MTG.qxd (Page 1) - Marking Machines, Laser Systems ... · Sample - by analyzing the parts to be...
27
www.gtschmidt.com Marking Tool Guide
Transcript of MTG.qxd (Page 1) - Marking Machines, Laser Systems ... · Sample - by analyzing the parts to be...

www.gtschmidt.com
MMaarrkkiinnggTool Guide

Where Fine Marking Toolsand
Machines Are Made
Schmidt is an ISO 9001:2008 certifiedmanufacturer of steel marking toolsand part marking machines, proudly
serving our customers since 1895.
Geo. T. Schmidt, INC.Niles, IllinoiS
established 1895Original Plant at 4100 Ravenswood Ave. Chicago, Illinois.

Table of Contents
IntroductionOrdering Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Contact Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
General Marking GuidelinesPressure Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 Blank Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Character Faces & Styles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Engraving Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10Character Size, & Spacing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Depth of Engraving . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Standard Code & Inspection Stamp Designs Standard Code Chart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Manual MarkingHand Stamps . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Plain Code & Inspection Stamps . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Hand Style Straight Typeholder (Model P), Type, & Logotype . . . . . . . . . . . 16Hand Style Repeat-O-Head . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Hand Style Radial Typeholder, Type, & Logotype . . . . . . . . . . . . . . . . . . . . 17
Press MarkingShank Style Typeholder (Model S), Type, & Logotype . . . . . . . . . . . . . . . . 18Machine Style Radial Typeholder and Type . . . . . . . . . . . . . . . . . . . . . . . . . 19Combination Engraved Dies and Typeholder . . . . . . . . . . . . . . . . . . . . . . . 19Dies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19-20
Roll MarkingKnurl (Round) Typeholders, Type, & Logotype . . . . . . . . . . . . . . . . . . . . . . 21Straight Typeholder and Straight Groove Type & Logotype . . . . . . . . . . . . . 22Straight Dieholder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Engraved Die and Typeholder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Engraved Knurls (Round Dies) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
FixturingKnurl Carriages . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Roller Bearing Cradles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Stud Arbor Fixtures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25

S C H M I D T
Table of Contents
Numbering HeadsShank Style Repeat-O-Head . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Model 10 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Select-O-Heads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Barrel-Style . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Special Numbering Heads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Embossing Numbering Heads . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Required Information on Ordering Numbering Heads . . . . . . . . . . . . . . . . . 27
Company InformationCompany History and Other Available Marking Machines . . . . . . . . . . . . . . 29Precision Contract CNC Machining Services . . . . . . . . . . . . . . . . . . . . . . . 29Company Contact Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29

7
This Marking Tool Guide will help you...
Evaluate Your Marking Procedures. The Marking Tool Guide presents a general overview of the toolsrequired for permanently marking a wide array of industrial products. With it you can review your present markingapplication with our wide array of marking tools, to be sure that you are using the most efficient and economicalmarking methods for your operation.
A Schmidt Sales Engineer or Customer Service Representative will be glad to assist you in this evaluation. Their many years of experience addressing marking applications, is provided to you as part of our complete service offerings.
Contact us via telephone, fax, or internet regarding your current marking requirements.
Information that will help us to process your Order or Inquiry
1. Drawings - please specify location of marking, dimensions, material and hardness of part, and indicatewhether there are any subsequent operations. A specific legend including exact wording, layout, and charactersize, will help to clarify your request. We can also provide assistance at your request with the design and layoutof your marking tools.
2. Blank Dimensions - the style [knurl(round die), shank style die, rectangular die, insert, etc.] of tool required isan important detail. Key dimensions for each style are shown in the General Marking Guidelines section. A drawing of the tool is useful to clarify tolerance, finish, position of engraving or other specifications.
3. Marking Method - if custom tools are required, it is helpful to identify the marking machine being used orother equipment you propose to use. Include manufacturer’s name, model, and serial number, if this informationis available. All Schmidt marking equipment can be identified by a number stamped on the tool.
4. Sample - by analyzing the parts to be marked along with other information, we can make a recommendationon the best tool for your use. If sample tools, similar to those being considered, are available, we recommendthat they be submitted with your inquiry.
5. Custom Orders - Schmidt will evaluate all marking applications. Please be sure to provide clear drawingsand specifications. Custom orders can be quoted through our Niles (Chicago), IL manufacturing facility.
6. When Ordering - keep in mind the pressure requirements found on the next page.
Contact information
Please send inquiries and parts to:
Geo. T. Schmidt, Inc.Attn: Customer Service
6151 W. Howard St.Niles, IL 60714 - 3488
Phone: 800-323-1332Fax: 800-934-3437
Website: www.gtschmidt.com
Introduction

