
MUSHUNJE TICHAFA R1103090W
111
i A DISSERTATION SUBMITTED IN PARTIAL FULFULMENT OF THE REQUIREMENT FOR THE MASTER OF BUSINESS ADMINISTRATION DEGREE 2013 GRADUATE SCHOOL OF MANAGEMENT UNIVERSITY OF ZIMBABWE SUPERVISOR: DR.D. MARAVANYIKA AN EVALUATION OF THE IMPACT OF IMPLEMENTING ADVANCED MANUFACTURING TECHNOLOGY ON OPERATION EFFIENCY IN ROOF TILE MANUFACTURING INDUSTRY IN ZIMBABWE: CASE OF ZIMTILE (2009- 2013). TICHAFA MUSHUNJE REGISTRATION NO: R1103090W
Transcript of MUSHUNJE TICHAFA R1103090W

i
A DISSERTATION SUBMITTED IN PARTIAL FULFULMENT OF T HE
REQUIREMENT FOR THE MASTER OF BUSINESS ADMINISTRATI ON
DEGREE
2013
GRADUATE SCHOOL OF MANAGEMENT
UNIVERSITY OF ZIMBABWE
SUPERVISOR: DR.D. MARAVANYIKA
AN EVALUATION OF THE IMPACT OF IMPLEMENTING ADVANCED
MANUFACTURING TECHNOLOGY ON OPERATION EFFIENCY IN
ROOF TILE MANUFACTURING INDUSTRY IN ZIMBABWE: CASE OF
ZIMTILE (2009- 2013).
TICHAFA MUSHUNJE REGISTRATION N O:
R1103090W

i
Dedication
To my late parents Christina and Christopher and my loving wife Choice and sons Tafi
and Tinashe thank you for your support and patience as you spent most of the time
alone while I was doing my studies.

ii
Declaration I ……………………………………………………………………………. do hereby declare
that this dissertation is the result of my own investigation and research, except to the
extent indicated in the Acknowledgements, References and by comments included in
the body of the report, and that it has not been submitted in part or in full for any other
degree to any other university.
________________ _____________
Student’s signature Date
________________ _____________
Supervisor’ Signature Date

iii
Acknowledgement
My sincere gratitude goes to the Lord the All Mighty for providing me with the necessary
resources and wisdom to see me through my Masters in Business Administration
studies at the University of Zimbabwe.
My admiration goes to my supervisor, Dr Denis Maravanyika who guided me in
compiling this dissertation. His expertise and patience made it possible to finish and
submit the dissertation on time. My gratefulness is also extended to all Graduate School
lectures and supporting staff for their unwavering support and encouragement and
Group 5 members for their encouragement and contributions.
I would also want to extend my most felt appreciation to my brothers and sisters
particularly DR. Mushunje for sponsoring my studies and my wife and children for their
support and encouragement.
Lastly but not least special thanks go to Rumbidzai Muzvidziwa for assisting with the
lay outs and to Zimtile staff for participating in the study.

iv
Abstract
The primary objective of this study was to evaluate the impact of implementing
advanced manufacturing technologies (AMTs) on operational efficiencies at Zimtile.
Literature points to the fact that successful implementation of AMTs enhances
operational efficiencies which leads to reduction in lead time, improved customer
satisfaction, profitability and market share. Notably the available literature on AMTs
implementation is from technologically advanced countries. Unfortunately, none of the
literature that was reviewed relates to Zimbabwe manufacturing sector. Therefore, the
present research attempted to bridge this knowledge gap by studying the impact of
implementing AMTs in roof tile manufacturing in Zimbabwe.
Qualitative research methods based on a single case study of Zimtile was used.
Purposive sampling strategy was employed to select 15 respondents at Zimtile. Data
was collected through face-to-face interviews with managers. Data analysis was a
mixture of analytic text and data displays.
The study concluded that Zimtile failed to attain a positive impact on operational
efficiencies and consequently, also failed to realise the expected benefits of
implementing AMTs. The failure is attributed to the unavailability of key success factors
for implementing AMTs at Zimtile. The key success factors, that were not available at
Zimtile included, strategic fit, conducive corporate culture, adequate technical skills, and
senior management commitment. In view of these conclusions the study recommends
that; Zimtile creates an enabling environment for AMTs implementation, conducts an
environment impact assessment and enhance chances of achieving benefits of
implementing AMTs through addressing quality issues and adopting manufacturing best
practices.

v
List of Content
Dedication i
Declaration ii
Acknowledgement iii
Abstract iv
Table of Contents vi
List of Tables xi
List of Figures xii
Acronym xiii

vi
Table of Contents
CHAPTER 1 ............................................................................................................................... 1
1.0 INTRODUCTION.................................................................................................................. 1
1.1 INTRODUCTION ................................................................................................................... 1
1.2 Background to Study .................................................................................................................. 1
1.2.1 Macro Analysis .................................................................................................................... 2
1.2.2 Micro Analysis: Porter’s 5 Forces Analysis ..................................................................... 4
1.2.3. Background to Study- The Case Study Organization ..................................................... 6
1.2.4 Zimtile Swot Analysis ...................................................................................................... 11
1.3 OPERATION OVERVIEW OF ZIMTILE ................................................................................. 12
1.3.1 Production: ......................................................................................................................... 12
1.4 Problem Statement ................................................................................................................... 14
1.5 Research Objectives ............................................................................................................ 14
1.5.1 Sub Objectives: .................................................................................................................. 15
1.6 Research Questions ................................................................................................................. 15
1.7 Research Proposition ............................................................................................................... 15
1.8 Justification of Study ................................................................................................................ 15
1.9 Scope of Research ................................................................................................................... 16
1.10 LIMITATION ............................................................................................................................ 16
1.11 STRUCTURE OF THE RESEARCH .................................................................................... 16
CHAPTER 2 ..............................................................................................................................18
2.0 LITERATURE REVIEW .......................................................................................................18
2.1 INTRODUCTION ...................................................................................................................... 18
2.2Definitions of AMTs ............................................................................................................... 18
2.3 Classification of AMT ............................................................................................................... 19
2.3.1 Process Technology; ......................................................................................................... 20
2.4SUCCESS FACTORS FOR IMPLEMENTING AMT .............................................................. 20

vii
2.4.1 Strategic Fit ........................................................................................................................ 21
2.4.2 Senior ................................................................................................................................. 22
2.4.3 Organizational Structure ................................................................................................... 23
2.4.4 Corporate Cultural ................................................................................................................. 23
2.4.5 Human Factor: ................................................................................................................... 25
2.4.6 Size of Orgainisation: ............................................................................................................ 26
2.4 .7 Technological .................................................................................................................... 26
2.5 AMT IMPLEMENTATION PREDICTIVE MODEL .................................................................. 27
2.6 Operational Efficiency .............................................................................................................. 28
2.7 BENEFITS OF AMTS ............................................................................................................... 28
2.7.1 Flexibility ................................................................................................................................ 29
2.7.2 Productivity ............................................................................................................................ 31
2.7.3 Product Quality; ..................................................................................................................... 31
2.7.4 Cost Reduction .................................................................................................................. 32
2. 8 AMT Use and Performance .................................................................................................... 33
2.9 SOURCES OF COMPETITIVE ADVANTAGE....................................................................... 34
2.9.1 Porters Five Forces Model of Competitive Advantage ................................................... 34
2.9.1.1 Limitations of Porter’s Five Forces Model .................................................................... 35
2.9.2 Resource Based View Model for Competitive Advantage ............................................. 35
2.10 DISADVANTAGES OF AMTS ............................................................................................... 37
2.11 Chapter Conclusion ................................................................................................................ 38
CHAPTER THREE ....................................................................................................................39
3.0 RESEARCH METHODOLOGY ...........................................................................................39
3.1 INTRODUCTION ...................................................................................................................... 39
3.2 RESEARCH DESIGN .............................................................................................................. 40
3.3 RESEARCH PHILOSOPHY .................................................................................................... 40
3.3.1 Quantitative approach ................................................................................................. 41

viii
3.3.2 Qualitative approach .................................................................................................... 41
3.3.3 Selecting the suitable approach ................................................................................. 42
3.4 RESEARCH STRATEGY ................................................................................................... 42
3.4.1 Survey ........................................................................................................................... 43
3.4.2 Experiment ................................................................................................................... 44
3.4.3 Action research ............................................................................................................ 44
3.4.4 Observation .................................................................................................................. 44
3.4.5 Case Study ................................................................................................................... 44
3.4.6 Justification for Selecting Case Study ........................................................................ 45
3.4.7 Critic of Case Studies .................................................................................................. 47
3.5 POPULATION AND SAMPLING ........................................................................................ 47
3.5.1 Sampling ....................................................................................................................... 48
3.5.2 Sampling unit ............................................................................................................... 49
3.5.3 Sample Size ................................................................................................................. 49
3.5.4 Sample Methods/ Techniques .................................................................................... 49
3.5.5 Probability Sampling .................................................................................................... 50
3.5.6 Non- Probability Sampling .............................................................................................. 50
3.5.7 Advantages of purposive Sampling ............................................................................ 51
3.5.8 Disadvantages of Purposive Sampling ...................................................................... 52
3.6 Justification for adopting Purposive Sampling ................................................................... 52
3.7 SOURCES OF DATA ............................................................................................................... 53

ix
3.7.1 Primary data ................................................................................................................. 53
3.7.2 Secondary data ............................................................................................................ 54
3.7.3 Data Collecting Methods ............................................................................................. 54
3.7.4 Justification for using semi structured interviews ...................................................... 57
3.8 QUESTIONNAIRE .................................................................................................................... 57
3.8.1 Justification for Using Questionnaire ......................................................................... 58
3.8.2 Questionnaire Design ........................................................................................................ 59
3.8.3 Structure of the questionnaire used for the research ..................................................... 59
3.8.4 Questionnaire Piloting ....................................................................................................... 60
3.9 Data Analysis and Interpretation ............................................................................................. 60
3.10 CREDIBILITY AND DEPENDABILITY ................................................................................. 61
3.10.1Credibility........................................................................................................................... 61
3.10.2 Dependability ................................................................................................................... 61
3.11 ETHICAL CONSIDERATIONS ....................................................................................... 62
3.12 CHAPTER CONCLUSION .............................................................................................. 62
CHAPTER 4 ..............................................................................................................................64
4.0 RESEARCH FINDINGS AND ANALYSIS............................................................................64
4. 1 INTRODUCTION ..................................................................................................................... 64
4.2 KEY RESPONDENTS.............................................................................................................. 64
4.2 Demography of the Respondent ............................................................................................. 64
4.3 ANALYSIS, RESULTS AND DISCUSSIONS ........................................................................ 66
4.3.1 Key success factors for implementing advanced manufacturing technology. .............. 66
4.3.2 The expected benefits of implementing advanced manufacturing technology at Zimtile
...................................................................................................................................................... 74
4.3.3 Achieved benefits of implementing AMTs at Zimtile. ..................................................... 76

x
4.4 SUMMARY OF THE FINDINGS ............................................................................................. 78
4.4.1 Key success factors for Implementing AMTs. ................................................................. 78
4.4.2 Expected benefits of implementing AMT at Zimtile ........................................................ 79
4.4.3 Achieved benefits .............................................................................................................. 80
4.5 CONCLUSION ..................................................................................................................... 80
CHAPTER 5 ..............................................................................................................................81
5.0 CONCLUSION AND RECOMENADTION ...........................................................................81
5.1 INTRODUCTION.................................................................................................................81
5.2 CONCLUSIONS .................................................................................................................. 81
5.3 EVALUATION OF THE PROPOSITION ............................................................................. 82
5.4 RECOMMENDATIONS ............................................................................................................ 82
5.4.1 Establishing a Conducive Environment ............................................................................... 82
5.4.2 Environmental Impact Assessment.................................................................................. 83
5.3.3 Enhancing Achievement of AMTs Benefits .................................................................... 83
5.4 STUDY LIMITATIONS AND AREAS OF FURTHER STUDY............................................... 83
REFERENCES .........................................................................................................................84
Appendix 1 Cover Letter ................................................................................92
Appendix 2 Questionnaire .......................................................................93

xi
LIST OF TABLES
Table 1.1 Customer Feedback and Complains……………………………… 8
Table 1.2 Zimtile SWOT Analysis …………………………………………….. 12
Table 1.3 Composite Production and Market Share …………………………. 13
Table 1.4 Delivery Backlog……………………………………………………… 14
Table 3.1 Research Population ………………………………………………… 48
Table 4.1 Respondent Demographic Profiles ………………………………… 65
Table 4.2 Strategic Factors for Implementing AMTs ………………………… 66
Table 4.3 Strategic Fit to Technology …………………………………………. 68
Table 4.4 Senior Management Commitment …………………………………. 69
Table4.5 Zimtile Corporate Culture ………………………………………….. 70
Table4.6 Influence of Corporate Culture on New Technology ……………. 72
Table4.7 Critical Skills Necessary of AMTs Implementation ……………….. 73
Table4.8 Expected Benefits For Implementing AMTs ……………………… 75
Table4.9 Benefits Realised from AMTs Implementation at Zimtile ………… 76
Table4.10 Experience with new Technology ………………………………….. 77

xii
LIST OF FIGURES
Figurer 1.1 Monetary Policy Statement of Zimbabwe (2013) ………………. 3
Figure 1.2 Porter’s Five Forces Analysis Roof Tile Industry………………... 6
Figure 1.3 Roofing Tile Quality Rating ……………………………………….. 7
Figure 1.4 Zimtile Product Range …………………………………………….. 9
Figure 1.5 Zimtile Organisational Structure………………………………….. 10
Figure 1.6 Year on Year Production Figures ………………………………. 12
Figure2.1 AMT Key Success Factors ……………………………………….. 21
Figure2.2 AMTs Implementation Predictive Model ……………………….. 27
Figure 2.3 Conceptual Framework ……………………………………………. 38
Figure3.1 Research Methodology …………………………………………… 39
Figure3.2 Research Strategies ………………………………………………. 43
Figure3.3 Structure of Questionnaire ……………………………………….. 59

xiii
ACRONMY
AMT ADVANCED MANUFACTURING SYSTEMS
CEO CHIEF EXECUTIVE OFFICER
CIFOZ CONSTRUCTION INDUSTRY FEDERATION OF ZIMBABWE
CZI CONFEDATION OF ZIMBABWE INDUSTRIES
DFI DIRECT FOREIGN INVESTMENT
HIV HUMAN IMMUNODEFICIENCY VIRUS
GNU GOVERNMENT OF NATIONAL UNITY
ISO INTERNATIONAL STANDARDS ORGAINISATION
ITC INFORMATION TECHNOLOOGY AND COMMUNICATION
PGIZ PLATE GLASS INDUSTRIES ZIMBABWE
PVT LTD PRIVATE LIMITED
RBZ RESERVE BANK OF ZIMBABWE
R&D RESEARCH AND DEVELOPMENT
SWOT STRENGTH WEAKNESS OPPORTUNITIES THREAT
ZNCC ZIMBABWE NATIONAL CHAMBER OF COMMERCE

1
CHAPTER 1
1.0 INTRODUCTION
1.1 INTRODUCTION
Available literature has proved beyond doubt that Advanced Manufacturing Technology
(AMT) has got a vital role in enhancing the operational efficiency of businesses, if it is
properly adopted (Manoj, 2010). Mas, Stehrer and Robert (2012) furthered this
assertion by coining the fact that technology is key to enhancing industrial operational
efficiency through cost reduction, quality, flexibility and productivity improvements and
they however cautioned that technology alone is not adequate if not supported by
sustainable research and development (R&D), human capital and information
communication and technology (ITC). Porter (1985) further emphasized the need for a
strategic fit to technology implementation in order to gain and sustain competitive
advantage.
Notably the available literature on AMTs is from technologically advanced countries.
Unfortunately very little literature is available on AMTs in Zimbabwe’s manufacturing
sector. Hence the available literature has a weakness in that it does not address the
research objectives as stated below in a Zimbabwean context. This paper seeks to
bridge the knowledge gap that exists by studying the impact of implementing AMT in
roof tile manufacturing industry in Zimbabwe.
1.2 Background to Study
Post dollarization Zimtile was faced with multiple operational challenges key amongst
them were declining quality, high cost of production, low productivity and operation
inflexibility. The operational efficiency challenges prevented Zimtile from attaining
competitive advantage over its competitors instead a new entrant (Beta Bricks, Frog
Tiles, Vaka Africa) took advantage of this and entered the market. The next sections

