Motors and Drives-000
64
Motors and drives Special Report ABB Review a
-
Upload
tsietsi-serala -
Category
Documents
-
view
106 -
download
3
Transcript of Motors and Drives-000
Motors and drives
Special Report
ABBReview
a
2 Special ReportABB Review
A winning formulaABB has found the right formula to be a leading player in thedrives market.
DMI – a milestone in the development of DC motorsABB’s DMI motor range has many advantages including highpower, a wide speed range and small dimensions.
ACS50 – Sizing up the consumer The new variable-speed microdrive targets new markets like theconsumer industry.
Protecting the environmentABB produces motors and drives using environmentally friendlyand energy efficient technology.
Improving motor efficiencyEnergy efficient motors effect customers’ costs and therefore theirprofitability and competitiveness.
Compact and complete: ABB’s industrial drive, ACS800ABB’s ACS800 Industrial drive is an energy saving, compact drivewhich can be connected to almost any control system.
Smaller and smarter – the future of AC drivesDrives are becoming more intelligent, with better communicationsand are easier to install and control.
New roles for permanent magnet technologyABB’s permanent magnet technology has found its way intomarine applications and wind power generators.
Synchronous superlativesA new generation of high power fixed speed motors allowselectric drives into markets once dominated by mechanical drives.
Powering TrollUsing HVDC Light® technology and VHV motors, power issupplied from land to platforms offshore.
Service is key to unlocking drives potentialABB delivers high technical competence with a comprehensivelevel of service for products during every lifecycle stage.
Simplicity at your fingertipsThe ACS550 standard drive is the easiest drive on the market toinstall and use, and it has the lowest THD.
Tailor made!A new advanced production line can manufacture customizedvariable-speed drives in the power range 50 kVA to 610 kVA.
4
9
14
17
21
28
33
37
41
46
51
55
58
Contents
3Special ReportABB Review
ABB at the wheel of electrical drivetechnology
microelectronics, software, sensors,industrial communication and materialsscience are making these individualunits smaller and smarter. The overall re-sult is a more complex, technologicallyadvanced, not to mention cost effectivedrive family with a broad range of in-dustrial and consumer applications.
The use of advanced semiconductorswitches or intelligent power modulesenable the application of control tech-niques that, a decade ago, seemed onlya vision. In the last decade the motorsthemselves have improved in efficiencyby an average of 3 percent. And thejourney doesn’t end here. Motor anddrive technologies such as high-energypermanent magnets, semiconductorswitched reluctance motors, siliconmicro-motor technology and soft mag-netic materials are developing at arecord pace. In fact, ABB engineers havefurther developed permanent magnetand very high voltage motor technologyto satisfy various customer requirements.
In industry, motors and drives poweringmechanical equipment account for about65 percent of the total electrical energyconsumed. Reducing this figure is there-fore of prime importance when it comesto energy savings. The longer drives andmotors are in operation, the higher thesavings. Over the total running time,more than 97 percent of the total cost ofa drive system is accounted for by itspower consumption and only 3 percentby the capital investment, hence the vitalimportance of high motor efficiency.
With years of experience and know-how, ABB is leading the way in thedevelopment of drive technology. Onesuch development has been a radical
new control technique known as DirectTorque Control (DTC). DTC contributesdirectly to energy efficiency by motorflux optimization.
Another striking development affectingdrives is miniaturization. Increasingcomponent integration means circuitboards are becoming smaller, which inturn leads to more cost- and energy-efficient manufacturing. On top of this,environmentally friendly and energy-efficient technologies combined withsound manufacturing processes andincreased recycling of resources con-tributes enormously to the environmen-tal health of our planet.
The use of ABB AC drives in the speedcontrol of pumps and fans has, in thepast ten years, allowed a worldwideaverage of 81,000 GWh of energy to besaved each year!
Drives technology is a field that inspiresengineers to develop better systemswith cutting edge technology. In addi-tion, it contributes to the efficient use ofenergy, which in turn improves theeconomy of our customers. Last but notleast, drives technology supports a sus-tainable development for all of us.
In this special report, let ABB ‘drive’you through the fascinating world ofdrives and motors. We wish you aninteresting journey.
H. Markus BayeganChief Technology Officer ABB Ltd
E lectrical drives are, quite literally,the driving force behind all automa-
tion systems used in industry, com-merce and buildings. They are used in awide range of applications in many in-dustries such as cement, chemical, pulpand paper, metal and oil and gas, andcontribute enormously to increasing theefficiency and reliability of theseprocesses while at the same time im-proving safety and energy savings.
Since entering this market in the early1970’s, ABB has become the world’sleading manufacturer of AC variable-speed drives. With an estimated 16 per-cent market share, we have a productrange which is considered the widestand most complete in the industry. Ourmost recent innovation, the ACS50 com-ponent drive, is considered a ‘small rev-olution’ in terms of size and simplicity,with ‘gigantic’ performance and overallfunctionality. Its core platform hasenabled us to target new markets likethe consumer industry.
A modern electrical drive consists of a controller, a static converter and anelectrical motor. Technologies such as
Editorial
4 Special ReportABB Review
A winning formula
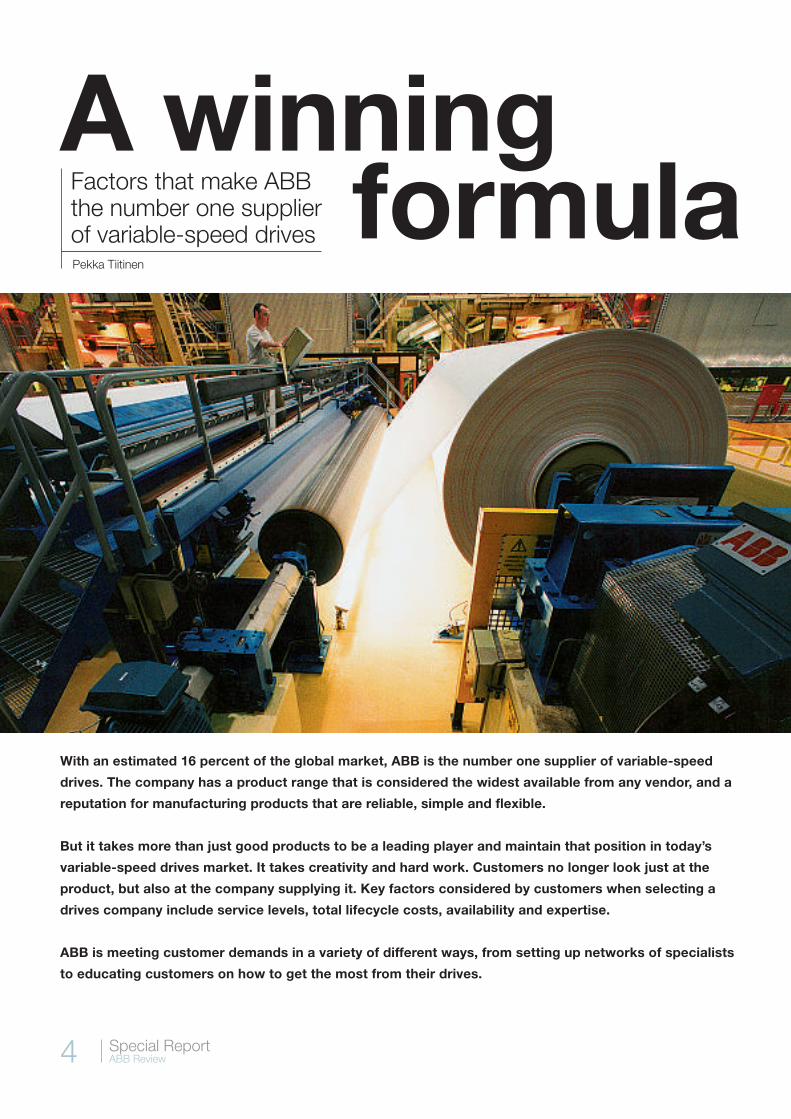
With an estimated 16 percent of the global market, ABB is the number one supplier of variable-speed
drives. The company has a product range that is considered the widest available from any vendor, and a
reputation for manufacturing products that are reliable, simple and flexible.
But it takes more than just good products to be a leading player and maintain that position in today’s
variable-speed drives market. It takes creativity and hard work. Customers no longer look just at the
product, but also at the company supplying it. Key factors considered by customers when selecting a
drives company include service levels, total lifecycle costs, availability and expertise.
ABB is meeting customer demands in a variety of different ways, from setting up networks of specialists
to educating customers on how to get the most from their drives.
Pekka Tiitinen
Factors that make ABBthe number one supplierof variable-speed drives
5Special ReportABB Review
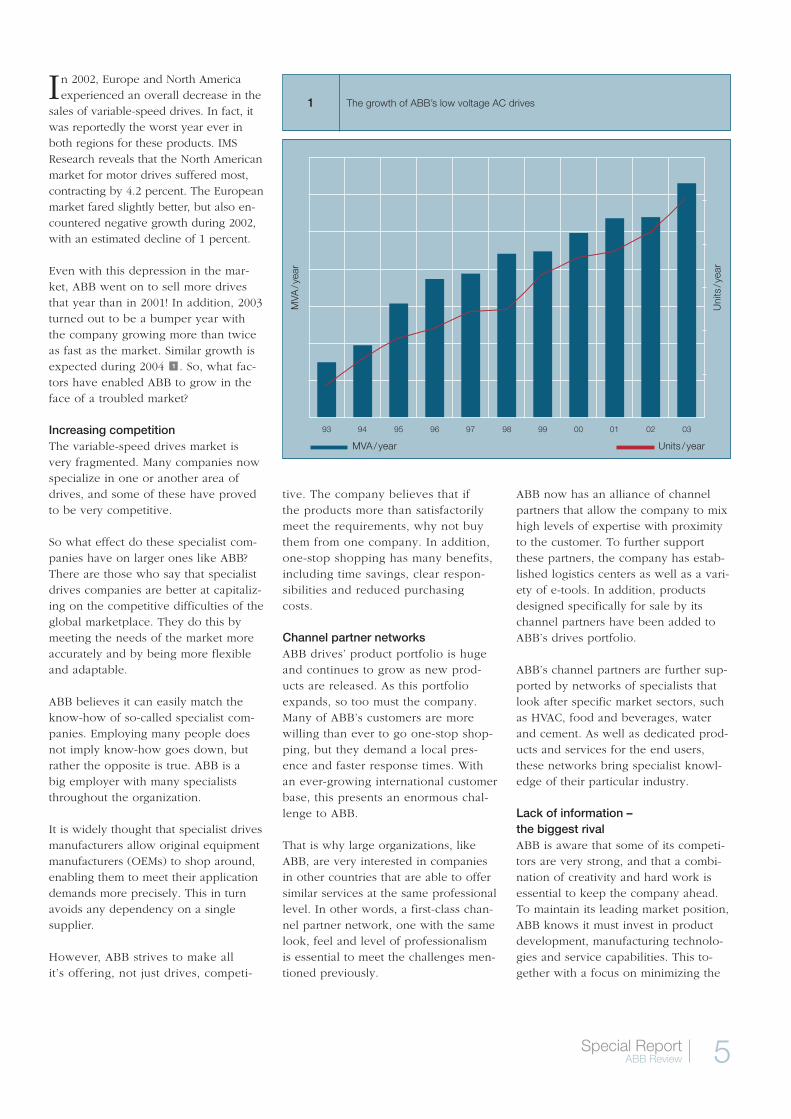
In 2002, Europe and North Americaexperienced an overall decrease in the
sales of variable-speed drives. In fact, itwas reportedly the worst year ever inboth regions for these products. IMSResearch reveals that the North Americanmarket for motor drives suffered most,contracting by 4.2 percent. The Europeanmarket fared slightly better, but also en-countered negative growth during 2002,with an estimated decline of 1 percent.
Even with this depression in the mar-ket, ABB went on to sell more drivesthat year than in 2001! In addition, 2003turned out to be a bumper year withthe company growing more than twiceas fast as the market. Similar growth isexpected during 2004 . So, what fac-tors have enabled ABB to grow in theface of a troubled market?
Increasing competitionThe variable-speed drives market isvery fragmented. Many companies nowspecialize in one or another area ofdrives, and some of these have provedto be very competitive.
So what effect do these specialist com-panies have on larger ones like ABB?There are those who say that specialistdrives companies are better at capitaliz-ing on the competitive difficulties of theglobal marketplace. They do this bymeeting the needs of the market moreaccurately and by being more flexibleand adaptable.
ABB believes it can easily match theknow-how of so-called specialist com-panies. Employing many people doesnot imply know-how goes down, butrather the opposite is true. ABB is a big employer with many specialiststhroughout the organization.
It is widely thought that specialist drivesmanufacturers allow original equipmentmanufacturers (OEMs) to shop around,enabling them to meet their applicationdemands more precisely. This in turnavoids any dependency on a singlesupplier.
However, ABB strives to make all it’s offering, not just drives, competi-
1
tive. The company believes that if the products more than satisfactorilymeet the requirements, why not buythem from one company. In addition,one-stop shopping has many benefits,including time savings, clear respon-sibilities and reduced purchasingcosts.
Channel partner networksABB drives’ product portfolio is hugeand continues to grow as new prod-ucts are released. As this portfolioexpands, so too must the company.Many of ABB’s customers are morewilling than ever to go one-stop shop-ping, but they demand a local pres-ence and faster response times. Withan ever-growing international customerbase, this presents an enormous chal-lenge to ABB.
That is why large organizations, likeABB, are very interested in companiesin other countries that are able to offersimilar services at the same professionallevel. In other words, a first-class chan-nel partner network, one with the samelook, feel and level of professionalismis essential to meet the challenges men-tioned previously.
ABB now has an alliance of channelpartners that allow the company to mixhigh levels of expertise with proximityto the customer. To further supportthese partners, the company has estab-lished logistics centers as well as a vari-ety of e-tools. In addition, productsdesigned specifically for sale by itschannel partners have been added toABB’s drives portfolio.
ABB’s channel partners are further sup-ported by networks of specialists thatlook after specific market sectors, suchas HVAC, food and beverages, waterand cement. As well as dedicated prod-ucts and services for the end users,these networks bring specialist knowl-edge of their particular industry.
Lack of information – the biggest rivalABB is aware that some of its competi-tors are very strong, and that a combi-nation of creativity and hard work isessential to keep the company ahead.To maintain its leading market position,ABB knows it must invest in productdevelopment, manufacturing technolo-gies and service capabilities. This to-gether with a focus on minimizing the
MVA
/yea
r
93 94 95 96 97 98 99 00 01 02 03
The growth of ABB’s low voltage AC drives1
Uni
ts/y
ear
MVA/year Units /year

6 Special ReportABB Review
total lifecycle cost of drives is, manybelieve, a winning formula. But thereare those who believe that one ofABB’s biggest challenges is ensuringthat potential customers are well in-formed about the benefits of ABBdrives.
More and more people are concernedabout saving energy. Variable-speeddrives reduce energy consumptionwhile increasing productivity, some-thing ABB believes many potential cus-tomers are completely unaware of. Ifthis is the case, then it is highly likelythese customers have no idea that avariable-speed drive can, depending onthe application, pay for itself within afew months simply through the energysaved. There are other benefits ofdrives that remain relatively unknown,including the use of a soft start-up thatreduces maintenance costs over thedrive’s service life.
Proof of this lack of information isreflected in the fact that for manyyears, it was widely quoted that only 3 percent of motors were fitted withvariable-speed drives. To-day, ABB believes this hasrisen to only 5 percent. Assuch, the cost of the driveneeds to be compared withthe actual energy savingthat can be achieved. How-ever, there are more smallmotors in the world thanlarge motors, and thesmaller the motor, the lessfavorable are the energysavings.
Because many customersare concerned about savingenergy, it is absolutelyessential for all drive manu-facturers to communicatethe benefits variable-speeddrives can bring. For thosemanufacturers that do, like ABB, customers clearlysee these benefits, andnone are more convincingthan the translation ofenergy savings into costsavings.
Is technology alone enough?Technological developments have, untilnow, helpedlower theprice of vari-able-speeddrives, makingthem an eco-nomical alter-native to me-chanical meth-ods of speedcontrol, andthat includeshydraulic andpneumatic so-lutions. In addition, these developmentshave contributed to the continuous ex-pansion of the variable-speed drivesmarket. By using its know-how, ABBhas been confident enough to enter themicrodrive market, and lately the sub-microdrive market.
One notable technological developmentis ABB’s motor control platform calledDirect Torque Control (DTC). Launchedabout 10 years ago, DTC continues tobe the main control platform for ABB
drives, and it has helped the companyincrease its market share from about
11 percent in 1995 to 16 percenttoday, nearlytwice that of its nearestrival. Com-petitors havenot embracedDTC mainlybecause it isthe result of amajor R&Deffort which
many companies cannot afford, and isprotected by several patents.
ABB continues to invest heavily inproduct development for which it hasearmarked some 1200 man-years overthe next 5 years.
Over the past number of years, how-ever, it has become evident that tech-nology alone will not keep companiesahead of the competition. Because cus-tomer requirements have changed,
global suppliers must nowoffer custom software, im-proved interface packages,specialty application hard-ware, equipment installa-tion, project commissioning,product training and main-tenance services.
Customer demandsWhen selecting drives, cus-tomers no longer look justat a company’s product, butalso at service levels, totallifecycle costs, availabilityand productivity. When itcarried out its own research,the ABB Drives unit identi-fied five prerequisites thatcustomers are looking for:reliability, ease of use,drives integration, backupand standardization.
Reliability of a companyand its productsDrive reliability, measuredas the mean time between
Because variable-speeddrives reduce energy con-sumption while increasingproductivity, they can, de-pending on the application,pay for themselves within afew months simply throughthe energy saved.

7Special ReportABB Review
failure (MTBF), has increased five-foldsince the 1980s. The MTBF is betterthan 1 in 50 years for ABB drives!
Such high reliability is the result ofyears of know-how combined withstringent testing methods. All drivescoming off the assembly line in Helsin-ki are individually tested with a fullyloaded motor. After a specific length oftime, the test is repeated. Drives thatfail during testing or in the field aresent back to quality control for analysis,so that corrective action can be taken.
Research engineers are also contribut-ing to the increase in reliability by con-tinuing to explore ways of reducing the component count within a drive.Since the 1980s the size of drives, meas-ured in volume, has decreased by 70 to 80 percent, while the number ofcomponents has come down by 60 to70 percent.
Even though product reliability is veryimportant, customers are just as con-cerned about the reliability of their sup-pliers and the channel partners theychoose. This type of reliability is meas-ured as the ability to deliver what hasbeen promised, on time.
In the past two years ABB has investedheavily to have the most advanced trioof drives assembly plants on the planet.These factories are situated in Helsinki,New Berlin in America and Beijing, andproduce the latest ABB standard driveto identical specifications with unsur-passed reliability.
All too often companies fail to stockenough products locally, or productdelivery times are simply too long.ABB’s aim is to provide ‘next day deliv-ery’ for all its drives. But currently inmany countries, the company candeliver low-power drives in 90 min-utes.
Intelligent drives that sell themselves –almostThere was a time when the develop-ment of variable-speed drives was quitea specialist activity. As technology hasadvanced over the years, drive manu-
especially for low-power drive, andbecause of this, it is necessary to makedrives technology accessible for non-specialists. By adopting the ‘let technol-ogy do the job’ message and rethinkingits design strategy, ABB has been ableto develop intelligent drives with sim-ple interfaces.
A good example of this is ABB’s lateststandard drive. It illustrates how far thecompany has come since the early daysof variable-speed drive technology,some 30 years ago.
facturers, including ABB, have beenable to add attractive features to, andincrease the functionality of their prod-ucts. This in turn has resulted in drivesthat can be tuned for a wide range ofapplications. Unfortunately, there is adownside to this and it comes in theform of complex interfaces and thickerinstruction manuals.
One thing has happened that haveforced manufacturers, like ABB, tochange their approach to drive design.The role of indirect sales has increased,