8
S C H M I D T
Pressure Requirements for Marking
Character Soft CharacterSize Mild Steel Aluminum Tool Steel Depth
1/16” .25 .15 .38 .003”
3/32” .50 .30 .75 .004”
1/8” .75 .45 1.13 .006”
5/32” 1.00 .60 1.50 .007”
3/16” 1.88 1.13 2.82 .008”
1/4” 2.10 1.26 3.15 .010”
5/16” 3.00 1.80 4.50 .013”
3/8” 4.00 2.40 6.00 .016”
7/16” 4.75 2.85 7.13 .016”
1/2” 5.70 3.42 8.55 .017”
5/8” 7.50 4.50 11.25 .020”
3/4” 9.25 5.55 13.88 .020”
7/8” 11.00 6.60 16.50 .020”
1” 13.00 7.80 19.50 .020”
Pressure to mark one Sharp Face character (in tons).
General Marking Guidelines
These are pressures for Sharp Face characters.
In order to estimate marking pressure requirements, multiply the single character tonnage found above bythe number of characters to be marked. To mark half depth, multiply tonnage requirement by 0.75; to marktwo times the depth, multiply the tonnage requirements by 1.33; to mark three times the depth, multiply ton-nage requirement by 1.7.

9
General Marking Guidelines
Straight Step TypeL = lengthW = widthH = heightHs = height from step tobottom of dieD = depth of stepWb = overall width ofblank(L x W x H)step: (Hsx D)
Straight GrooveTypeL = lengthW = widthH = heightHg = height from middleof groove to bottom of dieWg = width of grooveD = depth of groove(L x W x H)groove: (Hg x Wg x D)
Knurl Groove TypeL = lengthW = widthH = heightHg = height from middleof groove to bottom ofdieWg = width of grooveD = depth of grooveA = angle(L x W x H)groove: (Hg x Wg x Dangle: A)
Knurl Step TypeL = lengthW = widthH = heightHs = height from step tobottom of dieD = depth of stepWb = overall width ofblankA = angle(L x W x H)step: Hs x D angle: A)
Shank StyleRound DieL = length of bodyD = diameter of bodyLs = length of shankDs = diameter of shank(D x L)shank: (Ds x Ls)
Shank StyleRectangular DieL = length of dieW = width of dieH = height of dieDs = diameter of shankLs = length of shank(L x W x H)shank: (Ds x Ls)
Lettering Knurl(Round Die)D = diameterW = widthDb = diameter of boreK = width of keywayK/2 = depth of keyway(D x W x Db x K x K/2)
Blank Dimensions

10
S C H M I D T
Sharp Face Characters are engraved with asharp edge where the tool comes in contact withthe work. A sharp face tool penetrates more easi-ly than others.
Flat Face Characters are engraved with a flatinstead of a sharp edge in order to produce awider impression. This face is often used onbrass or other nonferrous metals or when theimpression is to be color-filled. Since more mate-rial is displaced, more tonnage is required tomake a flat face impression.
Aerocut Engraving produces a speciallydesigned rounded face for marking impressionswith minimum stress at the point of marking.
Outline Characters have two sharp face lines toproduce the double line impression of an outlinecharacter. This style is often used to emphasizetrade names or designs.
Aerocut Dot face have specially rounded inter-rupted faces for lowest possible stress.Recommended for high pressure fittings, aircraftand other parts where sharp tools might disturbthe molecular structure of the metal.
General Marking Guidelines
Engraving InformationThe specifications covering the engraving of a lettering tool are most importantif satisfactory impressions are to be obtained. Many factors must be consid-ered, including type of material being marked, desired depth of impressionand tonnage of the marking machine.
Character StylesA large majority of all lettering tools are engraved with standard sharp facegothic, capital letters. However, modern engraving methods make it possibleto engrave almost any style of character or trademark.
Styles of Fractions
Tier Style................. 12
Staggered Style.......1/2
Typewriter Style.......1/2
Sharp Face
Flat Face
Aerocut
Outline
Aerocut Dot

