
Modulo soldadurann2.indd 1 08/03/2010 02:43:03 a.m. · Índice pág. introducciÓn 5 objetivos...
118
Modulo soldadurann2.indd 1 08/03/2010 02:43:03 a.m.
-
Upload
nguyenkhanh -
Category
Documents
-
view
247 -
download
0
Transcript of Modulo soldadurann2.indd 1 08/03/2010 02:43:03 a.m. · Índice pág. introducciÓn 5 objetivos...

Modulo soldadurann2.indd 1 08/03/2010 02:43:03 a.m.

Modulo soldadurann2.indd 2 08/03/2010 02:43:03 a.m.

UNIVERSIDAD NACIONAL DE EDUCACIÓN
ENRIQUE GUZMAN Y VALLE“Alma Máter del Magisterio Nacional”
FACULTAD DE TECNOLOGÍA
CONSTRUCCIONES METáLICAS - SOLDADURA INDUSTRIAL
Módulo de soldadura por arco eléctrico
Módulo de soldadura por arco eléctrico
Mg. Orestes NIÑO PIZARRO LA CANTUTA – LIMA – PERU
2009
Modulo soldadurann2.indd 3 08/03/2010 02:43:04 a.m.

Modulo soldadurann2.indd 4 08/03/2010 02:43:04 a.m.

INTRODUCCIÓN
Con el paso de los años, la soldadura ha experimentado un continuo progreso debido en gran medida a la evolución de las técnicas de soldar y la incorporación a esta rama de la industria, de las últimas tecnologías en materia de informática y en el campo de la microelectrónica. Ha sido tal la evolución de los materiales que muchos de ellos, que hace pocos años se creían insoldables, con las actuales técnicas resultan soldables, siendo los resultados inmejorables. Esto es un avance muy grande en otras ramas como la aeronáutica espacial.
La soldadura es el procedimiento que se emplea para unir dos o más piezas; para ello se emplea el calor. Dependiendo de la técnica de soldadura, el calor es empleado para fundir las piezas a soldar, así como el material de aporte.
La soldadura por arco con electrodos revestidos, es un método que requiere únicamente un equipo sencillo y económico. Está ampliamente extendida y permite realizar uniones compactas, uniformes y homogéneas tanto en el taller como “en campo”. Al dominar ésta técnica, el soldador adquiere la destreza necesaria para aprender sin problemas otros procesos de la soldadura.
Este procedimiento es apto para soldar la mayoría de los metales, empleándose en empresas de construcción metálica de todo tipo: edificación, mantenimiento, estructuras metálicas, etc.
Existen procesos de soldadura en frío: mediante componentes químicos (adhesivos) se logran mezclas que son capaces de unir dos materiales de la misma naturaleza (por ejemplo, plásticos) o de naturaleza distinta (plásticos con metales).
El calor necesario para la soldadura puede ser generado por varias fuentes, dependiendo de la técnica de soldadura a emplear: electricidad por arco eléctrico o por efecto joule y por la combustión de un gas con la aportación de combustible y comburente o la sola aportación del combustible.
Modulo soldadurann2.indd 5 08/03/2010 02:43:04 a.m.
Modulo soldadurann2.indd 6 08/03/2010 02:43:05 a.m.

ÍNDICE
Pág.INTRODUCCIÓN 5
ObjETIVOS GENERALES 9
I UNIDAD: FUNDAMENTOS PRELIMINARES DEL PROCESO DE SOLDADURA 11
Objetivos específicos 111.1. Introducción a la tecnología de la soldadura 111.2. Presentación histórica 111.3. Tecnología de la unión 131.4. Diferentes tipos de uniones 141.5. Clasificación de los procesos de soldadura 141.6. El arco eléctrico 161.7. Zonas características del arco de soldadura 161.8. Principales procesos de soldadura que emplea
el arco eléctrico 181.9. Soldadura al arco con alambre tubular – FCAw 191.10. Soldadura al arco bajo protección gaseosa con
electrodo no consumible – TIG 201.11. Soldadura al arco sumergido – SAw 221.12. Soldadura por oxigás – OFw 231.13. Reglas de seguridad en el proceso de soldadura 24 Glosario 27
II UNIDAD SOLDADURA POR ARCO CON ELECTRODOS REVESTIDOS 29
Objetivos específicos 292.1. Descripción y denominaciones 292.2. Descripción del proceso con electrodos revestidos 292.3. Cálculo del amperaje 32 Glosario 34
III UNIDAD NOCIONES DE ELECTRICIDAD CON RESPECTO AL ARCO ELéCTRICO Y FUENTES DE PODER 37
Objetivos específicos 373.1. Nociones de electricidad respecto al arco eléctrico 373.2. La corriente eléctrica 383.3. Circuito eléctrico 40
Modulo soldadurann2.indd 7 08/03/2010 02:43:05 a.m.
Universidad Nacional de Educación – Enrique Guzmán y Valle
8
3.4. Cálculo de los diámetros necesarios para los cables de soldar 45
3.5. Fuentes de poder 47 Glosario 53
IV UNIDAD ELECTRODOS REVESTIDOS PARA LA SOLDADURA POR ARCO ELéCTRICO MANUAL 55
Objetivos específicos 554.1. Descripción, características y clasificación general 554.2. Funciones del revestimiento 574.3. Clasificación de los electrodos comunes 584.4. Condiciones de funcionamiento de los electrodos 61 Glosario 65
V UNIDAD: SOLDAbILIDAD DE LOS ACEROS Y TéCNICAS DE SOLDADURA 67
Objetivos específicos 675.1. Soldabilidad de los aceros y aleaciones 675.2. Técnicas de soldadura 705.3. Posiciones de soldar 73 Glosario 79
VI UNIDAD: TENSIONES Y DEFORMACIONES DURANTE LA SOLDADURA 81
Objetivos específicos 836.1. Dilatación y contracción de los metales en la soldadura 87 Glosario 87
VII UNIDAD: DEFECTOS TÍPICOS QUE SE PRESENTAN EN LA SOLDADURA 89
Objetivos específicos 897.1. Introducción 897.2 Tipo de discontinuidades 897.3. Las discontinuidades en la soldadura 907.4. Discontinuidades como inclusiones 99 Glosario 103
VIII AutoevAluAciones 99
bIbLIOGRAFÍA 107
SÍLAbO 109
Modulo soldadurann2.indd 8 08/03/2010 02:43:05 a.m.
ObjETIVOS GENERALES
Conocer los equipos o fuentes de poder utilizados en la soldadura por arco eléc-1. trico manual.
Identificar los elementos que componen los equipos y saber para qué sirven.2.
Aprender a regular los parámetros adecuados utilizados en el proceso por arco 3. eléctrico manual.
Seleccionar los electrodos revestidos adecuados, para cada tipo de material y 4. soldadura que se realice.
Distinguir los distintos tipos de soldadura y elegir las clases y procedimientos más 5. adecuados para cada material y situación.
Conocer los defectos más importantes de la soldadura y los remedios para evitar-6. los.
Conocer y emplear las medidas de seguridad e higiene en las soldaduras.7.
Modulo soldadurann2.indd 9 08/03/2010 02:43:05 a.m.

Modulo soldadurann2.indd 10 08/03/2010 02:43:05 a.m.

I UNIDAD
FUNDAMENTOS PRELIMINARES DEL PROCESO DE SOLDADURA
ObjETIVOS ESPECÍFICOS(Capacidades a desarrollar)
• Analizar e interpretar correctamente la información técnica escrita, sobre la evolu-ción de los diferentes procesos de soldadura;
• Valorar la importancia de las medidas de seguridad que se debe tener en cuenta al ejecutar los diferentes procesos de soldadura.
1.1. INTRODUCCIÓN A LA TECNOLOGÍA DE LA SOLDADURA
1.1.1. Soldadura: Es el procedimiento de unión permanente, de dos a más piezas metálicas, por la fusión de sus bordes, para ello se emplea el calor generado por la energía calorífica del arco eléctrico, con o sin material de aporte, con el fin de obtener una sola pieza sólida, compacta, uniforme y homogénea.
1.1.2. Definición según la Norma DIN 1910: “La soldadura es la unión de dos me-tales con la aplicación de calor, o presión, o con la combinación de calor y pre-sión, con o sin adición de material de aporte.”
Existen procesos de soldadura en frío: mediante componentes químicos (adhe-sivos) se logran mezclas que son capaces de unir dos materiales de la misma naturaleza (por ejemplo, plásticos) o de naturaleza distinta (plásticos con meta-les).
En esta unidad estudiaremos lo referente a la soldadura con aporte de calor más usada en la industria: por arco eléctrico con electrodos revestidos.
1.2. PRESENTACIÓN HISTÓRICA
Aunque los metales han sido utilizados durante miles de años, nadie está se-guro de cómo se obtuvo el primer metal útil. Pudo ser a partir de restos de meteoritos o, más probablemente, al calentar inadvertidamente minerales que contenían cobre, obteniéndose una masa de cobre impuro que fácilmente po-día conformarse.
Modulo soldadurann2.indd 11 08/03/2010 02:43:05 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
12
La antigüedad del empleo de los metales ha sido confirmada por los descubri-mientos de diferentes piezas de bronce: hachas, puntas de lanza y ornamentos han sido extraídos de antiguos emplazamientos humanos y los arqueólogos han demostrado que fueron fabricados y utilizados durante el período que se conoce como Edad de bronce.
Pero el problema de conseguir uniones aceptables metal a metal quedó sin resolver. Independientemente del desarrollo de las técnicas de soldar, la inca-pacidad de unir pequeñas piezas metálicas entre sí para conseguir otras de mayor tamaño, o más complejas de forma, no fue solucionada definitivamente hasta el siglo pasado.
Fue la Revolución Industrial la que incentivó la introducción a escala comercial de las técnicas de remachado, soldadura fuerte y blanda, soldadura por pre-sión, fusión y otras.
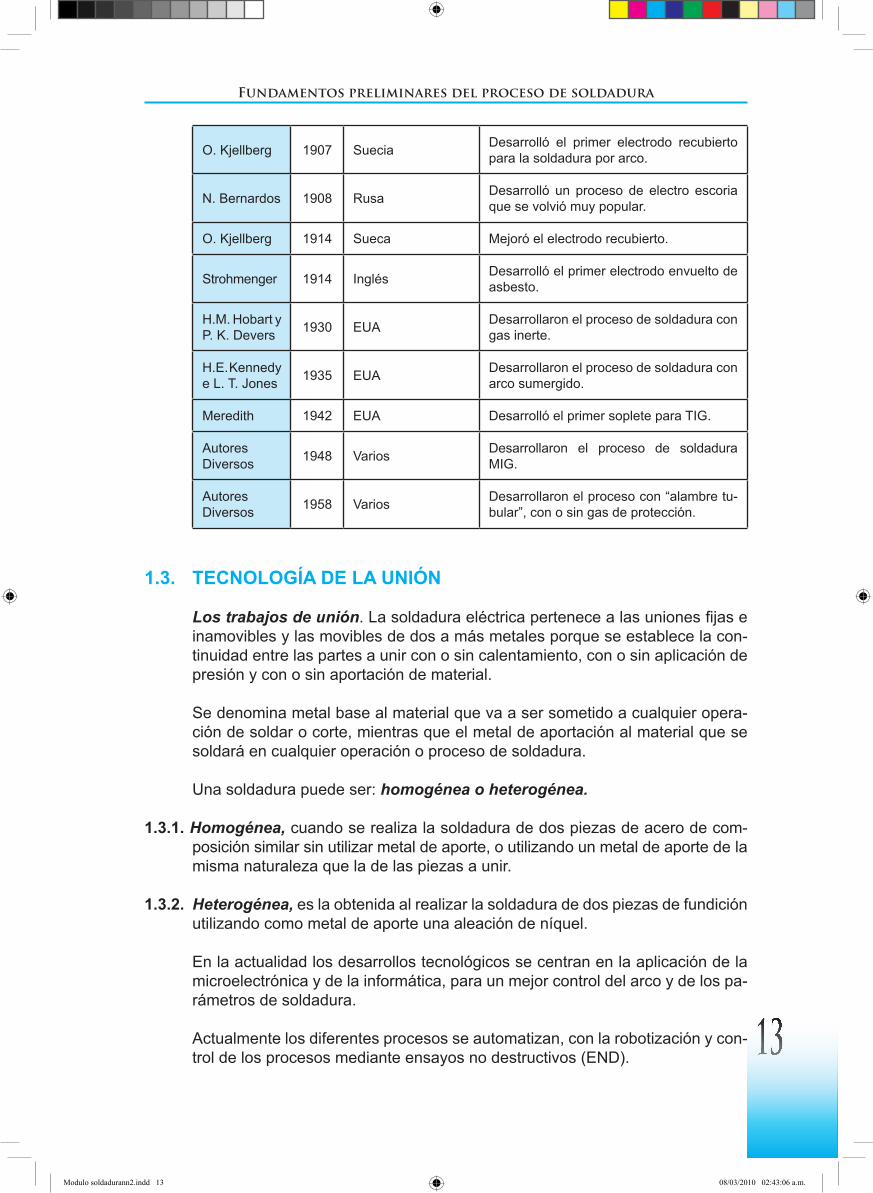
En el siguiente cuadro presentamos los personajes principales en la evolución de la soldadura.
NOMbRE AÑO NACIONALIDAD APORTACIÓN
A.M. Ampere 1820 Francesa Fue precursor en el campo del electro-magnetismo.
H.C. Oersted 1820 Danesa Estableció la relación entre la electricidad y el magnetismo.
M. Faraday 1831 Inglesa Obtuvo electricidad con imanes, sus expe-riencias dieron origen al dínamo.
E. Davey 1835 Inglesa Descubrió el acetileno, pero su fabricación resultó muy costosa.
Demeritens 1881 Francesa Pudo unir placas de plomo de acumulado-res con el proceso de arco de carbón.
N. Bernardos y S. Olczewski
1885 Rusa Usaron el proceso de arco de carbón para soldar metales.
N. Slavianoff 1888 Rusa Fue el primero en usar un electrodo de me-tal desnudo para la soldadura por arco.
H. Zerener 1889 Alemán Fue el primero en usar el proceso de doble arco.
Coffin 1892 EUA También usó el primer electrodo de metal desnudo y el primer proceso por puntos.
T.L. Wilson 1892 Canadiense Descubrió un método poco costoso para fabricar el gas acetileno.
H. Lechatelier 1895 Francia Descubrió la combustión oxígeno-acetile-
no.
Fouch y F. Picard 1900 Francia Desarrollaron el primer soplete para ace-
tileno.
Modulo soldadurann2.indd 12 08/03/2010 02:43:06 a.m.
Fundamentos preliminares del proceso de soldadura
13
O. Kjellberg 1907 Suecia Desarrolló el primer electrodo recubierto para la soldadura por arco.
N. Bernardos 1908 Rusa Desarrolló un proceso de electro escoria que se volvió muy popular.
O. Kjellberg 1914 Sueca Mejoró el electrodo recubierto.
Strohmenger 1914 Inglés Desarrolló el primer electrodo envuelto de asbesto.
H.M. Hobart y P. K. Devers 1930 EUA Desarrollaron el proceso de soldadura con
gas inerte.
H.E. Kennedy e L. T. Jones 1935 EUA Desarrollaron el proceso de soldadura con
arco sumergido.
Meredith 1942 EUA Desarrolló el primer soplete para TIG.
Autores Diversos 1948 Varios Desarrollaron el proceso de soldadura
MIG.
Autores Diversos 1958 Varios Desarrollaron el proceso con “alambre tu-
bular”, con o sin gas de protección.
1.3. TECNOLOGÍA DE LA UNIÓN
Los trabajos de unión. La soldadura eléctrica pertenece a las uniones fijas e inamovibles y las movibles de dos a más metales porque se establece la con-tinuidad entre las partes a unir con o sin calentamiento, con o sin aplicación de presión y con o sin aportación de material.
Se denomina metal base al material que va a ser sometido a cualquier opera-ción de soldar o corte, mientras que el metal de aportación al material que se soldará en cualquier operación o proceso de soldadura.
Una soldadura puede ser: homogénea o heterogénea.
1.3.1. Homogénea, cuando se realiza la soldadura de dos piezas de acero de com-posición similar sin utilizar metal de aporte, o utilizando un metal de aporte de la misma naturaleza que la de las piezas a unir.
1.3.2. Heterogénea, es la obtenida al realizar la soldadura de dos piezas de fundición utilizando como metal de aporte una aleación de níquel.
En la actualidad los desarrollos tecnológicos se centran en la aplicación de la microelectrónica y de la informática, para un mejor control del arco y de los pa-rámetros de soldadura.
Actualmente los diferentes procesos se automatizan, con la robotización y con-trol de los procesos mediante ensayos no destructivos (END).
Modulo soldadurann2.indd 13 08/03/2010 02:43:06 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
14
1.4. DIFERENTES TIPOS DE UNIONES
Unión empernada:Es una unión apropiada para hacer montaje en obra o para elementos que sean desmontables.
Unión remachadaDistorsión de fuerzas internas. Peligro de corrosión entre las superficies de traslape.
Unión pegada (Adhesivo)Distorsión de fuerzas internas, tem-peraturas de operación menor a 180 °C
Unión con soldadura blanda o fuerte:Distorsión de fuerzas internas, tem-peratura de operación menos a 600 °C
Unión soldada:No hay distorsión de las fuerzas de material al eliminar el traslape. La temperatura de operación puede lle-gar a más de 1200 °C (caso de los aceros refractarios).
1.5. CLASIFICACIÓN DE LOS PROCESOS DE SOLDADURA
De acuerdo a la AWS (American Welding Society), las diferentes uniones de materiales en relación al proceso de soldadura se clasifican en tres grupos:
1.5.1. Soldadura por capilaridad: fuerte y blanda
1.5.2 Soldadura por presión o estado sólido
1.5.3 Soldadura por fusión.
Modulo soldadurann2.indd 14 08/03/2010 02:43:06 a.m.

Fundamentos preliminares del proceso de soldadura
15
arco sumergido de espárra-gos, alambre tubular, electro-gás
soldadura blanda (soldering)
soldadura por resistencia
Rocío térmico: por llama, por arco, por plasma Liga adhesiva
Corte no térmico: por chorro de agua
Corte térmico: con oxíge-no, con arco, con láser
Estado sólido, En frío, por explosión, por fricción, ultra-sonido por laminación, por di-fusión
Sold, fuerte (brazing)
con electrodo revestido, con electrodo de tungsteno, tig plasma, con alambre sólido, mig/mag
Otras soldaduras: electroes-coria, flujo de electrones por láser, por termita, por induc-ción, por percusión
Soldadura oxigás
Procesos de
soldadura
Soldadura al arco
Procesos colaterales
1.5.1. Soldadura por capilaridad: fuerte y blanda
En el cual siempre se produce la fusión del metal de aportación, pero no la del metal base, es decir, siempre existe una fase líquida formada sólo por metal de aportación.
Dentro de ello tenemos dos tipos: Soldadura fuerte y soldadura blanda:
• Soldadurafuerte, se llama así cuando el metal de aportación funde por encima de 450ºC (de acuerdo a la AWS A5.8; por ejemplo tenemos: Ag, Au, Al, Cu, Ni).
• Soldadurablanda, se llama así cuando el metal de aportación funde por deba-jo de 450ºC (de acuerdo ASTM b32, por ejemplo tenemos: Sn, Pb, Zn).
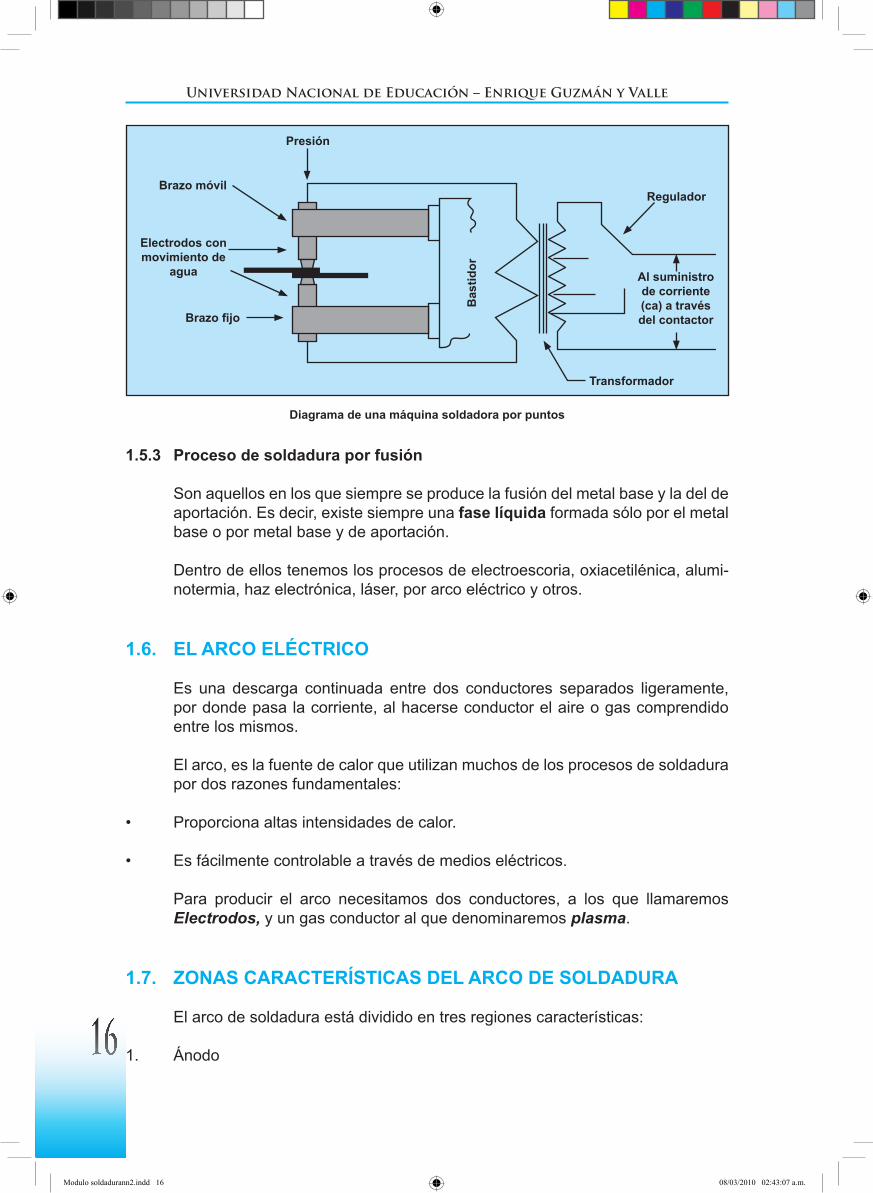
1.5.2 Proceso de soldadura por presión o estado sólido
En el cual nunca se produce la fusión del metal base, ni la del de aportación cuando esta se emplea. Es decir, nunca existe una fase líquida (soldadura por forja, por resistencia eléctrica y otros).
Modulo soldadurann2.indd 15 08/03/2010 02:43:07 a.m.
Universidad Nacional de Educación – Enrique Guzmán y Valle
16
Presión
bas
tidor
brazo móvil
Brazo fijo
Regulador
Transformador
Al suministro de corriente (ca) a través del contactor
Electrodos con movimiento de
agua
Diagrama de una máquina soldadora por puntos
1.5.3 Proceso de soldadura por fusión
Son aquellos en los que siempre se produce la fusión del metal base y la del de aportación. Es decir, existe siempre una fase líquida formada sólo por el metal base o por metal base y de aportación.
Dentro de ellos tenemos los procesos de electroescoria, oxiacetilénica, alumi-notermia, haz electrónica, láser, por arco eléctrico y otros.
1.6. EL ARCO ELéCTRICO
Es una descarga continuada entre dos conductores separados ligeramente, por donde pasa la corriente, al hacerse conductor el aire o gas comprendido entre los mismos.
El arco, es la fuente de calor que utilizan muchos de los procesos de soldadura por dos razones fundamentales:
• Proporciona altas intensidades de calor.
• Es fácilmente controlable a través de medios eléctricos.
Para producir el arco necesitamos dos conductores, a los que llamaremos Electrodos, y un gas conductor al que denominaremos plasma.
1.7. ZONAS CARACTERÍSTICAS DEL ARCO DE SOLDADURA
El arco de soldadura está dividido en tres regiones características:
1. Ánodo
Modulo soldadurann2.indd 16 08/03/2010 02:43:07 a.m.

Fundamentos preliminares del proceso de soldadura
17
2. Columna de plasma
3. Cátodo
Descarga continua entre 2 conductores separados ligeramente por donde va a
pasar una corriente eléctrica
La temperatura máxima promedio medida al centro del arco eléctrico
es de 5000 °C (9000 °F) Cátodo 3 200 °C.
ánodo 4 200 °C.
Iones metálicos ElectrodosColumna plasma
Llam
a
Llam
a
Arco eléctrico.
Al ánodo (terminal positivo) se dirigen los electrones atraídos por la carga positiva del ánodo. Como hemos indicado, el ánodo se encontrará a una temperatura más elevada que el cátodo.
La columna de plasma se encuentra entre el ánodo y el cátodo y su tempe-ratura es muy elevada, del orden de 3000ºC. El plasma es un gas que ha sido calentado por un arco, como mínimo hasta un estado de ionización parcial, haciéndole conductor de la corriente eléctrica.
El gas que se ioniza para convertirse en plasma puede ser el aire, los vapores desprendidos por el revestimiento del electrodo y/o el gas de protección.
En el cátodo (terminal negativo) se desprende la emisión de electrones, que ionizan el gas convirtiéndose en plasma. Los iones que proceden de la colum-na de plasma bombardean el cátodo, calentándolo y permitiendo que se man-tenga la emisión de electrones.
En el cátodo la energía se emplea en mantenerlo caliente y en arrancar los electrones, por lo que la temperatura del cátodo es más baja que la del ánodo.
La longitud del arco es la distancia desde el extremo del electrodo a la superficie de la pieza.
Modulo soldadurann2.indd 17 08/03/2010 02:43:07 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
18
1.8. PRINCIPALES PROCESOS DE SOLDADURA QUE EMPLEA EL ARCO ELéCTRICO
1.8.1 Soldadura al arco bajo protección gaseosa–GMAw (MIG/MAG):
Proceso de soldadura al arco que une metales por calentamiento de ellos mediante un arco eléctrico que es establecido entre un electrodo consumible (alambre) y la pieza de trabajo. La protección del baño de soldadura se efectúa por medio de un gas de protección suministrado en forma externa.
Las figuras muestran un esquema del proceso.
Electrodo de alambre
Electrodo consumible
Arco
Entrada de gas protector
Dirección de avance
Conductor de corriente
Tubo y guía de contacto
boquilla
Gas protector
Metal de soldadura
Metal base
Detalle del arco de soldadura en el proceso GMAw.
Pistola
pieza
Fuente de poder
Suministro de gas protector
Regulador de gas protector
Sumnistro de electrodoUnidad de alimentación
de electrodo
1
7
10
8
9
5423
6
Configuración general del proceso GMAW. Componentes: 1. Conexión a la pieza. 2. Agua hacia la pistola. 3. Agua desde la pistola. 4. Circuito del switch de la pistola. 5. Gas protector hacia la pistola. 6. Cable de unión. 7. Gas protector desde el cilindro. 8. Control contactor de soldadura. 9. Cable de
potencia. 10. Entrada primaria de potencia.
Modulo soldadurann2.indd 18 08/03/2010 02:43:08 a.m.