8 Special ReportABB Review
The power of customer supportMany people recognize that service isvery important, and one of ABB’s majorobjectives is to keep its customershappy long after they have bought adrive and are using it in their produc-tion process.This meansworking to-gether withthe customerto minimizethe total costover the life-time of theproduct, while at the same maintaininghigh levels of availability.
Even though ABB accepts its drives arenot the cheapest on the market, thecompany knows that by adopting theabove philosophy it has, in themedium- to long-term view of things,
become a low-cost player. Customerswith a long-term perspective, who arein the majority, appreciate this.
While ABB charges for most of its serv-ices, it stresses that charging is not nec-
essary to supportdeclining hard-ware prices. Sev-eral surveys haveput ABB as theglobal leader fordrive hardware,software andservices, but in
pure product sales, the company has fea-tured outside the top three. Service rev-enues make up about 20 percent of ABBbusiness. If the company’s market shareis 16 percent and the nearest competitorabout 10 percent, then it is clear thateven if hardware alone is counted, ABBremains number one.
Pekka Tiitinen
ABB OyHelsinki, Finland.
To standardize or not to standardize Over the past years, there has been apush towards standardization in thedrive market. While this is possible incertain areas of drive technology, it isextremely difficult in other areas withthe result that despite the ongoingstandardization, the number of differentdrive types continues to grow. A classic example of technology accept-ance and standardization comes in theform of EMC filters. A few years ago,when the EMC directives were preva-lent, there was much debate in Europeabout whether EMC filters for driversshould be fitted internally or externally,or if they should be integrated in aproduct or sold as options. Today,many drive manufacturers have EMC fil-tering built-in.
Nevertheless, because variable-speeddrives are finding their way into variousindustrial applications, for examplewind power generation and in the ma-rine industy, the result is ever wideningproduct portfolios ranging from decen-tralized drives to large multi-drive sys-tems. From this perspective, it is thisrapid increase in the choice of drivesthat characterizes the market. For thatreason, ABB found it necessary to intro-duce some new terminology to helpcustomers make the right selection (seeglossary on page 62). So, what is seenas standardization in some areas is pro-liferation in others. More importantly,understanding these dynamics will sep-arate the winners from the losers.
One of ABB’s major objec-tives is to keep its customershappy long after they havebought a drive and are usingit in their production process.
9Special ReportABB Review
DMI – a milestone in the development of DC motors
ABB’s medium-sized (IEC frame sizes 180-400) DC motor offers good performance in a number of
important areas. Many of the motor’s key attributes were previously considered mutually exclusive,
ie, it was not possible to combine them in the same machine. Thanks to the motor range known as
DMI, customers have been taking advantage of high power, a wide speed range, high torque, small
dimensions, and high overload capacity or low moment of inertia simultaneously for some years.
The improvements were important enough to justify calling DMI the beginning of a new era in
DC motor technology.
Christer Söderberg
10 Special ReportABB Review
DC motors have existed for morethan a century, and at least twice
during that period they have been pop-ularly regarded as doomed to extinc-tion. The first time this happened waswhen three-phase AC supply came onto
the scene around the turn of the cen-tury. Thanks to their good regulatoryproperties DC motors nevertheless sur-vived and, during the last few decades,have become more popular than ever,largely due to thyristor converters mak-ing it easy to capitalize on the advan-tages of DC technology. However, inthe mid to late 1990s, the doomsayerscame knocking again, this time predict-ing the demise of the DC drive becauseit was possible to approach its precisionand responsiveness with frequency con-verters and standard squirrel-cage ACmotors. Once more, the prophecy didnot materialize; sales of ABB DC motorsin recent years have remained stable;
and what is more, thanks to the intro-duction of the DMI motor, ABB experi-enced significant growth in this sector.
DC motor developmentThe stiff competition in the field of DCmotors has led to ever more ‘stressed’designs. While performance in terms of
output power, torque and maximumspeed has increased over the years, ithas been at the expense of the electricalmargins and speed range at rated outputpower. This in turn has led to a greaterneed for maintenance of brushes andcommutators and to a reduction in life-time .
The challenge for the DMI project teamwas therefore to turn the developmentof DC motors back towards ideal char-acteristics, including a wide speed rangeat constant output power, low electricalstress levels and, as a result, less needfor maintenance.
ABB’s approachSome time ago, sales of the DMI‘s fore-runner, the DMG motor, gave ABB rea-son to contemplate the future of theirinvolvement in DC machines. The com-pany decided it wanted to reverse themarket trend towards increasingly re-strictive designs and, based on its broadknow-how, experience and state-of-the-art design tools, develop an ideal motor
1
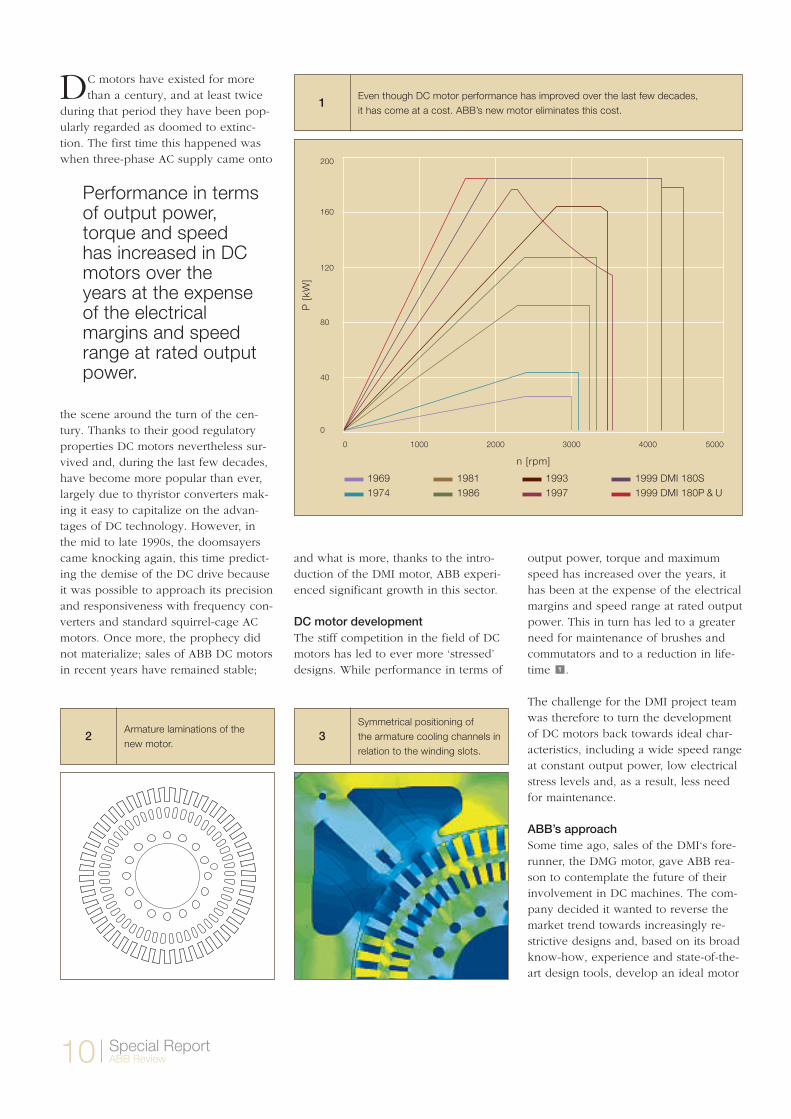
Performance in termsof output power,torque and speedhas increased in DCmotors over theyears at the expenseof the electricalmargins and speedrange at rated outputpower.
Armature laminations of the new motor.
2Symmetrical positioning of the armature cooling channels inrelation to the winding slots.
3
Even though DC motor performance has improved over the last few decades, it has come at a cost. ABB’s new motor eliminates this cost.
1
200
160
120
80
40
0
P [
kW]
0 1000 2000 3000 4000 5000
n [rpm]
1969 1981 1993 1999 DMI 180S1974 1986 1997 1999 DMI 180P & U
11Special ReportABB Review
with respect to its mechanicaland electrical properties.Specifically, this meant higheroutput power, higher torque,higher speed, a wider speedrange, lower moment of iner-tia, better low-speed proper-ties and lower electrical andmechanical stresses.
Two possible avenues wereopen: start with the currentmotor series and improve it,or design an entirely new ma-chine. The first was less riskyand less costly, but also lesspromising; the second, al-though it obviously entailedmore risk and higher costs,held more promise. Aftercareful analysis, ABB chose the secondpath and laid plans to design an entirelynew series of motors. This was donebecause its potential by far outweighedthe greater risks and higherdevelopment costs. The result – theDMI motor – proved to be the rightchoice. Compared with the forerunner,this motor exhibits approximately:
50 percent higher output power90 percent higher torque30 percent higher maximum speed30 percent wider speed range
New solutionsThe development project spawned anumber of novel technical solutions,for which several patent applicationswere made. The most important devel-opment was a new principle for cool-ing the armature windings. In thisprinciple, the cooling channels aremoved through the armature lamina-tions closer to the winding slots, whileat the same time significantly wideningthe overall cooling area. Because ofthis, the cooling capacity is consider-
ably better. In addition, themagnetic balance of thearmature is improved by thefact that the cooling chan-nels are located symmetri-cally in relation to the wind-ing slots . The symmetryof the magnetic flux in thearmature circuit, whichensures that no armature coil is subjected to higherelectrical stress than anyother, was one of the as-pects examined during thecomputerized optimizationof the magnetic circuit.
shows an example of theway the results of flux calcu-lations were presented.
Other improvements to the armaturewere:
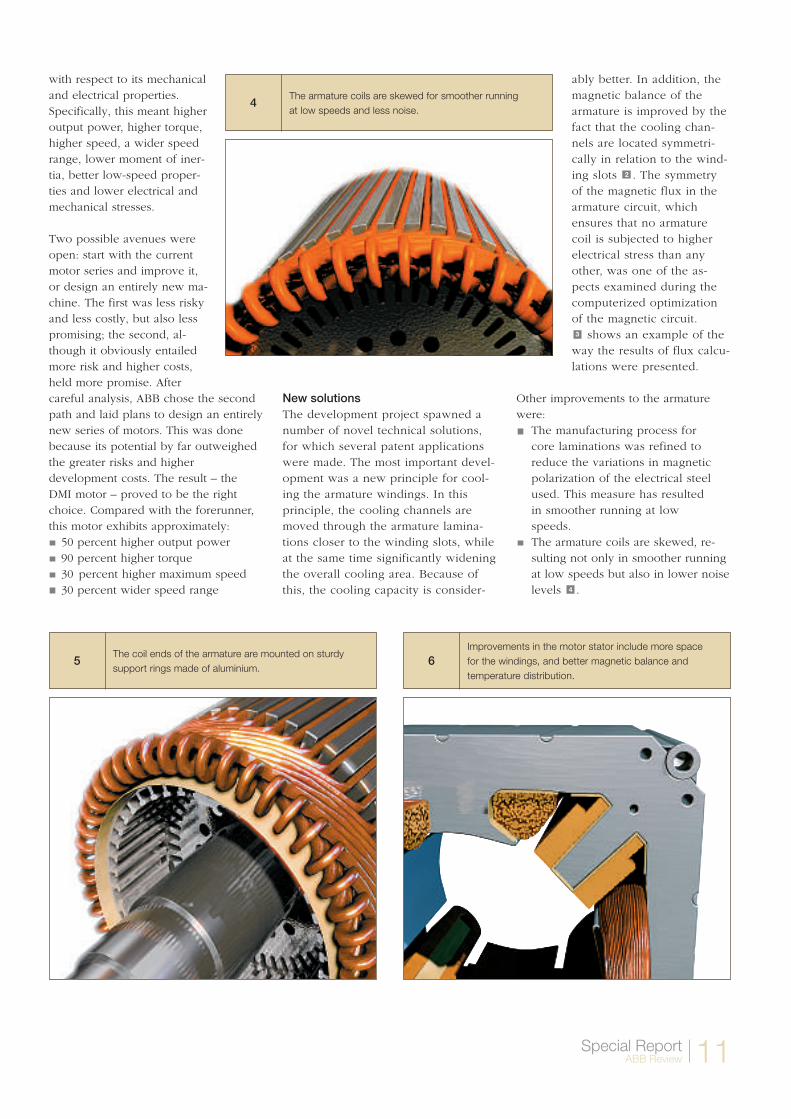
The manufacturing process for core laminations was refined toreduce the variations in magneticpolarization of the electrical steelused. This measure has resulted in smoother running at low speeds.The armature coils are skewed, re-sulting not only in smoother runningat low speeds but also in lower noiselevels . 4
3
2
The armature coils are skewed for smoother running at low speeds and less noise.
4
The coil ends of the armature are mounted on sturdysupport rings made of aluminium.
5Improvements in the motor stator include more space for the windings, and better magnetic balance andtemperature distribution.
6
were introduced to boost the outputpower of the motor without compromis-ing the commutation margin. However,the results far exceeded the expecta-
tions. Despite a boost in power of up to70 percent, the commutation stress levelfell significantly.
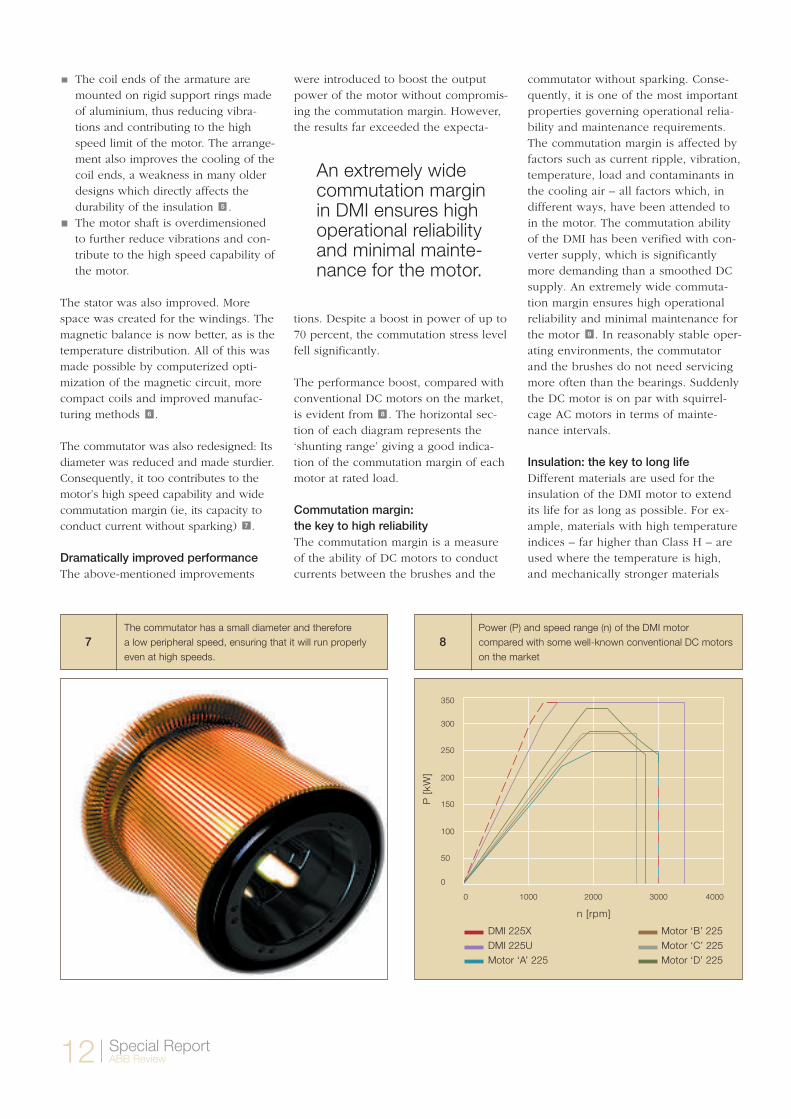
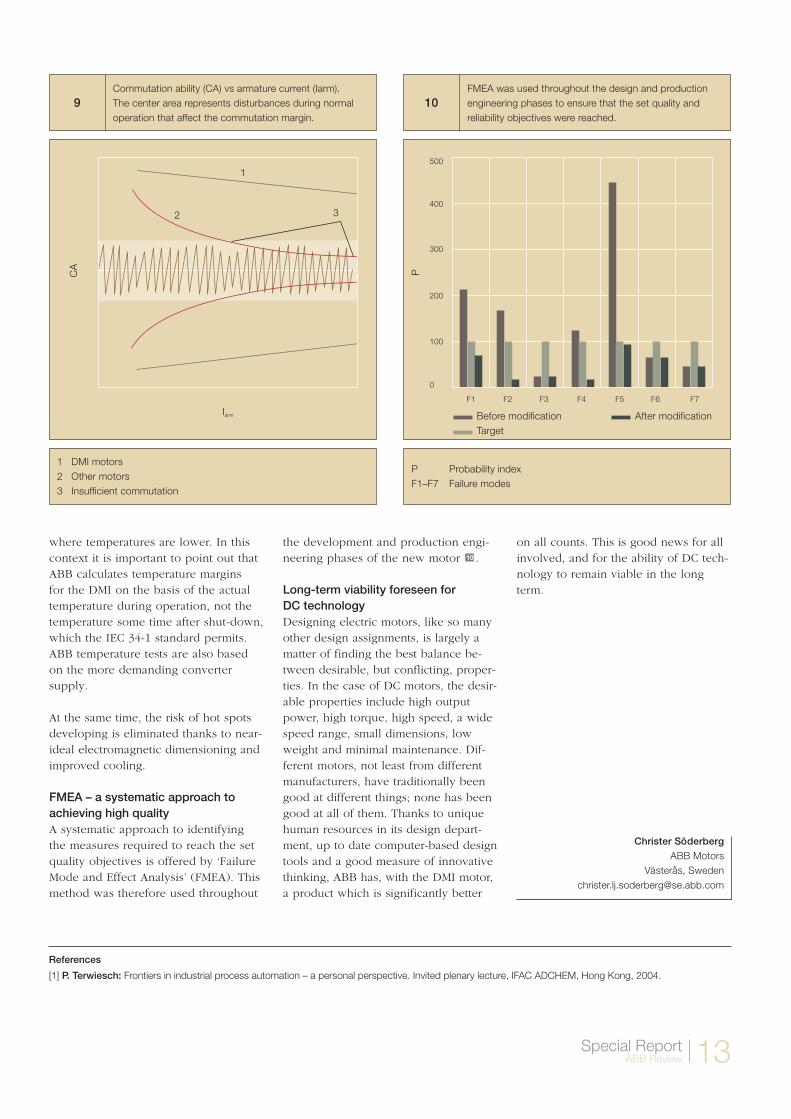
The performance boost, compared withconventional DC motors on the market,is evident from . The horizontal sec-tion of each diagram represents the‘shunting range’ giving a good indica-tion of the commutation margin of eachmotor at rated load.
Commutation margin: the key to high reliabilityThe commutation margin is a measureof the ability of DC motors to conductcurrents between the brushes and the
8
12 Special ReportABB Review
The coil ends of the armature aremounted on rigid support rings madeof aluminium, thus reducing vibra-tions and contributing to the highspeed limit of the motor. The arrange-ment also improves the cooling of thecoil ends, a weakness in many olderdesigns which directly affects thedurability of the insulation . The motor shaft is overdimensionedto further reduce vibrations and con-tribute to the high speed capability ofthe motor.
The stator was also improved. Morespace was created for the windings. Themagnetic balance is now better, as is thetemperature distribution. All of this wasmade possible by computerized opti-mization of the magnetic circuit, morecompact coils and improved manufac-turing methods .
The commutator was also redesigned: Itsdiameter was reduced and made sturdier.Consequently, it too contributes to themotor’s high speed capability and widecommutation margin (ie, its capacity toconduct current without sparking) .
Dramatically improved performanceThe above-mentioned improvements
7
6
5
commutator without sparking. Conse-quently, it is one of the most importantproperties governing operational relia-bility and maintenance requirements.The commutation margin is affected byfactors such as current ripple, vibration,temperature, load and contaminants inthe cooling air – all factors which, indifferent ways, have been attended toin the motor. The commutation abilityof the DMI has been verified with con-verter supply, which is significantlymore demanding than a smoothed DCsupply. An extremely wide commuta-tion margin ensures high operationalreliability and minimal maintenance forthe motor . In reasonably stable oper-ating environments, the commutatorand the brushes do not need servicingmore often than the bearings. Suddenlythe DC motor is on par with squirrel-cage AC motors in terms of mainte-nance intervals.
Insulation: the key to long lifeDifferent materials are used for theinsulation of the DMI motor to extendits life for as long as possible. For ex-ample, materials with high temperatureindices – far higher than Class H – areused where the temperature is high,and mechanically stronger materials
9
An extremely widecommutation marginin DMI ensures highoperational reliabilityand minimal mainte-nance for the motor.
The commutator has a small diameter and therefore a low peripheral speed, ensuring that it will run properlyeven at high speeds.
7
350
300
250
200
150
100
50
0
P [
kW]
0 1000 2000 3000 4000
n [rpm]
Power (P) and speed range (n) of the DMI motorcompared with some well-known conventional DC motorson the market
8
DMI 225X Motor ‘B’ 225DMI 225U Motor ‘C’ 225Motor ‘A’ 225 Motor ‘D’ 225
13Special ReportABB Review
Christer Söderberg
ABB Motors Västerås, Sweden
References
[1] P. Terwiesch: Frontiers in industrial process automation – a personal perspective. Invited plenary lecture, IFAC ADCHEM, Hong Kong, 2004.
where temperatures are lower. In thiscontext it is important to point out thatABB calculates temperature margins for the DMI on the basis of the actualtemperature during operation, not thetemperature some time after shut-down,which the IEC 34-1 standard permits.ABB temperature tests are also basedon the more demanding convertersupply.
At the same time, the risk of hot spotsdeveloping is eliminated thanks to near-ideal electromagnetic dimensioning andimproved cooling.
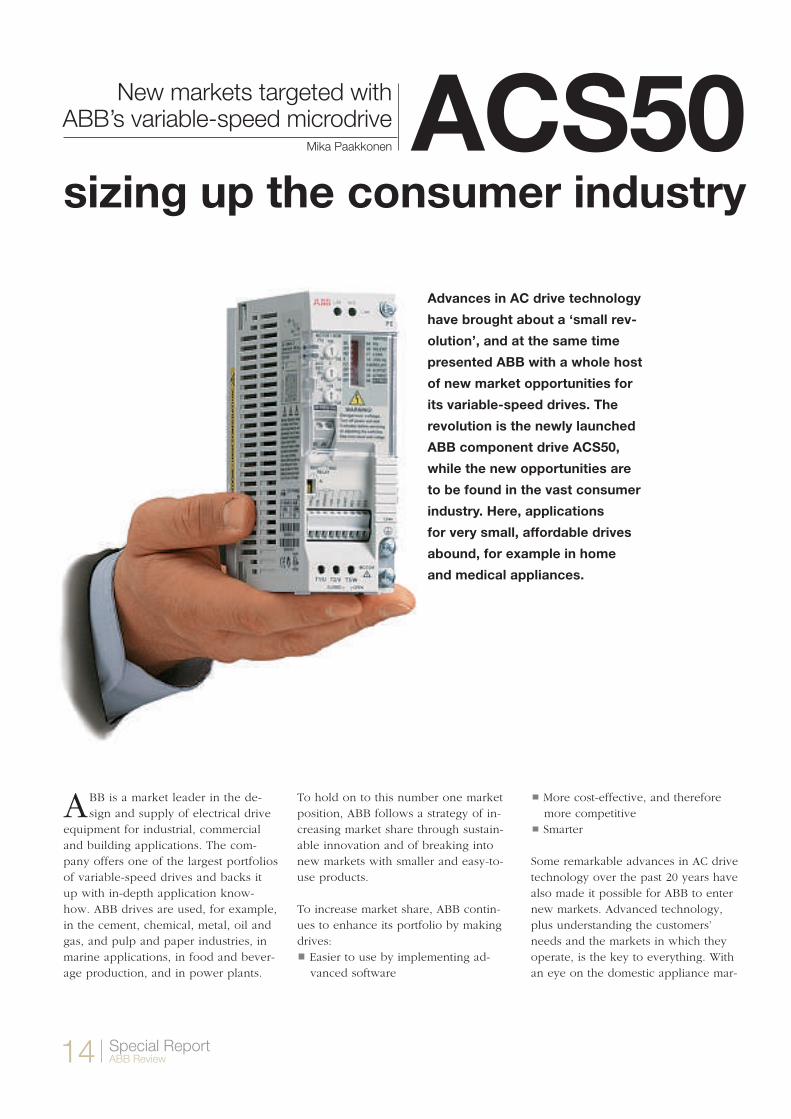
FMEA – a systematic approach toachieving high qualityA systematic approach to identifyingthe measures required to reach the setquality objectives is offered by ‘FailureMode and Effect Analysis’ (FMEA). Thismethod was therefore used throughout
the development and production engi-neering phases of the new motor .
Long-term viability foreseen for DC technologyDesigning electric motors, like so manyother design assignments, is largely amatter of finding the best balance be-tween desirable, but conflicting, proper-ties. In the case of DC motors, the desir-able properties include high outputpower, high torque, high speed, a widespeed range, small dimensions, lowweight and minimal maintenance. Dif-ferent motors, not least from differentmanufacturers, have traditionally beengood at different things; none has beengood at all of them. Thanks to uniquehuman resources in its design depart-ment, up to date computer-based designtools and a good measure of innovativethinking, ABB has, with the DMI motor,a product which is significantly better
10
on all counts. This is good news for allinvolved, and for the ability of DC tech-nology to remain viable in the longterm.
CA
Iarm
Commutation ability (CA) vs armature current (Iarm). The center area represents disturbances during normaloperation that affect the commutation margin.
9
1
2 3
500
400
300
200
100
0
P
F1 F2 F3 F4 F5 F6 F7
FMEA was used throughout the design and productionengineering phases to ensure that the set quality andreliability objectives were reached.
10
Before modification After modificationTarget
P Probability indexF1–F7 Failure modes
1 DMI motors2 Other motors3 Insufficient commutation
14 Special ReportABB Review
Mika Paakkonen
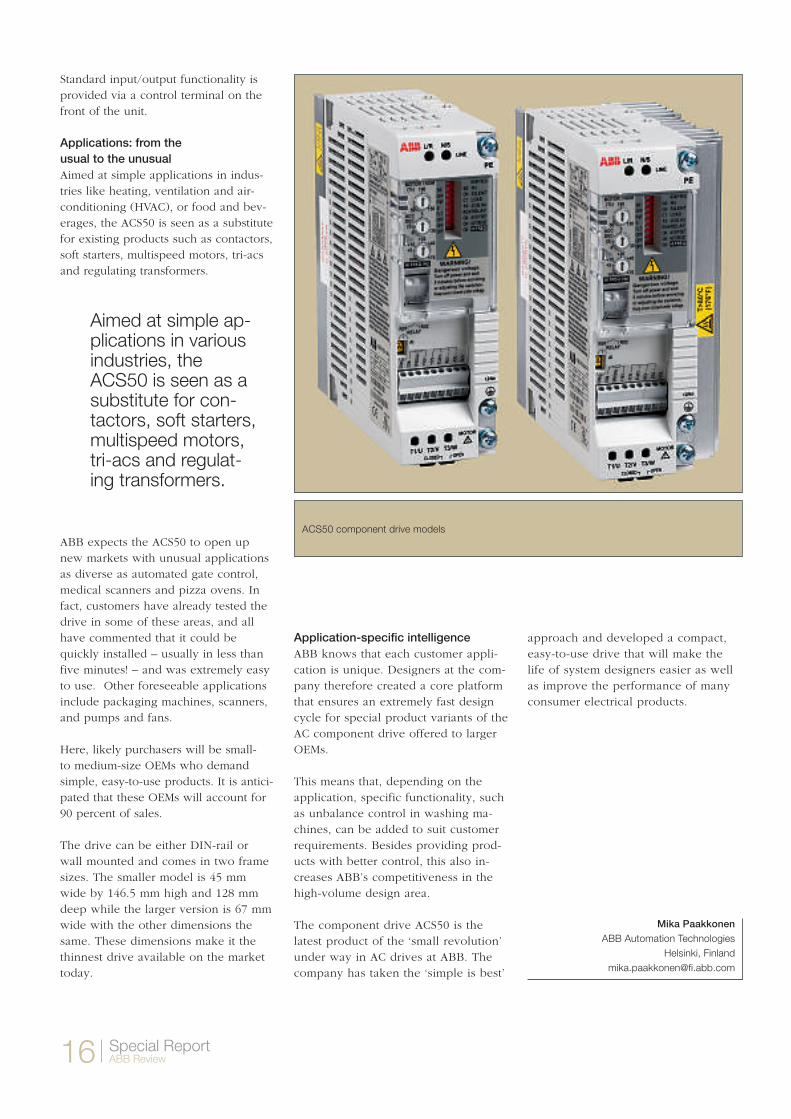
New markets targeted withABB’s variable-speed microdrive ACS50sizing up the consumer industry
More cost-effective, and thereforemore competitiveSmarter
Some remarkable advances in AC drivetechnology over the past 20 years havealso made it possible for ABB to enternew markets. Advanced technology,plus understanding the customers’needs and the markets in which theyoperate, is the key to everything. Withan eye on the domestic appliance mar-
Advances in AC drive technology
have brought about a ‘small rev-
olution’, and at the same time
presented ABB with a whole host
of new market opportunities for
its variable-speed drives. The
revolution is the newly launched
ABB component drive ACS50,
while the new opportunities are
to be found in the vast consumer
industry. Here, applications
for very small, affordable drives
abound, for example in home
and medical appliances.
ABB is a market leader in the de-sign and supply of electrical drive
equipment for industrial, commercialand building applications. The com-pany offers one of the largest portfoliosof variable-speed drives and backs itup with in-depth application know-how. ABB drives are used, for example,in the cement, chemical, metal, oil andgas, and pulp and paper industries, inmarine applications, in food and bever-age production, and in power plants.
To hold on to this number one marketposition, ABB follows a strategy of in-creasing market share through sustain-able innovation and of breaking intonew markets with smaller and easy-to-use products.
To increase market share, ABB contin-ues to enhance its portfolio by makingdrives:
Easier to use by implementing ad-vanced software

15Special ReportABB Review
ket, ABB conducted customer surveys todiscover what the most desirable fea-tures are when it comes to variable-speed drives. In order of popularity,these are:
Simple controls and setupsA user-friendly operator interfaceProgrammability Price
From these findings, ABB knew that itcould cleverly use simple adaptations ofknown technologies and provide prod-ucts that are technologically straightfor-ward to target these customers and mar-kets. But the company additionallyknew that not just simpler, but alsosmaller drives were needed to fit therequired applications.
Here, ABB had the advantage thatminiaturization has been one of themost striking successes of its AC drivedevelopment efforts. What is more,making drives even smaller continues tobe a key goal of the company’s R&Dteams. Miniaturization is possible in thefirst place thanks to the continuous de-velopment of power semiconductorsand use of advanced cooling tech-niques. Advanced flow modeling, inparticular, is steadily improving heatsink design and performance.
Among other things, miniaturizationkeeps costs down and facilitates newapplications. Smaller drives mean lessmaterial,so manu-facturingcosts arereducedand thecost of theend prod-uct islower.Component integration is another im-portant factor; reducing the number ofparts not only contributes to lower costsbut also improves reliability.
The fruit of all this labor is the ACS50component drive. Rated from 0.18 kWto 0.75 kW, the ACS50 is small and com-pact (in fact it is currently the smallest370-W drive on the market) as well aseasy to install and use. Its core platformputs the company in a position to tailordrives for a wide range of home appli-ances, such as washing machines, refrig-erators and freezers
The ABB component drive ACS50The ABB component drive ACS50belongs to the DriveIT Low Voltage
First and second environments
Drive systems can be connected to eitherindustrial or public distribution networks.The environment class (of which there aretwo, known as the first and second environ-ment) depends on how the system is con-nected to the power supply.
The first environment includes domestic andother premises directly connected to a low-voltage power supply network supplyingresidential buildings without an immediatetransformer.
The second environment includes all estab-lishments other than those directly con-nected to a low-voltage power supply net-work supplying residential buildings.
Restricted and unrestricted classes
A drive’s route to market is divided intounrestricted and restricted sales distributionclasses.
Unrestricted distribution is a mode of salesdistribution in which the supply of equip-ment is not dependent on the EMC compe-tence of the customer or user with regard todrive applications.
Restricted distribution is a mode of salesdistribution in which the manufacturer re-stricts the supply of equipment to suppliers,customers or users who separately or jointlyhave the required EMC competence withregard to drive applications.
AC Drives family, with powers from0.12 kW to 4500 kW. The drive is avail-able for either 100–120 V AC, or
200–240 VAC single-phase sys-tems. It isalso suitablefor three-phase mo-tors withratings from0.12 kW to
0.75 kW and 230 V. In addition to beingthe smallest on the market, it is by farthe easiest drive in its class. No specialknowledge of drives is required prior tosetup.
Installation and manual configurationrequire just a few minutes; there is noneed for any programming! Also, sincethere is no control panel, there are nohidden functions. What you see is whatyou get.
The ACS50 can be used with domesticnetworks due to its good electromag-netic compatibility (EMC) even withoutan external filter. It is in fact availablewith a built-in EMC filter for first envi-ronment applications (see 1st panel)and is protected to the IP20 standard.An optional EMC filter is available forlong motor cables, with unrestrictedsales distribution up to 75 meters in thesecond environment and restrictedsales distribution up to 30 meters in thefirst environment (see 2nd panel). Itcomes equipped with a choice of silentor standard noise control.
The user interface features three con-trol potentiometers and eight dual in-line package (DIP) switches located onthe front panel. The potentiometerscontrol the motor thermal protection,acceleration/deceleration time (vari-able between 0.1 and 30 seconds), andthe maximum frequency. The ACS50drive is configured via the DIPswitches, which are used to set func-tions such as:
Nominal frequency of the motorMotor noise controlMinimum analog input Drive auto reset for faults
The new drive’s core platformenables ABB to tailor the ACS50for a wide range of home appli-ances, such as washing ma-chines, refrigerators and freezers.
16 Special ReportABB Review
Standard input/output functionality isprovided via a control terminal on thefront of the unit.
Applications: from theusual to the unusualAimed at simple applications in indus-tries like heating, ventilation and air-conditioning (HVAC), or food and bev-erages, the ACS50 is seen as a substitutefor existing products such as contactors,soft starters, multispeed motors, tri-acsand regulating transformers.
ABB expects the ACS50 to open upnew markets with unusual applicationsas diverse as automated gate control,medical scanners and pizza ovens. Infact, customers have already tested thedrive in some of these areas, and allhave commented that it could bequickly installed – usually in less thanfive minutes! – and was extremely easyto use. Other foreseeable applicationsinclude packaging machines, scanners,and pumps and fans.
Here, likely purchasers will be small- to medium-size OEMs who demandsimple, easy-to-use products. It is antici-pated that these OEMs will account for90 percent of sales.
The drive can be either DIN-rail or wall mounted and comes in two framesizes. The smaller model is 45 mmwide by 146.5 mm high and 128 mmdeep while the larger version is 67 mmwide with the other dimensions thesame. These dimensions make it thethinnest drive available on the markettoday.
Application-specific intelligenceABB knows that each customer appli-cation is unique. Designers at the com-pany therefore created a core platformthat ensures an extremely fast designcycle for special product variants of theAC component drive offered to largerOEMs.
This means that, depending on theapplication, specific functionality, suchas unbalance control in washing ma-chines, can be added to suit customerrequirements. Besides providing prod-ucts with better control, this also in-creases ABB’s competitiveness in thehigh-volume design area.
The component drive ACS50 is thelatest product of the ‘small revolution’under way in AC drives at ABB. Thecompany has taken the ‘simple is best’
Aimed at simple ap-plications in variousindustries, theACS50 is seen as asubstitute for con-tactors, soft starters,multispeed motors,tri-acs and regulat-ing transformers.
Mika Paakkonen
ABB Automation TechnologiesHelsinki, Finland
ACS50 component drive models
approach and developed a compact,easy-to-use drive that will make thelife of system designers easier as wellas improve the performance of manyconsumer electrical products.
17Special ReportABB Review
Protecting the
environmentAkseli Savolainen
Increasing the energy efficiency of ABB drives and ensuring their safe disposal