11
Character Size and Spacing
With indented characters, size should be determined by measuring the face of the tool. Sharp Face andAerocut tools are measured at the apex of the engraved face indicated in the sketch. Flat Face and Outlinestyle characters are measured to the outside edge or overall dimension of the engraved face.
Embossed characters are the exception and are measured from the impression rather than the face of the die.The size is determined by the height of the impression at the point where the raised portion meets the back-ground.
Debossed characters. The size of a debossed character is measured at the point where the bevel of the maledie meets the background.
General Marking Guidelines
Standard Type spacing is easily determined. The blank is the same as the character size multiplied by thetotal number of characters in the reading. (i.e. If a 1/16” character is used, an eight character word will be 1/2”long.) Condensed and extended style characters will decrease and increase these measurements respectively.
Straight Logotype spacing is determined in the same manner. Each character occupies an amount of spaceequal to the character size.
Knurl Logotype is engraved in multiples of characters as above, except that a space equal to one half a char-acter is added before and after the reading. Thus the knurl logotype blank is one character longer than astraight logotype with the same reading. There is a natural tendency to select a larger character size thanrequired with the result that the die may be too long for the marking area or tonnage requirements may beincreased unnecessarily. Where there is a specific requirement, logotype, dies or type can be engraved eitherextended for a large area or condensed to permit stamping the legend in a confined area.
12
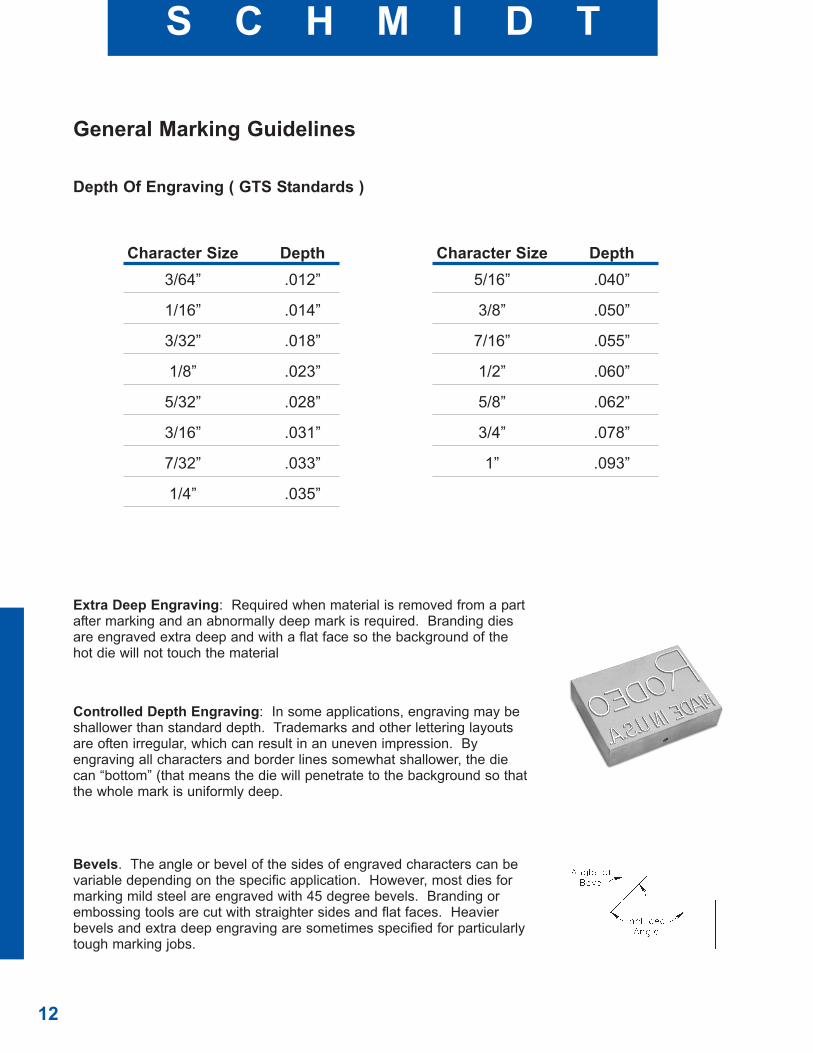
Depth Of Engraving ( GTS Standards )
Character Size Depth3/64” .012”
1/16” .014”
3/32” .018”
1/8” .023”
5/32” .028”
3/16” .031”
7/32” .033”
1/4” .035”
Character Size Depth5/16” .040”
3/8” .050”
7/16” .055”
1/2” .060”
5/8” .062”
3/4” .078”
1” .093”
Extra Deep Engraving: Required when material is removed from a partafter marking and an abnormally deep mark is required. Branding diesare engraved extra deep and with a flat face so the background of thehot die will not touch the material
Controlled Depth Engraving: In some applications, engraving may beshallower than standard depth. Trademarks and other lettering layoutsare often irregular, which can result in an uneven impression. Byengraving all characters and border lines somewhat shallower, the diecan “bottom” (that means the die will penetrate to the background so thatthe whole mark is uniformly deep.
Bevels. The angle or bevel of the sides of engraved characters can bevariable depending on the specific application. However, most dies formarking mild steel are engraved with 45 degree bevels. Branding orembossing tools are cut with straighter sides and flat faces. Heavierbevels and extra deep engraving are sometimes specified for particularlytough marking jobs.
General Marking Guidelines
S C H M I D T