Fundamentos preliminares del proceso de soldadura
19
Aunque el concepto básico de este proceso fue introducido en los años 20, no fue comercialmente disponible hasta 1948. Las principales ventajas son:
1. Velocidades de soldadura más altas que las alcanzadas en arco manual;2. Las tasas de deposición son significativamente más altas que las de elec-
trodos revestidos, 3. La alimentación de un alambre continuo permite lograr una soldadura más
larga sin la necesidad de parar,4. La penetración es más profunda que las alcanzadas por arco manual,5. Necesita menor habilidad del soldador,6. Menor tiempo de post limpieza.
1.9. SOLDADURA AL ARCO CON ALAMbRE TUbULAR – FCAw
En el proceso de soldadura con alambre tubular, el calor es producido por un arco eléctrico entre un alambre tubular continuo y la pieza de trabajo. Este pro-ceso es único, debido a que el fundente va al interior del tubular, permitiendo que la protección del baño sea autoprotegida por la descomposición de los com-ponentes del fundente. En forma alternativa también existen alambres tubulares con protección externa, lo que significa el uso de un gas de protección.
Como se mencionó, el proceso con alambre tubular tiene dos alternativas:
1. Que el proceso utilice un suministro externo de un gas para proteger el baño de soldadura,
2. Que sea autoprotegido, como lo muestra la figura.
Salida de gas
Fuente de poder DCVoltaje constante
Control de voltaje
Contactor control
bovina de alambreMotor conductor
del alambreCable de poder al electrodo
Voltímetro y amperímetro
Hacia la válvula solenoide
Entrada de gas
Control del alimentador de
alambre
115 V
Cable a la pieza
Pistola
Pieza
Proceso de soldadura al arco con electrodo tubular y con protección gaseosa externa.
Modulo soldadurann2.indd 19 08/03/2010 02:43:08 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
20
Las ventajas principales del proceso con alambre tubular son:
1. Altas tasas de depósitos,2 . Menor habilidad del soldador comparada con GMAW,3 . Mayor penetración que el arco manual,4. Mayor tolerancia a la herrumbre y escamas que el proceso GMAW.
Algunas desventajas son:
1. La escoria debe ser removida antes de depositar el siguiente cordón;2. Mayor generación de humos y polvos que el generado por GMAW.
Dirección de soldadura
Metal de soldadura
Poza de soldadura
Arco y transferencia
metálica
Escoria solidificada
Guía de alambre y tubo de contacto
Electrodo tubular
Polvo metálico Materiales formadores de vapor.
Desoxidantes
Protección de arco constituido por compuestos vaporizados y formadores
de escoria
Escoria fundida
Proceso tubular autoprotegido.
1.10. SOLDADURA AL ARCO bAjO PROTECCIÓN GASEOSA CON ELECTRODO NO CONSUMIbLE – TIG
El proceso TIG conocido como Heli-Arc fue desarrollado al final del año 1930 cuando se tenía la gran necesidad de soldar magnesio. La temperatura de fusión necesaria para soldar materiales en el proceso TIG es obtenida por el mantenimiento de un arco producido entre un electrodo de tungsteno aleado y la pieza de trabajo, tal como lo muestran las figuras:
Para la estabilización del arco de soldadura se utiliza una protección gaseosa externa que además previene la contaminación del metal fundido con la atmós-
Modulo soldadurann2.indd 20 08/03/2010 02:43:08 a.m.

Fundamentos preliminares del proceso de soldadura
21
fera. El proceso TIG es usado ampliamente para soldadura de aceros inoxida-bles, aceros, aluminio, magnesio, cobre y materiales reactivos tales como tita-nio y tantalio. El proceso puede también ser usado para unir aceros al carbono y baja aleación. Las principales ventajas son:
1. Produce soldaduras de alta calidad con baja distorsión, libre de salpicaduras;2. Puede ser usado con o sin aporte de material;3. Permite soldar casi todos los materiales incluyendo uniones disímiles,4. Proporciona un control preciso del aporte calórico.
Pistola
Arco
Conductor eléctrico
Electrodo de Tungsteno
Paso de gas
Gas protector
Vaina aislante
Fuente de poder
Suministro de gas inerte
Configuración general del proceso TIG.
Conductor de corrienteDirección de
avance
Entrada de gas protector
boquilla
Gas protector
Soldadura modificada
Electrodo de tungsteno no consumible
Metal de aporte
Esquema que muestra los componentes claves del proceso TIG.
Modulo soldadurann2.indd 21 08/03/2010 02:43:09 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
22
Algunas limitaciones son:
1. Produce bajas tasas de deposición,2. Requiere mayor habilidad del soldador en comparación al proceso de arco ma-
nual.
1.10.1 La clasificación de los electrodos de tungsteno usados para la soldadura TIG
Clasificación AWS
Color Elemento de aleación
Aleación de óxido
% de óxido
EWPEWCe-2EWLa-1EWTh-1EWTh-2EWZr-1EWG
verdenaranjanegro
amarillorojocafégris
--CeLaThThZr
no especificado
--CeO2La2O3ThO2ThO2ZrO2
--
--2112
0,25--
En este proceso, la coalescencia de metales es alcanzada vía el calor transferido por un arco que es creado entre un electrodo de tungsteno y la pieza de trabajo. El arco es comprimido por un orificio presente en la boquilla de una aleación de cobre que genera una columna de arco colimada, permitiendo que la temperatura se eleve enormemente, llegando a niveles de 18 mil a 20 mil ºC. El proceso puede ser operado con o sin la adición de un material de aporte; es utilizado en aceros de alta aleación y adecuado para cortar aceros aleados y de grandes espesores.
–Cátodo
ánodo+
Entrada del gas
Arco transferido Arco No transferido
Electrodo
Arco o plasma
Corriente continua
Entrada del gas
boquilla
Arco Plasma
Dos tipos de arco para soldadura por plasma.
1.11. SOLDADURA AL ARCO SUMERGIDO – SAw
Es un proceso de la soldadura al arco, en el cual el arco es protegido por un fundente aglomerado. El calor del proceso de arco sumergido es generado por
Modulo soldadurann2.indd 22 08/03/2010 02:43:09 a.m.

Fundamentos preliminares del proceso de soldadura
23
un arco entre un metal sólido (alambre) y la pieza de trabajo. El arco es man-tenido en una cavidad de fundente fundido o escoria, la cual refina el metal de soldadura y lo protege de la contaminación atmosférica. El flujo del fundente es alimentado continuamente, lo que permite junto con una alimentación continua del alambre que sea un proceso de alto rendimiento produciendo cordones de alta calidad.
124
36
9
7
5
8
Leyenda: 1. Fuente de poder de CC CA (100% ciclo de trabajo). 2. Sistema de Control. 3. Porta carrete de alambre. 4. Alambre-electrodo. 5. Tobera para boquilla. 6. Recipiente porta fundente. 7. Metal base.
8. Fundente. 9. Alimentador de alambre
1.12. SOLDADURA POR OXIGáS – OFw Es un proceso manual en el cual las superficies de los metales a ser unidos
son fundidas progresivamente por el calor proporcionado por una llama de gas, con o sin metal de aporte. La fuente más importante de calor para oxigás es mediante el uso de la soldadura oxiacetilénica (oxígeno + acetileno). Se pueden usar otros gases derivados del petróleo o gas natural, todos los cuales producen llamas a temperaturas de 2700 ºC a 3100 ºC. Sus utilizaciones principales son la unión de planchas delgadas y el corte de planchas (oxicorte). La figura mues-tra una configuración general del sistema oxigás.
Válvulas de control de gas
Reguladores de presión
Mangueras
boquilla
SopleteCilindro de oxígeno
Cilindro de combustible
Proceso Oxigás.
Modulo soldadurann2.indd 23 08/03/2010 02:43:10 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
24
1.13. REGLAS DE SEGURIDAD EN EL PROCESO DE SOLDADURA
• Compruebe que el área de soldar tenga un piso de cemento o de mampos-tería.
• Guarde todo material combustible a una distancia prudente.
• No use guantes ni otra ropa que contenga aceite o grasa.
• Esté seguro que todo alambrado eléctrico esté instalado correctamente.
• No sobrecargue los cables de soldar.
• Siempre compruebe que su máquina está correctamente conectada a tie-rra.
• Nunca trabaje en un área húmeda.
• Apague la máquina soldadora antes de hacer reparaciones o ajustes, para evitar choques.
• Siga las reglas del fabricante sobre operación de interruptores y para hacer otros ajustes.
• Proteja a otros con una pantalla y a usted mismo con un escudo protec-tor.
• Las chispas volantes representan un peligro para sus ojos. Los rayos del arco también pueden causar quemaduras dolorosas.
• No realice trabajos de soldadura utilizando lentes de contacto.
• Compruebe que las caretas no estén deterioradas porque así no cumpli-rían su función.
• Verifique que el cristal de las caretas sea el adecuado para la tarea que se va a realizar.
• Para picar la escoria o cepillar la soldadura protéjase los ojos.
• Los ayudantes y aquellos que se encuentren a corta distancia de las sol-daduras deberán usar gafas con cristales especiales.
• Cuando sea posible se utilizarán pantallas o mamparas alrededor del puesto de soldadura.
• Para colocar los electrodos se utilizaran siempre guantes, y se desconectará la máquina.
• La pinza debe estar aislada y cuando esté bajo tensión deberá tomarse con guantes.
• Las pinzas no se depositarán sobre materiales conductores.
Modulo soldadurann2.indd 24 08/03/2010 02:43:10 a.m.

Fundamentos preliminares del proceso de soldadura
25
1.13.1 Seguridad eléctrica al usar una máquina de soldar
a. Circuitos con corriente.
b. Línea de tie-rra.
c. Cambio de polaridad.
d. Cambio de rango de am-peraje.
e. Circuito de soldadura
Modulo soldadurann2.indd 25 08/03/2010 02:43:10 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
26
1.13.2 Riesgo de incendio
• Nunca debe soldar en la proximidad de líquidos inflamables, gases, vapo-res, metales en polvo o polvos com-bustibles.
• Cuando el área de soldadura contiene gases, vapores o polvos, es necesa-rio mantener perfectamente aireado y ventilado el lugar mientras se suelda.
• Nunca soldar en la vecindad de ma-teriales inflamables o de combustibles no protegidos.
• Ventilación: Soldar en áreas confina-das sin ventilación adecuada puede considerarse una operación arriesga-da, porque al consumirse el oxígeno disponible, a la par con el calor de la soldadura y el humo restante, el ope-rador queda expuesto a severas mo-lestias y enfermedades.
Riesgo de incendio.
Ventilación.
1.13.3 IMPLEMENTOS DE PROTECCIÓN PERSONAL
• Máscara de soldar, protege los ojos, la cara, el cuello y debe es-tar provista de filtros inactínicos de acuerdo al proceso e intensidades de corriente empleadas. Un casco soldador o escudo de mano ade-cuado es necesario para toda sol-dadura.
• Guantes de cuero, tipo mosque-tero con costura interna, para pro-teger las manos y muñecas.
• Zapatos de seguridad, que cú-bran los tobillos para evitar el atra-pe de salpicaduras.
• Gorro, protege el cabello y el cue-ro cabelludo, especialmente cuan-do se hace soldadura en posicio-nes.
Modulo soldadurann2.indd 26 08/03/2010 02:43:12 a.m.

Fundamentos preliminares del proceso de soldadura
27
• Coleto o delantal de cuero, para protegerse de salpicaduras y exposición a rayos ultravioletas.
• Polainas y casaca de cuero, cuando es necesario hacer soldadura en po-siciones verticales y sobre cabezal deben usarse estos aditamentos, para evitarlas severas quemaduras que puedan ocasionar las salpicaduras del metal fundido.
GLOSARIO
a. Enlace. Lugar donde los cordones se enlazan por sus extremos.
b. Línea de solidificación. Límite entre el metal sólido y el metal líquido del baño.
c. Metal base. Metal de la pieza que se suelda.
d. Metal básico. El material que se va a soldar.
e. Soldadura. Conjunto de metal fundido y solidificado que comprende uno o varios cordones, pasadas o capas.
f. Soldeo. Acción o proceso de soldar.
g. Zona de Influencia. Parte del metal de base que está influenciada por el calor del arco.
Modulo soldadurann2.indd 27 08/03/2010 02:43:12 a.m.

Modulo soldadurann2.indd 28 08/03/2010 02:43:12 a.m.

II UNIDAD
SOLDADURA POR ARCO CON ELECTRODOS REVESTIDOS
ObjETIVOS ESPECÍFICOS(Capacidades a desarrollar)
• Describir el proceso de soldadura por arco con electrodo revestido y sus principios de funcionamiento, ventajas e inconvenientes. Manejo de equipos.
• Conocer los principales parámetros que influyen en el proceso.
2.1. DESCRIPCIÓN Y DENOMINACIONES
La soldadura por arco con electrodos revestidos es un proceso en que la fusión del metal se produce gracias al calor generado por un arco eléctrico estableci-do entre el extremo de un electrodo revestido y el metal base de una unión a soldar.
El material de aportación se obtiene por la fusión del electrodo en forma de pequeñas gotas (observe la figura). La protección se obtiene por la descompo-sición del revestimiento en forma de gases y en forma de escoria líquida que flota sobre el baño de fusión y, posteriormente, se solidifica.
A la soldadura por arco con electrodos revestidos se le conoce por las siguien-tes denominaciones:
a. SMAW: Shielded metal arc welding ( según ANSI/AWS A3.0)
b. Soldeo metálico por arco con electrodo revestido (según UNE-EN ISO 4063)
c. MMAW: Manual metal arc welding (según Reino Unido)
2.2. DESCRIPCIÓN DEL PROCESO CON ELECTRODOS REVESTIDOS
2.2.1 Ventajas
• El equipo de soldar es relativamente sencillo, no muy caro y portátil.
Modulo soldadurann2.indd 29 08/03/2010 02:43:12 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
30
Metal solidificado
Gotas de metalFundente del electrodo
Núcleo del electrodo
Metal base
Gas de protección (proveniente del recubrimiento del electrodo)
Escoria
Depósito de
soldadura
Dirección de avance
• El metal de aportación y los medios para su protección durante el proceso de soldadura, proceden del propio electrodo revestido. No es necesario protección adicional mediante gases auxiliares o fundentes granulares.
• Es menos sensible al viento y a las corrientes de aire que los procesos por arco con protección gaseosa. No obstante el proceso debe emplearse siempre protegido del viento, lluvia y nieve.
• Se puede emplear en cualquier posición, en locales abiertos y en locales cerrados, incluso con restricciones de espacio. No requiere conducciones de agua de refrigeración, ni tuberías o botellas de gases de protección, por lo que puede emplearse en lugares relativamente alejados de la fuente de energía.
Es aplicable para una gran variedad de espesores, en general mayores a 2 mm.
Es aplicable a la mayoría de los metales y aleaciones de uso comercial.
2.2.2 LIMITACIONES
• Es un proceso lento, por la baja tasa de deposición y por la necesidad de retirar la escoria, por lo que en determinadas aplicaciones ha sido despla-zado por otros procesos.
• No requiere gran habilidad por parte del soldador
• No es aplicable a metales de bajo punto de fusión como plomo, estaño, cinc y sus aleaciones, debido a que el intenso calor del arco es excesivo para ellos. Tampoco es aplicable a metales de alta sensibilidad a la oxi-dación como el titanio, circonio, tántalo y niobio, ya que la protección que proporciona es insuficiente para evitar la contaminación por oxígeno de la soldadura.
Modulo soldadurann2.indd 30 08/03/2010 02:43:12 a.m.

Soldadura por arco con electrodos revestidos
31
• No es aplicable a espesores inferiores a 1,5 a 2 mm.
• La tasa de deposición es inferior a la obtenida por los procesos que utili-zan electrodo continuo, como FCAW o MIG-MAG. Esto se debe a que el electrodo solo puede consumirse hasta una longitud mínima (unos 5 cm.), cuando se llega a dicha longitud el soldador tiene que retirar la colilla del electrodo no consumida e insertar un nuevo electrodo.
• Aunque en teoría se puede soldar cualquier espesor por encima de 1,5 mm, el proceso no resulta productivo para espesores mayores de 38 mm. Para estos espesores resultan más adecuados los procesos SAW Y FCAW.
2.2.3 APLICACIONES:
La soldadura por arco con electrodos revestidos es uno de los procesos de mayor utilización, especialmente en soldaduras de producción cortas, trabajos de mantenimiento y reparación, así como en construcciones en campo.
La mayor parte de las aplicaciones de soldadura por arco con electrodos reves-tidos se dan con espesores comprendidos entre 3 y 38 mm.
El proceso es aplicable a aceros al carbono, aceros aleados, inoxidables, fun-diciones y metales no férreos como aluminio, cobre, níquel y sus aleaciones.
Los sectores de mayor aplicación son la construcción naval, máquinas, estruc-turas, tanques y esferas de almacenamiento, puentes, recipientes a presión y calderas, refinerías de petróleo, oleoductos y gasoductos y múltiples tipos de trabajo similar.
Se puede emplear en combinación con otros procesos de soldeo, realizando bien la pasada de raíz o las de relleno, en tubería se suele emplear en com-binación con el proceso TIG. La raíz se realiza con TIG completándose la unión mediante soldeo SMAW.
2.2.4 FORMACIÓN DEL ARCO ELéCTRICO: MéTODOS DE ENCENDIDO
Formar el arco significa tocar el metal base con la punta del electrodo. Se usan dos métodos: por frotamiento y de toque.
Por el método de frotamiento: con el electrodo se frota la superficie de la pie-za como si se tratara de prender una cerilla. Al producirse el arco, se mantiene el electrodo a una altura determinada de la superficie de la pieza.
Por el método de toque: el electrodo toca la pieza suavemente y, al producirse el arco, se levanta el electrodo para mantenerlo a la altura conveniente.
Para mantener el arco encendido es necesario mantener el electrodo a una altura constante; cuando ésta es muy pequeña, el electrodo se pega a la pieza, y cuando es muy grande, se “rompe” el arco, es decir, deja de produ-cirse.
Modulo soldadurann2.indd 31 08/03/2010 02:43:13 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
32
Comienzo
Comienzo
FinA
bC Placa
Placa
Fin Contacto con la placa
Por el método de toque. Por el método de frotamiento
2.2.5 ENCENDIDO DEL ARCO ELéCTRICO:
Saber encender el arco y mantener su continuidad es una de las bases de la soldadura eléctrica. Se enciende el arco cuando la corriente eléctrica es obli-gada a saltar el espacio existente entre la punta del electrodo y el metal base, manteniendo una longitud adecuada, que permita formar un buen cordón de soldadura.
Un método para el encendido del arco es el siguiente: se mueve el electrodo sobre la plancha, inclinándolo ligeramente, como si se raspara una cerilla de fósforo.
No Sí
2.3. CáLCULO DEL AMPERAjE
La mejor información sobre el amperaje con que se puede usar un electrodo es la que suministra el fabricante del mismo. Sin embargo existen algunos méto-
Modulo soldadurann2.indd 32 08/03/2010 02:43:13 a.m.

Soldadura por arco con electrodos revestidos
33
dos de tipo práctico, que nos permiten calcular en forma aproximada el ampe-raje que se debe emplear para cada diámetro de electrodo.
Estos métodos son:
2.3.1 La intensidad necesaria para un electrodo se puede calcular aplicando la si-guiente fórmula:
IP = 50 (d – 1)
En donde: IP = Intensidad promedio d = Diámetro del electrodo en mm
Ejemplo Aplicativo:
¿Cuál será la intensidad promedio para un electrodo de 18 de diámetro?
Datos: 1
8 = 3,175 mm = redondeando = 3,2 mm
Aplicando la fórmula:
IP = 50 (d – 1) = 50 (3,2 – 1) = 50(2,2) = 110 amp.
Esto nos indica que para soldar con un electrodo de
18
se debe graduar en la
fuente de poder 110 A, aproximadamente.
2.3.2 Para cada electrodo se debe usar aproximadamente 40 A. por cada mm. de diámetro:
Ejemplo Aplicativo:
Calcular la intensidad necesaria para un electrodo de
532
de diámetro.
Datos:
532
= 4 mm
Aplicando la fórmula: 40 × 4 = 160 A.
Lo anterior nos indica que para un electrodo de 5
32 se deben utilizar 160 A
aproximadamente.
2.3.3 Para calcular aproximadamente, el amperaje necesario para un electrodo se realiza la división que muestra la fracción en pulgadas.
El amperaje debe ser igual al valor que nos indican las tres primeras cifras de-cimales.
Modulo soldadurann2.indd 33 08/03/2010 02:43:13 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
34
Ejemplo Aplicativo: Calcular el amperaje necesario para un electrodo de 532
.
Datos:
532
= 0,156
Esta operación nos indica que para un electrodo de 5
32 se debe graduar en la
fuente de poder aproximadamente 156 A.
Estos valores de intensidad se pueden ajustar en mayor o menor proporción según los siguientes factores:
a. Espesor del metal base
b. Grosor del revestimiento del electrodo
c. Posición en que se va a soldar, 5% menos de amperaje si se va a ejecutar sobre cabeza.
d. La caída de tensión (voltaje), que se produce cuando el voltaje de la ins-talación baja ostensiblemente cuando gran cantidad de maquinaria eléc-trica trabaja al mismo tiempo que la máquina de soldar; para aumentar la intensidad es necesario mover el reóstato de la máquina de soldar hasta encontrar la intensidad adecuada.
Modulo soldadurann2.indd 34 08/03/2010 02:43:14 a.m.

Soldadura por arco con electrodos revestidos
35
GLOSARIO
a. baño de Fusión. Parte líquida del cordón mientras se suelda.
b. Capa. Conjunto de cordones o de pasadas depositadas unas al lado de otras, en un mismo plano.
c. Fundente. Un material, que al calentarse, emite un gas que cubre el área donde va a soldar. Este gas protege los metales que va a soldar contra las impurezas presentes en el aire.
d. Soldar con Arcos de Fundente. También se conoce como soldar sin gas, esta técnica para soldar usa una soldadora con alambre. El alambre es tubular y lleno de fundente.
e. Soldar con Arcos de Metal Gaseosos. Un proceso para soldar usado con una soldadora con alambre. El alambre es sólido y se usa un gas inerte.
f. Soldar con Arcos Protegidos. Es un proceso de soldar que usa un electrodo consumible para sostener el arco. La protección se logra al derretir el fundente del electrodo.
g. Soldar con Arcos de Tungsteno. Es un proceso para soldar usado con solda-doras con generadores de alta frecuencia. El arco se crea entre un electrodo no-consumible de tungsteno y la pieza de trabajo. No es indispensable usar un metal de relleno.
h. Soldadura de Puntos. Una unión hecha para mantener las piezas alineadas has-ta que se haya completado el proceso de soldar.
Modulo soldadurann2.indd 35 08/03/2010 02:43:14 a.m.
Modulo soldadurann2.indd 36 08/03/2010 02:43:14 a.m.
III UNIDAD
NOCIONES DE ELECTRICIDAD CON RESPECTO AL ARCO ELéCTRICO Y FUENTES DE PODER
ObjETIVOS ESPECÍFICOS(Capacidades a desarrollar)
• Conocer la importancia de la electricidad y sus elementos y su influencia en el campo de la soldadura;
• Diferenciar las polaridades y su efecto en una unión soldada;• Realizar cálculos de las magnitudes de la electricidad.
3.1. NOCIONES DE ELECTRICIDAD RESPECTO AL ARCO ELéCTRICO
3.1.1. NATURALEZA DE LA ELECTRICIDAD
Para comprender mejor la aplicación del arco eléctrico a la soldadura, es ne-cesario conocer ciertos principios fundamentales relacionados con la electrici-dad.
La electricidad es una de las fuentes de energía más utilizadas en la tecnología de la soldadura.
En la soldadura por fusión se emplea fundamentalmente para producir el arco eléctrico y para generar, por efecto de joule, el calor necesario en los procesos de soldeo por resistencia.
El empleo de la electricidad es también muy diverso en los procesos por solda-dura en estado sólido y en los de soldadura fuerte y blanda.
Lo anterior justifica que se traten, desde el principio, los fundamentos de este fenómeno así como sus consecuencias.
Todos los cuerpos están formados por elementos químicos o sustancias ele-mentos, y cada uno de ellos está constituido por partículas elementales o áto-mos.
Cada átomo tiene un núcleo central y alrededor de él giran a gran velocidad unas partículas (electrones) cargadas negativamente. Dentro del núcleo hay
Modulo soldadurann2.indd 37 08/03/2010 02:43:14 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
38
un número igual de partículas positivas (protones) que anulan a las negativas de los electrones, compensándose el número de cargas positivas del núcleo con el número de cargas negativas que giran a su alrededor, resultando un átomo neutro.
Electrón
Protón
Neutrón
También se encuentran en el núcleo unas partículas sin carga eléctrica denominadas neutrones. Los electrones giran en órbitas distintas alrededor del núcleo.
Como hemos indicado, la materia en estado normal pasee el mismo número de protones que de electrones, por lo que es eléctricamente neutra. Ahora bien, los átomos pueden ceder o ganar electrones, quedándose cargados positiva o negativamente.
Esquema del electrón. La imagen no está a escala
Un cuerpo estará cargado positivamente si pierde un determinado número de electrones.
Un cuerpo quedará cargado negativamente si gana un determinado número de electrones.
3.2. LA CORRIENTE ELéCTRICA
La corriente eléctrica es el desplazamien-to de partículas eléctricas (electrones) circulando por un cuerpo en sentido de-terminado.
En el gráfico representamos un conjunto sencillo formado por una pila, una lámpa-ra, unos hilos metálicos y un interruptor. Si cerramos el interruptor se encenderá la lámpara, pues la corriente eléctrica pro-ducida por la pila recorrerá el circuito.
+
–
Interruptor
Pila
bombilla
Ejemplo de circuito eléctrico
3.2.1 TIPOS DE CORRIENTE ELéCTRICA
a. CORRIENTE ALTERNA (CA). Es aquella corriente que invierte su sentido a intervalos regulares de tiempo, o sea, una corriente alterna es aquella corriente que comenzando de un valor cero aumenta su intensidad hasta un valor máximo (positivo), disminuyendo luego hasta cero, posteriormen-te esta misma corriente fluye en sentido opuesto, o sea que comenzando de un valor cero alcanza su valor máximo (negativo).
Modulo soldadurann2.indd 38 08/03/2010 02:43:14 a.m.

Nociones de electricidad con respecto al arco eléctrico y fuentes de poder
39
N
0 90 180 270
S
Volta
je m
áxim
oVo
ltaje
máx
imo
Voltaje mínimoVoltaje mínimoGrados o tiempo
E mSe
nq
Em Em
EmEm
+e
–e1 Ciclo
1 alternancia
Generador de CA
b. CORRIENTE CONTINUA (CC). Es una corriente cuya magnitud y direc-ción se mantienen iguales con el tiempo. Existen algunos usos en que sólo se puede usar CC, tales como la carga de acumuladores, la galvanoplas-tia, el funcionamiento de motores de CC y ciertas partes de los sistemas de radio, teléfono, telegrafía, otros.
Tensión(Voltios)
Voltaje +
0,5 sVoltaje –
Tiempo (s)
Onda de corriente continua.
En el Perú utilizamos, por lo general, la corriente alterna de 220 voltios y 60 ciclos. Esta corriente es transportada por redes eléctricas monofásicas, que utilizan 2 cables, o bien conducida por redes eléctricas trifásicas, que utilizan 3 cables de transportación. Las máquinas de soldar pueden utilizar tanto la co-rriente monofásica como la trifásica.
Generador o transformador
Tierra TierraConsumidores
L1
L2
L3
L4
Con
ecci
ones
de
l prim
ario
Con
ecci
ones
de
l sec
unda
rio
Devanado del secundario
Devanado del primario Núcleo termomagnético
Modulo soldadurann2.indd 39 08/03/2010 02:43:15 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
40
3.2.2 POLARIDAD Y SUS EFECTOS EN LA SOLDADURA
En la corriente continua es importante saber la dirección del flujo de corriente. La dirección del flujo de corriente en el circuito de soldadura es expresada en término de polaridad. El término de polaridad es la que resulta tener dos polos: un polo negativo y un polo positivo.
Dentro de ello tenemos 2 tipos:
Cable de electrodo
A. Polaridad directa (negativa)
Cable de electrodo
b. Polaridad inversa (positiva)
a. POLARIDAD DIRECTA O NORMAL. Cuando el porta-electrodo es conec-tado al polo negativo (-) de la fuente de poder y el cable de tierra al polo positivo (+). Su efecto en la soldadura es que nos da una mayor velocidad de fusión (poca penetración).
b. POLARIDAD INDIRECTA O INVERTIDA. Cuando el cable del porta-elec-trodo es conectado al polo positivo (+) de la fuente de poder y el cable de tierra al polo negativo (-). Su efecto en la soldadura es que nos permite una mayor penetración.
3.3. CIRCUITO ELéCTRICO
CONCEPTO
Es un camino cerrado, por el cual los electrones se desli-zan desde el terminal negati-vo de la fuente de poder, has-ta el polo positivo de la misma a través de los conductores.
Filamento
Ampolla de vidrio
Gas inerte
Corriente eléctrica Circuito
Fuente de electricidad
3.3.1 Circuito eléctrico de la soldadura por arco con electrodos revestidos
La corriente fluye a partir del borne de la máquina de soldar, donde se fija el cable del porta-electrodo y termina en el borne de la máquina donde se fija el cable de tierra.
Modulo soldadurann2.indd 40 08/03/2010 02:43:15 a.m.