ABB has always taken environmentalissues seriously . The company is
a signatory to the International Chamberof Commerce Business Charter for Sus-tainable Development, and in 1992 itadopted the 16 principles of the Charteras its group-wide environmental policy.In adhering to this charter, products andservices designed to improve the per-formance of utility and industry cus-tomers are also designed to ensure thatany environmental impact is minimized.
Currently, ABB has around 2,000 envi-ronmental improvement projects inprogress, and 46 percent of these areconcerned with reducing global warm-ing. Many energy-efficient motor anddrive products have been produced as aresult of the development of new tech-nologies, a large number of which focuson significantly reducing CO2 emissions.By replacing an average 1980s motorand frequency converter with an ABBhigh-efficiency motor and a modernABB drive, not only are CO2 emissionscurbed, but a payback time of a fewyears is predicted due to lower energyconsumption. Naturally, this prediction
1
depends on annual operating hours andenergy prices.
ABB ensures that its manufacturing fa-cilities, processes and workshops oper-ate in accordance with the highest envi-ronmental standards, and this is espe-cially true of the manufacture of eco-effi-cient products such as high efficiencymotors and variable-speed drives. Oneof ABB’s corporate objectives is to im-plement the international environmentalmanagement standard, ISO 14001 at allits manufacturing sites. Currently, about97 percent of all sites designing and/ormanufacturing products, or providingservices, are certified to this standard. In2002, ABB extended its environmentalmanagement program to all remainingnon-manufacturing facilities, beginningwith the Group’s Zurich headquarters.
As well as providing environmentallysound manufacturing processes, thecompany is continuously working to im-prove existing products. In particular,the design of products such as drivesand motors is aided by Design for Envi-ronment toolboxes. These toolboxes,
developed by ABB, consist of guide-lines, web-based tools and databases ofinformation, all of which help engineersand scientists design for low environ-mental impact.
One of the most useful managementtools in this area is Life Cycle Assess-ment (LCA). LCA evaluates the total en-vironmental impact of products duringtheir entire lifecycle, from the produc-tion of raw materials to the recycling ofmaterial when the products are takenout of service. The information obtainedfrom these LCAs form the basis of Envi-ronmental Product Declarations (EPDs).EPDs describe and quantify the environ-mental performance of all ABB’s coreproducts, including drives and motors.
ABB – ahead of legislationThe disposal of failed or redundant prod-ucts has become a very important subjectfor companies, especially those operatingwithin the EU. Two new EU directives,the Waste Electrical and ElectronicEquipment (WEEE) and Restriction ofcertain Hazardous Substances (RoHS) arecurrently being incorporated into na-
18 Special ReportABB Review
A global population of six billion people is stretching planet earth’s resources to the limit,
so much so that the environment is finding itself increasingly under threat. Luckily, people,
organizations and governments are sufficiently concerned about this strain to take steps
to ensure a sustainable environment for future generations.
Energy efficiency is particularly important. With varying government support for energy-
saving measures, the onus is on companies like ABB to be pioneers in energy saving
and environmental protection. To quote the company’s 2002 Sustainability Report, ‘ABB
seeks to continuously improve performance by promoting environmentally sound manu-
facturing processes and services, increasing the recycling of resources and the use of
renewable energy and materials, reducing waste and emissions, and avoiding materials
harmful to the environment.’
In adhering to this statement, ABB has developed environmentally friendly and energy-
efficient technologies as well as adopted sustainable practices throughout its sites.
As a result of these technologies, many efficient motors and drives have been produced,
while many more have been improved. ABB has also met the requirements of environ-
mental legislation before it comes into force, making it easy for energy users to adopt
energy-efficient products, and dispose of them in the safest possible manner.
19Special ReportABB Review
tional legislation in member countries,and must be implemented by 2006. Man-ufacturers will need to ensure that theirproducts - and their components – com-ply with both these directives.
The WEEE directive aims at minimizingthe impact of electrical and electronicequipment on the environment duringtheir lifetimes and when they becomewaste. The RoHS directive will ban theplacing on the EU market of new elec-trical and electronic equipment contain-ing more than agreed levels of certainsubstances like lead, cadmium, andmercury.
ABB anticipated the introduction ofthese directives and, in accordance withRoHS, it has abolished the use of haz-ardous materials such as cadmium in itsproducts. In the UK and Finland, ABBhas already piloted product take-backschemes for obsolete variable-speeddrives and electrical motors, complyingwith the requirements of WEEE.
Up to 90 percent, by weight, of ABB’sdrives can be reused or recycled. Where
recycling is not possible, ABB and itschannel partners will dispose of redun-dant products and components accord-ing to local legislation.
As well as WEEE and RoHS, the EU isdrafting a new ‘Eco-design requirementsfor Energy using Products’ directive.The directive is designed to encouragemanufacturers, when designing prod-ucts, to take environmental impacts intoconsideration throughout the entireproduct lifecycle. It is generally believedthat over 80 percent of all product-re-lated environmental impacts are deter-mined during the product design phase.Integrating environmental considera-tions as early as possible into the prod-uct development process is seen as themost effective way of introducingchanges and improvements to products.This in turn would accelerate the movetowards improving the environmentalperformance of energy-using products.
Working with the Technical Universityof Tampere in Finland, ABB has pre-pared a study of how well today’s ACdrives fulfil the requirements of this
draft legislation. It concludes that ABB’scurrent products have already meet al-most all the future needs of the directive.
Getting the message acrossWith directives soon in place and re-ports, articles, papers and documents inabundance all relaying the same basicmessage: saving energy contributesenormously to protecting the environ-ment as well as saving money, it maybe surprising to learn that many compa-nies still do not have a strategy thatdeals with environmental issues.
In Germany, for example, many bigcompanies are very committed to savingenergy, while many others have yet toadopt it as part of their thinking. Even agovernment ‘Eco Tax’ imposed on elec-tricity used by the manufacturing indus-try failed to get some companies intothe energy-saving mindset.
Working together Together with ZVEI, the German Electri-cal and Electronic Manufacturers' Associ-ation, ABB is doing its bit to try and pro-mote this message. As part of its environ-mental commitment, ABB Germany playsan active role in Global Compact, a UNorganization that promotes sustainability.
ABB in Finland is working in much thesame way by co-operating with the na-tional energy offices to promote energysaving in motor-driven systems.
ABB in Italy was rewarded at EcoAmbi-ente Laigueglia, the first national Italianevent devoted entirely to environmentalcommunication, for its efforts in pro-moting EPDs. By promoting EPDs, thecompany is helping managers make en-vironmentally responsible purchases.
In 2003, Pirelli held a conference for itsglobal energy managers, and ABB wasinvited to host a seminar about energy-saving techniques and technologies. Us-ing case studies of real contracts, thecompany showed Pirelli what it couldachieve. As a result of the seminar, ABBwas invited to a Pirelli factory in Turinto investigate its energy usage and ad-vise on the installation of variable-speeddrives.
90
80
70
60
50
40
30
20
10
0
Ene
rgy
savi
ngs
[TW
h]
93 94 95 96 97 98 99 00 01 02 03
Year
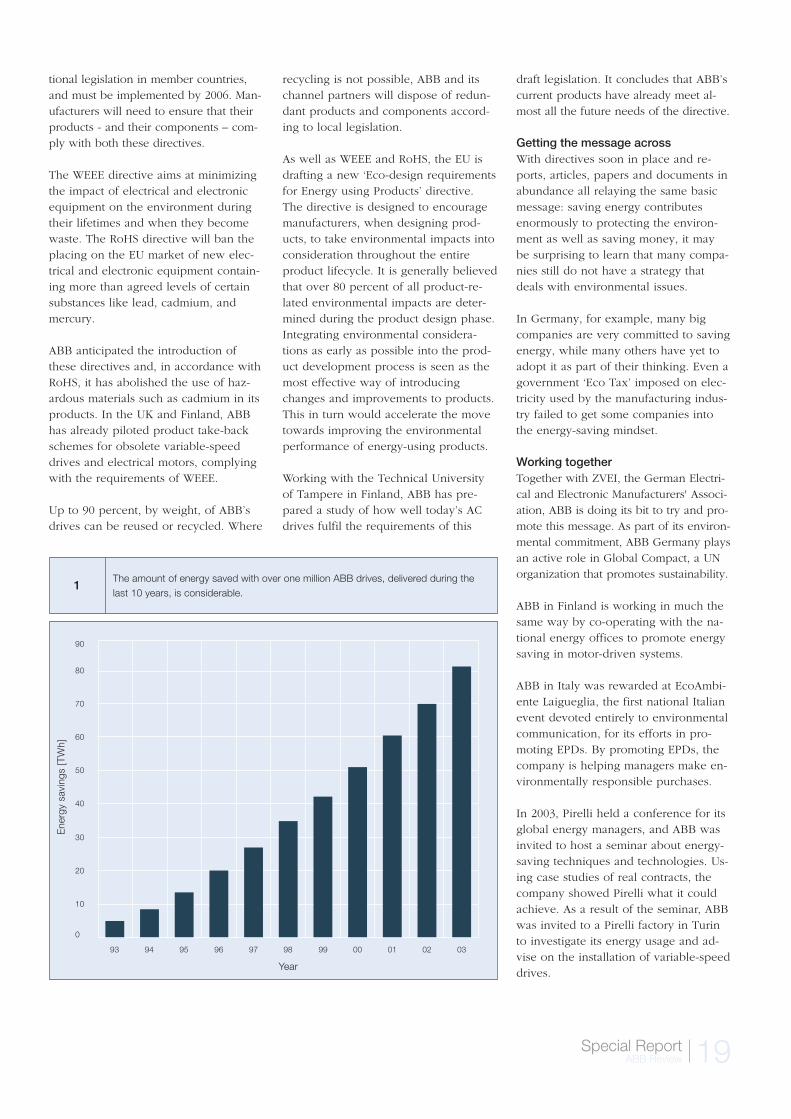
The amount of energy saved with over one million ABB drives, delivered during thelast 10 years, is considerable.
1

20 Special ReportABB Review
The Italian government is working hardto promote energy saving by introduc-ing a scheme to encourage the installa-tion of energy-saving plants. It has setup an organization to study installationsproposed by companies. If the proposalis approved, the company is awarded acertificate showing how many tons ofoil equivalent the plant will save. Thiscertificate, when presented to the elec-tricity supplier, entitles the company toa reduction in its electricity bill. Together with the trade organizationUCIREV, ABB has proposed an alterna-tive scheme, similar to that adopted inthe UK. Products would have an energysaving certificate, and companies buyingthe products would qualify for reduc-tions on energy tax.
Recently, ABB has become an officialendorser of the European Commission’s
Akseli Savolainen
ABB OyHelsinki, Finland.
Motor Challenge Programme (MCP).MCP [1] is the Commission’s voluntaryscheme to encourage the use of high-efficiency motor-driven systems through-out the industry. MCP endorsers areapproved equipment suppliers and otherorganisations that are committed tohelping end users reach their energyefficiency targets.
Energy saving in practiceABB is working extremely hard to help customers reduce their energyconsumption. For example, ABB Italyhas sent a CD containing an energy-saving calculation tool to thousands of energy users around Italy. Thisenergy saving calculation tool usesinformation about a company’s pumpsand fans as input, and calculates thepayback time if variable-speed driveswere installed.
Another example is ABB’s six-step en-ergy-saving plan [2] designed to helpcustomers find their energy ‘glutton’applications. Launched by ABB in theUK to coincide with the introduction ofthe UK Government’s climate changelevy, the six-step energy-saving planhas won industry awards for its innova-tive approach to helping customerssave on their energy costs.
ABB is looking after its own future andthat of its customers, while at the sametime ensuring that people everywherehave a future to look forward to.
References
[1] http://energyefficiency.jrc.cec.eu.int/motorchallenge
[2]: http://www.abb.co.uk/global/gbabb/gbabb903.nsf/0/d235c048a8898394c1256c5d0055b00b?OpenDocument
21Special ReportABB Review
Improving motor efficiency
Steve Ruddell
Energy efficiency has never been higher on the agenda as it is today. Fossil fuels are
diminishing, demand is growing and environmental aspects are setting new standards.
This means that energy prices are under a lot of pressure. The same problem applies
to electricity. In fact, emission trading legislation within the European Union could raise
the price of electricity by up to a third.

22 Special ReportABB Review
T he cost of energy is concerningmajor energy users in industry, who
increasingly see energy use reduction as a key to improving their profitabilityin an increasingly competitive world.
An estimated 65 percent of industrialenergy is used by electric motors, andso they are an obvious target for atten-tion. Energy consumption by electricmotors can be reduced in two mainways – efficient control of the speed atwhich they run, and making the motorsthemselves more efficient. Design andproduction of motors and the drivesthat control them are both areas of ex-pertise for ABB, and we clearly have aresponsibility to bring this expertise tobear in an effort to reduce the environ-mental impact that motors have.
Optimum motor speed brings best efficiencyBy far the most effective method of con-trolling a motor’s speed is through theuse of variable speed drives . How-ever, much control is still performedwith throttling valves in pump systemsor vanes in fan applications, while thedemands for rotating machinery aresolved by gears or belt drives. Speedcontrol with belt drives, gearboxes andhydraulic couplings all add to the ineffi-ciency of the system to varying degrees,and require the motor to run at fullspeed all of the time. In addition, me-chanical drives can be noisy as well asdifficult to service, situated as they arebetween the motor and the driven ma-chinery. These arrangements often seemcost-effective at first sight, but they areenergy wasters.
Imagine trying to regulate the speed ofyour car by keeping one foot on theaccelerator and the other on the brake.Running a motor at full speed whilethrottling the output has the sameeffect; a part of the produced outputimmediately goes to waste. Of that esti-mated 65 percent trial energy used byelectric motors, some 20 percent is lostby wasteful throttling mechanisms.
In fact, so much energy is wasted byinefficient constant speed and mechani-cal control mechanisms that every in-
1
of full power, and 50 percent flowrequires (0.5)3 = 12.5 percent of thepower.
As a small reduction in speed can makea big difference in the energy consump-tion, and as many fan and pump sys-tems run at less than full capacity a lotof the time, a variable speed drive canproduce huge savings. This is particu-larly so when compared to a motor thatis continuously running at full speed.
The efficiency of motors and drives hasimproved considerably over the years.Motors have improved in efficiency byan average of 3 percent over the lastdecade, while ABB AC drives deliveredin the past ten years for the speed con-trol of pumps and fans are estimated toreduce electricity consumption by about81,000 GWh per year worldwide. Thismeans that ABB AC drives now in usereduce global CO2 emissions by over 68 million tonnes every year, equivalentto the emissions of a country the size ofFinland, with a population of over fivemillion people.
If we replace an average 1980s motorand frequency converter with an ABBhigh-efficiency motor and an ABB drive,
dustrialized nation around the worldcould make several power stationsredundant simply by using variablespeed drives instead. In the right appli-cations, variable speed drives can makea huge difference.
In pump and fan applications , usingvariable-speed drives can cut the energybill by as much as 60 percent. A pumpor fan running at half speed consumesonly one-eighth of the energy comparedto one running at full speed. Or, putdifferently: the power required to run apump or a fan is proportional to thecube of the speed. This means that if100 percent flow requires full power, 75 percent requires (0.75)3 = 42 percent
2
Of the estimated 65 percent ofindustrial energyused by electricmotors, some 20 percent is lostby wasteful throt-tling mechanisms.
Variable-speed drives offer the most effective method of controlling a motor’s speed,thereby contributing significantly to energy saving.
1