13
Standard Code & Design Chart

14
S C H M I D T
Manual Marking
Individual Hi-Loy steel letter and figure (number) hand stampsare available with individual characters or complete sets. In stocksizes range from 1/16" through 1/2" in sharp face characters. Sharpface stock numbers are found in the chart below. Flat, outline, aerocutand dot face characters are also available, as well as, multiple andreverse characters. (see page 10 for character descriptions)
Sharp Face Size of BlankStock No. Character Size Square X Length032665 1/16” 5/16” x 2-7/8”032666 3/32” 5/16” x 2-7/8”032667 1/8” 5/16” x 2-7/8”032668 5/32” 3/8” x 3”032669 3/16” 3/8” x 3”032670 1/4” 3/8” x 3”032671 5/16” 1/2” x 3-1/4”032672 3/8” 5/8 x 3-1/2”032673 1/2” 3/4” x 3-1/2”
Standard Steel Hand Stamp Characters are: A B C D E F G H I J KL M N O P Q R S T U V W X Y Z 1 2 3 4 5 6 7 8 0 (in hand stamps,the "6" and "9" are interchangeable). All letters are upper case only.
Hand Stamp Figure Sets consist of nine stamps: 1 2 3 4 5 6 7 8 0(the 6 is also used as the 9) and a hardwood case.
Hand Stamp Letter Sets consist of 27 stamps: A B C D E F G H I J KL M N O P Q R S T U V W X Y Z & and a hardwood case.