Nociones de electricidad con respecto al arco eléctrico y fuentes de poder
41
Máquina de soldar
Metal que se va soldar
Porta-electrodo
3.3.2 Magnitudes o elementos de la corriente eléctrica
Las magnitudes o componentes de la corriente eléctrica están ligadas entre si. Las magnitudes de la corriente eléctrica son tres: la fuerza electromotriz o tensión, la intensidad y la resistencia eléctrica.
a. FUERZA ELECTROMOTRIZ (FEM) O TENSIÓN (E). También se conoce con los nombres de diferencia potencial, tensión o voltaje. Esta viene a ser la fuer-za o impulso (velocidad) con que los electrones se desplazan a través de un conductor. Su unidad es el voltio, se mide con el voltímetro.
b. INTENSIDAD DE CORRIENTE (I). Es la cantidad de electrones que se desplazan por un punto del conductor en un tiempo de-terminado, o sea es el flujo de electrones que se desplaza por el conductor. Su unidad es el amperio, se mide con el ampe-rímetro.
En la soldadura se sigue la teo-ría de Edison: la corriente flu-ye del negativo (-) al positivo (+). Los dos tipos de corriente son:
Voltaje. Es la fuerza o impuso con que los electrones se desplazan a través de un
conductor.
Amperaje. Es el flujo de corriente eléctrica.
1. AC = Corriente Alterna
2. DC = Corriente Directa
Modulo soldadurann2.indd 41 08/03/2010 02:43:16 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
42
c. RESISTENCIA ELÉCTRICA (R). Viene a ser la fuerza de oposición que ofrecen los electrones para ser desplazados de sus órbitas en las que nor-malmente giran atraídos por los protones. Su unidad es el Ohm y se mide con el ohmímetro.
Voltaje Amperaje
RESISTENCIA
Voltaje Amperaje
RESISTENCIA
3.3.3 Ley de ohm. Problemas de aplicación
En todo circuito eléctrico intervienen tres factores, ellos son: la tensión en vol-tios, la intensidad en amperios y la resistencia en ohms. La corriente continua sólo fluye en un circuito cerrado que proporciona una vía conductiva continua desde el terminal negativo al positivo de la fuente de voltaje. La intensidad de la corriente es la relación que existe entre la tensión y la resistencia del circuito. Esta relación existe entre magnitudes eléctricas y se demuestran por medio de la Ley de Ohm, la que fue descubierta por George Simón Ohm, físico alemán y en cuyo honor lleva su nombre esta ley.
a. ENUNCIADO DE LA LEY DE OHM. “La corriente eléctrica (I) que circula por un conductor es directamente proporcional a la fuerza electromotriz (E) aplicada e inversamente proporcional a su resistencia (R)”
Relación matemática:
I = ER
En donde: I: Intensidad en amperios E: Tensión o FEM en voltios R: Resistencia en ohms.
De esta ley principal se derivan otras dos fórmulas:
1. Para encontrar el voltaje, conociendo la in-tensidad y resistencia. E = I × R
Modulo soldadurann2.indd 42 08/03/2010 02:43:16 a.m.

Nociones de electricidad con respecto al arco eléctrico y fuentes de poder
43
1. Para encontrar la resistencia, conociendo la tensión y la intensidad. R =
VI
b, LAS TRES RELACIONES MATEMáTICAS SON MUY ÚTILES PARA CALCULAR LOS TRES FACTORES QUE INTERVIENEN EN UN CIRCUITO
Para los efectos de solución de problemas relacionados con esta ley, cubriendo la magnitud que se desea hallar, quedan los otros elementos de esta ley indicando la operación a realizarse.
VI R
c. PRObLEMAS DE APLICACIÓN
1. ¿Cuál será la intensidad (I) de una plancha eléctrica que tiene una resis-tencia de 440 ohm y recibe la alimentación de 220 voltios?
SOLUCIÓN: I =
ER =
229 V440 W = 0,5 A
2. ¿Cuál será la resistencia que tiene el circuito eléctrico que pasa una inten-sidad de 2 amperios al aplicarle una tensión de 6 voltios?
SOLUCIÓN: R =
EI =
6 V2 A = 3 W
3 ¿Cuál será la tensión necesaria para que un circuito que tiene 180 ohms pase una intensidad de corriente de 0,8 A?
SOLUCIÓN: E = I × R = 0,84 A × 180 W = 144 V
3.3.5 CONDUCTIVIDAD ELéCTRICA. MATERIALES CONDUCTORES Y AISLANTES
La resistencia de un conductor depende de las características particulares de este: Longitud, sección y naturaleza del material.
Como se sabe que:
• Al aumentar la longitud del conductor, la resistencia aumenta.• Al disminuir el diámetro del conductor, y por tanto su sección, la resistencia
aumenta.• Al cambiar un conductor por otro de la misma sección y longitud, pero de
diferente material, la resistencia varía, ya que ésta depende del tipo de material del conductor.
Modulo soldadurann2.indd 43 08/03/2010 02:43:17 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
44
Existen materiales que conducen mejor la electricidad que otros, es decir tie-nen mayor conductividad eléctrica. La conductividad es una característica de cada tipo de material.
Un buen conductor es un material que no ofrece resistencia al paso de los electrones.
Su conductividad es alta. Los metales son, generalmente, buenos conductores de la electricidad. Los mejores son: la plata, el cobre y el aluminio. También son conductores el grafito y las disoluciones acuosas de ácidos, bases y sales.
Los aislantes son sustancias que prácticamente no conducen la corriente eléc-trica, utilizándose para cortar o aislar el paso de la corriente. Son aislantes los gases en condiciones normales (solo si se ionizan son conductores), el papel, el asfalto, el vidrio, casi todos los plásticos, casi todas las cerámicas, la lana y la goma.
Los valores aproximados de conductibilidad, expresados en “K”, de los metales son:
METAL CObRE ALUMINIO ZINC HIERRO
CONDUCTIbILIDAD 60 30 15 8
En resumen, la resistencia total de un círculo conductor depende:
a. De su longitud total en metros, abreviado en Lg en metros.b. De su conductibilidad, abreviado en Kc. De su diámetro, abreviado en C en mm
Por lo tanto la fórmula será:
RT =
LgK C
(en ohmios)
Ejm: Un cable de cobre, tiene un largo total (largo del cable para soldar y del cable de tierra) de 40 metros y un diámetro de 40 mm. ¿Cuál será su resisten-cia total?
Datos: K = 60 Lg = 40 m C = 40 mm2
Rt = ? en ohmios
De acuerdo a la fórmula tendremos:
RT =
LgK C
=
4060 × 40
= 0,016 W
Modulo soldadurann2.indd 44 08/03/2010 02:43:17 a.m.

Nociones de electricidad con respecto al arco eléctrico y fuentes de poder
45
3.4. CáLCULO DE LOS DIáMETROS NECESARIOS PARA LOS CAbLES DE SOLDAR
Para poder calcular en la práctica el diámetro de los cables para soldar, se debe de rearreglar la fórmula anterior.
Para el rearreglo se necesita insertar un nuevo valor. Debido a la pérdida de tensión que produce un círculo conductor por su resistencia. En la fórmula nue-va la pérdida de tensión se llama EP.
Soldando con arco voltaico se puede suponer la pérdida de tensión en los ca-bles, normalmente es de 2 voltios. En el ejemplo anterior, en el cual se calculó la resistencia del cable de soldadura, no figura el valor EP.
Después del rearreglo, la fórmula para la determinación del diámetro necesario para el cable de soldar es:
C =
Lg × IK × EP
(en mm2)
Ejm: Si un cable de cobre tiene un largo total de 35 m y está cargado con una corriente de soldadura de 150 amperios y tiene una pérdida de tensión de 2 voltios. ¿Cuál debe ser el diámetro del cable?
Según la fórmula anterior:
C =
Lg × IK × EP
(mm) =
3 × 15060 × 2
= 43,7 mm2 de diámetro
El diámetro correcto en este ejemplo sería 43,7 mm
Para la soldadura automática se debería elegir la medida estándar más próxi-ma o sea 45 ó 50 mm2. Para la soldadura manual con interrupciones mayores (cambio de electrodo, remover la escoria, otros) un diámetro de 40 mm sería suficiente. En los usos comerciales sería 4/0.
3.4.1 Trabajo de la electricidad y el rendimiento. Efecto calorífico y magnético
En general la corriente eléctrica es invisible. Para hacerlo visible se necesita de la ayuda de ciertos aparatos especiales. Así resulta que la corriente de la electricidad solamente se manifiesta por los resultados o su rendimiento. Los resultados en el caso de la soldadura son:
• ELEFECTOCALORÍFICO. Al pasar una corriente alta por un alambre del-gado (conductor), el alambre se calienta y enrojece. Cuando la corriente es demasiada alta, el alambre se funde (fusible, bombillo).
• ELEFECTOMAGNÉTICO.Un conductor por el cual circula la corriente eléctrica forma en sus alrededores un campo magnético de fuerza mien-tras la corriente pasa. Este campo magnético de fuerza aumenta con el largo del alambre por el cual la corriente pasa. Enrollando el alambre para que forme una bobina se puede construir un electroimán. En los dos casos
Modulo soldadurann2.indd 45 08/03/2010 02:43:17 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
46
arriba mencionados la corriente eléctrica rinde un trabajo. En el ejemplo 1: la corriente calienta el alambre hasta enrojecer, y en el caso 2: la corriente produce un campo magnético, con la ayuda del cual se puede poner en marcha a un motor eléctrico.
3.4.2 EL TRAbAjO ELéCTRICO
El trabajo eléctrico se calcula de acuerdo a la siguiente fórmula:
w = IET
En donde: W: Trabajo eléctrico en vatio/horas I: Corriente en amperios (amperios) E: Tensión en voltios (voltaje) T: Tiempo en horas (h)
Ejm.: Un electrodo necesita para su fusión una corriente de I = 180 amperios, una tensión de 26 voltios, un tiempo de 2 minutos, ¿cuál será el trabajo eléctri-co en vatios/hora?
Datos: W = ? I = 180 E = 26
T = 2 min = 260 = 0,033 h
Empleando la fórmula antes indicada tendremos:
w = IET = 180 × 26 × 0,033 = 154
Vatioshora
Para no obtener resultados en cifras tan altas en los cálculos, la unidad vatio/hora, siempre se expresa en mil unidades, o sea, en kilovatio/horas. Así la fór-mula antes citada se convierte en:
w =
I E T1000 =
180 × 26 × 0,0331000 = 0,154
kilovatioshora
3.4.3 EL RENDIMIENTO DE LA CORRIENTE ELéCTRICA = N
El rendimiento de la corriente eléctrica se calcula empleando la siguiente fór-mula:
N = IE
Para no obtener también cifras tan elevadas, el resultado del cálculo del rendi-miento eléctrico se expresa en mil unidades o sea en kilovatios.
Modulo soldadurann2.indd 46 08/03/2010 02:43:18 a.m.

Nociones de electricidad con respecto al arco eléctrico y fuentes de poder
47
Así la fórmula antes citada se convierte en:
N = I E1 000
= ? (kilovatios)
De acuerdo al ejemplo anterior, tendremos el rendimiento de la corriente eléc-trica lo siguiente:
N = I E
1 000 = 180 × 26
1 000 = 4,68 kilovatios
3.5. FUENTES DE PODER
3.5.1 FUENTES DE ENERGÍA
Las compañías eléctricas suministran corriente alterna de baja intensidad y de alto voltaje, que es adecuada para los usos domésticos ya para la mayoría de los usos industriales, mientras que para el soldeo se necesitan altas intensidades (50-1500 A.) y bajos voltajes (20-80V) en corriente alterna o en corriente conti-nua.
Características necesarias para soldar:
Tensión altaIntensidad baja TRANSFORMADOR
RECTIFICADORCorriente alterna(ca)
Tensión bajaIntensidad alta
Corriente continua (cc)
La fuente de energía es el elemento que se encarga de transformar y/o con-vertir la corriente eléctrica de la red general en otra alterna o continua, con una tensión e intensidad adecuadas para la formación y estabilización del arco eléctrico.
3.5.2 CLASIFICACIÓN DE LAS FUENTES DE ENERGÍA
Ciertos rasgos de las fuentes de alimentación de soldadura por arco nos per-miten hacer una clasificación, con respecto a la salida típica. Máquinas de CA, CC o ambas, corriente constante o tensión constante. Pero en la práctica, y de uso comercial, encontramos máquinas con:
• TRANSFORMADORES. Un transformador es un dispositivo que modifica los valores de la tensión e intensidad de la corriente alterna. Un transfor-mador está formado por un núcleo de hierro (también denominado núcleo magnético) que posee dos cables conductores enrollados, formando dos bo-binas. La primera bobina (llamado primario) se conecta a la corriente alterna
Modulo soldadurann2.indd 47 08/03/2010 02:43:18 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
48
de la red general y la segunda bobina (llamado secundario) se conecta al porta electrodo y a la pieza a soldar.
bobinado primario bobinado secundario
IP
NP NSVPac
VSac
IS
NúcleoCarga
• RECTIFICADORES. Los rectificadores son aparatos que dejan pasar la corriente sólo en un sentido, en consecuencia, la corriente alterna la con-vierte en continua. Es decir, un rectificador para soldeo convierte la co-rriente alterna en corriente continua, convirtiendo las ondas sinusoidales en una línea que se puede suponer recta y horizontal.
El elemento rectificador es el diodo, que solo deja pasar la corriente eléc-trica en un solo sentido, se puede describir como el equivalente eléctrico de una válvula de un solo sentido.
Entr
ada
CA
Salid
a re
cific
ada
Simbología de un diodo rectificador
• CONVERTIDORES Y GRUPOS ELECTRÓGENOS. Están formados por un motor y un generador de corriente. El motor puede ser eléctrico o puede ser de combustión interna. El generador puede ser de corriente continua (también llamado dínamo) o de corriente alterna.
Normalmente al conjunto motor eléctrico-dínamo se le llama convertidor y al conjunto motor de combustión interna-generador de corriente alterna se denomina grupo electrógeno de corriente alterna, y al conjunto motor de combustión interna-dínamo, un grupo electrógeno de corriente con-tinua.
Los grupos electrógenos se utilizan cuando no existe energía eléctrica dis-ponible.
Modulo soldadurann2.indd 48 08/03/2010 02:43:18 a.m.
Nociones de electricidad con respecto al arco eléctrico y fuentes de poder
49
MotorGenerador
de corriente
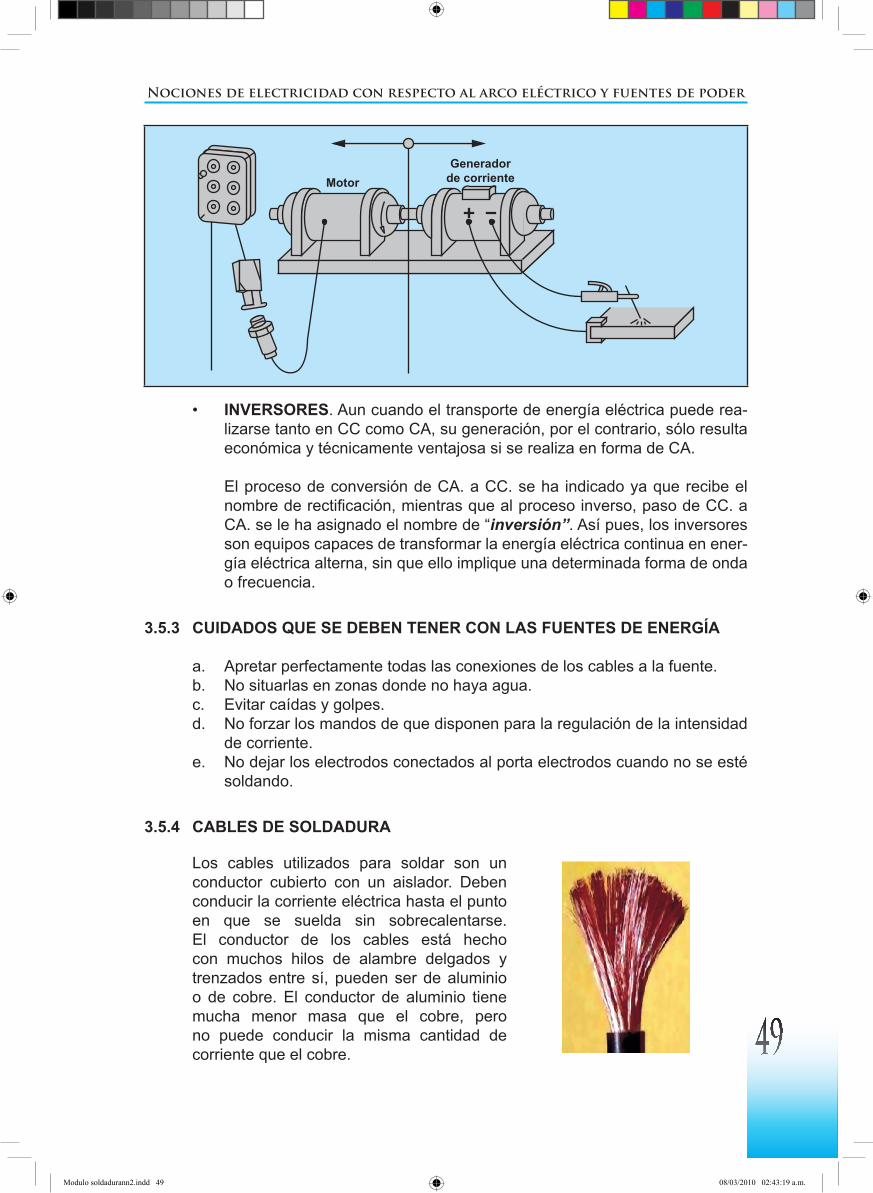
• INVERSORES. Aun cuando el transporte de energía eléctrica puede rea-lizarse tanto en CC como CA, su generación, por el contrario, sólo resulta económica y técnicamente ventajosa si se realiza en forma de CA.
El proceso de conversión de CA. a CC. se ha indicado ya que recibe el nombre de rectificación, mientras que al proceso inverso, paso de CC. a CA. se le ha asignado el nombre de “inversión”. Así pues, los inversores son equipos capaces de transformar la energía eléctrica continua en ener-gía eléctrica alterna, sin que ello implique una determinada forma de onda o frecuencia.
3.5.3 CUIDADOS QUE SE DEbEN TENER CON LAS FUENTES DE ENERGÍA
a. Apretar perfectamente todas las conexiones de los cables a la fuente.b. No situarlas en zonas donde no haya agua.c. Evitar caídas y golpes. d. No forzar los mandos de que disponen para la regulación de la intensidad
de corriente.e. No dejar los electrodos conectados al porta electrodos cuando no se esté
soldando.
3.5.4 CAbLES DE SOLDADURA
Los cables utilizados para soldar son un conductor cubierto con un aislador. Deben conducir la corriente eléctrica hasta el punto en que se suelda sin sobrecalentarse. El conductor de los cables está hecho con muchos hilos de alambre delgados y trenzados entre sí, pueden ser de aluminio o de cobre. El conductor de aluminio tiene mucha menor masa que el cobre, pero no puede conducir la misma cantidad de corriente que el cobre.
Modulo soldadurann2.indd 49 08/03/2010 02:43:19 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
50
La instalación eléctrica de suministro de electricidad se compone de:
• Cable del porta electrodo que puede contener una raviza, que es un cable un poco flexible que facilita el manejo al soldador.
• Cable de la pieza o material base.• Conexión de masa o tierra.• Conexión a la red.• Toma de tierra (normalmente agrupada con la conexión a la red.• Conexiones de los cables a la fuente de energía.
Corriente alterna suministrada por la red
Características–Alta tensión
–baja intensidad
Corriente alterna adecuada para soldar
Características:–baja tensión
–Alta intensidadTRANSFORMADOR
PARA SOLDARVariación de la corriente mediante clavijas o de
forma continua (volante)
Cable del portalelectrodo
Conexión a la red con toma de tierra
Conexión de masa
Cable de la pieza
PEQUEÑO TRANSFORMADOR PARA SOLDAR
Variación de la corriente normalmente mediante clavijas
3.5.5 CARACTERÍSTICAS DE LA FUENTE DE ENERGÍA: FUENTE DE ENERGÍA DE INTENSIDAD Y TENSIÓN CONSTANTE
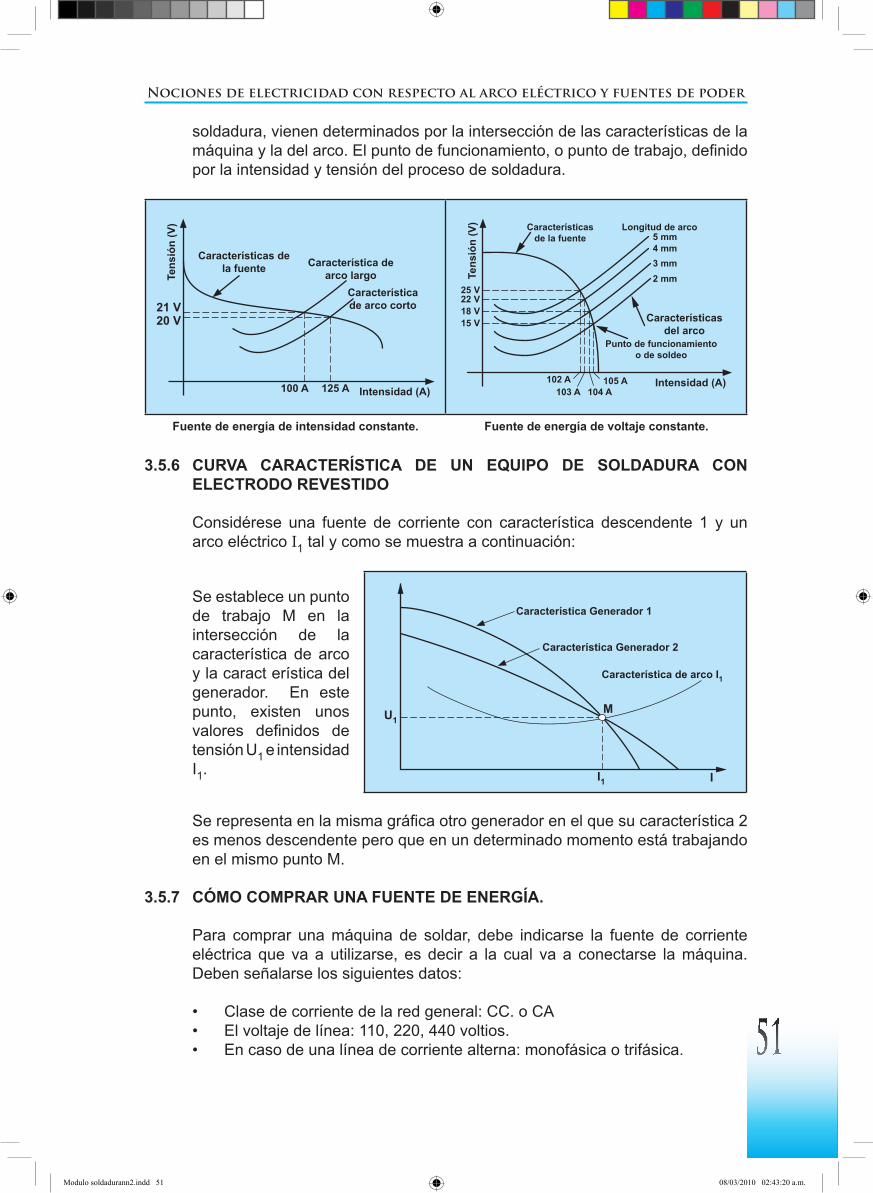
La característica de la fuente de alimentación es la representación gráfica de la relación que existe en todo momento entre la tensión y la intensidad de co-rriente de la fuente. La corriente y el voltaje real obtenido en el proceso de la
Modulo soldadurann2.indd 50 08/03/2010 02:43:19 a.m.
Nociones de electricidad con respecto al arco eléctrico y fuentes de poder
51
soldadura, vienen determinados por la intersección de las características de la máquina y la del arco. El punto de funcionamiento, o punto de trabajo, definido por la intensidad y tensión del proceso de soldadura.
Características de la fuente Característica de
arco largoCaracterística de arco corto
Tens
ión
(V)
Intensidad (A)
21 V20 V
100 A 125 A
Características de la fuente
Características del arco
Longitud de arco
Punto de funcionamiento o de soldeo
Tens
ión
(V)
Intensidad (A)
25 V
102 A103 A 104 A
105 A
5 mm4 mm3 mm2 mm
22 V18 V15 V
Fuente de energía de intensidad constante. Fuente de energía de voltaje constante.
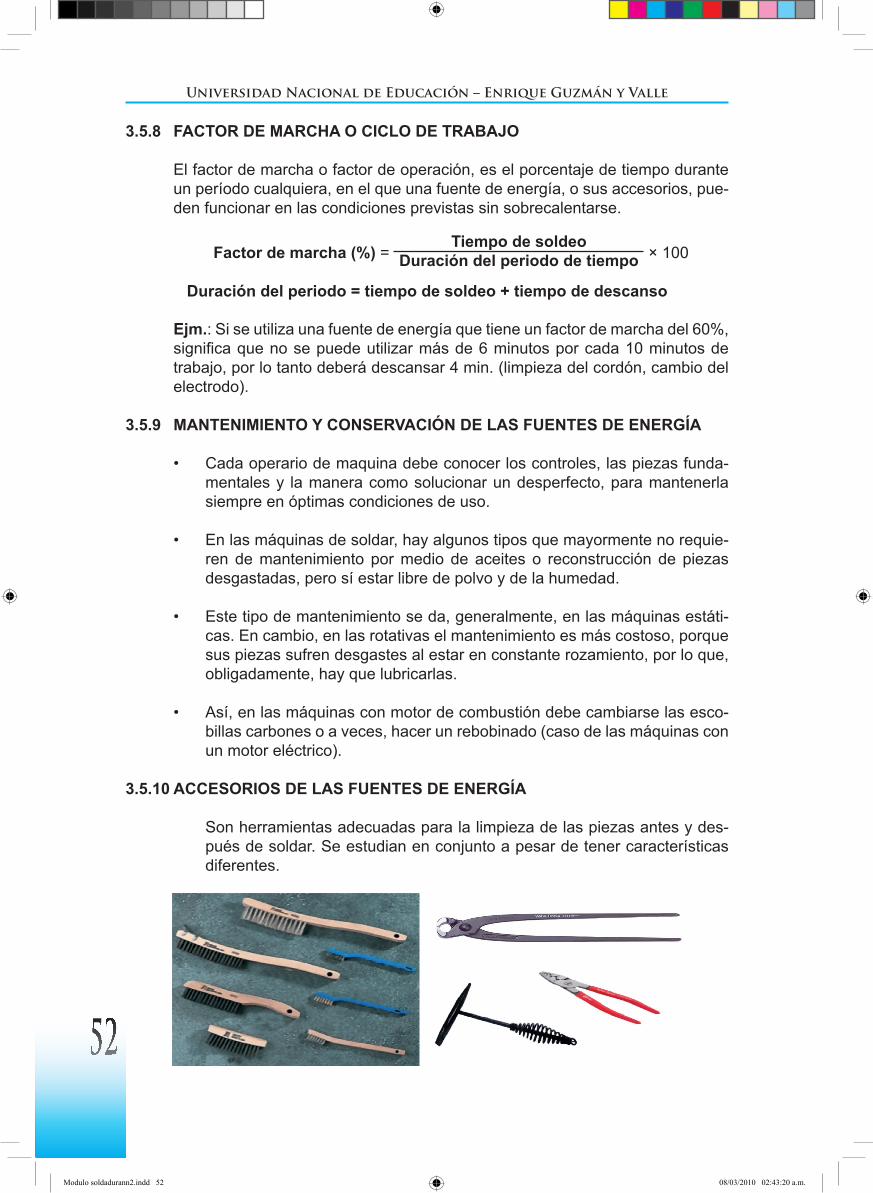
3.5.6 CURVA CARACTERÍSTICA DE UN EQUIPO DE SOLDADURA CON ELECTRODO REVESTIDO
Considérese una fuente de corriente con característica descendente 1 y un arco eléctrico I1 tal y como se muestra a continuación:
Se establece un punto de trabajo M en la intersección de la característica de arco y la caract erística del generador. En este punto, existen unos valores definidos de tensión U1 e intensidad I1.
Característica Generador 1
Característica Generador 2
Característica de arco I1
MU1
I1 I
Se representa en la misma gráfica otro generador en el que su característica 2 es menos descendente pero que en un determinado momento está trabajando en el mismo punto M.
3.5.7 CÓMO COMPRAR UNA FUENTE DE ENERGÍA.
Para comprar una máquina de soldar, debe indicarse la fuente de corriente eléctrica que va a utilizarse, es decir a la cual va a conectarse la máquina. Deben señalarse los siguientes datos:
• Clase de corriente de la red general: CC. o CA• El voltaje de línea: 110, 220, 440 voltios.• En caso de una línea de corriente alterna: monofásica o trifásica.
Modulo soldadurann2.indd 51 08/03/2010 02:43:20 a.m.
Universidad Nacional de Educación – Enrique Guzmán y Valle
52
3.5.8 FACTOR DE MARCHA O CICLO DE TRAbAjO
El factor de marcha o factor de operación, es el porcentaje de tiempo durante un período cualquiera, en el que una fuente de energía, o sus accesorios, pue-den funcionar en las condiciones previstas sin sobrecalentarse.
Factor de marcha (%) = Tiempo de soldeo
Duración del periodo de tiempo × 100
Duración del periodo = tiempo de soldeo + tiempo de descanso
Ejm.: Si se utiliza una fuente de energía que tiene un factor de marcha del 60%, significa que no se puede utilizar más de 6 minutos por cada 10 minutos de trabajo, por lo tanto deberá descansar 4 min. (limpieza del cordón, cambio del electrodo).
3.5.9 MANTENIMIENTO Y CONSERVACIÓN DE LAS FUENTES DE ENERGÍA
• Cada operario de maquina debe conocer los controles, las piezas funda-mentales y la manera como solucionar un desperfecto, para mantenerla siempre en óptimas condiciones de uso.
• En las máquinas de soldar, hay algunos tipos que mayormente no requie-ren de mantenimiento por medio de aceites o reconstrucción de piezas desgastadas, pero sí estar libre de polvo y de la humedad.
• Este tipo de mantenimiento se da, generalmente, en las máquinas estáti-cas. En cambio, en las rotativas el mantenimiento es más costoso, porque sus piezas sufren desgastes al estar en constante rozamiento, por lo que, obligadamente, hay que lubricarlas.
• Así, en las máquinas con motor de combustión debe cambiarse las esco-billas carbones o a veces, hacer un rebobinado (caso de las máquinas con un motor eléctrico).
3.5.10 ACCESORIOS DE LAS FUENTES DE ENERGÍA
Son herramientas adecuadas para la limpieza de las piezas antes y des-pués de soldar. Se estudian en conjunto a pesar de tener características diferentes.
Modulo soldadurann2.indd 52 08/03/2010 02:43:20 a.m.

