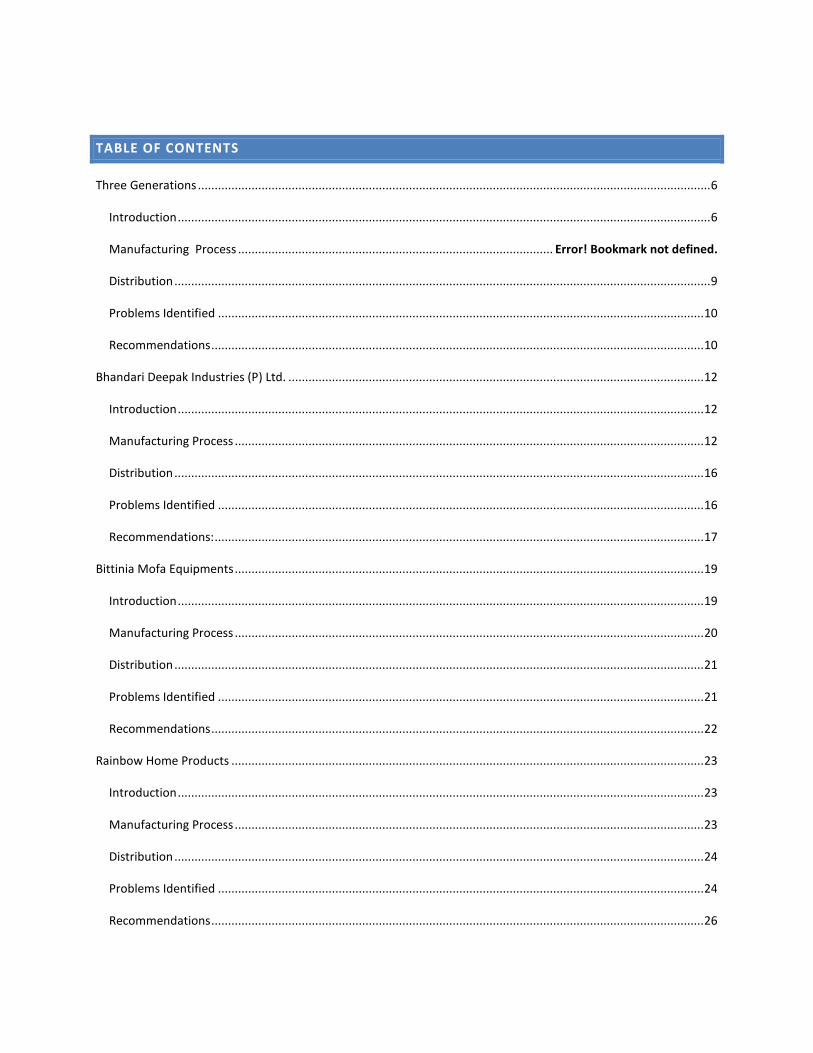
TABLE OF CONTENTS
Three Generations ......................................................................................................................................................... 6
Introduction ............................................................................................................................................................... 6
Manufacturing Process .............................................................................................. Error! Bookmark not defined.
Distribution ................................................................................................................................................................ 9
Problems Identified ................................................................................................................................................. 10
Recommendations ................................................................................................................................................... 10
Bhandari Deepak Industries (P) Ltd. ............................................................................................................................ 12
Introduction ............................................................................................................................................................. 12
Manufacturing Process ............................................................................................................................................ 12
Distribution .............................................................................................................................................................. 16
Problems Identified ................................................................................................................................................. 16
Recommendations: .................................................................................................................................................. 17
Bittinia Mofa Equipments ............................................................................................................................................ 19
Introduction ............................................................................................................................................................. 19
Manufacturing Process ............................................................................................................................................ 20
Distribution .............................................................................................................................................................. 21
Problems Identified ................................................................................................................................................. 21
Recommendations ................................................................................................................................................... 22
Rainbow Home Products ............................................................................................................................................. 23
Introduction ............................................................................................................................................................. 23
Manufacturing Process ............................................................................................................................................ 23
Distribution .............................................................................................................................................................. 24
Problems Identified ................................................................................................................................................. 24
Recommendations ................................................................................................................................................... 26
Cozy Auto ..................................................................................................................................................................... 29
Introduction ............................................................................................................................................................. 29
Manufacturing Process ............................................................................................................................................ 29
Distribution .............................................................................................................................................................. 31
Problems identified ................................................................................................................................................. 32
Recommendations ................................................................................................................................................... 33
SV Enterprises .............................................................................................................................................................. 34
Introduction ............................................................................................................................................................. 34
Manufacturing Process ............................................................................................................................................ 34
Distribution .............................................................................................................................................................. 37
Problems Identified ................................................................................................................................................. 37
Recommendations: .................................................................................................................................................. 38
Golden Textiles ............................................................................................................................................................ 40
Introduction ............................................................................................................................................................. 40
Manufacturing Process ............................................................................................................................................ 40
Distribution .............................................................................................................................................................. 42
Problems Identified ................................................................................................................................................. 43
Recommendations ................................................................................................................................................... 43
HIM Engineers India pvt. ltd. ....................................................................................................................................... 45
Introduction ............................................................................................................................................................. 45
Manufacturing Process ............................................................................................................................................ 45
Distribution .............................................................................................................................................................. 47
Problems Identified ................................................................................................................................................. 47
Recommendations ................................................................................................................................................... 48
Landmark Crafts Pvt. Ltd.............................................................................................................................................. 50
Introduction ............................................................................................................................................................. 50
Manufacturing Process ............................................................................................................................................ 50

Distribution .............................................................................................................................................................. 53
Problems Identified ................................................................................................................................................. 54
Recommendations ................................................................................................................................................... 55
BNAL Prefab Private Limited ........................................................................................................................................ 56
Introduction ............................................................................................................................................................. 56
Manufacturing Process ............................................................................................................................................ 56
Distribution .............................................................................................................................................................. 60
Problems Identified ................................................................................................................................................. 61
Recommendations ................................................................................................................................................... 62
Steelbird Hi-Tech India Ltd. ......................................................................................................................................... 66
Introduction ............................................................................................................................................................. 66
Manufacturing Process ............................................................................................................................................ 67
Distribution .............................................................................................................................................................. 72
Problems Identified ................................................................................................................................................. 73
Recommendations ................................................................................................................................................... 73
Supreme Engravers ..................................................................................................................................................... 76
introduction ............................................................................................................................................................. 76
Manufacturing Process ............................................................................................................................................ 76
Distribution .............................................................................................................................................................. 79
Problems Identified ................................................................................................................................................. 79
Recommendations ................................................................................................................................................... 81
JKD Metals ................................................................................................................................................................... 82
Introduction ............................................................................................................................................................. 82
Manufacturing Process ............................................................................................................................................ 82
Distribution .............................................................................................................................................................. 86
Problems Identified ................................................................................................................................................. 87
Recommendations ................................................................................................................................................... 87

Thakur Poly Packs ........................................................................................................................................................ 89
Introduction ............................................................................................................................................................. 89
Manufacturing Process ............................................................................................................................................ 89
Distribution .............................................................................................................................................................. 92
Problems Identified ................................................................................................................................................. 92
Recommendations ................................................................................................................................................... 93
Unique Hydraulics Pvt. Ltd........................................................................................................................................... 94
Observations ............................................................................................................................................................ 94
Manufacturing Process ............................................................................................................................................ 94
Distribution .............................................................................................................................................................. 96
Problems Identified ................................................................................................................................................. 97
Recommendations ................................................................................................................................................... 98
V K Textiles (Printing Division) ................................................................................................................................... 100
Introduction ........................................................................................................................................................... 100
Manufacturing Process .......................................................................................................................................... 100
Distribution ............................................................................................................................................................ 103
Problems Identified ............................................................................................................................................... 104
Recommendations ................................................................................................................................................. 105

THREE GENERATIONS
INTRODUCTION
What does the unit do? Manufactures Side Luggage Boxes of Motorcycles (dikki)
What are the raw materials used? PPCP(Polypropylene co polymer) for the main body.
How are the raw material procured? Stored? Raw material is procured in granular form from other firms.
Image 1 Raw Materials
MANUFACTURING PROCESS
What is the process of manufacturing?
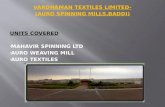
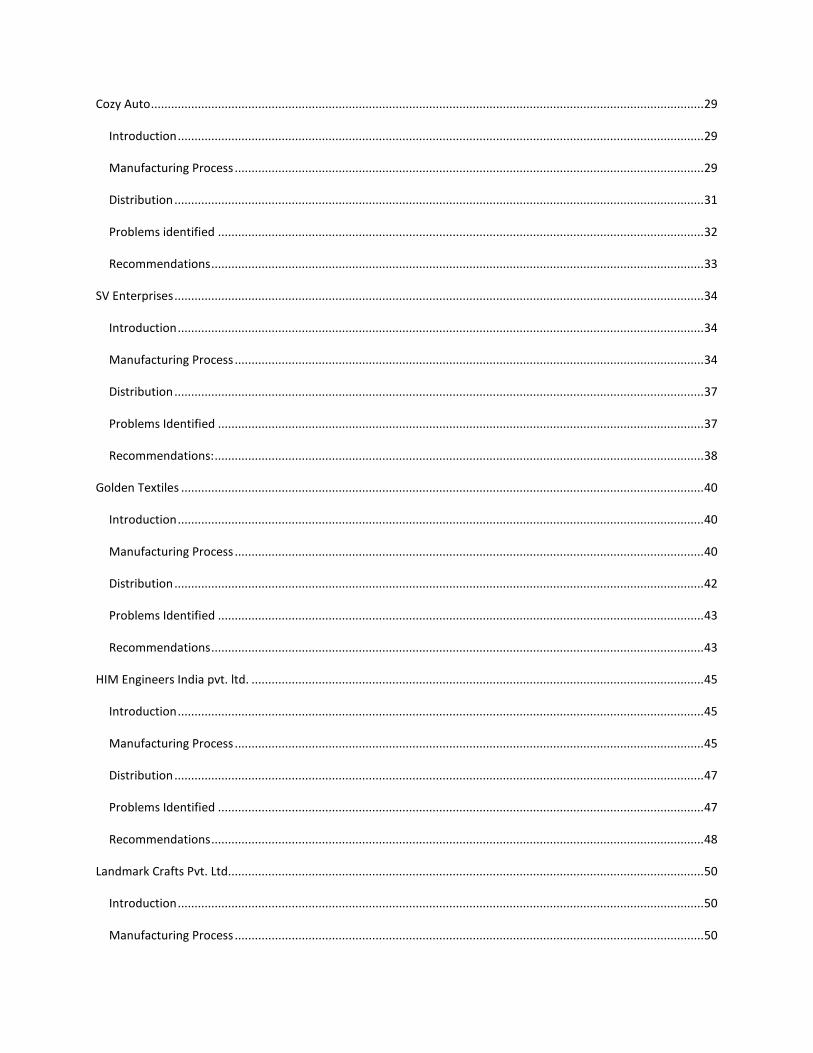
Step 1 Main body is made by injection molding process. Moulds are
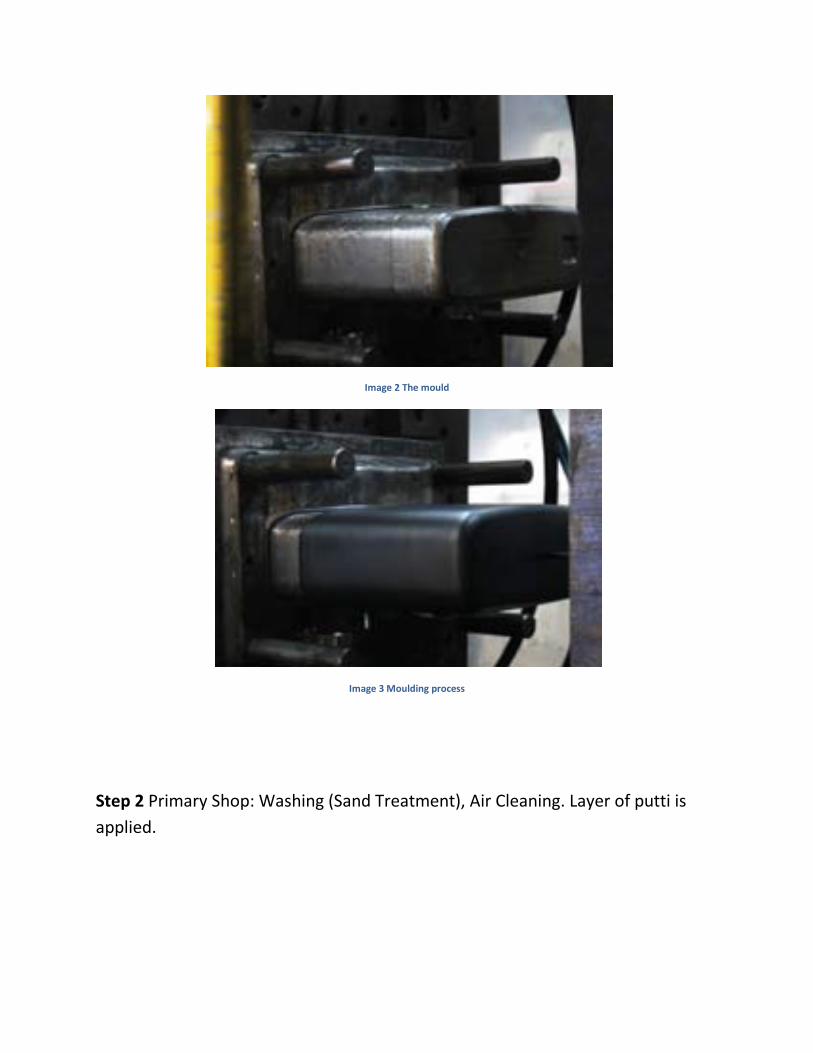
Image 2 The mould
Image 3 Moulding process
Step 2 Primary Shop: Washing (Sand Treatment), Air Cleaning. Layer of putti is applied.

Image 4 PUTTI BEING APPLIED BY THE WORKERS
Step 3 Paint shop: painting is done. Then varnish is applied.
Image 5 THE BOXES ARE SRAY PAINTED
Then heating of the colored Side Box is done in a large drying machine.
Image 6 HEATING MACHINE
Step 4 Stickers are prepared and applied

Image 7 STICKERS OF COMPANY BEING APPLIED
Step 5 Fitting Shop: All parts are fitted and packaged
DISTRIBUTION
How is it sold?
It is sold through Retailers in collaboration with automobile companies.
How is advertising done?
Through print media and pamphlets.

PROBLEMS IDENTIFIED
Ergonomics related problem: The workers had to stand and work for 8 hours.
Packaging, logistics and storage: Packaging is not upto the mark. Logistics depend upon 2 persons at the factory and storage is done in a go-down.
Shop floor management: Shop floor space is not organized. An organized shop floor can be implemented.
Visual identity, branding, graphics: The company does not have any logo. Branding is not that strong. There is no R&D department for graphics.
Marketing, advertising: The product is not marketed properly in spite of being a quality product. Advertising is limited to print media.
Wastage: No proper usage of wastage. Most of the waste materials are sold to scrap.
Inter cluster communication: Is totally manual in this age of machines.
RECOMMENDATIONS
Product improvement: New forms of boxes can help. A design department should be formed to deal with it. New design of boxes should be introduced.
Ergonomics/ workstation improvement: Convenient sitting arrangements should be made for workers who are standing for long hours. Long Stools or backrest type structures can be installed.
Process improvement: Instead of applying stickers, Templates can be made and applied at a much larger rate.
Floor space is not organized and the processes are haphazard. Proper orientation of floor space is required.
Image 8 An ideal format of different floor spaces
Packaging improvement: New Logo can give a great identity to the company and can help a lot in marketing.
Branding improvement: Outreach of the brand has to be improved through proper advertising. An add campaign can help.
Marketing improvement: The website has to be updated properly. Purchase of the helmets can be made possible through the company’s website, or even through different online shopping websites.
Wastage minimize: Waste materials were produced. Like the paint that is wasted is can be reused would be of great help.