2
discusses in detail the back ground to the roof tile manufacturing industry in Zimbabwe
as well as give an overview of the Zimbabwean economy.
1.2.1 Macro Analysis
PESTEL analysis is appropriate for this research study as the external factors influence
operational strategic decisions made.
1.2.1.1 Political and Legal Environments
Zimbabwe is currently enjoying peace and tranquility following a government of national
unit (GNU) brokered in 2009. However the pending referendum and national election to
be held during the first and second half of 2013 have put this achievement under threat.
While the GNU is hailed for bringing in peace and stability to the nation, it has been an
impediment to economic growth because of its policy inconsistency, reversal and
ambiguity. The adoption of the Indigenization Act and the above mentioned factors have
resulted in capital flight and at the same time discouraged foreign direct investment
(FDI). Capital flight and discouragement of FDI have impact negatively on the
acquisition and transfer of manufacturing technology.
1.2.1.2 Economic Environment
Zimbabwe is experiencing a severe under capacity utilization across all sectors of the
economy, declining disposal income and high liquidity problems. Zimbabwe’s year on
year inflation is 3% and the GDP for 2013 is expected to be 5,6% a decline from 9.8% in
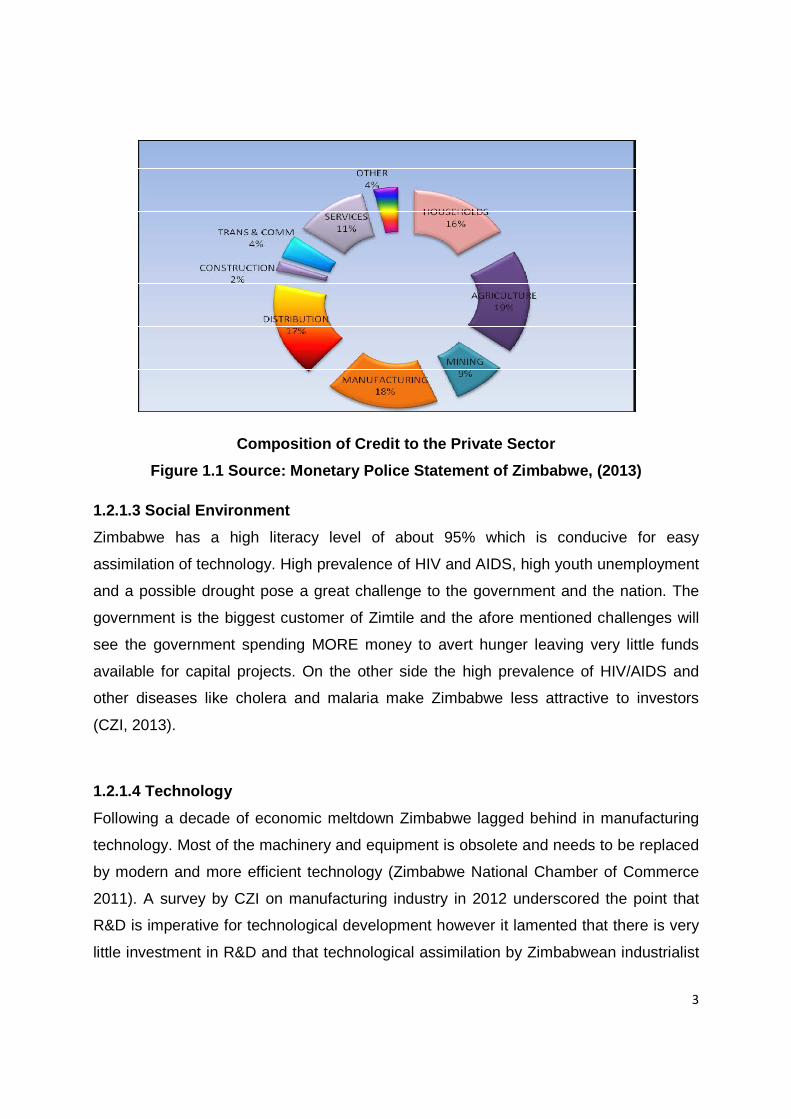
2012 (RBZ 2013). From a research by Confederation of Zimbabwe Industries (CZI) the
construction industry accessed only 2% of the available loans disbursed by the banks in
2012 see Fig 1.1. Two percent is marginal considering the fact that it is the
infrastructure that drives the economy. Liquidity problems result in high cost of capital
due to high lending rates and high bank charges. The high cost of capital discourages
borrowing by key productive sector of the economy meaning that they will be less
investment in the manufacturing technology (CZI, 2013).
3
Composition of Credit to the Private Sector
Figure 1.1 Source: Monetary Police Statement of Zim babwe, (2013)
1.2.1.3 Social Environment
Zimbabwe has a high literacy level of about 95% which is conducive for easy
assimilation of technology. High prevalence of HIV and AIDS, high youth unemployment
and a possible drought pose a great challenge to the government and the nation. The
government is the biggest customer of Zimtile and the afore mentioned challenges will
see the government spending MORE money to avert hunger leaving very little funds
available for capital projects. On the other side the high prevalence of HIV/AIDS and
other diseases like cholera and malaria make Zimbabwe less attractive to investors
(CZI, 2013).
1.2.1.4 Technology
Following a decade of economic meltdown Zimbabwe lagged behind in manufacturing
technology. Most of the machinery and equipment is obsolete and needs to be replaced
by modern and more efficient technology (Zimbabwe National Chamber of Commerce
2011). A survey by CZI on manufacturing industry in 2012 underscored the point that
R&D is imperative for technological development however it lamented that there is very
little investment in R&D and that technological assimilation by Zimbabwean industrialist

4
was very low. The report also encouraged local organisation to fund local R&D
institution and also challenged local organisation to embrace home grown technology.
The gap in technology means Zimbabwean manufactures are not competitive in
regional and global markets unless they invest in modern technology.
1.2.2 Micro Analysis: Porter’s 5 Forces Analysis
Porter’s 5 forces model underpins the fact that establishment of competitive advantage
goes beyond established industry rivals but includes other competitive forces such as
bargain power of customers and suppliers, potential new entrants and substitute
products. The extended rivalry that results from these forces generally shapes the
nature of competitive interaction within an industry and defines an industry (Brown
2009).
1.2.2.1 The Bargaining Power of Customers
Zimtile customers are individuals, property developers, corporate and exporters.
Individuals normally buy in small quantities and are once off clients. Because of their
individuality and low purchase volumes their bargaining power is very low. Property
developers and corporate buy in big volumes repetitively they are quality and price
sensitive. Because they buy in bulk repetitively their bargaining power is high and they
demand high discounts. On the other hand, building constructors pose a threat by
integrating backwards into the industry. The bargain power of this group of customer is
very high. Exports volumes are lower compared to the local market purchases but are
ideal for market growth. Exporters are very price sensitive, particular about lead time
and can easily switch suppliers. They have a very high bargaining power.
1.2.2.2 The bargaining power of Suppliers The key suppliers of raw material (sand, cement, and pigment) and machine spare parts
to Zimtile are Lafarge, Portland cement, Bartler Sand, White sand and Jessop and
Associates. There is a monopoly in the supply of cement. All the suppliers operate on
cash basis and their price are generally the same. The cement suppliers do dictate the
price and this pose a big challenge to the industry as it is not always possible to pass

5
the cost to the customer. This puts pressure on production to improve on operation
efficiency if it is to remain competitive. The supplier of critical machine spare parts has
an exclusive monopoly. The terms are favorable and treat Zimtile as a strategic partner.
Sand and pigment suppliers are many and this has curtailed their bargaining power.
1.2.2.3 Threats of substitutes
Post dollarization Zimtile has seized to be a monopoly for roofing tiles. Several new
entrants the likes of Beta tile, Harvey tile Willow tile, Frog Tile and Vaka Africa have
emerged. These substitute products are cheap, sold ex-stock, good quality unlike
Zimtile products which are expensive, of inferior quality and not available ex-stock. The
threat of substitutes is great and Zimtile has to prepare for it.
1.2.2.4 Threat of New Entrants
The roof tile manufacturing industry generally enjoys profit margins of above 55%
Construction Industry Federation of Zimbabwe (CIFOZ, 2013). The exceptional profit
margin is attractive for new entrant but the high cost required to setup a tile
manufacturing plant and environmental management agency (EMA) requirements
discourage new entrants. The major players in the industry are Beta tile, Toptile, Willow
tile and Zimtile do enjoy huge economy of scale and their products are well
differentiated. This further discourages new entrants.
1.2.2.5 Rivalry within the industry
The industry is a perfect market consisting of many players offering similar roofing
materials. Due to liquidity constraints and other factors at play the market for roofing
materials is decreasing month by month. This has resulted in serious rivalry within the
industry as companies compete for customers. Price under cutting and media war are
common features within the industry.

Figure1.2 Porter’s Five Forces analysis of Roof Tile Manufact uring Industry
1.2.3. Background to Study
Zimtile (Pvt) Ltd came to be in 1992 following a management buyout from Marley tiles,
by the Jones family. Before the buyout
Until 2009 Zimtile was the only major manufacturer and supplier of concrete roofing tiles
in Zimbabwe. It has two tile manufacturing plants strategically located, in Bulawayo to
supply the greater Southern part of Zimbabwe and in Harare to cater for the rest of the
country. It has also several distribution points in all major towns like Mutare, Masvin
Gweru and Chinhoyi. The shareholding of Zimtile has changed hands over the past
years the recent being a 100% acquisition by Plate Glass Industries Zimbabwe (PGIZ)
following the purchase of 30% share from the Jones family. In 2011 Zimtile invested
into a state of the art tile manufacturing plant
machine Jessop and Associates it is the third such machine in Southern
Raw Material & Spares
(Suppliers)
High
Bargaining Power of Suppliers
High
Threat of Substitutes
Porter’s Five Forces analysis of Roof Tile Manufact uring Industry
1.2.3. Background to Study - The Case Study Organization
Ltd came to be in 1992 following a management buyout from Marley tiles,
by the Jones family. Before the buyout, it had operated for 35 years as Marley tiles.
Until 2009 Zimtile was the only major manufacturer and supplier of concrete roofing tiles
abwe. It has two tile manufacturing plants strategically located, in Bulawayo to
supply the greater Southern part of Zimbabwe and in Harare to cater for the rest of the
country. It has also several distribution points in all major towns like Mutare, Masvin
Gweru and Chinhoyi. The shareholding of Zimtile has changed hands over the past
years the recent being a 100% acquisition by Plate Glass Industries Zimbabwe (PGIZ)
following the purchase of 30% share from the Jones family. In 2011 Zimtile invested
to a state of the art tile manufacturing plant. According to the manufacturer
machine Jessop and Associates it is the third such machine in Southern
Competitive Rivalry among short-term insurers [HIGH]
Potential entrants
Substitutes (Asbestors,chrom
adec)
Bargaining Power of
Threat of new entrant
Bargaining Power of Buyer
Threat of Substitutes
6
Porter’s Five Forces analysis of Roof Tile Manufact uring Industry
Ltd came to be in 1992 following a management buyout from Marley tiles,
operated for 35 years as Marley tiles.
Until 2009 Zimtile was the only major manufacturer and supplier of concrete roofing tiles
abwe. It has two tile manufacturing plants strategically located, in Bulawayo to
supply the greater Southern part of Zimbabwe and in Harare to cater for the rest of the
country. It has also several distribution points in all major towns like Mutare, Masvingo,
Gweru and Chinhoyi. The shareholding of Zimtile has changed hands over the past
years the recent being a 100% acquisition by Plate Glass Industries Zimbabwe (PGIZ)
following the purchase of 30% share from the Jones family. In 2011 Zimtile invested
. According to the manufacturer of the
machine Jessop and Associates it is the third such machine in Southern Africa and it’s
Individuals,Corparate,Property
Developer (Buyers)
Low
Threat of new entrant
High
Bargaining Power of Buyer

7
the only one of its kind in Zimbabwe basing on it’s capacity (CIFOZ, 2012). The
machine has a capacity of running 40 000 tiles per day capable of running four profiles
a day and can accommodate different colours per batch. The new plant was expected
to be a panacea to all operational efficiency problems the company was facing.
1.2.3.1Vision
Zimtile vision is: To be the quality low cost manufacturer and distributor of concrete roof
tiles, and related products in Zimbabwe and the region. Like most organisational
visions, Zimtile’s vision indicates what the organization desires to be in the future.
1.2.3.2 Mission statement
To be the leading manufacturers and distributors of high quality low cost concrete
tiles, bricks, pavers and other complimentary products to the construction companies,
property developers, individuals, and the government of Zimbabwe and the region.
The mission statement clearly captures the purpose of the existence of Zimtile, that is,
to manufacture and distribute specifically quality concrete roof tiles, bricks, pavers and
other complimentary products to the construction industry. However, Zimtile has failed
to live up to its mission as it’s tiles, are of inferior quality in comparison with other
suppliers while at the same time they are always in short supply despite an investment
in new machinery see fig 1.3
Fig1.3 Roofing Tile Quality Rating Sources: Zimtile Annual Reports (2009-2013)
80
85
90
95
100
2009 2010 2011 2012
Actual
Target
Year
Pe
rce
nta
ge
%

8
1.2.3.3 Business Strategy
Zimtile has adopted a combination of low cost based and broad differentiation strategy.
In line with this strategy Zimtile has invested in technology which is expected to improve
the operational efficiency and add flexibility to the machine. Through the flexibility of the
machine Zimtile will be able to introduce two new roof tile profiles and a variety of
colours which will make the Zimtile products unique and more enticing to the public. The
customers will be expected to have a wide choice to choose from and the products
would be available on time and in a variety of colours. The products are expected also
to be affordable and appealing to a wide spectrum of customers. Unfortunately this has
not been the case as illustrated in a customer feedback and complaints for May 2013
see table 1.1. From the table below it is noted that most clients are dissatisfied with the
lead time and product quality. Again this is in variation of expected benefits after
commissioning a new plant. Customer satisfaction is 43%. A below 50% customer
satisfaction rating is a proxy of viability and operational problems.
Table 1.1 Customer Feedback and Complaints As At Ma y 2013
Bad Average Good Excellent Total
Customer Service 3 4 7 4 18
Quality of Product 4 4 3 - 11
Our Price 4 5 5 1 15
Product Range 1 3 2 1 7
Delivery Lead Time 12 3 1 1 17
How you were dealt with 2 2 4 5 13
Total 26 21 22 12 81 Source: Zimtile Monthly reports (May 2013)

9
1.2.3.4 Zimtile Product Range
Zimtile is a manufacturer and distributor of high quality low cost concrete tiles, pavers,
ridges and bricks. It is the exclusive producer in Zimbabwe of two tile profiles namely
the Bold Double Roman and the Tuscan. The Tuscan is targeted for the upper market
while the bold double is targeted for middle market however its boldness makes it
appeal to the upper market too.
Tuscan Bold Double Roman
Interlocking Pavers Common Brick
Fig 1.4 Zimtile Product Range
1.2.3.1 Zimtile Organisational Structure
Zimtile has a functional organizational structure with distinctive functional departments.
The structure gives clear lines of authority and communication. The structure spells out

Figure1.5 Zimtile Organisational structure: Source Zimtile An nual Report 2012
the mechanism by which Zimtile’s tasks and programs are accomplished. It is a
centralized structure and the
the management and tight
departmental heads report
PGIZ chief executive officer (CEO). The CEO reports to the board of directors.
A functional structure has a weakness in that isolated functions could be limited to
individual departments and not shared across the whole organisation. This in mos
cases, results in short-
departments have their own mission and objectives other than for the whole
organisation. Because of different leadership styles in different departments
communication and confusion
Production
Manager
Tile Plant
Supervisor
Machine
Operator
Brick Plant
Supervisor
Zimtile Organisational structure: Source Zimtile An nual Report 2012
the mechanism by which Zimtile’s tasks and programs are accomplished. It is a
centralized structure and the decision making power is concentrated in the top layer of
the management and tight control is exercised over departments
departmental heads report to the managing director who in turn reports to
PGIZ chief executive officer (CEO). The CEO reports to the board of directors.
A functional structure has a weakness in that isolated functions could be limited to
individual departments and not shared across the whole organisation. This in mos
-sightedness and lack of pro-activeness such that all the
departments have their own mission and objectives other than for the whole
organisation. Because of different leadership styles in different departments
n and confusion may result.
Managing
Derictor
Works
Manager
Production
Brick Plant
Supervisor
Machine
Operator
Quality
Assurance
Officer
Process
Tester
Sales and
Marketing
Manager
Finance
Manager
PA
10
Zimtile Organisational structure: Source Zimtile An nual Report 2012
the mechanism by which Zimtile’s tasks and programs are accomplished. It is a
power is concentrated in the top layer of
and divisions. The
to the managing director who in turn reports to the group
PGIZ chief executive officer (CEO). The CEO reports to the board of directors.
A functional structure has a weakness in that isolated functions could be limited to
individual departments and not shared across the whole organisation. This in most
activeness such that all the
departments have their own mission and objectives other than for the whole
organisation. Because of different leadership styles in different departments, poor
Finance
Manager
Human
Resources
Manager

11
1.2.4 Zimtile Swot Analysis
In analyzing Zimtile competitiveness, the researcher considered the organization’s
internal strengths (what it can do best) and weaknesses (what it cannot do) and its
external opportunities (potential favorable conditions for the organisation) and threats
(potential unfavorable conditions for the organization). A clear understanding of the
competitors’ strengths and weaknesses will assist Zimtile management in adopting the
correct operational strategy.
Table1. 2 Zimtile SWOT Analyses Source: Zimtile Strategic Plan (2013)
STRENGTHS WEAKNESS
• State of the art tile plant
• Strategically positioned distribution
networks
• High production Flexibility
• Reputable brand ( over 60 years)
• Good supplier relationship locally and
regionally
• NAVISION Production Module (ERP)
• ISO Certified
• High cost of production
• Old business Model
• Low staff moral
• Lack of required skills
• Quality of product below industry standards
• Inadequate working capital
• Unable to sell product ex-stock
OPPORTUNITIES THREATS
• Platinum expansion program Ukie mine
• Backward integration
• Offshore funding facility
• Good tobacco season
• Intensifying completion
• Proliferation of high tech tile plant
• Dwindling supply of sand within great
Harare area
• Political instability (pending referendum
and election)
• Weak financial sector
• Drought
Despite Zimtile acquiring a new machine, it has failed to gain
as its cost of production and product quality remain high and below target and industry
standard respectively. This is again exacerbated by its inability
operations, attract and retaining skilled manpower. Zimtile has opportunities for growt
as there are opportunities of new business in the expanding platinum and gold mines
which is being driven by high international commodity price. The offshore funding facility
will enable Zimtile to fund its operation
because of intense competition arising from high proliferation of new players in the
industry and depressed construction project funding as investors shy off in fear of
political risk associated with elections.
1.3 OPERATION OVERVIEW OF ZIMTILE
1.3.1 Production:
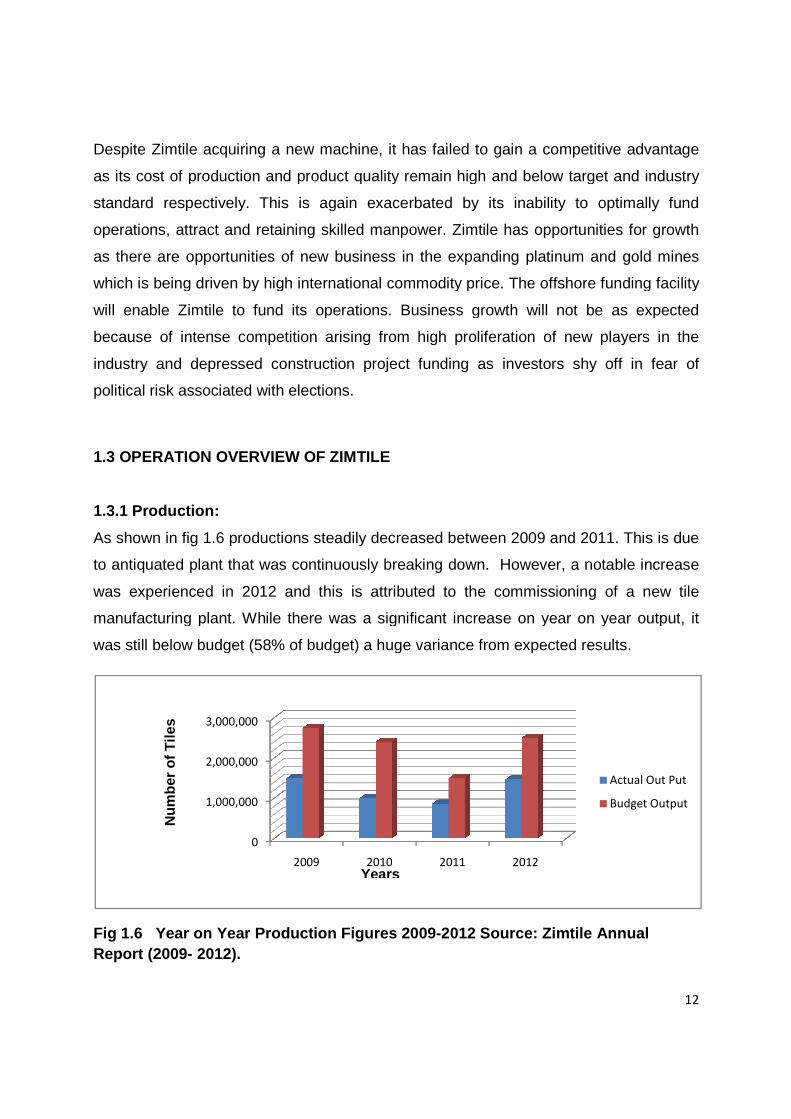
As shown in fig 1.6 productions
to antiquated plant that was continuously break
was experienced in 2012
manufacturing plant. While there was a significant increase on year on year output
was still below budget (58% of budget) a huge variance from expected results.
Fig 1.6 Year on Year Production Figures 2009Report (2009- 2012).
0
1,000,000
2,000,000
3,000,000
Num
ber
of T
iles
Despite Zimtile acquiring a new machine, it has failed to gain a competitive
its cost of production and product quality remain high and below target and industry
standard respectively. This is again exacerbated by its inability
attract and retaining skilled manpower. Zimtile has opportunities for growt
as there are opportunities of new business in the expanding platinum and gold mines
which is being driven by high international commodity price. The offshore funding facility
will enable Zimtile to fund its operations. Business growth will not be as expe
because of intense competition arising from high proliferation of new players in the
industry and depressed construction project funding as investors shy off in fear of
political risk associated with elections.
1.3 OPERATION OVERVIEW OF ZIMTILE
productions steadily decreased between 2009 and
to antiquated plant that was continuously breaking down. However
was experienced in 2012 and this is attributed to the commissioning of a new tile
manufacturing plant. While there was a significant increase on year on year output
was still below budget (58% of budget) a huge variance from expected results.
Year on Year Production Figures 2009 -2012 Source: Zimtile Annual
2009 2010 2011 2012Years
12
a competitive advantage
its cost of production and product quality remain high and below target and industry
standard respectively. This is again exacerbated by its inability to optimally fund
attract and retaining skilled manpower. Zimtile has opportunities for growth
as there are opportunities of new business in the expanding platinum and gold mines
which is being driven by high international commodity price. The offshore funding facility
. Business growth will not be as expected
because of intense competition arising from high proliferation of new players in the
industry and depressed construction project funding as investors shy off in fear of
adily decreased between 2009 and 2011. This is due
owever, a notable increase
commissioning of a new tile
manufacturing plant. While there was a significant increase on year on year output, it
was still below budget (58% of budget) a huge variance from expected results.
2012 Source: Zimtile Annual
Actual Out Put
Budget Output