Nociones de electricidad con respecto al arco eléctrico y fuentes de poder
53
GLOSARIO
a. CA o Corriente Alterna. Corriente eléctrica que cambia de dirección periódica-mente. Corriente de 60 ciclos se desplaza en ambas direcciones 60 veces por segundo.
b. CD o Corriente Directa. Corriente eléctrica que se desplaza en un solo sentido. La polaridad (+ o –) determina el sentido del desplazamiento.
c. CD Polaridad Directa. Ocurre cuando el portaelectrodo está conectado al polo negativo de la soldadora. Con esta técnica la mayoría del calor se dirige a la pieza de trabajo para lograr una mayor penetración en piezas gruesas.
d. CD Polaridad Reversa. Ocurre cuando el portaelectrodo está conectado al polo positivo de la soldadora. Esta técnica dirige más calor para derretir el electrodo en vez de la pieza de trabajo. Generalmente esta técnica se usa con piezas delga-das.
e. Longitud del Arco. La distancia entre el extremo del electrodo y el punto de con-tacto con la superficie de trabajo.
f. Pegadura. Defecto de unión en la junta que proviene de una falta de fusión.
g. Voltaje de circuito abierto. El voltaje entre el electrodo y la pinza de conexión a tierra de la soldadora cuando no hay flujo de corriente (no se está soldando). Esto determina la rapidez con que se enciende el arco.
Modulo soldadurann2.indd 53 08/03/2010 02:43:20 a.m.

Modulo soldadurann2.indd 54 08/03/2010 02:43:20 a.m.
IV UNIDAD
ELECTRODOS REVESTIDOS PARA LA SOLDADURA POR ARCO ELéCTRICO MANUAL
ObjETIVOS ESPECÍFICOS(Capacidades a desarrollar)
• Utilizar correctamente los diferentes tipos de electrodos comunes de acuerdo al material base a soldar.
• Reconocer y clasificar los diferentes tipos de electrodos comunes de acuerdo a las normas.
• Mantener y conservar los diferentes electrodos comunes para evitar discontinuida-des en el cordón de soldadura.
4.1. DESCRIPCIÓN, CARACTERÍSTICAS Y CLASIFICACIÓN GENERAL
4.1.1 DESCRIPCIÓN:
El elemento fundamental de este proceso es el electrodo, que es una varilla metálica que al hacer contacto con el metal a soldar, establece el arco, protege el baño de fusión y que, al consumirse, produce la aportación del material que, unido al material fundido del metal base, va a constituirse el cordón de soldadura.
Son materiales de aporte que se usan en la soldadura por arco eléctrico o lla-mado también voltaico, se dice “electrodo” porque conduce la corriente eléctri-ca y de metal de aportación al producirse el arco voltaico.
4.1.2 CARACTERÍSTICAS:
• Dirigir y concentrar el chorro del metal de aporte.• Reducir las pérdidas térmicas• Velocidad de deposito• Penetración• Proteger el flujo del arco y metal fundido• Aislante del aire durante la fusión del metal hasta la solidificación.• Acción de barrido, para que los gases no se queden dentro del metal fun-
dido.• Aumentar la fluidez
Modulo soldadurann2.indd 55 08/03/2010 02:43:21 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
56
• Estabiliza el arco.• Facilita el encendido del arco.• Son buenos conductores de la electricidad.• Están diseñados para cortar y biselar.
4.1.3 CLASIFICACIÓN GENERAL:
En la soldadura se usan varios tipos de electrodos, para diferentes fines. En función al material del cual están constituidos, se distinguen tres tipos.
1. Electrodos de carbón: Son barras cilíndricas de carbón morfo, o grafítico, o electrografítico. Son empleados para acanalar, o chaflanar, o para recti-ficar cordones mal soldados.
2. Electrodos de tungsteno: Son de tungsteno sintetizado, con o sin torio, y se usan en el proceso TIG y en plasma.
3. Electrodos metálicos. Constituyen un factor de gran importancia para ob-tener buenos resultados en el cordón de soldadura. Los hay de dos tipos:
• Electrodosdesnudos.Los electrodos sin revestimiento se usaron en los inicios de la soldadura eléctrica, tienen la desventaja de que el me-tal fundido en estado líquido no está protegido contra las influencias negativas del aire. El oxigeno del aire oxida tanto al material aportado como al material base. El nitrógeno del aire se difunde fácilmente en el metal fundido líquido y /o en el acero a temperatura mayores a 750º. La inclusión de nitrógeno y otros gases en el metal, produce porosi-dad, fragilización y envejecimiento del acero.
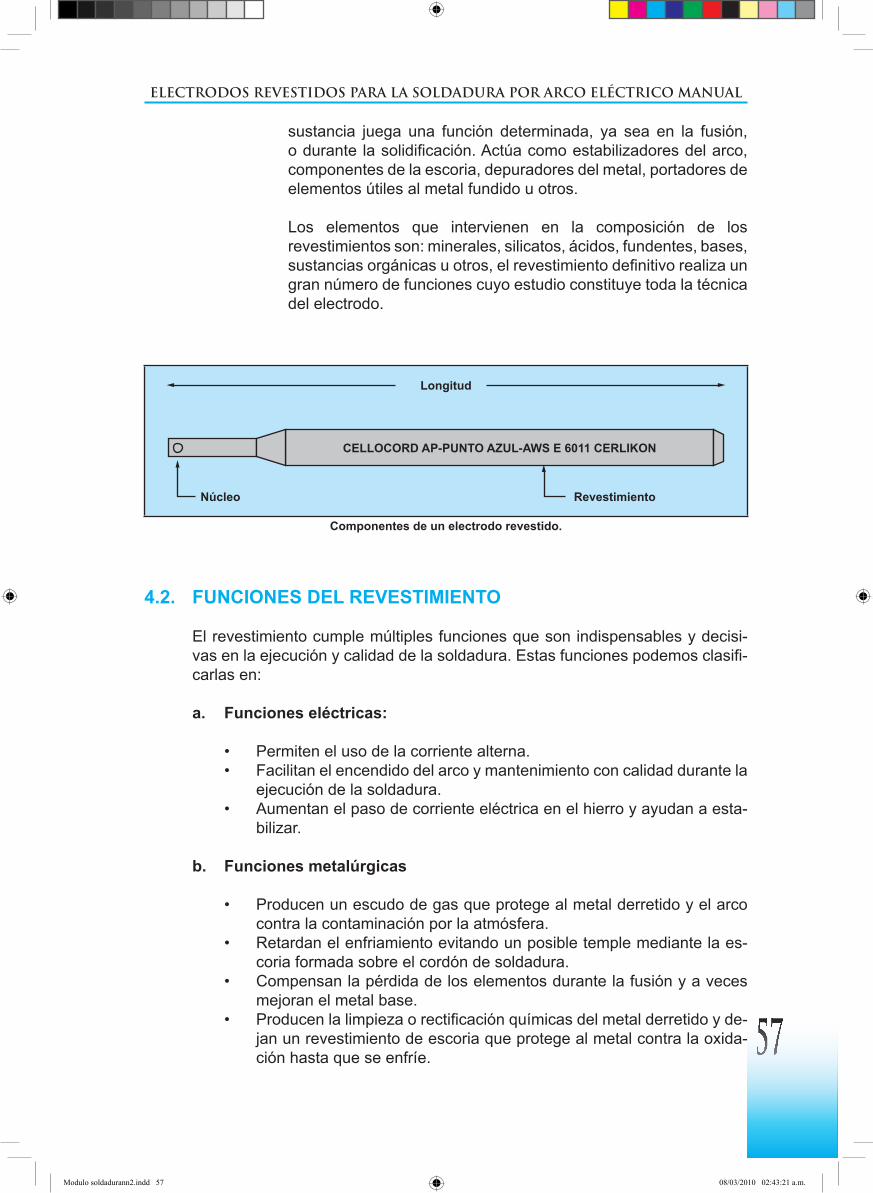
• Electrodo revestido. Son los de mayor significancia. Un electrodo revestido está compuesto de un núcleo metálico y un revestimiento químico:
a. Núcleo metálico. Es una varilla metálica con una definida composición química para cada metal a que está destinado el electrodo. Los diversos elementos componentes del núcleo como: el hierro, carbono, manganeso, silicio, fósforo, azufre y otros, proporcionan diferentes propiedades y características a la junta soldada.
El núcleo metálico constituye la base del material de aporte, que es transferido a la pieza en forma de gotas, impulsado por la fuerza del arco eléctrico y a su vez cumple también de conductor de la corriente eléctrica hacia la pieza a soldar.
b. El revestimiento. Se aplica en torno del núcleo metálico, es un compuesto de composición química definida para cada tipo de electrodo. La composición de los revestimientos es muy compleja; son mezclas de materias orgánicas y minerales, de modo que cada
Modulo soldadurann2.indd 56 08/03/2010 02:43:21 a.m.
ELECTRODOS REVESTIDOS PARA LA SOLDADURA POR ARCO ELÉCTRICO MANUAL
57
sustancia juega una función determinada, ya sea en la fusión, o durante la solidificación. Actúa como estabilizadores del arco, componentes de la escoria, depuradores del metal, portadores de elementos útiles al metal fundido u otros.
Los elementos que intervienen en la composición de los revestimientos son: minerales, silicatos, ácidos, fundentes, bases, sustancias orgánicas u otros, el revestimiento definitivo realiza un gran número de funciones cuyo estudio constituye toda la técnica del electrodo.
Núcleo Revestimiento
Longitud
CELLOCORD AP-PUNTO AZUL-AwS E 6011 CERLIKON
Componentes de un electrodo revestido.
4.2. FUNCIONES DEL REVESTIMIENTO
El revestimiento cumple múltiples funciones que son indispensables y decisi-vas en la ejecución y calidad de la soldadura. Estas funciones podemos clasifi-carlas en:
a. Funciones eléctricas:
• Permiten el uso de la corriente alterna.• Facilitan el encendido del arco y mantenimiento con calidad durante la
ejecución de la soldadura.• Aumentan el paso de corriente eléctrica en el hierro y ayudan a esta-
bilizar.
b. Funciones metalúrgicas
• Producen un escudo de gas que protege al metal derretido y el arco contra la contaminación por la atmósfera.
• Retardan el enfriamiento evitando un posible temple mediante la es-coria formada sobre el cordón de soldadura.
• Compensan la pérdida de los elementos durante la fusión y a veces mejoran el metal base.
• Producen la limpieza o rectificación químicas del metal derretido y de-jan un revestimiento de escoria que protege al metal contra la oxida-ción hasta que se enfríe.
Modulo soldadurann2.indd 57 08/03/2010 02:43:21 a.m.
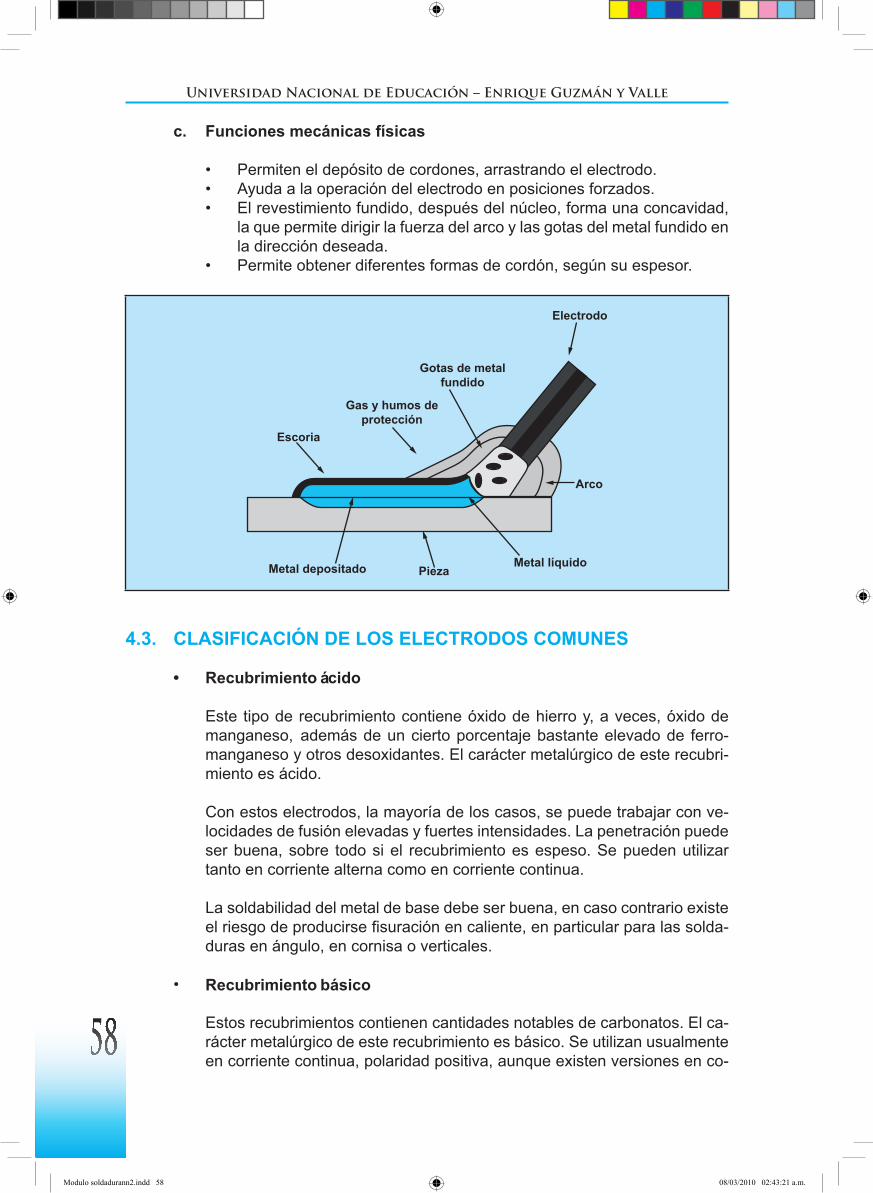
Universidad Nacional de Educación – Enrique Guzmán y Valle
58
c. Funciones mecánicas físicas
• Permiten el depósito de cordones, arrastrando el electrodo.• Ayuda a la operación del electrodo en posiciones forzados.• El revestimiento fundido, después del núcleo, forma una concavidad,
la que permite dirigir la fuerza del arco y las gotas del metal fundido en la dirección deseada.
• Permite obtener diferentes formas de cordón, según su espesor.
Electrodo
Gotas de metal fundido
Gas y humos de protección
Escoria
Metal depositado PiezaMetal líquido
Arco
4.3. CLASIFICACIÓN DE LOS ELECTRODOS COMUNES
• Recubrimiento ácido
Este tipo de recubrimiento contiene óxido de hierro y, a veces, óxido de manganeso, además de un cierto porcentaje bastante elevado de ferro-manganeso y otros desoxidantes. El carácter metalúrgico de este recubri-miento es ácido.
Con estos electrodos, la mayoría de los casos, se puede trabajar con ve-locidades de fusión elevadas y fuertes intensidades. La penetración puede ser buena, sobre todo si el recubrimiento es espeso. Se pueden utilizar tanto en corriente alterna como en corriente continua.
La soldabilidad del metal de base debe ser buena, en caso contrario existe el riesgo de producirse fisuración en caliente, en particular para las solda-duras en ángulo, en cornisa o verticales.
• Recubrimiento básico
Estos recubrimientos contienen cantidades notables de carbonatos. El ca-rácter metalúrgico de este recubrimiento es básico. Se utilizan usualmente en corriente continua, polaridad positiva, aunque existen versiones en co-
Modulo soldadurann2.indd 58 08/03/2010 02:43:21 a.m.
ELECTRODOS REVESTIDOS PARA LA SOLDADURA POR ARCO ELÉCTRICO MANUAL
59
rriente alterna. El arco es menos estable que con los otros tipos de electro-do.
El metal depositado es muy resistente a la fisuración en caliente y en frío, y el uso de estos electrodos es muy interesante para grandes espesores y es-tructuras muy rígidas en acero dulce, aceros débilmente aleados y aceros en los que la cantidad de carbono y azufre es superior a las de los aceros dulces de buena soldabilidad. Existirá una composición en hidrógeno muy baja, de manera que el metal será muy puro, de estructura fina, lo que reduce el riesgo de fisuras bajo cordón.
Con el fin de evitar las porosidades, los electrodos básicos deben estar suficientemente secos; por este motivo, los electrodos deben conservar-se en lugares muy secos y, si han absorbido humedad, deben secarse antes de su uso conforme a las prescripciones del fabricante.
Pertenecen a este grupo los electrodos que terminan en los números 5, 6 y 8.
Ejemplo: E- 6015, E-6018, E-7018, E-11018
Aplicación: apropiados para aceros difíciles de soldar, como los aceros de alto porcentaje de carbono y azufre, para trabajos de planchas gruesas, aceros de alta resistencia y de baja aleación, calderos de alta presión, tu-berías a presión, etc.
• Recubrimiento celulósico
Estos recubrimientos contienen una gran cantidad de sustancias orgánicas combustibles cuya descomposición en el arco produce gases protectores en abundancia.
La cantidad de escoria producida es débil y se desprende fácilmente. El arco es muy penetrante y la velocidad de fusión es elevada.
Estos electrodos pueden utilizarse tanto en corriente continua como en corriente alterna, pero con tensiones en vacío elevadas.
Las pérdidas por proyección son importantes, y la superficie del cordón es bastante rugosa, con arrugas desigualmente espaciadas.
Estas características hacen que estos electrodos sean usados para la pri-mera pasada en la soldadura de oleoductos y gaseoductos.
En este grupo se encuentran los electrodos que terminan en los números 10 y 11. Ejemplo: E- 6011, E-6010 y E- 7010-A1
Aplicación: Se aplican para soldar en todas las posiciones y toda clase de ensambles, bordes mal preparados, juntas oxidadas, grasientas, galvani-zadas. También para trabajos que serán sometidos a control con rayos “x”.
Modulo soldadurann2.indd 59 08/03/2010 02:43:22 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
60
• Recubrimiento oxidante.
Estos recubrimientos contienen principalmente óxido de hierro, con o sin óxidos de manganeso. Estos tipos de recubrimiento producen una escoria oxidante, de manera que el metal depositado contiene pequeñísimas can-tidades de carbono y manganeso. La escoria formada es espesa, compac-ta y se desprende a menudo ella sola.
Estos electrodos ofrecen una penetración débil y un baño de fusión fluido, aunque un cordón de buen aspecto; será conveniente, pues su utilización donde se necesite un cordón de pequeña sección o de buen aspecto. Su empleo está habitualmente reservado a la soldadura de ángulos interio-res.
Pertenecen a estos grupos de electrodos que terminan en los números 4 y 7. Ejemplo: E-6027, E-6024, E-7024.
• Recubrimiento de rutilo
Estos recubrimientos contienen una gran proporción de rutilo (óxidos de titanio natural al 95%) o ilmenita (óxido de hierro y titanio) o aleaciones de hierro y silicatos naturales. Habitualmente, la proporción de rutilo es de aproximadamente el 50% sobre el volumen total.
Estos electrodos permiten obtener cordones de bello aspecto en todas po-siciones, con grandes características mecánicas. Pueden comportar ries-gos de fisuración en caliente, como los electrodos ácidos a los cuales se parecen.
Utilizables en corriente continua (polaridad negativa) o alterna, los elec-trodos de rutilo presentan la ventaja de una gran estabilidad de arco con tensiones de funcionamiento relativamente bajas, incluso en corriente al-terna.
En este grupo se encuentra los electrodos que terminan en los números 12 y 13. Ejemplo: E- 6013, E- 6012.
Aplicación: apropiados para soldar en posición plana, para espesores delgados, juntas en ángulo y en solapa, en trabajos de calderería, carpin-tería metálica, construcciones navales, otros.
• Recubrimiento ácido-rútilo.
Las propiedades de estos electrodos son en general muy parecidas a los de tipo ácido; la única diferencia consiste en que el recubrimiento contiene una proporción de óxido de titanio que generalmente no sobrepasa el 35%.
Aunque la escoria es muy parecida a los de tipo ácido, ésta presenta un poco más de fluidez.
Modulo soldadurann2.indd 60 08/03/2010 02:43:22 a.m.