BHANDARI DEEPAK INDUSTRIES (P) LTD.
INTRODUCTION
Name of the unit: Bhandari Deepak Industries (P) Ltd.
What does the unit do? The unit manufactures semi kraft paper and corrugated boxes.
What are the raw materials used? Waste paper and wheat husk.
How are the raw material procured? Stored? Wheat husk comes from nearby villages and waste paper from various sources. The wheat husk and paper is stored temporarily in sheds at the rear side of the manufacturing unit.
MANUFACTURING PROCESS
What is the process of manufacturing?:
Step 1-> Digestion : Wheat husk and paper are ferried on conveyor belts from their storage areas and are separately digested using chemicals.
Input point for digestor
Wheat husk/paper storage

Step 2 -> Refining: the husk is washed twice with water jets to remove bigger particles and impurities like alkalis and other chemicals.
Step 3 ->Crushing/Foaming: The digested material is then ground/crushed to bring down its particle size.
Rotating digestors apply heat and chemicals to wheat husk and paper pulp.
Slurry after being washed is moved away for further refining/grinding.
Jets of water are applied to digested pulp to remove chemicals and alkalis.

Step 4 -> Removing knots: The two pulps- paper pulp and husk pulp are now mixed in equal quantities and digested further together in 7-8 tanks.
Step 5 -> Sheet manufacturing: The combined processed pulpy foamy liquid is now taken to the main paper making machine where it is spread to form sheets and there are suckers below them. The suckers suck out all the water in the pulp. Further it is pressed with steam. This process removes about 50% of water. The sheets are further rolled and dried to produce final paper sheets which are rolled and kept.
Machines further grind the pulp to shorten fibre size/reduce paper to liquidy pulp.
Machines remove all knots in the mixture and reduce the pulp to a foamy texture.
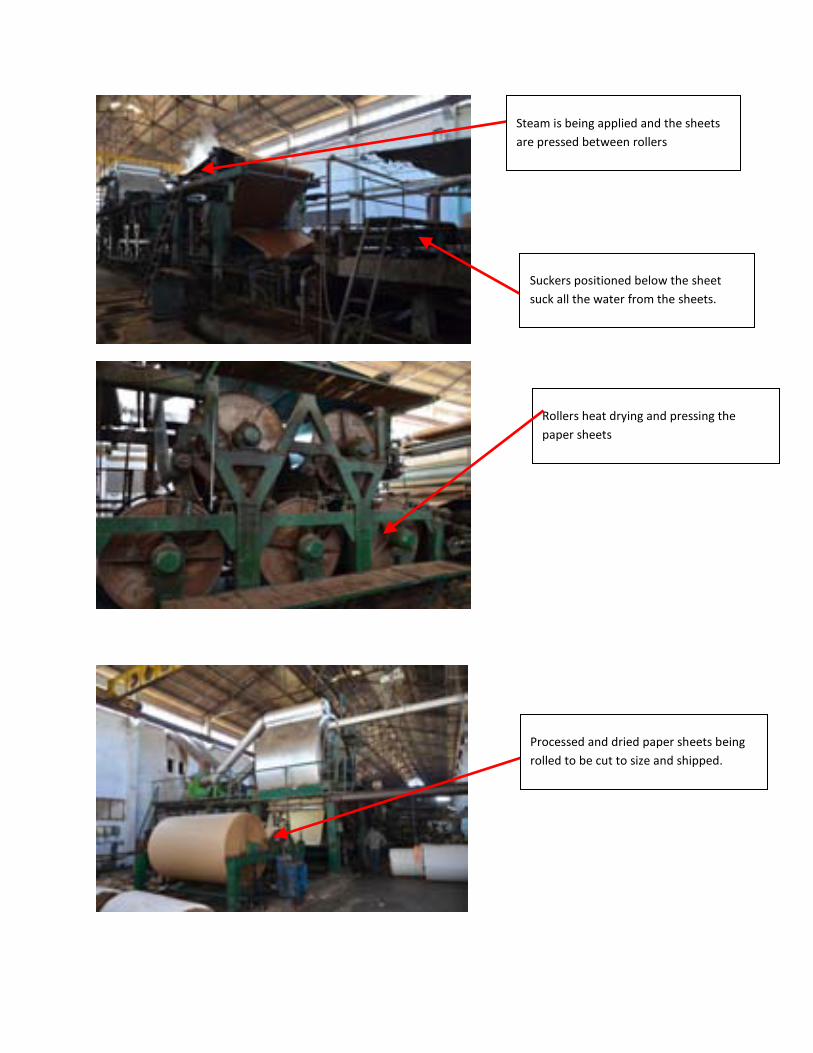
Rollers heat drying and pressing the paper sheets
Steam is being applied and the sheets are pressed between rollers
Suckers positioned below the sheet suck all the water from the sheets.
Processed and dried paper sheets being rolled to be cut to size and shipped.
Wastage:
There is minimal wastage in the manufacturing process. This is because in case there is any wastage regarding the pulp, it can be re-fed into the digester along with new raw material and made into new paper.
DISTRIBUTION
What are the products?
Craft paper and corrugated boxes.
How is it sold?
Orders are received and executed directly from clients. These clients are the ones that have been developed over time due to networking.
How is advertising done?
No advertising is done, new orders from new clients are taken only on recommendation basis.
How is product packaged?
Paper rolls are packaged in plastic sack rolls.
PROBLEMS IDENTIFIED
Any ergonomics related problem:
Workers work very closely to the rollers which may be dangerous. There is system of protection in case they were to fall.

Miscellaneous: Cleanliness and material handling was a big issue. Hot water flows in open gutters and poses threat to people working around. The cleanliness also causes maintenance issues increasing the cost for maintaining the machines and also affecting their efficiency. Lighting (illumination) could also be increased.
RECOMMENDATIONS:
Ergonomics/ workstation improvement:
• Worker safety issues need to be addressed. The workers are working dangerously close to massive rollers and heat digesters and wear no protection gear as such. Such issues need to be addressed.
Workers working dangerously close to the rollers.
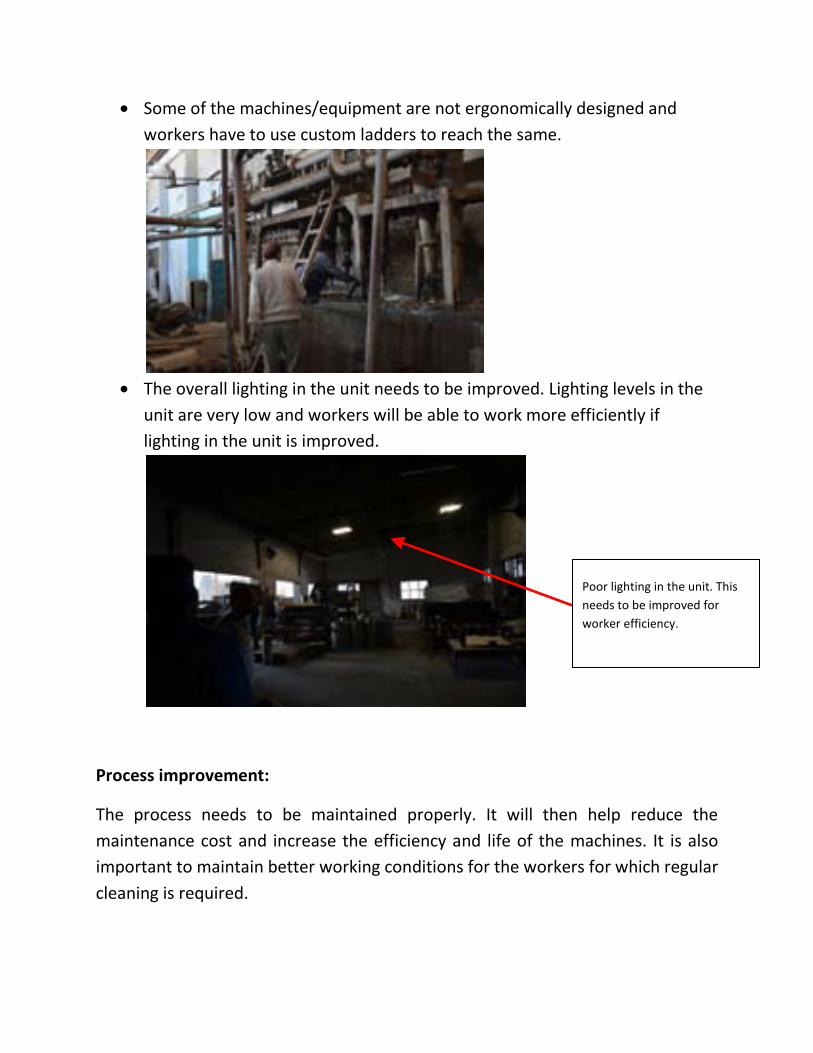
• Some of the machines/equipment are not ergonomically designed and workers have to use custom ladders to reach the same.
• The overall lighting in the unit needs to be improved. Lighting levels in the
unit are very low and workers will be able to work more efficiently if lighting in the unit is improved.
Process improvement:
The process needs to be maintained properly. It will then help reduce the maintenance cost and increase the efficiency and life of the machines. It is also important to maintain better working conditions for the workers for which regular cleaning is required.
Poor lighting in the unit. This needs to be improved for worker efficiency.

BITTINIA MOFA EQUIPMENTS
INTRODUCTION
Name of the Unit- BITTINIA MOFA Equipments
Background:
BITTINIA MOFA Equipments is registered under MSME Enterprise. BITTINIA MOFA Equipments is involved in fabrication equipments like Reactor, Mixer for textile and FMCG industries.
Products:
The unit produces mixers, reactors for textile and FMCG Industries. Also the unit manufactures equipments for Aluminium Industry. Steel racks are also produced here.
Raw Material:
M.S., S.S and Alloy steel sheets for fabrication of equipments. Steel pipes, bars, flanges, steel plates.
Product 1- Mixer for Food Industry
Product 2- Equipment for Aluminium Industry
Product 3- Equipment for Aluminium Industry.

Raw material Procurement-
Raw material is procured from steel industries situated nearby Delhi and Haryana.
MANUFACTURING PROCESS
REACTORS/MIXERS:
Step 1: Metal Sheet Cutting
Metal sheets are cut using gas cutting technology.
.
Step 2: Metal Sheet Bending
Metal sheet is passed between two big rollers in order to give a desired shape.
Step 3: Fabrication
Using MIC/TIG and ARC welding products are fabricated.
Picture 1- Gas Cutting Process
Picture 2- Metal Sheet Bending Process
Picture 3- Metal Sheet Fabrication Process

.
Step 4: Finishing
Finally fabricated product is finished using grinding and buffing.
DISTRIBUTION
Product selling strategy: Quotations are filed in the client company and based on the quotations orders are placed. HINDALCO is identified as their main client and products are directly sold to them.
Advertising: As per observation there was no advertising of products.
Product Packaging: Finished products are packed with cushions and cartons and sent to client after inspection.
PROBLEMS IDENTIFIED
Ergonomic Related Problem: Ergonomic problem identified in material transfer. No proper arrangement for finished product shifting.
Training related problems: Workers were of both the types like skilled and semiskilled. Generally training was provided by skilled worker to unskilled. No safety training is provided.
Packaging, Logistic and Storage problems: Storage place is not convenient to access and raw material shifting can be improved.
Visual identity, branding and graphics: Company doesn’t have registered brand identity. And graphics are not generally used in product branding.
Picture 4- Finishing Process (Buffing and Grinding)

Marketing: In this unit order is taken from known clients or from contacts of prior clients based and hence no marketing is being done. The firm may look beyond the traditional methods of getting clients to increase profitability.
Inter cluster communication: The proprietor claimed that they are the sole vendors for a leading tractor company and there are no competitors for the same. However, there must be other such manufacturers, may be for some other company whom the proprietor does not realize as important to communicate with.
RECOMMENDATIONS
Storage Improvement: Storage area can be improved in order to increase the productivity. More effort and manpower is required for the current storage area for loading and unloading. Color coding of raw material can be improved so that worker can understand about the material.
RAINBOW HOME PRODUCTS
INTRODUCTION
Name of the unit: Rainbow Home Products What does the unit do?: Mixing of chemicals like Floor Cleaners, Packaging the same into containers and sealing them. What are the raw materials used?:
• Vats of produce from customers like Big Bazar, Spencer’s and other retail outlets.
• Plastic containers from local manufacturers How are the raw material procured? Stored?: In vats on the shopfloor
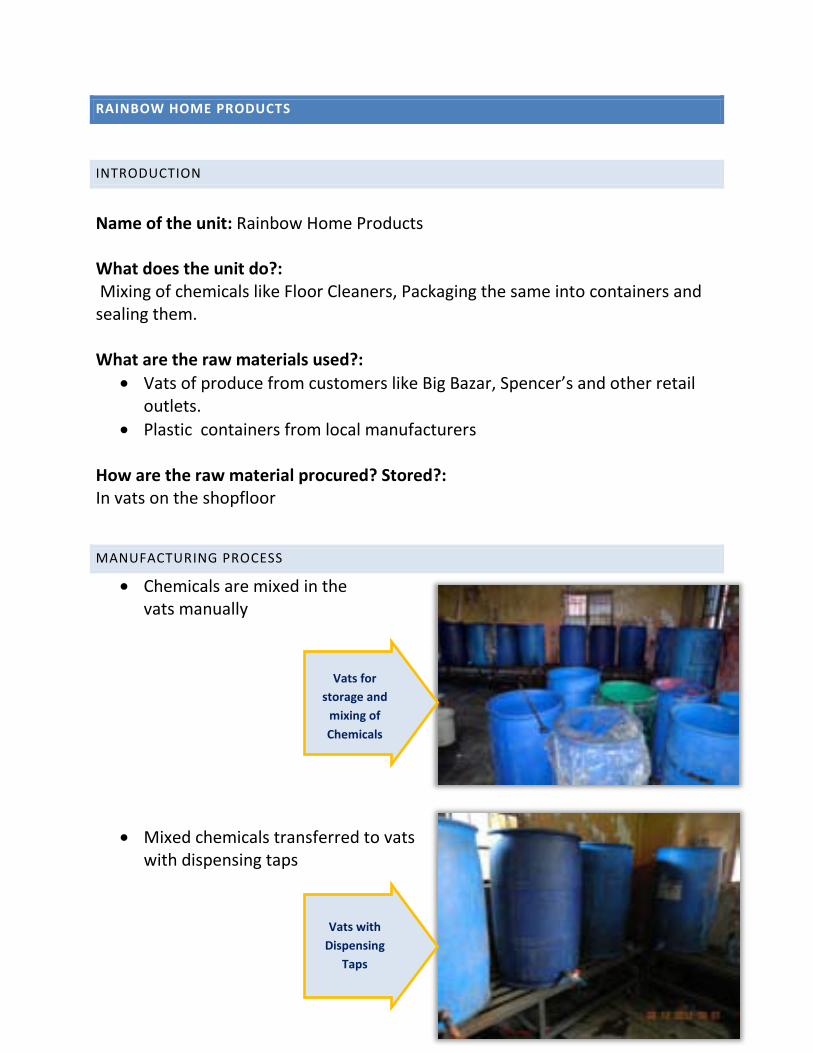
MANUFACTURING PROCESS
• Chemicals are mixed in the vats manually
• Mixed chemicals transferred to vats with dispensing taps
Vats for storage and
mixing of Chemicals
Vats with Dispensing
Taps

• Poured manually into plastic containers • Lids sealed in sealing machines
DISTRIBUTION
What are the products?: Sealed bottles of phenols, wall and floor cleaners, etc. How is it sold? Orders received from retail chains. Materials for packaging arrive from manufacturing companies. Competition is from other local packaging units. How is advertising done? No advertising used. How is product packaged? As specified by customer.
PROBLEMS IDENTIFIED
Ergonomics related problem: Vats are kept on the floor. The dispensing taps too close to the floor. The workers have to stoop considerably to fill bottles from taps.
Machine for sealing caps
of containers

Packaging, logistics and storage: Storage area is in the same room resulting in haphazard and inconvenient workflow.
Height of dispensing
taps not enough
This position hurts the worker