23Special ReportABB Review
the payback time due to lowerenergy consumption is a fewyears, depending on annualoperating hours and energyprice. This points to a greatpotential replacement marketas users seek to improve theirenergy consumption.
And when an 11-kW motordrive is replaced, annual CO2
emissions are reduced by sixtonnes! To this end, ABB hasbeen selling standard motorsfrom 11 kW upward only in the best efficiency classdefined by the EU.
Regulating the motor speedhas the added benefit that iteasily accommodates production riseswithout extra investment, as speed in-creases of 5–20 percent are not a prob-lem with an AC variable speed drive. Bymatching the performance of the motorto the needs of the process, variablespeed drives can give major savings,compared to the wasteful practice ofrunning the motor at full speed againsta restriction to modulate output. In anideal world, we would be approachingthe point where energy was appliedwith pinpoint accuracy when and whereneeded, and never wasted.
Despite these obvious energy saving ad-vantages, 97 percent of all motors in ap-plications under 2.2 kW have no formof speed control at all, equating to some37 million industrial motors sold annu-ally worldwide.
In the past, this might have been under-standable, as a small drive cost in theregion of US$500 per kW. But over thepast few years, drives across the rangehave become smaller and cheaper, andnow start at around US$ 150 per kW.This can make investment in a variable-speed drive a viable proposition onenergy grounds alone.
The new generation of drives is smallerand so installation might be possible inplaces where a space constraint was anissue in the past. They are also moreenergy efficient than their predecessors.
An example of these smaller, cheaperdrives is the range of ABB componentdrives; these are being used in new,small-scale operations where no onewould have thought of employing a vari-able-speed drive in the past, such as pot-ters’ wheels, spa baths and oven hobs. Itis estimated that 40 percent of the value(and 90 percent in units) of all drivesshipped are rated at less than 40 kW.
ABB is leading the way in developingdrive technology, with radical new con-trol techniques such as Direct TorqueControl (DTC). A feature of DTC whichcontributes directly to energy efficiencyis motor flux optimization, whichgreatly improves the efficiency of thetotal drive, the controller and the motorin pump andfan applica-tions. Thedrives them-selves arebecomingleaner too, notonly smaller insize but moreenergy effi-cient to manufacture, with smallercircuit boards and enclosures made ofrecyclable plastic.
ABB drives in useA case in point is the German companyStadtwerke Strausberg, which operatesthe district heating scheme in the town
of Strausberg, 30 km east ofBerlin. Its 86-MW power plantproduces 190,000 MWh ofheating energy, distributedthrough a 32-km distributionnetwork with seven substa-tions, to most official build-ings and 50 percent of theprivate households in thetown. The company decidedto upgrade its control system,which was using throttlingvalves, to one with variablespeed drives.
Using the throttling valves toreduce flow increased thehead, making the system lessefficient as the pump workedharder to overcome the extra
head. Temperature changes were toolarge and fast, and high pressurethrough the control valves caused lossand noise.
The system is now equipped with vari-able speed drives, and works on theprinciple of keeping constant pressurein the network. When temperaturesdrop, the thermostat valves open, caus-ing the pressure to fall and the pressuretransmitter output signal to decrease.This increases the pump speed and thehigher flow rate increases the waterpressure until a control loop balance isreached.
The annual pumping energy consump-tion was about 550 MWh using throt-
tling valves,but that wasreduced to230 MWhwhen variablespeed con-trolled pumpswere usedthroughoutthe year. The
payback period of the variable-speedcontrol system was 12 months.
The next step – motor efficiencyThe other major energy efficiencystrategy is to make the motors them-selves more energy efficient andencourage companies to use them.
In pump and fan applications, variable speed drivescontribute to large energy savings, which in turn impactsthe environment.
2
Because variable-speeddrives across the range aresmaller and cheaper thanever before, investing in themis a viable proposition onenergy grounds alone.
24 Special ReportABB Review
The Danish Energy Agency is one ofthe leading organizations in this field. Ithas published a list of high efficiencymotors and offers subsidies for motorspurchased from this list: US$ 10 perkilowatt for both new plant and forreplacements. It promotes this schemedirect to the 4000 largest end users ofmotors.
The USA and Canada have introducedthe Energy Policy and Conservation Act(EPAct). Among other legislation to im-prove the envi-ronment, itspecifically tar-gets motorsfrom 0.75 to 150kW as primecandidates forimprovement. Ithas adopted ascheme similarto the Danishone, with a list of high-efficiency motorspublished and reduced electricity tariffsfor users of these motors.
The US Department of Energy alsorequires the efficiency rating to be in-dicated on the motor nameplate, theenergy efficiency to be displayed promi-nently in all literature and marketingmaterial, and the inclusion of other
markings to facilitate the enforcement ofenergy efficiency standards. Failure tocomply with these requirements carriessevere penalties.
The European Union has continued itsenergy efficiency policies under the EIE'sSAVE subprogram. SAVE focuses on in-dustrial facilities and buildings, especiallywhere energy intensive processes playan important role. This includes volun-tary agreements with branches of indus-try and companies to reduce energy con-
sumption andCO2 emissions.
The EU is alsoworking withCEMEP, theEuropeanCommittee ofManufacturersof ElectricalMachines and
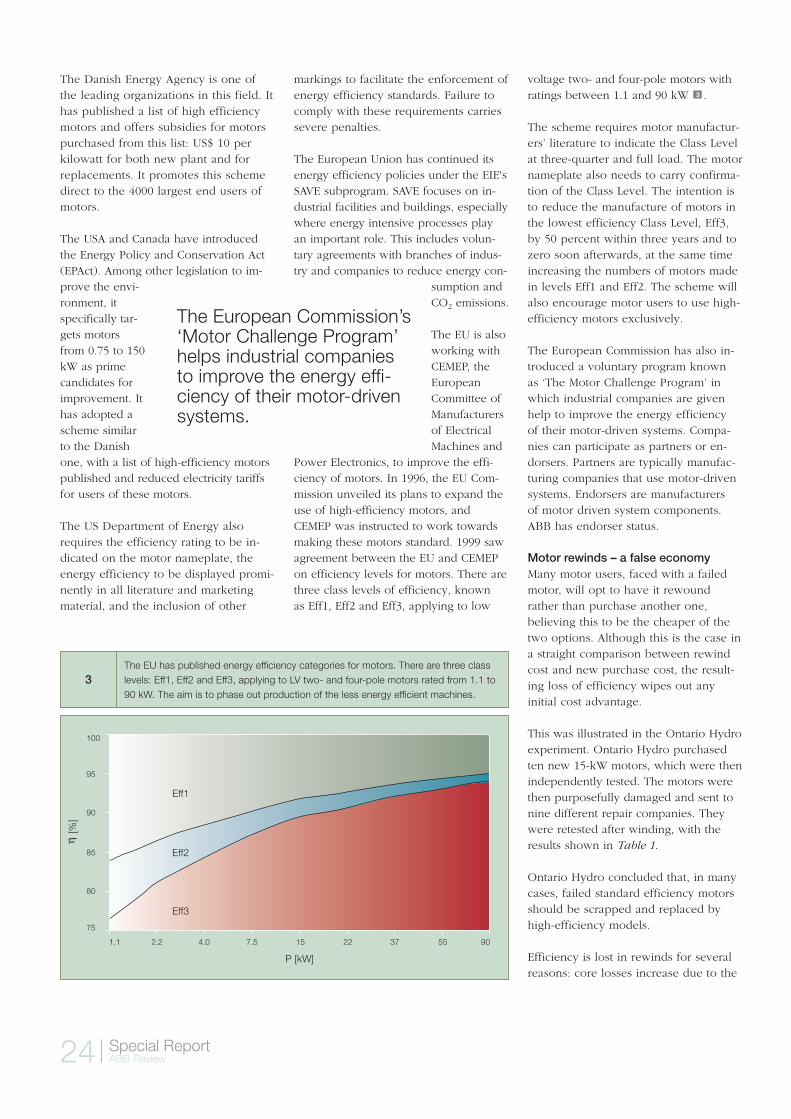
Power Electronics, to improve the effi-ciency of motors. In 1996, the EU Com-mission unveiled its plans to expand theuse of high-efficiency motors, andCEMEP was instructed to work towardsmaking these motors standard. 1999 sawagreement between the EU and CEMEPon efficiency levels for motors. There arethree class levels of efficiency, known as Eff1, Eff2 and Eff3, applying to low
voltage two- and four-pole motors withratings between 1.1 and 90 kW .
The scheme requires motor manufactur-ers’ literature to indicate the Class Levelat three-quarter and full load. The motornameplate also needs to carry confirma-tion of the Class Level. The intention isto reduce the manufacture of motors inthe lowest efficiency Class Level, Eff3,by 50 percent within three years and tozero soon afterwards, at the same timeincreasing the numbers of motors madein levels Eff1 and Eff2. The scheme willalso encourage motor users to use high-efficiency motors exclusively.
The European Commission has also in-troduced a voluntary program known as ‘The Motor Challenge Program’ inwhich industrial companies are givenhelp to improve the energy efficiency of their motor-driven systems. Compa-nies can participate as partners or en-dorsers. Partners are typically manufac-turing companies that use motor-drivensystems. Endorsers are manufacturers of motor driven system components.ABB has endorser status.
Motor rewinds – a false economyMany motor users, faced with a failedmotor, will opt to have it rewoundrather than purchase another one,believing this to be the cheaper of thetwo options. Although this is the case ina straight comparison between rewindcost and new purchase cost, the result-ing loss of efficiency wipes out anyinitial cost advantage.
This was illustrated in the Ontario Hydroexperiment. Ontario Hydro purchasedten new 15-kW motors, which were thenindependently tested. The motors werethen purposefully damaged and sent tonine different repair companies. Theywere retested after winding, with theresults shown in Table 1.
Ontario Hydro concluded that, in manycases, failed standard efficiency motorsshould be scrapped and replaced byhigh-efficiency models.
Efficiency is lost in rewinds for severalreasons: core losses increase due to the
3
The European Commission’s‘Motor Challenge Program’helps industrial companies to improve the energy effi-ciency of their motor-drivensystems.
100
95
90
85
80
75
[%]
1.1 2.2 4.0 7.5 15 22 37 55 90
P [kW]
The EU has published energy efficiency categories for motors. There are three classlevels: Eff1, Eff2 and Eff3, applying to LV two- and four-pole motors rated from 1.1 to90 kW. The aim is to phase out production of the less energy efficient machines.
3
Eff1
Eff2
Eff3
25Special ReportABB Review
high temperatures experienced duringfailure; stripping the motor for repairalso damages the laminations; copperlosses increase because of the practiceof using smaller conductors, increasingI2R losses; finally, fitting of universalcooling fans, which may not be de-signed for the particular motor, leads toan increase in windage losses.
This decrease in efficiency and the con-sequent increased running cost makesthe rewinding of motors not such anattractive option as it might first appear,as Table 2 illustrates.
As can be seen from the figures, pur-chasing a new ABB motor results in asaving of US$ 690 over the first year.
Improving motor efficiencyWhat can be done to improve motorefficiency? Designers can minimizelosses by improving the design of fea-tures that give rise to the main losses inthe motor. The greatest losses are theiron losses that occur in the rotor andstator, accounting for 50 percent of thetotal loss. This can be improved byusing low loss steel and thinner lamina-tions. Copper losses account for 20 per-cent. Using an optimum slot fill designand larger conductors can reduce these.Bearing friction and windage lossestotal 23 percent and can be reduced byusing a smaller cooling fan. Stray losses,which account for 7 percent of the total,
or rewind decision can be made longbefore failure occurs – there need tobe clear guidelines for all responsiblepersonnel.
High efficiency also means improvedreliability and less downtime and main-tenance. Lower losses give:
Better tolerance to thermal stressesresulting from stalls or frequent start-ing.Increased ability to handle overloadconditions.
Table 1
Results of tests carried out on 15-kW
motors rewound at nine different repair
companies
Motor Efficiency change %
1 – 3.42 – 0.93 – 0.64 – 0.35 – 1.06 – 0.77 – 0.48 – 0.99 – 1.5
Average – 1.1
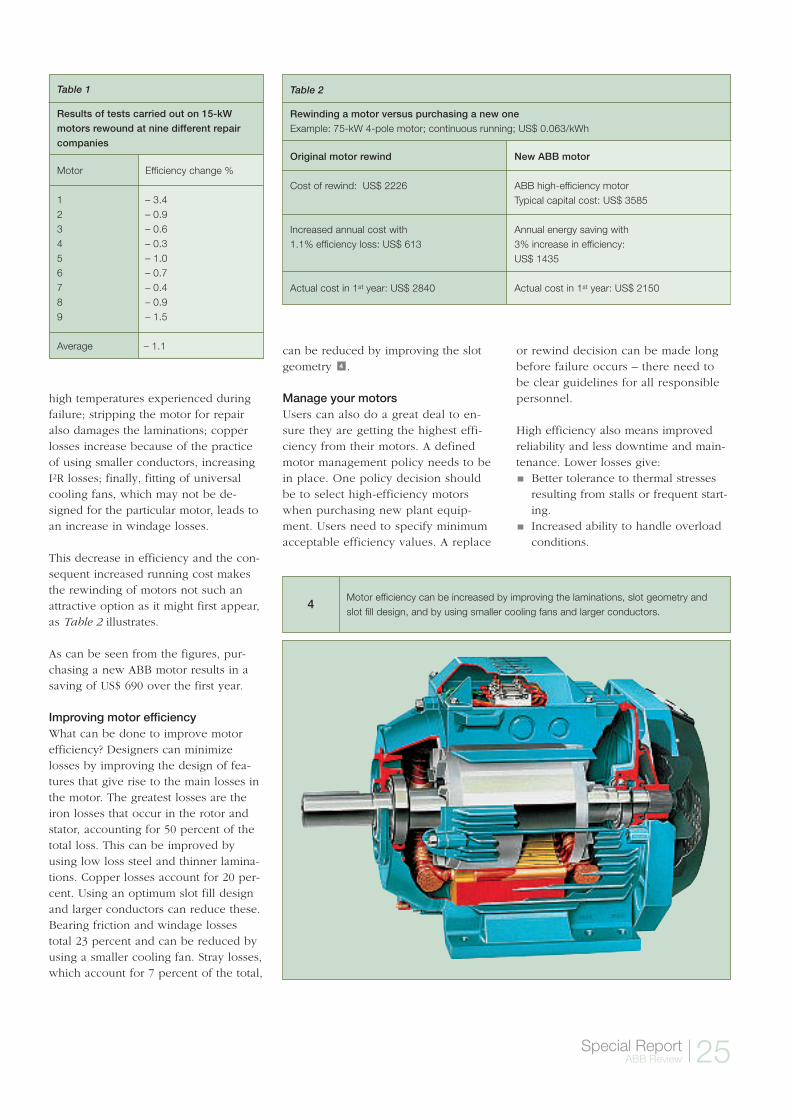
Motor efficiency can be increased by improving the laminations, slot geometry andslot fill design, and by using smaller cooling fans and larger conductors.
4
Table 2
Rewinding a motor versus purchasing a new one
Example: 75-kW 4-pole motor; continuous running; US$ 0.063/kWh
Original motor rewind New ABB motor
Cost of rewind: US$ 2226 ABB high-efficiency motorTypical capital cost: US$ 3585
Increased annual cost with Annual energy saving with 1.1% efficiency loss: US$ 613 3% increase in efficiency:
US$ 1435
Actual cost in 1st year: US$ 2840 Actual cost in 1st year: US$ 2150
can be reduced by improving the slotgeometry .
Manage your motorsUsers can also do a great deal to en-sure they are getting the highest effi-ciency from their motors. A definedmotor management policy needs to bein place. One policy decision shouldbe to select high-efficiency motorswhen purchasing new plant equip-ment. Users need to specify minimumacceptable efficiency values. A replace
4
26 Special ReportABB Review
Better resistance to abnormal operat-ing conditions, such as undervoltageand overvoltage or phase unbalance.Higher tolerance to poorer voltageand current wave shapes.
A motor management policy helps bringtogether capital, maintenance and rev-enue budgets, showing the effect theyhave on each other when differenttypes of motors are selected.
Users benefit from such a policythrough reduced energy costs, by up-grading to high-efficiency motors at themost cost-effective time. The forwardplanning inherent in the practice helpsreduce downtime and inventory canalso be reduced through a fast trackdelivery agreement.
The ABB wayWhat is ABB doing to reduce the nega-tive impact that its motors and driveshave on the environment? As well asconstantly developing and promoting theuse of high-efficiency motors and vari-able speed drives, ABB main-tains a close watch on the to-tal environmental cost of itsproducts. One of the mostuseful management tools inthis area is Life Cycle Assess-ment (LCA), which assessesand quantifies the environ-mental impact of productsduring their entire lifetime –from supply and manufac-ture to use by customers anddisposal of the products.
ABB’s corporate ResearchCentre in Västerås, Swedenhas been working for anumber of years to developmethods and capabilities inthe field of LCA. ABB, alongwith several other compa-nies, is supporting efforts todevelop objective methodsfor LCA through participa-tion in the Center for Envi-ronmental Assessment ofproduct and Material Sys-tems (CPM) in Gothenburg.CPM’s objective is to pro-vide industry with objective
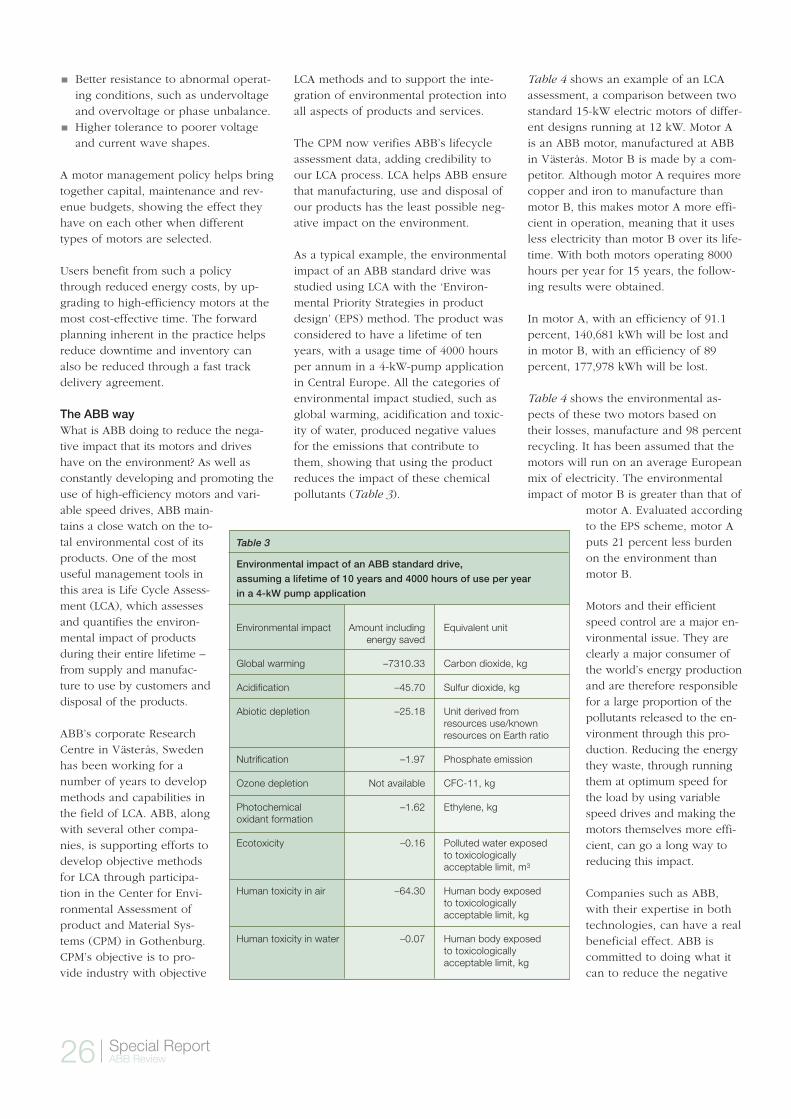
Table 4 shows an example of an LCAassessment, a comparison between twostandard 15-kW electric motors of differ-ent designs running at 12 kW. Motor A is an ABB motor, manufactured at ABBin Västerås. Motor B is made by a com-petitor. Although motor A requires morecopper and iron to manufacture thanmotor B, this makes motor A more effi-cient in operation, meaning that it usesless electricity than motor B over its life-time. With both motors operating 8000hours per year for 15 years, the follow-ing results were obtained.
In motor A, with an efficiency of 91.1percent, 140,681 kWh will be lost and in motor B, with an efficiency of 89percent, 177,978 kWh will be lost.
Table 4 shows the environmental as-pects of these two motors based ontheir losses, manufacture and 98 percentrecycling. It has been assumed that themotors will run on an average Europeanmix of electricity. The environmentalimpact of motor B is greater than that of
motor A. Evaluated accordingto the EPS scheme, motor Aputs 21 percent less burdenon the environment thanmotor B.
Motors and their efficientspeed control are a major en-vironmental issue. They areclearly a major consumer ofthe world’s energy productionand are therefore responsiblefor a large proportion of thepollutants released to the en-vironment through this pro-duction. Reducing the energythey waste, through runningthem at optimum speed forthe load by using variablespeed drives and making themotors themselves more effi-cient, can go a long way toreducing this impact.
Companies such as ABB,with their expertise in bothtechnologies, can have a realbeneficial effect. ABB iscommitted to doing what itcan to reduce the negative
Table 3
Environmental impact of an ABB standard drive,
assuming a lifetime of 10 years and 4000 hours of use per year
in a 4-kW pump application
Environmental impact Amount including Equivalent unitenergy saved
Global warming –7310.33 Carbon dioxide, kg
Acidification –45.70 Sulfur dioxide, kg
Abiotic depletion –25.18 Unit derived from resources use/known resources on Earth ratio
Nutrification –1.97 Phosphate emission
Ozone depletion Not available CFC-11, kg
Photochemical –1.62 Ethylene, kgoxidant formation
Ecotoxicity –0.16 Polluted water exposedto toxicologically acceptable limit, m3
Human toxicity in air –64.30 Human body exposed to toxicologically acceptable limit, kg
Human toxicity in water –0.07 Human body exposed to toxicologically acceptable limit, kg
LCA methods and to support the inte-gration of environmental protection intoall aspects of products and services.
The CPM now verifies ABB’s lifecycleassessment data, adding credibility toour LCA process. LCA helps ABB ensurethat manufacturing, use and disposal ofour products has the least possible neg-ative impact on the environment.
As a typical example, the environmentalimpact of an ABB standard drive wasstudied using LCA with the ‘Environ-mental Priority Strategies in productdesign’ (EPS) method. The product wasconsidered to have a lifetime of tenyears, with a usage time of 4000 hoursper annum in a 4-kW-pump applicationin Central Europe. All the categories ofenvironmental impact studied, such asglobal warming, acidification and toxic-ity of water, produced negative valuesfor the emissions that contribute tothem, showing that using the productreduces the impact of these chemicalpollutants (Table 3).
27Special ReportABB Review
impact of our products on the environ-ment, demonstrated by our adoption ofthe environmental standard ISO 14001,which helps companies establish andmaintain environmental managementsystems. The environmental departmentof the Swedish Standards Institution hasrecognized ABB as being in the fore-front of environmental managementsystems.
For our customers, of course, energyefficiency is not just an environmentalissue. It has a real effect on their costsand therefore their profitability andcompetitiveness. Environmental pres-sures and sound business economicsare driving forward the development of motors and drives, improving thetechnology for the benefit of all.
Steve Ruddell
ABB Automation LtdWarrington, United Kingdom.
Table 4
Environmental impact of two standard 12-kW motors of different designs.
Motor A is from ABB.
Environmental aspects Motor A: 12 kW Motor B: 12 kWover full lifecycle 91.1% efficiency 89% efficiency
Use of resources
Coal (kg) 16,370 20,690Gas (kg) 2,070 2,620Oil (kg) 3,240 4,090Steel (kg) 27 24Copper (kg) 0.9 0.8Aluminium (kg) 4 4Silicon (kg) 1.1 1.0
Emissions
Carbon dioxide (kg) 62.940 79.560Sulfur dioxide (kg) 495 626Nitrogen dioxide (kg) 136 172Hydrochloric acid 8.8 11.1Metals (g) 538 538Heavy metals (g) 1.1 1.1Solid waste (kg) 117 106Particles (kg) 30.4 38.4Other (kg) 12 15
Total EPS indices 8.260 ELU of which 10.430 of which 99.4% from operation 99.5% from operation
28 Special ReportABB Review
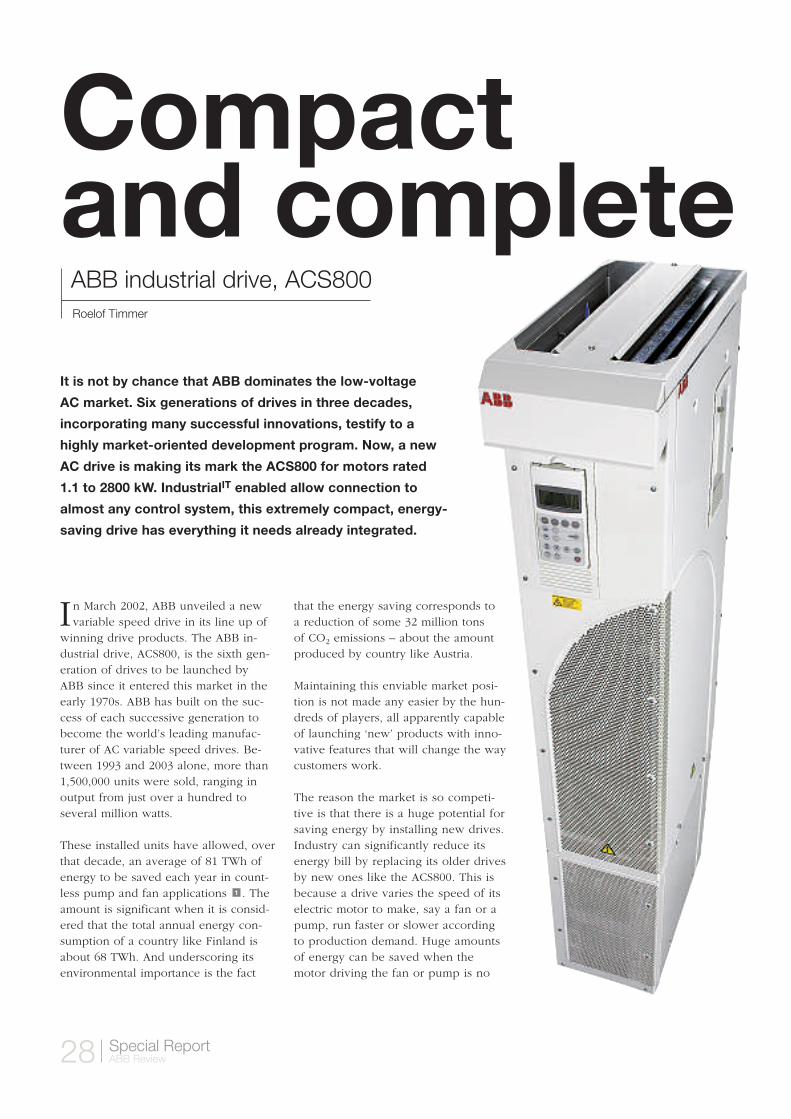
Compact and complete
Roelof Timmer
ABB industrial drive, ACS800
It is not by chance that ABB dominates the low-voltage
AC market. Six generations of drives in three decades,
incorporating many successful innovations, testify to a
highly market-oriented development program. Now, a new
AC drive is making its mark the ACS800 for motors rated
1.1 to 2800 kW. IndustrialIT enabled allow connection to
almost any control system, this extremely compact, energy-
saving drive has everything it needs already integrated.
In March 2002, ABB unveiled a newvariable speed drive in its line up of
winning drive products. The ABB in-dustrial drive, ACS800, is the sixth gen-eration of drives to be launched byABB since it entered this market in theearly 1970s. ABB has built on the suc-cess of each successive generation tobecome the world’s leading manufac-turer of AC variable speed drives. Be-tween 1993 and 2003 alone, more than1,500,000 units were sold, ranging inoutput from just over a hundred toseveral million watts.
These installed units have allowed, overthat decade, an average of 81 TWh ofenergy to be saved each year in count-less pump and fan applications . Theamount is significant when it is consid-ered that the total annual energy con-sumption of a country like Finland isabout 68 TWh. And underscoring itsenvironmental importance is the fact
1
that the energy saving corresponds to a reduction of some 32 million tons of CO2 emissions – about the amountproduced by country like Austria.
Maintaining this enviable market posi-tion is not made any easier by the hun-dreds of players, all apparently capableof launching ‘new’ products with inno-vative features that will change the waycustomers work.
The reason the market is so competi-tive is that there is a huge potential forsaving energy by installing new drives.Industry can significantly reduce itsenergy bill by replacing its older drivesby new ones like the ACS800. This isbecause a drive varies the speed of itselectric motor to make, say a fan or apump, run faster or slower accordingto production demand. Huge amountsof energy can be saved when themotor driving the fan or pump is no

29Special ReportABB Review
longer operating at full speed. Andwith only about 5 percent of the world’smotor population presently using vari-able speed drives, the market potentialis vast.
So in such a competitive market, whatis the secret of great innovative prod-uct design that keeps ABB in the num-ber one slot? And will the new ABBindustrial drive be capable of followingup on the impressive success of itsforerunners?
Understanding customer needsUnderstanding the customers’ needsand the markets in which they operateis the key to everything. While manyproduct features may appear good, ifthey do not make the life of the cus-tomer easier or save them money thenthe product will very quickly be dis-carded.
It is also important that customers un-derstand that initial acquisition cost isquite different to lifetime ownershipcost. Having a product that continues to
save money long after it has been pur-chased is an important factor that is of-ten overlooked.
Manufacturers, too, have to countcosts. Such is the intense competitionamong them that product price is un-der constant pressure. Drives are infact close to reaching their optimum interms of small size, maximum effi-ciency and ease of use. Adding valu-able featureswithout de-stroying theiraffordability isbecoming afine balancingact. As such,all costs in theproductionchain are now underscrutiny, frommanufacturingtechniques through to logistics. Eachhas to be carefully analyzed to ensurea truly competitive product is pro-duced.
Phased product developmentAt ABB, the development of any newproduct has to follow a strict code. Thecomplete cycle, from project initiationto market introduction, is broken downinto several phases, and progress to thenext phase is not possible until all re-quirements of the current phase havebeen fulfilled. Checklists exist for eachphase to guide project management.Also, each phase needs to be signed off by senior management before theproject team can begin work on thenext phase. This so-called ‘gate model’is an integral part of quality assurance.
A key element of product develop-ment’s first phase is a detailed marketsurvey to identify what the customerswant. Customer interviews are oneaspect of this, but ABB’s channel part-ners, such as OEMs, system integratorsand technical distributors, are alsoasked for their feedback.
With variable speed drives the conclu-sions of many surveys are often thesame. In a survey of 279 US readers, forexample, the trade magazine ControlEngineering asked what features weremost desired in variable speed drives.Sixty-three percent responded with‘simple controls and setups’, 45 percentsaid ‘a convenient operator interface’,45 percent mentioned ‘programmability’and 37 percent were concerned about‘pricing.’
Customer surveys conducted over thepast five years invariably show these
as the fourmost desiredfeatures. But to turn thisknowledgeinto innova-tive productdesign, it has to beenhanced byfield experi-ence anddetailed
knowledge of the way drives are in-stalled and operated. Building on itslarge installed base, ABB has come upwith a number of product innovations
Based on customer surveysand building on its largeinstalled base, ABB hascome up with a number ofproduct innovations whichhave been incorporated intothe ACS800 drive series.
90
80
70
60
50
40
30
20
10
0
Ene
rgy
savi
ngs
[TW
h]
93 94 95 96 97 98 99 00 01 02 03
Year
ABB is the world’s leading manufacturer of AC variable-speed drives. More than1,500,000 units were sold between 1993 and 2003, allowing an average of 81 TWhof energy to be saved each year in countless pump and fan applications.
1

30 Special ReportABB Review
and has incorporated these in the newACS800 series.
Ease of use, plus versatilitySomething that the surveys also showedwas that customers expect ease of use,even though the ACS800 is specificallydesigned to cope with the demandsmade on it by extruders, mixers,grinders, ski lifts, cranes, engine testrigs, winders, spinning machines, andso on. These applications are inherentlycomplex and require a certain amountof drive programming by engineers.
It is important, therefore, to clearly un-derstand what customers mean by ‘easeof use’. Are they concerned about howeasy the drive is to install or is the con-cern related to how easy the drive is tostart-up and commission?
Customers expect ‘ease of use’ in bothcases. The designers of the ACS800therefore set about addressing all theareas that would ensure this require-ment is met.
Industrial ITThe ABB industrial Drive, ACS800, is a building block in ABB’s Industrial ITarchitecture. As such, it adheres toIndustrial IT design standards and hasfunctionality built in that allows multi-ple products to interact seamlessly ascomponents of real-time automationand information systems. Since it isIndustrial IT enabled, the ACS800 canbe easily integrated in the Industrial ITarchitecture in a ‘plug and produce’manner.
Innovative cabling systemCabling drives can be time-consuming.And where time is money any tech-nique that reduces both is highly desir-able.
The dilemma is this: The power outputof drives is increasing while the drivesthemselves are becoming progressivelysmaller. However, the higher the powerrating the bigger the cables need to be.Technicians are finding it increasinglydifficult to connect the cabling, whichis still done by hand, as the drivesbecome smaller.
The ACS800 overcomes this problem byway of an innovative new cabling prin-ciple never before used with AC drives.The power supply and motor cables ofthe higher-power, bookshelf-styledrives are connected into a separate ca-bling pedestal that is bolted to the floor
. Once all the cabling is completed,the drive is wheeled over the pedestaland then locked into position . A bigadvantage of this method is that thepedestal can be fitted and tested beforethe drives are delivered. These are sim-ply slotted straight into position, readyfor commissioning.
The drive can also be easily removed atany time without having to disconnectthe cables. By speeding up mainte-nance and minimizing any processdowntime, this saves time as well asmoney.
ABB believes that one way of provingyou are the technology leader is tocreate the smallest drive. This raises the stakes in the marketplace, because
3
2
having the smallest drive and yet stillhaving all the necessary power elec-tronics inside, means that some cleverwork has been done.
ABB engineers were able to do this andovercome the problem of thick andheavy cables that do not bend easily,while at the same time ensuring goodaccess to the cabling.
From bookshelf to flat pack Another innovation is causing quite astir in the marketplace. It is so simplethat the question might well be askedwhy no one has thought of it before.
Most modern industrial plants haveonly limited floor space, and the driveindustry has responded by introducingso-called ‘bookshelf’ designs for itshigher-rated models. These are narrowenough to sit comfortably between cu-bicles in a control room.
But while customers in some marketsprefer the bookshelf construction be-
The ABB industrial drive, ACS800 makes use of an innovative new cabling principlenever before used with AC drives. The power supply and motor cables are connectedinto a separate cabling pedestal that is bolted to the floor.
2

31Special ReportABB Review
cause of the need to savefloor space, others don’thave that need and are moreinterested in drives with less depth. To satisfy bothrequirements, ABB’s solutionis to make the ACS800 book-shelf drive capable of beingturned through 90 degrees.The control panel, which isnormally on the front of thedrive, can then be attachedto the side.
The drive can either beinstalled conventionally –that is, bookshelf – with thecontrol panel on the front ofthe unit, allowing drives tobe placed side by side tosave space, or turned 90 de-grees and mounted flatagainst a wall with the con-trol panel moved to whatnow becomes the front ofthe drive. There is no needto specify the type ofmounting when ordering,because there are slots forthe control panel on eachside of the module, enabling the panelto be easily moved. No extra hardwareor wiring is needed.
Advanced technology – the key to compactnessThe new drive is narrow even by book-shelf standards. With 90 to 200 kW ver-sions measuring only 250 mm wide and200–500 kW units only 350 mm wide,for certain powers the ACS800 is onlyone sixth the width of its competitorsThe compactness and optional mount-ing were made possible by using thelatest technologies, such as new-gener-ation trench gate IGBTs and an innova-tive cooling system. This technology isa product of ABB’s heavy investment inR&D, and one of the reasons the com-pany is the leader in the field.
Ever since the launch in 1994 of DirectTorque Control (DTC) – a hugely inno-vative motor control technique –ABBhas been recognized as a key innovatorin drive technology. DTC is still theonly technology that ensures the fastest
The reduction in size ofmany of the parts meansthat components whichwould normally be addedexternally to the drive, cannow be fitted inside asstandard, thereby speedingup installation. Thus, thedrive comes with a large AC choke for drive protec-tion and harmonics filteringbuilt-in as standard. A brak-ing chopper, an RFI filter, a common mode filter formotor protection and up tothree plug-in type modulesfor optional functions canbe fitted inside the drive asaccessories.
Enclosure extensionFor applications that requireextra components, such ascontactors, fuse switches,etc, the ACS800-02 can havean enclosure extension fittedto it.
This gives users the optionof adding line-input extras
without having to install the drive in acabinet. The extension, which comeswith a fuse switch and a customerterminal block, features top entry andexit of cables. The enclosure can besupplied with any number of optionschosen by the customer.
Easy commissioning and advancedprogrammingIn keeping with the ‘ease of use’ theme,the entire ACS800 series features easiercommissioning through an intelligentcontrol panel known as a Start-upAssistant.
This is basically a keypad that guidesthe user through both start-up andcommissioning using plain-languagetext, rather than complex parameternumbers and codes.
The alphanumeric text is directly con-nected to the parameter numbers. Whatis really new is that the user can reachthe function he requires without know-ing parameter numbers. As with PCs,
torque and speed response for anydrive. And it achieves a high level ofmotor control without the need for anexpensive tachometer, which is oftenrequired to feed back signals in de-manding applications, for example inthe pulp and paper industry.
It is not just financial investment inR&D that is needed. To be the best inthis market, a company has to set thehighest targets imaginable. It must bewilling to take the risks and live withthe consequences of those risks be-cause not everything works. This is theonly way to be number one. It is es-sential that the design team work in an environment where all ideas areencouraged and are never, ever talkeddown.
A further example of innovative engi-neering from ABB is the computermodeling of the airflow around the heatsink. This has resulted in a smaller heatsink with increased airflow capacity forimproved cooling.
After the cabling has been completed, the drive iswheeled over the pedestal and then locked into position.
3

32 Special ReportABB Review
many things can now be done withoutwondering about which numbers toselect.
When the drive is first switched on itrecognizes whether or not it has beencommissioned before, and if not asksthe question: “Do you want to use the startup wizard?” From here, it is alogical, step-by-step procedure withplenty of ‘help’ options along the way.
The ACS800 is the only AC drive thathas an intelligent control panel of thiskind. No questions are asked that couldbe irrelevant to the task being under-taken. For example, after the user hasselected the application and controlmode only questions related to therelevant application macro and motorcontrol technology will be asked.
In conjunction with the easy start-upand commissioning, ABB has intro-duced adaptive programming, whichincreases the intelligence of the drivethrough custom applications or customdrive programming. This shifts the intel-ligence in the application, traditionallydone through PLCs, to the drive.
Adaptive programming consists of a set of blocks that can be programmedto perform any operation from a prede-fined set of functions.
The hidden success factorThere is, however, another interpreta-tion of the words ‘ease of use.’ Besidesexpecting products to be easy to use,customers are also demanding that thecompanies who make the products areeasy to work with.
ABB has discovered that this can bethe difference between making orbreaking sales, and that it is becomingas important as product features interms of its ability to persuade a cus-tomer to buy a drive.
It means providing ever-higher levelsof technical customer service. Eachcustomer installation is unique. Andwhile drives are simple to install anduse there can still be hurdles to over-
come within a customer’s plant. Suchissues include the effect of harmonics,electromagnetic compatibility (EMC),energy saving, application know-how,and the drive’s adaptability to cus-tomers’ specific needs. In each of theseareas, and many more, ABB has itselfadapted to the challenge, and incorpo-rated in the ACS800 features that willensure the company’s position as the
Roelof Timmer
ABB OyFinland
leading manufacturer of AC variable-speed drives now and in the future.
ABB’s family of industrial drives. Four wall-mounted units are shown in the foreground.