ELECTRODOS REVESTIDOS PARA LA SOLDADURA POR ARCO ELÉCTRICO MANUAL
61
4.4. CONDICIONES DE FUNCIONAMIENTO DE LOS ELECTRODOS
Los electrodos revestidos son elementos complejos destinados a ser utilizados en unas condiciones muy definidas, incluso a pesar de llevar la calificación de “universales”. Los principales parámetros que intervienen en el empleo de los electrodos son:
a. El diámetro del electrodo;b. La intensidad de la corriente de soldadura.c. La tensión de arco (varía como consecuencia de la longitud de arco).d. La naturaleza del revestimiento y su espesor.e. La cantidad de humedad en el recubrimiento.f. La posición de soldadura.
4.4.1 Normalización e identificación de los electrodos revestidos
En nuestro país nos regimos por las normas de clasificación de la Sociedad Americana de Soldadura (AWS), este organismo especializado del campo de la soldadura ha establecido un sistema que clasifica todos los electrodos y vari-llas para soldar, tanto para aceros dulces y de baja aleación, como para aceros inoxidables, metales no ferrosos y otras aleaciones.
El sistema de clasificación es numérico. Para cada tipo de electrodo correspon-de un número determinado.
El número que se asigna a un tipo de electrodo y que puede constar de cuatro y cinco cifras, encierra una vasta información sobre el electrodo y comprende:
a. La resistencia mínima a la tracción del depósito del electrodo, medida en miles de libras por cada pulgada cuadrada (lib/pulg²) de sección transver-sal.
b. La posición o posiciones en que puede emplearse el electrodoc. Clase de corriente eléctrica: CC. CA, que debe ser empleada.d. Polaridad apropiada: directa o invertida, que debe ser empleadae. Tipo de revestimientof. Características del arco y penetracióng. Otras informaciones.
Tomando de ejemplo los electrodos E6011 (CELLOCORD AP), E 7010 – A1, E7018 (SUPERCITO) y E 11018 (TENACITO 110), podemos interpretar la norma:
a. La letra E significa el producto: Electrodo para soldadura eléctrica ma-nual.
b. Los primeros 2 dígitos (en un número de 4 dígitos) o 3 dígitos (en un nú-mero de 5 dígitos) señalan la resistencia mínima a la tracción del depósito efectuado por el cordón.
Dicha resistencia es medida en miles de libras por pulgada cuadrada.
Modulo soldadurann2.indd 61 08/03/2010 02:43:22 a.m.
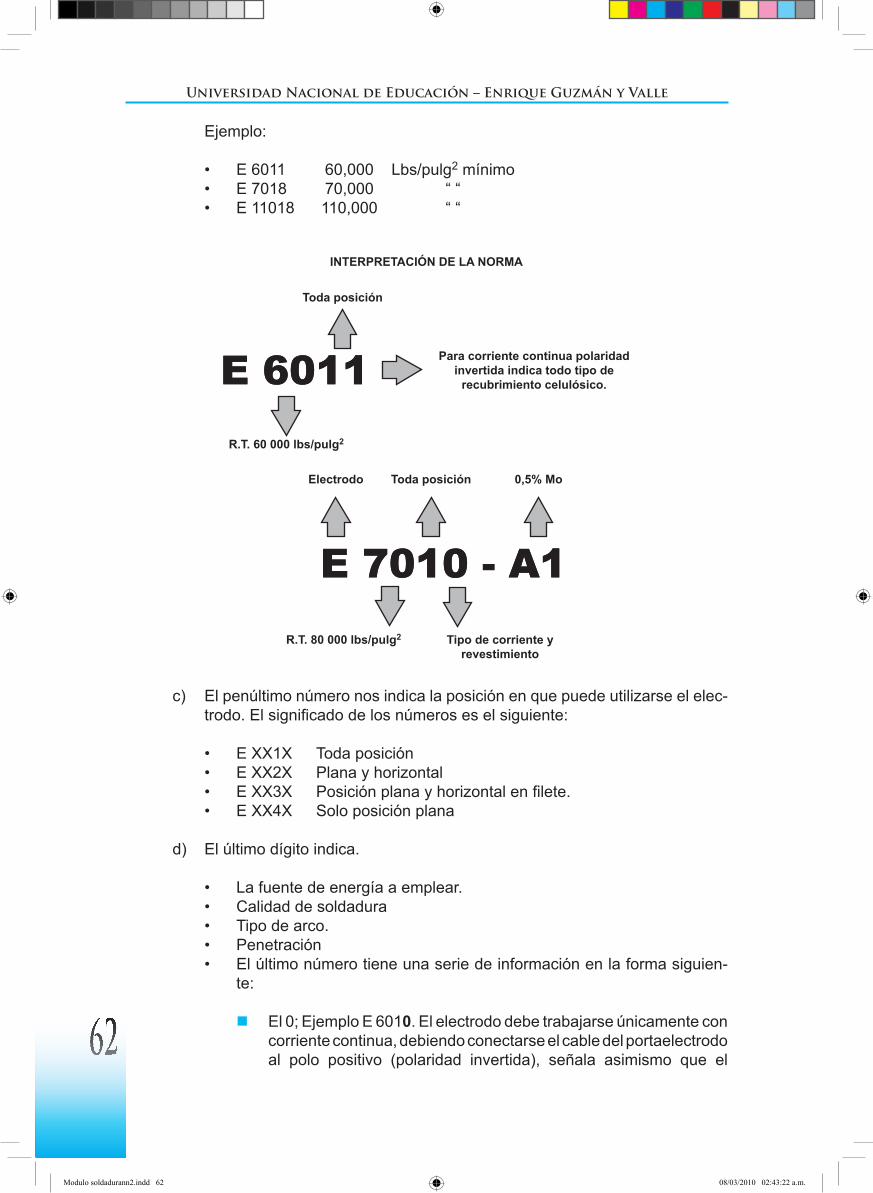
Universidad Nacional de Educación – Enrique Guzmán y Valle
62
Ejemplo:
• E 6011 60,000 Lbs/pulg2 mínimo• E 7018 70,000 “ “• E 11018 110,000 “ “
INTERPRETACIÓN DE LA NORMA
E 6011
Toda posición
Para corriente continua polaridad invertida indica todo tipo de
recubrimiento celulósico.
R.T. 60 000 lbs/pulg2
E 7010 - A1
Electrodo Toda posición 0,5% Mo
Tipo de corriente y revestimiento
R.T. 80 000 lbs/pulg2
c) El penúltimo número nos indica la posición en que puede utilizarse el elec-trodo. El significado de los números es el siguiente:
• E XX1X Toda posición• E XX2X Plana y horizontal• E XX3X Posición plana y horizontal en filete.• E XX4X Solo posición plana
d) El último dígito indica.
• La fuente de energía a emplear.• Calidad de soldadura• Tipo de arco.• Penetración• El último número tiene una serie de información en la forma siguien-
te:
n El 0; Ejemplo E 6010. El electrodo debe trabajarse únicamente con corriente continua, debiendo conectarse el cable del portaelectrodo al polo positivo (polaridad invertida), señala asimismo que el
Modulo soldadurann2.indd 62 08/03/2010 02:43:22 a.m.
ELECTRODOS REVESTIDOS PARA LA SOLDADURA POR ARCO ELÉCTRICO MANUAL
63
revestimiento del electrodo es celulósico y en consecuencia una penetración profunda de depósito de soldadura.
n El 1: Ejemplo E 6011. Indica que el electrodo trabaja con corriente alterna o continua, debiendo conectarse el cable del porta electrodo al polo positivo (polaridad invertida). Señala que el revestimiento del electrodo es celulósico, que el arco es potente y la penetración profunda.
n El 2: Ejemplo E 6012. Señala corriente alterna o continua para su empleo; en caso de emplearse con corriente continua, que debe conectarse el cable del porta electrodo al polo negativo (polaridad directa). Señala que el revestimiento es rutílico y, en consecuencia, proporciona una penetración mediana y un excelente acabado del cordón.
n El 3: Ejemplo E 6013. Indica que el electrodo puede emplearse con corriente alterna o continua (polaridad directa). El revestimiento es rutílico y proporciona una penetración mediana y un excelente acabado del cordón.
n El 4: Ejemplo E 7014. Indica que se puede usar con corriente continua en cualquier polaridad, y también con corriente alterna. El revestimiento es de hierro en polvo y proporciona en consecuencia un rápido relleno de las juntas de soldadura.
n El 5: Ejemplo E 7015. Explica que el electrodo es utilizable solo con corriente continua y polaridad invertida. El revestimiento es de bajo hidrógeno.
n El 6: Ejemplo E 7016. Señala que el electrodo puede usarse con corriente continua y polaridad invertida. El revestimiento es de bajo hidrógeno.
n El 7: Ejemplo E 6027. Indica que el electrodo puede utilizarse con cualquier clase de corriente, alterna o continua, en cualquier polaridad.
n El revestimiento es de hierro en polvo, proporcionando un mayor y más rápido relleno.
n EL 8: Ejemplo E 7018. Señala que puede emplearse con corriente alterna o continua, con polaridad invertida, es de bajo hidrógeno y en consecuencia, como todos los electrodos de bajo hidrógeno, se emplean en los aceros de pobre soldabilidad, y en general, donde se pretende alcanzar una mayor resistencia y seguridad.
n NOTA: Estas numeraciones sólo son para los electrodos de la soldadura de aceros de bajo contenido de carbono.
Modulo soldadurann2.indd 63 08/03/2010 02:43:22 a.m.
Universidad Nacional de Educación – Enrique Guzmán y Valle
64
4.4.2 Selección del electrodo adecuado para realizar trabajos de soldadura
Para escoger el electrodo adecuado es necesario analizar las condiciones de trabajo en particular y luego determinar el tipo y diámetro de electrodo que más se adapte a estas condiciones.
Este análisis es relativamente simple, si el operador se habitúa a considerar los siguientes factores:
a. Naturaleza del metal base.b. Dimensiones de la sección a soldar.c. Tipo de corriente que entrega su máquina soldadora.d. En qué posición o posiciones se soldará.e. Tipo de unión y facilidad de fijación de la pieza.f. Si el depósito debe poseer alguna característica especial, como resisten-
cia a la corrosión, gran resistencia a la tracción, ductilidad, etc.g. Si la soldadura debe cumplir condiciones de alguna norma o especificacio-
nes especiales.
4.4.3 Conservación y mantenimiento de los electrodos revestidos
Guardar los electrodos en su bote u hornos de conservación hasta que sean usados. El aire y la humedad en el aire combinarán con elementos químicos en el revestimiento de los electrodos bajo la mayoría de las condiciones. La humedad se convierte en vapor a calentar el electrodo y el hidrógeno en el agua combina con los agentes químicos en el revestimiento. Al mezclarse con el metal fundido, esto cambia la composición de la soldadura, debilitándola. En resumen procure que sus electrodos se mantengan bien secos.
Modulo soldadurann2.indd 64 08/03/2010 02:43:23 a.m.
ELECTRODOS REVESTIDOS PARA LA SOLDADURA POR ARCO ELÉCTRICO MANUAL
65
GLOSARIO
a. Chisporroteo. Exceso de proyecciones o salpicaduras del metal de aportación sobre el metal base; generalmente se produce por exceso de intensidad o por polaridad inadecuada, así como por el soplo magnético.
b. Cordón. Conjunto del metal de aportación y del metal fundido de la pieza, solidifi-cado en forma de oruga.
c. Electrodo. Un alambre de metal con una capa que tiene aproximadamente la mis-ma composición del material que se va a soldar.
d. Pasada. Oruga continúa de cordones enlazados por los extremos.
e. Penetración. La profundidad que el arco se penetra dentro de la pieza de trabajo durante el proceso de soldar. Para soldar bien se debe lograr 100% de penetra-ción, es decir todo el grosor de la pieza de trabajo se debe derretir y solidificar. El área afectada por el calor se debe ver fácilmente desde el otro lado.
f. Proyecciones. Partículas de escoria y de metal lanzadas en todas las direcciones del lugar donde se suelda.
g. Soplo Magnético. Oscilaciones del arco, causadas por campos magnéticos que se forman alrededor del electrodo y del metal base; por lo regular, provoca el chis-porroteo.
Modulo soldadurann2.indd 65 08/03/2010 02:43:23 a.m.

Modulo soldadurann2.indd 66 08/03/2010 02:43:23 a.m.
V UNIDAD
SOLDAbILIDAD DE LOS ACEROS Y TéCNICAS DE SOLDADURA
ObjETIVOS ESPECÍFICOS(Capacidades a desarrollar)
• Reconocer y clasificar los diferentes tipos de aceros utilizados en la industria me-tal-mecánica y de acuerdo a las normas.
• Interpretar los planos de estructuras soldados utilizando la simbología de la solda-dura.
5.1. SOLDAbILIDAD DE LOS ACEROS Y ALEACIONES
Los aceros que se emplean en la industria son aleaciones y no metales puros como el hierro, el oro, la plata, el estaño y otros; de sus numerosos componen-tes el hierro es el elemento que entra en mayor proporción y el carbono el que ejerce influencia más decisiva en sus propiedades, características y tratamien-tos. El hierro es un elemento metálico capaz de alearse con el carbono desde 0% al 6,67% de este elemento.
Según el contenido en carbono varían sus propiedades y características. Así, en la práctica, con un contenido en carbono inferior al 1,7% se conoce la alea-ción con el nombre de acero, material duro y elástico capaz de absorber impac-tos y que puede deformarse y extenderse en forma de alambres y chapas.
• El acero, es uno de los materiales más utilizados debido a sus propieda-des; existen muchas variedades de aceros:
n Aceros al carbonon Aceros de baja aleaciónn Aceros al cromo-molibdenon Aceros al carbono-manganeson Aceros de herramienta, Aceros inoxidables, Aceros para muelle y otros
que se distinguen por su composición química y propiedades. Sin em-bargo, se pueden obtener diferentes propiedades y características de un acero con una determinada composición química tratándolo térmi-camente.
n Los aceros al carbono, también denominados no aleados, poseen en su composición hierro, carbono, pequeñas cantidades de manganeso (normalmente inferiores al 1,6%) y silicio (normalmente por debajo
Modulo soldadurann2.indd 67 08/03/2010 02:43:23 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
68
del 0,55%); como impurezas poseen fósforo y azufre, el contenido de estos elementos actualmente está limitado a un máximo del 0,035% por ser sumamente perjudiciales. Estos aceros suelen tener un límite elástico inferior a 355 N/mm² y una carga de rotura inferior a 520 N/mm², estando su alargamiento comprendido entre el 10% y el 30%.
bARRAS
barras para hormigón barras para molienda Alambrón
PLANOS
Planchas gruesas Rollos y planchas laminadas en caliente (LAC)
Rollos y planchas laminadas en en frío (LAF)
TUbULARES
Tubo soldado por arco sumergido
5.1.1 CLASIFICACIÓN DE LOS ACEROS
• Aceros al carbono• Aceros aleados
Los aceros al carbono a su vez se clasifican en:
• Aceros de bajo contenido de carbono. En este grupo se encuentran los aceros con carbono menor a 0,15% y manganeso menor de 0,8%.
Modulo soldadurann2.indd 68 08/03/2010 02:43:25 a.m.

Soldabilidad de los aceros y técnicas de soldadura
69
n Estos aceros no suelen endurecerse durante el soldeo, por lo que no suelen requerir ningún tipo de precaución especial para prevenir la formación de grietas.
n Sin embargo, cuando se sueldan piezas de grandes espesores (mayores de 100 mm.), puede ser necesario utilizar electrodos de bajo contenido en hidrógeno (básicos) o un ligero precalentamiento para asegurarse de que no se producirán grietas.
n A estos tipos de aceros corresponden: las chapas, flejes, electrodos, perfiles, barras, acero estructural. No necesitan ninguna precaución durante el proceso de soldadura.
• Acerosdemedianocontenidodecarbono. En este grupo se encuen-tran: aceros con carbono mayor de 0,15%, pero menor de 0,25% y man-ganeso menor de 0,8%. Y aceros al carbono manganeso, con contenidos en carbono menores del 0,2% y manganeso menor del 1,4%. En estos aceros se utilizarán electrodos básicos o procesos que favorezcan el bajo contenido en hidrógeno (TIG, MAG).
n A estos tipos de aceros corresponden todos los elementos de ma-quinarias y herramientas. Se recomienda el precalentamiento en las piezas de gran espesor o cuando se utilicen electrodos de pequeños diámetros.
• Acerosdealtocontenidodecarbono. En este grupo se encuentran los aceros al carbono manganeso con contenidos en carbono mayores del 0,25% e inferiores al 1% con contenidos de manganeso mayores del 1%. Estos aceros tienen tendencia a endurecer y se deberán utilizar procesos o electrodos de bajo hidrógeno, así como precalentamiento y temperaturas entre pasadas de hasta 350ºC.
n A estos aceros corresponden los muelles, troqueles, moldes, raíles, otros.
5.1.2 SOLDAbILIDAD DE LOS ACEROS
La soldabilidad es la aptitud que tiene un metal o aleación para formar uniones soldadas. No obstante, este término denota un grupo extremadamente comple-jo de propiedades tecnológicas y es también función del proceso.
El principal problema que se puede encontrar al realizar el soldeo de un acero es la posibilidad de que se produzca el temple de la zona fundida y/o de la zona afectada térmicamente (ZAT).
Al realizar una soldadura sólo se calienta una zona de la pieza, la cual se enfría mucho más rápidamente que si se hubiera calentado toda ella, debido a que la zona que permanece fría facilitará la transmisión del calor y el enfriamiento de la zona calentada a gran velocidad, se puede producir un endurecimiento y la formación de grietas.
Modulo soldadurann2.indd 69 08/03/2010 02:43:25 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
70
Por tanto, la soldabilidad de los aceros es tanto peor cuando:
• Mayor sea el contenido en carbono y elementos de aleación del acero, ya que mayor será su facilidad para templar y por tanto más fácilmente se producirán grietas.
• Mayor sea la velocidad de enfriamiento de la pieza. La pieza enfriará más rápidamente cuando:
• Mayor sea el espesor de la pieza.• Mayor sea el número de caminos que tiene el calor para disiparse.• Menor sea la temperatura inicial de la pieza. Para reducir la velocidad de
enfriamiento a veces se precalienta el acero. • Menor sea el aporte térmico. Por esta razón algunas veces se requieren
aportes térmicos elevados, para lo que se utilizarán: electrodos de gran diámetro, altas intensidades y velocidades de desplazamiento.
5.2. TéCNICAS DE SOLDADURA
5.2.1 jUNTAS. FINALIDAD. TIPOS
Una junta es una abertura o canal en la superficie de una pieza o entre dos o más planchas o piezas, que tienen los bordes convenientemente preparados, la cual brinda el espacio que contendrá al cordón de soldadura.
Su finalidad es la de asegurar un grado de penetración deseada en la unión soldada y facilitar la operación de soldar con miras a obtener una unión de ex-celente calidad.
Elección del tipo de junta. Una cuestión de suma importancia en el trabajo de soldar por arco es la selección del mejor y más adecuado tipo de junta a utilizar en cada aplicación concreta.
A tope
En ángulo
Por el borde
En “T”
De solape
Tipos de juntas. Son las diversas formas que presentan las uniones o juntas en las piezas a unir y que están estrechamente ligadas a la preparación de las mismas. Estas formas de uniones o juntas, se realizan a menudo en los mon-tajes de estructuras y otras tareas que efectúa el soldador.
Modulo soldadurann2.indd 70 08/03/2010 02:43:25 a.m.

Soldabilidad de los aceros y técnicas de soldadura
71
Generalmente, se presentan en las siguientes juntas:
• Juntas a tope• Juntas en ángulo• En filete o “T”• Junta por el borde, y• Juntas de solape
5.2.2 PREPARACIÓN DE jUNTAS PARA LA SOLDADURA
La mejor junta es la que, con un mínimo costo, satisface todas las condiciones de servicio. Al seleccionar una junta, deben tenerse en cuenta tres factores:
• La carga y sus características, es decir si la carga es de tracción o de com-prensión y si existe alguna combinación de esfuerzos de doblado, fatiga o choque.
• La forma en que la carga es aplicada, o sea si su acción es continúa, va-riable o instantánea.
• El costo de preparación y de la ejecución, propiamente dicha de la solda-dura.
Otros factores, que deben tenerse en cuenta son los efectos del alabeo, la co-modidad de soldar y la uniformidad y apariencia de la soldadura.
En la construcción de diferentes trabajos dentro del campo de la soldadura, generalmente se presentan en uniones o juntas a tope, en las cuales también se pueden realizar las preparaciones correspondientes de los bordes, cuando estos materiales sobrepasan de los 6 mm de espesor.
Aquí algunas aplicaciones de las junta a tope:
a. juntas a tope sin preparación de sus bordes. Es recomendable por:
n Satisfactoria para todas las cargas corrientes.n Requiere fusión completa y total.n Recomendable para espesores menores de 6 mm.n Preparación sencillan La separación de los bordes depende del espesor de las planchas.n El costo de preparación es bajo, sólo requiere el emparejamiento de
los bordes de las planchas a soldar.
t
e
e = 4-5t = 0-1
Modulo soldadurann2.indd 71 08/03/2010 02:43:25 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
72
Soldadura traslapada3/16
3/163/16
3/16
5/16
Símbolo
b. juntas a tope en “V”
• Apropiada para todas las condiciones de carga• Aplicada en planchas de 6 a 12 mm., no siendo muy corriente aplicarla
en espesores menores.• El ángulo de la junta es de 60º• La preparación de la junta es más cara que para la junta a tope sim-
ple.
60°
e
t
a
e = 5-12t = 1,5-2a = 2-3
1 23
4
5
6
7
NOMENCLATURA DE UNA jUNTA EN “V” Y EN FILETE: 1. Abertura de raíz: separación en la raíz de la junta entre las piezas de trabajo. 2. Cara de raíz: cara de la abertura adyacente a la raíz de la junta. 3. Cara de la junta: la superficie de un miembro inclinado en la junta. 4. ángulo del bisel: el ángulo formado entre el borde preparado de un miembro y un plano perpendicular a la superficie del miembro. 5. ángulo de la junta: el ángulo total inclinado de la junta entre las piezas de trabajo a unirse por medio de la soldadura. 6. Tamaño de la soldadura: la penetración de la junta (profundidad del bisel más la penetración de raíz cuando se especifique). 7. Espesor de la plancha: espesor de la plancha soldada.
b. juntas a tope en doble “V” o en “X”
a e
e = 12-20t = 1-3
a = 1,5-2,5
60°
Modulo soldadurann2.indd 72 08/03/2010 02:43:26 a.m.
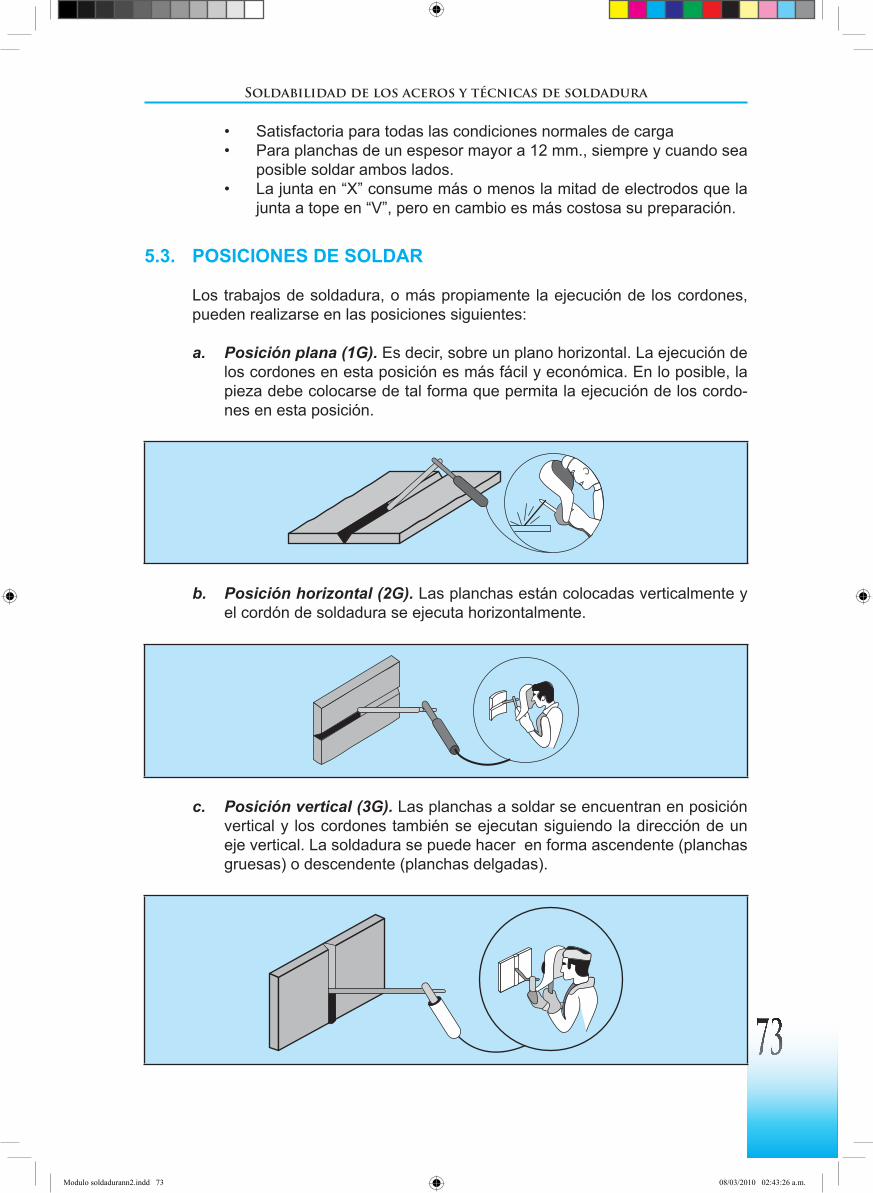
Soldabilidad de los aceros y técnicas de soldadura
73
• Satisfactoria para todas las condiciones normales de carga• Para planchas de un espesor mayor a 12 mm., siempre y cuando sea
posible soldar ambos lados.• La junta en “X” consume más o menos la mitad de electrodos que la
junta a tope en “V”, pero en cambio es más costosa su preparación.
5.3. POSICIONES DE SOLDAR
Los trabajos de soldadura, o más propiamente la ejecución de los cordones, pueden realizarse en las posiciones siguientes:
a. Posición plana (1G). Es decir, sobre un plano horizontal. La ejecución de los cordones en esta posición es más fácil y económica. En lo posible, la pieza debe colocarse de tal forma que permita la ejecución de los cordo-nes en esta posición.
b. Posición horizontal (2G). Las planchas están colocadas verticalmente y el cordón de soldadura se ejecuta horizontalmente.
c. Posición vertical (3G). Las planchas a soldar se encuentran en posición vertical y los cordones también se ejecutan siguiendo la dirección de un eje vertical. La soldadura se puede hacer en forma ascendente (planchas gruesas) o descendente (planchas delgadas).
Modulo soldadurann2.indd 73 08/03/2010 02:43:26 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
74
e. Posición sobre cabeza (4G). Es decir, las planchas están colocadas hori-zontalmente y la soldadura se ejecuta por debajo. Es una posición inversa a la posición plana.
Posición plana. 1F
Eje de soldadura horizontal
Posición horizontal 2F
Eje de soldadura horizontal
Posición vertical. 3F
Eje de soldadura vertical
Posición sobre cabeza. 4F
Eje de soldadura horizontal
Posición plana 1G
Planchas horizontales
Posición horizontal 2G
Planchas verticales
3G
Planchas verticales
Posición sobre cabeza 4G
Planchas horizontales
Plana 1G
La tubería deberá girarse o rodarse
mientas se suelda. Eje de la
tubería horizontal
Horizontal 2G
Eje de la tubería vertical
Posición 5G
La tubería no deberá girarse ni rotarse mientras
se suelda. Eje de la tubería
horizontal
Posición 6G
Eje inclinado con tubería estacionaria
V
H
45° ± 5
Modulo soldadurann2.indd 74 08/03/2010 02:43:27 a.m.