13
1.3.2 Market Share Analysis
The table 1.3 below shows that while Zimtile still remains the market leader despite
steadily losing market share to new competitor Beta tile.
Table 1.3 Composite Productions and Market Share Co mparison Source Zimtile Annual Reports (2009-2012)
Company Maximum
Plant Capacity
Average Daily
Production 2009 2010 2011 2012 Ranking
Zimtile 40 000 15 000 50% 45% 45% 40% 1
Beta Tiles 50 000 25 000 - - 30% 35% 2
Harvey Tile 20 000 11 000 28% 30% 15% 17% 3
Frogtile 10 500 8 500 10% 15% 5% 3% 4
Intercrete 8 000 5 000 5% 6% 3% 3% 5
Sirtech 5 000 2 500 5% 3% 1% 1% 6
Others 5 000 3 500 2% 1% 1% 1% 7
TOTAL - - 100% 100% 100% 100%
1.3.3 Product Delivery:
Table 1.4 below shows that as of 31 May 2013 about one and half years after Zimtile
Harare plant was commissioned, it had a back log of 415087tiles worthy $456396.70.
The new plant has not yet managed to clear the backlog because customers are still
waiting in queues to collect tiles.

14
Table 1.4 Delivery Backlog
Product (Profile) Tiles Ridges Total Units Value $ (USD)
Bold Double Roman 315,115 7,965 323,080 355388.00 Tuscan 90,507 1500 92,007 101207.70 Total 405,622 9,465 415,087 456595.70
Source: Zimtile May Monthly Report (2013 )
1.4 Problem Statement
As mentioned above, literature points to the fact that implementation of advanced
manufacturing technology enhances operational efficiency through improvement in
product quality, productivity, flexibility and reduction in production cost.
Section 1.2 in the background highlighted that the plant Zimtile installed a top of the
range tile manufacturing machine which is ranked one of the best in Southern Africa
and the best in Zimbabwe. With such a machine Zimtile must be enjoying high efficiency
levels. Regrettably and contrary to literature, this is not the case with Zimtile whose
operational efficiency remains subdued below target resulting in uncompetitive
products.
If management does nothing to address the situation and the trend continues Zimtile
products will remain uncompetitive leading to loss of market share and profitability. The
research problem is therefore to evaluate the impact of implementing AMTs in the
construction industry on operational efficiencies: The case of Zimtile (Pvt) Ltd.
1.5 Research Objectives
The aim of this study is to evaluate the impact of implementing AMTs on operational
efficiency in the construction industry a case study of Zimtile. Zimtile performance as
cited in sections 1.3 above is in variance with what is expected of the new plant.

15
1.5.1 Sub Objectives: 1. Establish whether the key success factors of implementing AMTs exist at Zimtile.
2. To establish what were the expected benefits of implementing AMTs at Zimtile.
3. To establish if the expected benefits of implementing AMTs were achieved at
Zimtile.
4. To recommend key success factors critical for implementing AMTs in the tile
manufacturing industry.
1.6 Research Questions
The researcher will seek to answer the following questions during the research study:
1. Does Zimtile have the necessary key success factors to implement AMTs?
2. What are the expected benefits of implementing AMTs?
3. To establish if Zimtile achieved the expected benefits of implementing AMTs at
Zimtile?
4. What key success factors need to be recommended to the tile industry for
successful implementation of AMTs?
1.7 Research Proposition
The lack of senior management commitment and technical skills, strategic misfit and
inhibitive corporate culture has resulted in Zimtile’s failure to achieve the benefits of
implementing AMTs.
1.8 Justification of Study
Very little has been documented in Zimbabwe regarding the impact of implementing
AMTs on operational efficiency in the tile manufacturing industry. As such, this study is
justified by the following reasons;
The research will benefit the organisation to identify key success factors for successful
implementation of AMTs.

16
The research will also benefit the construction industry in general as it will highlight the
prerequisite conditions and benefits of implementing AMT.
The study will also benefit the researcher who is an employee of Zimtile with better
knowledge to understand the dynamics in implementing AMTs.
Lastly, academia and fellow researchers will also benefit from this research as it will
give a different overview of implementation of AMTs in Zimbabwe.
1.9 Scope of Research
This study is focused on the evaluation of the impact of implementing AMT on
operation efficiency for Zimtile. It covers the period from 2009 – 2013. The participants
in the research will be staff and management of Zimtile Harare where the researcher is
currently employed.
1.10 LIMITATION The greatest constraint to this study is time as this dissertation is due in a period of six
months only. The researcher will seek the assistance of colleagues from Zimtile Harare
branch to help overcome the constraints posed by the time limitations. This was done
so that the limitation would not invalidate the results obtained from carrying out this
study.
1.11 STRUCTURE OF THE RESEARCH
Chapter 1: Introduction
This chapter covers the introduction of the research and it also gives a background of
the study, the problem statement and the background of the organisation being used as
the case study. The objectives, research question, proposition and justifications of the
research are also indicated in this chapter.

17
Chapter 2: Literature Review
This chapter critically reviews literature emanating from the problem statement. Focus
will be on what different authors have propounded concerning the impact of AMTs on
operation efficiency in the tile manufacturing industry.
Chapter 3: Research Methodology
This chapter outlines the methodology that will be used in carrying out the research, the
analytical framework of the research design chosen, the justification for a single case
study approach, the preparation for data collection, the main sources of data, and the
data collection process and data analysis.
Chapter 4: Research Findings, Analysis, and Discuss ion
The chapter looks at data analysis and discusses the findings. The conceptual
framework from Chapter 2 will be applied to the case study and will see how the
selected theory can explain the results obtained from case study. Within this chapter,
the posed research questions in chapter 1 will be answered and findings from the case
study are discussed in this chapter too.
Chapter 5: Conclusions and Recommendations
This chapter dwells on the conclusions and recommendations for each of the research
questions that are outlined in chapter one. This chapter ends by pointing out other areas
of future studies.
18
CHAPTER 2
2.0 LITERATURE REVIEW
2.1 INTRODUCTION
Literature review allows the researcher to familiarize with both current and previous
body of knowledge on the topic under research thus enabling the researcher to learn
from others. Familiarization with these bodies of knowledge helps the researcher to
identify knowledge gaps worthy researching and it also divulges procedures, techniques
and research design worth copying (Neumann 2006).
In this chapter the researcher will review available literature on AMTs focusing precisely
on factors that influence successful implementation of AMTs. The chapter ends with a
summary of key literature areas reviewed, a critique of prior literature and conceptual
frame work of the current research.
2.2Definitions of AMTs
Advanced manufacturing technology AMT has different meanings in different situations,
but it can be broadly defined as an automated production system of people, machines
and tools for the planning and control of the production process, including the
procurement of raw materials, parts, components and the shipment and service of
finished products (Mcdemott and Stock, 2001). According to Zairi (2003), Advance
Manufacturing Technology (AMT) is a social-technical system that requires continuous
revisions, readjustments, and changes to adapt to the requirements of the competitive
world. Zairi’s (2003) definition is very general, and might not be sufficiently precise.
OECD,(2011) defined AMT as equipment controlled by computer or that is based on
microelectronics and it is applied to the design, manufacturing or product manipulation.
The same notion is echoed by Majchrzak, (2000) and Parker et al (2001). The
definitions by OECD, (2011),Majchizak and (2000),Parker et al, (2001) are generally
accepted and it is in agreement with most available literature on AMT. Industry Canada,
(2002) defines AMT as technology that involves new manufacturing techniques and

19
machines combined with information technology, microelectronics, and new
organizational .practices in the manufacturing process that enable manufacturers to
meet the productivity, quality, and cost reduction demands of competitive global
markets. While Industry Canada’s definition is comprehensive and OECD, definition is
broad, both definitions are accurate in describing the integration of AMTs in the modern
manufacturing system.
Despite the numerous definitions of AMT, what is common in all the definition is the
emphasis on effective operational decision-making and control through the use of a
potentially wide variety of techniques, based on new machine technology. The main
objective of these AMT is to increase long term profitability through some mixture of
improved quality and cost reduction (Harrison, 2004). However some literatures argue
that the reference to the use of computers makes the definition too general as not all the
technologies use computer systems.
The main objective behind implementing advance manufacturing technology is to
minimize human effort, less inventory, reduce time to develop products, and lessen
space so as to become highly responsive to customer demand, while at the same time
producing quality products in the most efficient and economical manner
(Motwani,(2003). Small (2007) suggested that the motivations for companies
considering AMT can be grouped into three categories which are technical/operational
objectives; total quality management (TQM) based objectives; and, business or market-
related objectives. Burcher and Lee, (2000) and Youssef, (2004) do agree with the
above authors. However Youssef, (2004) adds that AMT enables organisations to
obtain competitive advantages, financial benefits and counter competitive threats.
2.3 Classification of AMT
Zammuto and O’Connor, (2005) differentiated AMT from conventional machines by its
capabilities noting that AMT is operationally flexible, produces high quality and low cost
products. On the other hand, Swamidass and Kotha, (2007) differentiate AMT from

20
conventional manufacturing technologies by it is easy to electronically connected with
each other and with the rest of the organization. Kotha, (2007) classified Advance
Manufacturing Technology (AMT) into four groups on the basis of the imbedded
information processing capabilities.
1. Product design technologies (PDT).
2. Process technologies (PT) Logistics planning technologies (LPT).
3. . Information exchange technologies (IET).
Noori (2008) classified AMT by roll into three specific categories namely
operational, marketing, and strategic.
2.3.1 Process Technology;
Process Technologies (PT) encompasses technologies such as CNC, CAM, FMS, and
programmable controllers that focus on the process related aspects in manufacturing;
these technologies are used on the shop floor, and generate process related
information from the factory floor. Furthermore, these technologies can be linked to
product related technologies for reciprocal communication. Process technology is the
focus of this study.
2.4SUCCESS FACTORS FOR IMPLEMENTING AMT
Applying and adopting new technologies require broader issues to be considered.
Management needs to know what the organizational and strategic factors which make a
firm more competitive and adept at using AMT in improving its performance and assess
whether AMT's impact on company performance is more pronounced if associated with
a compatible organizational design and human force and management practices, so as
to minimize the risk involved with the high cost involved in AMT investment. Saberi and
Hickok (2009) and Macchucay (2006) classified these success factors as technological,
organizational and internal or external As illustrated in figure 1 below.

21
Figure 2.1 AMT Key Success Factors Adopted from Sab eri, and Hickok (2009)
Successful implementation of AMT is dependent on various factors ( Mohanty 2000).
In a study ‘Adopting and Implementing Advanced Manufacturing Technology’
(Machucay 2006) concluded that there are five key successes factors for implementing
AMT. Udo and Ehie, (2006) Boyer et al. (2003) and Small and Yasin (2007) concurred
with Machucay study. The five key success factors for implementing AMT according to
Machucay’s study are mentioned below.
2.4.1 Strategic Fit
These relate to how much strategic consideration is given to investments on the
strategic side of company planning and operations, and to the ability of the company to
appreciate the strategic advantages afforded by AMT. Managers influence the outcome
of new process introductions as they guide the level of intra and inter organizational
search undertaken at various stages of the project as means to ensure that the new
technology compliments overall business strategy. The same notion that strategic

22
considerations have a major influence on the success of implementation was echoed by
Voss (2006) reports. Babbar and Rai (2004) reemphasized the need of a strategic fit as
a prerequisite for successful implementation of AMTS. Inman (2006) reaffirms that
implementation of AMTs must be consistent with the company manufacturing strategy.
Sambasiva Rao and Deshmukh (2003) raised various strategic issues, such as finance
position, technological position, market position, product conception and resources as
fundamental for successful implementation of AMT. In a survey of 20 manufacturing
plants in southern Spain, Machuca et al. (2004) concluded that lack of strategic
planning had negative impact on development and implementation of AMT.
2.4.2 Senior Management Commitment
The level of management commitment and support, and the degree of financial support
are the most strategic factor for successful implementation of advanced manufacturing
technologies (Burua and Islam 2008). Babbar and Rai (2004) affirmed the fact that,
management must reevaluate its capabilities and then develop a strategy for successful
implementation of AMTs. Kimberly (1986) mentions that the success of AMT
implementation is dependent on whether management has taken cognizance of, the
firms competitive strategy, firm- vendor relations; and the firm’s ability to integrate AMT,
structure and strategy. This implies that management participation in strategic
formulation and guideline has a major influence on the success of post-installation
implementation of AMTs (Voss 2006). Buruncuk and Zarife (2001) concluded that
success is not a result of sophisticated and high-end technology but, a result of the
skilled management and proper implementation. The promised benefits can only be
achieved if an AMT is properly designed, implemented and operated (Floss and
Talavage, 1990)
The key function of management is to build trust and co-operation amongst the AMTs’
implementers (Cook and Cook, 1994). Organisations have different competitive
objectives; hence, their expectations from AMT will also vary. In this regard
management must, therefore, examine the firm’s current competitive position in relation
to its desired position before deciding on particular technologies that appear to be
suitable for its short-term and long-term goals (DeRuntz and Turner, 2010).

23
2.4.3 Organizational Structure
Organizational structure is the formal system of working relationships that share and
harmonize the tasks of multiple people and groups to serve a common purpose (Saberi
and Hicko 2009). Sohal et al, (2005) noted that manufacturing organisations that
implement AMTs without initially redesigning organizational structures and processes
are likely to encounter high difficulties. The structure of the organization has been
considered as the key factor to successfully implementing AMT in various literatures
(Dalton et al., (2001), Kotha, (1991),Dean et al., (2004), Belassi and Fadlalla,
(2002); Ghani et al,(2002) and Jin-Bo et al., (2006)) . It is generalized that if the correct
organizational structure is in place, a company will be more successful in implementing
advanced manufacturing technologies (Boyer et al…, 2007 and Anderson2000).
Boyer et al. (2007) stated that the multiple levels of authority involved with hierarchical
organizations often inhibited the effective implementation of AMTs and organization with
fewer level of authority are better positioned to implement successful AMTs. This
means that rigid, bureaucratic organizational structure is not appropriate for more
flexible technologies. Gupta et al, (2009) also indicated that only decentralization with
fewer rules and more employee involvement favoured technology implementation
whereas formalization and mechanistic structure inhibited implementation of AMT. One
can conclude that flatter, less complex structures with maximum administrative
decentralization, are ideal for successful implementation of AMTs (Belassi and Fadlalla
2002, Malhotra et al., 2001 and Chang and Lung, 2002). )
2.4.4 Corporate Cultural
New technologies directly challenge established norms and strategic options which
results in the birth of a new organizational culture (Saberi and Hickok 2009).
Organizational culture refers to a holistic construct that describes the complex set of
knowledge structures which organization members use to perform tasks and generate
social behavior. This construct is affected by and impacts many aspects of organisation
such as structure, role expectations and job description. Culture defines how one acts
on the job, and how one thinks and behaves toward workmates, industry norms,
practices and, supervisors, (Bateset al., 1995).

24
Generally corporate culture is viewed either as flexibility or inflexible (Zammuto and
O'Connor, 1992). Denison and Mishra, (1995) concurred with Zammuto and O’Connor
(1992) that corporate culture is either flexible or control oriented. Flexibility-oriented
culture focuses on the development of human resources, values member involvement in
decision making. Individuals in this culture are encouraged by the ideological appeal of
the task they are undertaking. Control-oriented culture is premised on assumptions of
stability, and that individuals respect the organizational mandates because roles are
formally defined and enforced through regulations and rules (Sberi et al…, 2009).
On company performance, Zammuto and O'Connor, (1992) hypothesized that the
control-oriented culture may lead to increased productivity, but can hinder AMTs
implementation, because centralization of responsibilities diminishes opportunities for
organizational learning. Zammuto and O’Connor,(1992) in their study concluded that
flexibility-oriented values will gain AMTs' productivity and flexibility benefits. McDermott
and Stock (2001) in a study of 97 US manufacturing organisations in which they
examined how organizational culture is related to outcomes associated with AMTs
implementation concurred with Zammuto and O’Connor,(1996) that companies with a
flexible group orientation gained higher levels of satisfaction from their AMT. They also
noted that, other benefits of implementing AMTs that normally take longer to realise,
such as overall satisfaction or competitive performance did depend on the cultural
flexibility. Chang (2000) in a study to establish the relationship between organizational
culture and successful implementation of AMTs in Taiwan discovered that control-
oriented culture did not favour successful implementation of AMT success but good
internal process, rational goals and horizontal coordination were ideal for successful
implementation of AMTs. These results demonstrated that companies with a history of
successful AMT implementation preferred a flexibility-oriented culture (Yusuff et al.,
2008). In a study by Gupta et al. (1998) of 101 US companies to investigate the effects
of implementing AMTs on organisations it was found out that AMT often leads to
increased uncertainty in the manufacturing environment, thus making it more
threatening to work in. Such findings add weight to the importance of both the self-
interest factors and literacy factors identified by Udo and Ehie (2006).