33Special ReportABB Review
the future of AC drivesIlpo Ruohonen
Technology is making drives smaller, more intelligent and cheaper
Smaller andsmarter
The
past 20
years have seen
some remarkable
advances in AC drives
technology. Miniaturiza-
tion is one of the most
striking developments, with a
tenfold decrease in volume over
the last decade alone.
As many technologies continue to evolve, R&D teams continue to work on
making drives even smaller and more affordable. But it is not only size
that matters. Engineers and scientists are designing drives that are
more intelligent, have better communications and are easier to install
and control. Such drives will open the door to many new applications
and provide ABB with a whole host of new market opportunities.
Smaller and cheaper drives from ABB are already finding new
applications as diverse as running machines and small cen-
trifuges used in honey production. These applica-
tions would simply not have been feasible or
cost-effective a few years ago.
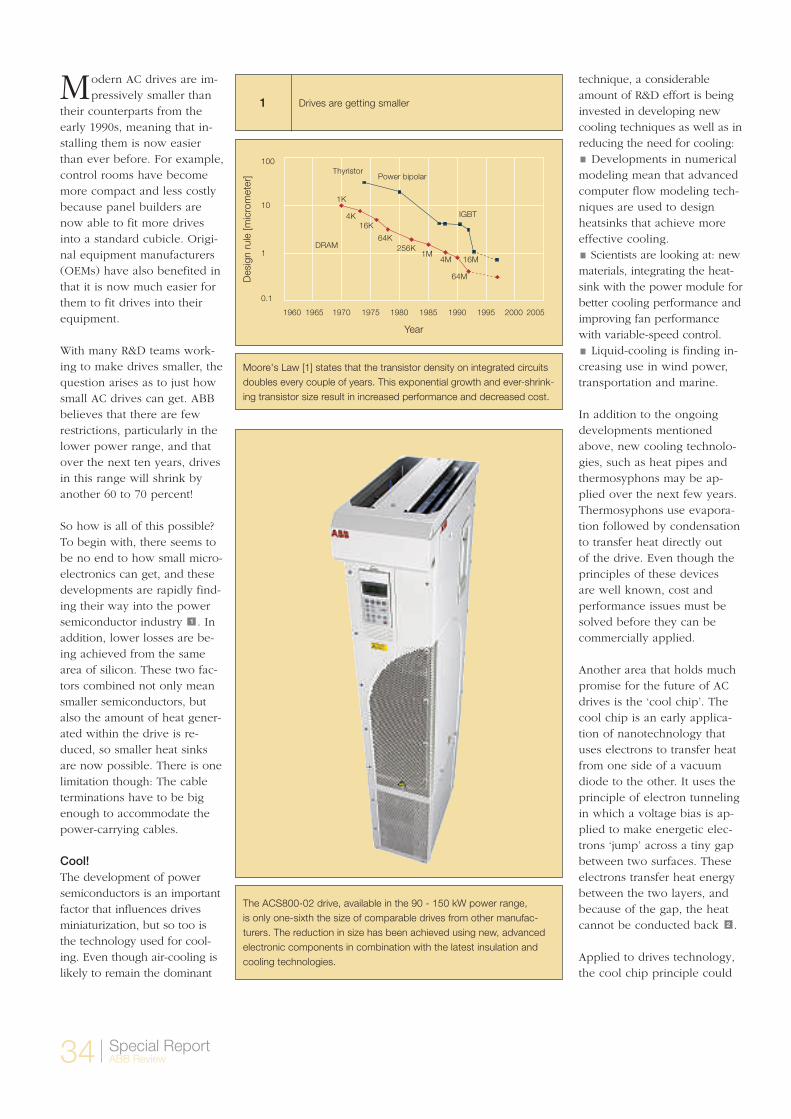
Modern AC drives are im-pressively smaller than
their counterparts from theearly 1990s, meaning that in-stalling them is now easierthan ever before. For example,control rooms have becomemore compact and less costlybecause panel builders arenow able to fit more drivesinto a standard cubicle. Origi-nal equipment manufacturers(OEMs) have also benefited inthat it is now much easier forthem to fit drives into theirequipment.
With many R&D teams work-ing to make drives smaller, thequestion arises as to just howsmall AC drives can get. ABBbelieves that there are fewrestrictions, particularly in thelower power range, and thatover the next ten years, drivesin this range will shrink byanother 60 to 70 percent!
So how is all of this possible?To begin with, there seems tobe no end to how small micro-electronics can get, and thesedevelopments are rapidly find-ing their way into the powersemiconductor industry . Inaddition, lower losses are be-ing achieved from the samearea of silicon. These two fac-tors combined not only meansmaller semiconductors, butalso the amount of heat gener-ated within the drive is re-duced, so smaller heat sinksare now possible. There is onelimitation though: The cableterminations have to be bigenough to accommodate thepower-carrying cables.
Cool!The development of powersemiconductors is an importantfactor that influences drivesminiaturization, but so too isthe technology used for cool-ing. Even though air-cooling islikely to remain the dominant
1
technique, a considerableamount of R&D effort is beinginvested in developing newcooling techniques as well as inreducing the need for cooling:
Developments in numericalmodeling mean that advancedcomputer flow modeling tech-niques are used to designheatsinks that achieve moreeffective cooling.
Scientists are looking at: newmaterials, integrating the heat-sink with the power module forbetter cooling performance andimproving fan performancewith variable-speed control.
Liquid-cooling is finding in-creasing use in wind power,transportation and marine.
In addition to the ongoingdevelopments mentionedabove, new cooling technolo-gies, such as heat pipes andthermosyphons may be ap-plied over the next few years.Thermosyphons use evapora-tion followed by condensationto transfer heat directly out of the drive. Even though theprinciples of these devices are well known, cost andperformance issues must besolved before they can becommercially applied.
Another area that holds muchpromise for the future of ACdrives is the ‘cool chip’. Thecool chip is an early applica-tion of nanotechnology thatuses electrons to transfer heatfrom one side of a vacuumdiode to the other. It uses theprinciple of electron tunnelingin which a voltage bias is ap-plied to make energetic elec-trons ‘jump’ across a tiny gapbetween two surfaces. Theseelectrons transfer heat energybetween the two layers, andbecause of the gap, the heatcannot be conducted back .
Applied to drives technology,the cool chip principle could
2
34 Special ReportABB Review
100
10
1
0.1
Des
ign
rule
[mic
rom
eter
]
1960 1965 1970 1975 1980 1985 1990 1995 2000 2005
Year
Drives are getting smaller1
Moore's Law [1] states that the transistor density on integrated circuitsdoubles every couple of years. This exponential growth and ever-shrink-ing transistor size result in increased performance and decreased cost.
DRAM
ThyristorPower bipolar
1K
4K16K
64K256K
1M4M 16M
64M
IGBT
The ACS800-02 drive, available in the 90 - 150 kW power range, is only one-sixth the size of comparable drives from other manufac-turers. The reduction in size has been achieved using new, advancedelectronic components in combination with the latest insulation andcooling technologies.
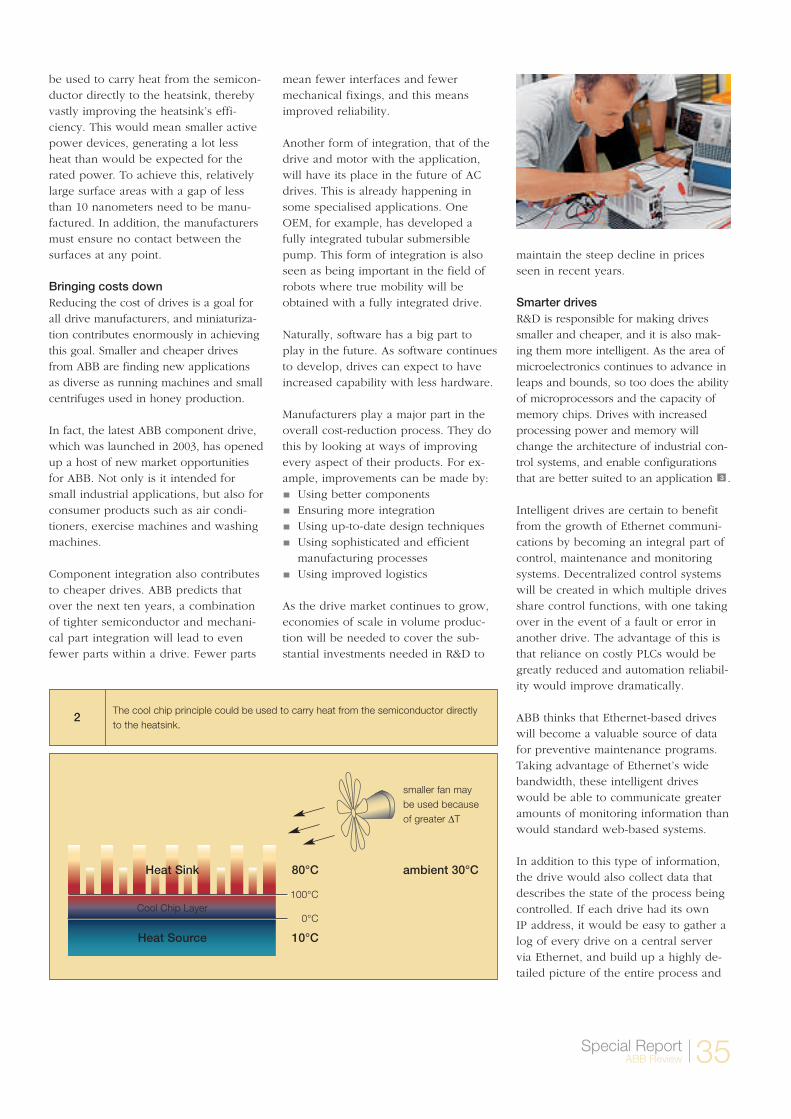
35Special ReportABB Review
be used to carry heat from the semicon-ductor directly to the heatsink, therebyvastly improving the heatsink’s effi-ciency. This would mean smaller activepower devices, generating a lot lessheat than would be expected for therated power. To achieve this, relativelylarge surface areas with a gap of lessthan 10 nanometers need to be manu-factured. In addition, the manufacturersmust ensure no contact between thesurfaces at any point.
Bringing costs downReducing the cost of drives is a goal forall drive manufacturers, and miniaturiza-tion contributes enormously in achievingthis goal. Smaller and cheaper drivesfrom ABB are finding new applicationsas diverse as running machines and smallcentrifuges used in honey production.
In fact, the latest ABB component drive,which was launched in 2003, has openedup a host of new market opportunitiesfor ABB. Not only is it intended for small industrial applications, but also forconsumer products such as air condi-tioners, exercise machines and washingmachines.
Component integration also contributesto cheaper drives. ABB predicts thatover the next ten years, a combinationof tighter semiconductor and mechani-cal part integration will lead to evenfewer parts within a drive. Fewer parts
mean fewer interfaces and fewermechanical fixings, and this meansimproved reliability.
Another form of integration, that of thedrive and motor with the application,will have its place in the future of ACdrives. This is already happening insome specialised applications. OneOEM, for example, has developed afully integrated tubular submersiblepump. This form of integration is alsoseen as being important in the field ofrobots where true mobility will beobtained with a fully integrated drive.
Naturally, software has a big part toplay in the future. As software continuesto develop, drives can expect to haveincreased capability with less hardware.
Manufacturers play a major part in theoverall cost-reduction process. They dothis by looking at ways of improvingevery aspect of their products. For ex-ample, improvements can be made by:
Using better components Ensuring more integration Using up-to-date design techniques Using sophisticated and efficientmanufacturing processes Using improved logistics
As the drive market continues to grow,economies of scale in volume produc-tion will be needed to cover the sub-stantial investments needed in R&D to
maintain the steep decline in pricesseen in recent years.
Smarter drivesR&D is responsible for making drivessmaller and cheaper, and it is also mak-ing them more intelligent. As the area ofmicroelectronics continues to advance inleaps and bounds, so too does the abilityof microprocessors and the capacity ofmemory chips. Drives with increasedprocessing power and memory willchange the architecture of industrial con-trol systems, and enable configurationsthat are better suited to an application .
Intelligent drives are certain to benefitfrom the growth of Ethernet communi-cations by becoming an integral part ofcontrol, maintenance and monitoringsystems. Decentralized control systemswill be created in which multiple drivesshare control functions, with one takingover in the event of a fault or error inanother drive. The advantage of this isthat reliance on costly PLCs would begreatly reduced and automation reliabil-ity would improve dramatically.
ABB thinks that Ethernet-based driveswill become a valuable source of datafor preventive maintenance programs.Taking advantage of Ethernet’s widebandwidth, these intelligent driveswould be able to communicate greateramounts of monitoring information thanwould standard web-based systems.
In addition to this type of information,the drive would also collect data thatdescribes the state of the process beingcontrolled. If each drive had its own IP address, it would be easy to gather alog of every drive on a central servervia Ethernet, and build up a highly de-tailed picture of the entire process and
3
The cool chip principle could be used to carry heat from the semiconductor directly to the heatsink.
2
smaller fan maybe used because of greater ∆T
Heat Sink 80°C
10°C
ambient 30°C
Cool Chip Layer100°C
0°C
Heat Source
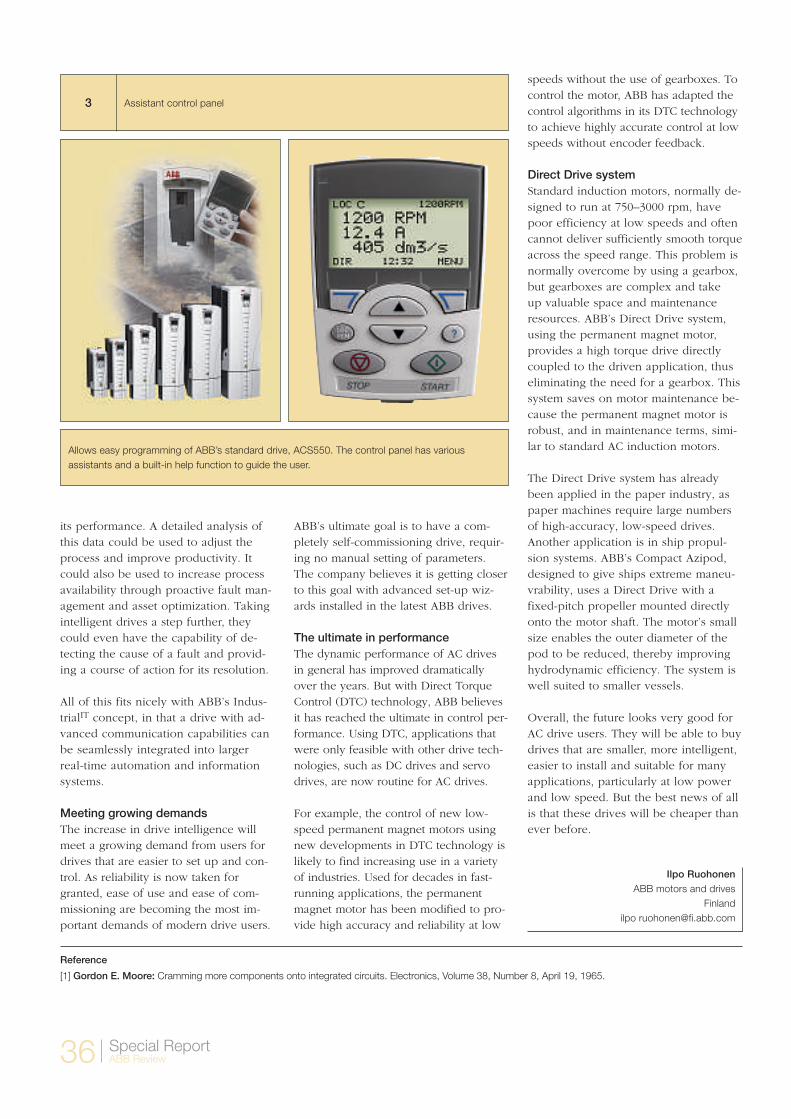
36 Special ReportABB Review
its performance. A detailed analysis ofthis data could be used to adjust theprocess and improve productivity. Itcould also be used to increase processavailability through proactive fault man-agement and asset optimization. Takingintelligent drives a step further, theycould even have the capability of de-tecting the cause of a fault and provid-ing a course of action for its resolution.
All of this fits nicely with ABB’s Indus-trialIT concept, in that a drive with ad-vanced communication capabilities canbe seamlessly integrated into largerreal-time automation and informationsystems.
Meeting growing demandsThe increase in drive intelligence willmeet a growing demand from users fordrives that are easier to set up and con-trol. As reliability is now taken forgranted, ease of use and ease of com-missioning are becoming the most im-portant demands of modern drive users.
ABB’s ultimate goal is to have a com-pletely self-commissioning drive, requir-ing no manual setting of parameters.The company believes it is getting closerto this goal with advanced set-up wiz-ards installed in the latest ABB drives.
The ultimate in performanceThe dynamic performance of AC drivesin general has improved dramaticallyover the years. But with Direct TorqueControl (DTC) technology, ABB believesit has reached the ultimate in control per-formance. Using DTC, applications thatwere only feasible with other drive tech-nologies, such as DC drives and servodrives, are now routine for AC drives.
For example, the control of new low-speed permanent magnet motors usingnew developments in DTC technology islikely to find increasing use in a varietyof industries. Used for decades in fast-running applications, the permanentmagnet motor has been modified to pro-vide high accuracy and reliability at low
Ilpo Ruohonen
ABB motors and drivesFinland
ilpo [email protected]
Reference
[1] Gordon E. Moore: Cramming more components onto integrated circuits. Electronics, Volume 38, Number 8, April 19, 1965.
speeds without the use of gearboxes. Tocontrol the motor, ABB has adapted thecontrol algorithms in its DTC technologyto achieve highly accurate control at lowspeeds without encoder feedback.
Direct Drive systemStandard induction motors, normally de-signed to run at 750–3000 rpm, havepoor efficiency at low speeds and oftencannot deliver sufficiently smooth torqueacross the speed range. This problem isnormally overcome by using a gearbox,but gearboxes are complex and take up valuable space and maintenanceresources. ABB’s Direct Drive system,using the permanent magnet motor,provides a high torque drive directlycoupled to the driven application, thuseliminating the need for a gearbox. Thissystem saves on motor maintenance be-cause the permanent magnet motor isrobust, and in maintenance terms, simi-lar to standard AC induction motors.
The Direct Drive system has alreadybeen applied in the paper industry, aspaper machines require large numbersof high-accuracy, low-speed drives.Another application is in ship propul-sion systems. ABB’s Compact Azipod,designed to give ships extreme maneu-vrability, uses a Direct Drive with afixed-pitch propeller mounted directlyonto the motor shaft. The motor’s smallsize enables the outer diameter of thepod to be reduced, thereby improvinghydrodynamic efficiency. The system iswell suited to smaller vessels.
Overall, the future looks very good forAC drive users. They will be able to buydrives that are smaller, more intelligent,easier to install and suitable for manyapplications, particularly at low powerand low speed. But the best news of allis that these drives will be cheaper thanever before.
Assistant control panel3
Allows easy programming of ABB’s standard drive, ACS550. The control panel has variousassistants and a built-in help function to guide the user.
37Special ReportABB Review
Jouni Ikäheimo
For many decades, permanent magnet technology has been used in smaller-scale applications, for exam-
ple in computer hardware drives and wristwatches, where its favorable weight-to-performance ratio is a
distinct advantage. Its use in bigger electrical machines, however, has not been all that common because
of the relatively high price of the magnets together with high manufacturing costs. But this is changing.
The increasing demand for new solutions for wind power generators and special motors for industries
such as pulp and paper, marine, traction and offshore has created new markets for electrical machines.
This in turn has focused attention on the high power density and high efficiency which can be achieved
using permanent magnet motors and generators.
ABB has been one of the pioneers in introducing this type of motor in larger sizes, and a good example
of its use is seen in marine propulsion. The company has also developed the permanent magnet motor
to provide high accuracy and reliability for industrial applications requiring high torque at low speed.
Permanent magnet technology has also opened the door for new solutions in wind power generators.
New rolesfor permanent magnet technology
38 Special ReportABB Review
The permanent magnet motor hasbeen around for quite a while, but
it is only now that this technology isbeing applied to large motors. Theirsmall size and high accuracy have, inthe past, made permanent magnetmotors the preferred type for use inwristwatches and computer hard drives.Today, the largest permanent magnetmotor weighs in at seven tons.
The actual motor design is a radial fluxconstruction, air or water-cooled, with apermanent magnet rotor. The tempera-ture of the permanent magnet rotorremains naturally low, allowing higherpower densities.
ABB’s permanent magnet motor is asynchronous motor, which, as there isno rotor slip (see box), provides betteraccuracy than standard, asynchronous,motors. In an asynchronous motor, theslip varies according to speed and load.With a synchronous motor, it is simplerto optimize the speed, while the elimi-nation of slip compensation improvesthe dynamic motor control.
Like all synchronous motors, the speedof this motor can only be controlledwith a variable-speed drive. Further-more, the synchronous motor controlmust be specifically developed for per-manent magnet flux control. ABB’sDirect Torque Control (DTC) methodhas been enhanced to achieve this.
Water-cooling gives higher power den-sity and compact drive cabinets, whilethe higher protection class enclosuresallow more freedom for drive placementby reducing the exposure of the drivecomponents.
Simplified synchronous motorconstructionThe construction of the traditional syn-chronous motor is more complicatedthan that of the asynchronous motor, soit requires more maintenance. However,the permanent magnets in the ABB mo-tor simplify its construction by creatinga constant flux in the air gap, therebyeliminating the need for the rotor wind-ings and the brushes normally used forexcitation in synchronous motors.
This has resulted in a motor that com-bines the high-quality performance ofthe synchronous motor with the robustdesign of the asynchronous inductionmotor. The motor is energized directlyon the stator by the variable-speed drive.
The synchronous motor can deliver morepower from a smaller unit. To power thein-drives, for example, of a paper ma-chine directly at 220 to 600 rpm with aconventional asynchronous motor wouldrequire a motor frame substantially largerthan that of a 1500-rpm motor. The newmotor type has, in most cases, the samesize or is even smaller than the existinginduction motor.
The permanent magnets are made fromneodymium iron boron (NdFeB) – thenewest magnetic material on the market.NdFeB is the most powerful magneticmaterial available at room temperature,with high values of flux density at veryhigh values of magnetization. It is alsoextremely resistant to demagnetization.Furthermore, NdFeB is less costly andbrittle than samarium cobalt, anotherrare earth material, that was used widelyin the 1980s.
Higher efficiency, less maintenanceand no gearbox!Standard induction motors, normally de-signed to run at 750–3000 rpm, are not
particularly well suited for low-speedoperation as their efficiency drops withthe reduction in speed. They may alsobe unable to deliver sufficiently smoothtorque across the lower speed range.
This is normally overcome by using agearbox. However, the gearbox is acomplicated piece of machinery thattakes up space and needs maintenanceas well as considerable quantities of oil.High performance at low speed issometimes achieved by using a DCdrive. Using a permanent magnet mo-tor, ABB has found a solution that com-pletely eliminates the gearbox. Thissolution will save on motor mainte-nance as the permanent magnet motoris very robust and the maintenance itrequires is similar to that for standardAC induction motors.
The combination of fewer componentsand simpler configuration reduces plantengineering hours, facilitates installation,allows more efficient use of floor space,and reduces spare part inventories.
Simpler configuration also improves theavailability of the production machin-ery. Less maintenance means fewerproduction interruptions and start-ups,decreased raw material waste, increasedend product quality and reduced wearin the production machinery. Mainte-
Rotor slip
The main difference between a synchronous motor and an asynchronous induction motor is that
the rotor of the former is magnetized and turns at the same speed as the rotating magnetic field.
The synchronous speed of a motor is that speed it would thereotically achieve if speed were only
a function of the network frequency and the number of poles in the motor. Ideally, the rotor should
exactly follow the rotating magnetic field in the stator. In an induction AC motor, however, the load
will cause the rotor to slip in relation to the magnetic field and friction in the motor will add to this
slippage. The slip can be in the region of 5 percent.
Some frequency converters feature slip compensation to reduce this. The speed drop can then
be reduced to about 10 percent of the nominal slip. If very high control accuracy is required, a
speed controller with pulse encoder is used.
The synchronous motor has electromagnets or permanent magnets built into its rotor. These lock
the rotor into a certain position when confronted with another magnetic field. The speed of a
synchronous motor can therefore be controlled with a high degree of accuary over a large speed
range by supplying it via a frequency converter, without the use of a feedback device.
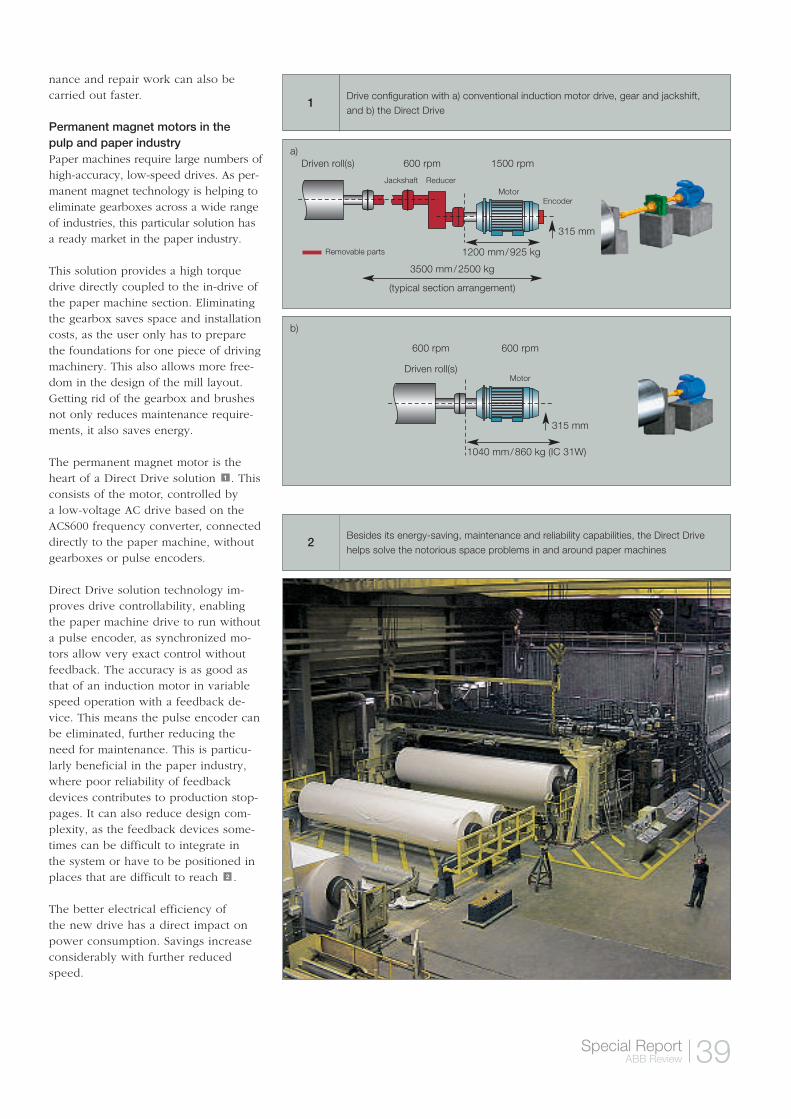
39Special ReportABB Review
nance and repair work can also becarried out faster.
Permanent magnet motors in the pulp and paper industryPaper machines require large numbers ofhigh-accuracy, low-speed drives. As per-manent magnet technology is helping toeliminate gearboxes across a wide rangeof industries, this particular solution hasa ready market in the paper industry.
This solution provides a high torquedrive directly coupled to the in-drive ofthe paper machine section. Eliminatingthe gearbox saves space and installationcosts, as the user only has to preparethe foundations for one piece of drivingmachinery. This also allows more free-dom in the design of the mill layout.Getting rid of the gearbox and brushesnot only reduces maintenance require-ments, it also saves energy.
The permanent magnet motor is theheart of a Direct Drive solution . Thisconsists of the motor, controlled by a low-voltage AC drive based on theACS600 frequency converter, connecteddirectly to the paper machine, withoutgearboxes or pulse encoders.
Direct Drive solution technology im-proves drive controllability, enablingthe paper machine drive to run withouta pulse encoder, as synchronized mo-tors allow very exact control withoutfeedback. The accuracy is as good asthat of an induction motor in variablespeed operation with a feedback de-vice. This means the pulse encoder canbe eliminated, further reducing theneed for maintenance. This is particu-larly beneficial in the paper industry,where poor reliability of feedbackdevices contributes to production stop-pages. It can also reduce design com-plexity, as the feedback devices some-times can be difficult to integrate in the system or have to be positioned inplaces that are difficult to reach .
The better electrical efficiency of the new drive has a direct impact onpower consumption. Savings increaseconsiderably with further reducedspeed.
2
1
Drive configuration with a) conventional induction motor drive, gear and jackshift, and b) the Direct Drive
1
Driven roll(s)
Driven roll(s)
600 rpm
600 rpm 600 rpm
1500 rpm
Jackshaft
Removable parts
Reducer
EncoderMotor
Motor
315 mm
1200 mm/925 kg
3500 mm/2500 kg
(typical section arrangement)
315 mm
a)
b)
1040 mm/860 kg (IC 31W)
Besides its energy-saving, maintenance and reliability capabilities, the Direct Drivehelps solve the notorious space problems in and around paper machines
2
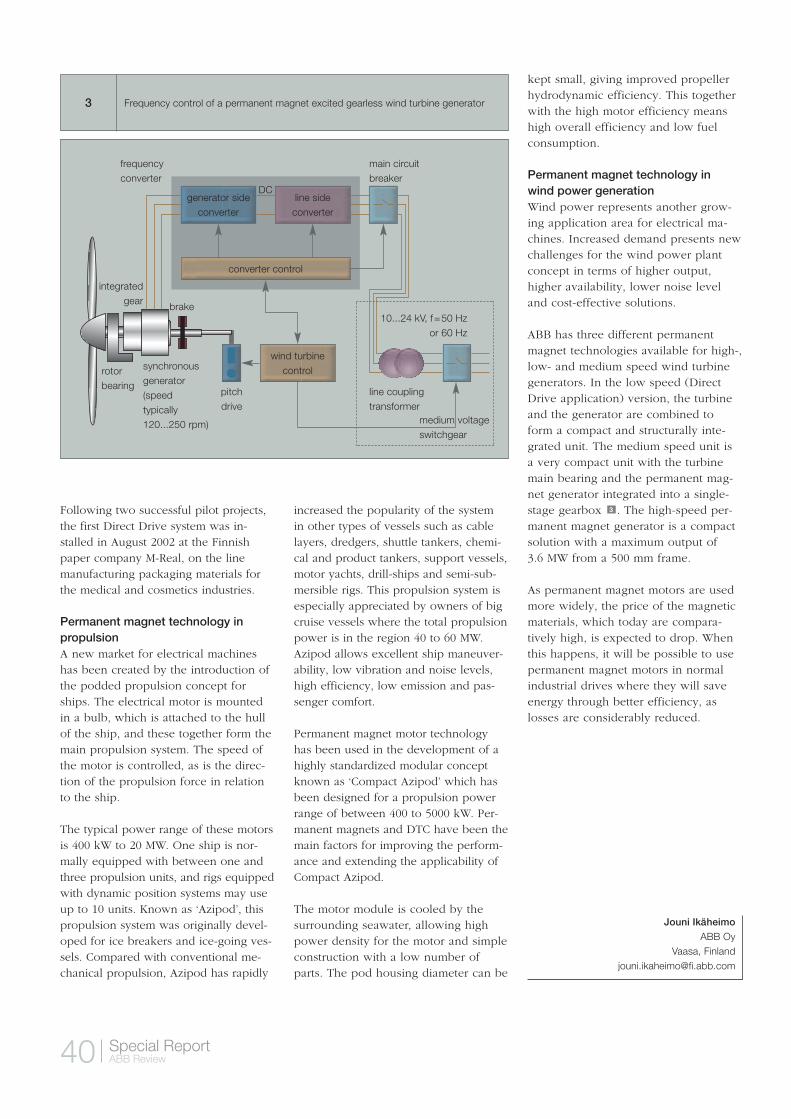
40 Special ReportABB Review
Jouni Ikäheimo
ABB OyVaasa, Finland
Following two successful pilot projects,the first Direct Drive system was in-stalled in August 2002 at the Finnishpaper company M-Real, on the linemanufacturing packaging materials forthe medical and cosmetics industries.
Permanent magnet technology inpropulsionA new market for electrical machineshas been created by the introduction ofthe podded propulsion concept forships. The electrical motor is mountedin a bulb, which is attached to the hullof the ship, and these together form themain propulsion system. The speed ofthe motor is controlled, as is the direc-tion of the propulsion force in relationto the ship.
The typical power range of these motorsis 400 kW to 20 MW. One ship is nor-mally equipped with between one andthree propulsion units, and rigs equippedwith dynamic position systems may useup to 10 units. Known as ‘Azipod’, thispropulsion system was originally devel-oped for ice breakers and ice-going ves-sels. Compared with conventional me-chanical propulsion, Azipod has rapidly
increased the popularity of the system in other types of vessels such as cablelayers, dredgers, shuttle tankers, chemi-cal and product tankers, support vessels,motor yachts, drill-ships and semi-sub-mersible rigs. This propulsion system isespecially appreciated by owners of bigcruise vessels where the total propulsionpower is in the region 40 to 60 MW.Azipod allows excellent ship maneuver-ability, low vibration and noise levels,high efficiency, low emission and pas-senger comfort.
Permanent magnet motor technologyhas been used in the development of ahighly standardized modular conceptknown as ‘Compact Azipod’ which hasbeen designed for a propulsion powerrange of between 400 to 5000 kW. Per-manent magnets and DTC have been themain factors for improving the perform-ance and extending the applicability ofCompact Azipod.
The motor module is cooled by thesurrounding seawater, allowing highpower density for the motor and simpleconstruction with a low number ofparts. The pod housing diameter can be
kept small, giving improved propellerhydrodynamic efficiency. This togetherwith the high motor efficiency meanshigh overall efficiency and low fuelconsumption.
Permanent magnet technology in wind power generationWind power represents another grow-ing application area for electrical ma-chines. Increased demand presents newchallenges for the wind power plantconcept in terms of higher output,higher availability, lower noise leveland cost-effective solutions.
ABB has three different permanentmagnet technologies available for high-,low- and medium speed wind turbinegenerators. In the low speed (DirectDrive application) version, the turbineand the generator are combined toform a compact and structurally inte-grated unit. The medium speed unit is a very compact unit with the turbinemain bearing and the permanent mag-net generator integrated into a single-stage gearbox . The high-speed per-manent magnet generator is a compactsolution with a maximum output of 3.6 MW from a 500 mm frame.
As permanent magnet motors are usedmore widely, the price of the magneticmaterials, which today are compara-tively high, is expected to drop. Whenthis happens, it will be possible to usepermanent magnet motors in normalindustrial drives where they will saveenergy through better efficiency, aslosses are considerably reduced.
3
Frequency control of a permanent magnet excited gearless wind turbine generator3
generator sideconverter
line sideconverter
wind turbinecontrol
integrated gear
frequency converter
main circuit breaker
line couplingtransformer
medium voltageswitchgear
10...24 kV, f=50 Hzor 60 Hz
rotorbearing
synchronous generator(speedtypically120...250 rpm)
brake
DC
pitchdrive
converter control
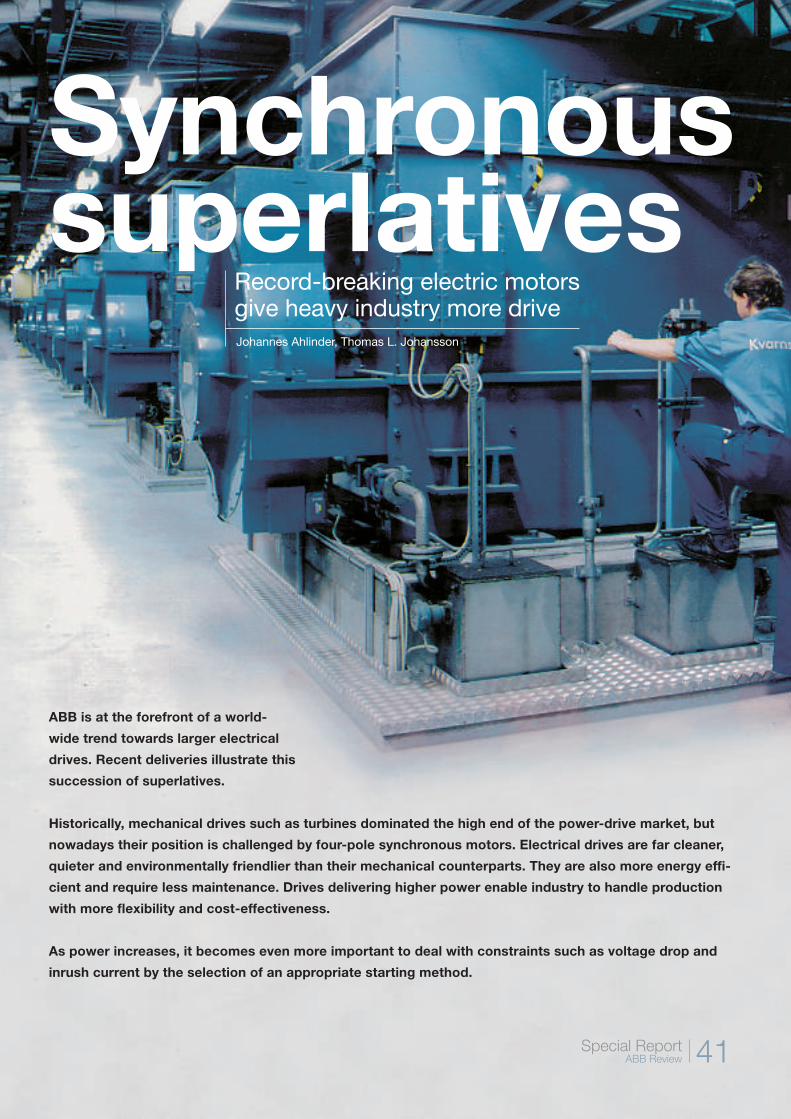
41Special ReportABB Review
Synchronoussuperlatives
Johannes Ahlinder, Thomas L. Johansson
Record-breaking electric motors give heavy industry more drive
ABB is at the forefront of a world-
wide trend towards larger electrical
drives. Recent deliveries illustrate this
succession of superlatives.
Historically, mechanical drives such as turbines dominated the high end of the power-drive market, but
nowadays their position is challenged by four-pole synchronous motors. Electrical drives are far cleaner,
quieter and environmentally friendlier than their mechanical counterparts. They are also more energy effi-
cient and require less maintenance. Drives delivering higher power enable industry to handle production
with more flexibility and cost-effectiveness.
As power increases, it becomes even more important to deal with constraints such as voltage drop and
inrush current by the selection of an appropriate starting method.