Soldabilidad de los aceros y técnicas de soldadura
75
Estas posiciones se pueden aplicar también en las uniones o juntas en fi-lete como también en tuberías, según las normas correspondientes, como se aprecia en la figura anterior.
5.3.1 SIMbOLIZACIÓN DE LAS SOLDADURAS
Los símbolos AWS de la soldadura son la taquigrafía de la soldadura. Estos permiten al ingeniero y dibujante transmitir al soldador instrucciones completas para la soldadura en los planos y dibujos.
El uso amplio de los símbolos de la soldadura en una compañía producirá las siguientes ventajas:
a. Control de instrucciones específicas de diseño para el taller, relacionadas con los tamaños de la soldadura y con la preparación de los bordes de las planchas, eliminando la tendencia de soldar en exceso o insuficientemente (lo cual produce ya sea unos costos incrementados de producción o una fabricación insegura), debido a la falta de una información definitiva.
b. Eliminación de los detalles innecesarios en los dibujos (cuando el detalle tiene el único propósito de indicar los tamaños y las especificaciones de la soldadura).
Las anotaciones acerca de la soldadura serán mínimas.
c. Establece un entendimiento común de la intención y requerimientos de diseño entre el departamento de ingeniería, taller, inspección, los repre-sentantes del cliente y las autoridades de inspección de los códigos.
Los beneficios de esta ventaja son claramente evidentes.
d. Estandarización, no sólo dentro de la compañía sino también en la indus-tria. Los símbolos AWS de la soldadura son una Norma Nacional Americana y se usan en todo el mundo.
Mediante estos símbolos es posible determinar:
• La ubicación de la soldadura• El tamaño de la soldadura (espesor útil del cordón, su longitud, separacio-
nes).• Tipo de soldadura (forma de las soldaduras, preparación de la pieza y se-
paración).• Informaciones especiales referentes a las especificaciones individuales de
cada soldadura. Debido al reducido espacio de este módulo, sólo indicamos los símbolos e informaciones que pueden aplicarse directamente para la sol-dadura eléctrica por arco.
Modulo soldadurann2.indd 75 08/03/2010 02:43:27 a.m.
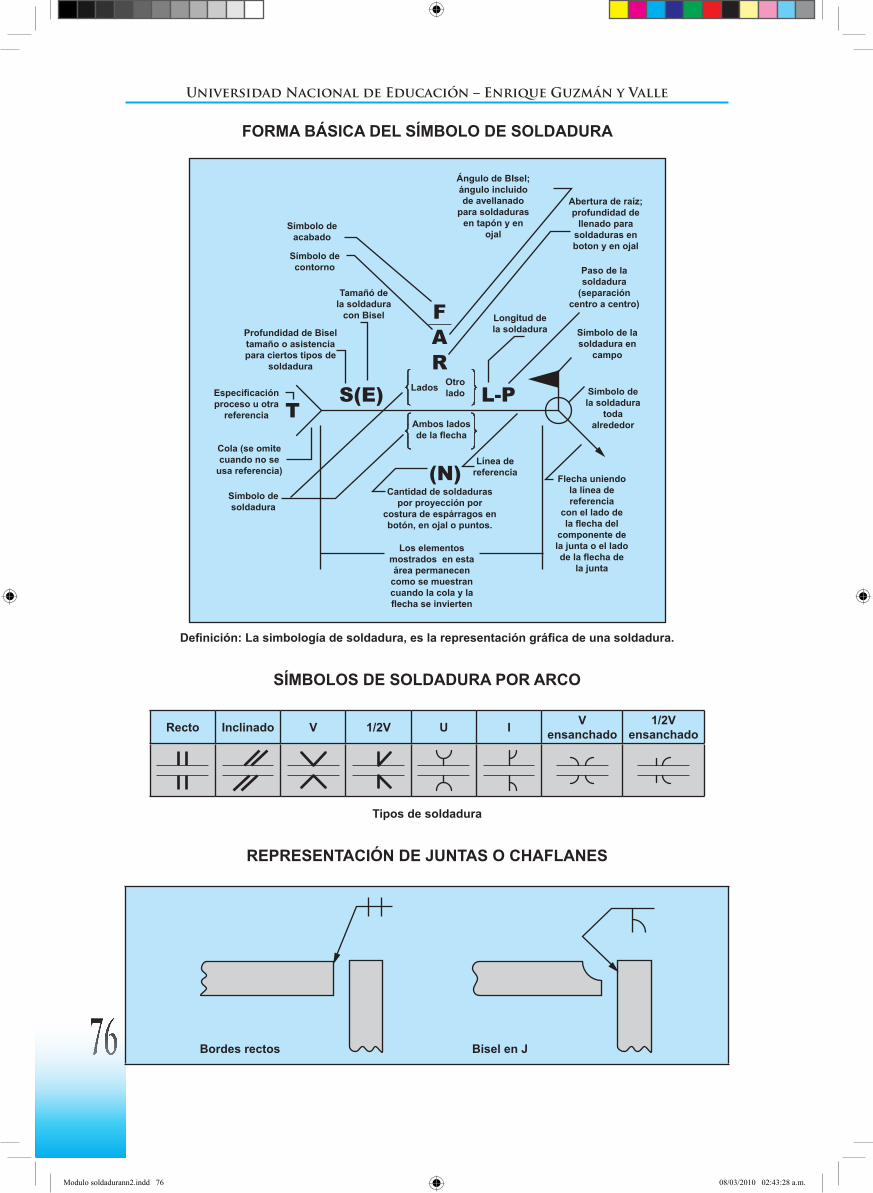
Universidad Nacional de Educación – Enrique Guzmán y Valle
76
FORMA báSICA DEL SÍMbOLO DE SOLDADURA
FAR
TS(E) L-P
(N)
ángulo de bIsel;ángulo incluido de avellanado
para soldaduras en tapón y en
ojal
Abertura de raíz; profundidad de
llenado para soldaduras en boton y en ojal
Paso de la soldadura
(separación centro a centro)
Símbolo de la soldadura en
campo
Símbolo de la soldadura
toda alrededor
Flecha uniendo la línea de referencia
con el lado de la flecha del
componente de la junta o el lado de la flecha de
la junta
Longitud de la soldadura
Símbolo de acabado
Símbolo de contorno
Lados Otro lado
Tamañó de la soldadura
con bisel
Profundidad de bisel tamaño o asistencia para ciertos tipos de
soldadura
Especificación proceso u otra
referencia
Cola (se omite cuando no se
usa referencia)
Ambos lados de la flecha
Línea de referencia
Cantidad de soldaduras por proyección por
costura de espárragos en botón, en ojal o puntos.
Los elementos mostrados en esta área permanecen
como se muestran cuando la cola y la flecha se invierten
Símbolo de soldadura
Definición: La simbología de soldadura, es la representación gráfica de una soldadura.
SÍMbOLOS DE SOLDADURA POR ARCO
Recto Inclinado V 1/2V U I V ensanchado
1/2V ensanchado
Tipos de soldadura
REPRESENTACIÓN DE jUNTAS O CHAFLANES
bordes rectos bisel en j
Modulo soldadurann2.indd 76 08/03/2010 02:43:28 a.m.
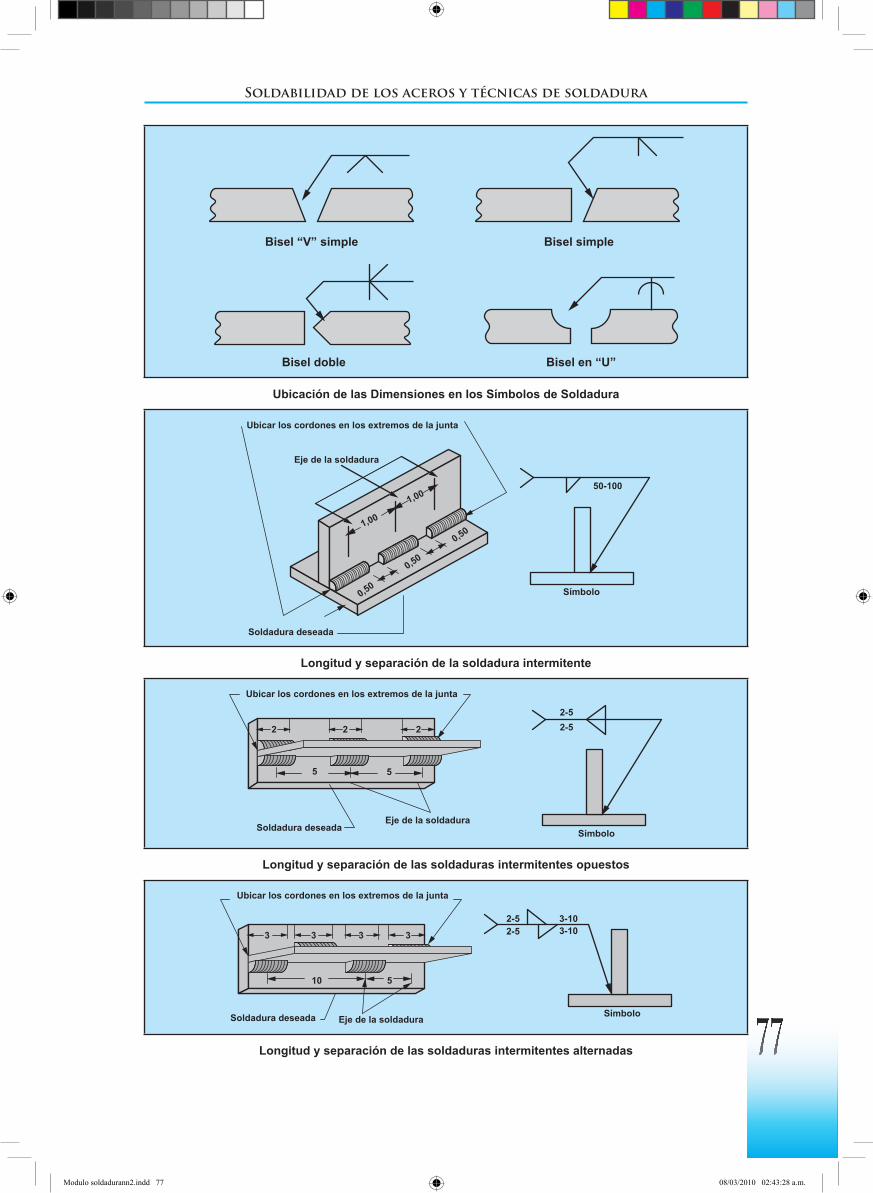
Soldabilidad de los aceros y técnicas de soldadura
77
bisel “V” simple bisel simple
bisel doble bisel en “U”
Ubicación de las Dimensiones en los Símbolos de Soldadura
Ubicar los cordones en los extremos de la junta
Eje de la soldadura
Soldadura deseada
1,00
0,50
0,50
0,50
1,0050-100
Símbolo
Longitud y separación de la soldadura intermitente
2 2 2
5 5
Soldadura deseadaEje de la soldadura
Ubicar los cordones en los extremos de la junta
Símbolo
2-52-5
Longitud y separación de las soldaduras intermitentes opuestos
Ubicar los cordones en los extremos de la junta
2-5
3 3 3 3
10 5
3-103-10
SímboloSoldadura deseada Eje de la soldadura
2-5
Longitud y separación de las soldaduras intermitentes alternadas
Modulo soldadurann2.indd 77 08/03/2010 02:43:28 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
78
6
6
6 6
620
2
2 22 2–5
22 2 2
4 5 5 5 5 4 6
Soldadura deseada
Símbolo
Símbolo de la soldadura combinada intermitente y continua
APLICACIONES PRáCTICAS EN EL USO DE LA SIMbOLOGÍA
Sección transversal
Soldadura deseada Alzado
Símbolo de la soldadura a tope, sin chaflán en el lado próximo a la flecha
Soldadura deseada Alzado
Sección transversal
Símbolo de la soldadura a tope, sin chaflán del lado opuesto a la flecha
Soldadura deseadaAlzado
Sección transversal
Símbolo de la soldadura a tope, sin chaflán, de ambos lados de la flecha
Modulo soldadurann2.indd 78 08/03/2010 02:43:29 a.m.

Soldabilidad de los aceros y técnicas de soldadura
79
Soldadura deseada
Símbolo
Soldadura en ángulo continuo
Soldadura deseada
Símbolo
6624
24
Longitud de una soldadura en ángulo
Soldadura deseada Símbolo
Sección transversal
Símbolo de la soldadura a tope, con chaflán, en el lado próximo a la flecha
Soldadura deseadaAlzado
Sección transversal
Símbolo de la soldadura a tope, con chaflán, del lado opuesto a la flecha
Soldadura deseada
Alzado
Sección transversal
Símbolo de la soldadura a tope, con chaflán, de ambos lados de la flecha
Modulo soldadurann2.indd 79 08/03/2010 02:43:29 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
80
EjEMPLOS DE ACOTADO EN LOS SÍMbOLOS DE SOLDADURA
60°
60°12
12
3
3
45°
45°
22
22
45°
45°
3
3
6
6
19
19
30°
30°
0
90°
90°3 + 6
3 0
0
Penetración profunda
0 + 4
3
4
0
4
Penetración profunda
Modulo soldadurann2.indd 80 08/03/2010 02:43:30 a.m.

Soldabilidad de los aceros y técnicas de soldadura
81
GLOSARIO
a. ángulo de Desplazamiento. El ángulo del electrodo con respecto a la línea a soldar. Este varía entre los 5º y 45º según sean las condiciones.
b. ángulo de Trabajo. El ángulo del electrodo con respecto a la línea horizontal, medido en ángulos rectos a la línea de soldar.
c. Soldadura de Filete. Soldadura triangular, para unir dos superficies en ángulo recto, en T o en las esquinas.
d. Unión. Zona de contacto de los cordones entre sí o con el metal base.
e. Unión a Tope. La unión de dos miembros alineados aproximadamente en el mis-mo plano.
f. Unión de Superposición. La unión de dos miembros superpuestos en planos paralelos.
g. Unión en T. Es la unión del borde de una pieza de metal con la superficie de otra en un ángulo de 90º.
Modulo soldadurann2.indd 81 08/03/2010 02:43:30 a.m.
Modulo soldadurann2.indd 82 08/03/2010 02:43:30 a.m.

VI UNIDAD
TENSIONES Y DEFORMACIONES DURANTE LA SOLDADURA
ObjETIVOS ESPECÍFICOS(Capacidades a desarrollar)
• Tener en conocimiento sobre los fenómenos y los efectos de la dilatación y con-tracción que se presentan en las uniones soldadas.
6.1. DILATACIÓN Y CONTRACCIÓN DE LOS METALES EN LA SOLDADURA
Todos los metales al calentarse aumentan de tamaño y se reducen al enfriarse. Este fenómeno se conoce como dilatación y contracción, respectivamente.
Durante el proceso de la soldadura, el calor producido por el arco tiende a calentar la pieza y, por lo tanto, a dilatarla. Una vez terminada la soldadura, la pieza se enfría y, en consecuencia, tiende a contraerse.
La dilatación y la contracción de las piezas que se sueldan traen como conse-cuencia:
• La deformación de las piezas soldadas.• La formación de tensiones internas, que debilitan la junta soldada.
No se puede evitar la dilatación y contracción, pero es posible ayudar a preve-nir sus efectos mediante la aplicación de las siguientes reglas:
• Reducción de las fuerzas causantes de la contracción.• Utilización de las fuerzas que causan la contracción, para reducir las defor-
maciones.• Equilibrar las fuerzas de contracción por medio de otras fuerzas.
a. Reducción de las fuerzas causantes de contracción. Mediante la apli-cación de las siguientes reglas es posible disminuir el calentamiento de las piezas y sus efectos.
Modulo soldadurann2.indd 83 08/03/2010 02:43:30 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
84
n Utilizar el menor número posible de pasadas o cordones. Evite depositar varios cordones con electrodos delgados y prefiera pocos cordones con electrodos de mayor diámetro.
Inconveniente
Preferible
n No debe depositarse material excesivamente, ya que no se pro-duciría mayor resistencia en la junta; al contrario, la pieza se calienta más y se emplea más material de aporte y tiempo.
n Realizar soldaduras alternadas. A menudo es posible depositar las 2/3 partes del metal de aporte, obteniendo igual resistencia. Por ello, si es posible se prefiere una soldadura alternada antes que una conti-nua.
n Preparar la pieza adecuadamente. Es posible reducir la intensidad de la contracción, preparando la pieza en forma adecuada.
a
be
d
c
n Ejecutar la soldadura por retroceso. Si una junta larga requiere un cordón continuo, es posible reducir la contracción soldando por retro-
Modulo soldadurann2.indd 84 08/03/2010 02:43:30 a.m.

Tensiones y deformaciones durante la soldadura
85
ceso. El sentido de avance puede ser hacia la izquierda, pero cada cordón parcial debe ejecutarse de izquierda a derecha.
1°2°3°4°
b. Utilización de las fuerzas causantes de contracción para reducir la deformación.
Las siguientes reglas permiten cumplir con este objetivo:
n Presentar las piezas fuera de posición. Al presentar las piezas tal como indica la figura, o sea no alineadas, luego ejecutar el cordón, la fuerza de contracción las alineará.
n Separar las piezas para equilibrar la contracción. La separación de dos planchas, antes de soldarlas, sirve para que se contraiga a medi-da que la soldadura avanza, como indica la figura.
n Curvado previo del lado opuesto al de soldadura. La fuerza opues-ta por las grapas contrarresta la tendencia del metal de soldadura a contraerse, obligándolo a estirarse. Al retirar las grapas, la fuerza de contracción alínea la pieza.
Modulo soldadurann2.indd 85 08/03/2010 02:43:31 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
86
c. Equilibrar las fuerzas de contracción por medio de otras fuerzas.
Las reglas indicadas a continuación pueden ayudar a cumplir con este objetivo:
n Equilibrar las fuerzas de contracción con otras fuerzas. Un orden adecuado en la aplicación de cordones equilibrará los esfuerzos que se produzcan
1°
1°
3° 5°
2° 4°
4°
6°
n Aplicar la soldadura alternadamente para evitar la contracción. El ejemplo más claro de esta regla se tiene en la soldadura de un eje, que debe ser rellenado en la forma indicada para evitar la deforma-ción.
1–5–9–13
4–8–12
2–6–10
3–7–11
Modulo soldadurann2.indd 86 08/03/2010 02:43:31 a.m.

Tensiones y deformaciones durante la soldadura
87
GLOSARIO
a. Fisura. Grieta muy fina en el interior o en la superficie de los cordones. Se produce por exagerada acumulación de tensiones o contracciones.
b. Inclusiones. Partículas no metálicas que se encuentran en el interior o en la su-perficie de los cordones de las soldaduras.
c. Mordedura o Socavación. Parte del metal de base fundida por el arco a los lados del cordón pero no rellenada por la soldadura, también se le denomina entalladu-ra.
d. Porosidad. Pequeñas cavidades producidas por gases en el interior de los cordo-nes.
e. Reborde. Una capa delgada o capas de metal depositado en el metal básico cuando el electrodo se derrite. Generalmente su grosor es el doble del diámetro del electrodo.
f. Sedimento. El volumen de metal derretido al soldar antes de que se solidifique como metal soldado.
g. Socavación. Es el resultado de soldar con un amperaje demasiado alto. Esto oca-siona ranuras en ambos lados del reborde que reduce la resistencia de la unión.
Modulo soldadurann2.indd 87 08/03/2010 02:43:31 a.m.

Modulo soldadurann2.indd 88 08/03/2010 02:43:31 a.m.

Defectos típicos que se presenta en la soldadura
89
VII UNIDAD
DEFECTOS TÍPICOS QUE SE PRESENTAN EN LA SOLDADURA
ObjETIVOS ESPECÍFICOS(Capacidades a desarrollar)
• Prevenir los diferentes tipos de defectos y discontinuidades que se presentan en las uniones soldadas.
7.1. INTRODUCCIÓN
Siempre escuchamos hablar de “defectos” y/o “discontinuidades”. ¿Qué diferencia hay entre uno y otro? Recordemos que cualquier imperfección encontrada es llamada “discontinuidad” hasta que se pueda identificar y evaluar el efecto que puede tener sobre la pieza en servicio. Si, de acuerdo a esto, “la discontinuidad” es inaceptable con arreglo a un criterio de especi-ficaciones, será un “defecto” (cuando por magnitud o localización provocan el fallo de la pieza o unión), y si esa discontinuidad no afecta el rendimiento de la pieza en el servicio al que se destina, se deberá llamar simplemente “discontinuidad”.
No existe soldadura “perfecta”, toda soldadura tiene “discontinuidades” Discontinuidad es la pérdida de la homogeneidad del material. Un “defecto” es una discontinuidad inaceptable, que debe ser reparada.
7.2 TIPOS DE DISCONTINUIDADES
Como generalidad diremos que una discontinuidad puede producirse en cual-quier momento de la vida de una pieza metálica.
• Discontinuidad inherente: Se crea durante la producción inicial desde el estado de fusión.
• Discontinuidad de proceso: Se produce durante procesos posteriores de fabricación o terminado.
• Discontinuidades de servicio: Se producen durante el uso del producto debido bien a circunstancias ambientales o de carga, o ambas.
Las discontinuidades se pueden también clasificar en:
Modulo soldadurann2.indd 89 08/03/2010 02:43:31 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
90
• Superficiales: Se ven a simple vista, no importa su profundidad.• Internas: Se encuentran en el interior del material y no alcanzan la super-
ficie.
Por último debemos distinguir entre:
• Indicaciones relevantes: Son aquellas indicaciones provenientes de fa-llas suficientemente serias como para afectar la aptitud para el servicio de la pieza.
• Indicaciones no relevantes: Son aquellas indicaciones que provienen de discontinuidades que no afectarían la aptitud para el servicio de la pieza.
• Indicaciones falsas: Son aquellas indicaciones causadas por interferen-cias eléctricas y electrónicas, superficies muy rugosas, otros.
7.3. LAS DISCONTINUIDADES EN LA SOLDADURA
Una forma simple de clasificar las discontinuidades y defectos en la soldadura es en las superficies internas.
7.3.1 DISCONTINUIDADES SUPERFICIALES
• Exceso de penetración: Se produce por efecto de un mo-vimiento que causa la penetra-ción del electrodo dentro de los biseles, los cuales son distribui-dos en esas áreas. Causa que el material chorree al interior y puede retener escoria o no en su interior. Este defecto puede producir en soldadura de ga-seoductos, desgaste por ero-sión. La imagen radiográfica da una densidad más clara en el centro del ancho de la imagen, ya sea extendida a lo largo de la soldadura o en gotas circulares aisladas, pudiendo presentar en su interior una mancha deforme negra.
• Falta de penetración: Como en las uniones en U o en V son visibles por la cara posterior, esta imper-fección puede considerar-se superficial. A menudo la raíz de la soldadura no quedará adecuadamente rellena con metal dejando un vacío que aparecerá en la radiografía como una línea negra oscura firme-mente marcada, gruesa y
Modulo soldadurann2.indd 90 08/03/2010 02:43:32 a.m.

Defectos típicos que se presenta en la soldadura
91
negra, continua o intermitente reemplazando el cordón de la primera pasa-da. Puede ser debida a una separación excesivamente pequeña de la raíz, a un electrodo demasiado grueso, a una corriente de soldadura insuficien-te, a una velocidad excesiva de pasada, penetración incorrecta en la ranu-ra. Este defecto por lo general no es aceptable y requiere la eliminación del cordón de soldadura anterior y repetición del proceso.
Concavidades
• Concavidad externa o falta de relleno: Presenta una disminu-ción de refuerzo externo, por poco depósito de material de aporte en el relleno del cordón. La imagen radiográfica muestra una densidad de la soldadura más oscura que la densidad de las piezas a soldarse, la cual se extiende a través del ancho com-pleto de la imagen.
• Concavidad interna: Insuficiente refuerzo interno de la soldadura en su cordón de primera pasada el cual al enfriarse disminuye su espesor pasando a ser menor que el del metal base.
• Socavaduras o mordeduras de borde: La socavadu-ra es una ranura fundida en el metal base, adyacente a la raíz de una soldadura o a la sobremonta, que no ha sido llenada por el metal de soldadura.
Causas y corrección
a. Exceso de calor - Corrija el amperaje de su máquina.b. Electrodo inadecuado - Cambie el electrodo.c. Manipulación incorrecta - Mejore el movimiento manual.d. Arco muy intenso - Corrija el arcoe. Velocidad inadecuada - Mejore la velocidad y corrija el movimiento del
electrodo.
La imagen radiográfica muestra una línea gruesa que bordea el cordón soldado, de densidad homogénea (lado exterior) o una imagen circulante al cordón de primera pa-sada no muy negra (lado interior). Según ASME y API, si el socavado de la raíz de la soldadura en el interior de la pared del tubo excede 2” de la longitud o 1/6 de la longitud de la soldadura, deberá ser rechazada.
Modulo soldadurann2.indd 91 08/03/2010 02:43:34 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
92
• Quemado: Es una zona de la pasada de raíz donde la pe-netración excesiva ha causado que el aporte de la solda-dura penetre dentro de la misma soplán-dose. Véase figura.
Resulta de factores que producen excesivo calor en un área determinada, tales como: excesi-va corriente, velocidad lenta del electrodo, manejo incorrecto del electrodo. Hay destrucción completa de los biseles.
La imagen radiográfica muestra una densidad localizada más oscura con los bordes borrosos en el centro del ancho de la imagen. Puede ser más ancha que la imagen del cordón de raíz.
• Salpicaduras: Son imperfecciones consistentes en esferuelas de metal fun-dido depositadas aleatoriamente sobre el cordón y su vecindad. Pueden ser provocadas por humedad en el revestimiento del electrodo. Generalmente no tienen importancia respecto a la calidad de la soldadura. En la imagen radiográfica, aparecen como manchitas blancas, redondeadas, aisladas o en colonias. En algunas técnicas de soldadura que emplean electrodos de tungsteno, las salpica-duras de este metal se dibujan como peque-ños círculos muy cla-ros y nítidos. Entonces conviene asegurarse de que se trata, efec-tivamente, de salpica-duras y no de inclusio-nes.
• Falta de continuidad del cordón: Se origina al interrumpir el soldador el cordón y no empalmar bien la reanudación del trabajo. Su seve-ridad es muy variable ya que, en los casos más severos, pueden considerarse auténticas faltas de fusión transversales, en tanto que en otras ocasiones, son simples surcos normales al eje del cor-dón. Su aspecto radiográfico es el de una línea oscura u oblicua, relativamente nítida.
Modulo soldadurann2.indd 92 08/03/2010 02:43:36 a.m.

Defectos típicos que se presenta en la soldadura
93
Otros defectos:
• Erosionesyhuellas: Son un grupo de defectos que tienen un origen me-cánico de abrasión, deformación o arranque de material, pueden dividirse en:
• Exceso de rebajado: Producido durante el mecanizado o esmerilado ex-cesivo del cordón, quedándose éste ligeramente cóncavo. La apariencia radiográfica se muestra como áreas ligeramente más oscuras que el cam-po adyacente, con contornos difusos, difíciles de percibir y que siguen la trayectoria del cordón.
• Huellas de esmerilado o burilado: Surcos en la superficie del metal base o del cordón, marcados por la muela o el buril manejados inhábilmente. Radiográficamente aparecen como sombras ligeramente oscuras, rectilí-neas y paralelas.
• Huellas de mecanizado: Erosiones producidas por herramientas que pre-paran la soldadura o por imperfecto mecanizado de la misma. La radiogra-fía las muestra como líneas ligeramente oscuras, dibujadas nítidamente y paralelas.
• Martillazos o golpes en general: Son deformaciones locales produ-cidas por choques de objetos contra el metal base o contra el cordón. Radiográficamente los martillazos se señalan como arcos ligeramente os-curos, con un borde bien marcado, más denso, a partir del cual se difunde la mancha, los granetazos como puntos, a manera de poros.
• Restos de electrodos: Cuando se suelda con equipos automáticos en atmósfera inerte y electrodo continuo, pueden quedar, al efectuar el cordón de penetración restos del alambre – electrodo que sobresalen, a veces, varios centímetros de la base de la unión soldada. En la radiografía, apare-cen como unos palitos claros que parten del eje del cordón. También pue-den aparecer restos de electrodos cuando éstos han sido abandonados, por ejemplo, en el interior de una tubería. En este caso solo es un material superpuesto, fácilmente eliminable por no ser solidario con la unión.
7.3.2 DISCONTINUIDADES INTERNAS
Fisuras: Pueden clasificarse en:
• Fisuras longitudinales: Pueden producirse en el centro del cordón (ge-neralmente por movimientos durante o posteriores a la soldadura) o en la interfase del material base con el de aporte (por causa de un enfriamiento brusco o falta de un correcto precalentamiento en grandes espesores). Cuando este defecto aparece en el material de la soldadura se le denomina “fisura de solidificación”, mientras que si se produce en la ZAC se llama “fi-sura de licuación” (intergranular). Estos dos tipos comprenden la fisuración en caliente y se producen por la combinación de una composición química
Modulo soldadurann2.indd 93 08/03/2010 02:43:36 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
94
desfavorable (elementos que forman precipitados de bajo punto de fusión, por ejemplo el azufre que forma sulfuro de fierro SFe – solidificación de bordes de grano) y tensiones de solidificación, restricción o deformación. En este caso el precalentamiento no tiene influencia sobre los defectos. La única precaución posible es soldar con bajo aporte térmico. Son típicas de los aceros inoxida-bles estabilizados como el AISI 321, y algunos bonificados como el HY 80. La fisuración en frío de hidrógeno (longitudi-nal) es menos frecuente que la transversal.
La imagen radiográfica es una línea ondulante muy negra y fina en el centro del cordón en la base del mismo (similar al espesor de un cabe-llo).
• Fisuras transversales: Producidas generalmente en aceros duros, por combinación de elementos que al enfriarse a la temperatura normal produ-cen la fisura que puede o no prolongarse al metal base. Pueden ser:
1. Fisuras en caliente: Se producen durante la solidificación de la junta. Las causas principales de este defecto en acero al carbono no alea-dos o de baja aleación son:
n Medio o alto tenor de carbono en el metal base.n Alto porcentaje de impurezas P y S en el metal base.n Elevadas tensiones de contracción (depende de la mayor o menor
plasticidad del material de la junta).
Las fisuras en caliente se pueden manifestar en todos los materiales metálicos, ferrosos y no ferrosos. Son intergranulares y pueden tener orientaciones diversas.
2. Fisuras en frío: Se forman cuando el material se acerca o alcanza la temperatura ambiente. Causa:
n Principalmente, el elevado contenido de hidrógeno en la zona fundida.
n Elevada velocidad de enfriamiento.n Tensiones producidas sobre el cordón por el enfriamiento.n En soldaduras de aceros dulces y aquellos de baja aleación con
manganeso y micro aleados.
Modulo soldadurann2.indd 94 08/03/2010 02:43:37 a.m.
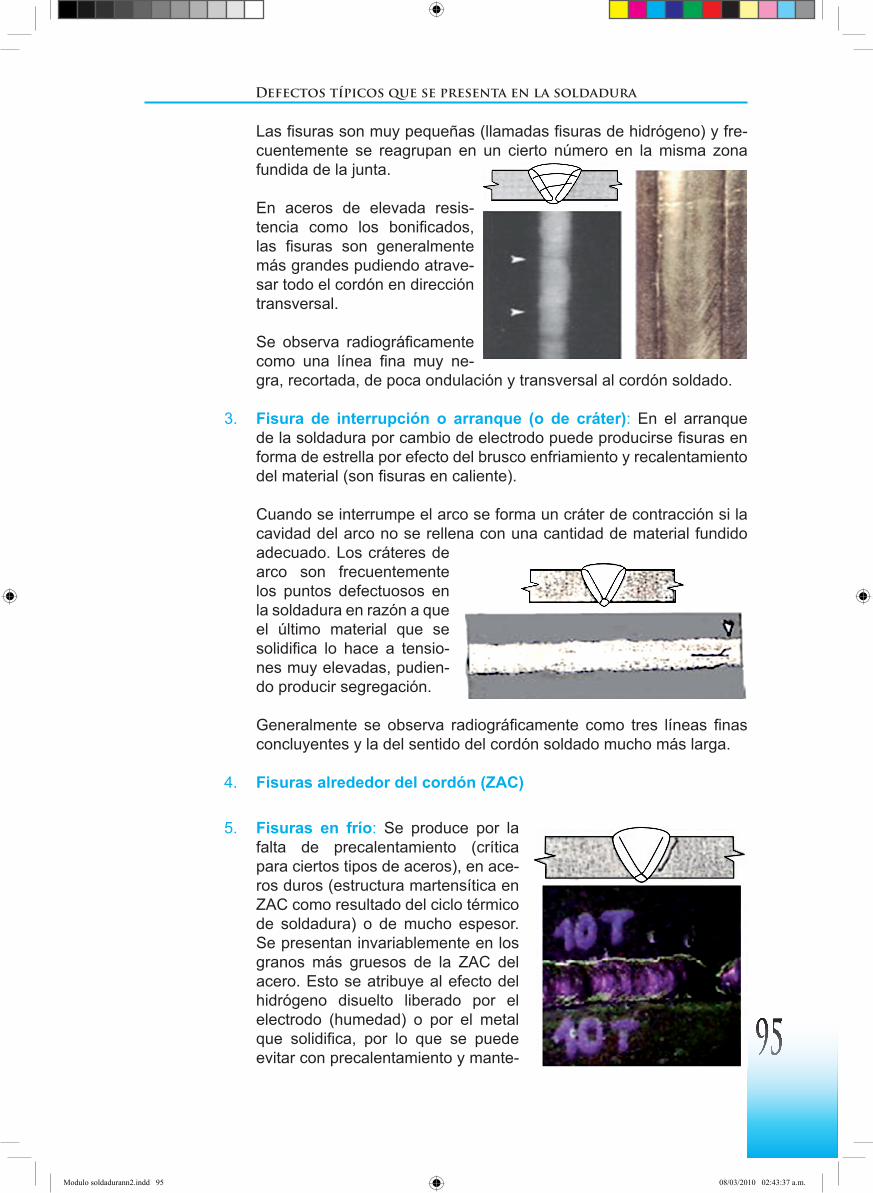
Defectos típicos que se presenta en la soldadura
95
Las fisuras son muy pequeñas (llamadas fisuras de hidrógeno) y fre-cuentemente se reagrupan en un cierto número en la misma zona fundida de la junta.
En aceros de elevada resis-tencia como los bonificados, las fisuras son generalmente más grandes pudiendo atrave-sar todo el cordón en dirección transversal.
Se observa radiográficamente como una línea fina muy ne-gra, recortada, de poca ondulación y transversal al cordón soldado.
3. Fisura de interrupción o arranque (o de cráter): En el arranque de la soldadura por cambio de electrodo puede producirse fisuras en forma de estrella por efecto del brusco enfriamiento y recalentamiento del material (son fisuras en caliente).
Cuando se interrumpe el arco se forma un cráter de contracción si la cavidad del arco no se rellena con una cantidad de material fundido adecuado. Los cráteres de arco son frecuentemente los puntos defectuosos en la soldadura en razón a que el último material que se solidifica lo hace a tensio-nes muy elevadas, pudien-do producir segregación.
Generalmente se observa radiográficamente como tres líneas finas concluyentes y la del sentido del cordón soldado mucho más larga.
4. Fisuras alrededor del cordón (ZAC)
5. Fisuras en frío: Se produce por la falta de precalentamiento (crítica para ciertos tipos de aceros), en ace-ros duros (estructura martensítica en ZAC como resultado del ciclo térmico de soldadura) o de mucho espesor. Se presentan invariablemente en los granos más gruesos de la ZAC del acero. Esto se atribuye al efecto del hidrógeno disuelto liberado por el electrodo (humedad) o por el metal que solidifica, por lo que se puede evitar con precalentamiento y mante-
Modulo soldadurann2.indd 95 08/03/2010 02:43:37 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
96
niendo el material soldado alrededor de 200°C un tiempo determina-do, o por el uso de electrodos básicos. También afectan las tensiones alcanzadas como resultado de la contracción de la junta o geometrías con entallas. Tienen generalmente una dirección longitudinal. Algunas veces pueden ser transversales, internas (esto bajo el cordón de sol-dadura) o aflorar al lado del cordón. La imagen radiográfica es de líneas negras de poca ondulación, un poco más gruesas que un cabe-llo, en la zona adyacente al cordón de soldadura.
6. Desgarre laminar: Son fisuras que pueden aparecer en los aceros dulces y de baja aleación, frecuentemente asociadas con soldadu-ras pensionadas, cuya geometría produce tensiones perpendiculares al plano de laminación sobre el me-tal base. Aparecen frecuentemente debajo de la ZAC (material base no afectado) y son típicas de juntas en T o en L. Los factores que producen estos defectos son:
n Tensiones de enfriamiento más o menos intensas, en función de la rigidez de la estructura.
n Geometría de la junta tal que la solicitación actúe desfavorablemente sobre el metal base (las flechas indican los arreglos más adecuados).
n Material base laminado de medio y alto espesor (9 – 20 mm) susceptible a desgarrarse.
• Falta de penetración: Se da en la zona de raíz cuando no ha penetrado el metal fundido. Si la unión es en X o en K, la raíz queda en el corazón mismo del cordón, siendo la falta del metal de aporte en dicha zona riguro-samente interna.
Modulo soldadurann2.indd 96 08/03/2010 02:43:38 a.m.