15
Manual Marking
Blank SizeDesign Size Square x Length
1/16” 5/16” x 2-7/8”3/32” 5/16” x 2-7/8”1/8” 5/16” x 2-7/8”
5/32” 3/8” x 3”3/16” 1/2” x 3-1/4”1/4” 1/2” x 3-1/4”
5/16” 5/8” x 3-1/2”3/8” 5/8” x 3-1/2”1/2” 3/4” x 3-1/2”
Blank SizeDesign Size Square x Length
3/16” 1/2” x 3-1/4”1/4” 1/2” x 3-1/4”
5/16” 5/8” x 3-1/2”3/8” 5/8” x 3-1/2”1/2” 3/4” x 3-1/2”
Steel Code and Inspection Stamps
Code and Inspection stamps are available withstandard designs (See chart on page 13) or canbe custom made to your specifications. Fordesign sizes and blank sizes, see the chart below.
Flat Steel Hand Stamps. Used with a hammer to stamp an entirelegend with one blow...faster and more evenly than with singlehand stamps. All are made special according to customer specifi-cations.
Inspection and Code Stamps Plain Code Stamps
Aerocut and Aerocut Dot Face Letter and Figure HandStamps. Have specially rounded faces for making impressionswith minimum stress at point of marking. Dot Face letters and fig-ures have rounded interrupted faces for lowest possible stress.Both styles are recommended for high pressure fittings, aircraftand other parts where sharp tools might disturb the molecularstructure of the metal. Available in individual characters or sets inhardwood case. Twenty-seven stamps in letter sets (A-Z plus“&”); Nine stamps in figure sets (6 is also used as a 9).
16
S C H M I D T
Manual Marking
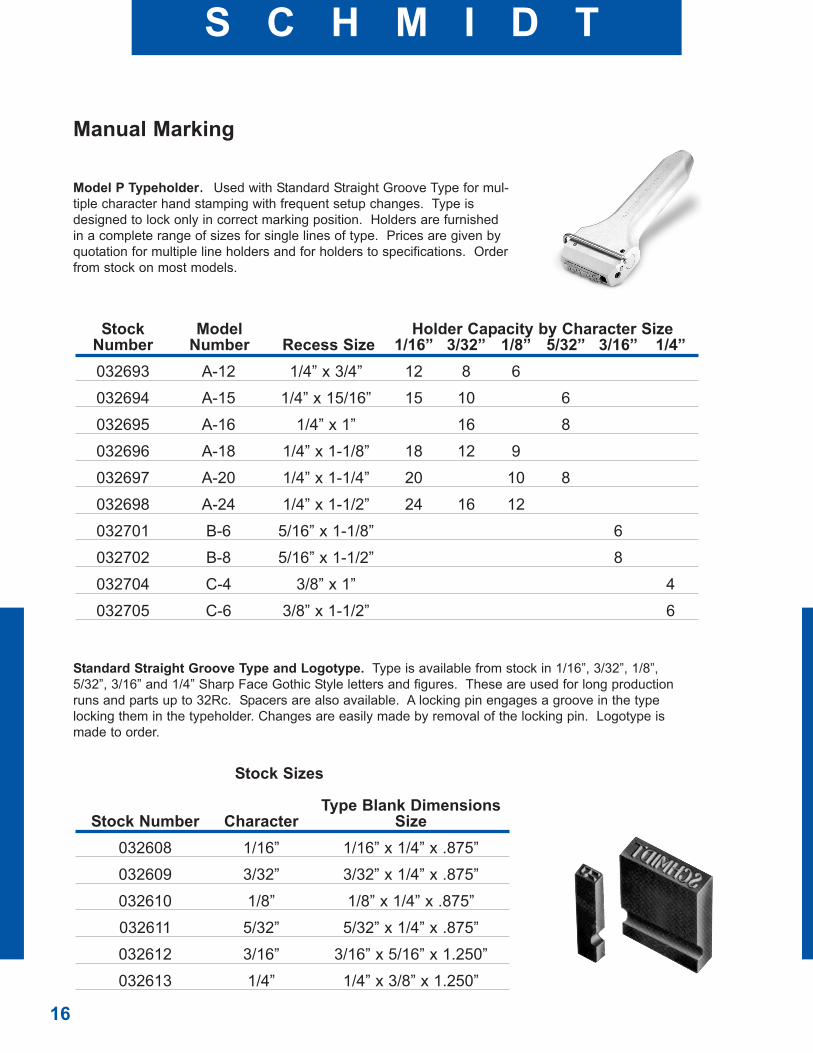
Model P Typeholder. Used with Standard Straight Groove Type for mul-tiple character hand stamping with frequent setup changes. Type isdesigned to lock only in correct marking position. Holders are furnishedin a complete range of sizes for single lines of type. Prices are given byquotation for multiple line holders and for holders to specifications. Orderfrom stock on most models.
Standard Straight Groove Type and Logotype. Type is available from stock in 1/16”, 3/32”, 1/8”,5/32”, 3/16” and 1/4” Sharp Face Gothic Style letters and figures. These are used for long productionruns and parts up to 32Rc. Spacers are also available. A locking pin engages a groove in the typelocking them in the typeholder. Changes are easily made by removal of the locking pin. Logotype ismade to order.
Stock Sizes
Type Blank DimensionsStock Number Character Size
032608 1/16” 1/16” x 1/4” x .875”032609 3/32” 3/32” x 1/4” x .875”032610 1/8” 1/8” x 1/4” x .875”032611 5/32” 5/32” x 1/4” x .875”032612 3/16” 3/16” x 5/16” x 1.250”032613 1/4” 1/4” x 3/8” x 1.250”
Stock Model Holder Capacity by Character SizeNumber Number Recess Size 1/16” 3/32” 1/8” 5/32” 3/16” 1/4”032693 A-12 1/4” x 3/4” 12 8 6032694 A-15 1/4” x 15/16” 15 10 6032695 A-16 1/4” x 1” 16 8032696 A-18 1/4” x 1-1/8” 18 12 9032697 A-20 1/4” x 1-1/4” 20 10 8032698 A-24 1/4” x 1-1/2” 24 16 12032701 B-6 5/16” x 1-1/8” 6032702 B-8 5/16” x 1-1/2” 8032704 C-4 3/8” x 1” 4032705 C-6 3/8” x 1-1/2” 6

17
Manual Marking
Hand Style Repeat-O-Head. A time saver when repeatnumbers are required. Each wheel has 10 figures and ablank space, permitting any figure setup. Individual wheelrelease permits freeing only one wheel without disturbingthe entire setup. Standard heads available in 3/32” or 1/8”character sizes, 4-7 wheels with all wheels being figurewheels. Letter wheels are available for an additionalcharge per wheel. Larger characters are also available.
Radial Typeholder. Designed for radially marking flatsurfaces. A pilot can be provided to guide the holder intomarking position. This insures accurate placement of theradial mark.
Radial Step Type and Logotype. Used in radial typehold-ers to allow for quick changes and precise set-ups of radialmarking information.