42 Special ReportABB Review
In December 2002, ABB delivered theworld’s largest four-pole motor. At a
rated output of 55 MW, it drives an aircompressor at Sasol’s synthetic fuelsand petrochemicals plant in Secunda,South Africa. One year later, in Decem-ber 2003, ABB delivered the world’slargest refiner motor with a rating of 38 MW. It will power the primary re-finer for a new line at Stora Enso, PortHawkesbury in Canada. Spring 2004saw ABB deliver two cable woundmotors rated at 42 MW and 56 kV todrive compressors at Statoil’s Troll-Aplatform in the North Sea.
These motors form part of a generaltrend in the industry towards largerelectrical drives. Other examples of thistrend are the delivery of a 29.5 MW fanmotor used in a test rig by Rolls-Roycewhen developing the LiftfanTM for theJoint Strike Fighter aircraft that will en-able short take off and vertical landing,and the order for a 42 MW blower mo-tor to Wuhan Iron & Steel Group Corp.in China.
Large drives have many advantagesover smaller ones: Production capacityfor a single drive increases and in gen-eral system efficiency is improved. Inaddition, one single drive substitutingseveral smaller units reduces the costsfor spare parts, service and mainte-nance. Larger drives also permit greaterflexibility in production: Energy pricesoften vary according to the time of day,and larger drives, with consumption op-timised according to the energy price,can achieve the same daily output assmaller drives, but at a lower cost.
Formerly, the traditional drives for highpower applications were mechanical, ie, steam and gas turbines. At first, theonly available electric alternative wasthe large two-pole motor. Electric motorshave three main advantages over tur-bine drives: efficiency, maintenance andenvironmental benefits. The efficiencyof a synchronous motor is normallybetween 97 and 99 percent, comparedto 35 to 40 percent for a gas turbine. A synchronous motor can operate forseveral years without major overhaul,whereas a gas turbine needs more fre-
quent attention. An electric motor doesnot generate hazardous emissions andkeeps the audible noise at a relativelylow level.
Today, with the improved output offour-pole synchronous motors, an evenbetter alternative is available. Comparedto the two-pole solution, four-polemotor technology has several advan-tages; the most prominent being lowercapital investment, and reduced operat-ing costs resulting from higher effi-
ciency. Other benefits of four-pole mo-tors are the reduced overall size andweight and lower noise emissions. Thismeans that the base-plate can be shorterand lighter, that less space is required,and that the need for acoustic counter-measures is reduced.
Starting methodsAmongst the most important aspectswhen dimensioning large electricalmotors are the starting requirements.Every electrical motor must be matched,
Examples of common starting methods for large synchronous motors.1
M
DOL Reactor Auto-transformer
Capacitor Reactorand
Capacitor
Frequencyconverter
M M M M M
Salient pole rotor design2
~
43Special ReportABB Review
both electrically and mechanically, tothe power supply, the equipmentdriven, the protective and control sys-tems and similar constraints. On smallermotors, electrical parameters can oftenbe chosen so that starting currents donot cause a greater voltage drop thanpermitted1). The simplest and leastexpensive method for starting a fixedspeed motor, Direct On Line starting(DOL), is acceptable. However, voltagedrop increases with motor size, and fora very large electric motor even a verystiff electrical network will be subjectedto unacceptable voltage drop. This canresult in insufficient starting torque orcause problems for other equipment.
At higher power ratings it is usually nec-essary to use a starting method otherthan DOL. The supply network’s short-circuit capacity (SCCL) and the maximumpermitted voltage drop (∆UL) dictate theconditions for starting an electrical mo-tor and pre-empt the design of both thestarting equipment and the motor. Thegrid owner usually specifies maximumallowable voltage drop.
The most economical starting methodunder the constraints of SCCL and the∆UL is determined through evaluation ofthe alternatives. The key to good startingcharacteristics of an electric motor lies inthe rotor design. The salient pole designof ABB’s four and six pole synchronousmachines is designed for high thermalcapacity, good overload resilience andthe ability to withstand repeated heavystarts. shows some examples of com-monly used starting methods.
Soft startWhen a certain motor power output isrequired, the optimal solution (depend-ing on the power network conditionsand requirements) becomes a frequencyconverter start, also called soft start. Itallows the motor to be started at high
1
torque without causing any voltagedrop on the power network.
The converter brings the motor up tospeed. Upon reaching nominal speedand after being synchronized to the net-work, the circuit breaker between theconverter and the power network isopened. The breaker between themotor and the network is then closed.Finally, the breaker between the motorand the converter is opened .
A single frequency converter can beused to start several motors. In such acase, every motor is connected to theconverter via a circuit breaker so thatno more than one motor is connected tothe converter at any time. This methodis used at Stora Enso, Port Hawkesbury(described further on).
Using soft starting for fixed speed drives,ie, drives that are not used for speedregulation in the process, means that thecost for the motor and converter can besignificantly lower than for a variable-speed drive (VSD). It is possible to de-sign a more cost-efficient motor, since it
1
will only be subject to the convertersupply during the brief starting phase(after the start, the converter is discon-nected). Here an additional advantage ofABB’s synchronous motors is the salientpole rotor design , which ensures thatthe solid pole shoes absorb the tempo-rary temperature rise.
Additionally, a converter used for softstarting can be of smaller rating com-pared to what is needed for a VSD andcontinuous operation. This is permittedbecause, relatively speaking, higherlosses are acceptable on account of therelatively short start-up phase.
However, the principal reason for thesubstantially lower cost of the frequencyconverter relates to the starting curve of the driven equipment. Fixed speedapplications are normally started at re-duced load, typically 30 percent of thenominal torque . When the nominalspeed is reached and the motor is con-nected directly to the power network,the nominal load torque is applied (usu-ally by opening valves). This impliesthat the frequency converter is dimen-
3
2
Tn 100
80
60
40
20
0
Torq
ue (%
)
0
1
2
Tstart=0.3*Tn
0 20 40 60 80 100
rpm (%)
0 Motor starts1 Motor reaches nominal speed, 30% nominal torque. Full load torque is applied.2 Motor reaches nominal torque
Typical load starting curve (fixed speed)3
1) For motors running in island mode networks, for
example oil platforms, even smaller motors
might require starting methods other than DOL
due to the lower short circuit capacity of such
networks.
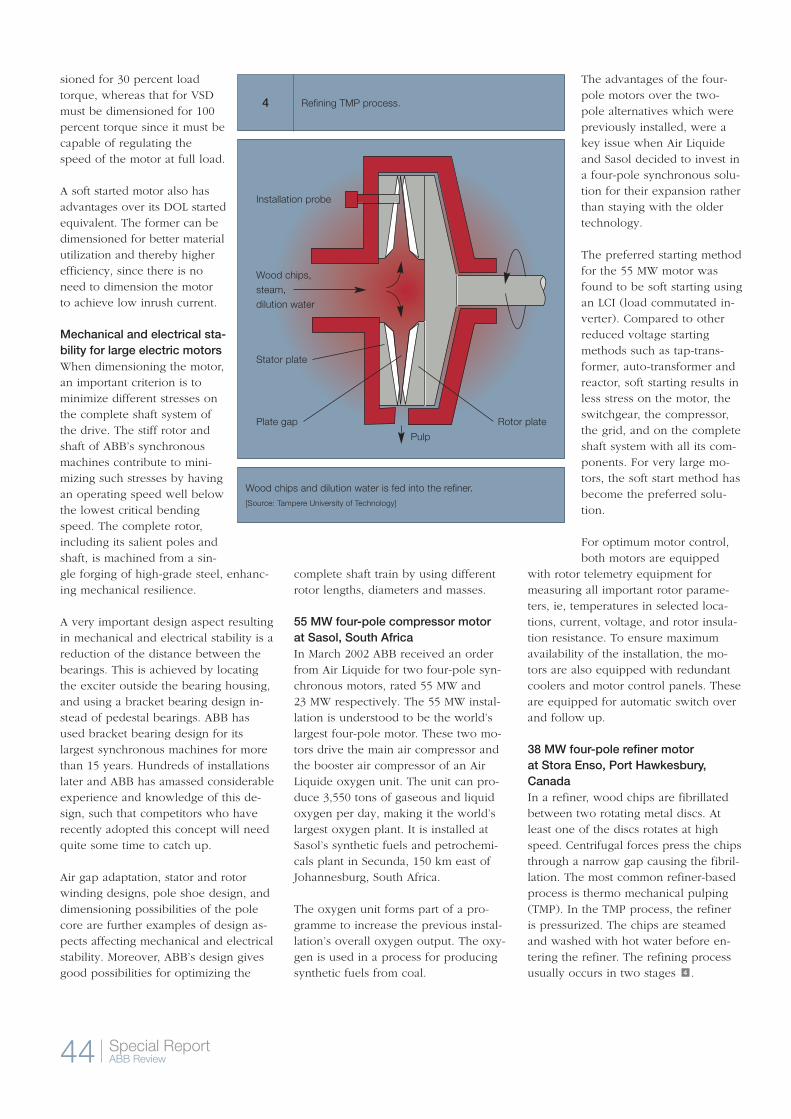
44 Special ReportABB Review
sioned for 30 percent loadtorque, whereas that for VSDmust be dimensioned for 100percent torque since it must becapable of regulating thespeed of the motor at full load.
A soft started motor also hasadvantages over its DOL startedequivalent. The former can bedimensioned for better materialutilization and thereby higherefficiency, since there is noneed to dimension the motorto achieve low inrush current.
Mechanical and electrical sta-bility for large electric motorsWhen dimensioning the motor,an important criterion is tominimize different stresses onthe complete shaft system ofthe drive. The stiff rotor andshaft of ABB’s synchronousmachines contribute to mini-mizing such stresses by havingan operating speed well belowthe lowest critical bendingspeed. The complete rotor,including its salient poles andshaft, is machined from a sin-gle forging of high-grade steel, enhanc-ing mechanical resilience.
A very important design aspect resultingin mechanical and electrical stability is areduction of the distance between thebearings. This is achieved by locatingthe exciter outside the bearing housing,and using a bracket bearing design in-stead of pedestal bearings. ABB hasused bracket bearing design for itslargest synchronous machines for morethan 15 years. Hundreds of installationslater and ABB has amassed considerableexperience and knowledge of this de-sign, such that competitors who haverecently adopted this concept will needquite some time to catch up.
Air gap adaptation, stator and rotorwinding designs, pole shoe design, anddimensioning possibilities of the polecore are further examples of design as-pects affecting mechanical and electricalstability. Moreover, ABB’s design givesgood possibilities for optimizing the
complete shaft train by using differentrotor lengths, diameters and masses.
55 MW four-pole compressor motor at Sasol, South AfricaIn March 2002 ABB received an orderfrom Air Liquide for two four-pole syn-chronous motors, rated 55 MW and 23 MW respectively. The 55 MW instal-lation is understood to be the world’slargest four-pole motor. These two mo-tors drive the main air compressor andthe booster air compressor of an AirLiquide oxygen unit. The unit can pro-duce 3,550 tons of gaseous and liquidoxygen per day, making it the world’slargest oxygen plant. It is installed atSasol’s synthetic fuels and petrochemi-cals plant in Secunda, 150 km east ofJohannesburg, South Africa.
The oxygen unit forms part of a pro-gramme to increase the previous instal-lation’s overall oxygen output. The oxy-gen is used in a process for producingsynthetic fuels from coal.
The advantages of the four-pole motors over the two-pole alternatives which werepreviously installed, were akey issue when Air Liquideand Sasol decided to invest ina four-pole synchronous solu-tion for their expansion ratherthan staying with the oldertechnology.
The preferred starting methodfor the 55 MW motor wasfound to be soft starting usingan LCI (load commutated in-verter). Compared to otherreduced voltage startingmethods such as tap-trans-former, auto-transformer andreactor, soft starting results inless stress on the motor, theswitchgear, the compressor,the grid, and on the completeshaft system with all its com-ponents. For very large mo-tors, the soft start method hasbecome the preferred solu-tion.
For optimum motor control,both motors are equipped
with rotor telemetry equipment formeasuring all important rotor parame-ters, ie, temperatures in selected loca-tions, current, voltage, and rotor insula-tion resistance. To ensure maximumavailability of the installation, the mo-tors are also equipped with redundantcoolers and motor control panels. Theseare equipped for automatic switch overand follow up.
38 MW four-pole refiner motor at Stora Enso, Port Hawkesbury,CanadaIn a refiner, wood chips are fibrillatedbetween two rotating metal discs. Atleast one of the discs rotates at highspeed. Centrifugal forces press the chipsthrough a narrow gap causing the fibril-lation. The most common refiner-basedprocess is thermo mechanical pulping(TMP). In the TMP process, the refineris pressurized. The chips are steamedand washed with hot water before en-tering the refiner. The refining processusually occurs in two stages .4
Refining TMP process. 4
Installation probe
Wood chips,steam,dilution water
Stator plate
Plate gap
Pulp
Rotor plate
Wood chips and dilution water is fed into the refiner. [Source: Tampere University of Technology]