Defectos típicos que se presenta en la soldadura
97
Causas:
1. Puede originarse por falta de temperatura.2. Por exceso de velocidad de soldeo.3. Por falta de habilidad del soldador.
Es posible que haya falta de penetración parcial (asociada a una falta de fusión), llamada así cuando uno de los talones no ha alcanzado a fundirse, o falta de penetración total, cuando la abertura de la raíz ha quedado sin rellenar.
Radiográficamente aparece como una línea oscura continua o intermitente con los bordes rectos o irregulares. Es necesario advertir que algunos tipos de uniones (algunas uniones en ángulo sin preparación de bordes) están concebidos de tal forma que siempre queda una falta de penetración en determinadas partes de la unión.
• Falta de fusión: Generalmente ocasionada por falta de temperatura sufi-ciente para fundir el metal base o el cordón anterior ya sólido.
Según su ubicación puede ser:
n Falta de fusión en el bisel: Entre el metal de soldadura y el metal base.
n Falta de fusión de un bisel en la raíz (talón u hombros):
Se produce:
l Cuando falta la abertura de la raíz (intersticio) y la temperatura no es lo suficientemente elevada.
Modulo soldadurann2.indd 97 08/03/2010 02:43:38 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
98
l Por una incorrecta alineación de los elementos a soldar.l Por fallas en la preparación.l Por diferencias de espesor o diámetro.l Por deficiente penetración por parte del
soldador al realizar la primera pasada.
Radiográficamente la figura se ve como una línea oscura y fina, continua o intermitente, con los bor-des bien definidos. La línea puede tender a ser on-dulada y difusa. En las uniones en X o en K, queda en el mismo centro de los cordones y es frecuente que vaya asociada a falta de penetración.
• Falta de fusión entre pasadas: Se produce en las interfases de la soldadura, donde las capas adyacen-tes del metal, o el metal base y el metal de soldadura no se fusionan debidamen-te, por lo general de-bido a una capa muy fina de óxido que se forma en las superfi-cies. Esta capa de óxido puede deberse a una falta de calentamiento del metal base o al depósito previo del metal de soldadura en volumen sufi-cientemente alto que impide que cualquier capa de óxido, escoria, impure-zas, u otros migre a la superficie.
También puede deberse a la falta de corriente suficiente o la mala ubica-ción del arco eléctrico dentro de los biseles, el cual al producirse más sobre uno, deja al otro sin fundir.
Radiográficamente se observa como una franja negra con densidad en disminución desde el borde hacia el centro. El lateral es recto.
A veces cuando la falta de fusión es entre el metal base y el metal de apor-te, es difícil interpretar, conviene radiografiar el cordón según direcciones comprendidas en la prolongación del plano formado por los bordes del bisel (frecuentemente 45°).
7.4. DISCONTINUIDADES COMO INCLUSIONES
Se consideran inclusiones las impurezas producidas por gases atrapados en la masa del metal durante el proceso de fusión, o materiales extraños sólidos (metálicos o no metálicos). Se pueden dividir en:
Modulo soldadurann2.indd 98 08/03/2010 02:43:39 a.m.

Defectos típicos que se presenta en la soldadura
99
n Inclusiones gaseosas: Por diversa razones, en el metal de soldadura fundido se forman gases que pueden quedar atrapados si no hay tiempo suficiente para que escapen antes de la solidificación de la soldadura. El gas así atrapado, por lo general tiene la forma de agujeros redondos deno-minados porosidades esféricas, o de forma alargada llamados porosidad tubular o vermicular.
La formación del gas puede ser formado por reacciones químicas durante la soldadura con alto contenido de azufre en la plancha y/o en el electrodo, humedad excesiva en el electrodo en los bordes de la plancha base, el arco excesivamente corto, corriente incorrecta o polaridad inversa, corrien-tes de aire, limpieza prematura de la escoria al terminar una pasada, pues, no hay que olvidar que la escoria evita el enfriamiento demasiado rápido del metal fundido.
La porosidad gaseosa puede producirse en forma aislada (porosidad esfé-rica aislada) o agrupada (nido de poros), en forma alineada, etc.
• Porosidad esférica aislada: Su característica, bol-sa de gas de forma esférica producida por una alte-ración en el arco, una oxidación en el revestimiento del electrodo, o electrodo húmedo y/u oxidado, o una variación en la relación Voltaje-Amperaje-Velocidad en la soldadura automática. La imagen radiográfica da puntos negros en cualquier ubica-ción.
• Porosidad agrupada (nido de poros): Producida generalmente por un agente oxidante o excesiva humedad del revestimiento. Pueden también en-contrarse capas de óxido sobre los biseles, las que al fundirse desprenden gas. El tamaño de estos poros es igual en toda la zona. La imagen radiográ-fica da puntos redondeados o ligeramente alarga-dos de una densidad más oscura, agrupados pero irregularmente espaciados.
Porosidad alineada: Generalmente surge en la pasada de base del cordón soldado, por efecto de la dificultad de penetrar con el electro-do, por mala regulación eléctrica en correspondencia con el fundente utilizado por máquinas automáticas y por acumulación de algunos de los elementos del mismo.
Radiográficamente se observan círculos alineados, negros, que pue-den ir decreciendo o permanecer de igual diámetro. También pueden aparecer poros alargados de primera pasada “Cordón hueco”, surgi-
Modulo soldadurann2.indd 99 08/03/2010 02:43:39 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
100
dos por la imposibilidad del hidrógeno producido en electrodos de alta velocidad de escapar, generalmente por insuficiente separación de los biseles. La imagen radiográfica da formas grises inclinadas, seme-jantes al espinazo de un pez, confluyendo al centro, pudiendo llegar a formar un nervio central.
Inclusiones no metálicas:
• Inclusionesdeescoriaaisladas: La mayo-ría de las soldaduras contienen escorias que han sido atrapadas en el metal depositado durante la solidificación. Son depósitos de carbón, óxidos metálicos y silicatos princi-palmente.
• Las escorias pueden provenir del revesti-miento del electrodo o del fundente emplea-do.
• El flujo tiene como finalidad eliminar las im-purezas del metal. Si este no permanece de-rretido durante un período suficientemente largo como para permitir que la escoria se eleve a la superficie, parte de esa escoria quedaría atrapada en el metal. Ésta a su vez puede quedar atrapada en el metal en pasadas posteriores. Las superficies sucias e irregulares, las ondulaciones o cortes insuficientes contribuirán al atrapado de escoria. Las inclusiones de escoria se aso-cian frecuentemente a la falta de penetración, fusión deficiente, talón de raíz suficientemente grande, soldadura en V muy estrecha y deficien-te habilidad del soldador. La imagen radiográfica presenta manchas ne-gras irregulares sobre el cordón de soldadura.
Escorias alineadas: Se producen por movimientos inadecuados del elec-trodo por parte del soldador. Quedan alineadas sobre el costado del cordón soldado. En el caso de la soldadura automática, el fundente suele quedar atrapado por una mala regulación de la máquina o por falta de limpieza, pero en este caso estará en el centro del cordón. Este tipo de defecto es muy agresivo.
Modulo soldadurann2.indd 100 08/03/2010 02:43:40 a.m.

Defectos típicos que se presenta en la soldadura
101
La imagen radiográfica muestra sobre uno de los latera-les del cordón base una línea ancha con un borde casi recto y el otro disparejo, color negro, pero densidad ho-mogénea. Para el caso de soldadura automática, se ob-servará en el centro del cordón un triángulo alargado en el sentido de giro de las agujas del reloj de color negro.
Línea de escoria (huella de carro): Ubicadas en-tre el cordón de primera y segunda pasada. Por efecto de una mala limpieza en la zona de mor-deduras que se forman sobre el bisel al efectuar la primera pasada, se depositan escorias a am-bos lados de este cordón. La imagen radiográfica muestra líneas paralelas interrumpidas de ancho variable, bastante parejas.
Escorias en el interior de perforaciones: Dentro del metal soldado por efecto de una perforación, se sue-le producir un rechupe del material, incorporándose materiales extraños, provenientes por lo general del revestimiento del electrodo. La imagen radiográfica muestra una mancha irregular negra, en el centro de la indicación clara de una perforación, semejando un anillo luminoso.
• Inclusiones metálicas: A veces, en la masa del ma-terial fundido quedan englobadas partículas de otros metales que pueden ser detectados radiográficamen-te. Por ejemplo las Inclusiones de tungsteno, sólo aparecen en el proceso GTAW y son causadas por la presencia de tungsteno, cuando el electrodo de tungsteno es sumergido en el baño del metal fundido. Aparecen como puntos blancos en radiografía.
• Desalineado(high low): Desalineamiento de las partes a ser soldadas. En la radiografía se obser-va un cambio abrupto en la densidad del film a través del ancho de la soldadura.
Finalmente diremos que la Calidad en la soldadura es un tema de economía y seguridad. ¿Cómo lograrlo?: toman-
Modulo soldadurann2.indd 101 08/03/2010 02:43:40 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
102
do conciencia de los costos de la “mala calidad”; con capacitación; mejorando la metodología del trabajo; buscando la calidad desde el proyecto; trabajando según las normas técnicas; calificando los procedimientos y los soldadores y realizando los controles adecuados.
No se pueden eliminar totalmente las discontinuidades, pero sí se pueden mi-nimizar y hacer útil a la unión soldada cumpliendo con suficientes propiedades del objetivo para la cual fue diseñado. Un cambio de mentalidad, ya que traba-jar mejor no implica trabajar más.
Modulo soldadurann2.indd 102 08/03/2010 02:43:40 a.m.
Defectos típicos que se presenta en la soldadura
103
GLOSARIO
a. Cráter. El vacío que se forma cuando el arco hace contacto con el metal básico.
b. Cráter del Cordón. Hundimiento de presión al finalizar un cordón.
c. Escoria. Una capa de residuo de fundente que protege la unión de óxidos y otros contaminantes mientras los metales se solidifican (enfrían). Este se debe limpiar una vez que el metal se haya enfriado.
d. Falta de Penetración. Superficie de la pieza, bajo el cordón, no fundida por el arco, generalmente en el fondo de un ángulo o de un chaflán.
e. Horadación. En las soldaduras en chaflán o de chapas delgadas, se dice que hay horadación cuando se forma un agujero como consecuencia de un exceso de penetración.
f. Porosidad. Cavidad que se forma durante la solidificación del área soldada. Las porosidades debilitan la unión.
g. Salpiqueo. Las partículas de metal que salpican durante el proceso de soldar y que se solidifican en la superficie de trabajo. Esto se puede minimizar al rociar un repelente adecuado antes de comenzar a soldar.
h. Sobremonta. Ocurre si el amperaje es demasiado bajo. En este caso, el metal derretido se cae del electrodo sin haberse unido al metal básico.
Modulo soldadurann2.indd 103 08/03/2010 02:43:40 a.m.

Modulo soldadurann2.indd 104 08/03/2010 02:43:40 a.m.

AUTOEVALUACIONES
ESPECIALIDAD : Construcciones Metálicas - Soldadura Industrial
CURSO : Soldadura por Arco Eléctrico con Electrodos Revestidos
Apellidos y Nombres …........………………………….Código ………..Firma ……………
Indicaciones: Lea atentamente las preguntas y responda con breves conceptos:
• Marque Sí ó No dentro de los paréntesis ( ) ( ), si marca Sí, explique ¿por qué? y si marca No, explique ¿por qué?
V F1. Si la soldadura, en términos generales es un proceso de unión
permanente de dos a más piezas metálicas, producidas por el calor, la fusión de los bordes, con o sin metal de aporte, tiene la finalidad de obtener una sola pieza compacta, uniforme, sólida y homogénea, entonces ¿la soldadura es importante, fundamental para la expansión y productividad en nuestras industrias? ¿cuáles son sus aplicaciones?
( ) ( )
2. La soldadura se clasifica en: 1. Presión y 2. Fusión, ¿cuál de los procedimientos más importantes de soldar le agradaría aprender más, diga por qué?
( ) ( )
3. ¿Sugiera Ud. si es necesario realizar la profesionalización y formación de soldadores?
( ) ( )
4. Has oído hablar que: ”algunas personas son propensos a los accidentes” ¿Qué significa?, explique luego respecto a los accidentes y comportamientos en el trabajo.
( ) ( )
5. ¿Cuáles son los equipos para soldar que debe poseer un soldador?
( ) ( )
6. El soldador debe poseer: herramientas e implementos de protección ¿cuáles son?
( ) ( )
7. Los materiales más comunes empleados en la soldadura son: ¿Los aceros de bajo contenido, mediano contenido y alto contenido de carbono? ¿Los aceros aleados? ¿Otros materiales metálicos? Describa, cada uno de ellos:
( ) ( )
8. Los electrodos básicos más comunes que utilizamos según la norma AWS son por ejemplo: para los aceros de bajo contenido, de carbono y aceros de baja aleación E6010, E6011, E7010, E7018 y E11018 o ¿conoce otros?, dar ejemplos.
( ) ( )
9. ¿Cuáles son las partes del electrodo metálico? y ¿Cómo se reconocen los electrodos, existen normas de colores? Explique: ¿cuáles, por ejemplo?
( ) ( )
Modulo soldadurann2.indd 105 08/03/2010 02:43:41 a.m.
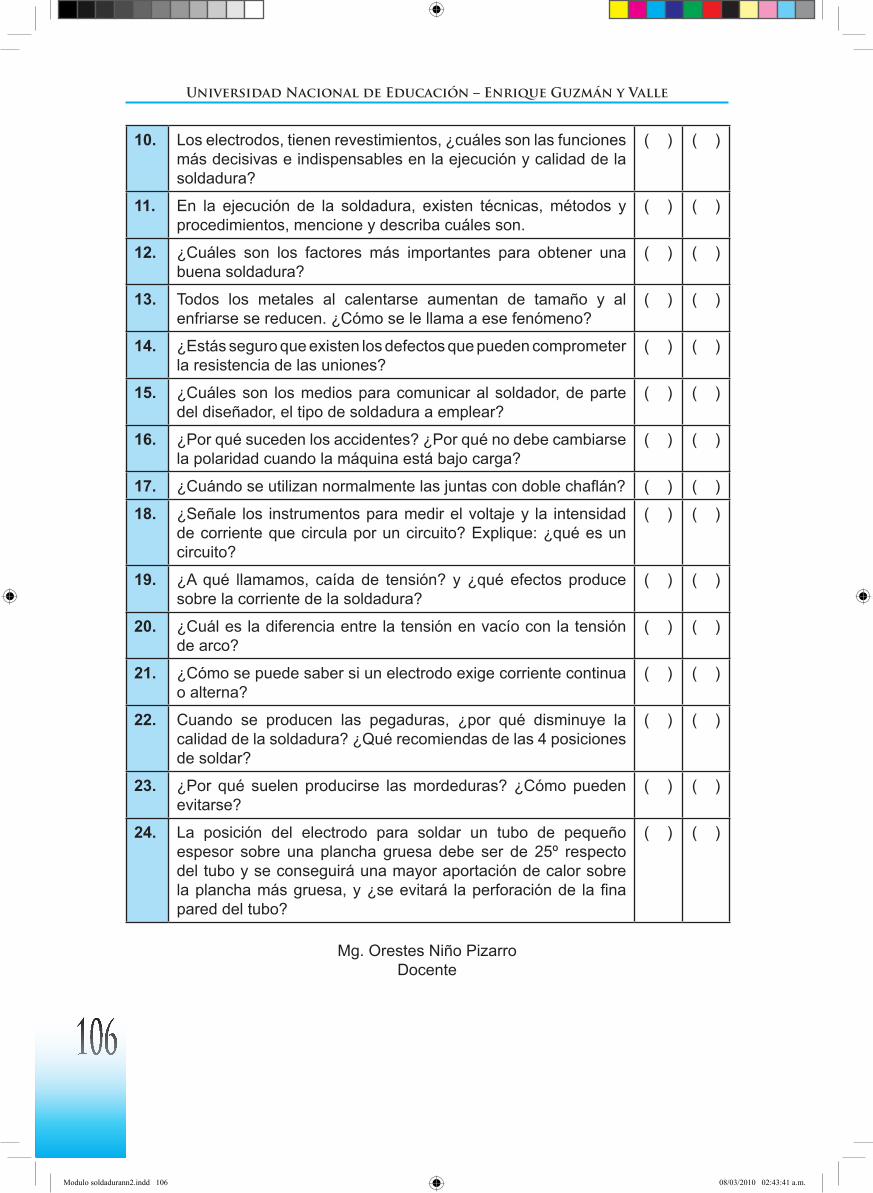
Universidad Nacional de Educación – Enrique Guzmán y Valle
106
10. Los electrodos, tienen revestimientos, ¿cuáles son las funciones más decisivas e indispensables en la ejecución y calidad de la soldadura?
( ) ( )
11. En la ejecución de la soldadura, existen técnicas, métodos y procedimientos, mencione y describa cuáles son.
( ) ( )
12. ¿Cuáles son los factores más importantes para obtener una buena soldadura?
( ) ( )
13. Todos los metales al calentarse aumentan de tamaño y al enfriarse se reducen. ¿Cómo se le llama a ese fenómeno?
( ) ( )
14. ¿Estás seguro que existen los defectos que pueden comprometer la resistencia de las uniones?
( ) ( )
15. ¿Cuáles son los medios para comunicar al soldador, de parte del diseñador, el tipo de soldadura a emplear?
( ) ( )
16. ¿Por qué suceden los accidentes? ¿Por qué no debe cambiarse la polaridad cuando la máquina está bajo carga?
( ) ( )
17. ¿Cuándo se utilizan normalmente las juntas con doble chaflán? ( ) ( )
18. ¿Señale los instrumentos para medir el voltaje y la intensidad de corriente que circula por un circuito? Explique: ¿qué es un circuito?
( ) ( )
19. ¿A qué llamamos, caída de tensión? y ¿qué efectos produce sobre la corriente de la soldadura?
( ) ( )
20. ¿Cuál es la diferencia entre la tensión en vacío con la tensión de arco?
( ) ( )
21. ¿Cómo se puede saber si un electrodo exige corriente continua o alterna?
( ) ( )
22. Cuando se producen las pegaduras, ¿por qué disminuye la calidad de la soldadura? ¿Qué recomiendas de las 4 posiciones de soldar?
( ) ( )
23. ¿Por qué suelen producirse las mordeduras? ¿Cómo pueden evitarse?
( ) ( )
24. La posición del electrodo para soldar un tubo de pequeño espesor sobre una plancha gruesa debe ser de 25º respecto del tubo y se conseguirá una mayor aportación de calor sobre la plancha más gruesa, y ¿se evitará la perforación de la fina pared del tubo?
( ) ( )
Mg. Orestes Niño PizarroDocente
Modulo soldadurann2.indd 106 08/03/2010 02:43:41 a.m.

bIbLIOGRAFÍA
1. OERLIKON, Manual de Soldadura, 4ta. Edic. Lima, Perú. Catálogo de electrodos y varillas para Acero y Soldaduras Especiales
2. BURGOS, José. Tecnología de la Soldadura, Edit. Pueblo y Educación, Ciudad de La Habana-Cuba, 1993.
3. JANAPETOV, M. Soldadura y corte de los metales. Edit. MIR, Moscú, 1982
4. PENDER, J. Soldadura, libros MCGRAW-HILL, Canadá
5. LOVE, Carl Soldadura – Procedimiento y Aplicaciones, México, 1979
6. HOBARTY. Guía para Soldar.
7. LOPEZ VICENTE. Mecánica de Taller: Soldaduras Uniones y Calderería. Edit. Cultural. S. A., España, 199
8. HERNÁNDEZ R. G. Manual del Soldador, CESOL, 11ava. Edición, Madrid, España, 2003.
9. HORWITZ, Henry Enciclopedia de la Soldadura, II y III tomo, edic. PC, Alfa omega, EAU.
10. FOSCA, Carlos Metalurgia de la Soldadura: Soldabilidad de Aceros Ordinarios y de Baja Aleación, 4ta. Edición. Pontificia Universidad Católica del Perú, Lima, Perú, 2004.
11. REINA GÓMEZ, M. Soldadura de los Aceros, 1994.
12. SCHEY, John A. Procesos de manufactura, Mcgraw-Hill, 2001
Modulo soldadurann2.indd 107 08/03/2010 02:43:41 a.m.
Modulo soldadurann2.indd 108 08/03/2010 02:43:41 a.m.

UNIVERSIDAD NACIONAL DE EDUCACIÓNENRIQUE GUZMAN Y VALLE
“Alma Máter del Magisterio Nacional”
CONVENIO REVALORA PERÚ – UNIVERSIDAD NACIONAL DE EDUCACIÓN
SÍLAbOS
I. DATOS INFORMATIVOS
1.1. ASIGNATURA: Soldadura por Arco Eléctrico Manual1.2. LLAVE – CÓDIGO: 5375 – TCA102171.3. CICLO ACADÉMICO: 2009-II1.4. NÚMERO DE CRÉDITOS: 7 Créditos1.5. ESPECIALIDAD: Construcciones Metálicas – Soldadura Industrial.1.6. HORARIO DE CLASES: Sábado: 1er.Turno de 8:00 a 2:00 pm. Sábado: 2do.Turno de 3.00 a 9:00 pm. Domingo de: 8:00 a 2:00 pm. Lunes, miércoles y viernes de: 4:00 a 10:00 p.m.1.7. PROMOCIÓN – LUGAR: Ira. La Cantuta – Chosica1.8. FECHAS: Inicio: Diciembre 2009 – Término: Febrero 2010 1.9. PROFESOR: Mg. Orestes Niño Pizarro
II. SUMILLA
El curso comprende el estudio y desarrollo teórico y práctico de los procesos de soldadura por arco eléctrico manual; principios de funcionamiento, nociones de electricidad, arco eléctrico; procedimientos y técnicas de ejecución; juntas, posi-ciones; operaciones en probetas; evaluación y aplicaciones; máquinas de soldar, accesorios; materiales base: perfiles, platinas y planchas de acero y materiales de aporte: electrodos revestidos comunes; proyectos programados; efectos de dilata-ción y contracción, símbolos de la soldadura; implementos de protección y normas de seguridad.
III. ObjETIVOS
3.1 Objetivos Generales.
3.1.1. Unir piezas metálicas por fusión, utilizando máquina de soldar por arco, accesorios, herramientas e implementos de protección, con electrodos metálicos revestidos en condiciones de seguridad personal y del medio ambiente, utilizando adecuadamente los materiales de acero y garanti-zando la calidad de los proyectos y los procesos tecnológicos.
3.2 Objetivos Específicos.
3.2.1 Analizar e interpretar correctamente las informaciones técnicas, gráfi-cas y escritas de planos, dibujos y catálogos.
Modulo soldadurann2.indd 109 08/03/2010 02:43:42 a.m.
Universidad Nacional de Educación – Enrique Guzmán y Valle
110
3.2.2 Ejecutar la unión de partes y piezas de acero, mediante el proceso de sol-dadura por arco con electrodos revestidos, utilizando los procedimientos y técnicas adecuadas.
3.2.3 Realizar el control de calidad de las uniones soldadas y los diferentes proyectos.
3.2.4 Operar las máquinas de soldar y diversos accesorios, herramientas e implementos de protección, en condiciones de seguridad y del medio ambiente.
3.2.5 Tener una visión global e integrada de los procedimientos de soldadura para alcanzar los objetivos de la producción.
IV. MéTODOS
4.1 Estrategias Metodológicas:
4.2.1 Clase Teórica: Las clases serán objetivas y sistemáticas dando én-fasis a la descripción, definición y caracterización de los métodos de aprendizaje y capacitación, Exposición, diálogo, demostración y obten-ción de conclusiones a cargo del docente. Investigación bibliográfica por parte de los estudiantes para cada sesión de clase.
8.1.2. Clase Práctica: Será a base de aplicación de los conocimientos cien-tíficos y tecnológicos que comprenderá: Trabajo de aplicación práctica en cada sesión de clase y/o exposición por parte de los estudiantes. Trabajo y elaboración de materiales didácticos por parte de los estu-diantes y el docente. Demostración práctica de los métodos educativos en forma individual y grupal por parte de los estudiantes.
4.2 Estrategias de Aprendizaje
4.2.1 Métodos activos colectivizados: Método de grupo de estudios, de tra-bajo en equipo, y método de Cousinet.
4.2.2 Métodos activos mixtos: trabajos grupales y trabajos individuales, de Dalton, de estudio dirigido, de descubrimiento, y método de Winnetka.
4.2.3 Métodos activos globalizados: Método Lúdico, Freinet, Decroly y de proyectos.
4.2.4 Estos métodos se aplicarán en todo el proceso del desarrollo de los temas teóricos y prácticos en forma permanente e integral, con la fina-lidad que los estudiantes de educación técnica y agropecuaria logren adquirir una actitud indagadora.
Modulo soldadurann2.indd 110 08/03/2010 02:43:42 a.m.