18
S C H M I D T
Press Marking
Model S Typeholder. Used for multiple character stamping with frequent setupchanges. These Typeholders plus Schmidt Standard Straight Groove Type can beused in any press marking machine. A foolproof locking pin holds the type in placeand prevents setting type upside down. Standard shank is 1” diameter x 2” long, witha whistle notch toward the groove in the type. Special shank sizes are available.
Stock Model Holder Capacity by Character SizeNumber Number Recess Size 1/16” 3/32” 1/8” 5/32” 3/16” 1/4”032681 S-A12 1/4” x 3/4” 12 8 6032682 S-A15 1/4” x 15/16” 15 10 6032683 S-A16 1/4” x 1” 16 8032684 S-A18 1/4” x 1-1/8” 18 12 9032685 S-A20 1/4” x 1-1/4” 20 10 8032686 S-A24 1/4” x 1-1/2” 24 16 12032688 B-4 5/16” x 3/4” 4032689 B-6 5/16” x 1-1/8” 6032690 B-8 5/16” x 1-1/2” 8032691 B-10 5/16” x 1-7/8” 10032692 C-4 3/8” x 1” 4048691 C-6 3/8” x 1-1/2” 6
Standard Straight Groove Type and Logotype. Type available fromstock. These are used for long production runs, and parts up to 32Rcs.Logotype is made to order.
Stock Sizes for Standard Straight Groove Type
Type Blank DimensionsStock Number Character Size
032608 1/16” 1/16” x 1/4” x .875”032609 3/32” 3/32” x 1/4” x .875”032610 1/8” 1/8” x 1/4” x .875”032611 5/32” 5/32” x 1/4” x .875”032612 3/16” 3/16” x 5/16” x 1.250”032613 1/4” 1/4” x 3/8” x 1.250”

19
Press Marking
Radial Typeholder. Equipped with a shank for mounting. Radial StepType or Logotype are held in position with a retaining plug and a sockethead cap screw. The spacer ring may have more than one recess toposition the marking in accordance with specifications.
Radial Step Type. Used when the entire legend changes. Logotypecan be used when part of the legend remains constant.
Combination Engraved Dies and Typeholder. An engraved diewith recesses for interchangeable type permits changing a portion ofthe legend such as model number, serial number, date, etc., while thebasic engraving remains constant.
Plain Round Dies. Used as an insert or in a press to markcodes, trademarks, part numbers or other legends. Availablein any diameter or length.

20
S C H M I D T
Press Marking
Rectangular Stamping Dies. Schmidt offers a variety of rectangu-lar dies for use as an insert or in a press. Any pattern or design canbe engraved.
Radially Engraved Shank Style Dies. Used in a press when aradial impression is desired on a flat surface.
Shank Style Dies. Schmidt offers a variety of shank style dies,available in both rectangular or round. The shank size and lengthsare machined to suit the ram of the press and the application.
Embossing Dies. Schmidt offers male/female embossing dies,used in matched pairs to produce raised characters or designs.Embossing dies are best suited for thin sheet stock material.

21
Roll Marking
Knurl (Round) Groove Typeholder. Used in roll marking machine or Screw Machine Knurl Holder, it accom-modates Knurl Groove Type. Side plate of typeholder turns to allow type changes. Carried in stock.
Knurl Groove Type and Logotype. Used in Knurl GrooveTypeholder for roll marking when legend changes frequent-ly. Bead in cover plate of holder keeps type in place. Typeis carried in stock, logotype is made to order.
Stock CharacterNumber Size032628 1/16”
032629 3/32”
032630 1/8”
032631 5/32”
Spacers
Stock CharacterNumber Size032634 3/64”
032635 1/16”
032636 3/32”
032637 1/8”
032638 5/32”
Stock Model RecessNumber Number Size032706 7011-2 2”
032707 7011-3 3”
Concave Type Holder
Concave type holders are used for marking on the periphery of roundcylindrical parts in a rotary roll marking machines. The recess accommo-dates specialty wedge type. Concave type holders with multiple linerecesses are also available.