Shop floor management: Storage, work in progress, and storage of finished bottles’ areas are all mixed up. The lack of even loose demarcation of areas results in confused and inefficient traffic in the Shop floor.
Visual identity, branding, graphics: Non-existent. Marketing, advertising: Non-existent.
RECOMMENDATIONS
Product improvement: As far as the service, packaging, is involved, it can be made faster and more cost effective. Ergonomics/ workstation improvement: If the position of the dispensing taps could be raised it would greatly increase the rate of work. The position of taps is such that a person has to sit on his haunches, balancing on his heels and fill pretty heavy containers. A new device for mixing and dispensing can also be devised which will increase the rate of work.
Filled & sealed bottles.
New containers
Mixing & Dispensing Vats
Cartons of filled
containers
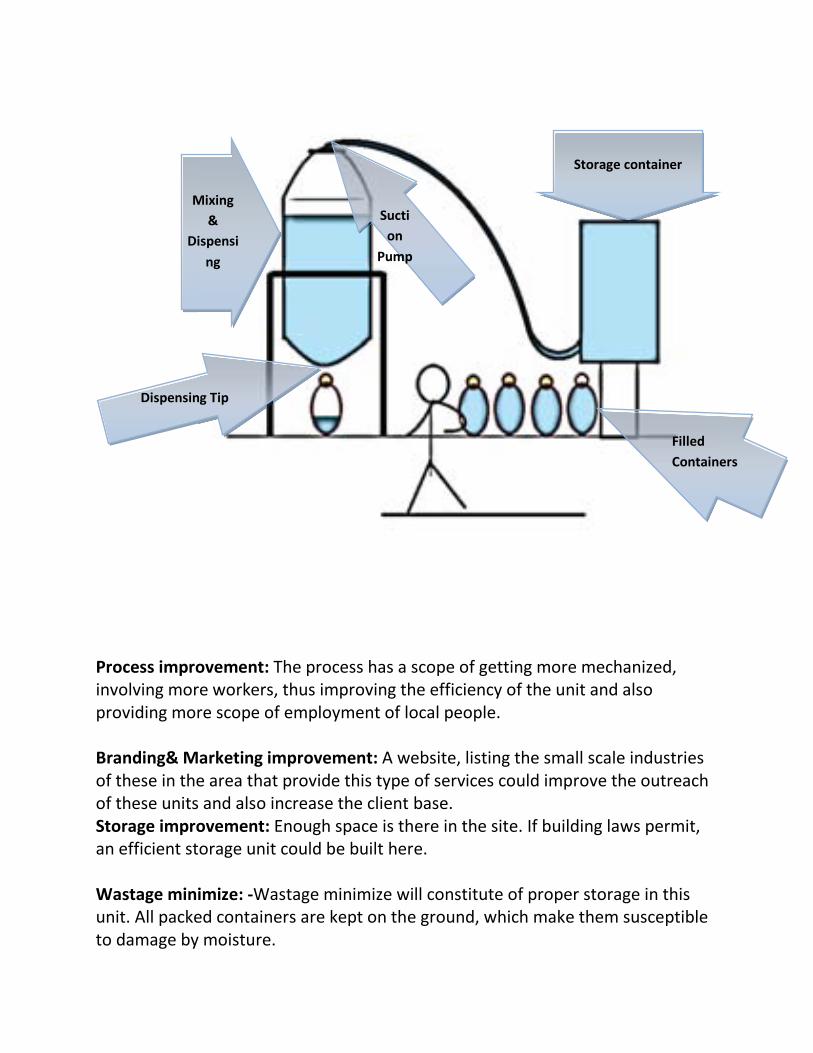
Process improvement: The process has a scope of getting more mechanized, involving more workers, thus improving the efficiency of the unit and also providing more scope of employment of local people. Branding& Marketing improvement: A website, listing the small scale industries of these in the area that provide this type of services could improve the outreach of these units and also increase the client base. Storage improvement: Enough space is there in the site. If building laws permit, an efficient storage unit could be built here.
Wastage minimize: -Wastage minimize will constitute of proper storage in this unit. All packed containers are kept on the ground, which make them susceptible to damage by moisture.
Storage container
Mixing &
Dispensing
Suction
Pump
Dispensing Tip
Filled Containers

A proper storage unit, separate for packed and open materials is necessary to minimize wastage due to damage.
COZY AUTO
INTRODUCTION
Name of the Unit: COZY AUTO
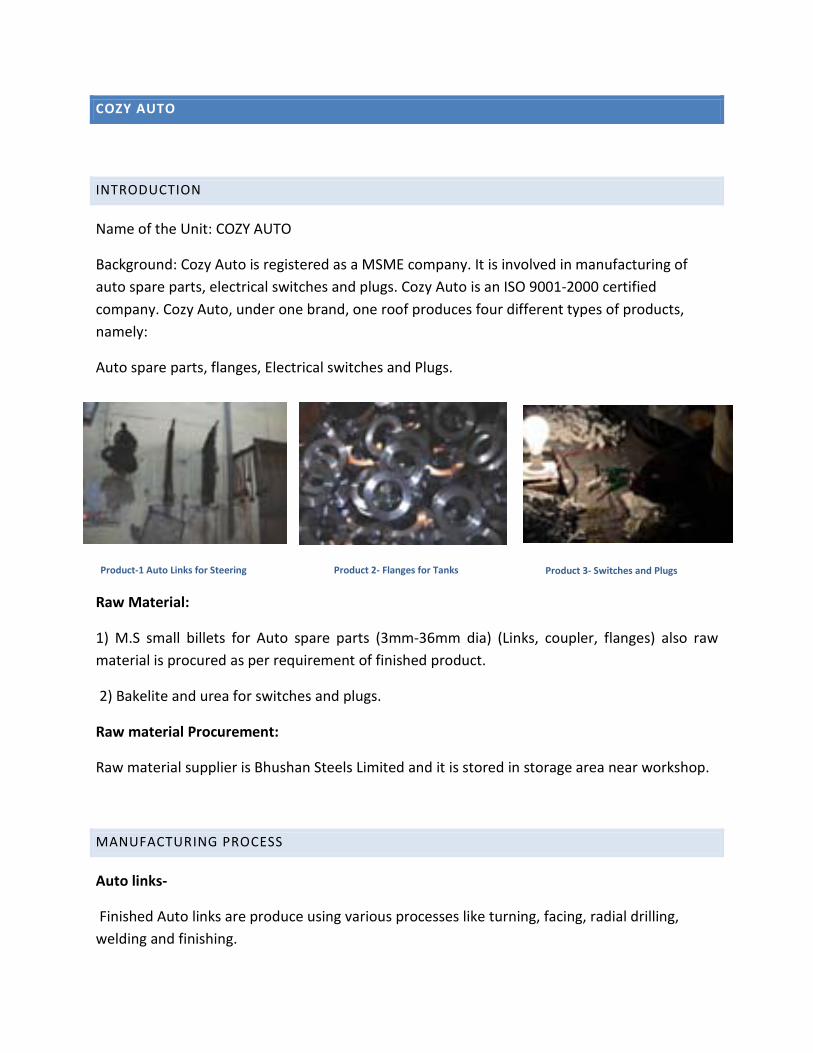
Background: Cozy Auto is registered as a MSME company. It is involved in manufacturing of auto spare parts, electrical switches and plugs. Cozy Auto is an ISO 9001-2000 certified company. Cozy Auto, under one brand, one roof produces four different types of products, namely:
Auto spare parts, flanges, Electrical switches and Plugs.
Raw Material:
1) M.S small billets for Auto spare parts (3mm-36mm dia) (Links, coupler, flanges) also raw material is procured as per requirement of finished product.
2) Bakelite and urea for switches and plugs.
Raw material Procurement:
Raw material supplier is Bhushan Steels Limited and it is stored in storage area near workshop.
MANUFACTURING PROCESS
Auto links-
Finished Auto links are produce using various processes like turning, facing, radial drilling, welding and finishing.
Product-1 Auto Links for Steering Product 2- Flanges for Tanks Product 3- Switches and Plugs

Flanges
Manufacturing of flanges included many process like turning, facing, drilling and tapping.
Electrical Plugs and switches:
Manual pressing machine with dies is used in which Bakelite power is process with urea to form switches and plugs.
Figure 3-Welding of flanges and links Picture 1- Raw Material (Links and circular plates)
Picture 2- Radial Drilling machine and lathe
Picture 4- Lathe Work for flanges Picture 5- Radial drilling of flanges

DISTRIBUTION
Product selling strategy
Company is getting contract by filing quotations in the client company and as per the quotations orders are placed. Since production is order based and no regular products are manufactured so they don’t have any specific product selling strategy.
Advertising
As per observation there was no advertising of products.
Product Packaging-
Finished products are packed in cartons and sacks and sent to client.
Manual Pressing (for making switch from Bakelite and Urea)
Picture 6- Screw and nut installation in plug

PROBLEMS IDENTIFIED
Ergonomic Related Problems:
1) Problem identified in switch and plug assembly area. All the workers were performing their task by sitting on the floor also the small screws and nuts were lying on the ground. So ergonomic problem identified like back ache.
2) Also lighting arrangement was insufficient in the room so visual ergonomic problem was also possible.
3) Switch and plug pressing machine was manual so it required force in every operation may result into muscle fatigue.
Picture 7- Product Packaging

Training related issues- Workers were of both the types like skilled and semiskilled. Generally training was provided by skilled worker to unskilled. No proper training for safety is provided. Packaging, Logistic and Storage problems- Finished products were packed in cartons and sacks so there may chance of false packing. Raw material is stored in the area near workshop and it is observed that raw material is difficult to carry from ground floor to 1st floor. Visual identity, branding and graphics- Brand identity is used. But no proper graphics found on packaging. Marketing- Since production is order based so no marketing is done. Wastage- Wastage were collected and sent for recycling.
RECOMMENDATIONS
Branding of Electrical switches can be done, so as to increase the market potential and sale. Branding will be helpful for publicity and to increase product identity over present market players.
SV ENTERPRISES
INTRODUCTION
Name of the unit: SV Enterprises
What does the unit do?:
Assembling of fans for Orient, Marc and Cinni
What are the raw materials used?
Fan blades and bodies, Wires, Stators, Rotors, Motor Shaft, Motor Casing, Screws and Nuts.
How are the raw material procured? Stored?
Fan Blades and bodies are provided by company approved manufacturers, other materials acquired from Delhi or Ahmedabad.
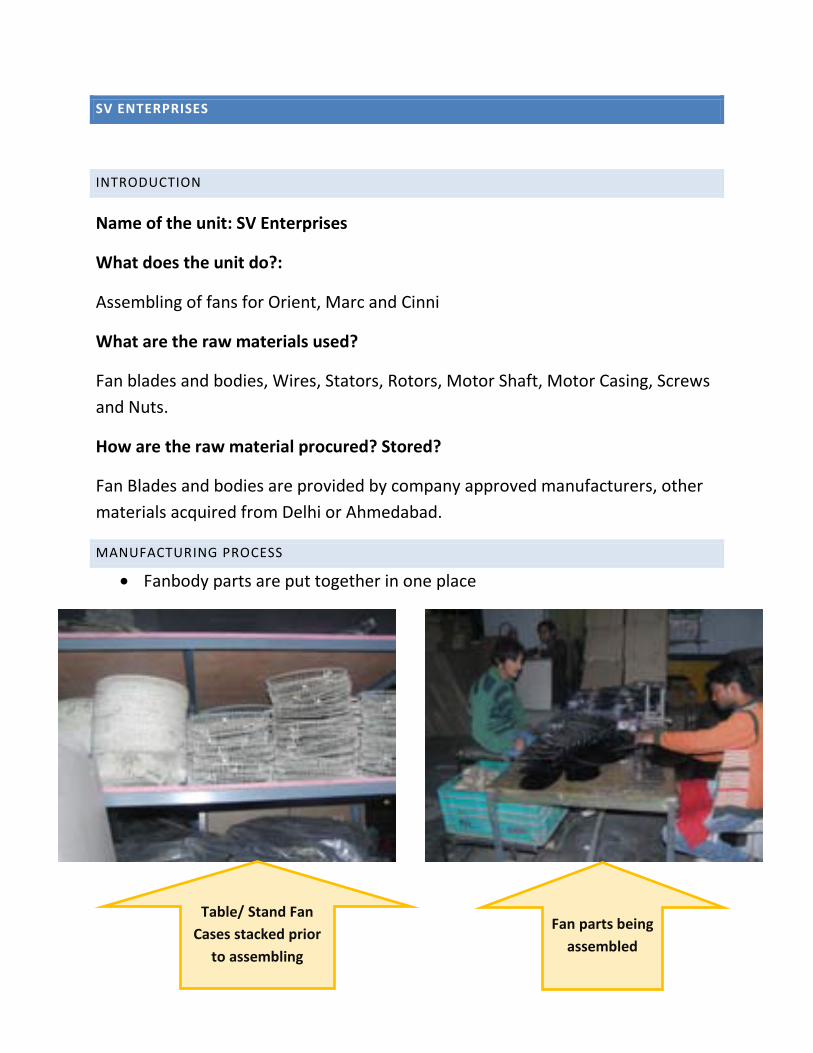
MANUFACTURING PROCESS
• Fanbody parts are put together in one place
Table/ Stand Fan
Cases stacked prior to assembling
Fan parts being assembled

• Motor is prepared and tested
Rotor given final varnish
Motors being prepared
Motor being tested
Machine for varnishing rotors
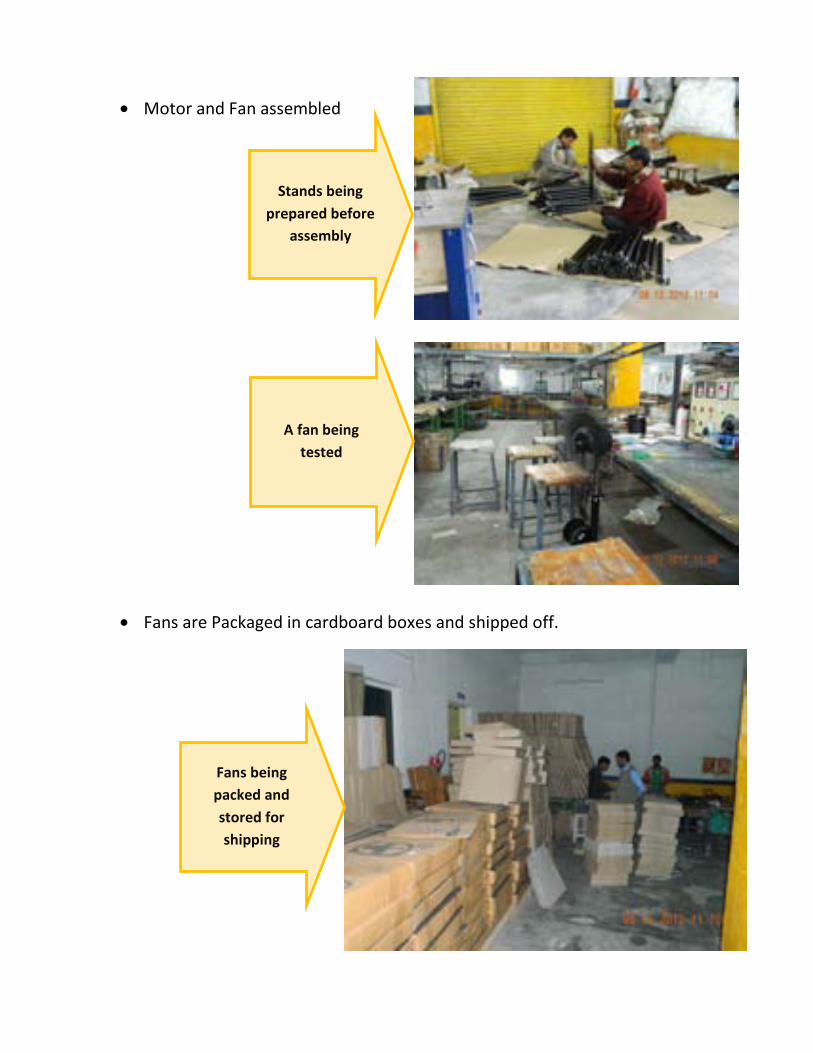
• Motor and Fan assembled
• Fans are Packaged in cardboard boxes and shipped off.
Stands being prepared before
assembly
A fan being tested
Fans being packed and stored for shipping

DISTRIBUTION
What are the products?
Finished& Packaged Fans.
How is it sold?
Fan produced as per order, Customers are fixed, Competition is from other manufacturers in locality.
How is advertising done?
Models are designed and prepared here and sent for sampling to companies, who approve and order accordingly.
How is product packaged?
As per customer specifications, in materials provided by clients.
PROBLEMS IDENTIFIED
Any ergonomics related problem:-Handling of heavy machinery manually, disorganized shop floor leading to more physical exertion than necessary.
Training related issues: Most workers are skilled and work deftly. On the job training is possible.
Packaging, logistics and storage: Storage and logistics are poorly maintained. The shop area is not well organized; the consumables and partly finished products, and the finished products as well, lack proper storage facilities.
Fan bodies stored under staircase at
the entrance exposing them to
moisture

Shop floor management: Disorganized and haphazard.
RECOMMENDATIONS:
Product improvement: Because only fans are produced here, the sales dip down in winters, when the factory is almost closed. Other products like heaters could be produced, which can sell in winter and can be prepared by people with the same skill set.
Ergonomics/ workstation improvement: A lot of work is done on the floor. Use of conveyor belts and assembly lines could improve productivity.
Process improvement: All the parts are just assembled here, other than the motors which are manufactured, which occupies a major area of the shop floor. Either some of the motors could be sold off as is, or this process should be outsourced, to streamline the production, and homogenize logistics.
Finished motors stored on the
floor.