25
2.4.5 Human Factor:
In a research by Barua and Islam, (2008) it was noted that, human factors, employee
motivation, training prior to implementation and employee relation and cooperation, do
influence the implementing of advanced manufacturing technologies. Human resources
factors are noted as the most valuable asset, the new source of wealth, and the key
ingredient of competitive advantage by Vokic and Vidovic, (2007) Because employees
are the most enterprising asset and the only sustainable source of competitive
advantage (Baird and Meshoulan,2001). Basing on the above school of thought it is
evident that the most valuable asset in any organisation is its employees, because all
the management plans for success enhancement are carried out, or fail to be carried
out, by employees (Saleh and Randhawa 2001). Machine operator satisfaction is also
key because user dissatisfaction may lead to stress (Ettlie, 2000), work slowdowns or
sabotage (Zuboff, 2003), or individuals' resistance to exploit the technology (Leonard-
Barton and Deschamps, 2007), jeopardize implementation of AMT. The success of AMT
also dependent on support of an infrastructure consisting of skilled and disciplined
people (Blumberg and Gerwin 2009). In a survey of 20 Spanish manufacturing
companies Machuca et al...(2004) mentioned that, staff training had a positive impact
on AMTs implementation. Employee empowerment through increasing responsibilities
was noted by Gardner and Wright (2003), Marcri et al... (2002) and Udo and Ehie
(2006) that it had a positive impact on AMT implementation. To avoid sabotaging the
implementation of AMTs by shop production operators Macri et al., (2002) emphasized
the need for shop floor operators to understand and appreciate that the change is both
desirable and necessary to them.
It is therefore imperative that human factor be considered seriously when implementing
AMTs as human resources’ qualities, attitudes and behavior provide the firm with a
source of competitive advantage with respect to its rivals (Bidanda and Cleland, 1995
and Bayo-Moriones and De Cerio, 2004).

26
2.4.6 Size of Organisation:
The size of an organisation is an enabler in the use of AMT. Normally small
manufacturers do lag behind larger manufacturers in adopting new technologies (Ettlie,
2000).The same sentiments were echoed by Kimberly, 1976; Yasai-Arde- kani, 1989).
Mansfield (1993) found that very large firms implement and use AMTs successfully. He
attributed this to the fact that large firms have more resources and are better able to
take the risks than their smaller rivals. Swamidass, (1997) further noted that large
organisations have the resources that enable them to hire and train skilled labor to more
optimally exploit AMTs. In a study of implementing AMTs in 84 South African countries,
Sohal et al, (2001) found out that larger companies had a high probability of success
than small organisations. Sohal et al…,(2001) cited that, management of both the
financial resources and skills were the main challenges that prevented small
organisation from successful implementation of AMTs. Besides the size of the
organisation Laosirihongthing, Paul, and Speece (2001) also noted that organizational
characteristics, principal ownership, and labour union membership also have significant
impact on successful implementation of AMTs.
2.4 .7 Technological
Successful implementation of AMT depends on the mutual adaptation of the new
technology to the organization and the organization to the technology (Frohlich, 2002).In
fact the adjustment of technology to the organization and vice versa can ease the
accomplishment of new technologies and avoid management problems associated with
AMTs implementation (Yusuff et al.., 2004). In the academic world it is generally
believed that science and technology are crucial for successful implementation of AMTs
(Sower and Abshire, 2003) and (Jayarama et al, 2010). Clark (2009) and Sower and
Abshire (2003) noted that building competitive advantage through technology is not
achieved by mere investment in technology as doing so results in 50-75% failure rate.
Therefore implementing an appropriate technology is necessary to gain performance
targets and improve operational efficiency. Target and Tharp (2007) noted that AMTs
has enabled organisation to be low cost producers. Lack of previous experience in AMT
implementation negatively affects implementation of AMTs (Jonsson, 2000 and Sohal et
al.., 2001).

27
2.5 AMT IMPLEMENTATION PREDICTIVE MODEL
Udo and Ehie (2006) identified four AMT determinants that affect AMT implementation
which are triple C factors, self-interest factors, housekeeping factors, and literacy
factors. Within triple ‘C’ factors, Udo and Ehie (2006) determined that commitment had
a greater impact on achievable benefits than communication and co-ordination. Udo
and Ehie further argued that a believable cost justification has the capability to make
shop-floor operatives conscious of profit and loss issues, and has a potential to
enhance the company’s competitive position. The literacy factors relate to education of
the workforce. Investment in education of shop-floor operatives is directly related to
most benefits of AMTs Udo and Ehie (2006). This therefore implies that exclusive
competitive advantage is attained by those firms that keep pace with the changes by
updating their workers’ knowledge through in-service and external training. Udo and
Ehie (2006), proposed a model for successful implementation of AMT as illustrated in
Fig 2 below.
Figure 2.2 AMTs Implementation Predictive Model Ad opted from Udo and Ehie (1996, 2006)

28
2.6 Operational Efficiency Wojtczak (2002) defines operational efficiency as the ability to perform well or achieve a
result without wasted energy, resources, effort, time or money. Greene, (1997]
concurred with Wojtczack that operation efficiency involves producing a product at the
lower possible opportunity cost. Operational efficiency is measured in physical terms
(technical efficiency) or in terms of cost (economic efficiency) Koopmans (1951).
Operation efficiency has a direct effect on how quickly and cost-efficiently companies
can bring innovative new products to market to meet the insatiable consumer demand
for these products and profitability, market share and environmental sustainability
(Porcelli,2009).Technical efficiency parameters of measurement (product quality,
flexibility, productivity) will be the focal point of this study because manufacturing plants
do not control measures such as sales or market outcomes, (Cua, McKone and
Schroeder,2001).
2.7 BENEFITS OF AMTS
Each technology offers unique operational, strategic and marketing benefits (Abdullah,
and Hassan, 2012). The benefits of AMT implementation include increase in
productivity, enhanced plant flexibility, and improved product quality, reduction in
production costs (Schroder, 1997, Rischel and Burns, 1997, and Small, 2007).
According to Swamidass (1996) reduced cycle-time, market share growth, progress
towards zero-defects, return on investment and focused production are benefits
attributed directly to the implementation of AMT. As a result of these benefits AMT is
fast becoming an important source of sustainable competitive edge for manufacturers
(Dean and Snell, 1991). Successful implementation of AMT has been associated with
numerous tangible and intangible benefits which include inventory savings; reduced
floor space; improved return on equity; and, reduced unit costs (Kaplan, 1986).
Intangible benefits include enhanced competitive advantage; increased flexibility;
improved speed of response to market fluctuations; and, improved product quality and
reliability (Small, 2007; Sohal et al., 2001). This study will focus more on intangible

29
benefits of AMTs as they are good predictors of operational efficiency performance
(Cua, McKone and Schroeder, 2001).
2.7.1 Flexibility
Flexibility is an adaptive response to environmental uncertainty (Gupta and Goyal
1989). Upton, (1994) noted that flexibility is more that being adaptive to uncertain
environment but the ability to respond with minimum penalties in time and effort. The
same school of thought is echoed by Watts et al., (1993). D’Souza and Williams, (2000)
emphasizes that flexibility is a capability that can be used to gain competitive
advantage. The programmability of AMTs allows for manufacturing flexibility which
allows the production of differentiated products at low volumes without additional cost
(Swamidass, 1996). High degree of flexibility is attainable through the interchangeability
of the programmes and because users can switch machines from producing one kind of
component to another instantly at low cost (Kotha, 2009).
2.7.1.1 Types of flexibility
Slack (1990) identified four dimensions of flexibility which are mix, volume,
product/service and delivery. Suarez, Cusumano; and Fine.H (2008) differentiate
flexibility into four types mix, volume, new products, and delivery time flexibility. This
study will dwell on flexibility as classified by Cusumano and Fine because they are
generally accepted as measurement of operations and that they are inclusive of other
types of flexibilities by other authors like Suarez, Cusumano, and Fine.H (2008). The
significant overlap in definition of different types of flexibility, and the use of different
names to refer to the same type of flexibility is sometime confusing in the literature of
AMTs (Suarez; Cusumano, and Fine 2008).
2.7.1.2 Mix flexibility
Gerwin (1987) mix flexibility is the ability to produce a number of different products at
the same point in time. Mix flexibility hailed for economies of scope, thus allowing
production of a range of items at lower unit cost (Goldhar and Jelinek 1983).The product

30
variety, ensures optimum usage of resources and reduces the risk of lack of
responsiveness to market changes (Donald and Gerwin 2002).
2.7.1.3 Changeover flexibility
Changeover flexibility is the ability to quickly substitute new products for those currently
being offered (Donald and Gerwin 2002). Conflicting viewpoints exist as to the need for
changeover flexibility. The pro argument is based on the cost savings derived from
using essentially the same equipment for different products over time, and the service
benefits of being able to introduce a new product faster. The opposing argument states
that AMTs developments will possibly make a flexible manufacturing process obsolete
by the time new products are introduced (Sakurai, 2008). The other argument makes
the utility of changeover flexibility reliant upon the degree of market uncertainty (Stalk
and Hout, 2006).
2.7.1.4 Volume Flexibility
Volume flexibility relates to the easiness with which changes in the aggregate amount of
production can be achieved. This results in economies of scope as well as scale. It also
allows multiple product operations without the cost penalty related with traditional
technology (Paul, Prabhaker, Goldhar and David 2010). Economies of scope is defined
as any cost savings from a multiproduct situation and the absence of exit costs ( Panzar
and Willig, 2009). Volume flexibility is imperative in industries with unpredictable
demand (Suarez, Cusumano and Fine, 2008). Suarez et al. (2008) noted that
successful AMT correlated positively with greater volume flexibility.
2.7.1.5 Material Flexibility
Material flexibility is the ability of an AMTs to process unexpected variations in in-puts
and to contribution to reduction in defects thus enabling the strategic objective of
product quality (Donald and Gerwin, 2009).

31
2.7.1.6 Delivery Flexibility
Delivery flexibility relates to the extent to which delivery dates can be met. Jack and
Raturi (2002, and Hutchinson (1986), noted that, the advantage of an flexible
technology over a dedicated technology depends on the rate of new product
introduction. However this notion differs greatly with the common belief, that an and
automation flexible technology in general are always advanced. Fine(1991), Gupta,
Buzacott, and Gerchak (1988) notes that AMT implementers can be worse off because
the current analytical models ignore skills developments in providing flexibility to a firm.
In a study that related flexibility to business unit performance, Tombak (1998), found out
that flexibility had a positive effect on operational performance. This therefore means
flexibility is a determinant of competitive advantage.
2.7.2 Productivity
Productivity is the efficiency of converting inputs to outputs (Son and Park, 1987). AMTs
enhance manufacturing productivity by combining routine repetitive tasks into AMT
hardware and software. This minimizes rework cost, users’ direct labor costs and work-
in-process inventories (Zummato and O’Connor, 1992). Davis (1986) notes that high
productivity results in reduction in lead-time the same sentiments were echoed by
Meredith, (1987), Fiegenbaum and Karnani, (1991) and Swamidass, (1994). High
productivity is achieved through computerisation, which results in a single integrated
system. The system will control all the processing activities of firm to delivery of the
product to the final customer (Boyer, 1994) .Productivity is an inherent benefit of AMTs
which positively affects operation efficiency.
2.7.3 Product Quality ;
Process oriented AMTs enable greater consistency in the manufacturing process. This
enables organizations to achieve superior product quality (Swamidass1996). Smith and
Wright (2004) described product quality as the extent to which products meet the
expectations of customers, and he also noted that product quality improvement will lead
to customer satisfaction and higher sales. Mehrabi et al. (2002) argued that in the
current market environment, higher quality products at lower prices and timely response

32
to market demands are the primary factors for achieving competitive advantage. This
position is in line with many previous publications on AMTs (Beach et al., 1998 and De
Meyer, 1998). Product quality is multidimensional Lakhal (2009). To attain high quality
products Clark, (1996) advocated that management must adopt total quality
management because it focuses on awareness of quality within all organizational
processes like R&D manufacturing, Financial, procurements. Most of the definitions of
quality emphasise on the point of meeting customer needs and wants (Ueltschy and
Krampf, 2001) and that quality should match customer’s expectations and satisfy needs
and requirements of customers Edvardsson (1998). AMT provides adopting firms with
the opportunity to achieve a competitive advantage through offering higher quality
products with lower production cost.
2.7.4 Cost Reduction
Implementing AMT is strategic because, it enables firms to achieve economies of scale
and scope simultaneously and reduces the cost of product innovation, and allows the
organisation to increase its speed of response to market and competitive changes
(Andrew and Walters 2008). In a study by Sahal (1996) of seven Australian organisation
that implemented AMT it was concluded that generally the companies achieved the
benefits they expected amongst (reduction in production and labour cost). However,
Small (1999) warns that justification of AMT implementation based on such benefits
may be flawed noting that the implementation of AMT often resulted in marginal
decreases in the number production operators and marginal increases in average
labour costs. The study also concluded that, labour savings were not necessarily
achieve through reduction in operator and production cost. In a study by Sohal (1996) in
which the effects of AMT implementation in seven Australian organisations of varying
size (from 30 to nearly 3000 employees) was analyzed it was confirmed that in most
cases companies achieved the benefits that they expected from implementing AMT. .
Boer et al. (1990) stated that besides internal organisational factor economic factors
can also delay implementation of Amts. Boyer, (2007) and Nahm et al., (2006)

33
cautioned that evaluation of AMTs achievements must be done cautiously as it takes
some time for plants to realize the potential benefits because of the learning curve
associated with these technologies that . Separate studies by Krafcik (1988), Matthews
and Foo (1991), Swamidass and Kotha (1998), Cagliano and Spina (2000) conclude
that AMT investment alone does not lead to great improvements in a firm’s operational
performance if innovation does not extend to organizational and strategic issues
2. 8 AMT Use and Performance A firm’s technological resources determine its competitive success or failure (Cantwell,
1999). Strong technological resources enable lower unit costs, improve product quality,
and increase profitability of advantaged firms relative to others. In order to sustain
competitive advantage, the resources and capabilities should be difficult for competitors
to imitate (Hayes & Wheelwright, 1984).Proprietary technology is often the only aspect
of manufacturing technology that is attributed to High Performance Manufacturing
Schroeder &( Flynn, 2001). AMTs allow and maintain operational efficient (Hayes and
Wheelwright, 1984; Schroeder and Flynn,( 2001).
AMTs cannot attain competitive advantage by concentrating on only one performance
dimension. Instead it must excel on at least one dimension (cost, quality, delivery, cycle
time or flexibility) and other dimensions must at least exceed some minimum level in
order for the AMTs to be competitive (Ferdows and De Meyer, 1990 and Wheelwright
and Bowen,1996). The implementation of AMTs in modern manufacturing is intended to
improve operational performance and is a getaway for exploiting market opportunities
(Jaikumar, 1986 Meredith, 1987, Dean and Snell, 1991, and Parthasarthy and Sethi,
1992). AMTs implementation can result in achieving sustainable competitiveness
through flexibility, delivery, cost, and quality (Hayes and Wheelwright, 1984). Academic
researchers view AMTs becoming an important source of sustained competitive edge
for manufacturers Dean and Snell, (1991).
34
2.9 SOURCES OF COMPETITIVE ADVANTAGE
Porter says “ Competitive advantage means having low costs, differentiation advantage,
or a successful focus strategy competitive advantage grows fundamentally out of value
a firm is able to create for its buyers that exceeds the firm’s cost of creating it . Peteraf
(1993) defines competitive advantage as “sustained above normal returns.” She defines
imperfectly mobile resources as those that are specialized to the firm and notes that
such resources can be a source of competitive advantage because “any Ricardian or
monopoly rents generated by the asset will not be offset entirely by accounting for the
asset’s opportunity cost” Barney (2002, 9) says that “a firm experiences competitive
advantages when its actions in an industry or market create economic value and when
few competing firms are engaging in similar actions.” Barney goes a step further by to
tying competitive advantage to performance, arguing that a firm obtains above-normal
performance when it generates greater-than-expected value from the resources it
employs.
The definitions above do differ, there is confusion about how value is to be
conceptualized or measured (gains to trade, value to owners, increases in value to
owners); there is disagreement about the appropriate use of the opportunity cost
concept; and about whether competitive advantage means winning the game or having
enough distinctive resources to maintain a position in the game (Karsaa,2010).
2.9.1 Porters Five Forces Model of Competitive Adva ntage
Porter (1985) “five competitive forces” model analysis the competitiveness of an
industry and highlights that a firm’s profitability is influenced by its relative size
compared to its industry rivals, suppliers and customers. Porter’s model regards firm
resources as being homogeneous and therefore they see the concept of competitive
advantage as being ascribed to external characteristics. Accordingly, the industry forces
in which the firm operates requires that the firm adapts to these requirements in order to
survive in the long run. In addition, the firms that fail to adapt to these requirements will
be forced to exit from the industry/market (Porter 1985). The model is based on the
following two assumptions: companies in an industry are identical in terms of the

35
strategically relevant resources they control and the strategies they pursue (Porter,
1981) and resources in an industry are identical because an organization’s resources,
which they use to implement strategies are highly mobile in the market (Barney,1991).
The key to sustained competitive advantage is choosing an appropriate industry and
positioning itself within that industry. Competitive advantage is a position of superior
performance that a firm can achieve through the following generic strategies: cost
leadership, differentiation or focus (Porter,1985). Cost leadership is the achievement of
the lowest unit cost base of the industry, whereas differentiation is the ability to charge a
premium price for offering some perceived added value to the customer Porter, (1985).
2.9.1.1 Limitations of Porter’s Five Forces Model
In today’s rapidly changing environment, the static framework within Porters Five forces
Model is being tested and questioned, as an unknown company can take over the
market leader position over night Tidd et a (2005). As a result many scholars have
begun to look beyond Porters five forces model school of thought in order to better
understand the sources of sustained competitive advantage. The proponents of the
resource based view Teece et al., (1997 and Hamel and Prahalad, (1994) argued that
the structural approach represented by Porter’s competitive forces framework was
obsolete since the competitive environment has changed dramatically. Barney (2001)
argued that if strategic factor markets are perfectly competitive, even if firms are
successful in implementing strategies that create imperfect competitive product
markets, those strategies will not be a source of economic rents Barney & Arikan
(2001). This means that, theories of imperfect product market competition are not
sufficient for the development of a theory of economic rents. As a result, Barney &
Arikan (2001) underpinned that competitive advantage can be realized through the
resources, which an organisation has control over. He argued that organisations
specific resources were more likely to lead to competitive advantage (Barney and
Arikan, 2001).
2.9.2 Resource Based View Model for Competitive Adv antage
Resource Based View (RBV) is based on the idea that organisations’ resources are
heterogeneous, and therefore views competitive advantage from the perspective of the

36
distinctive competencies and resources that give a firm an edge over its competitors
(Korsaa, 2010). Barney, (1991) defined firm resources as all assets, capabilities,
organizational processes, firm attributes, information, knowledge, controlled by a firm
that enable the firm to conceive of and implement strategies that improve its efficiency
and effectiveness. Firm resources are strengths that firms can use to conceive of and
implement their strategies (Porter, 1981). Differences in resources, capabilities, or basic
competences are a source of a sustainable competitive advantage (Penrose, 1959) and
unique resource endowments serve to explain differences in firms’ operational
performances (Barney, 1991 and Barney et al. 2001). Valuable, rare, inimitable and
non-substitutable resources are sources of an organisations’ competitive advantage
(Barney, 1991). If the resources are difficult to imitate and substitute for, the result can
be longer-term, sustainable advantage and performance (Barney 2001 and Rumelt,
1984). It is evident from the discussion above that organisation implement AMTs in
pursuit exclusive capabilities. Invisible assets, for example information-based resources
such as technology, customer trust, brand image, control of distribution, corporate
culture, and management skills are the real source of competitive advantage because
they are hard and time-consuming to accumulate and they can further be used in
multiple ways simultaneously, and are inputs and outputs of business activity (Itami,
1987). If a company possesses a core competence and understands how to take
advantage of it, it can lead to sustained competitive advantages.