22
S C H M I D T
Roll Marking
Straight Typeholder. For use in Schmidt or other RollMarking Machines. Type or logotype are easily changedby removing the locking pin. Several sizes are in stock, inboth T-Slot and Dovetail Mounts.
Stock Model Character Size RecessNumber Number 1/16” 3/32” 1/8” 5/32” Size Mount032679 2518-2 32 21 16 12 2” T-bolt032680 2518-3 48 32 24 19 3” T-bolt032930 R-3312-3 48 32 24 19 3” Dovetail
Standard Straight Groove Type and Logotype. Used in straight typeholders. Gives long, efficient serviceand is recommended for marking parts heat treated up to 32Rc. Logotype with figures or words engraved on asingle blank to speed setup time are made to order. Standard Straight Groove Type is available from stock inthe following sizes.
Straight Dieholder. Holds solid engraved die. T-slotfor Model 660, 175, 575, 365 and Series 12. Dovetailmount for Series 9.
Stock SizesStock Character
Number Size Type Blank Dimensions032608 1/16” 1/16” x 1/4” x .875”032609 3/32” 3/32” x 1/4” x .875”032610 1/8” 1/8” x 1/4” x .875”032611 5/32” 5/32” x 1/4” x .875”032612 3/16” 3/16” x 5/16” x 1.250”032613 1/4” 1/4” x 3/8” x 1.250”

23
Roll Marking
Engraved Die & Typeholder. An engraved die with recesses forinterchangeable type permits changing a portion of a legend whilethe basic engraving remains constant.
Solid Engraved Knurl (Round Die). The basic tool used in rollmarking machines, lathes, or screw machine knurl holders. Maybe engraved with part numbers, name or other legend.
Engraved Trademark Knurls. Used to indent a trademark orother large legend or decorative design into a flat surface.
Engraved Graduating Knurl. Used to mark graduations on a flatsurface. Schmidt engravers do this exacting work to assure you ofperfect accuracy.

24
S C H M I D T
Fixturing
Knurl Carriages. Specifically designed for use in Schmidt or other roll marking machines. The carriage ismounted to the machine die slide and supports a knurl typeholder or solid engraved lettering knurl for roll mark-ing flat parts. After marking a part, the knurl is returned to the starting position by a spring in a thimble at theend of the shaft. Alloy steel shafts with replaceable bronze bushings are used for durability. In addition, greasefittings are provided for ease of maintenance. Since shafts are removable, the lettering knurl can be removedwithout taking the carriage from the machine. Several sizes are in stock in both T-Slot and Dovetail Mounts.
Stock Knurl Knurl CarriageNumber Bore Thickness Diameter Number Mounts
032735 3/4” 3/4” 3” 7289-D2 T-Slot
032789 3/4” 3/4” 3” 7975 Dovetail

25
Fixturing
Roller Bearing Cradles are fixtures that can be mounted on the tables of roll markers to support and locatesolid round parts or heavy walled tubing for peripheral marking
Standard Roller Bearing Cradles. These cradles are designed with lowfriction cam followers for maximum durability and service. Parts areloaded on these fixtures manually, and peripheral impressions are madeby flat dies or typeholders mounted in the machine slide. Dies roll overthe periphery of the part causing it to rotate while marking. Cradles areprovided with tapped holes to permit installation of back gauges and out-board supports. All standard cradles are carried in stock.
Stock Number Model Number Work Diameters032721 9701-0B 1/4” to 7/16”032722 9701-1B 3/8” to 1”032723 9701-2B 3/4” to 2”032724 9701-3B 1-3/4” to 4-1/2”
Special Cradles. Stock cradles range from 1/4” to 4-1/2” diameter. Wecan make special cradles to your specifications.
Stud Arbor Fixtures. Hollow round parts often are supported on arborsfor marking. All Schmidt built arbors are of sturdy construction with heavyball bearings mounted in machined steel bases. Plain Stud Arbor TableFixtures are suitable where marking may appear at any point on theperiphery. When a range of sizes needs to be marked, interchangeablestud arbors can be furnished for the same fixture base. A Spring ReturnType Arbor is required for marking at the same starting point for eachpart. The spring return feature allows the stud arbor to return to its cor-rect starting position after each marking cycle.