Branding & Marketing improvement (e-commerce, customer reach, order management etc. ): A website, listing the small scale industries of these in the area that provide this type of services could improve the outreach of these units and also increase the client base.
Storage improvement: New storage spaces are required, where the wares can be kept free from damage by moisture and heat.
Rough assembling
Store management
Main Entry/ Exit Raw
materials
Final Assembly
Shipment
Rotor Varnishing
Assembling and storing
Motors
Packing & Storage of
final Packages
Work Flow Diagram

GOLDEN TEXTILES
INTRODUCTION
Name of the unit: Golden Textiles
What does the unit do?:
Golden Textiles makes cloth fabrics for different companies from raw threads.
What are the raw materials used?:
The raw materials are the cloth fabrics like silk, cotton etc.
How are the raw material procured? Stored?:
Raw materials are procured from other companies. They are stored in the go-down.
MANUFACTURING PROCESS
The process of manufacturing involves.
Step 1 : Beam Making
Beams of fabric are made through Warping Machines. Raw material is converted into sheets of threads in this machine.

Image 9 Warping Machine
Step 2: Thread rolls are made for weft movement in the next process. This is done through Winder machine.
Image 10 Winding Machine
Step 3: Cloth fabrics are made. This process is done through Cloth making machine. Two types of movement are involved. Bean controlled Warp movement in sideways direction and Shuttle controlled Weft movement in front and back direction.

Image 11 Cloth Fabricating Machine
Step 4: Dying is done for giving the fabrics different colours.
DISTRIBUTION
What are the products?:
The products are cloth fabrics.
How is it sold? How is the order collected? Who are the competitors? How is the competition managed?
It is sold to different cloth firms on the basis of orders. Orders are collected mainly on the basis of contacts.
How is advertising done?
There is no such kind of advertisement. Order is collected through contacts. A billboard outside the mill acts as advertisement.

How is product packaged?
The product is packaged in rolls.
PROBLEMS IDENTIFIED
Packaging, logistics and storage:
Packaging is done in cloth beams. Logistics are recorded by one person.
Shop floor management:
The unit has one large room and all the production activities are in the same room. Thought on the arrangement of the process/ machines in the room needs to be given.
Visual identity, branding, graphics:
No visual brand identity exisits.
RECOMMENDATIONS
Ergonomics/ workstation improvement:
Machines can be organized in a more efficient manner so the workers have to move less. Moving chairs can be involved for the comfort of workers.
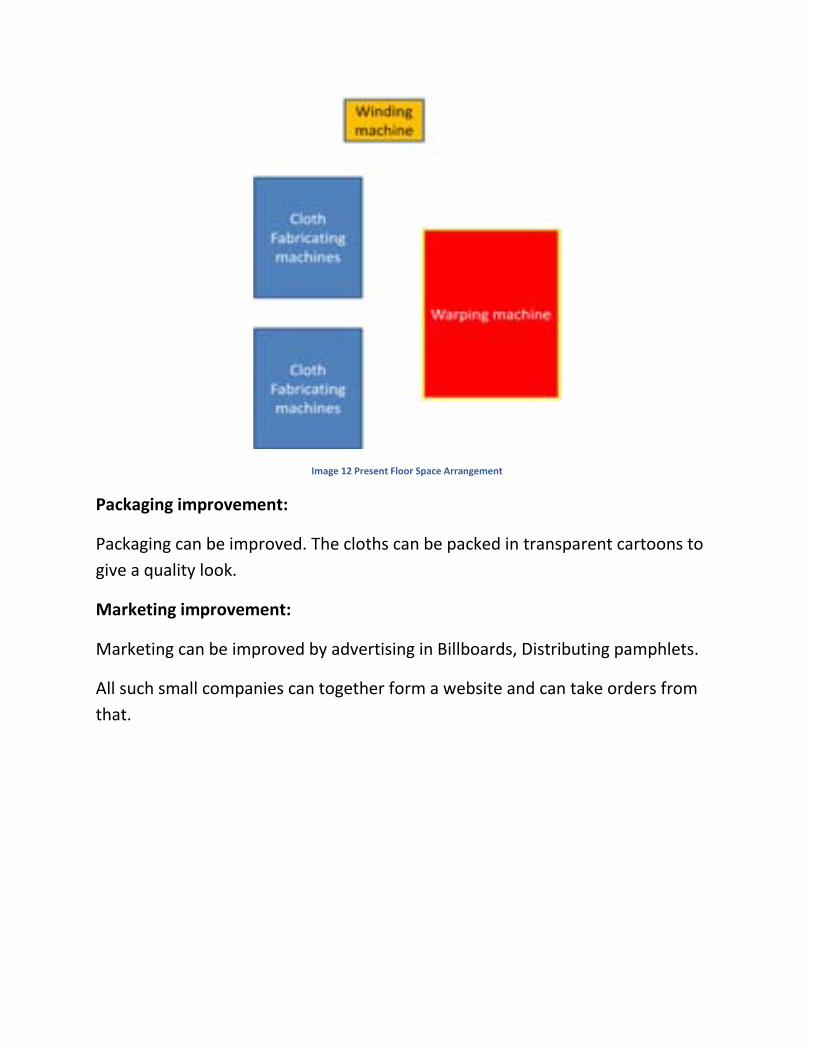
Image 12 Present Floor Space Arrangement
Packaging improvement:
Packaging can be improved. The cloths can be packed in transparent cartoons to give a quality look.
Marketing improvement:
Marketing can be improved by advertising in Billboards, Distributing pamphlets.
All such small companies can together form a website and can take orders from that.

HIM ENGINEERS INDIA PVT. LTD.
INTRODUCTION
Name of the unit: Him Engineers India pvt. ltd.
What does the unit do? : Manufacturing of automotive parts as Sheet metal work for Tractors, railway tank casing and other sheet metal work.
What are the raw materials used?: Metal Sheets of different thickness.
How are the raw material procured? Stored? : Storage of the raw material is on the floor of the factory as depicted in image 1.
MANUFACTURING PROCESS
Step 1-Cutting Sheets on Power cutting Machine
Step 2 -Bending the sheets as per the requirement and Form are generated.
Picture 3- Shearing Process (Sheets are cut in Specific Shape) Picture 4- Hammering (Sheets are hammered to avoid inconsistency)

Step 3-Drilling operation- Where sheets are drilled where the holes for nut and bolt re required.
Step 4- Welding the other Sheets and parts
Step 5- Grinding and finishing.
Picture 5- Bending process (Sheets are bent as per requirement)
Picture 6- Welding process (Two different sheets are joined together)
Picture 7- Grinding Process (Grinding is done after welding to get finished surface)

Step 6- Packaging and Dispatch
DISTRIBUTION
What are the products? : Sheet Metals Automotive Parts and railway tank casing.
How is it sold? How is the order collected? Who are the competitors? How is the competition managed?
The company is working for tractors namely HMT, NEW HOLLAND and JOHN DEERE etc.
The orders are placed in the form of quotations; there are very few competitor for this company.
How is advertising done?
No advertising is done.
How is product packaged? Tyre wrapped and stacked together.
PROBLEMS IDENTIFIED
Any ergonomics related problem: The workers are sitting on ground and handling the cutting sheets with naked hands.
Picture 8- Picture showing ergonomic related problems occurred due to continuous sitting.

Training related issues: Training is provided for the new comers. Actually it doesn't require any specific skill than the welder. The worker are having ITI qualification minimum.
Packaging, logistics and storage: Finished products are laying on ground no storage place.
Shop floor management: The machines are arranged properly but the floor is too messy and crowded with sheet metal parts.
Visual identity, branding, graphics: Not applicable
Marketing, advertising: Not applicable
Wastage: It is found that the wastage is slightly more and can be controlled.
Shop floor management issues: There is no material handling system for carrying those heavy sheet metals.
Inter cluster communication: Not applicable
RECOMMENDATIONS
Product improvement: Not applicable
Ergonomics/ workstation improvement: Recommended
Process improvement: Recommended
Packaging improvement: Not applicable
Branding improvement: Not applicable
Marketing improvement:
(E-commerce? customer reach? order management?): Recommended
Picture 9- Finished product storage area.

Storage improvement: Space should be used effectively.
Wastage minimize: applicable,
Increase competitiveness: Not applicable
LANDMARK CRAFTS PVT. LTD.
INTRODUCTION
Name of the unit:
Landmark Crafts Pvt. Ltd.
What does the unit do?:
The unit manufactures nuts and bolts
What are the raw materials used?:
MS rods/cables of varying thickness.
How are the raw material procured? Stored?:
The raw materials are procured and stored locally.
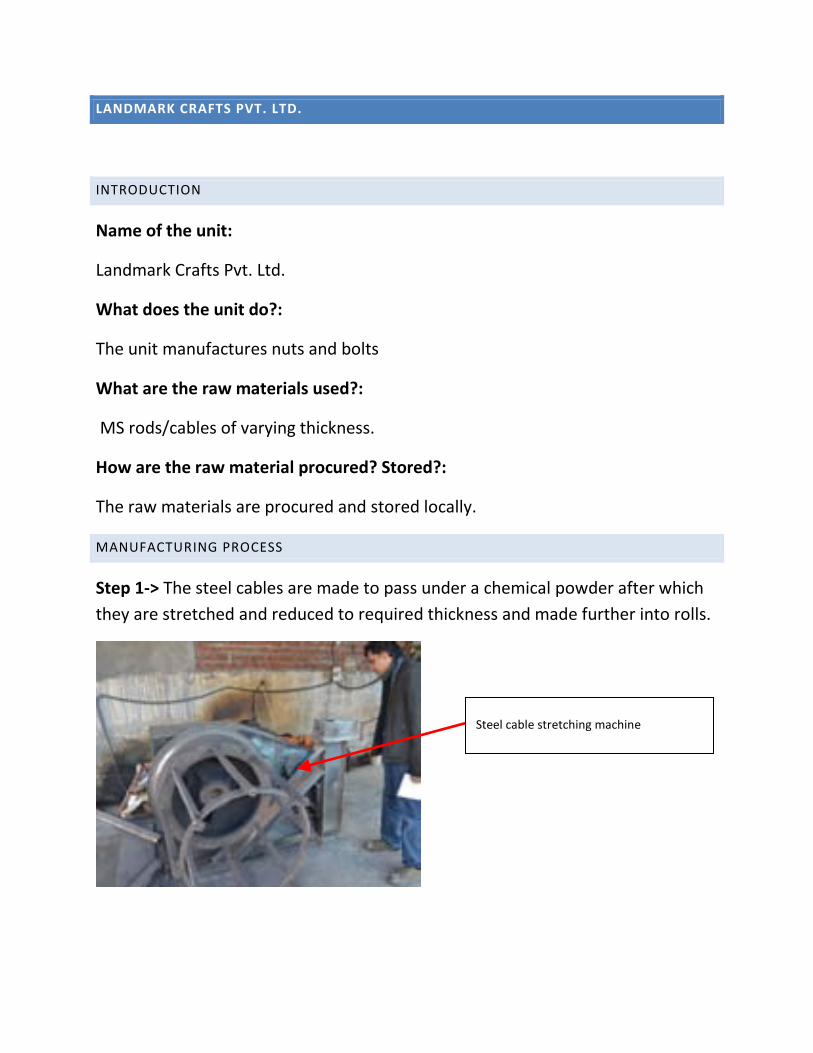
MANUFACTURING PROCESS
Step 1-> The steel cables are made to pass under a chemical powder after which they are stretched and reduced to required thickness and made further into rolls.
Steel cable stretching machine

Step 2 -> These rolls are taken into machines which cut them into required length.
Step 3 -> one end of these cut rods is heated with coils around it after which they are taken into another machine and pressed to form the head of the bolt.
Steel rods being cut to required length.
Heating with coils
Pressing machine
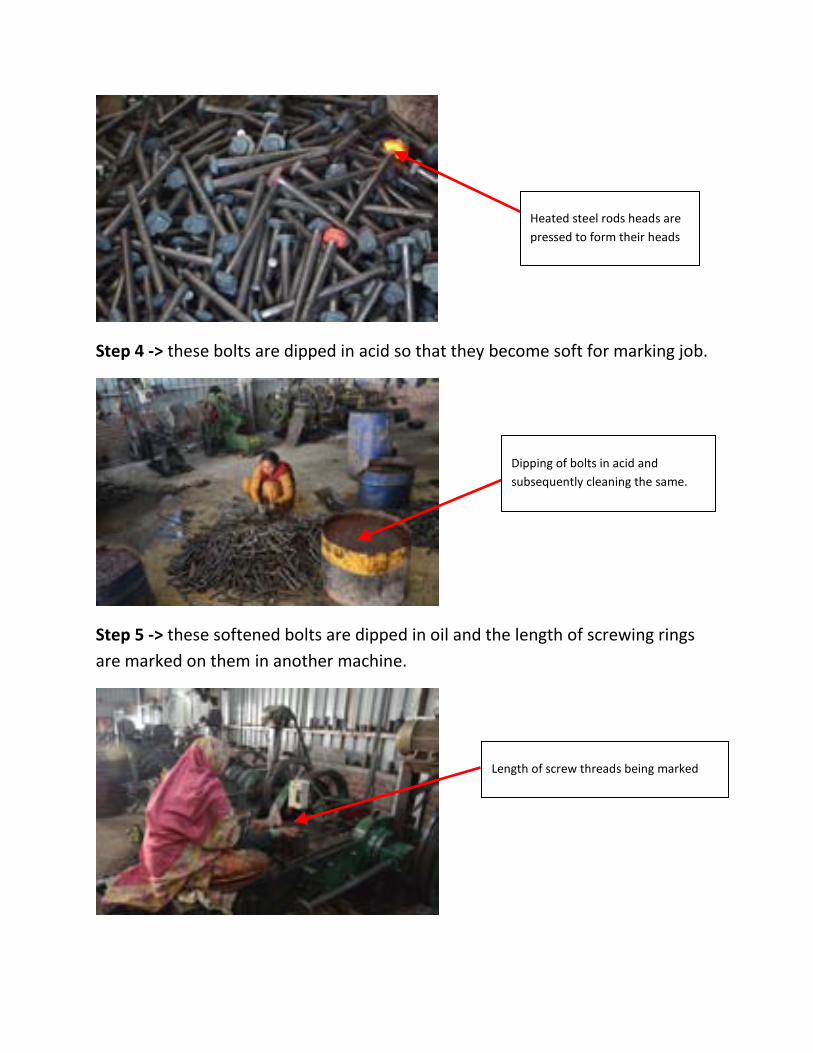
Step 4 -> these bolts are dipped in acid so that they become soft for marking job.
Step 5 -> these softened bolts are dipped in oil and the length of screwing rings are marked on them in another machine.
Heated steel rods heads are pressed to form their heads
Dipping of bolts in acid and subsequently cleaning the same.
Length of screw threads being marked