37
2.9.2.1 Limitations of the RBV
RBV focuses only on the internal resources or core competence of an organisation this
can limit the reach for learning new competencies. Therefore, core competencies can
also become „core rigidities in the firm, when established competencies become too
dominant” (Tidd et al., 2005). Hedman & Kalling (2003) criticized the RBV perspectives
for neglecting the obstacles to strategic dynamics and manaements .This view is
supported by Chan et al. (2004) who criticize it for its implicit assumption of static
equilibrium. Hence, competitive advantages stem from developing current capabilities
that are highly effective in responding to the organization’s environment yet, some firms
are not able to replicate those capabilities quickly Davenport et al., (2006).
One theoretical deficiency within the RBV as well the Porters five forces model is their
implicit assumption of static equilibrium (Chan et al., 2004), without addressing the
requirements for continued success in a volatile and dynamic environment which is the
order today.
2.10 DISADVANTAGES OF AMTS
While AMTs have been celebrated for offering an opportunity to improve operations
efficiency, the benefits are often elusive in the short term, new process introductions
tend to cause considerable and often persistent disruption to the running factory. Chew
(1985) quantified the costs of such disruptions. He found that productivity losses
associated with the introduction of new process equipment can equal or exceed the
original cost of the equipment, and that these effects can persist for two years or more.
Chew attributed the loses to development of more complex parts that create a difficultly
in planning the most efficient use of the material which results in a production process
bottleneck, resulting in an adverse effect on throughput times. The investment in AMTs
is capital intensive it could involve several millions of dollars and specialized
engineering personnel are required to introduce and operate such a system.

38
Adoption and implementation of AMTs creates uncertainty, Gupta et al. (1998) argued
that the implementation of AMT often leads to increased uncertainty in the
manufacturing environment.
Figure 2.3 Conceptual framework adopted from Kuma r (2009)
2.11 Chapter Conclusion
This chapter reviewed literature on the implementation of AMTs, operation efficiency,
keys success factors and benefits of implementation of AMTs available in literature from
experiences in technologically advanced countries. However the reviewed literature is
weak as it does not provide solutions to the research objectives as outlined in chapter 1;
hence the need to carry out this study that evaluates the effectiveness of implementing
AMTs on operation efficiencies from a Zimbabwean perspective. The study will be
structured based on the conceptual framework in figure3 and the research methodology
discussed below.
(Assumed Causes)
• Strategic fit • Senior Management Commitment • Technical skills • Corporate culture
Independent Variable
(Assumed Effects)
• Customer satisfaction • Gaining Market share • Improved Profitability • Short lead Time
Dependent Variable Extraneous Variables
Extraneous Variables
• Strategic Misfit • Lack of Senior Management
Commitment • Lack of Technical Skills • Inhibitive Corporate Culture
Key Success Factors of AMTs Benefits of AMTs

39
CHAPTER THREE
3.0 RESEARCH METHODOLOGY
3.1 INTRODUCTION
This chapter outlines the research philosophy, approach, design and methods used to
address the research problem as outlined in Chapter 1. This chapter is made up of
three main sections which are the research philosophy, research approaches, and
research design or strategy. Each will be dealt with in brief.
Saunders et al…, (2003) referred to research methodology as the theory of how
research should be undertaken. A research methodology serves an important purpose
of identifying the research tools and strategies to be applied and relate their use to the
objectives (Ahmad Wani, 2011). According to Biggam (2008) a research methodology is
composed of the following key topics Fig 3.1
Figure 3.1 Research Methodology Source: Ada pted from Biggam, (2008)

40
This chapter will be discussed in line with Biggams recommendations. This research
sought to evaluate the impact of implementing advanced manufacturing technology on
operation efficiency the roof tile manufacturing industry -Case of Zimtile (2009- 2013).
3.2 RESEARCH DESIGN
The research design is the logical sequence that connects the empirical data to the
study’s initial research questions and ultimately to its conclusions Yin, (2008). This
therefore means that it is an essential statement of the object of the study and the
strategies for collecting the evidences, analyzing them and reporting the findings Yin,
(2008).
The researcher used a ‘representative’ single case design (Yin, 2008) of Zimtile. Yin
(2008) argued that one of the five rationales for a single case is when a case is
representative or typical. Zimtile was chosen as case study organisation because it
recently acquired a new plant and output it’s the largest in the concrete roof tile
manufacturing industry (CIFOZ, 2011). The elements of the research design will be
given in greater in detail in sections 3.7 and 3.8.
3.3 RESEARCH PHILOSOPHY
According to Bryman and Bell (2003), research philosophy can either be qualitative
(deductive post positivism) or quantitative (inductive /positivism). The same school of
thought was asserted to by White (2000). Easterby-Smith et al (2009) noted that it is
important for a researcher to study and understand research philosophy because:
• It helps the researcher to refine the overall research strategy to be used,
• Enables and assists the researcher to evaluate different methodologies and
avoid inappropriate use and unnecessary work by identifying the limitations of
particular approaches at an early stage.
• It helps the researcher to be creative and innovative in either selection or
adaptation of methods that were previously outside the research.

41
3.3.1 Quantitative approach Quantitative research relies primarily on the collection of quantitative data (Denzin and
Lincoln 2005) and it is deductive in nature (Lee, 1999). Hair,(2003) posited that
quantitative approach is for hypothesis testing. The quantitative approach is generally
for quantifiable data and usually expressed in statistics and numeric. The deductive
nature of quantitative research is aligned to scientific research and involves the
development of theory, which is subjected to a rigorous test (Saunders et al., 2009).
3.3.2 Qualitative approach Wilson (2006) defined qualitative approach as an unstructured research methodology,
which is carried out using a small number of carefully selected individuals to produce
non quantifiable insights into behaviour, motivations and attitudes. It emphasizes the
importance of looking at variables in the natural setting in which they are found as
interaction between variables is important (Jacob, 2009). Qualitative methods use
open-ended interviews to explore opinions, behaviours and attitudes of individuals or
groups of individuals (White ,2000). The data collected using such methods is usually in
the form of descriptions.
3.3.2.1 Advantages of qualitative methods Qualitative methods provide a deeper understanding of social phenomena than would
be obtained from purely quantitative data (Silverman, 2000). Qualitative methods are
flexible as compared to the quantitative methods the flexibility is derived from the fact
that qualitative methods allow more spontaneity and adaptation of the interaction
between the researcher and the respondent and the use of open-ended questions
which allow the respondents to respond in their own words and can thus provide more
detailed information unlike the quantitative methods that are rigid and require
respondents to choose from fixed responses( Mark et al, 2005).

42
3.3.2.2 Disadvantages of Qualitative Methods The very subjectivity of the inquiry leads to difficulties in establishing the reliability and
validity of the approaches and information. It is also very difficult to prevent or detect
researcher induced bias and its scope is limited due to the in-depth, comprehensive
data gathering approaches required, (White 2005).
3.3.3 Selecting the suitable approach
According to Yin (2008) the choice of whether to use quantitative or qualitative research
depends on the nature of the research, the type of information, availability of resources
and the context of the study. Proctor (2008) concurred with Yin (2008). However, he
further noted that consistency between the aim of a research study, the research
questions, the chosen methods, are the essential underpinning the rationale for
selecting a suitable research approach.
Given the research problem as outlined in Chapter 1, the best fit was to follow the
qualitative paradigm. The choice for qualitative paradigm is in line with parameters
identified by Hussey and Hussey (2010). A qualitative paradigm produces qualitative
data; this would fit well with the case study approach which is explained in section 3.4.5
i) Data is rich and subjective: the qualitative data would be rich by nature, and the
gathering process unstructured interviews and questionnaires would be subjective
due to the level of involvement of the researcher.
ii) The location is natural: the setting for this research was in a manufacturing
organisation.
iii) Dependability is low: the possibility of lower dependability data would be countered
by the use of triangulation.
3.4 RESEARCH STRATEGY
Saunders et al (2009) described a research strategy as a generic plan that guide the
researcher to answer the research questions. There are various different research
strategies with distinctive characteristics available from which a researcher may select

from, Easterby-Smith et al.
as illustrated below:
Fig 3.2 Research Strategy Alternatives adap ted from Biggam(2008)
3.4.1 Survey A survey is often used where large volumes of data are involved with quantitative
methods of analysis. This
collect research data (Zikmund, 2008
attitudes and descriptions as well as understanding cause and effect relationships
(Ghauri & Gronhaug, 2000). The use of surveys, as postulated by Galliers (2005),
permits the researcher to study more variables at one time than is physically possible in
laboratory or field experiments. The major weakness of survey research strategy is that
it is very difficult to realize insights relating to the causes of or processes involved in the
phenomena measured (Galliers, 2005
because it involves large samples not suitable for a case study.
Ethnography
Archival
et al., (2008); Collis and Hussey, (2009); Saunders
Fig 3.2 Research Strategy Alternatives adap ted from Biggam(2008)
A survey is often used where large volumes of data are involved with quantitative
usually involves the use of questionnaires or interviews to
(Zikmund, 2008). The questionnaires assist in getting opinions,
titudes and descriptions as well as understanding cause and effect relationships
2000). The use of surveys, as postulated by Galliers (2005),
permits the researcher to study more variables at one time than is physically possible in
ratory or field experiments. The major weakness of survey research strategy is that
it is very difficult to realize insights relating to the causes of or processes involved in the
(Galliers, 2005). A survey could not be used for this st
because it involves large samples not suitable for a case study.
Research Strategy
Alternatives
Field/Labor-atory
experiments
Survey
Action Research
Case Study
Ethnography
Archival
43
, (2008); Collis and Hussey, (2009); Saunders et al., (2009)
Fig 3.2 Research Strategy Alternatives adap ted from Biggam(2008)
A survey is often used where large volumes of data are involved with quantitative
usually involves the use of questionnaires or interviews to
). The questionnaires assist in getting opinions,
titudes and descriptions as well as understanding cause and effect relationships
2000). The use of surveys, as postulated by Galliers (2005),
permits the researcher to study more variables at one time than is physically possible in
ratory or field experiments. The major weakness of survey research strategy is that
it is very difficult to realize insights relating to the causes of or processes involved in the
). A survey could not be used for this study
Action Research

44
3.4.2 Experiment
Hakim (2000) argued that an experiment is for studying causal links, for example
whether a change in one independent variable will produce a change in another
dependent variable. Experiment as a research strategy was not considered for this
study because the researcher wanted to study the organisation in its natural state.
3.4.3 Action research
This may be described as a participatory and democratic process concerned with
developing practical knowledge in pursuit of a better understanding of the situations in
which the practices are carried out (Reason and Bradbury, 2001 and Carr and Kemis,
1986).
3.4.4 Observation
Observation can either be; participative observation or structured observation
(Saunders et al…,2003). Observation is a purposeful, systematic and selective way of
watching and listening to an interaction or phenomenon as it takes place. Observation
can take place in a laboratory setting or in a natural setting. Participant observation is
when a researcher participates in the activities of the group being observed in the same
manner as its members, with or without their knowing that they are being observed,
(Saunders et al, 2003). Non participant observation is when the researcher does not
get involved in the activities of the group but remains a passive observer, watching and
listening to its activities and drawing conclusions from this (Saunders et al, 2003).
Observation was not used in this research because it was not possible to observe
managers’ performing their duties as it involves mental effort than manual.
3.4.5 Case Study
According to Yin (2003) a case study is an empirical inquiry that investigates a
contemporary phenomenon within its real-life context, especially when the boundaries

45
between phenomenon and context are not clearly evident. Yin (2003) further argues
that it is the preferred research strategy when the phenomenon and the context are not
readily distinguishable because the researcher is able to investigate the research
problem in depth and at the same time carry out intensive analysis of the subject of the
case study. A case study allows several data collection methods such as
questionnaires, interviews and documentary analysis during the same research study.
3.4.6 Justification for Selecting Case Study
Yin (2003) recommended that a research strategy must be selected based on the
following conditions; relevance, feasibility, accessibility and application. Saunder et al
…, 2009) concurred with Yin (2003). However, Saunders et al...,(2009) brought a new
dimension that a research strategy has to be selected based on the amount of time
and resources available, and the philosophical underpinnings of the researcher. Both
Yin (2003b) and Saunders et al..., (2009) reaffirmed that, although various research
strategies exist, there are large overlaps among them and hence it is imperative to
select the most advantageous strategy for a particular research study. This research will
be largely be guided by Yin (2003) recommendation for adopting a case study as a
research strategy.
The researcher chose a case study as a best fit for the research in line with reasons
mentioned by Yin (2009) as stated above. Yin (2003) defines relevance as the extent to
which the organization selected for the case study suits the purpose of the study. Zimtile
was the selected organization and was suitable for the purpose of the study because
based on CIFOZ (2011) statistics, it was the largest construction company in terms of
market share and it had recently invested and implemented AMTs. Therefore, Zimtile as
a dominant player in the construction industry was relevant to be selected as case study
organization to conduct the research study.
According to Yin (2003), feasibility is another factor to consider when selecting a case
study organization. Feasibility of the research conducted refers to the idea that the
researcher should be able to conceptualize, plan, execute and report on the research

46
study with the case study organization. Zimtile offices were reachable within Zimbabwe
and its head office is located in Harare. The proximity of the head office allowed the
researcher to carry out the study without transport challenges and the respondents were
readily available.
Accessibility is another factor identified by Yin (2003). Is refers to how easy the
researcher managed to secure full cooperation of the case study organization. Zimtile
was accessible because the researcher is an employee of Zimtile, management
believed that the research would benefit the organisation and respondents at all levels
were willing to participate in the research.
In terms of applicability as expounded by Yin (2003), the nature of business of Zimtile
made the case study organization applicable to evaluate the impact of implementing
AMTs on operation efficiency in tile manufacturing organisations in Zimbabwe.
Further to Yin (2003) justification for the usage of case study as discussed above
Proverbs and Gameson (2008) highly recommended case study as a strategy for
researching on construction industry. Zimtile is in the construction industry which makes
the choice of using a snap short case study very appropriate. A case study enhances
the ability of a researcher to obtain direct experience of the ways in which actors
interact in a natural setting (Sofaer, 2006). This observation also influenced the
researcher to consider the use of case study for this research project. As it enabled the
researcher to have an in depth knowledge of the organizational dynamics during
implementation of AMTs. Isaac and Michael (1995) gave a view that if a case study is
exploratory in nature, the outcome of it may provide information and possible hypothesis
to guide future research in the domain under study. The study to evaluate the impact of
implementing AMTS on operation efficiency in Zimbabwe tile manufacturing industry
could be one of the first studies hence it will lay foundation for further studies by other
researchers.

47
3.4.7 Critic of Case Studies
The use of a case study, however, has its own weaknesses that researcher needs to
consider. Yin (2003) identified lack of rigor, being bias, difficulty to generalize, and
taking too long and producing hefty documents as some of the common criticisms of
case study research. According to Burns (2000), a case is relatively subjective in that
the researcher may be selective in interpreting results, in making observations and
interpretations that may not be easily checked or verified .In response, it was noted that
the quality of a case study can be enhanced by following the four tests that are common
to empirical research; construct validity, internal validity, external validity and reliability
(Yin, 2003 and Fellows and Liu, 2008).
3.5 POPULATION AND SAMPLING
Population is the total collection of elements about which we wish to make some
inferences (Cooper and Schindler 2008). According to Saunders et al..., (2003), the full
set of cases from which a sample is taken is called the population. The study results will
be generalized on this group (the population). The population for the study is Zimtile
management based at Harare as illustrated in table below.

48
Table 3.1 Research Population
3.5.1 Sampling
Sampling is “the selection of a fraction of the total number of units of interest to decision
makers for the ultimate purpose of being able to draw general conclusions about the
entire body of units” Parasuraman, (2001:356)., Saunders and Thornhil (2003) notes
that a conclusion can be made from the sample about the population to achieve the
research objective. Time, financial and other resource constraints make sampling
convenient and cost effective especially, when the population is very large Saunders et
al...,(2003). Cooper and Schindler (2003) argue that with sampling, it enables greater
opportunity to conduct quality interviews, achieve better supervision of the research
team, investigate and verify any missing, wrong or suspicious information. Sampling
enhances the speed with which information is available and it plays an important role in
the process of designing a questionnaire.
Population Sample
Management Level Size Positions Sample Size Sampling Technique
Top Management
4
• General Manager
• Works Manager
• Finance Manager
• Sales & Marketing
Manager
4
Judgmental
Middle Management 7 • Sale Manager
• Accountant
• Export Manager
• Human Resources
Manager
• Quality Assurance
Manager
6
Judgmental
Lower management 6 • Sales Executive
• Production Supervisor
• Quality Control Officer
5
Judgmental
Total 17 15

49
To ensure that the chosen sample is a true representative of the population, the
researcher used stratified random sampling to choose the sample. This involved
grouping management into top, middle and lower management.
3.5.2 Sampling unit
A sampling unit is a member of the population that may be selected for sampling. It is
important for study planners to be very specific when defining a sampling unit’s
characteristics with respect to space and time. Zimtile as an organisation is the
sampling unit for this study.
3.5.3 Sample Size
The sample size in qualitative research study is determined by the study’s research
objectives and characteristics of the study population. Whilst there are no closely
defined rules for sample size Baum (2002) and Patton (1990), noted that sampling in
qualitative research usually relies on small sample size. Sample size is important for
economic and ethical reasons DePaulo (2013). Russell Lenth (2011) noted that, an
under-sized sample is inadequate to produce useful results, while an over-sized one
uses more resources than are necessary. There is no consensus on the right sample
size for qualitative research. Guest et al., (2006) recommended fifteen as the smallest
acceptable sample. The sample size for this study is 15 managers from different
management stratum as shown in Table 3.2. The sample size has been chosen in line
with Guest et al (2006) recommendations.
3.5.4 Sample Methods/ Techniques
Sample selection determines whether probability or non-probability sampling can be
applied for the type of research in progress Walker (2001). Basing on the nature of the
research questions and objectives, as well as chosen research strategy and the
available time and other resources non-probability sampling method will be applied in
this study.