Fundamentos preliminares del proceso de soldadura
111
4.2.5 Se plantea el problema y formula respuestas científica y tecnológica.
4.2.6 Elabora estrategias para resolver los problemas de labores productivas educativas.
4.2.7 Busque y confronte informaciones sobre temas pedagógicas.
4.2.8 Experimente en la búsqueda de pruebas para sustentar las explicacio-nes didácticas.
4.2.9 Intercambie experiencias y opiniones, apertura de flexibilidad de enten-dimiento cabal de los temas didácticos y metodológicos.
4.2.10 Geste orden y limpieza en su trabajo congruente con su vocación.
4.2.11 Realice experimentos de manejo táctico y estratégico didáctico en el proceso del desarrollo de las actividades académicas.
4.2.12 Realice contrastación de las actividades didácticas teóricas y prácticas en el proceso de aprendizaje significativo en la aplicación del cono-cimiento en la praxis, mediante su autoempleo e inserción laboral de forme sostenible y ecológica.
4.3 Medios y Materiales Educativos.
4.3.1. Pizarra, plumones y mota
4.3.2 Papelógrafos
4.3.3 Equipo de TV y VHS
4.3.4 Equipo de multimedia.
4.3.5 Platinas, plancha estructurales de acero
4.3.6 Separatas, textos, módulos y/o manuales, catálogos, etc.
4.3.7 Electrodos revestidos básicos E6011 AP- E6012, 13 y E7018 Supercito
4.3.8 Máquinas de soldar, accesorios e implementos de protección perso-nal.
4.4 Proyectos a sugerencia:
4.4.1 Portamacetero
4.4.2. Arco de sierra
Modulo soldadurann2.indd 111 08/03/2010 02:43:42 a.m.
Universidad Nacional de Educación – Enrique Guzmán y Valle
112
4.4.3 Taburetes
4.4.4 Otros
V. EVALUACIÓN
5.1 Exámenes:
1. Prueba de entrada
2. Pruebas parciales
3. Prueba de salida
5.2 Requisitos de Aprobación:
1. Trabajos de investigación 10 %
2. Puntualidad y responsabilidad 20 %
3. Exámenes parciales y finales 20 %
4. Evaluación de prácticas 30 %
5. Evaluación del Proyecto terminado 20 %
VI. ACTIVIDADES:
Visita a los diferentes talleres de las facultades de la UNE.
Modulo soldadurann2.indd 112 08/03/2010 02:43:43 a.m.
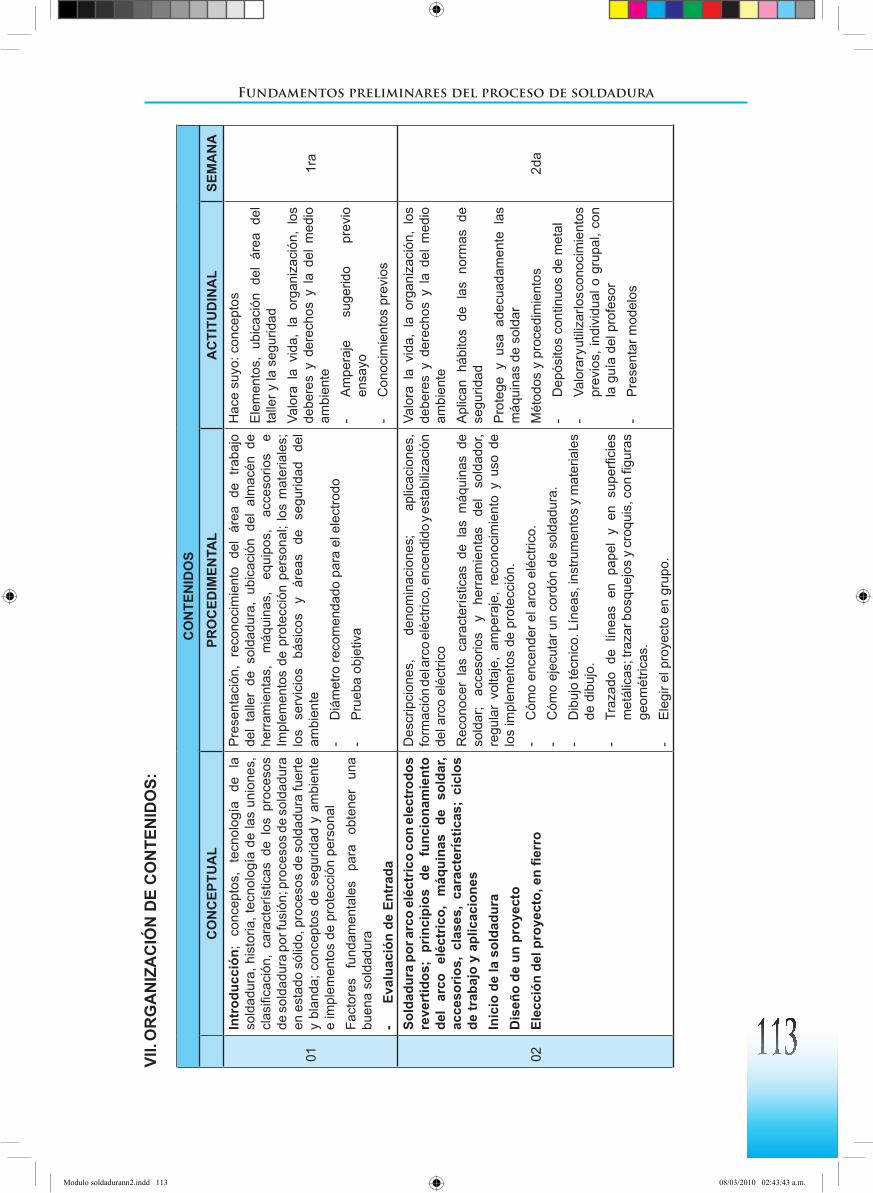
Fundamentos preliminares del proceso de soldadura
113
VII.
OR
GA
NIZ
AC
IÓN
DE
CO
NTE
NID
OS:
CO
NTE
NID
OS
CO
NC
EPTU
AL
PRO
CED
IMEN
TAL
AC
TITU
DIN
AL
SEM
AN
A
01
Intr
oduc
ción
; co
ncep
tos,
te
cnol
ogía
de
la
so
ldad
ura,
his
toria
, tec
nolo
gía
de la
s un
ione
s,
clas
ifica
ción
, ca
ract
erís
ticas
de
los
proc
esos
de
sol
dadu
ra p
or fu
sión
; pro
ceso
s de
sol
dadu
ra
en e
stad
o só
lido,
pro
ceso
s de
sol
dadu
ra fu
erte
y
blan
da; c
once
ptos
de
segu
ridad
y a
mbi
ente
e
impl
emen
tos
de p
rote
cció
n pe
rson
alFa
ctor
es
fund
amen
tale
s pa
ra
obte
ner
una
buen
a so
ldad
ura
- Ev
alua
ción
de
Entr
ada
Pre
sent
ació
n, r
econ
ocim
ient
o de
l ár
ea d
e tra
bajo
de
l ta
ller
de s
olda
dura
, ub
icac
ión
del
alm
acén
de
herr
amie
ntas
, m
áqui
nas,
eq
uipo
s,
acce
sorio
s e
Impl
emen
tos
de p
rote
cció
n pe
rson
al; l
os m
ater
iale
s;
los
serv
icio
s bá
sico
s y
área
s de
se
gurid
ad
del
ambi
ente
- D
iám
etro
reco
men
dado
par
a el
ele
ctro
do-
Pru
eba
obje
tiva
Hac
e su
yo: c
once
ptos
Ele
men
tos,
ubi
caci
ón d
el á
rea
del
talle
r y la
seg
urid
adVa
lora
la
vida
, la
org
aniz
ació
n, l
os
debe
res
y de
rech
os y
la
del
med
io
ambi
ente
- A
mpe
raje
su
gerid
o pr
evio
en
sayo
- C
onoc
imie
ntos
pre
vios
1ra
02
Sold
adur
a po
r arc
o el
éctr
ico
con
elec
trod
os
reve
rtid
os;
prin
cipi
os d
e fu
ncio
nam
ient
o de
l ar
co
eléc
tric
o,
máq
uina
s de
so
ldar
, ac
ceso
rios,
cla
ses,
car
acte
rístic
as;
cicl
os
de tr
abaj
o y
aplic
acio
nes
Inic
io d
e la
sol
dadu
raD
iseñ
o de
un
proy
ecto
Elec
ción
del
pro
yect
o, e
n fie
rro
Des
crip
cion
es,
deno
min
acio
nes;
ap
licac
ione
s,
form
ació
n de
l arc
o el
éctri
co, e
ncen
dido
y es
tabi
lizac
ión
del a
rco
eléc
trico
Rec
onoc
er l
as c
arac
terís
ticas
de
las
máq
uina
s de
so
ldar
; ac
ceso
rios
y he
rram
ient
as
del
sold
ador
, re
gula
r vo
ltaje
, am
pera
je,
reco
noci
mie
nto
y us
o de
lo
s im
plem
ento
s de
pro
tecc
ión.
- C
ómo
ence
nder
el a
rco
eléc
trico
.-
Cóm
o ej
ecut
ar u
n co
rdón
de
sold
adur
a.-
Dib
ujo
técn
ico.
Lín
eas,
inst
rum
ento
s y
mat
eria
les
de d
ibuj
o.-
Traz
ado
de l
ínea
s en
pap
el y
en
supe
rfici
es
met
álic
as; t
raza
r bos
quej
os y
cro
quis
, con
figu
ras
geom
étric
as.
- E
legi
r el p
roye
cto
en g
rupo
.
Valo
ra l
a vi
da,
la o
rgan
izac
ión,
los
de
bere
s y
dere
chos
y l
a de
l m
edio
am
bien
teA
plic
an h
ábito
s de
las
nor
mas
de
segu
ridad
Pro
tege
y u
sa a
decu
adam
ente
las
m
áqui
nas
de s
olda
r M
étod
os y
pro
cedi
mie
ntos
- D
epós
itos
cont
inuo
s de
met
al-
Valo
rar y
utiliz
ar lo
s con
ocim
ient
os
prev
ios,
indi
vidu
al o
gru
pal,
con
la g
uía
del p
rofe
sor
- P
rese
ntar
mod
elos
2da
Modulo soldadurann2.indd 113 08/03/2010 02:43:43 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
114 03
Noc
ione
s de
Ele
ctric
idad
con
Rel
ació
n al
A
rco
Eléc
tric
o: c
once
pto
de l
a el
ectri
cida
d,
corr
ient
e el
éctri
ca,
el c
ircui
to d
e la
sol
dadu
ra
por a
rco
eléc
trico
Vo
ltaje
y A
mpe
raje
. Con
cept
os y
defi
nici
ones
de
pre
sión
; la
unid
ad u
tiliz
ada
es e
l col
umbi
o po
r seg
undo
.C
lase
s de
cor
rient
e;Po
larid
ad. E
n la
cor
rient
e co
ntin
ua;
sabe
r la
di
recc
ión
del fl
ujo
de c
orrie
nte
en e
l circ
uito
de
la s
olda
dura
Fenó
men
os d
el a
rco
eléc
tric
o pa
ra s
olda
r. E
n lo
s po
los
del a
rco,
el v
olta
je v
aria
seg
ún la
lo
ngitu
d de
l arc
o In
icio
de
la s
olda
dura
Pres
upue
star
y fi
nanc
iar
Ele
ctric
idad
, cla
ses
de c
orrie
nte
en c
ircui
to e
léct
rico;
M
áqui
na s
olda
dora
, ca
ract
erís
ticas
, bo
rnes
; ca
bles
co
nduc
tore
s de
cor
rient
e; fo
rmac
ión
del a
rco
en m
etal
ba
se, e
stab
iliza
ción
del
arc
o el
éctri
coVo
ltím
etro
, reg
ulad
or d
e vo
ltaje
o te
nsió
nA
mpe
rímet
ro.-I
nstru
men
to p
ara
med
ir la
can
tidad
de
corr
ient
e a
utili
zar.
C. a
ltern
a no
se
usa
cam
bios
de
pola
ridad
C
ontin
ua =
Pol
arid
ad-d
irect
a o
norm
al e
s cu
ando
el
cabl
e po
rtael
ectro
do v
a co
nect
ado
al p
olo
nega
tivo
y tie
rra
el p
ositi
vo;
sí e
l ca
ble
porta
ele
ctro
do v
a co
nect
ado
al p
olo
+ y
el c
able
de
tierr
a al
– e
s In
verti
da
o in
dire
cta
- C
ómo
rean
udar
el c
ordó
n-
Sum
ar c
osto
s de
los
mat
eria
les
Cor
rient
e co
ntin
ua y
alte
rna
- E
l circ
uito
est
á es
tabl
ecid
o, s
olo
cuan
do
el
arco
se
en
cuen
tra
ence
ndid
o- fl
ujo
eléc
trico
= va
ría
de u
na d
irecc
ión
a la
opu
esta
- To
das
las
máq
uina
s de
sol
dar
cuen
tan
con
regu
lado
res
de
volta
je y
am
pera
je; c
on c
orrie
nte.
m
onof
ásic
a o
trifá
sica
- In
tens
idad
de
co
rrie
nte
para
so
ldar
, la
reg
ulac
ión
la h
ace
el
sold
ador
- P
olar
idad
Dire
cta
o no
rmal
- P
olar
idad
Inve
rtida
o in
dire
cta
- U
n co
rdón
deb
e re
anud
arse
sin
de
jar h
oyos
o a
bulta
mie
ntos
.-
Valo
rar y
usa
r cro
quis
3ra
04
- M
áqui
nas
de s
olda
r por
arc
o El
éctr
ico.
- C
arac
terís
ticas
; -
Cla
ses
de m
áqui
nas
de s
olda
r por
arc
o el
éctr
ico.
- C
arac
terís
ticas
Est
átic
as y
Din
ámic
as-
Fuen
tes
de c
orrie
nte
cons
tant
e-
Fuen
tes
de te
nsió
n co
nsta
nte-
-
Cóm
o co
mpr
ar u
na m
áqui
na d
e so
ldar
- Ej
ecut
ando
la s
olda
dura
-
Con
tinua
r eje
cuta
ndo
el p
roye
cto
- Ev
alua
ción
Par
cial
- C
arac
terís
ticas
: tra
nsfo
rmar
, co
nver
sión
, re
gula
ción
y a
limen
taci
ón c
onst
ante
s, m
áqui
nas
está
ticas
, rot
ativ
as-
Indi
cars
e: fu
ente
de
corr
ient
e el
éctri
ca, c
lase
de
corr
ient
e, v
olta
je d
e la
líne
a.-
Cóm
o re
llena
r un
crát
er a
l fina
l del
cor
dón:
- M
ovim
ient
os o
scila
torio
s co
mun
es-
Técn
icas
y p
roce
sos
de e
jecu
ción
. Ini
cio,
pro
ceso
y
final
del
tem
a
- La
s m
áqui
nas
está
ticas
son
las
que
no p
osee
n el
emen
tos
en
rota
ción
con
stan
te.
- La
s m
áqui
nas
rota
tivas
sí p
osee
n el
emen
tos
en ro
taci
ón c
onst
ante
- S
on t
res
etap
as:
vací
o, c
ebad
o y
sold
adur
a.-
Líne
a m
onof
ásic
a y
trifá
sica
.-
Rel
lena
rse
debi
dam
ente
- S
e co
nsig
ue c
on m
ovim
ient
os
trans
vers
al c
omun
es-
Usa
r cr
oqui
s,
mat
eria
les,
eq
uipo
s, m
áqui
na y
herr
amie
ntas
ad
ecua
das
- M
edir
las
capa
cida
des
4ta
Modulo soldadurann2.indd 114 08/03/2010 02:43:43 a.m.
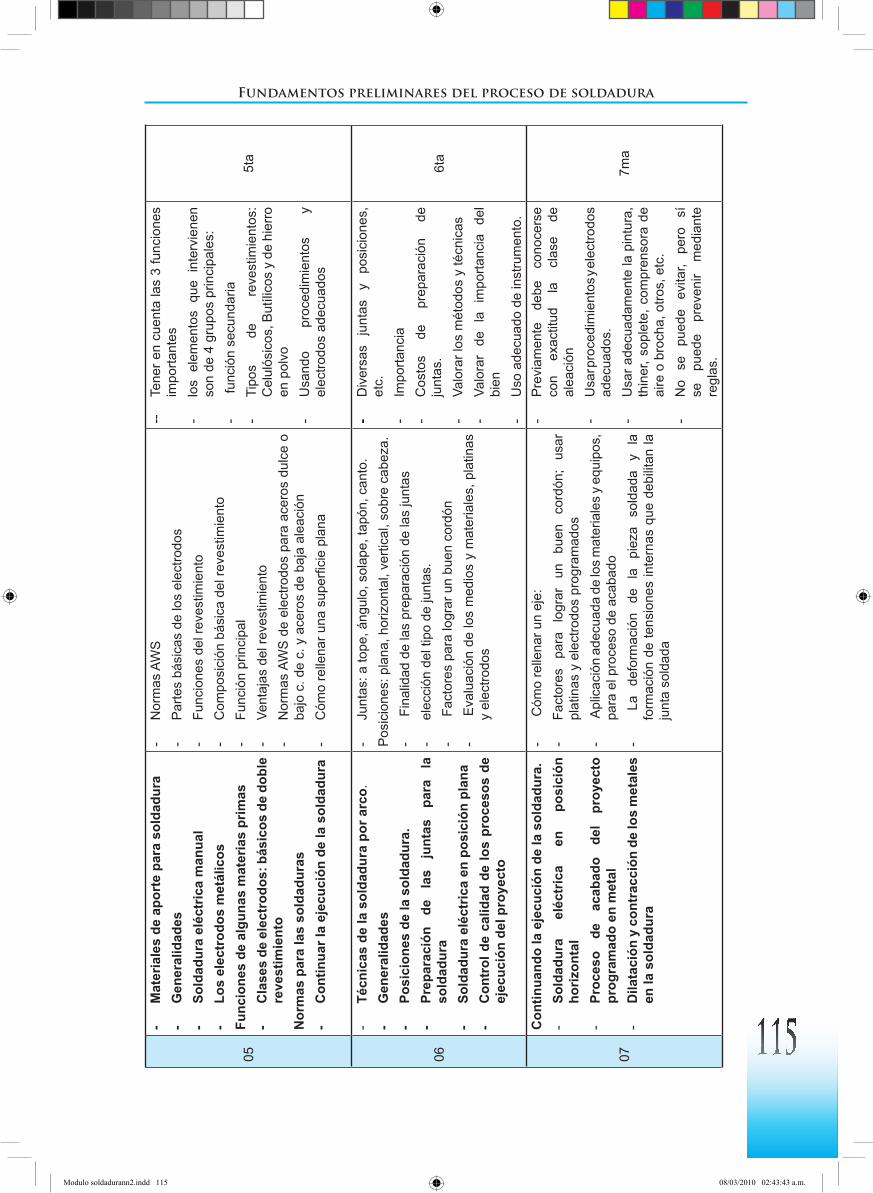
Fundamentos preliminares del proceso de soldadura
11505
- M
ater
iale
s de
apo
rte
para
sol
dadu
ra
- G
ener
alid
ades
- So
ldad
ura
eléc
tric
a m
anua
l-
Los
elec
trod
os m
etál
icos
Func
ione
s de
alg
unas
mat
eria
s pr
imas
- C
lase
s de
ele
ctro
dos:
bás
icos
de
dobl
e re
vest
imie
nto
Nor
mas
par
a la
s so
ldad
uras
- C
ontin
uar l
a ej
ecuc
ión
de la
sol
dadu
ra
- N
orm
as A
WS
- P
arte
s bá
sica
s de
los
elec
trodo
s-
Func
ione
s de
l rev
estim
ient
o-
Com
posi
ción
bás
ica
del r
eves
timie
nto
- Fu
nció
n pr
inci
pal
- Ve
ntaj
as d
el re
vest
imie
nto
- N
orm
as A
WS
de
elec
trodo
s pa
ra a
cero
s du
lce
o ba
jo c
. de
c. y
ace
ros
de b
aja
alea
ción
- C
ómo
relle
nar u
na s
uper
ficie
pla
na
--
Tene
r en
cuen
ta la
s 3
func
ione
s im
porta
ntes
- lo
s el
emen
tos
que
inte
rvie
nen
son
de 4
gru
pos
prin
cipa
les:
- fu
nció
n se
cund
aria
- Ti
pos
de
reve
stim
ient
os:
Cel
ulós
icos
, But
ílico
s y
de h
ierr
o en
pol
vo-
Usa
ndo
proc
edim
ient
os
y el
ectro
dos
adec
uado
s
5ta
06
- Té
cnic
as d
e la
sol
dadu
ra p
or a
rco.
- G
ener
alid
ades
- Po
sici
ones
de
la s
olda
dura
. -
Prep
arac
ión
de
las
junt
as
para
la
so
ldad
ura
- So
ldad
ura
eléc
tric
a en
pos
ició
n pl
ana
- C
ontr
ol d
e ca
lidad
de
los
proc
esos
de
ejec
ució
n de
l pro
yect
o
- Ju
ntas
: a to
pe, á
ngul
o, s
olap
e, ta
pón,
can
to.
Pos
icio
nes:
pla
na, h
oriz
onta
l, ve
rtica
l, so
bre
cabe
za.
- F
inal
idad
de
las
prep
arac
ión
de la
s ju
ntas
- el
ecci
ón d
el ti
po d
e ju
ntas
.-
Fac
tore
s pa
ra lo
grar
un
buen
cor
dón
- E
valu
ació
n de
los
med
ios
y m
ater
iale
s, p
latin
as
y el
ectro
dos
- D
iver
sas
junt
as
y po
sici
ones
, et
c.-
Impo
rtanc
ia-
Cos
tos
de
prep
arac
ión
de
junt
as.
- Va
lora
r los
mét
odos
y té
cnic
as
- Va
lora
r de
la
im
porta
ncia
de
l bi
en-
Uso
ade
cuad
o de
inst
rum
ento
.
6ta
07
Con
tinua
ndo
la e
jecu
ción
de
la s
olda
dura
.-
Sold
adur
a el
éctr
ica
en
posi
ción
ho
rizon
tal
- Pr
oces
o de
ac
abad
o de
l pr
oyec
to
prog
ram
ado
en m
etal
- D
ilata
ción
y c
ontr
acci
ón d
e lo
s m
etal
es
en la
sol
dadu
ra
- C
ómo
relle
nar u
n ej
e:
- Fa
ctor
es
para
lo
grar
un
bu
en
cord
ón;
usar
pl
atin
as y
ele
ctro
dos
prog
ram
ados
- A
plic
ació
n ad
ecua
da d
e lo
s m
ater
iale
s y
equi
pos,
pa
ra e
l pro
ceso
de
acab
ado
-
La
defo
rmac
ión
de
la
piez
a so
ldad
a y
la
form
ació
n de
tens
ione
s in
tern
as q
ue d
ebili
tan
la
junt
a so
ldad
a
- P
revi
amen
te
debe
co
noce
rse
con
exac
titud
la
cl
ase
de
alea
ción
- U
sar p
roce
dim
ient
os y
elec
trodo
s ad
ecua
dos.
- U
sar a
decu
adam
ente
la p
intu
ra,
thin
er, s
ople
te, c
ompr
enso
ra d
e ai
re o
bro
cha,
otro
s, e
tc.
- N
o se
pu
ede
evita
r, pe
ro
sí
se
pued
e pr
even
ir m
edia
nte
regl
as.
7ma
Modulo soldadurann2.indd 115 08/03/2010 02:43:43 a.m.

Universidad Nacional de Educación – Enrique Guzmán y Valle
116 08
- S
olda
dura
elé
ctric
a en
pos
ició
n ve
rtica
l-
Sol
dadu
ra
eléc
trica
en
po
sici
ón
sobr
e ca
beza
- S
olda
dura
el
éctri
ca
en
tube
rías
y en
pl
anch
as.
- N
ocio
nes
de In
spec
ción
de
la s
olda
dura
.-
Sím
bolo
s de
sol
dadu
ra, s
us a
plic
acio
nes.
- E
valu
ació
n fin
al
- Fa
ctor
es
que
debe
n co
nsid
erar
se
en
esta
po
sici
ón, c
on m
ater
iale
s ad
ecua
dos
- Fa
ctor
es q
ue d
eben
tom
arse
en
cuen
ta p
ara
obte
ner u
na b
uena
sol
dadu
raLa
sol
dadu
ra e
n tu
bería
s re
quie
re p
ara
una
corr
ecta
ej
ecuc
ión
de m
ucha
des
treza
y p
acie
ncia
- A
plic
ació
n de
la
té
cnic
a,
proc
edim
ient
os
adec
uado
s y
cóm
o su
bsan
ar la
s fa
llas
- C
once
pto:
la s
olda
dura
es
un p
roce
so o
mét
odo
de f
abric
ació
n m
ecán
ica
y re
quie
re p
or t
anto
, de
m
edio
s pa
ra
com
unic
ar
al
sold
ador
, de
l di
seña
dor,
el ti
po d
e so
ldad
ura
a em
plea
r.-
Pru
eba
obje
tiva
- M
étod
os a
plic
ados
: asc
ende
nte
y de
scen
dent
e, o
bser
vand
o lo
s m
ovim
ient
os re
com
enda
dos.
- R
ecom
enda
cion
es g
ener
ales
-
Dep
endi
endo
de
l us
o qu
e se
da
rá, d
eben
ser
res
iste
ntes
a la
pr
esió
n y
sin
falla
s-
Cau
sas:
def
ecto
s y
corr
ecci
ón.
- E
mpl
ear
los
sist
emas
de
sí
mbo
los,
pa
ra
indi
car
en
los
dibu
jos
o pl
anos
de
talle
r de
- S
olda
dura
re
quer
ida:
re
com
enda
da p
or la
Aso
ciac
ión
Am
eric
ana
de s
olda
dore
s.-
Pre
sent
ació
n de
los
pro
yect
os
term
inad
o
8va
Modulo soldadurann2.indd 116 08/03/2010 02:43:44 a.m.

Fundamentos preliminares del proceso de soldadura
117
VIII. bIbLIOGRAFÍA
8.1. Tratado General de la Soldadura Electr.: P. SCHIMPKE- H. A. HORN - Tomo II. Edit. Gustavo Gili. S.A. Barcelona- 1977
8.2. Manual de Soldadura: OERLIKÓN - Lima Perú - 5ta. Edic. 1994
8.3. Tecnología de la Soldadura: SENATI- Lima Perú
8.4. Manual de Soldadura Eléctrica: JAMES PENDER-Canadá 1998
8.5. Soldadura de Arco: THE HOBART BROTER COMPANI, Troy Chio - 1998
8.6. Soldadura Eléctrica I: TECSUP- Programa de Capacitación Continua- Lima Perú 1993
8.7. Manual de Soldadura Universal: COSUDE – CAPOLAB = Loma Perú 2001
8.8. Manual de Soldadura- Tomo II: AMERICAN WELDING SOCIETY 8va. Ed. México-Nueva York, Bogota, Londres, Sydney, París, Munich, Nueva Delhi, Tokio, Toronto, Singapur, Río de Janeiro, Zurich.
8.9. Soldadura Autógena y Eléctrica: B. REGUALT-Edc.Serrahima y URPI Barcelona 1995
8.10. Mecánica de Taller-Soldadura: EDITORIAL CULTURAL. Edic. 1985. Madrid.
__________________Mg. Orestes Niño Pizarro
DocenteONP/2010
Modulo soldadurann2.indd 117 08/03/2010 02:43:44 a.m.
Modulo soldadurann2.indd 118 08/03/2010 02:43:44 a.m.


