26
S C H M I D T
Numbering Heads
Shank Style Repeat-O-Head. For infrequent or low-volume numbering applications. An individual wheelrelease feature allows you to rotate one wheel withoutmoving any other wheels. Standard Heads have 4-7wheels, each engraved with number 0-9 plus a blankspace. Standard character sizes are 3/32” or 1/8”.
Model 10. The industry standard for automatic num-bering. Used in press markers or roll markers toindent consecutive numbers in metal and other mate-rials. Standard heads have 5-7 wheels, and charactersizes from 3/32” to 1/8”.
Select-O-Heads. Recommended for applicationswhere all or several wheels must be changed fre-quently. Each wheel has its own manual selector leverfor fast, super-accurate settings.
A wide variety of standard and custom numbering heads, for use in roll marking machines and press markingmachines can be provided to meet specific serial numbering and sequential marking applications.

27
Numbering Heads
Barrel-Style. Used in roll marking applications to mark flatparts. They can be automatic, semiautomatic, or manual.
Special Numbering Heads. With design modifications, all ofthe Schmidt numbering heads mentioned previously can beordered to meet special circumstances. For example, you canspecify larger characters, different character styles, or anycombination of letters and numbers you want on the wheels.
Embossing Numbering Heads. For legible numbering of stock up to .093”thick. All are made to order to customer’s specifications.
Required Information
Please specify the following information when ordering or requesting quotations on any emboss-ing numbering heads:
1. Character size2. Type and gauge of material to be embossed3. Number of wheels required4. Prefix and suffix requirements, if any5. Production rate6. Tonnage capacity of press7. Die space and throat8. Length of press stroke

28
S C H M I D T
HISTORY
When German immigrant George Schmidt founded Geo. T. Schmidt, Inc. in 1895, it was to provide simple, man-ual hand stamps like the ones used to mark addresses in the sidewalk. These marks were made by pressingcast iron numbers into wet concrete to create a permanent indentation or mark.
The cold metal type and dies used in manual stamping operations are the oldest and most widely used markingmethods to this day. But because hand stamping is best only when the production run is very short and themarking tolerances are not highly critical, Schmidt's product line has expanded over the century to include muchmore sophisticated, computer-controlled marking systems and custom tooling.
PART MARKING MACHINES
Schmidt is an ISO 9001:2008 certified and ATF licensed manufacturer of industrial marking machines andengraving equipment. Schmidt's broad range of marking products include standard and custom laser markingsystems, dot peen pin marking machines, pneumatic and hydraulic roll marking, rotary roll marking and pressmarking machines, as well as, the steel marking tools and tooling found in this catalog.
Our in-house design, engineering and manufacturing departments allow us to completely control every aspect ofyour marking application, from concept to delivery, to installation and start-up support. Schmidt has fullUnigraphics and ACAD capabilities in house and does not farm out any design services. Integration and customcapabilities include electrical, mechanical and software applications, and are available for all product lines.
Schmidt's industrial marking machines can be used for 2d part marking, 2d matrix, 2d bar codes and producttraceability. Schmidt has the knowledge and expertise to provide you with a complete integrated system of partmarking, reading and verifying.
CNC MACHINING SERVICES
Geo. T. Schmidt, Inc. also offers contract CNC machining services, through its sister company, Precise MachineCompany. Precise specializes in the high precision CNC machining of instruments and component assemblies.Precise has a full line of CNC turning and milling machines, jib boring and grinding, and quality control andinspection machines. Whether your machining service order is simple or complex, a short run or high volumeproduction, Precise guarantees turn-key mechanical assembly solutions tailored to your requirements. Weensure exact tolerance and precise positioning, supplying you with consistent quality machined parts on time,every time. For more information on Precise, visit us at www.precisemachinecompany.com. Or call Precise at847-647-6125.
CONTACT US
For more information on any Schmidt Marking System products, please visit our website at www.gtschmidt.comor call us at 800-323-1332. Our customer service department is available Monday through Friday 8:00 AM until5:00 PM CST.
About Schmidt Marking Systems
www.gtschmidt.com800-323-1332

S C H M I D T
Geo. T. Schmidt, Inc.6151 W. Howard Street
Niles, Illinois 60714-3488Phone: 847.647.7117
Toll Free: 800.323.1332Fax: 800.934.3437
Email: [email protected]
www.gtschmidt.com
Geo. T. Schmidt, Inc. Printed in USA 11/12 1K TPM
ISO 9001:2008 ATF Licensed