45Special ReportABB Review
The new 38 MW record-breaking re-finer motor at Stora Enso, Port Hawkes-bury, Canada is probably the largestrefiner motor in the world. The motorwill be installed on a primary refiner forthe mill’s third refining line. ABB hasseveral references for large motors atthe mill, including two 32 MW refinermotors installed in 2003. For the origi-nal two lines, with 15 and 24 MW mo-tors, the smaller motors are started withDOL and a combination of reactor andVAr support is used for the 24MW mo-tors. In 2003 the two primaries on theselines were replaced by the 32 MW mo-tors mentioned above, using the sametype of reactor but with a more com-plex VAr support scheme. The 38 MWmotor at the new Line 3 will use a softstarter of LCI-design to meet the voltagedrop prerequisite and flicker limits im-posed by the local utility company. Thesame converter is also used for startingthe other refiner motors in the thirdline.
VHV cable wound motors for TROLL A platform, NorwayVoltages have failed to keep pace withthe rise in power outputs. As illustratedin , only gradual improvements in in-sulation technology have been madeover the years. Briefly explained, it isthe squared shaped cross section of the
5
conventionalwinding that is thelimiting factor inreaching highervoltages.
With the launch ofan innovative useof cable technol-ogy in rotatingelectrical machinesback in 1998, ABBenabled an in-crease in machinevoltage ratings toradically higherlevels by using HVcables in the statorwindings. Thepossibility of con-necting a rotatingmachine directlyto the HV grid im-plies that there isno need for astep-down transformer. A higher systemefficiency is thus achieved.
The first VHV cable wound synchronousmotor was installed in 2001 at an airseparation plant in Sweden. It is con-nected directly to the 42 kV bus. Ratedat 9 MVA it has an active power outputof 6.5 MW and can produce reactivepower continuously, thus supportingthe electrical network during the start-ing of other large motors in the area.
The supply of two VHV cable woundsynchronous motors to Statoil’s Troll Agas platform in the North Sea followsthe success of the first cable woundsynchronous motor installation. The twoidentical units, delivered in Spring 2004,are rated at 40 MW, 56 kV and for vari-able speed between 1290 and 1890 rpm
. In early 2005, the motors will besubjected to spin-tests and should startoperating later that year. Power will besupplied from shore via four 70 kmlong underwater DC cables (two permotor). On the platform, the DC will beinverted to AC by an HVDC LightTM in-
6
2) For more information about VHV motors, please
see ABB Review Number 1/2001.
One of the 40 MW, 56 kV Troll A motors during production6
verter station. The alternative wouldhave been to use gas turbine drives,which has been the traditional mechani-cal drive in the oil and gas industry formany years. However, the trend towardspreferring large electrical drives overgas turbines is also affecting the oil andgas sector. For the Troll A project, effi-ciency, maintenance and environmentalbenefits were all important aspectswhen choosing an electrical solution2)
(see next article).
70
60
50
40
30
20
10
0
70
60
50
40
30
20
10
0
MW kV
1950 2000Year
Four-pole motor power andvoltage development
5
Power Voltage
Johannes Ahlinder
Thomas L. Johansson
ABB Automation Technologies Sweden
[email protected]@se.abb.com
46 Special ReportABB Review
Powering Troll
Troll A platform (Photo: Øyvind Hagen, Statoil)
with new technologyTom F. Nestli, Lars Stendius, Magnus J. Johansson, Arne Abrahamsson, Philip C. Kjaer
With its compressors, motors and
electrical systems devouring many
tens of megawatts, an offshore
installation can be a power-hungry
beast indeed. The onboard gas
turbines or diesel generators that
usually supply this power, however,
manage no more than about
25 percent efficiency – way off the
dazzling 75–80 percent efficiencies
of, say, land-based combined cycle
power plants. This inefficiency isn’t
just costly in terms of excessive
fuel consumption, either; high
emissions can rack up the cost still
further, for example where CO2
taxation applies.
Technologies from ABB are making it easier than ever before
to deliver electrical power to offshore installations, lowering
operating costs and reducing environmental impact at the
same time. Seventy kilometers off the Norwegian coast, two of
these technologies – HVDC Light® and Very high Voltage (VHV)
cable wound motor technology – are helping to power 40-MW
compressor units on Statoil’s Troll A platform without any local
power generation.
With its compressors, motors and
electrical systems devouring many
tens of megawatts, an offshore
installation can be a power-hungry
beast indeed. The onboard gas
turbines or diesel generators that
usually supply this power, however,
manage no more than about
25 percent efficiency – way off the
dazzling 75–80 percent efficiencies
of, say, land-based combined cycle
power plants. This inefficiency isn’t
just costly in terms of excessive
fuel consumption, either; high
emissions can rack up the cost still
further, for example where CO2
taxation applies.
Technologies from ABB are making it easier than ever before
to deliver electrical power to offshore installations, lowering
operating costs and reducing environmental impact at the
same time. Seventy kilometers off the Norwegian coast, two of
these technologies – HVDC Light® and Very high Voltage (VHV)
cable wound motor technology – are helping to power 40-MW
compressor units on Statoil’s Troll A platform without any local
power generation.
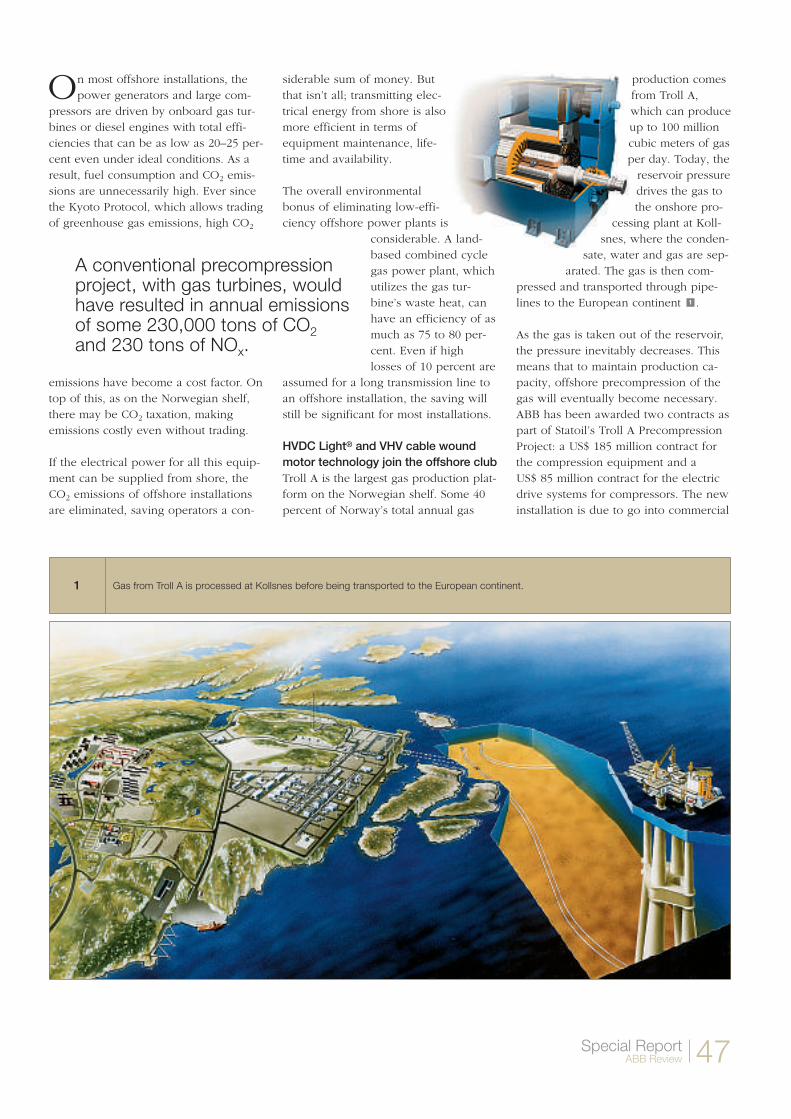
47Special ReportABB Review
Gas from Troll A is processed at Kollsnes before being transported to the European continent.1
On most offshore installations, thepower generators and large com-
pressors are driven by onboard gas tur-bines or diesel engines with total effi-ciencies that can be as low as 20–25 per-cent even under ideal conditions. As aresult, fuel consumption and CO2 emis-sions are unnecessarily high. Ever sincethe Kyoto Protocol, which allows tradingof greenhouse gas emissions, high CO2
emissions have become a cost factor. Ontop of this, as on the Norwegian shelf,there may be CO2 taxation, makingemissions costly even without trading.
If the electrical power for all this equip-ment can be supplied from shore, theCO2 emissions of offshore installationsare eliminated, saving operators a con-
siderable sum of money. Butthat isn’t all; transmitting elec-trical energy from shore is alsomore efficient in terms ofequipment maintenance, life-time and availability.
The overall environmentalbonus of eliminating low-effi-ciency offshore power plants is
considerable. A land-based combined cyclegas power plant, whichutilizes the gas tur-bine’s waste heat, canhave an efficiency of asmuch as 75 to 80 per-cent. Even if highlosses of 10 percent are
assumed for a long transmission line toan offshore installation, the saving willstill be significant for most installations.
HVDC Light® and VHV cable woundmotor technology join the offshore clubTroll A is the largest gas production plat-form on the Norwegian shelf. Some 40percent of Norway’s total annual gas
production comesfrom Troll A,which can produceup to 100 millioncubic meters of gasper day. Today, the
reservoir pressuredrives the gas tothe onshore pro-
cessing plant at Koll-snes, where the conden-
sate, water and gas are sep-arated. The gas is then com-
pressed and transported through pipe-lines to the European continent .
As the gas is taken out of the reservoir,the pressure inevitably decreases. Thismeans that to maintain production ca-pacity, offshore precompression of thegas will eventually become necessary.ABB has been awarded two contracts aspart of Statoil’s Troll A PrecompressionProject: a US$ 185 million contract forthe compression equipment and a US$ 85 million contract for the electricdrive systems for compressors. The newinstallation is due to go into commercial
1
A conventional precompressionproject, with gas turbines, wouldhave resulted in annual emissionsof some 230,000 tons of CO2and 230 tons of NOx.
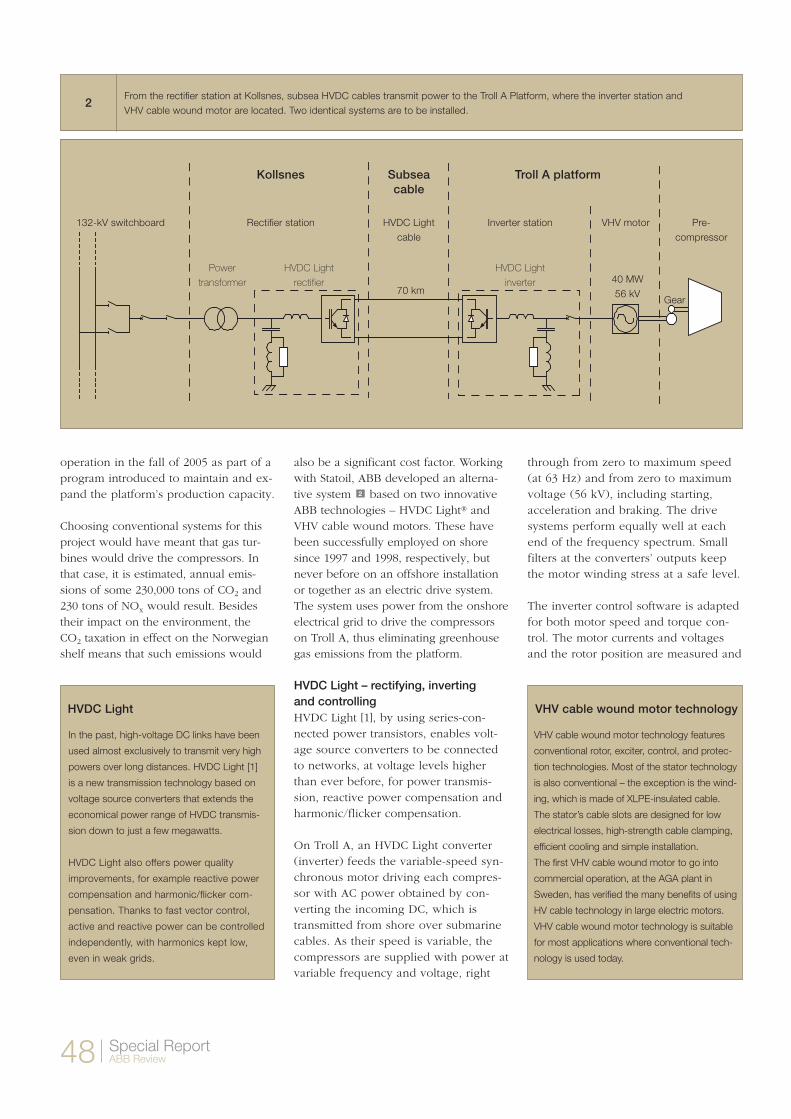
48 Special ReportABB Review
VHV cable wound motor technology
VHV cable wound motor technology features
conventional rotor, exciter, control, and protec-
tion technologies. Most of the stator technology
is also conventional – the exception is the wind-
ing, which is made of XLPE-insulated cable.
The stator’s cable slots are designed for low
electrical losses, high-strength cable clamping,
efficient cooling and simple installation.
The first VHV cable wound motor to go into
commercial operation, at the AGA plant in
Sweden, has verified the many benefits of using
HV cable technology in large electric motors.
VHV cable wound motor technology is suitable
for most applications where conventional tech-
nology is used today.
HVDC Light
In the past, high-voltage DC links have been
used almost exclusively to transmit very high
powers over long distances. HVDC Light [1]
is a new transmission technology based on
voltage source converters that extends the
economical power range of HVDC transmis-
sion down to just a few megawatts.
HVDC Light also offers power quality
improvements, for example reactive power
compensation and harmonic/flicker com-
pensation. Thanks to fast vector control,
active and reactive power can be controlled
independently, with harmonics kept low,
even in weak grids.
From the rectifier station at Kollsnes, subsea HVDC cables transmit power to the Troll A Platform, where the inverter station and VHV cable wound motor are located. Two identical systems are to be installed.
2
132-kV switchboard Rectifier station
Power
transformer
HVDC Light
rectifier
HVDC Light
inverter70 km
HVDC Light cable
Inverter station VHV motor
40 MW56 kV
Gear
Pre-compressor
Kollsnes Subseacable
Troll A platform
operation in the fall of 2005 as part of aprogram introduced to maintain and ex-pand the platform’s production capacity.
Choosing conventional systems for thisproject would have meant that gas tur-bines would drive the compressors. Inthat case, it is estimated, annual emis-sions of some 230,000 tons of CO2 and230 tons of NOx would result. Besidestheir impact on the environment, theCO2 taxation in effect on the Norwegianshelf means that such emissions would
also be a significant cost factor. Workingwith Statoil, ABB developed an alterna-tive system based on two innovativeABB technologies – HVDC Light® andVHV cable wound motors. These havebeen successfully employed on shoresince 1997 and 1998, respectively, butnever before on an offshore installationor together as an electric drive system.The system uses power from the onshoreelectrical grid to drive the compressorson Troll A, thus eliminating greenhousegas emissions from the platform.
HVDC Light – rectifying, inverting and controllingHVDC Light [1], by using series-con-nected power transistors, enables volt-age source converters to be connectedto networks, at voltage levels higherthan ever before, for power transmis-sion, reactive power compensation andharmonic/flicker compensation.
On Troll A, an HVDC Light converter(inverter) feeds the variable-speed syn-chronous motor driving each compres-sor with AC power obtained by con-verting the incoming DC, which istransmitted from shore over submarinecables. As their speed is variable, thecompressors are supplied with power atvariable frequency and voltage, right
2
through from zero to maximum speed(at 63 Hz) and from zero to maximumvoltage (56 kV), including starting,acceleration and braking. The drivesystems perform equally well at eachend of the frequency spectrum. Smallfilters at the converters’ outputs keepthe motor winding stress at a safe level.
The inverter control software is adaptedfor both motor speed and torque con-trol. The motor currents and voltagesand the rotor position are measured and
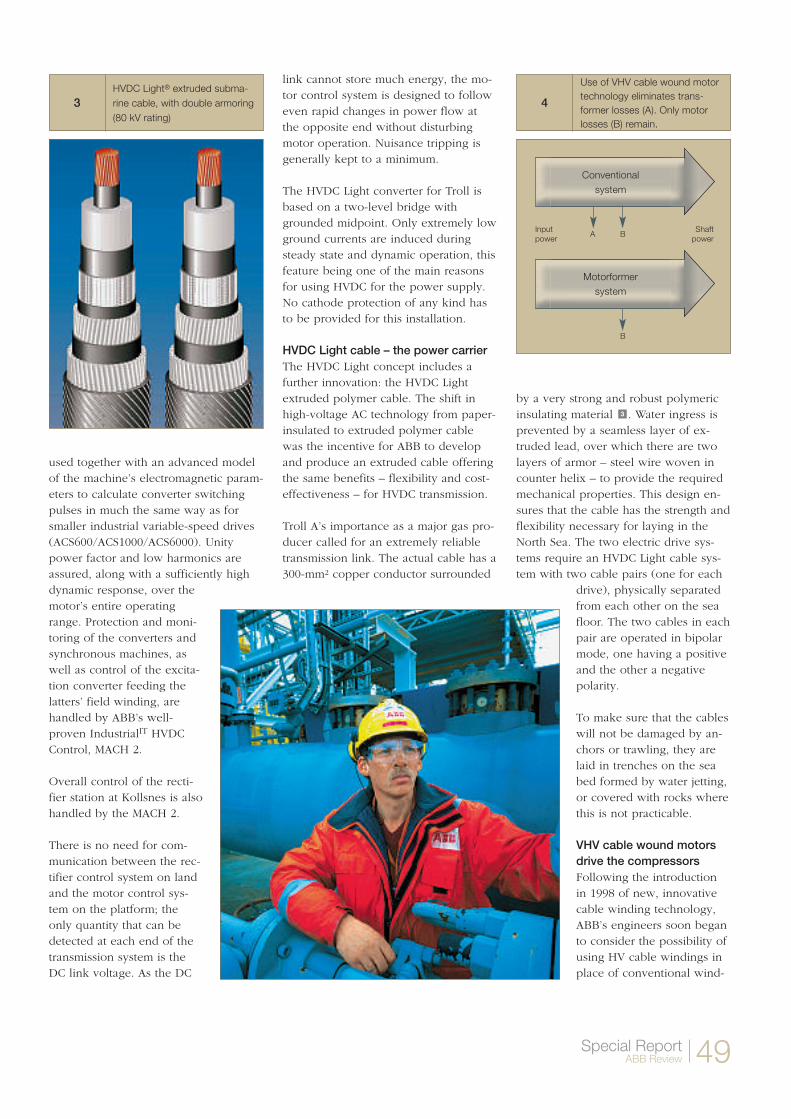
49Special ReportABB Review
HVDC Light® extruded subma-rine cable, with double armoring(80 kV rating)
3
Use of VHV cable wound motortechnology eliminates trans-former losses (A). Only motorlosses (B) remain.
4
Conventionalsystem
Motorformersystem
Inputpower
Shaftpower
A B
B
used together with an advanced modelof the machine’s electromagnetic param-eters to calculate converter switchingpulses in much the same way as forsmaller industrial variable-speed drives(ACS600/ACS1000/ACS6000). Unitypower factor and low harmonics areassured, along with a sufficiently highdynamic response, over themotor’s entire operatingrange. Protection and moni-toring of the converters andsynchronous machines, aswell as control of the excita-tion converter feeding thelatters’ field winding, arehandled by ABB’s well-proven IndustrialIT HVDCControl, MACH 2.
Overall control of the recti-fier station at Kollsnes is alsohandled by the MACH 2.
There is no need for com-munication between the rec-tifier control system on landand the motor control sys-tem on the platform; theonly quantity that can bedetected at each end of thetransmission system is theDC link voltage. As the DC
link cannot store much energy, the mo-tor control system is designed to followeven rapid changes in power flow atthe opposite end without disturbingmotor operation. Nuisance tripping isgenerally kept to a minimum.
The HVDC Light converter for Troll isbased on a two-level bridge withgrounded midpoint. Only extremely lowground currents are induced duringsteady state and dynamic operation, thisfeature being one of the main reasonsfor using HVDC for the power supply.No cathode protection of any kind hasto be provided for this installation.
HVDC Light cable – the power carrierThe HVDC Light concept includes afurther innovation: the HVDC Lightextruded polymer cable. The shift inhigh-voltage AC technology from paper-insulated to extruded polymer cablewas the incentive for ABB to developand produce an extruded cable offeringthe same benefits – flexibility and cost-effectiveness – for HVDC transmission.
Troll A’s importance as a major gas pro-ducer called for an extremely reliabletransmission link. The actual cable has a300-mm2 copper conductor surrounded
by a very strong and robust polymericinsulating material . Water ingress isprevented by a seamless layer of ex-truded lead, over which there are twolayers of armor – steel wire woven incounter helix – to provide the requiredmechanical properties. This design en-sures that the cable has the strength andflexibility necessary for laying in theNorth Sea. The two electric drive sys-tems require an HVDC Light cable sys-tem with two cable pairs (one for each
drive), physically separatedfrom each other on the seafloor. The two cables in eachpair are operated in bipolarmode, one having a positiveand the other a negativepolarity.
To make sure that the cableswill not be damaged by an-chors or trawling, they arelaid in trenches on the seabed formed by water jetting,or covered with rocks wherethis is not practicable.
VHV cable wound motorsdrive the compressorsFollowing the introduction in 1998 of new, innovativecable winding technology,ABB’s engineers soon beganto consider the possibility ofusing HV cable windings inplace of conventional wind-
3
50 Special ReportABB Review
Dr. Tom F. Nestli
Lars Stendius
Magnus J. Johansson
Arne Abrahamsson
Dr. Philip C. Kjaer
ABB Sweden
References
[1] G. Asplund, K. Eriksson, K. Svensson: HVDC Light – DC transmission based on voltage sourced converters. ABB Review 1/1998, 4–9.
ings in electrical machines in order toradically increase the voltage rating.Such a machine can then be connecteddirectly to the HV grid, doing away withthe need for a costly step-down trans-former.
The first product to be based on thisprinciple was an HV cable-wound gen-erator. Shortly afterwards, the sameconcept was applied to motors, result-ing in the development of a synchro-nous motor, a VHV cable wound motor(see panel on page 48). The first unitwas installed in 2001 at an air separa-tion plant in Sweden, where it drives acompressor. This motor is directly con-nected to a 42-kV bus. In the mean-time, ABB offers VHV motors of thiskind for voltages up to 70 kV. Work iscurrently under way to develop unitsrated at 150 kV.
Apart from eliminating the step-downtransformer and related switchgear, aVHV cable wound motor reduces thetotal system losses by as much as 25 percent . Being epoxy-free, it alsohas important environmental benefits,including easy recyclability. And fewercomponents mean higher system relia-bility and availability, plus reducedcosts for service, maintenance andspares.
A challenging environment for high-voltage equipmentOffshore equipment design is con-strained by the need to keep both foot-print and weight to a minimum. HVDCLight and VHVcable woundmotors offerimportantadvantages inprecisely theseareas:
Smaller fil-ters and theabsence of synchronous condensersmake HVDC Light more compactand lighter than traditional HVDCsystems.
4
No large, heavy transformer is re-quired to connect the VHV cablewound motor to the HVDC Lightconverter.
Other design considerations in connec-tion with this project were:
Safety: Troll A produces large quanti-ties of hydrocarbon gas, which is notallowed to come into contact withhigh-voltage equipment.
Environ-ment: Thehigh-voltageequipmentmust be pro-tected fromthe damp,salt-ladensea air.
Availability: Given the daily produc-tion of gas worth US$ 10–15 million,high equipment availability is essen-tial.
HVDC Light and VHV cable woundmotors are innovative technologies withall the qualities needed to power off-shore platforms from shore for maxi-mum economical and environmentalbenefit. Troll A is the first such platformanywhere to be powered in this way,the electric drive system being part of a program to maintain and expand pro-duction capacity. The elimination ofCO2 emissions and a smaller equipmentfootprint are just two of the benefitsenjoyed by Statoil as a result.HVDC Light® and VHV cable
wound motors ensure a smallfootprint and low weight – two essential characteristicsfor offshore equipment.
51Special ReportABB Review
Pauli Jarvinen
Combining service and technology tosupport drives during their entire lifecycle
A combination of technology and service is, ABB believes, necessary to
improve end-users’ productivity while at the same time lowering total lifecycle
costs. But this isn’t the only advantage. Drive manufacturers that can deliver
high technical competence together with a comprehensive level of service
that supports their products during every lifecycle stage will be better posi-
tioned in the global market.
End-users benefit from services even before they purchase a drive, and
continue to do so until its obsolescence and eventual replacement. Using its
Lifecycle management model, ABB provides service products matched to
different lifecycle phases, enabling end-users to get the best return on their
drive investment.
Through various service offerings, ABB ensures that users service needs are
met. An integrated global service network consisting of trained channel partners
and ABB personnel provide on-site backup and support when needed.
Service is key to unlocking drives potential
A combination of technology and service is, ABB believes, necessary to
improve end-users’ productivity while at the same time lowering total lifecycle
costs. But this isn’t the only advantage. Drive manufacturers that can deliver
high technical competence together with a comprehensive level of service
that supports their products during every lifecycle stage will be better posi-
tioned in the global market.
End-users benefit from services even before they purchase a drive, and
continue to do so until its obsolescence and eventual replacement. Using its
Lifecycle management model, ABB provides service products matched to
different lifecycle phases, enabling end-users to get the best return on their
drive investment.
Through various service offerings, ABB ensures that users service needs are
met. An integrated global service network consisting of trained channel partners
and ABB personnel provide on-site backup and support when needed.

52 Special ReportABB Review
Advances in technology are makingdrives more and more reliable,
and this means customers have lessneed for in-house maintenance, thusrelying on their vendors for any sup-port that might be needed. Theseadvances, some believe, are makingdrives from various manufacturers in-creasingly similar and the only differ-entiating factor for end-users is thelevel of service provided.
ABB disagrees with this point of view.Instead, the company believes that serv-ice and technology are closely linkedwhen it comes to the development of aproduct range: feedback from the serv-ice organization is important for ABB’sproduct development, while technologi-cal innovations in drives allow the com-pany to improve its service offering. Inaddition, ABB believes a combination oftechnology and service is necessary toimprove an end-user’s productivitywhile at the same time lowering life-cycle costs.
For example, technology now allowsservice engineers to check and monitordrives remotely, meaning problems canbe diagnosed quickly when, or evenbefore, they occur. Combining this withABB’s sophisticated method of storingand retrieving documentation, as well asmanaging installed base information,these problems can be solved in a frac-tion of the time taken before, reducingdowntime considerably. ABB’s use of‘wizards’ is another example of howtechnology is impacting service support.ABB has wizards that ask for input datain the customer’s own language ratherthan code. The advantage of this is thatas users do not need drive specialist’sknowledge, service and training costsare significantly reduced.
Service before, during and afterABB provides end-users with serviceseven before the drive has been soldand continues to do so until its obso-lescence and eventual replacement.Therefore, building a strong relation-ship with a potential end user is ofvital importance, and lifecycle servicesprovide an excellent possibility ofdoing just that.
ABB works with certified drives engi-neers from the company and from au-thorized channel partners. These engi-neers ensure that customers’ needs arespecified and that they receive the cor-rect drive for a required application.These channel partners and engineersalso provide comprehensive after salessupport. This relationship is constantlyreviewed toensure it re-mains an ef-fectivemethod ofsupport.
To furthersupport anend-user be-fore a pur-chase is made, ABB carries out an en-ergy audit, harmonics surveys and EMCassessments to identify potential prob-lems and give the user the option ofbuying add-ons to combat these prob-
lems. Users may also buy their driveequipped with ready-made add-on serv-ices including fast start-up, training andextended warranty.
Good after sales service is vital in allow-ing customers to maximize their produc-tivity, even when it becomes necessaryto replace the drives. Therefore, as part
of any lifecy-cle manage-ment, ABB be-lieves its prod-uct develop-ment strategyshould beclosely alignedwith its serv-ice supportstrategy. This,
the company says, will not only provideoptimum support to its customers butwill also enable a smooth transition tothe next generation of drives at the endof the current drive’s service life.
Advances in technology allowservice engineers to checkand monitor drives remotely,meaning problems can bediagnosed quickly when, oreven before, they occur.
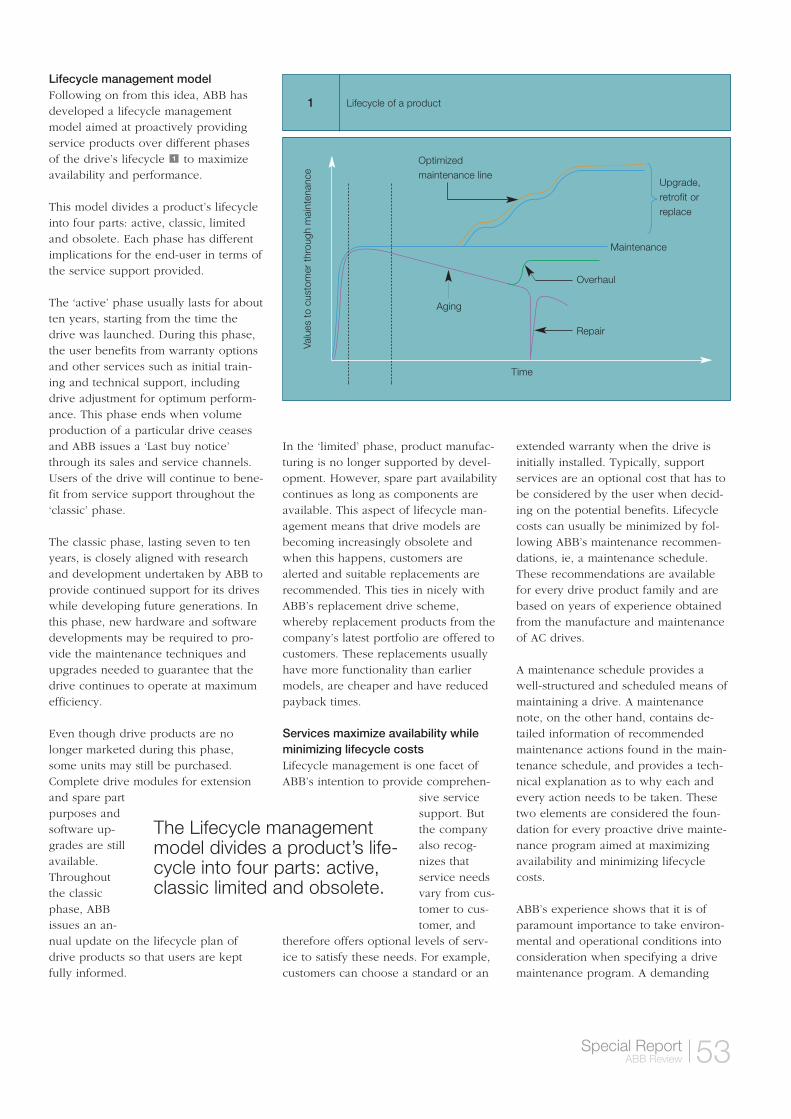
53Special ReportABB Review
Lifecycle management modelFollowing on from this idea, ABB hasdeveloped a lifecycle managementmodel aimed at proactively providingservice products over different phasesof the drive’s lifecycle to maximizeavailability and performance.
This model divides a product’s lifecycleinto four parts: active, classic, limitedand obsolete. Each phase has differentimplications for the end-user in terms ofthe service support provided.
The ‘active’ phase usually lasts for aboutten years, starting from the time thedrive was launched. During this phase,the user benefits from warranty optionsand other services such as initial train-ing and technical support, includingdrive adjustment for optimum perform-ance. This phase ends when volumeproduction of a particular drive ceasesand ABB issues a ‘Last buy notice’through its sales and service channels.Users of the drive will continue to bene-fit from service support throughout the‘classic’ phase.
The classic phase, lasting seven to tenyears, is closely aligned with researchand development undertaken by ABB toprovide continued support for its driveswhile developing future generations. Inthis phase, new hardware and softwaredevelopments may be required to pro-vide the maintenance techniques andupgrades needed to guarantee that thedrive continues to operate at maximumefficiency.
Even though drive products are nolonger marketed during this phase,some units may still be purchased.Complete drive modules for extensionand spare partpurposes andsoftware up-grades are stillavailable.Throughoutthe classicphase, ABBissues an an-nual update on the lifecycle plan ofdrive products so that users are keptfully informed.
1
In the ‘limited’ phase, product manufac-turing is no longer supported by devel-opment. However, spare part availabilitycontinues as long as components areavailable. This aspect of lifecycle man-agement means that drive models arebecoming increasingly obsolete andwhen this happens, customers arealerted and suitable replacements arerecommended. This ties in nicely withABB’s replacement drive scheme,whereby replacement products from thecompany’s latest portfolio are offered tocustomers. These replacements usuallyhave more functionality than earliermodels, are cheaper and have reducedpayback times.
Services maximize availability whileminimizing lifecycle costsLifecycle management is one facet ofABB’s intention to provide comprehen-
sive servicesupport. Butthe companyalso recog-nizes thatservice needsvary from cus-tomer to cus-tomer, and
therefore offers optional levels of serv-ice to satisfy these needs. For example,customers can choose a standard or an
extended warranty when the drive isinitially installed. Typically, supportservices are an optional cost that has tobe considered by the user when decid-ing on the potential benefits. Lifecyclecosts can usually be minimized by fol-lowing ABB’s maintenance recommen-dations, ie, a maintenance schedule.These recommendations are availablefor every drive product family and arebased on years of experience obtainedfrom the manufacture and maintenanceof AC drives.
A maintenance schedule provides awell-structured and scheduled means ofmaintaining a drive. A maintenancenote, on the other hand, contains de-tailed information of recommendedmaintenance actions found in the main-tenance schedule, and provides a tech-nical explanation as to why each andevery action needs to be taken. Thesetwo elements are considered the foun-dation for every proactive drive mainte-nance program aimed at maximizingavailability and minimizing lifecyclecosts.
ABB’s experience shows that it is ofparamount importance to take environ-mental and operational conditions intoconsideration when specifying a drivemaintenance program. A demanding
Valu
es t
o cu
stom
er t
hrou
gh m
aint
enan
ce
Time
Optimized maintenance line
Maintenance
Overhaul
Repair
Aging
Upgrade, retrofit or replace
The Lifecycle managementmodel divides a product’s life-cycle into four parts: active,classic limited and obsolete.
Lifecycle of a product1

54 Special ReportABB Review
Pauli Jarvinen
Product Support & ServiceLow Voltage Drives
Helsinki, [email protected]
environment, such as high ambient tem-perature or heavy load, can consider-ably shorten the lifetime of certain com-ponents and thus influences the optimalservice interval.
In addition to major maintenance ac-tions, including component updates,ABB recommends that an annual driveinspection is carried out to obtain thebest possible reliability and opti-mum performance for AC drives.
A typical service contractwill recommend mainte-nance of the drive, but ingeneral it should matchthe user’s needs. Asneeds vary, ABB offersdifferent levels of main-tenance in its servicecontracts. These rangefrom highly reactive on-demand services for elec-tronic repairs and spareparts delivery based onagreed response times, toproactive services guaranteeinghardware and software upgradesthat ensure optimum performance.
A service contract that includes all thenecessary service elements together withasset optimization is given the nameEquipment Performance Management(EPM). The aim of EPM for drives is toincrease the availability of customers’production lines through improved life-cycle man-agement. Itdoes this byapplying reli-ability-cen-tered mainte-nance to theplant’s drivepopulationregardless ofthe manufac-turer. The overall result is financial gainfor the customer in terms of lower main-tenance costs and greater output.
Efficient and quick serviceTo improve its service support, ABB isconstantly looking at other develop-ments that would be of help to users.
One interesting example is an Ethernetmodule that can work with any ABBindustrial drive with a fiber optic link.This module enables simple, real timeaccess to the drive via the Internet.
Even though much service support canbe provided remotely using moderntechnology, there are still cases whereservice engineers need to make on-sitevisits to troubleshoot a problem. Be-
cause thesevisits couldbe anywherein the worldand time crit-ical, ABB hasdeveloped anintegratedglobal servicenetwork con-sisting of
trained channel partners and ABB serv-ice engineers located at key geographi-cal positions. These have access to pre-packed diagnostic equipment allowingthem to support users with minimal de-lay. Global and regional support cen-ters provide additional support to localservice organizations.
Databases are helping ABB add value toits support services. One database isused to determine the location of engi-neers with particular skills so that a suit-ably qualified person is sent to resolveany issues quickly. Another databasecollects information about installedbases. To be wholly proactive with itscustomers ABB must know where each
drive is installed and its previousservice history. This is information
that few manufacturers can pro-vide. ABB also provides users
with a comprehensive spareparts database with brows-ing, ordering and follow-up capabilities on morethan 100,000 individualitems from ABB automa-tion and power products.
The importance ofcustomer training
ABB believes that costeffective customer training
is an integral part of its serv-ice support, and the company
has developed both distancelearning and modular courses in
response to the various forms of train-ing required. These courses are in-tended to be as flexible as possible,allowing the user to combine in-houseweb-based learning modules with peri-ods of traditional hands-on training.
Even though ABB has invested heavilyin integrating its service support, it be-lieves there is still more it could do tobe even more effective. Global, highlyproductized service offerings, which arecreated like any physical product, willprovide end-users with consistency,quality and efficiency regardless of loca-tion. Even services on a very local levelare managed globally. ABB believes thisto be an essential element for success.
ABB’s experience shows that it is of paramount importanceto take environmental andoperational conditions intoconsideration when specifyinga drive maintenance program.