50
3.5.5 Probability Sampling
Probability or representative sampling is sampling method where the chance of each of
case being selected from the population is known and is equal for all cases (Saunders
et al..., 2003). Probability sampling techniques are primarily used in quantitatively
oriented studies and this involves choosing a sample from a population, or from a strata
of a population, in a random manner where the probability of inclusion for every member
of the population is determinable (Tashakkori and Teddlie, 2003). Probability sampling
aims to achieve representativeness, which is the degree to which the sample accurately
represents the entire population. Probability sampling includes the following methods
explained below:
• Simple Random Sampling
This method ensures that each item in the entire population under study has an
equal chance of being included in the sample (Zikmund and Babin 2009). The
probability of a unit being selected is not affected by the selection of other units from
the accessible population (Teddline and Fen Yu 2007). The main advantage of
simple random sampling is that it tends to yield representative samples and one of
its weakness is that it fails to take advantage of the knowledge of the population the
researcher mighty have (Binson et al 2000).
3.5.6 Non- Probability Sampling
Saunders et al., (2003) argued that in non probability sampling, the probability of each
case being selected from the total population is not known. The non-probability
sampling methods include the following:
• Convenience sampling,
• Quota sampling
• Judgmental sampling.
Non probability sampling or judgment sampling is based on subjective judgment
(Salant, 2011). Non probability sampling is a process where probabilities cannot be
assigned to the units objectively, and hence it becomes difficult to determine the
reliability of the sample results in terms of probability (Yamane, 2006).

51
Non probability sampling is well suited for exploratory research intended to generate
new ideas that will be systematically tested later. Non probability sampling includes
convenience sampling, quota sampling and purposive sampling.
a) Convenience Sampling:
Convenience sampling is a method of choosing subjects who are available or easy to
find (Saunders et al.., (2007). Advantages to this design are: it is easy to do, particularly
with a captive audience, and in some studies the response rate is high. The drawback
to this methodology is the lack of sampling accuracy. Because the probability of
inclusion in the sample is unknown for each respondent, none of the reliability or
sampling precision statistics can be calculated and hence generalizations about the
total population will be limited. Despite the draw backs of convenience sampling, it is
employed by researchers because of its easy and cost effectiveness.
b) Purposive Sampling
Judgmental sampling is where the researcher selects units to be sampled based on
their knowledge and professional judgment (Gastillo, 2009). Gastillo(2009) further notes
that purposive sampling involves purposely handpicking individuals from the population
based on the authorities or the researcher's knowledge and judgment. This is done with
the view to select a more representative sample that can bring more accurate results.
Judgmental sampling design is usually used when a limited number of individuals
possess the trait of interest. It is the only viable sampling technique used to obtain
information from a very specific group of people.
3.5.7 Advantages of purposive Sampling
According to Saunders et al..., (2003) the main advantages of purposive sampling are:
• Cost effectiveness and efficient
• Can avoid areas you are not concerned about

52
• Can sample more intensely in areas you are concerned about
• It is perceived to result in better coverage in areas of concern,
3.5.8 Disadvantages of Purposive Sampling
The main weaknesses of purposive sampling are with the authority and in the sampling
process both of which pertains to the reliability and the bias that accompanies the
sampling technique. Usually there is no method to evaluate the reliability of the expert
or the authority. To mitigate on sampling error brought by the expert it is recommended
to use most experienced authority in the field of interest. The sampling process, is
usually biased since no randomization was used in obtaining the sample and on the
other hand members of the population did not have equal chances of being selected.
The consequence of this is the misrepresentation of the entire population which will then
limit generalizations of the outcome of the study (Gastillo, 2009).
3.6 Justification for adopting Purposive Sampling
Considering the nature of the research, the purposive sampling method was preferred
over other sampling methods .The choice is in agreement with the argument by Miles
and Huberman (2004:27) who noted quite often than not, qualitative samples tend to be
purposive rather than random. Powell (2008) a guru in purposive sampling noted that, it
is sometimes best to select a sample based on one's knowledge of the population and
the objectives of the research. This is supported by Leedy and Ormrod (2001) who used
the term purposive sampling to describe where people or other units are chosen for a
particular purpose, implying the use of judgment on the part of the researcher. Further
to the above reasons Environment Protecting Agency (EPA) (2002) noted that
purposive sampling method is best used when:-
• An extremely small number of samples will be selected for analysis/characterization.
• There is reliable historical and physical knowledge about the feature or condition
under investigation. The researcher being an employee of Zimtile has access to
historical and knowledge about the organisation under study

53
• Schedule or emergency considerations preclude the possibility of implementing a
statistical design. The study as noted in section 3.1.3 is purely a qualitative research.
3.7 SOURCES OF DATA
Sources of qualitative data can either be primary, or secondary (Zikmund,2000).
Sources of qualitative data play an important role in impact evaluation studies by
providing information useful to understand the processes behind observed results
(Ghauri, Gronhaung 2005). The selection of the appropriate data collection method
depends on the following factors:
• Nature, scope and object of enquiry
• Availability of funds
• Time factor
• Precision required.
Different sources of data have their own strengths and weaknesses, and therefore a
good case study should use as many study methods as possible to complement each
other. In this study, both primary and secondary data was collected. The use of both
methods was done to try and improve on the quality and validity of the data gathered.
3.7.1 Primary data
Primary sources of data are firsthand accounts that are not based on other written
works, nor interpreted by other researchers (Bailey,1995).The researcher used the
questionnaire and personal semi structured interviews to obtain primary data. The
researcher chose to collect primary data because it is easy, inexpensive to collect and it
is more relevant to the study in that it enables the researcher to get first hand
information about the impact of AMTs on operation efficiency in the roof tile
manufacturing industry.

54
3.7.2 Secondary data
Pearce (1994) described secondary data sources as those where information has been
collected and structured by other researchers. Secondary data should be examined
before any primary research is done, this was done in chapter 2 (Literature review)
because there is need to examine what has already been generated about the topic and
if it will be suitable to meet the research objectives (Blaxter et al., 2006). The researcher
also considered that secondary data is not as expensive and time consuming as
primary data and that it is usually easy to verify.
3.7.3 Data Collecting Methods
Data collection is the process of gathering and measuring information on variables of
interest, in an established systematic fashion that enables one to answer stated
research questions, test hypotheses, and evaluate outcomes (Finnerty, 2007). Powell
(1997) identified three methods for collecting qualitative data, which are questionnaires,
interviews and observation and further noted that they can be used with more than one
methodology. This research will be guided by Powell (1997) classification. The selected
data collection methods for this research are discussed below.
3.7.3.1 Interviews
Qualitative researchers rely quite extensively on interviews. According to Kahn and
Cannell (2007) an interview is a conversation with a purpose. Research interviews differ
in terms of the level of structure they can be classified as structured, unstructured or a
hybrid of the two semi- structured. The level of structure influences the kind of data
collected. Highly structured interviews can collect a lot of quantifiable data and work well
in situations where you cannot record the interview in full. On the other hand less
structured interviews work well when you want to collect primarily qualitative data.
3.7.3.2 Structured Interview
In structured interviews, the questions are fixed and they are asked in a specific order
(Korpel 2005). Structured Interviews emphasize reliability (Langley, 1987). Structured

55
interviews employ mostly close ended questions. Multiple respondents will be asked
identical questions, in the same order. Structured interviews are often used where there
is a large samples and the data needs to be generalized to a large population. This
means structured interviews are generally quantitative in nature.
Structured interviews have several advantages listed below:
• Can reach a large sample
• The researcher has full control of the interview.
• A representative sample is possible and results can be generalized
• Can do face to face interview where electronic recording is not possible
• Can ensure questions are fully understood
• Response rate is high
• All respondents are asked the same questions in the same way. This makes it easy
to replicate the interview.
The short comings of structured interview are:
• The quality and usefulness of the information is highly dependent upon the quality of
the questions asked. The interviewer cannot add or subtract questions.
• There is limited scope for the respondent to answer questions in any detail or depth.
• Time consuming in terms of data collection.
• Cause and effect cannot be inferred
Structured interviews are suitable for quantitative research hence they will be irrelevant
for a qualitative research which require an in-depth understanding of the research
problem.
3.7.3.3 Unstructured Interview:
Minichiello (1990) defines unstructured interviews as interviews in which neither the
question nor the answer categories are predetermined. Questions are not pre-set;
although there are usually certain topics that the researchers may wish to have

56
some key questions formulated in advance. Unstructured interviews employ mostly
open ended questions.
Advantages of Unstructured Interview are listed below:
• Provides highly detailed and valid data
• Extremely flexible.
• Natural and unrestricted, it can reveal more about the participant
Limitations of unstructured interviews are:-
• Not standardized so cannot be replicated
• Problem with reliability and generalizing.
• Difficult to quantify and analyze results
• Time consuming in both processing and gathering the data.
3.7.3.4 Semi Structured Interview:
A semi structured interview is an interview where the interviewer and respondents
engage in a formal interview. The interviewer uses prepared questions as a guideline to
lead the interview but is flexible to follow topical issues in the conversation that may
stray from the guide when it is deemed appropriate (Freestone 2012).
Advantages of semi-structured interviews are:
• Depth of information
• Respondent can influence the topic, so unexpected issues/topics emerge
• Researcher can probe to understand perspectives and experiences
• Topic guide ensures that a core list of questions is asked in each interview
• Because the order of questions is not fixed, flow and sharing of views are more
natural.
Limitations of semi-structured interviews are:
• Trained interviewers are needed to probe without being directive or judgmental

57
• Analysis of findings is difficult it must be done by people who did the interviews
• Researcher has to avoid bias in analysis
• Researcher needs to know something of the local culture to capture the interviewees
real meaning
• Analysis is time-consuming
• Difficult to generalize findings.
3.7.4 Justification for using semi structured inter views
Semi structured Interviews as a research method for gathering qualitative data was
preferred to other methods because:
• Interviews of this type are suited to working with small samples and are useful for
case study (Freestone 2012).
• Semi- structured interviews enable deep exploitation of experiences.
• Interviewee has freedom in responses thus adding depth to the interview but
interviewer remains in control allowing time management by the interviewer to be
easy (Drevel, 1995).
• Gives freedom in the sequencing and wording of question in accordance to
interviewee responses (Robson 2000).
• Interpretation bias is reduced (Mitchell and Jolely2007) as it allows the researcher to
validate interviewees answer through monitoring body language.
3.8 QUESTIONNAIRE According to Burns (2000), a questionnaire is a list of written questions that can be
completed in one of the following ways:
• When the researcher is not present (postal questionnaire). It is ideal if respondent
want to remain anonymous.
• With the researcher present(structured questionnaire)
Basing on the type of question employed a questionnaire is either:
• Closed ended
• Open ended

58
Closed ended questionnaire the researcher provides suitable list of responses and are
suitable for quantitative data. On the other hand open ended questionnaire, the
researcher does not provide the respondent with possible answers and are suitable for
qualitative data (Joseph et al…, 2008).
Advantages of questionnaire are;
• Questionnaires are generally easy to create, code and interpret.
• They are easy to standardise, this makes questionnaires a very reliable method of
data collection.
• The chances of participants to answer the question honestly are increased by the
opportunity for respondent to remain anonymous.
Disadvantages of questionnaire are:
• The design makes it difficult for researcher to explore complex issues and opinions
(data depth is limited)
• The questionnaire (postal) can be completed by wrong person. This may
compromises credibility and dependability of the study.
• Response rate for postal questionnaire is very low.
3.8.1 Justification for Using Questionnaire
The researcher chose qualitative questionnaires to collect data because:
• Questionnaires and interviews are often used together in qualitative studies to
generate confirmatory results (Brookhark and Durkin, 2008).
• Commitment which is required by respondents to questionnaires is low this
encourages high number of participants and response rate.

3.8.2 Questionnaire Design
The research questions were designed taking into consideration the research objectives
as outlined in Chapter 1. In designing the questionnaire care was taken to keep the
wording of the questions simple to avoid confusion that could result in inaccurate
response or respondents abandoning the
the questions was kept neutral to avo
(Dolle, 2001). To maximize response rate the questionnaire was kept short
al.., 2001). Low response rate reduces the sample size whi
(William, 2008).
3.8.3 Structure of the questionnaire used for the researc hThe structure of the questionnaire was divided into sections
represented the different research objectives. The following depicts structure of the
research questionnaire used for the o
Fig 3.3 Structure of Questionnaire
Section C:Acheived
Benefits of AMTs
3.8.2 Questionnaire Design
The research questions were designed taking into consideration the research objectives
as outlined in Chapter 1. In designing the questionnaire care was taken to keep the
wording of the questions simple to avoid confusion that could result in inaccurate
sponse or respondents abandoning the questionnaire (Williams,
the questions was kept neutral to avoid introducing bias by suggesting a response
e response rate the questionnaire was kept short
01). Low response rate reduces the sample size which can introduce bias
Structure of the questionnaire used for the researc h The structure of the questionnaire was divided into sections where
represented the different research objectives. The following depicts structure of the
questionnaire used for the o the study.
Structure of Questionnaire
Structure of Questionnaire used for the
research
Section A: Respondent's
Profile
SectionB:Necessary Key
Success Factors
Benefits of AMTs
59
The research questions were designed taking into consideration the research objectives
as outlined in Chapter 1. In designing the questionnaire care was taken to keep the
wording of the questions simple to avoid confusion that could result in inaccurate
questionnaire (Williams, 2003). The tone of
id introducing bias by suggesting a response
e response rate the questionnaire was kept short (Edward et
ch can introduce bias
where each section
represented the different research objectives. The following depicts structure of the
Section C:Expected
Benefits of Implementing
AMTS

60
3.8.4 Questionnaire Piloting
The initial draft of the questionnaire was piloted with the three levels of managers.
Manager’s consent was sought before the pilot was carried. During the pilot the
researcher noted the time taken by each participant to complete the questionnaire .The
researcher also sought the participant comments and opinion about the questionnaire.
Face to face pilot allows participants to give immediate verbal feedback about
questionnaire and thus contributing to an assessment of face credibility.
3.9 Data Analysis and Interpretation
Data analysis and interpretation are required to organize and understand the data.
According to Yin (2003:109), data analysis consists of “examining, categorizing,
tabulating, testing or otherwise recombining both quantitative and qualitative evidence
to address the initial propositions of a study”. There are different techniques for
analyzing data and the choice of technique depends on a combination of factors which
include the research question, theoretical foundation of the study and the
appropriateness of the technique for making sense of data (Kawulich,2005). The
researcher has adopted Langley’s (1999) narrative techniques for analyzing data for this
study because narrative techniques provide insights into decision making (O.Connor,
1997) or the processes of knowledge transfer (Darwent, 2000). This is relevant because
one of the main objectives of this study is to recommend to decision makers the key
success factors of implementing AMTs. The research sought to gain insight regarding
the impact of implementation of AMTs on operational efficiency in Zimtile
(Beech,2000;and Boje 1991).
Narrative data analysis involved the following activities:
• Data reduction
• Coding
• Data Interpretation
To guarantee good data reduction the researcher read and re-read the text .This
enabled the researcher to gain deeper knowledge of the data and at the same time it

61
allowed the researcher to separate value adding and none value adding data. The
researcher organized the data by questions this was achieved by looking across all
respondents and their answers in order to identify consistence and differences. Data
coding was achieved by using both emergent and preset categorizing (Powell, 2003).
Because data collection and analysis processes tend to be concurrent, with new
analytic steps informing the process of additional data collection and new data informing
the analytic processes, it is important to recognize that qualitative data analysis
processes are not entirely distinguishable from the actual data collection (Thorne,2013).
To conduct qualitative analysis Microsoft excel and Access were selected to facilitate
the analysis process of all collected data.
3.10 CREDIBILITY AND DEPENDABILITY
Credibility and dependability are very important elements when researcher analyzes the
data collected through qualitative research.
3.10.1Credibility
According to Merrian (2008) a qualitative investigator, credibility deals with the question,
“How congruent are the findings with reality”. Lincoln and Guba (2000) argued that
ensuring credibility is one of the most important factors in establishing trustworthiness.
To ensure credibility of the study the researcher adopted appropriate well recognized
research methods (Yin 2003) as outline in Section3.4.5 above. Furthermore a thorough
literature review on the impact of AMTs on operation efficiency was done to allow the
researcher gain deeper understanding of previous research work and research
methods. Iterative questioning was also employed to probe for more data during
interviews.
3.10.2 Dependability
Kumar (2005) states that dependability refers to the quality of a measurement
procedure that provides repeatability and accuracy. In any qualitative research, there is

62
need for the researcher to generate dependable information such that if the same
survey were carried out, it would repeatedly generate the same results (Neuman, 2003).
Dependability of the study was achieved through detailed description of the research
design and its implementation and the operational detail of data gathering as outlined in
Section 3.3 and Section 3.5.1 respectively.
3.11 ETHICAL CONSIDERATIONS
Numerous ethical considerations were met by the researcher before commensuration of
this study. Firstly the researcher sought permission to carry out his research from the
managing director of Zimtile. Data collection involved interviewing; meaning personal
relationship could raise significant ethical issues (Orb et al…, 2001and Hofman, 2004).
In the research the fiduciary relationship that existed between senior management
(researcher) and junior managers was acknowledged. To ensure that a potential
exploitative relationship would not occur between researcher and junior mangers the
junior managers volunteered to participate in the interviews. Further to this the use of
informed process consent ensured that this willingness was continued throughout the
data collection. Semi structured interviews were used to collect data the use of
interviews could raise ethic issues regarding privacy and confidentiality. The researcher
ensured confidentiality and privacy of the participant through coding and use of pseudo
names to replace identifying characteristics such as occupation, name and salary
grades on all date collected. The researcher also ensured that the codes and
questionnaire used were properly secured to avoid misuse.
3.12 CHAPTER CONCLUSION
This chapter provided the description of the methodology applied. The research design,
research philosophy, research strategy, population and sampling techniques, data
collection methods, research procedures and research limitations and ethical
consideration to the research were discussed. The data collected was primarily based
on personal responses and was collected through the research questionnaire and semi

63
structured interviews. The questionnaire had a combination of both qualitative and
quantitative questions. In this research, a case study was adopted to gain intensive
knowledge about the phenomenon using the questionnaires and interviews. The next
chapter will present, analyze and interpret the data.

64
CHAPTER 4
4.0 RESEARCH FINDINGS AND ANALYSIS
4. 1 INTRODUCTION
In this chapter the researcher presents the research findings and an analysis of the
results. The major issues discussed focused on the evaluation of the impact of
advanced manufacturing technology on operational efficiency in the concrete roof tile
manufacturing industry. This chapter also draws together the issues of this study and
links it to the literature and research proposition.
4.2 KEY RESPONDENTS
Face to face interviews were carried out with all senior management who are the
strategy formulators. Senior management included the Managing Director, Works
manager and the Sales and Marketing Manager. Questionnaires were administered to
middle and line managers who are the strategy implementers. To ensure that the
research objectives are covered the questions asked covered the following areas:
• Demographics
• The key success factors of implementing AMTs at Zimtile.
• The expected benefits of implementing AMTs at Zimtile.
• Achieved Benefits of Implementing AMTs at Zimtile
4.2 Demography of the Respondent
The profile of the respondents was grouped into management hierarchy, education
level, department and number of years spent working for Zimtile as illustrated in Table
4.1 below. These characteristics played a significant role in determining the level of
maturity of the respondents and the understanding of the impact of advanced
manufacturing technology on operation efficiency, as it is envisaged that the more years
employees stay in the same organization, the more experienced and mature they
become.