Step 6 -> finally these are passed in a machine that engraves the screws on each one of them.
DISTRIBUTION
What are the products? :
MS bolts and nuts
How is it sold? How is the order collected? Who are the competitors? How is the competition managed? :
Orders are received and executed directly from clients which are mostly foreign based. These clients are the ones that have been developed over time due to networking.
How is advertising done? :
No advertising is done, only on a recommendation basis.
How is product packaged?
Packaged in sacks.
Screw thread making machine
PROBLEMS IDENTIFIED
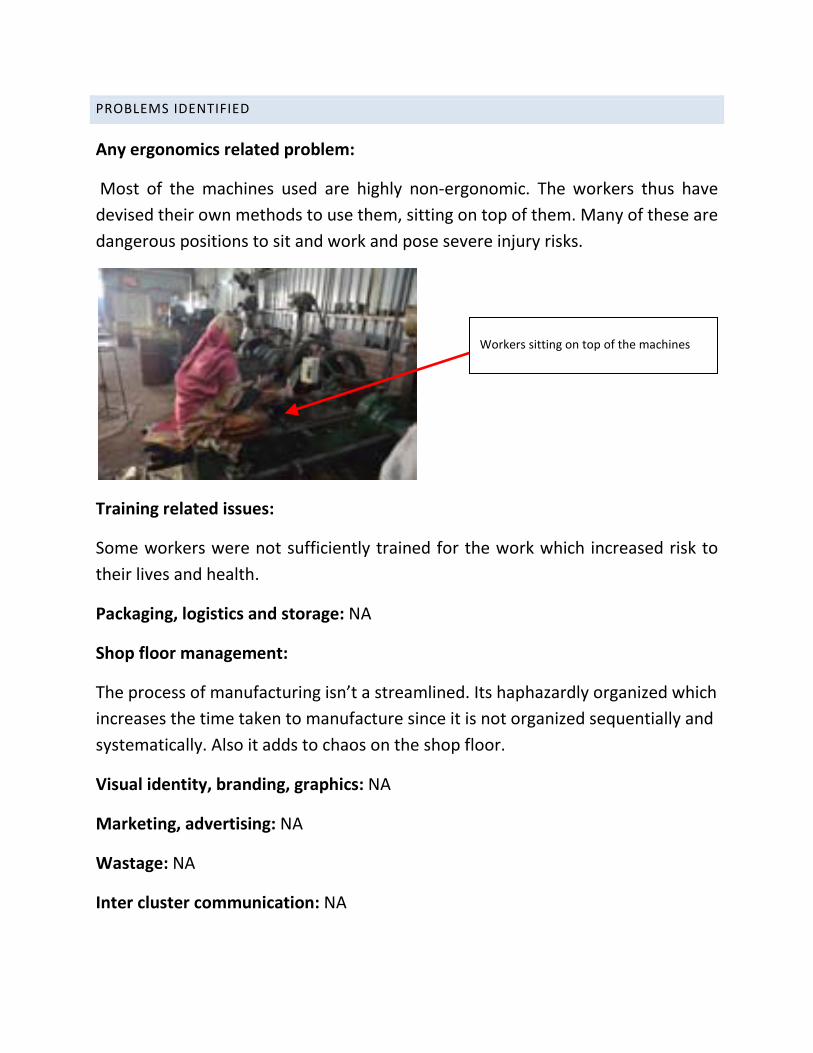
Any ergonomics related problem:
Most of the machines used are highly non-ergonomic. The workers thus have devised their own methods to use them, sitting on top of them. Many of these are dangerous positions to sit and work and pose severe injury risks.
Training related issues:
Some workers were not sufficiently trained for the work which increased risk to their lives and health.
Packaging, logistics and storage: NA
Shop floor management:
The process of manufacturing isn’t a streamlined. Its haphazardly organized which increases the time taken to manufacture since it is not organized sequentially and systematically. Also it adds to chaos on the shop floor.
Visual identity, branding, graphics: NA
Marketing, advertising: NA
Wastage: NA
Inter cluster communication: NA
Workers sitting on top of the machines

RECOMMENDATIONS
Product improvement:
Ergonomics/ workstation improvement: redesign of the machines must be emphasized that are ergonomically designed, providing better work platform and sitting space. It needs to also take care of worker safety.
A better layout of the plant is highly recommended that takes into account the sequential flow of activities. It shall save on time and labor for transporting the materials, hence increasing the efficiency.

BNAL PREFAB PRIVATE LIMITED
INTRODUCTION
Name of the unit: BNAL Prefab Private Limited
What does the unit do?
The unit is a manufacturer of prefabricated sheds, structures, shelters, offices for private parties, armed forces and government agencies. The unit takes contracts from various agencies which may be private, government and armed forces and finalizes the design of the structure to be manufactured and erected. The basic requirements are first roughly sketched and then the design is finalized by expert engineers and architects who calculate the loads and arrive at the final structural design and drawings that need to be followed and fabricated. The drawings are then sent to the prefabrication unit which studies them and estimates the raw materials to be procured and orders it and upon its arrival begins the manufacturing process.
What are the raw materials used?
The raw materials are MS sheets, PU foam, nuts and bolts, copper wire for welding, flux for welding, plastic sheets for coating.
How are the raw material procured? Stored?
After the design has been finalized, the amount of raw materials required are estimated and the request for the required amount is sent to the vendors and suppliers. The raw materials is then sent by these vendors/suppliers to the prefab unit itself.
MANUFACTURING PROCESS
Ms sheets procured are first cut into required sizes with the help of a gas cutter.

Various parts of the beams and columns are cut and these are then loosely joined with the help of machines who join them together by point welding.
After the beams and columns have been straightened, they are then properly welded by a process known as submersible welding.
Gas Cutters
Point Welding Machine

After the beams and columns have been welded they are sent for straightening and correction by rollers in another machine. The beams /columns are then finished by grinding the edges, fixing cleats where required and drilling of holes for fixing of nuts and bolts later on.
After the beams and columns have been finished they are set on the ground for a final check for verification regarding design and tolerances and relevant corrections are made to the same.
As a parallel process, the panels for the side walls are manufactured. MS sheets procured from the market are first layered with plastic sheets on the exterior side
Submersible welding machine
Checking and verification process in progress

so as to provide a protective layer on the exterior and are then ribbed to provide additional strength. The sheets then bent and cut to the required sizes with the help of a specialized machine.
The sheets are then taken to another machine and Polyurethane foam is forced in between two MS sheets. Thus a sandwich panel is created out of the MS sheets and the PU foam. The panels are then made interlocking so that when fixed as wall panels they do not move and are fixed.
Sheets being covered with plastic sheets and ribbed.
Sandwich wall panels being manufactured.

In a similar manner, the roofing panels are also manufactured using MS sheets and Polyurethane foam and are also made interlocking. However, they differ in shape as they have ridges and valleys so as to facilitate drainage of water.
The completed panels, beams and columns are then stacked and packaged to be sent to be sent to their respective sites for erection.
DISTRIBUTION
What are the products?
The products are steel beams and columns, PU sandwich panels for walls and roofing. These products are then assembled on site.
How is it sold?
The owner already has a good clientele base consisting of private, government and armed forces parties. These parties place orders with the company offices in Delhi/Chandigarh. The competitors are other prefabricating units located in the northern India region.
How is advertising done?
No advertising is done.
How is product packaged?
Stacked roofing panels
The products are not packaged to be marketed in the industry. However, they are packaged to be transported to the sites where they need to be erected. The panels are stacked and packed with the help of wooden slats and sent to the sites.
PROBLEMS IDENTIFIED
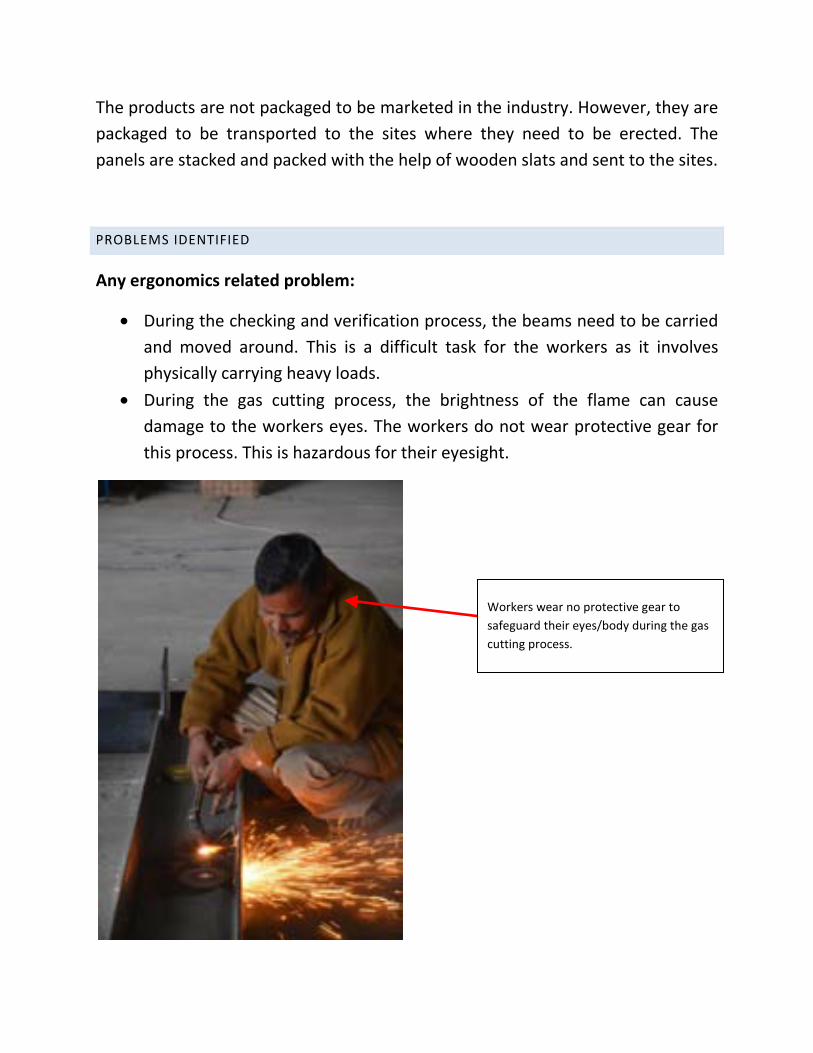
Any ergonomics related problem:
• During the checking and verification process, the beams need to be carried and moved around. This is a difficult task for the workers as it involves physically carrying heavy loads.
• During the gas cutting process, the brightness of the flame can cause damage to the workers eyes. The workers do not wear protective gear for this process. This is hazardous for their eyesight.
Workers wear no protective gear to safeguard their eyes/body during the gas cutting process.

• While the PU blocks are being cut with sawing machines, the PU foam dust is inhaled by the workers. This PU dust is toxic and can cause health problems for the worker. The workers do not wear any protection for their eyes and nose/mouth.
Training related issues:
There are times when there is no work for a number of workers due to fall in demand/orders. Then the workforce remains idle for these number of days. The time can be utilized for enhancing the skill sets of the workforce.
Packaging, logistics and storage:
The goods once produced are only packaged to be transported.
The products are extremely heavy and need to be transported carefully so as to not cause any damage to them before their erection on the site.
Shop floor management:
The shop floor management is being done fairly well and there are no issues relating to this as such.
Marketing, advertising:
The company does currently have any active marketing strategy or advertising campaign. If this were to be formulated, then the business would surely grow manifold. The company relies on its existing client base which provide enough work to ensure that it runs to its fullest capacity.
Wastage:
The wastage currently consists of left over cut sheets of Mild steel and minimal quantities of PU foam.
RECOMMENDATIONS
Ergonomics/ workstation improvement:

• Cutting the MS steel sheets with a gas cutter involves exposure of the workers eyes to constant glare from the flame. The workers also do not use any protective gear to shield them from the bright light.
• Grinding the edges of the cut MS sheets for beams and columns is an extremely time taking task which involves a lot of effort due to a constant crouching position of the worker. A dedicated workstation for this process can be made which is ergonomically designed.
• Workers involved in bending and cutting MS sheets for the sandwich panels were forced to sit in uncomfortable positions while the sheets were being glued with plastic sheets. The machine needs to be redesigned to enable the workers to sit around it.
Process improvement:
The plant is currently working to its fullest capacity. In order to increase its capacity even further, the company needs to acquire more land in order to expand its facility.
Marketing improvement: (e-commerce? customer reach? order management? )
Currently there is no active marketing and advertising strategy of the company. The company relies on its existing client base and contacts to gets it orders. However, there is a lot of scope for improvement in this area:
• The company needs to launch its own website to showcase its products and past structures erected by it. This will enable possible clients to know about its work and get more work.
• The company also needs to collaborate with architects and builders so that it can get more work.
• It also needs to formulate a marketing and advertising strategy and launch it so that it gets its due recognition in the market.
Storage improvement:
Currently, the storage for the sandwich panels is done in a shed which has only a roof and does not have any walls. The final products are fairly unprotected and

vulnerable to rusting and water in case of heavy rains and storms. This can be improved by proving an enclosed shed instead of having just a roof for the temporary storage.
Increase competitiveness:
Though the products produced by the company are fairly good, further improvements can be made by improving plant capacity, automating manual processes such as grinding which involve a lot of time and effort. Also the product can also be improved in terms of its finish. The products if improved in terms of finish can greatly expand its client base.
Current storage of sheets


STEELBIRD HI-TECH INDIA LTD.
INTRODUCTION
Name of the unit: STEELBIRD HI-TECH INDIA LTD.
What does the unit do?
Manufactures Helmets for protection of heads of motorcycle riders.
What are the raw materials used?
ACRYLONITRILE BUTADIENE STYRENE (ABS) for the basic body, Expanded POLYSTYRENE (EPS) for inner material, FIBER-REINFORCED PLASTIC (FRP), Polycarbonate (PC) for visor.
Image 13 Raw Material ABS
How are the raw material procured? Stored?
Most of the raw materials are procured from other firms. Stored in the Gowdown.
MANUFACTURING PROCESS
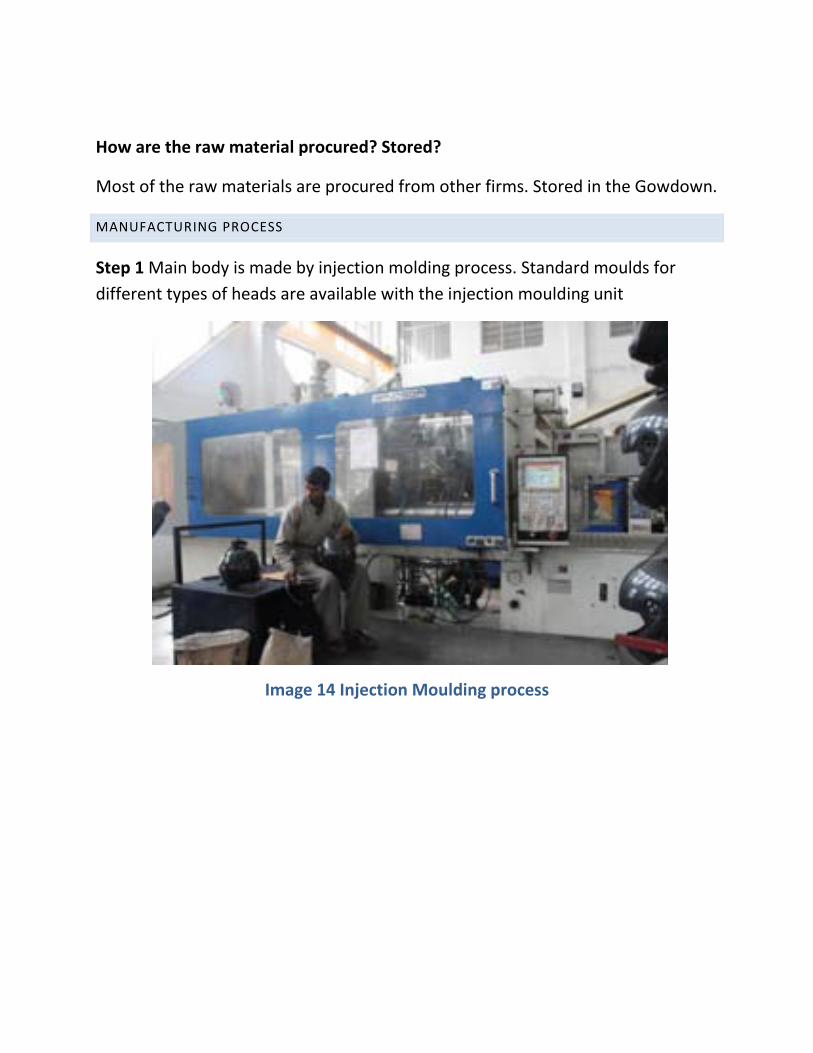
Step 1 Main body is made by injection molding process. Standard moulds for different types of heads are available with the injection moulding unit
Image 14 Injection Moulding process

Image 15 The product after Injection Moulding Process
Step 2: Primary Shop
Central Parting is removed, Washing (Sand Treatment), Air Cleaning.
Image 16 Sand Treatment Process

Image 17 Central line Removal Process
Step 3: Paint shop
Painting is done through spray paint technique. Then varnish is applied for glossy finish.