55Special ReportABB Review
Simplicity atyour fingertips
Mika Paakkonen
ACS550 standard drive – Sophisticated drive technology made simple
Motors powering mechanical equipment consume an astounding amount of energy. In the US alone,
they account for 60 percent of the total electrical energy consumed, and much of this is wasted by
motors running at fixed speed. Such waste is eliminated by the use of variable-speed drives which
control motor speed to reflect actual demand, generating end-user savings of up to 70 percent.
When buying a drive, customers want something that is easy to install, configure and use. ABB’s new
standard drive family, the ACS550, combines simplicity, convenience, fieldbus connectivity, harmonics
suppression and programmability to a degree not seen in drives before.
This drive provides high power density to end-
users, OEMs, system integrators and panel
builders who need a full-featured drive in a
small flexible package.
More impressively, the drive has the
lowest input current Total Harmonic
Distortion (THD) on the market. This
has been achieved using ABB’s
groundbreaking patent-pending
swinging choke technology.
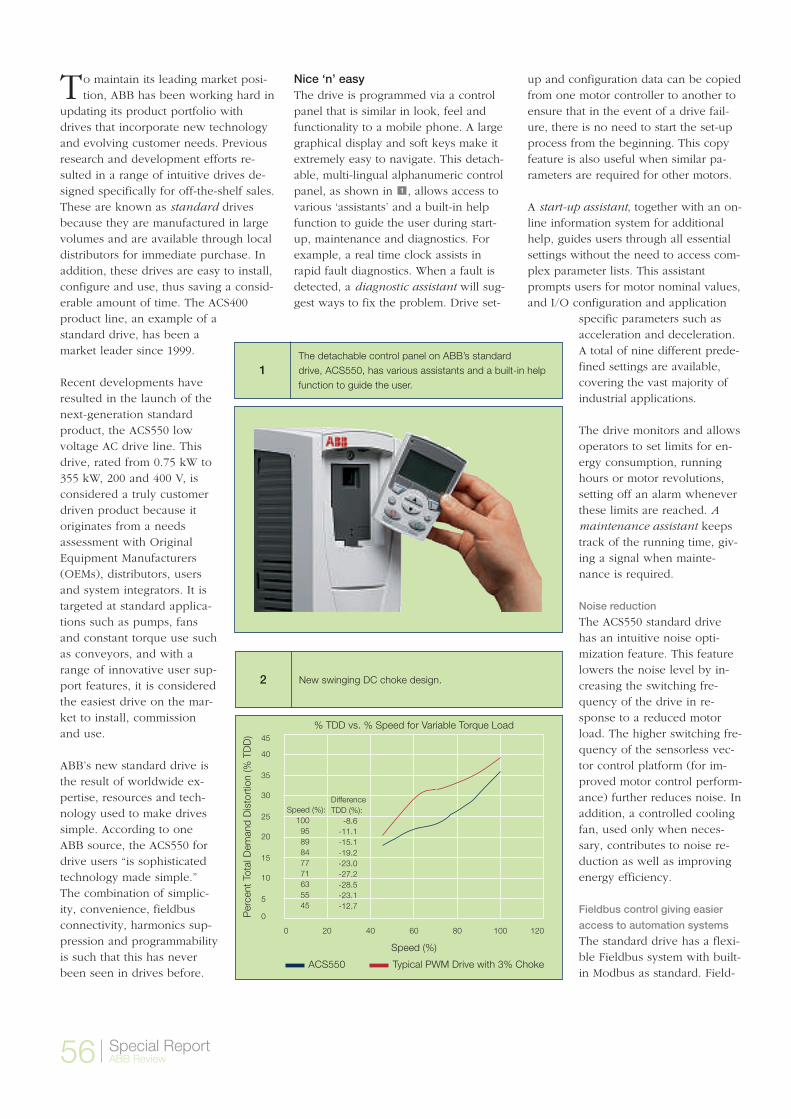
56 Special ReportABB Review
To maintain its leading market posi-tion, ABB has been working hard in
updating its product portfolio withdrives that incorporate new technologyand evolving customer needs. Previousresearch and development efforts re-sulted in a range of intuitive drives de-signed specifically for off-the-shelf sales.These are known as standard drivesbecause they are manufactured in largevolumes and are available through localdistributors for immediate purchase. Inaddition, these drives are easy to install,configure and use, thus saving a consid-erable amount of time. The ACS400product line, an example of astandard drive, has been amarket leader since 1999.
Recent developments haveresulted in the launch of thenext-generation standardproduct, the ACS550 lowvoltage AC drive line. Thisdrive, rated from 0.75 kW to355 kW, 200 and 400 V, isconsidered a truly customerdriven product because itoriginates from a needsassessment with OriginalEquipment Manufacturers(OEMs), distributors, usersand system integrators. It istargeted at standard applica-tions such as pumps, fansand constant torque use suchas conveyors, and with arange of innovative user sup-port features, it is consideredthe easiest drive on the mar-ket to install, commissionand use.
ABB’s new standard drive isthe result of worldwide ex-pertise, resources and tech-nology used to make drivessimple. According to oneABB source, the ACS550 fordrive users “is sophisticatedtechnology made simple.”The combination of simplic-ity, convenience, fieldbusconnectivity, harmonics sup-pression and programmabilityis such that this has neverbeen seen in drives before.
up and configuration data can be copiedfrom one motor controller to another toensure that in the event of a drive fail-ure, there is no need to start the set-upprocess from the beginning. This copyfeature is also useful when similar pa-rameters are required for other motors.
A start-up assistant, together with an on-line information system for additionalhelp, guides users through all essentialsettings without the need to access com-plex parameter lists. This assistantprompts users for motor nominal values,and I/O configuration and application
specific parameters such asacceleration and deceleration.A total of nine different prede-fined settings are available,covering the vast majority ofindustrial applications.
The drive monitors and allowsoperators to set limits for en-ergy consumption, runninghours or motor revolutions,setting off an alarm wheneverthese limits are reached. Amaintenance assistant keepstrack of the running time, giv-ing a signal when mainte-nance is required.
Noise reduction
The ACS550 standard drivehas an intuitive noise opti-mization feature. This featurelowers the noise level by in-creasing the switching fre-quency of the drive in re-sponse to a reduced motorload. The higher switching fre-quency of the sensorless vec-tor control platform (for im-proved motor control perform-ance) further reduces noise. Inaddition, a controlled coolingfan, used only when neces-sary, contributes to noise re-duction as well as improvingenergy efficiency.
Fieldbus control giving easier
access to automation systems
The standard drive has a flexi-ble Fieldbus system with built-in Modbus as standard. Field-
The detachable control panel on ABB’s standard drive, ACS550, has various assistants and a built-in helpfunction to guide the user.
1
Nice ‘n’ easyThe drive is programmed via a controlpanel that is similar in look, feel andfunctionality to a mobile phone. A largegraphical display and soft keys make itextremely easy to navigate. This detach-able, multi-lingual alphanumeric controlpanel, as shown in , allows access tovarious ‘assistants’ and a built-in helpfunction to guide the user during start-up, maintenance and diagnostics. Forexample, a real time clock assists inrapid fault diagnostics. When a fault isdetected, a diagnostic assistant will sug-gest ways to fix the problem. Drive set-
1
45
40
35
30
25
20
15
10
5
0
0 20 40 60 80 100 120
Speed (%)
% TDD vs. % Speed for Variable Torque Load
New swinging DC choke design.2
Per
cent
Tot
al D
eman
d D
isto
rtio
n (%
TD
D)
ACS550 Typical PWM Drive with 3% Choke
Speed (%): 100
9589847771635545
Difference TDD (%):
-8.6-11.1-15.1-19.2-23.0-27.2-28.5-23.1-12.7

57Special ReportABB Review
bus adaptors and/or a digital interfacecard, available as options, can bemounted into an available slot insidethe drive, allowing connectivity to awide variety of automation systems.This drive supports high performanceprotocols such as DeviceNet, LonWorks,Profibus-DP, CANOpen and ControlNet
Harmonics suppression
Non-linear loads, such as rectifiers,welders and variable speed drives, gen-erate harmful current harmonics that arepotentially dangerous to equipment con-nected to the same electrical network.Problems caused by excessive harmonicdistortion include overheating of: powerdistribution transformers, cables, induc-tion motors, generators and capacitors.Other problems include flickering lightsand electronic displays, tripping of elec-tronically activated circuit breakers andblown fuses. On top of this, utility com-panies penalize those who introduceharmonics into the supply grid.
To meet existing standards, oversizedcabling and standard DC chokes havebeen used to reduce harmonic distor-tion levels (by smoothing the currentwaveform) caused by drive inverters atfull loads. But these solutions do noth-ing to reduce distortion levels at partialloads. In fact, because the impedance ofDC chokes is optimized for a specificthroughput, normally that used at fullload, Total Harmonic Distortion (THD)increases when the load is reduced.
A solution to this problem was found byengineers at ABB and incorporated intothe new drive. This solution means thatthe company now has a drive with thelowest input current THD on the market.ABB’s patent pending ‘swinging DCchoke’ re-duces harmon-ics at full andpartial loadsby up to 30 percent, ,when com-pared withconventionalchoke designs,thus satisfying all harmonics suppressionrequirements for industrial applications.
2
The swinging choke works by providingincreased inductance at reduced cur-rent, something that has never beendone before. It features a variable airgap to give flexible impedance for arange of different loads. This solutioncan lead to remarkable savings in trans-former heat losses. ABB predicts a sig-nificant market impact when end-usersrealize what this means in terms of en-ergy savings, reduced initial costs andincreased reliability.
A built-in EMC filter guarantees troublefree operation of surrounding equip-
ment and in-strumentation.The drivemeets the re-quirements forthe first envi-ronment withmotor cablesup to 30 me-ters. With
longer cables, it meets the requirementsfor the second environment. This new
standard drive also includes a brakingchopper to absorb breaking energy,helping to quickly decelerate a load.
Simplicity has also been applied to the documentation. There is a quickguide for initial power-up, an easy tofollow user’s manual for commissioningand an extensive technical referencemanual aimed at designers and techni-cal support.
The ACS550 is a drive that can appeal to a wide engineering community.Because it has been designed in closecooperation with users, it has every-thing needed in an AC drive to makeprecise motor control across all indus-trial applications easier than everbefore.
Mika Paakkonen
ABB OyHelsinki Finland
The swinging choke worksby providing increased in-ductance at reduced current,something that has neverbeen done before.

58 Special ReportABB Review
Tailor made!Harri Heimonen
Customized drives for any application in record time
In the early days of mass pro-
duction, Henry Ford famously
said that customers could have
"any color you like as long as it’s
black”. Customization was a lux-
ury very few could afford.
Nowadays of course, Mr.
Ford would find it diffi-
cult to stay in business.
Variety and choice, not
only of color, are now
essential elements man-
ufacturers need to offer
their clients.
Even in large modern-day pro-
duction facilities, made-to-order
products are much costlier than
mass-produced ones, but the
good news is that this gap is
shrinking.
At ABB’s drive manufacturing fa-
cility in Helsinki, a new advanced
production line, nicknamed
Galactica because of its futuris-
tic manufacturing techniques,
can produce customized variable
speed drives units in the power
range from 50 kVA to 610 kVA. In
other words, drives can be cus-
tomized to any application, no
matter how demanding, by tai-
loring the product as it passes
through production.
Using sophisticated software,
robots and computers play their
part in reducing the cost gap
with mass manufactured prod-
ucts.
59Special ReportABB Review
For some time now, demand for ABBdrives has been steadily increasing.
While this is good news for the com-pany, regular market research hasshown that customer requirements arebecoming ever more varied. To main-tain its leading market position andmeet customer demands, ABB must, andhas been adapting its products and serv-ices in answer to the changing demandsof the market. As a result, the com-pany’s product portfolio has expandedto such an extent that it has the widestand most modern product range avail-able on the market, and it has been ableto enter market segments that wereonce considered the domain of nicheplayers.
Much of this has been made possible byinvesting in flexible production technol-ogy for medium and high power drivesat ABB’s drive manufacturing facility inHelsinki. A new advanced productionline, nicknamed Galactica, can cus-tomize drives just in time within thenormal production procedure . Usingthe company’s own precision robotscombined with fully automated materialflow and testing routines, drives, onaverage, are now produced three timesfaster .
Such an investment means that cus-tomers can expect more tailored prod-ucts with the quality and reliability nor-mally associated with high volumeproducts. In fact, all drives coming offGalactica are tested individually. Thisinvestment also means ABB can reapthe benefits of scale economies. Nicheplayers still have a place in the market,but customization to industry and ap-plication specific level is now carriedout as a matter of course during manu-facturing, intensifying the pressure onsmall focused manufacturers.
Drives as componentsAt what power rating can customers ex-pect to receive customized solutions? Inthe not to distant past, users wouldhave expected customized solutions tobe available only for drives rated above200 kW. Today, the expectation is some-what different in that they can expectthis service for a 15 kW drive.
2
1
In today’s market, small drives are nowseen as components, much like coils orpotentiometers. As customers are moreconcerned with what these drives cando and not how they do it, togetherwith the fact that they are cheaper thanever before, small drives are findingtheir way into many and various appli-cations. As a result, ABB’s smallest and
newest drive is manufactured in largequantities with no customization. Thisfist-sized product is manufactured forstock and is specifically designed sothat OEMs can fit them into everydayobjects such as washing machines.
The same applies to larger drives usedmainly for speed control. These are
The Galactica production line for the manufacture of customized drives. Alongside the robots, advanced software and latest production techniques, the human touch is needed during final assembly.
1

60 Special ReportABB Review
made for stock so customers can buythem off-the-shelf and fit the drivesthemselves.
Customization starts to creep in as sizesincrease above 15 kW. Drives of thissize are frequently used by the heatingand ventilation industry and thereforemany come equipped with specificmacros for airflow control. Other drivesare targeted at industries such as pulpand paper, food and beverage or ce-ment. Depending on local demand inexport markets, customized drives canbe manufactured for stock overseas.
As the drive rating increases, so toodoes the level of customization. In thehigher power ranges, application engi-neering gets down to the detail of eachindividual application. This has beenmade possible because customized fea-tures have been designed in from theR&D stage, meaning that each drivevariant and components of that varianthas its own code. As the drive passesthrough the manufacturing system, it istracked using bar codes. The MaterialRequirements Planning (MRP) systemfollows the drive and helps select therequired component at every stage,
whether this is fitted manually or auto-matically.
Software modificationsAdvancements in semiconductor tech-nology and software capabilities cou-pled with developments in manufactur-ing processtechnologyhave helpedthe drive to-wards greatercustomiza-tion.
Today, mid-range drivesfrom ABB canstore five times the amount of informa-tion compared with typical drives fromthe 1980s. In addition, drives with in-creased processing power and memoryenable configurations that are bettersuited to an application.
In industry today, software modifica-tions are the most useful and cost effec-tive way of modifying a drive. This isso because developments in softwarehave given drives increased capabilitywith less hardware. For example, a
drive controlling a conveyor belt in abiscuit factory can be programmed tooperate in many different ways, such asstarting and stopping at certain intervalsor advancing a certain distance. Thesame drive used in a ventilation systemcan be programmed to maintain con-
stant air pres-sure in a venti-lation duct.
Software de-velopmentsare also pro-ducing driveswith adaptiveprogramming.Adaptive pro-
gramming enables the user to freelyprogram the drive with a set of pre-de-fined software blocks that can be usedto perform any operation from a pre-de-fined set of functions.
Hardware issuesWhile software developments haveeliminated the need for much internalhardware, external hardware modifica-tions (on the drive enclosure) are some-times inevitable. The food industry, forexample, requires drives that can behosed down, and ventilation applica-tions sometimes need drives to be in-stalled outdoors. Drives fitted by OEMsinside machinery need no protectionfrom the elements, and can therefore beinstalled without any enclosure. Variouscommunications options also requirethe presence of specific hardware, andEMC filters for different environmentsneed separate components.
No more faxesIn the past, products such as engineereddrives were ordered using an exchangeof faxes or letters between the customerand the sales department. For a multina-tional company like ABB, this meantthat the sales department in each coun-try held all the technical informationnecessary for configuring a drive.
Today, such information is transferredvia ABB’s web-based electronic orderingsystem, allowing sales departments tofocus more on customer service. Using abuilt-in configurator tool, which is oper-
ABB’s web-based orderingsystem combined with smartmanufacturing for tailor madedrives, offers unparalleledcustomer service at a veryaffordable price.
ABB's high precision robots are used to manipulate drives up to 610 kVA in its new semi-automatic production line.
2

61Special ReportABB Review
ated by local sales depart-ments and is the system inter-face to the outside world, cus-tomers can pick from a widerange of product variants tosatisfy their application re-quirements.
Users can choose from a largevariety of sizes, types andhardware options, as well asmore than 50 types of soft-ware for different applica-tions, such as pumps, fans orcranes. Because of the largenumber of options available,several million different con-figurations are theoreticallypossible. On top of this, iffurther customization isneeded for any individual ap-plication, factory engineersare available to deal withthese special requirements.
As this system interface isweb-based, new product fea-tures are available to themarket almost immediately.In addition, order acknowl-edgements, something whichused to take 3 to 4 days, are now confirmed within 24 hours.
The ordering system is also an integralpart of the manufacturing process suchthat within half an hour of placing anorder in Antwerp or Munich, the prod-uct can be in the production queue inHelsinki. When an order is placed, pro-duction planners at the plant first checkto see when the product is required. Ifthe production capacity is available tomeet this schedule, the drive is bookedinto produc-tion. The dataon availableproductioncapacity isupdatedevery half-hour. To re-duce the variety of products on anyone shift, the planners may rearrangethe orders to optimize production ca-pacity.
Building blocksEssentially, this ordering system is verysimilar to that used by ABB when plac-ing manufacturing orders for its ownstock, and therefore the building blocksof the new system have been tried andtested by ABB for many years.
In the older system, orders from ABBcentral stock locations are automatically
generated andsent to themanufacturingplant so thatstock that hasjust been de-livered to cus-tomers can be
replenished. It is this ordering systemthat has been updated and expanded toaccommodate configured drives andmotors. In the future, more ABB prod-
ucts will become available inthis way.
Record delivery timesABB has two central stock lo-cations for drives and motorsin Europe: Menden in Ger-many and Sabadell nearBarcelona . From these loca-tions, most customers in West-ern Europe can be reachedwithin 24 hours. When an or-der is placed, the systemchecks if the required productis available. If it is in stock,the order is then sent to therelevant stock location so thatthe item can be dispatchedimmediately, and if not, itgoes to the manufacturingplant in Helsinki.
For small drives, the deliverytime from order is now be-tween one and seven days,shaving about one-third offthe traditional schedule. Thedelivery time for large drives,ie, in the range 800 kW, hasalso been reduced by one-third to approximately fourweeks. For customers willingto pay a premium, ABB offersan express delivery service.
ABB’s web-based ordering system is anaspect of quality. It enables the com-pany to accurately predict deliverytimes. Tracking orders is much easierthan ever before and the risk of humanerror is significantly reduced. This smartordering system, combined with smartmanufacturing for tailor made drives,offers unparalleled customer service at a very affordable price.
3
Harri Heimonen
Product AC drivesABB Oy, Helsinki
The delivery time for largeand small drives has beenreduced by about one-third.
Central Stock Europe for motors and drives in Menden,Germany.
3
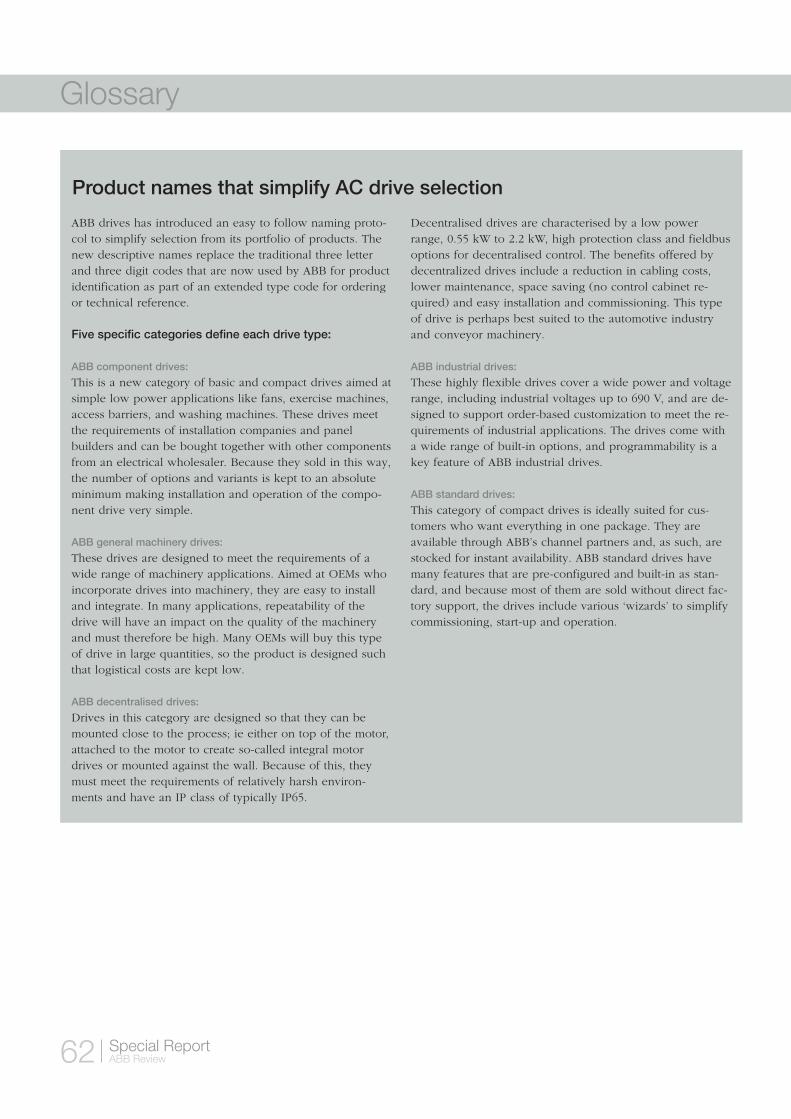
62 Special ReportABB Review
ABB drives has introduced an easy to follow naming proto-col to simplify selection from its portfolio of products. Thenew descriptive names replace the traditional three letterand three digit codes that are now used by ABB for productidentification as part of an extended type code for orderingor technical reference.
Five specific categories define each drive type:
ABB component drives:
This is a new category of basic and compact drives aimed atsimple low power applications like fans, exercise machines,access barriers, and washing machines. These drives meetthe requirements of installation companies and panelbuilders and can be bought together with other componentsfrom an electrical wholesaler. Because they sold in this way,the number of options and variants is kept to an absoluteminimum making installation and operation of the compo-nent drive very simple.
ABB general machinery drives:
These drives are designed to meet the requirements of awide range of machinery applications. Aimed at OEMs whoincorporate drives into machinery, they are easy to installand integrate. In many applications, repeatability of thedrive will have an impact on the quality of the machineryand must therefore be high. Many OEMs will buy this typeof drive in large quantities, so the product is designed suchthat logistical costs are kept low.
ABB decentralised drives:
Drives in this category are designed so that they can bemounted close to the process; ie either on top of the motor,attached to the motor to create so-called integral motordrives or mounted against the wall. Because of this, theymust meet the requirements of relatively harsh environ-ments and have an IP class of typically IP65.
Glossary
Product names that simplify AC drive selection
Decentralised drives are characterised by a low powerrange, 0.55 kW to 2.2 kW, high protection class and fieldbusoptions for decentralised control. The benefits offered bydecentralized drives include a reduction in cabling costs,lower maintenance, space saving (no control cabinet re-quired) and easy installation and commissioning. This typeof drive is perhaps best suited to the automotive industryand conveyor machinery.
ABB industrial drives:
These highly flexible drives cover a wide power and voltagerange, including industrial voltages up to 690 V, and are de-signed to support order-based customization to meet the re-quirements of industrial applications. The drives come witha wide range of built-in options, and programmability is akey feature of ABB industrial drives.
ABB standard drives:
This category of compact drives is ideally suited for cus-tomers who want everything in one package. They areavailable through ABB’s channel partners and, as such, arestocked for instant availability. ABB standard drives havemany features that are pre-configured and built-in as stan-dard, and because most of them are sold without direct fac-tory support, the drives include various ‘wizards’ to simplifycommissioning, start-up and operation.
63Special ReportABB Review
ABB Review
Motors and drives
May 2004
Editorial board
Markus BayeganGroup R&D and Technology
Roelof TimmerMarketing LV Drives
ABB Automation Technologies
Ritva Eskola Marketing communications
Motors and Generators
ABB Automation Technologies
Nils Leffler Chief Editor, ABB Review
Publisher and copyright © 2004
ABB LtdZurich/Switzerland
Publisher’s office
ABB Schweiz AGCorporate ResearchABB Review / RD.REVCH-5405 Baden-Dä[email protected]
Printers
Vorarlberger Verlagsanstalt AGAT-6850 Dornbirn/Austria
Design
DAVILLA Werbeagentur GmbHAT-6900 Bregenz/Austria
Partial reprints or reproductions are permittedsubject to full acknowledgement. Complete reprints require the publisher’swritten consent.
ISSN: 1013-3119
www.abb.com/abbreview
Imprint
TalentedBuilding Blocks
Total lifecycle management is a matter of fundamentals.Installing and managing automation devices is almost elementary when your business is built on IndustrialIT
products from ABB. Any way you arrange them, these “information enabled” components play a role in buildingnew enterprise value.
We start with the industry’s broadest range of instruments, analyzers, controls, low voltage products, drives,motors, power electronics, robots, and more. Then we enable and certify every device to IndustrialIT openstandards: Asset documentation, configuration and connectivity tools, and lifecycle support resources arebundled into one powerful software shell for “plug and produce” installation and operation.
Whether you deploy them individually or integrated across the plant, ABB automation technologies providethe foundation you need for asset efficiency, transparency, and lowest lifecycle cost. Our customers, with overUS$ 100 billion of installed solutions worldwide, provide the proof.
To start arranging your own compatible enterprise building blocks, visit www.abb.com/automation.
way you arrange them, these “information enabled” components play a role in building
a
$