65
Table 4.1 Respondent Demographic profiles
Respondent Professional/
Academic
Qualification
Management
Hierarch
Years Employed
with organisation
Department
Managing Director Degree Top 2-4 Executive
Works Manager Degree Top 2-4 Technical
Sales and
Marketing
Manager
Degree Top 2-4 Sales and
Marketing
Sales Manager Degree Middle 2-4 Sale and
Marketing
Export Manager Degree Middle Less than 1 Sales and
marketing
Finance
Accountant
Degree Middle 5-7 Finance
Management
Accountant
Degree Middle 5-7 Finance
Quality Assurance
Officer
Others Middle 2-4 Technical
Sales Executive Degree Line 2-4 Sale and
Marketing
Human resources
Officer
Others Line 2-4 Administration
Production
Supervisor
Others Line 2-4
Technical
Quality Controller ‘A’ level Line 5-7 Technical
The distribution of the respondents was considered fair as it represented all levels of
management and departments within Zimtile needed to exhaustively conclude the
research on the subject matter. Most of the respondents were degreed and the least
had ‘A” level. This shows that the respondents were literate enough to give valid
answers to research questions. The demographic profile shows that most of the
respondents had been with the organisation for over five years. This shows that the

66
respondents have valuable experience working in the organisation to give valid answers
to the research since experience plays a major role in the accumulation of knowledge.
4.3 ANALYSIS, RESULTS AND DISCUSSIONS
This section covers an analysis of results and discussions relating to each of the three
research objectives.
4.3.1 Key success factors for implementing advanced manufacturing technology. This section looks at the availability of key success factors of implementing AMTs at
Zimtile.
Question 1 In your view, which strategic factors were considered for the
implementation of new technology?
Table 4.2 Strategic Factors Considered for Implemen tation of AMTs
Respondent Response
Managing Director Profitability, skills, Product demand, machine capacity, product
Quality
Works Manager Product quality, production cost reduction, skills, machine capacity,
reduction in production cost
Sales and marketing Manager Market growth, skills, profitability, product quality, lead time to market
Sales Manager Customer satisfaction, lead time to market, product variety
Export Manager Capacity, quality, customer satisfaction, lead time to market
Financial Accountant Cost reduction, profitability, quality, customer satisfaction
Management Accountant Production cost ,profitability, quality
Quality Assurance Officer Product quality, production cost, flexibility
Sales Executive Customer satisfaction, product availability, price
Human Resources Officer Manning levels, flexibility, product quality
Production Supervisor Manning levels, cost of production, product quality
Quality controller
Through put, product quality, flexibility
From the results in Table 4.2 above there is convincing evidence that strategic factors
were considered by all levels of management during the implementation of AMTs.

67
This is in agreement with Inman (2006) who emphasised that the consideration of
strategic factors before implementation of AMTS enables management to identify
strategic advantages that will make a firm more competitive and adept at using AMTs.
Inman further noted that this also reduces the risk of failure. The Managing Director
was of the view that strategic factors considered would enable Zimtile regain
competitive advantage it had lost to competition following years of using old
technology. The Works Manager noted that from an operational point of view the key
factors were plant capacity and efficiency. He further noted that with the right volume
and reduction in wastage Zimtile hoped to reduce production cost significantly. All
the respondents concurred that plant capacity, profitability, product quality, lead
time to market and market growth were amongst the key strategic factors considered
for the implementation of the new technology. Semantic differences were noted
between the strategic formulators ( senior management) and strategic implementers
( middle and line managers) for example top managers referred to plant capacity
while middle and line managers referred to the same as through put or product
availability.
Question 2: In your own assessment explain how Zimtile overall business strategy
supports the investment in new tile manufacturing technology.

68
Table 4.3 Strategic Fit to Technology
Respondent Response
Managing Director Zimtile aims to be a low cost producer and the investment in new tile
manufacturing technology will compliment management strategy by
improving production efficiencies, volumes and delivery.
Works Manager The new tile manufacturing machine will reduce production cost.
Sales and Marketing manager Machine flexibility will allow production of additional exclusive tile
profiles and colours.
Sales Manager Zimtile aims to be a mass producer of tiles.
Export manager The new tile machine will create extra capacity needed for exporting.
Financial Accountant Zimtile aims to improve profitability through reduction of cost of
production.
Management Accountant The new tile manufacturing technology will enable it achieve high
production efficiency and improve on product quality.
Quality Assurance Officer The new technology will enhance product quality.
Sales Executive The low priced products will increase market share
Human Resources Officer The new technology will improve the working environment.
Production Supervisor The new plant improves production efficiencies
Quality Controller It will enable the orgainisation to produce quality products.
The Managing Director noted that to be a low cost producer, one requires a modern
machine hence the reason Zimtile invested in a new tile manufacturing technology to
improve on production efficiency, product quality and delivery. The Managing
Director’s justification to invest in AMTs is in line with Babbar and Rai (2004) who
noted that implementation of AMTs enables organisations to be low cost producers
through economy of scale and scope .All of the respondents as shown in Table 4.3
were aware of Zimtile’s overall business strategy, which is, to be a low cost producer
and they further acknowledge that the new roofing tile manufacturing technology will
compliment the overall business strategy. This is in agreement and it reconfirms
separate studies by Voss and Innan (2006) that noted that strategic consideration
and strategic fit were a prerequisite for successfully implementing AMTs.

69
Question 3: Please explain degree of senior management in the implementation of
the new tile manufacturing technology
Table 4.4 Senior Management Commitment
Respondent Response
Managing Director A project committee chaired by the Works Manager was put in
place to facilitate project planning, coordination and
implementation. Senior management mobilized resources for the
project.
Works Manager The Works Manager was responsible for the project planning
coordination and implementation.
Sale& Marketing Manager Senior management was involved in planning, communicating
with key stakeholders, resource mobilisation and ensuring that
the project was on target.
Sales Manager Senior management was pushing for completion of project.
Export Manager Senior management was keen to see the project completed.
Financial Accountant Senior management failed to mobilize funding for the project.
Mgt Accountant Senior management had project briefings with staff weekly.
Quality Assurance Officer Interruptions over shadowed senior management commitment.
Sales Executive Senior Management was not visible.
Human Resource Officer Senior management failed to fund a project incentive that had
been agreed upon
Production Supervisor Senior management frequently interfered in operations
Quality Controller Senior management commitment was not visible.
The Managing Director’s response was that senior management was fully involved
and committed to the project as it was the senior management’s initiative and wanted
it implemented successfully. The same sentiments were echoed by the Sales and
Marketing Manager and as well as the Works Manager. However, the majority of
middle and line managers felt differently. The technical respondents noted that senior
management was hardly available to attend to implementation problems. The
Financial Accountant pointed out that senior management failed to adequately
mobilize funding for the implementation of the new tile manufacturing technology. As

70
a result of poor funding the project faced numerous interruptions. Failure by senior
management to adequately fund the implementation of new technology is a sign of
lack of commitment by senior management. This is in contradiction to literature that
states that exceptional attention to provide resources leads to successful
implementation of AMTS (Chen et al…, 2007). The Production Supervisor mentioned
that senior management frequently supervised and gave direct instructions to shop
floor operatives. This could be suggestive of an organizational structural
inappropriateness due failure to restructure to accommodate the new technology as
advocated by Sohal et al… (2005).
Question 4: How best do you describe Zimtile’s corporate culture?
Table 4.5 Zimtile Corporate Culture
Respondent Response
Managing Director Zimtile has and encourages an entrepreneurial culture.
Works Manager Zimtile culture is entrepreneurial but it is heavily diluted by PG
corporate culture.
Sale& Marketing Manager Zimtile corporate culture is bureaucratic.
Sales Manager Zimtile culture is rigid.
Export Manager Zimtile culture allows entrepreneurship
Financial Accountant Zimtile culture is not flexible.
Mgt Accountant Zimtile culture is rigid.
Quality Assurance Officer Zimtile corporate culture discourages team work. Sales Executive Does not assist employees with educational fees.
Human Resource Officer It is not flexible.
Production Supervisor Zimtile corporate culture does not encourage exceptional
performance.
Quality Controller The culture stifles innovations and there is no recognition of
good performance.
The Managing Director pointed out that Zimtile corporate culture was entrepreneurial as
it promoted innovation and teamwork. The Works Manager did concur with the

71
Managing Director but he was quick to point out that Zimtile corporate culture had been
diluted by PG corporate culture and there was an urgent need for a culture reorientation
if implementation of the new technology was to succeed. However, middle and line
managers felt differently. Their feelings were that Zimtile corporate culture was rigid and
was not allowing employees to be innovative. The Export Manager who has been
employed by Zimtile for less than a year is the only middle manager who agreed with
the Managing Director that Zimtile corporate culture is entrepreneurial. Basing on the
overall responses one can deduce that Zimtile corporate culture is bureaucratic. This is
in contradiction with literature that demonstrated that firms with a history of successfully
implementing AMTs preferred a flexible orientated corporate culture Yusuf, (2008).
Question 5: Please explain how the implementation of new technology at Zimtile was
influenced by Zimtile Corporate culture.

72
Table 4.6 Influence of corporate culture on Impleme ntation of new technology
Respondent Response
Managing Director Zimtile corporate culture was an enabling factor it allowed the
project team to be innovative and overcome most of the project
challenges.
Works Manager The project could have been implemented better if the project
team was allowed to be flexible in their operations.
Sale& Marketing manager The corporate culture had a negative influence to the project
team it did not allow the team to be innovative when they
encountered challenges.
Sales Manager Red tape limited employees creativity in solving problems
Export manager The culture negatively affected implementation of new
technology.
Financial Accountant Project operatives had little input they followed instructions from
the project leader
Mgt Accountant The implementation was out of target.
Quality Assurance Officer There was no coherence amongst team members.
Sales Executive The project was full of inter team problems.
Human Resource Officer Lack of flexibility stalled innovation amongst employees
Production Supervisor Implementation was slow.
Quality Controller Failure to recognize achievers de-motivated employees
The Managing Director felt that Zimtile’s corporate culture enabled the new technology
implementation team, to rise to the challenges of the project. Contrary to what the
Managing Director felt the other top managers (the Works Manager and Sales and
Market Manager) felt that the corporate culture had a negative impact on the
implementation of the new technology. The Sales and Marketing Manager further noted
that the implementation team was not empowered enough to rise to the challenges of
implementing new technology. This is in prefect agreement with a study by Saberi and
Hickoc (2009) in which it was concluded that, new technology demands a new culture.
The Production Supervisor noted that the implementation was slow because employees
were not allowed to be innovative. Basing on the responses in Table 4.6 below, Zimtile

73
corporate culture did not support the implementation of the new manufacturing
technology which was felt to be inflexible to a point that it stalled the implementation
stage. This is in line with studies by Zammuto and O’Connor (1992) who hypothesized
that inflexible culture can hinder AMT implementation.
Question 6: What technical skills were required for the execution of the new tile
manufacturing technology and were available in Zimtile at the time of implementation?
The Managing Director noted that Zimtile had adequate skills required to implement the
new technology in roof tile manufacturing. He emphatically noted that a Works Manager
a technical guru with vast experience in project management had been hired to manage
the project.
Table 4.7 Critical Skills at Implementation of AMTs .
Respondent Response
Managing Director Electrical, mechanical, project management. The skills are available within
the organisation.
Works Manager Project management, electrical, mechanical and concrete manufacturing.
The skills level are inadequate, needed is concrete manufacturing skills
and electrician class 1.
Sale& Marketing Manager Electrical, mechanical, project management.
Sales Manager Electrical, mechanical, concrete manufacturing skills. The skills are
inadequate.
Export manager Electrical, mechanical skills. There are adequate.
Financial Accountant Machine operation, mechanical skills. The available skills were adequate.
Mgt Accountant Personnel from the old plant implemented the new manufacturing
technology.
Quality Assurance Officer Electrical, mechanical, concrete manufacturing skills. The available skills
are inadequate.
Sales Executive The skills were adequate
Human Resource Officer According to a skill’s audit class1 electrician, mechanical, project
management and concrete manufacturing skills are required.
Production Supervisor The new technology needs mechanical, electrical skills and concrete
manufacturing skills. Concrete manufacturing is required.
Quality Controller The new technology needs electrician, fitter and turns. They are available.

74
The Works Manager revealed that the most critical skills required for the implementation
of AMTs included electrical, mechanical, project management and concrete
manufacturing skills were available. He also noted that the available skills were
inadequate to successfully implement AMTs at Zimtile. He mentioned that needed
urgently were concrete manufacturing skills and a class 1 electrician. This is in
contradiction with literature which says that skills and employee discipline are
paramount for successful implementation of AMTs (Blumberg and Gerwin 2009).
Most of the non- technical respondents indicated that the skills were adequate. The
Human Resources Officer mentioned that according to a skills audit the skills were
inadequate and absent were concrete manufacturing skills and electrician class1. The
same sentiments were echoed by most technical respondents who included the
Production Supervisor. The technical respondents are the direct implementers of AMTs.
Based on the responses summarized in Table4.6 above it is evident that Zimtile did not
have adequate prerequisite skills necessary for the successful implementation of AMTs.
4.3.2 The expected benefits of implementing advance d manufacturing
technology at Zimtile .
This section seeks to find out what were the motivating benefits for Zimtile to
implement AMTs.
Question 1 : What benefits does Zimtile expect to gain by implementing the new tile
manufacturing technology?
The response of each respondent are highlighted in Table 4.7.The Managing Director
said that Zimtile was being motivated to implement a new roof tile manufacturing
technology because they hope to realize benefits like reduction in cost of production,
improved profitability, product quality, working conditions and shareholders’ value. The
sale and Marketing Manager concurred with the Managing Director but added reduction
in lead time to market as another expected benefit. There was a general agreement
amongst top, middle and line manager that the expected benefits were improved
profitability, customer satisfaction, productivity, market share, working conditions,
product quality, shareholders’ value and reduction in production cost and product lead

75
time. This is consistent with previous studies by various authors who noted that benefits
of implementing AMTs include increase in productivity, improved product quality, market
share, customer satisfaction, profitability and reduced production cost and lead time to
market (Schroder et al …,1997,Rischel and Burns, 1997, and Small, 2007).
Table 4.8 Expected Benefits from Implementing New T echnology
Respondent Response
Managing Director Reduction in cost of production, improved profitability, and
product quality and better working conditions.
Works Manager Reduction in production cost, operation efficiency, improved
working conditions, product quality and plant flexibility.
Sales & Marketing
Manager
Improve customer satisfaction, product quality, product
availability, profitability and market share.
Sales Manager Improve profitability, product quality and customer satisfaction
Export manager Improve product quality and profitability, increase product
availability and market share, and better remuneration.
Financial Accountant Improved profitability, lead time and market share.
Mgt Accountant Improved plant efficiency, profitability, reduction in cost of
production and better remuneration.
Quality Assurance
Officer
Improve product quality, profitability and working conditions
and increase market share
Sales Executive Improved market share, profitability and customer
satisfaction, better remuneration and working conditions.
Human Resource
Officer
Better working conditions and remuneration, improve product
quality and profitability.
Production Supervisor High plant efficiency, Improved product output, product
quality, plant flexibility and customer satisfaction.
Quality Controller Improved product quality, profitability customer satisfaction.

76
4.3.3 Achieved benefits of implementing AMTs at Zim tile.
This section seeks to find out if the expected benefit of implementing AMTs at Zimtile
were achieved.
Question 1: In your own assessment, which of the perceived benefits were realised?
Table 4.9 Benefits Realised at Zimtile
Respondent Response
Managing Director Slight improvement in customer satisfaction, market share, product
quality and significant improvement in lead time.
Works Manager Slight improvement in customer satisfaction and product quality.
Notable improvement was achieved in lead time.
Sales & Marketing Manager Slight changes were realised in customer satisfaction and market
share.
Sales Manager Significant change in lead time and a slight change in market
share.
Export Manager Improvement in lead time.
Financial Accountant Improvement in lead time.
Management Accountant Improvement in lead time.
Quality Assurance Officer Improvement in lead time.
Sales Executive Positive changes in customer satisfaction and plant efficiency.
Human Resource Officer Improvement in lead time.
Production Supervisor Improvement in lead time.
Quality Controller Improvement in lead time.
From the response in Table 4.9 it is convincing that lead time was achieved. This is in
agreement with Small,(2007) and Sohal et al…, (2001) who noted that successful
implementation of AMTs is associated with increased flexibility and improved speed of
response to market changes. However there are mixed feeling as to whether market
share, customer satisfaction, and product quality was improved. Senior management
point out that considering the fact that they had been in operation only for two and half
years after installation the slight improvement in custom satisfaction, market share and
product quality was a great achievement. However, the other respondents disagree with

77
this notion. The Sales Manager disagreed completely and mentioned that the working
conditions were deteriorating employees were being paid their salaries late and the tile
quality was below industry quality standards. The management account noted that
production cost had improved slightly but the unit cost was still higher than the average
industry level. The Production Supervisor noted that production wastage was high and
plant efficiency was low. He attributed the poor performance to inadequate skills. Basing
on the responses in Table 4.9 Zimtile did not achieve most of the expected benefit
except for lead time. This contrary to literature on implementation of AMTs, which states
that most organisations are motivated to implementing AMTs because of the numerous
benefits it offers (Dean, et al…,2004).
Question 2: How best would you describe your experience with the new tile
manufacturing technology?
Table 10 Experience with New Technology
Respondent Response
Managing Director New working culture and raw material issues. Improvements in
output and lead time.
Works Manager Technology is very user friendly and requires a new approach
to work.
Sales and Marketing Manager Lead time improved and there is need to address startup
challenges.
Sales Manager The improved lead-time will restore confidence to the market.
Export manager Product availability improved.
Financial Accountant Improved output and plant efficiency.
Management Accountant Simplified process.
Quality Assurance Officer Improved lead time and Raw material challenges.
Sales Executive Has potential.
Human Resource Officer Increased output and introduction of new products.
Production Supervisor User friendly.
Quality Controller Start up challenges.