Then heating of the colored helmet is done in a big drying machine.
Image 18 Drying machine indicator

Image 19 Drying Machine
Step 4 Stickers are prepared an applied
Image 20 Woman cutting out the skickers
Image 21 Man applying the sticker

Step 5 Fitting Shop
All parts are fitted.
DISTRIBUTION
What are the products?:
Different types of Helmets.
How is it sold? How is the order collected? Who are the competitors? How is the competition managed?
It is sold through various retailers and in collaboration with other automobile companies. Competitors: STUDD, VEGA
How is advertising done?

Through print media and commercials on Television.
PROBLEMS IDENTIFIED
Any ergonomics related problem: The workers had to stand and work for 8 hours.
Training related issues: most of the workers were well trained
Packaging, logistics and storage: Packaging is not upto the mark. Logistics depend upon a single person at the factory and storage is done in a godown.
Shop floor management: There are some problems in shop floor arrangement. The helmets after painting are taken through a dirty zone for drying. Those areas can be improved.
Visual identity, branding, graphics: The company does not have any logo. Branding is not that strong. There is no R&D department for graphics.
Marketing, advertising: The product is not marketed properly inspite of being a quality product. Although advertising is done but somehow it has failed to create a brand image for the company.
Wastage: No proper usage of wastage. Most of the waste materials are sold to scrap.
Inter cluster communication: Is totally manual in this age of machines.
RECOMMENDATIONS
Product improvement: Proper graphics design could help. A design department should be formed to deal with it. New design of helmets should be introduced.

Ergonomics/ workstation improvement: Convenient sitting arrangements should be made for workers who are standing for long hours. Long Stools or backrest type structures can be installed.
Image 22 Present working positions of a worker in Injection Moulding
Image 23 Ideal working position
Process improvement:
We observed that after injection molding extra materials, middle partition had to be removed, sand treatment had to done. All these processes can be avoided if the product that is coming out of injection molding can have a glossy finished surface. This would be a technological intervention.
Instead of applying stickers, Templates can be made and applied at a much larger rate.
Packaging improvement:

New Logo can give a great identity to the company.
Present logo is quite monotonous and does not relate to a biker. A new shot logo that signifies coolness and strength can improve brand positioning.
Branding improvement:
Outreach of the brand has to be improved through proper advertising. An add campaign can help a lot in reaching the masses.
Marketing improvement: (e-commerce? customer reach? order management? )
The website has to updated properly. Purchase of the helmets can be made possible through the company’s website, or even through different online shopping websites.
Wastage minimize:
Large number of FRP helmets were lying in the backyard. I a process for recycling FRP can be devised, FRP waste management can improve.
Large waste of foam and other materials were produces during cutting process. New efficient kind of dies can solve the problem to a great extent.

SUPREME ENGRAVERS
INTRODUCTION
Name of the unit: Supreme Engravers
What does the unit do?:
Foil printing for medicines (tablets)
What are the raw materials used?:
Aluminum foils, Nickle sulphate, Copper sulphate.
How are the raw material procured? Stored?:
Materials are bought from other firms. Stored in the workshop area.
MANUFACTURING PROCESS
STEP 1: Foil is coated with Nickle sulphate and Copper sulphate coating (Phosphorised)
Image 24 CHEMICAL COATING

STEP 2: Polishing is done
Image 25 POLISHING
STEP 3: Photorsist chemical is sprayed
Image 26 PHOTORESIST CHEMICAL SPRAYING
STEP 4: Etching is done through applying ferric chloride
STEP 5: Colouring is done through dyeing.

STEP 6 :Chrome is applied. Additive- Chromic Acid .
STEP 7: Printing on the basis of design made in the software.
Image 27 PRINTING
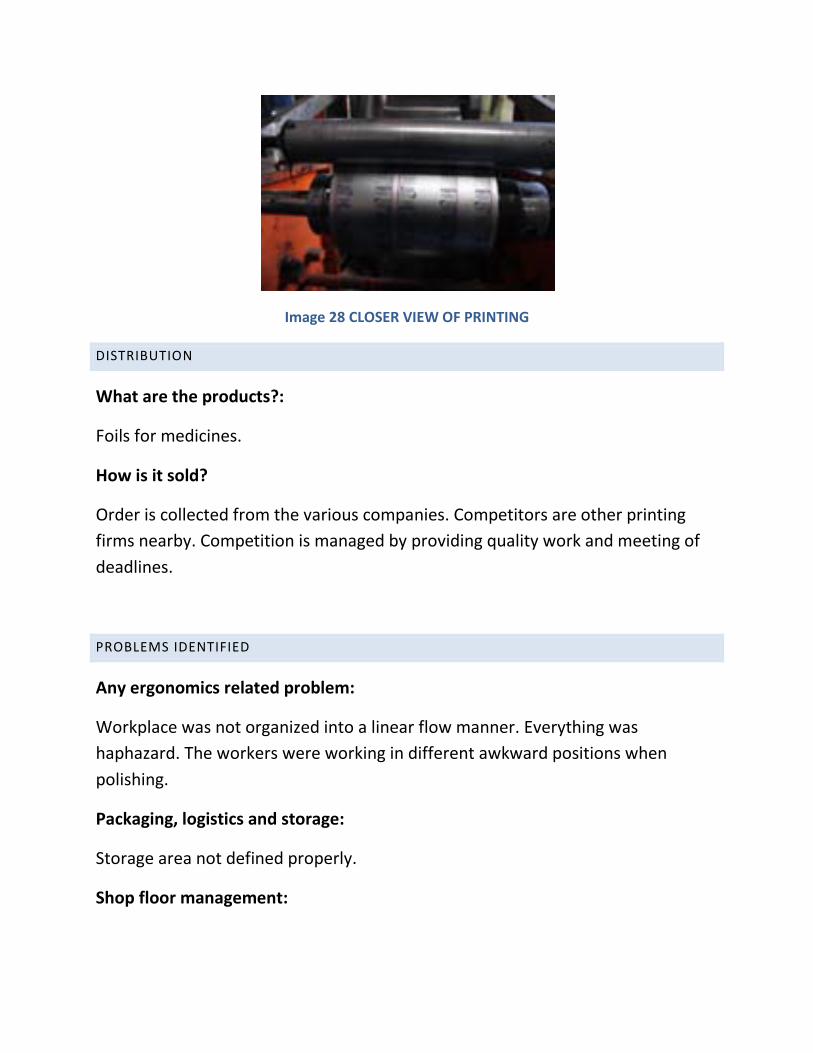
Image 28 CLOSER VIEW OF PRINTING
DISTRIBUTION
What are the products?:
Foils for medicines.
How is it sold?
Order is collected from the various companies. Competitors are other printing firms nearby. Competition is managed by providing quality work and meeting of deadlines.
PROBLEMS IDENTIFIED
Any ergonomics related problem:
Workplace was not organized into a linear flow manner. Everything was haphazard. The workers were working in different awkward positions when polishing.
Packaging, logistics and storage:
Storage area not defined properly.
Shop floor management:
Workplace was not organized into a linear flow manner. Everything was haphazard.
Wastage:
Large amount of waste is generated from the process which are sold as scrap.
Image 29 WASTE GENERATION
Inter cluster communication:
Due to non arrangement of divisions inner cluster communication is bit inefficient.

RECOMMENDATIONS
Ergonomics/ workstation improvement
Floor space can be reworked completely into a very organized manner. A linear organized workspace will improve efficiency and also give a systematic look to the workshop.
Image 30 THE PRESENT STATE OF WORKSTATION- HAPAZARD
Packaging improvement:
Branding improvement: Logo of the printing firm can be created and branding can be improved.
Marketing improvement: (e-commerce? customer reach? order management? )
Website can be created or facilities of placing order online can be done.
Storage improvement:
Storage space can be improved a lot. More Organised storage space will create a good ambience in the place.

JKD METALS
INTRODUCTION
Name of the unit: JKD Metals
What does the unit do?: Manufacture Tear & Seal Aluminum cap units for use in Pharmaceuticals and other products.
What are the raw materials used?: Aluminum sheets, plastic caps.
How are the raw material procured? Stored?: Aluminum sheets procured from Delhi & Ahmedabad, Plastic caps from local manufacturers.
MANUFACTURING PROCESS
Step 1. Cut Al sheets cut into Strips.
Step 2. Al strips are fed into a machine that cuts and molds the sheet into caps
Step3. The plastic caps are then heat pressed to the metallic caps.
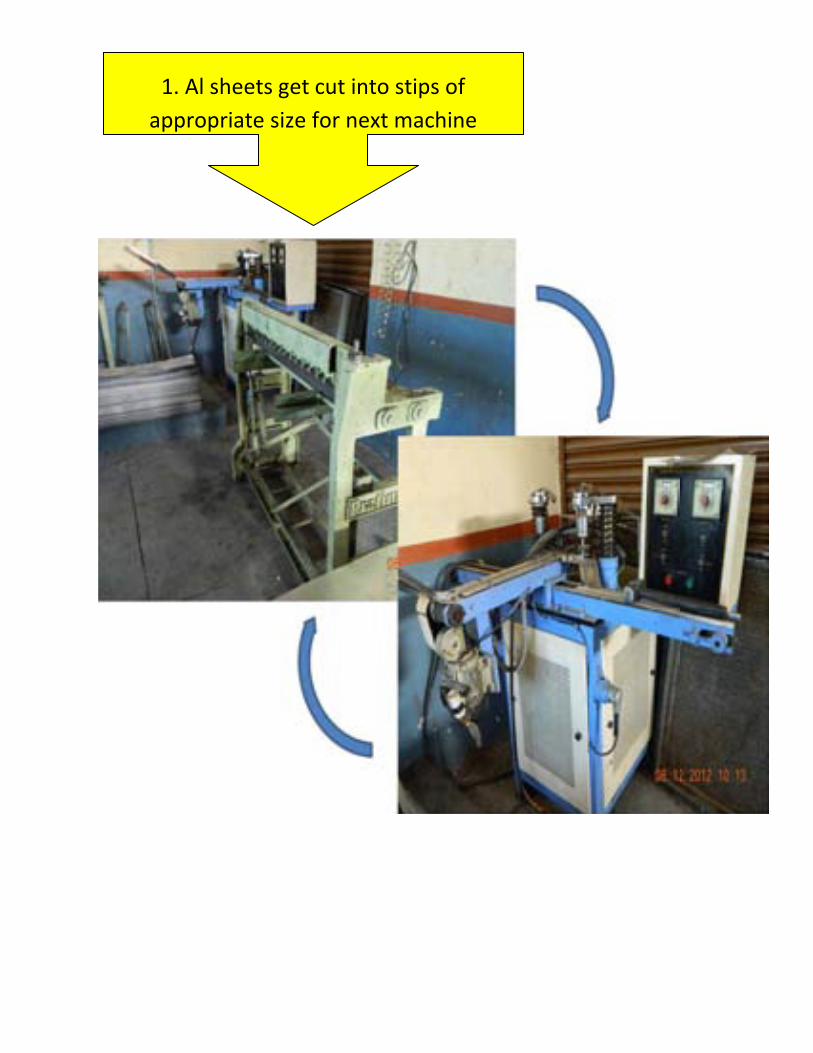
1. Al sheets get cut into stips of appropriate size for next machine
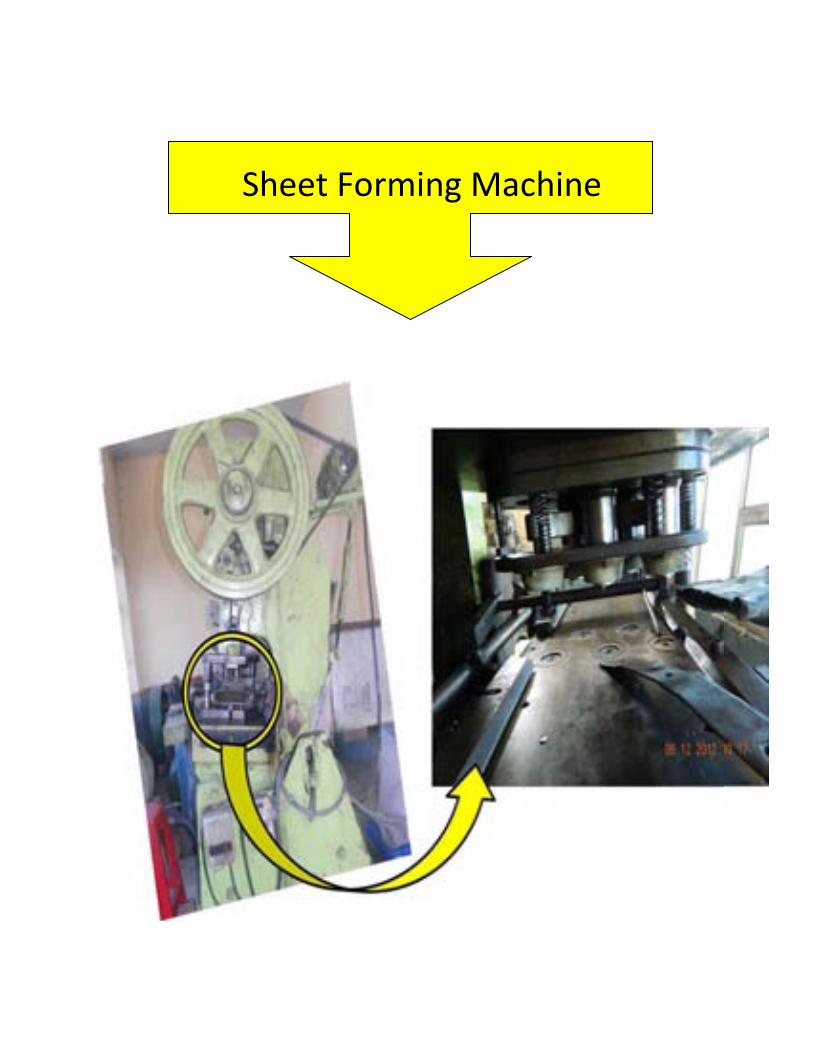
Sheet Forming Machine

2. Al strips are fed into the machine that cuts and forms the sheet into caps. Material left after making the cap is considered as scrap.

DISTRIBUTION
What are the products?: 20mm & 13mm Al caps for sealing.
How is it sold? How is the order collected? Who are the competitors? How is the competition managed? Fixed customers give orders, mostly.
3.The plastic caps are then heat pressed to the metallic caps.

PROBLEMS IDENTIFIED
Any ergonomics related problem: The machines where the caps are made have outlets on ground level. A person has to stoop down to collect it.
Packaging, logistics and storage: Storage was not well defined. Scrap and Incoming storage area were the same.
Shop floor management: Proper handling of raw materials was an issue
Visual identity, branding, graphics: Are not there, required.
Marketing, advertising: No advertising method being used was observed
Wastage: Scrap Al which is resold.
RECOMMENDATIONS
Improvement in material handling and movement
Product improvement: Can include other sizes of caps. Will require new dyes

Ergonomics/ workstation improvement: The outlet of the machines can be placed higher so that caps can be poured directly into plastic sacks used for storage.
Branding& Marketing improvement: A website, listing the small scale industries of these in the area that provide this type of services could improve the outreach of these units and also increase the client base.
Storage improvement: - Can be stored in cardboard boxes and on big racks to keep caps off ground and free from moisture.

THAKUR POLY PACKS
INTRODUCTION
Name of the unit: Thakur Poly Packs
What does the unit do?:
The unit manufactures all kinds of LD, HM, PP, PVC, shrinkable and non-shrinkable poly bags, sheets, rolls and tubes.
What are the raw materials used?:
Plastic pellets are used for making polypacks.
How are the raw material procured? Stored?:
The plastic pellets are sourced locally. It is stored in bags in the unit itself.
MANUFACTURING PROCESS
Step 1-> The plastic pellets are put inside a crushing and melting machine. The machine crushes them and further melts them to form a viscous liquid.
Step 2 -> The machine then dispenses this liquid from circular discs and air is pressured in from its centre.
Plastic pellets are fed into the machine here.
The plastic pellets are crushed and melted in the machine.

Step 3 -> Hot air blows the plastic into a balloon. The diameter of the balloon can be varied by changing the air pressure, which in turn changes the thickness of the plastic sheet.
Step 4 -> The blown poly sheets are then taken up and rolled.
Hot air is blown through the melted plastic to form a hollow plastic sheet.
The pressure of the hot air changes the size of the sheet and also changes the thickness of the sheet.

Step 5 -> The rolls are either sent directly or cut into smaller pieces to be packed and delivered.
The blown up polysheet is flattened and then rolled up on a roller.

DISTRIBUTION
What are the products? :
All kinds of LD, HM, PP, PVC, shrinkable and non-shrinkable poly bags, sheets, rolls and tubes.
How is it sold? How is the order collected? Who are the competitors? How is the competition managed? :
Orders are received and executed directly from clients. Recommendation and previous order based selling.
How is advertising done? :
No advertising, only recommendation basis.
How is product finished?
The finished product is packaged in sacks.
PROBLEMS IDENTIFIED
Ergonomics problem:
There was lack of proper ventilation and no removal system for foul smells and suspended particulate matter (SPM) in air generated due to the crushing and melting of plastic which may pose a threat to the health of the workers.
Shop floor management:
Although not an urgent requirement, but the layout of the plant can be improved as per the manufacturing process flow. Currently this is not the case.
Wastage:
There is no wastage as such. Any leftover plastic is re-fed into the crushing and melting machine and new plastic sheets may be formed with the same.
RECOMMENDATIONS
Ergonomics/ workstation improvement:
Provision of proper ventilation/exhaust system or a mask to protect the workers from the SPMs. A better layout of the plant is also recommended.

UNIQUE HYDRAULICS PVT. LTD.
OBSERVATIONS
Name of the unit: Unique Hydraulics Pvt. Ltd.
What does the unit do?:Manufacturing of automotive parts as splined shafts, Spur Gears.
What are the raw materials used?: Shaft of different diameters with color code
How are the raw material procured? Stored?: No proper provision for storing the raw material in fact the shafts were laying on the ground.
MANUFACTURING PROCESS
Step 1-Cutting Shaft on Power Hacksaw Machine
Picture 10- Semiautomatic Hack Saw (For cutting MS billets) Picture 2- Iron (MS) Billets

Step 2 -Maintain the length as per the requirement and centering operation
Step 3-Turning and Flat Cutting operation
Step 4- Gear Hobbing
Step 5- Drilling, Key Slot and Heat Treatment (in other plant)
Step 6-Filing Manually.
Picture 3- Billet cutting Process
Picture 4- Turning operation (to maintain length) Picture 5- Lathe arrangement on shop floor.
Picture 6- Gear hobbing operation on billet. Picture 7- Finished product (Spline shaft)

Step 7- Packaging and Dispatch
DISTRIBUTION
What are the products? Splined shafts, Spur Gears.
How is it sold? The company is working for tractors namely HMT, MAHINDRa, NEW HOLLAND and JOHN DEERE so the customers are fixed. They are working as famous industry since 26 years in the same field and has 6 different units at different location so the order are directly given by the companies and there are very few competitor for the same.
Picture 9- Packaging of finished product Picture 10- packaging and dispatch

How is advertising done? No advertising is being done.
How is product packaged? Paper wrapping and stacked together.
PROBLEMS IDENTIFIED
Any ergonomics related problem: The workers are sitting on low height stools in uncomfortable posture.
Training related issues: Mainly all industries are facing the same problem that they don't have the workers as per the requirement and very few are well trained. Some of having working experience and Some of having ITI and Diploma
Packaging, logistics and storage: Finished products are laying on ground no storage place.
Shop floor management: The machines are not arranged properly as per the operations
Wastage: limited
Shop floor management issues:
Picture 11- Workers are working while sitting on the floor leading to ergonomic problem.

Inter cluster communication: The proprietor claimed that they are the sole vendors for a leading tractor company and there are no competitors for the same. However, there must be other such manufacturers, may be for some other company whom the proprietor does not realize as important to communicate with.
RECOMMENDATIONS
Ergonomics/ workstation improvement Recommended
Picture 12- Machines are randomly arranged creating difficulties in product flow.

Storage improvement: Racks could be used

V K TEXTILES (PRINTING DIVISION)
INTRODUCTION
Name of the unit: V K Textiles (Printing Division)
What does the unit do?:
PRINTS PACKETS OF VARIOUS PRODUCTS
What are the raw materials used?:
Different types of paper. Plastics for lamination
How are the raw material procured? Stored?:
Materials are ordered from other firms, the materials obtained are stored in the workshop area.
MANUFACTURING PROCESS
STEP 1: Paper is cut through paper cutting machine
Image 31 PAPER CUTTING MACHINE

STEP 2: Positives are made and exposed
Image 32 POSITIVE EXPOSURE MACHINE
STEP 3: Coloring is done in two colour machine.
Image 33 COLOURING MACHINE
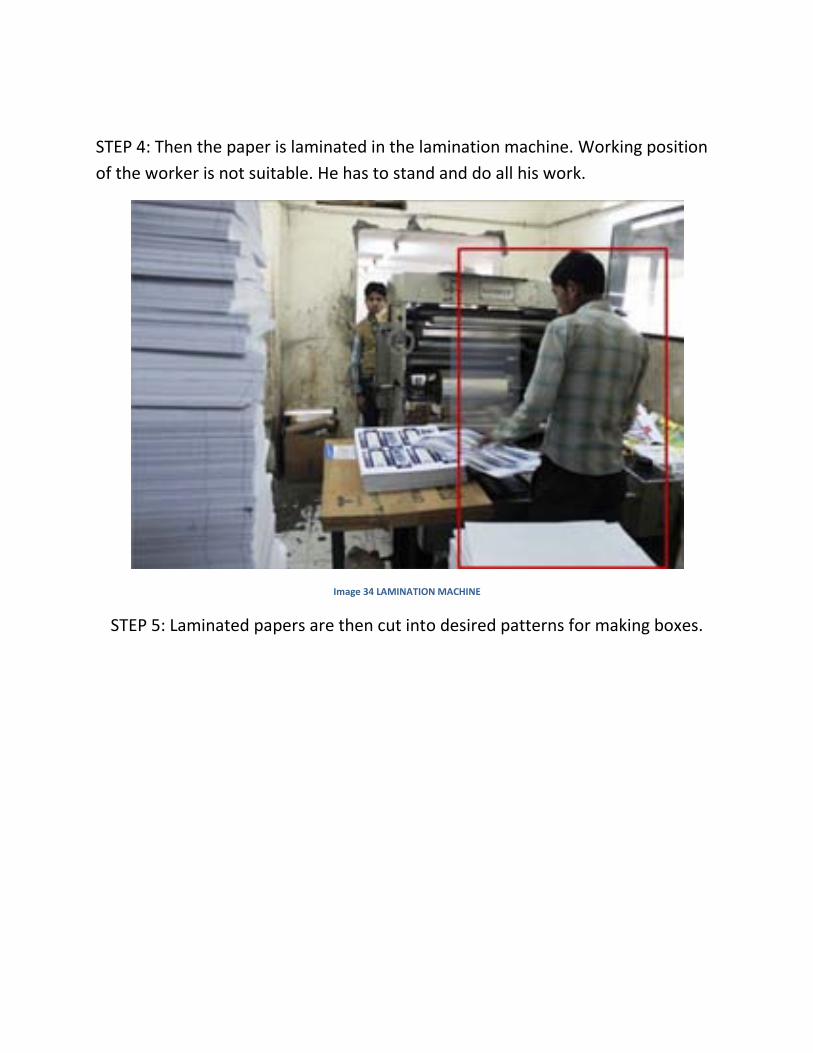
STEP 4: Then the paper is laminated in the lamination machine. Working position of the worker is not suitable. He has to stand and do all his work.
Image 34 LAMINATION MACHINE
STEP 5: Laminated papers are then cut into desired patterns for making boxes.
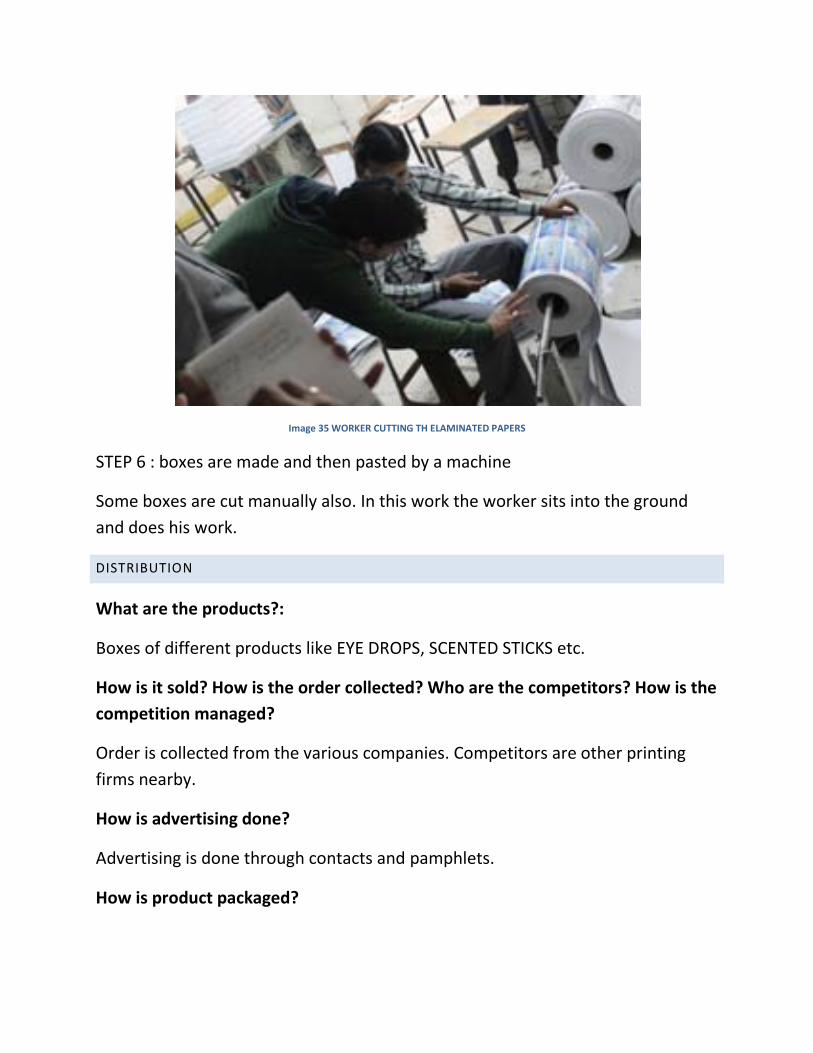
Image 35 WORKER CUTTING TH ELAMINATED PAPERS
STEP 6 : boxes are made and then pasted by a machine
Some boxes are cut manually also. In this work the worker sits into the ground and does his work.
DISTRIBUTION
What are the products?:
Boxes of different products like EYE DROPS, SCENTED STICKS etc.
How is it sold? How is the order collected? Who are the competitors? How is the competition managed?
Order is collected from the various companies. Competitors are other printing firms nearby.
How is advertising done?
Advertising is done through contacts and pamphlets.
How is product packaged?

The product is packaged in bundles of cut papers that can be easily converted into boxes.
PROBLEMS IDENTIFIED
Ergonomics related problem:
Workplace was not organized into a linear flow manner. Everything was haphazard. The workers were working in different awkward positions.
Image 36 Worker pasting manually the boxes in a very awkward position
Training related issues:
Designer designs the graphics without any scientific basis.
Packaging, logistics and storage:
Packaging is done in a manual way which is quite cumbersome process.
Shop floor management:
Workplace was not organized into a linear flow manner. Everything was haphazard
Visual identity, branding, graphics:
Name of the company is printed in every product but there is no such logo of the company.
Marketing, advertising:
Advertising is done through contacts and pamphlets.
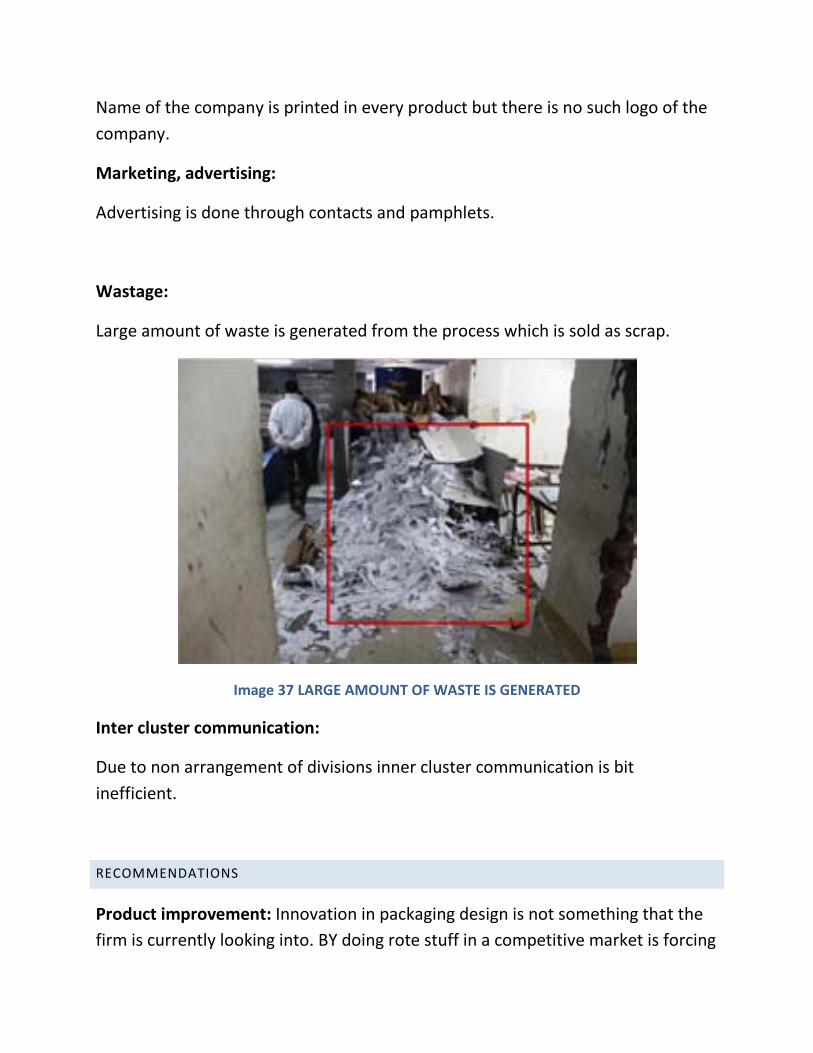
Wastage:
Large amount of waste is generated from the process which is sold as scrap.
Image 37 LARGE AMOUNT OF WASTE IS GENERATED
Inter cluster communication:
Due to non arrangement of divisions inner cluster communication is bit inefficient.
RECOMMENDATIONS
Product improvement: Innovation in packaging design is not something that the firm is currently looking into. BY doing rote stuff in a competitive market is forcing

the firm to constantly compete on the price and hampering the profit margin and growth of the unit. The unit can be advised to look into novel packaging materials and methods to make the clients products more desirable in the market.
Ergonomics/ workstation improvement: Floor space needs to be reworked into a more organized manner. As the firm has expanded its space and machine opportunistically rather than through a planned manner, due to unorganized workspace, the workload of the workers in terms of need to carry the printed or marked packages increases in from one section to another.
Image 38 Present unorganized set up of the Workplace
Process improvement:
1. Up gradation of machines: Most of the machines are manual or semi-automatic in the unit whereas many large competitors in market have fully automatic machines. Through fund raising by loan providers if the unit could be provided with the automatic machines, time and manual effort will be saved while productivity and satisfaction will increase.