78
The Managing Director mentioned that the new technology had brought benefits and
challenges. He noted that the biggest challenge was to change the culture of doing work
and raw material issue. The benefits he said include improved lead time. The Managing
Director was quite optimistic that Zimtile was on the recovery path considering that it
had only been operating two and half years after commissioning. The Works Manager
and most technical respondents noted that the new technology was user friendly and
easy to operate. The Management Accountant noted that the new plant had simplified
the process which makes costing easy. The Quality Assurance Officer was very worried
about the raw material challenges the production team was facing. The results show
that the respondents had both positive and negative experiences with the new
technology. The positive experiences included improved working condition, output and
improved lead time and the negative experiences were that they had not attained most
of the indented benefit of implementing AMTs. According to literature on AMTs
implementation the mixed feeling amongst the respondents is normal as it takes time for
plants to realize the potential benefits because of the learning curve associated with the
technology (Boyer, 2007) and may be delayed by economic problems (Boer et
al…,1990).
4.4 SUMMARY OF THE FINDINGS
The research findings are summarized below:
4.4.1 Key success factors for Implementing AMTs
Strategic Factors
All the respondents indicated that appropriate strategic factors had been considered for
the implementation of AMTs at Zimtile. The Managing Director said it was imperative
that strategic factors be considered first as it enables Zimtile to identify strategic gaps
and possibly minimize the risk of failure during implementation of AMTs.
Strategic Fit
All the respondents acknowledged that there is a strategic fit between Zimtile overall
business strategy and the implementation of the new technology. They noted that the

79
new technology will compliment the strategy as it will allow Zimtile to reduce cost of
production through economies of scale, scope and reduction in wastage.
Management Commitment
The overall response was not positive. According to most of the respondents Zimtile
senior management was not fully committed to the implementation of AMTs. Middle and
Line managers sighted gross over sights by senior management that include failure to
mobilize adequate funding and failure to recruit or train key skills necessary for the
successful implementation of AMTs .The Production Supervisor mentioned that senior
management frequently resorted to micro management to cover up their over sights
which in most cases resulted in a de -motivated team.
Corporate Culture
The respondents said that Zimtile corporate culture was inflexible and inhibited culture
with the new technology that requires a flexible and innovative culture if the
implementation innovation. The Works Manager noted that there was urgent need to
realign Zimtile corporate of AMTs was to be successful.
Technical Skills
According to the responses Zimtile did not have the adequate technical skills necessary
for successful implementation of AMTs .The respondents pointed out that mechanical,
electrical and project management skills were available however some critical skills like
concrete manufacturing we not available and a class1 electrician needed to be
employed. The Quality Assurance Officer said he saw convinced that most of the
product quality problems Zimtile was facing were because Zimtile did not have a
machine operator with concrete manufacturing skills.
4.4.2 Expected benefits of implementing AMT at Zimt ile
Expected Benefits
The respondents managed to identify business benefits that motivated Zimtile to
improved customer satisfaction, market share, product quality, profitability and working
conditions and reduction in production cost and lead time to market

80
4.4.3 Achieved benefits
The respondents concurred that lead time had improved as product was now available.
However the sale and Marketing Manager noted that the full impact was not yet visible
because of a huge back log that had been inherited from the old plant. However despite
notable achievements in reducing lead time the respondents said that the major benefits
which include improvement of profitability, product quality, market share, and customer
satisfaction, employee working condition and reduction in production cost are not yet
achieved. The Sales Manager noted that instead the working conditions were
deteriorating. On the other side the Managing Director cautioned that it was too early to
concluded that AMTs had not benefited Zimtile as Zimtile was only two and half years in
operation after commissioning of the new plant.
Experience with New technology
The respondents noted that the new technology had brought both benefits and
challenges. The challenges as mentioned by the Works Manager and agreed upon by
the other managers were the need to realign Zimtile corporate culture to the new
technology that requires high flexibility and innovation and also to quickly address
issues of inadequate essential skills need for the successful implementation of AMTS.
The respondents acknowledged that the new plant was user friendly and easy to
operate. The Management Account noted that the new plant had simplified the
production process which made cost very easy.
4.5 CONCLUSION
This chapter was mainly concerned with reporting the research findings and discussing
these findings, their implications and link to literature. The respondents were divided
into three groups Senior management, Middle Management, and Line Management.
The responses to the research questions were presented in the form of data analysis.
The researcher concluded the data analysis by summarizing the findings of the
research. The following chapter covers the conclusions made through the research,
recommendations, the study limitations and areas for further research.

81
CHAPTER 5
5.0 CONCLUSION AND RECOMENADTION
5.1 INTRODUCTION
In this chapter the researcher makes inference and conclusions of the research using
information from the findings as discussed in Chapter four. The researcher further
recommends and suggests areas of further studies to Zimtile management and the
industry. It is hoped that the recommendations will go a long way to assist Zimtile, the
concrete roof tile manufacturing industry and similar industries that are or wish to
implement advanced manufacturing technologies.
5.2 CONCLUSIONS
The study concludes that Zimtile failed to attain a positive impact on operational
efficiency and consequently failed to realise the expected benefits of implementing
AMTs. The following conclusions on specific study objectives confirm this.
Objective One: Establish whether the key success factors of implementing AMTs exist
at Zimtile.
Conclusion
The study concludes that the key success factors (senior management commitment,
supporting corporate culture, and adequate and appropriate technical skills) were
inadequate to ensure successful implementation of AMTs at Zimtile.
5.2.2 Objective two: To establish the expected bene fits of implementing AMTs at
Zimtile
Conclusion
The research concludes that Zimtile did not consider environmental benefits during the
AMTs implementation.

82
5.2.3 Objective three: To establish if Zimtile achi eved the expected benefits of
implementing AMTs at Zimtile
Conclusion
Zimtile did not achieve most of the expected benefits of implementing AMTs. Market
share, customer satisfaction, working conditions and profitability achievement remained
below industry standards
5.3 EVALUATION OF THE PROPOSITION The following proposition was set for this study:
The lack of senior management commitment and technical skills, strategic misfit and
inhibitive corporate culture has resulted in Zimtile’s failure to achieve the benefits of
implementing AMTs.
The findings from the research showed that Zimtile failed to achieve most of the
expected benefits of AMTs implementation because of lack of senior management
commitment, inhibitive corporate culture and inadequate technical skills. Therefore the
proposition was confirmed.
5.4 RECOMMENDATIONS
Drawing on the findings and conclusions cited above the following recommendations
will assist Zimtile fully realize the benefits of AMTs implementation:
5.4.1 Establishing a Conducive Environment
It is recommended that Zimtile creates an environment conducive for the success full
implementation of AMTs. To achieve this Zimtile needs to:
a) Implement a performance management system.
b) Senior management need to lead by example.
c) Implement a management change programme aimed at encouraging culture based on
teamwork and employee empowerment.
d) Hire a concrete manufacturing consultant to train technical staff.
e) Encourage employees to improve on their academic and professional skills through
reimbursement of tuition fee for courses that directly benefits the organisation.
83
5.4.2 Environmental Impact Assessment Zimtle is recommended to carry out an environmental impact assessment of the new
plant in line with EMA guidelines
5.3.3 Enhancing Achievement of AMTs Benefits To fully realize and enjoy the benefits of implementing AMTs Zimtile should enhance
this through:
a) Increasing production capacity by introducing a second shift or increase tile
mould and work overtime.
b) Replacing Quality Assurance Office by a senior Quality Assurance Manager.
c) Adopting manufacturing best practice, like lean procurement and lean
manufacturing cutting down none value adding expenses to enhance profitability
through reduced cost of production.
5.4 STUDY LIMITATIONS AND AREAS OF FURTHER STUDY
The study was based on a single case study of Zimtile in the period 2008 to 2013.
Being a case study there were limitations in the number of respondents to participate in
the research. The results may be inconclusive since more solid inferences may be
made by looking at a number of similar organizations to evaluate the impact of
implementing AMTs on operational efficiency at Zimtile. The study was done two and
half years after commissioning the new plant in view of this, the results of the findings
can be compromised by startup problems encountered during the first months after
commissioning.
Considering the research findings, the researcher proposes the following areas for
further research: A study on how employee efficiency influences the attainment of
overall plant efficiency is crucial and how do external factors affect the successful
implementation of AMTs.
84
REFERENCES
Babbar,S.,and Rai, A.(2004). Computer Integrated Flexible Manufacturing: An
Implementation Framework, International Journal of Operations and Production
Management, 10(1), 42-50.
Baird, L.,& Meshoulan,I.(2001). Managing two fits of strategic human resource
management. Academy of Management Review.
Belassi, W.and A. Fadlalla, 2002. An extended integrative framework for FMS diffusion.
Omega.
Binson, D., Canchola, J. A., & Catania, J. A. (2000). Random selection in a national
telephone survey: A comparison of the Kish, next birthday, and last-birthday methods.
Journal of Official Statistics.
Blumberg, M. & Gerwin, D. (2009).Coping with advanced manufacturing technology ,
Journal of Occupational Behaviour
Boudreau, K.J. (2012). How to Manage Outside Innovation. Retrieved from,
www.sloanreview.mit.edu/article/how-to-manage-outside-innovation/29-05-13
Boyer,K., Ward, P. T., & Leong, G. K. (2007). Approaches to the factory of the future:
An empirical taxonomy. Journal of Operation Management.
Boyer, K. & Frohlich, M. (2006), “Analysis of effects of operational execution on repeat
purchasing for heterogeneous customer segments”, Production and Operations
Management, Vol. 15 No. 2, pp. 229
Burns, &Rische.(2000) Introduction to research methods. Sage. London.

85
Brookhark & Durkin. ( 2008). Language and independence in adolescents with and
without a history of specific language impairment.
Castillo, J.J. (2009) Judgemental sampling
Chen,I.J.,Gupta,A.and Chiang,D.(2007) Dtermining organisational structure choices in
AMT management. Omega international Journal of managementscience.
CIFOZ (2012) Industry Analysis
Cooper, D. R., & Schindler, P. S. (2003) Business Research Methods, 8 ed., The US:
McGraw-Hill Companies, Inc
CZI (2012) Manufacturing industry survey.
Dean, J., Yoon S, & Susman, G., (2004). Advanced manufacturing technology and
organisation structure; Organisation science journal.
DePaulo, P. (2003) “Sample size for qualitative research.”
EPA (200). Guidance on choosing a sampling Design for environmental data collection.
Ezzy D (2002) Qualitative Analysis: Practice and Innovation. Crow’s Nest, NSW:
Allen & Unwin
Ettlie, J.E,. (2000). Managing technological innovation.
Freestone,N.(2012).The use of semi-structured interviews in pedagogical research
June 2012 Kingston University.
Gardner, T.& Wright, P.(2003). `The HR- performance relationship: is it only in the mind
of the beholder?’ Center for Advanced HR Studies Working paper, Ithaca, NY.

86
Gastillo,J.T.(2009) Judgmental Sampling
Giedymin, J. (2009). Reliability of informants The British Journal for the Philosophy of
Science .
Guest, Greg, Bunce, Johnson,A., & Laura (2006). How many interviews are enough?
:An experiment with data saturation and variability.
Gupta, S., Woodside,A., Dubelaar,C.,& Bradmore,D,.(2009).Diffusing knowledge based
core competencies for leveraging innovation strategies, Industrial management journal.
Hamel,G.,& Prahalad,C.K.(2005).Competing for the future. Boston: Harvard Business
School Press.
Hofman (2004) The influence of corporate culture on performance
Inman,R.A.,(2006).Flexible manufacturing systems: Issues and Implementation,
Industrial Management journal.
Kawulich, Barbara, B., 2005. Participant Observation as a Data Collection Method
Kumar, R. (2005) Research methodology a step by steb guide for bigginers 2nd edition ,
Singapore, Pearson Education.
Kumar,C.R. (2008) Research methodology. APH Puplishing Corporation.
Leo Barton, (2000). Core capabilities and core rigidities: A paradox in managing new
product development, Strategic management journal 13(special edition)
Leornard- Barton,D., & Deschsmps,I.,(2007). Managerial influence in the
implementation of new technology, Journal of management science.

87
Licon & Gupa. (2000). Handbook on qualitative research.
Lopez, A., S. Atran, J.D. Coley, D.L. Medin & E.E. Smith. (1997). The tree of life:
universal and cultural features of folk biological taxonomies and inductions.
Machuca,J.A.D., Sacristan,D. & Alvarez.G (2000) Adopting and implementing
advanced manufacturing technology.
McDermott,C., & Stock,G.N.(2001) Organisational culture and AMT implementation.
Journal of operation management.
Michael, H., Small, (2007). "Planning, justifying and installing advanced manufacturing
technology: a managerial framework", Journal of Manufacturing Technology
Management, Vol. 18 Iss: 5, pp.513 – 537
Ministry of Finance (2012) The Zimbabwe National Budget
Mohanty, R.P.,(2000). Value innovation perspectives in Indian organizations. South
Asian Journal of Management, 6(2)
Mohamed Zairi,(2003). Enterprise resource planning: taxonomy of critical factor,
european journal of operational research 146
Neuman, W.L.(2003) The basis of distinction between qualitative and quantitative
research methods.
Noori, H., (2008), "Projecting Technology Transfer Under Globalization", Proceedings,
Intl. Association for Management of Technology (IAMOT), Forthcoming, Dubai, UAE

88
Orb,A., Eisenhauer,L. & Wynaden,D.(2001) Ethics in qualitative research. Journal of
nursing scholarship.
Parker,SK., Wall, T.D., & Cordery, J.L. (2001). Journal of occupational and
organisational psychology, the British psychological society.
Patton, M. Q. (2002). Qualitative research and evaluation methods (3rd ed). Thousand
Oaks, CA: Sage
Pfeffer, J., (2005). Seven practices of successful organisations, California management
review 40
Porter, M.E. (2000). What is Strategy?. Harvard Business Review. November-
December 2000.
Powel (2003) Competitive advantage: Logical and philosophical consolidation.
Reed, J Bishop, J ,.& Speech Lang, H. (1996) A sampling strategy for qualitative
research.
Remenyi, D., Williams, B., Money A. and Swartz, E. (1998).Doing research in business
and management: An introduction to process and method, London: SAGE.
Reserve Bank of Zimbabwe (2012) Monetary policy.
Reyes-Garcıa, V. Vadez, E., Byron, L. ,Apaza, W.R., Leonard, E. , Perez & D. Wilkie.
(2005). Market economy and the loss of folk knowledge of plant uses.
Rossman, G. B. & Rallis, S. F. (2009). Learning in the field: An introduction to qualitative
research. Thousand Oaks, CA: Sage.

89
Saberi,K. and Hickok,G. (2009) Redefining the functional orgainisation.
Schroder,R.& Sohal,A.S.(1997). Organisational characteristics associated with AMT
adoption. Towards a contingency framework . International Journal of operations and
production management.
Salant,P. A.,and Dillman, D. A. (2011) How To Conduct Your Own Survey. John Wiley
& Sons, Inc. New York.
Saleh, B., Hacker, M,.& Randhawa, S.(2001). ‘Factors in capital decisions involving
advanced manufacturing technologies,’ Int. J. of Operations & Production Mgmt., Vol.
21, No. 10.
Sambasivarao, K., & Deshmukh, S. (2008). Selection and implementation of advanced
manufacturing technologies: Classification and literature review of issues. International
Journal of Operations & Production Management,
Saunders, M., Lewis, P,. & Thornhill, A. (2007). Research methods for business
students, The UK: Pearson Education Limited.
Scheaffer, R. L., Mendenhall, W., & Ott, L. (2006). Elementary survey sampling.
Belmont, CA: Duxbury Press.
Sohal, A.S., Burcher,P.G., Millen, R. & Lee, G. (2005). ‘Comparing American and British
practices in AMT adoption’, Benchmarking: An International Journal, Vol.
Sohal,(2005) Transitioning from total quality management to total innovation
management. International journal of quality & reliability.
Swamidass,P.M.,(1997). Practices and performance of small and larger US
manufacturers:, Georgia Tech Economic Development Institute, Atlanta, GA

90
Tabachnick, B. G,. & Fidell, L. S. (2007) Using multivariate statistics, 5 ed., The US:
Pearson Education, Inc
Teddlie,C.,& Fen Yu.(2007) Mixed methods sampling : Journal of Mixed research.
Thorne, S.(1997). The art (and science) of critiquing qualitative research.. Completing a
qualitative project.. Thousand Oaks, CA: Sage.
Thorne ,(2000). Data analysis in qualitive research. British Columbia. Canada.
Udo, G.J,. & Ehie I.C. (2006).‘Advanced manufacturing technologies: Determinants of
implementation success’, Int. J. of Operations & Production Mgmt., Vol. 16, No. 8, pp. 6-
26
Voss (2006). International Journal of Computer Applications in Technology Volume 27
Issue 1, September
Williams, D., Knobloch, S., & Keplinger, C.(2003) The social and economic impacts of
new media.
Yamane,T. (2006) Elementary Sampling Theory. Prentice-Hall, Inc .
Yin, R. K.(2003). Case study design and methods: Thousand Oarks, CA: Sage.
Yusuf, Y.Y.(2008). An empirical investigation of enterprise –wide integration of MRPII.
International Journal of operations and production management vol. 18 iss. 1
Zikmund, W. G., Babin, B. J., Carr, J. C. and Griffin, M. (2010) Business research
methods, 8 ed., Canada: South-Western, Cengage Learning

91
Zummato, R.F., & O’Connor, E.J. (1992). Gaining advanced manufacturing
technologies’ benefits: the roles of organizational design and culture. Acad. Manage.
Zimtile (2009-2012) Annual reports unpublished.

92
COVER LETTER
Appendix 1 Cover Letter
No 315/2 Halford Road Prospect HARARE 3 July 2013 Dear Sir/Madam RE: Master in Business Administration Research Questionnaire The Researcher is a final student for a Graduate Degree in Master of Business Administration
with the Graduate School of Management, University of Zimbabwe. The researcher is
conducting a research which seeks to “Evaluate the impact of implementing advanced
manufacturing technology on operation efficiency in roof tile manufacturing
industry: a case of Zimtile (2009- 2013). This research is an issue of great importance
within Zimbabwe and yet little is currently known about the possible benefits of implementing
advanced manufacturing technology. You are one of a small number of people who are being
asked to give your opinion on this issue. If you have any questions you wish to ask or there is
anything you wish to discuss, please do not hesitate to telephone the writer on the following
telephone numbers; 0773 241 773 or e-mail [email protected].
All information you provide will be totally confidential and will not be disclosed to third parties
without your permission. Your name and address will not appear on the questionnaire and that
there will be treated in the strictest of confidence.
Thank you in advance for your assistance in this matter.
Yours faithfully
Tichafa Mushunje Master in Business Administration Student Student No. R113090W

93
Appendix 2 Quest ionnaire
Section A – Demographics
Tick the most appropriate answer to the question
1. What is your current position at Zimtile?
Top management [ ]
Middle management [ ]
Line Management [ ]
2. How long have you been employed by Zimtile?
Less than a year [ ]
2 - 4 years [ ]
5- 7 years [ ]
8 – 10 years [ ]
Over 10 years [ ]
3. What is you highest educational level you have attained?
“O” Level [ ]
“A” Level [ ]
Degree [ ]
Others Specify…………………………………………………………

94
4. What department do you work for?
Administration [ ]
Finance [ ]
Technical [ ]
Marketing [ ]
Section B Objectives
Objective 1 - Establish whether the key success fac tors of implementing AMTs
exist at Zimtile.
1. In your view, which strategic factors were consi dered for the implementation
of new tile manufacturing technology?
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
……………………………………………………………………………………
2. In your own assessment explain how does Zimtile ove rall business strategy
support the investment in new tile manufacturing te chnology?
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
………………………………………………………………………………

95
3. How best would you describe Zimtile’s co-operate culture?
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………
4. Please explain how the implementation of new techno logy at Zimtile ,was
influenced by Zimtile corporate culture.
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
………………………………………………………………………
5. What technical skills were required for the executi on of the new tile
manufacturing technology were available in Zimtile at the time of
implementation?
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
………………………………………………………………………………………

96
Objective 2 - To establish the expected benefits of implementing advanced
manufacturing technology at Zimtile.
1. What benefits did Zimtile expect to gain by impl ementing the new tile
manufacturing technology?
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
………………………………………………………………………………
Objective 3 To establish if Zimtile achieved the ex pected benefits of implementing
AMTs at Zimtile .
1. In your own assessment, which of the perceived bene fits were achieved?
…………………………………………………………………………………………………
………..………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
……………………………………………………………..

97
2. How best would you describe your experience, with the new tile
manufacturing technology?
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
…………………………………………………………………………………………………
………………………………………………………………………
End of Questionnaire Thank you for your Cooperation