2. Training of Graphic Design: The graphic designer was found to be pretty street smart in terms of borrowing ideas from exiting products and getting inspirations from internet, however, his lack of training in visual aspects of the product branding and packaging is depriving the competitive advantage that the unit can claim by his presence. May be a short modular course in graphic design could be arranged for the designer or an online E-Learning course could be developed, advised to the designer.
Branding Improvement: The firm needs to build its brand through graphic identity and web presence.
Marketing improvement:
1. Online presence: The firm can create a competitive advantage over other firms by allowing its customers to share the designs, orders, briefs etc, through it’s website. Being in printing industry, the soft data in form of digital inputs, like images etc. shared by the client can make the firm more desirable by the clients in the market. It would also help the company become prepared to take orders from literally anywhere in India, if not abroad, as long as the pricing and quality matches the clients’ requirements.
2. In-house Exhibition: There are a number of customers who visit the factory. To get confidence and trust it may be a good idea to create a small exhibition of the proud packaging developed by the firm. To save the space, the exhibition could be at the entrance and be wall mounted with glass covers. A similar exhibition can also be created online to excite the online customers.
Storage improvement: Storage of intermediate products as well as the final product can be improved. Racks of various sizes on the walls,

Baddi Assorted Cluster, 4-8 March
2013
jyoti kumar
IITD
9/4/2013
Baddi Design Clinic Workshop Report

Workshop Background:
Baddi Assorted Cluster was identified by PHD chamber of commerce and MSME design clinic program, NID to conduct the Design Awareness Program. The program was conducted in two stages. In the first stage, a Need Assessment Survey (NAS) for assorted manufacturing cluster of Baddi was conducted during 6-11 December 2012. Based on the study, a Need Assessment Survey report was submitted. This was followed by a Design Clinic Workshop which was conducted between 4-8 March 2013.
In the survey phase, a total of 16 units pertaining to different manufacturing activities were studied. Detailed interaction with industries were carried out during the NAS. Team of 3-4 Design experts spent around 4-5 hours per industry interacting, discussing, observing, photographing and suggesting during the NAS.
In the Design Clinic Workshop Phase, conducted between 4-8 March, a formal invitation was sent to all the manufacturing units which had participated in the Need assessment survey and a general invitation was sent to all the manufacturing units in the vicinity.
Over the five days of the workshop, on an average 20 manufacturing units represented by various stakeholders of the manufacturing unit attended the workshop. Several topics like import-export viabilities, quality assessment in Indian context, product design as required intervention for quality in the production, ergonomic design of the workbenches, impact of design on productivity, impact of efficient process design on employee retention etc. were discussed with inputs form the members and the visiting experts. This report presents a gist of the topics discussed and the response from the cluster.

Topics Discussed
Initially the report from the need assessment study was shared with the community. A brief of the MSME design clinic scheme was shared to set up the context as a lot of the attendees were not aware of this scheme and showed positive response upon getting to know that the govt. has initiated this scheme. This was followed by the report on observations at the units during the December '12 visits.
Click to edit Master title style
Click to edit Master text styles Second level
– Third level• Fourth level
– Fifth level
1-8Click to edit Master title style
1-8Click to edit Master title style
Observations1-8

Case for Design
Next and orientation for the design intervention in manufacturing and it's benefits was shared. The idea of incremental change as design and disruptive change as innovation and the need and place for the two in the life of a product was discussed in detail. The participants added to the discussion by citing the need to counter china made products through innovation. A brainstorm session to identify the incremental and disruptive changes pertaining to the units in the audience was conducted and it was much appreciated by the attendees.
Click to edit Master title style
Click to edit Master text styles Second level
– Third level• Fourth level
– Fifth level
1-1Click to edit Master title style
1-1Click to edit Master title style
Incremental
Disruptive
Incremental and Disruptive Changes
Product as a brand
This was followed by a discussion on the need for positioning and branding of the products. Famous study of Pavlov on meanings of the product in the eyes of the buyer and how branding changes it was discussed with the audience. This was reported to be an eye opener by the audience and they were much delighted to observe the need of design intervention beyond the manufacturing for the utilitarian appreciation of the product.
Click to edit Master title style
Click to edit Master text styles Second level
– Third level• Fourth level
– Fifth level
1-40Click to edit Master title style
1-40Click to edit Master title style
Changing the Meaning1-40
Ivan Petrovich Pavlov
Design improvement methods
Need for improvement in the products was also discussed in context of some of the product production processes observed and reported in NAS. It was observed that for some products, the immediate design improvement possible, was pertaining to creating a better fit between the user and the product. This

aspect of the design called 'usability' was discussed in detail with the audience using examples of improvement as shown in figure below.
Click to edit Master title style
Click to edit Master text styles Second level
– Third level• Fourth level
– Fifth level
1-93Click to edit Master title style
1-93Click to edit Master title style
1-93
Lack of a natural mapping from controls to burners on a stove top.
Natural Response Mappings
Natural mapping from controls to burners on a stove top.
Unit wise suggestions
This was followed by discussion on specific manufacturing unit's requirements in the light of the observations by the experts as reported in the NAS. Each unit requirements and possibilities of improvements were discussed in detail. For example, issues of ergonomics in some units, the need to minimize waste in other units; need for plant layout reorganization for efficiency in some, need for innovative thinking in others etc. was sequentially discussed. For example , below is the set of slides presented to one of the units in context of the plant layout redesign possibility and improvement in the efficiency.

Click to edit Master title style
Click to edit Master text styles Second level
– Third level• Fourth level
– Fifth level
1-1Click to edit Master title style
1-1Click to edit Master title style
Saw Saw
Lathe PressPress
Grinder
LatheLathe
Saw
Press
Heat Treat
Grinder
12-1
Plant Layout
After a general discussion on the design improvement directions, design suggestions for each of the units visited were made. On following pages are a list of recommendations made to the specific units as per the list:

Company name: Three Generations Product improvement: New forms of boxes can help. A design department should be formed to deal with it. New design of boxes should be introduced. Issues of style and comfort for users can be considered in the redesign of the boxes. The various types of carriers and the individual and cultural needs of the different users may be helpful. Thoughts on security and stylish locking mechanisms may also be innovated for creating an edge for the brand in the market.
Ergonomics/ workstation improvement: Convenient sitting arrangements can be designed for workers who are standing for long hours. Long Stools or backrest type structures can be installed.
Process improvement: Instead of applying stickers, templates can be made and applied at a much larger scale. Proper orientation of floor space can improve the efficiency of the manufacturing unit.
Suggested organization of floor space for optimal performance
Packaging improvement: New Logo can give an identity to the company and it can help a lot in marketing.
Branding improvement: Outreach of the brand has to be improved through proper advertising. An advertisement campaign can help.
Marketing improvement: A website with the company information will be helpful. The website also will need to be updated properly for buyers to feel confident. New business model with e-purchase of luggage carriers as per the need and choice of the buyer should be facilitated.
Bittinia Mofa Equipments
New Product Development: With the existing capabilities of the unit, innovation led new product development is possible. For higher profit margins a proactive assessment of the performance of the existing products at the place of use should be done and then areas of improvement can be identified. This will lead to new product development ideas.
Storage
Injection
Washing/
Paint
Stickers/P

Storage Improvement: Storage area can be improved in order to increase the productivity. More effort and manpower is required for the current storage area for loading and unloading. Color coding of raw material can be improved so that worker can understand about the material.
Ergonomics/ workstation improvement: If the position of the dispensing taps could be raised it would greatly increase the rate of work. The position of taps is such that a person has to sit on his haunches, balancing on his heels and fill pretty heavy containers. A new device for mixing and dispensing can also be devised which will increase the rate of work. as the image below suggests, the present tap position is affecting the efficiency of the task.
Process improvement: The process has a scope of becoming more efficient as per the design suggestion below.
This position hurts the worker
Storage container
Mixing & Dispensi
ng
Suction
Pump
Dispensing Tip
Filled Containers
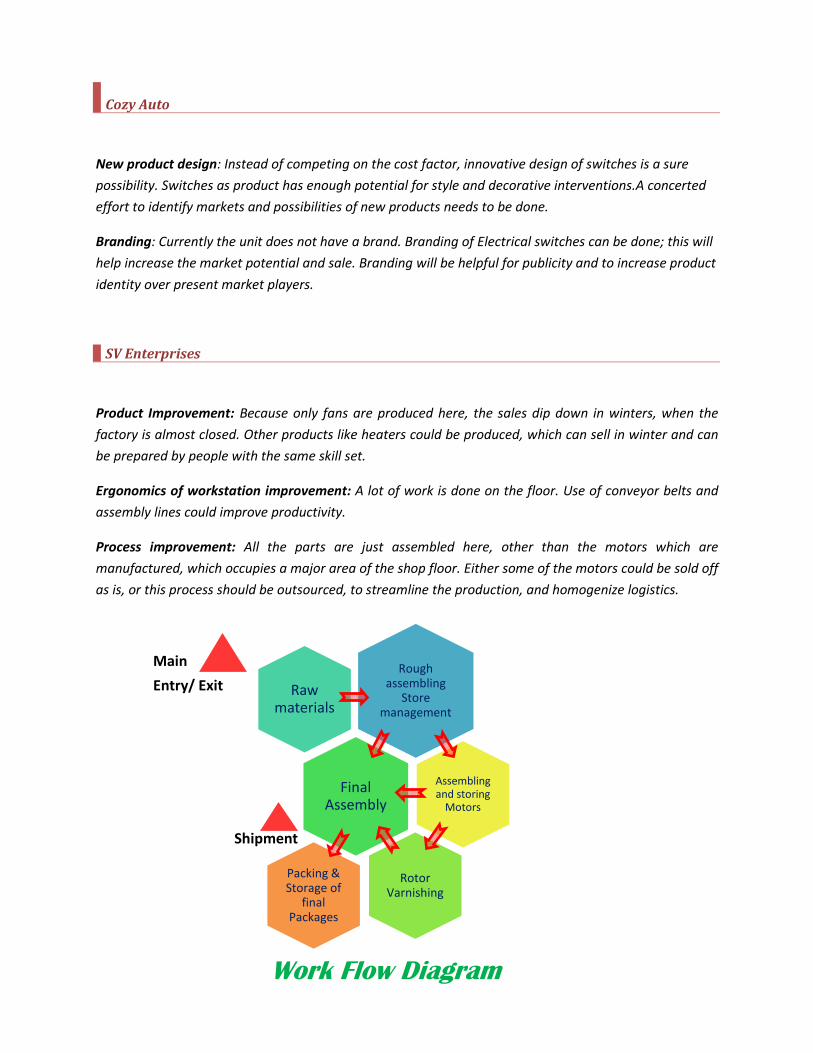
Cozy Auto
New product design: Instead of competing on the cost factor, innovative design of switches is a sure possibility. Switches as product has enough potential for style and decorative interventions.A concerted effort to identify markets and possibilities of new products needs to be done.
Branding: Currently the unit does not have a brand. Branding of Electrical switches can be done; this will help increase the market potential and sale. Branding will be helpful for publicity and to increase product identity over present market players.
SV Enterprises
Product Improvement: Because only fans are produced here, the sales dip down in winters, when the factory is almost closed. Other products like heaters could be produced, which can sell in winter and can be prepared by people with the same skill set.
Ergonomics of workstation improvement: A lot of work is done on the floor. Use of conveyor belts and assembly lines could improve productivity.
Process improvement: All the parts are just assembled here, other than the motors which are manufactured, which occupies a major area of the shop floor. Either some of the motors could be sold off as is, or this process should be outsourced, to streamline the production, and homogenize logistics.
Rough assembling
Store management
Main Entry/ Exit Raw
materials
Final Assembly
Shipment
Rotor Varnishing
Assembling and storing
Motors
Packing & Storage of
final Packages
Work Flow Diagram

Branding & Marketing improvement: A website, listing the small scale industries of these in the area could improve the outreach of these units and also increase the client base.
BNAL Prefab Private Limited
Product improvement: There are possibilities of creating a prefab housing system for the laypersons in our country. At the present the unit is only producing as per the requirements of the clients and mostly for office or industrial needs. There is possibility of creatively creating standard and modular housing solutions which can be sold to households in a ready to use fashion. These design can be exhibited by the website of the company and can be picked by the householders from the website and then contacted the company for the installations of the ready to use modular designs.
Ergonomics/ workstation improvement:
• Cutting the MS steel sheets with a gas cutter involves exposure of the workers eyes to constant glare from the flame. The workers also do not use any protective gear to shield them from the bright light.
• Grinding the edges of the cut MS sheets for beams and columns is an extremely time taking task which involves a lot of effort due to a constant crouching position of the worker. A dedicated workstation for this process can be made which is ergonomically designed.
• Workers involved in bending and cutting MS sheets for the sandwich panels were forced to sit in uncomfortable positions while the sheets were being glued with plastic sheets. The machine needs to be redesigned to enable the workers to sit around it.
Marketing improvement: (e-commerce? customer reach? order management? )
Currently there is no active marketing and advertising strategy of the company. The company relies on its existing client base and contacts to gets it orders. However, there is a lot of scope for improvement in this area:
• The company needs to launch its own website to showcase its products and past structures erected by it. This will enable possible clients to know about its work and get more work.
• The company also needs to collaborate with architects and builders so that it can get more work. • It also needs to formulate a marketing and advertising strategy and launch it so that it gets its
due recognition in the market.

Steelbird Hi-Tech India Ltd. Product improvement: Proper graphics design could help. A design department should be formed to deal with it. New design of helmets should be introduced.
Ergonomics/ workstation improvement: Convenient sitting arrangements should be made for workers who are standing for long hours. Long Stools or backrest type structures can be installed.
Present working positions of a worker in Injection Molding
Recommended working position
Process improvement:
We observed that after injection molding extra materials, middle partition had to be removed, sand treatment had to done. All these processes can be avoided if the product that is coming out of injection molding can have a glossy finished surface. This would be a technological intervention.
Instead of applying stickers, Templates can be made and applied at a much larger rate.

Packaging improvement:
New Logo can give a great identity to the company.
Present logo is quite monotonous and does not relate to a biker. A new shot logo that signifies coolness and strength can improve brand positioning.
Branding improvement:
Outreach of the brand has to be improved through proper advertising. An add campaign can help a lot in reaching the masses.
Marketing improvement: (e-commerce? customer reach? order management?)
The website needs to be updated. Purchase of the helmets can be made possible through the company’s website, or even through different online shopping websites.
Wastage minimizes:
Large numbers of FRP helmets were lying in the backyard. I a process for recycling FRP can be devised, FRP waste management can improve.
Large waste of foam and other materials were produces during cutting process. New efficient kind of dies can solve the problem to a great extent.

Supreme Engravers Improvement in material handling and movement: There are possibilities of improvement in the workflow design.
THE PRESENT STATE OF WORKFLOW
THE PROPOSED WORKFLOW DESIGN

Product improvement: Can include other sizes of caps. Will require new dyes
Ergonomics/ workstation improvement: The outlet of the machines can be placed higher so that caps can be poured directly into plastic sacks used for storage.
Branding& Marketing improvement: A website, listing the small scale industries of these in the area that provide this type of services could improve the outreach of these units and also increase the client base.
Storage improvement: - Can be stored in cardboard boxes and on big racks to keep caps off ground and free from moisture.
Although in the brief time available during the workshop sessions, it was not possible to do justice to the complete redesign of products or productions processes, the audience were sensitized towards the need and benefits of the design orientation in the MSME clusters. The audience seemed involved during the workshop and in feedback did acknowledge the tremendous shift in perspective towards need of design intervention for better productivity and profits in the product manufacturing.

Cluster Response
Apart from the attendance of the CEO's and owners of the firms throughout the workshop, the word spread and the local media also widely publicized the content of discussions of the workshop. below are two excerpts from the media.